Вес рифленки: Лист рифленый 4 мм: вес, свойства, условия поставки
Содержание
Лист рифленый | Лист с чечевичным рифлением | Лист с ромбическим рифлением
Сделать заказ | Задать вопрос | Карта сайта | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
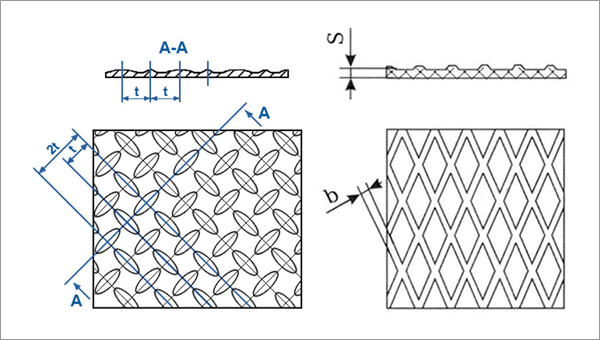
Лист стальной рифленый горячекатаный производится в соответствии с ГОСТ 8568-77 и может иметь два вида рифления — чечевичное и ромбическое. Вид рисунка зависит от Ваших пожеланий. Зарубежные производители выпускают несколько видов рифления (преимущественно из нержавеющих марок и алюминия). ГОСТ 8568-77 предусматривает два вида рифления для стальных листов.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Производится «рифленка» на тех же прокатных станах для горячекатаного проката, однако валки, на которых этот лист прокатывают, имеют не ровную форму — на них нанесен рисунок, что и позволяет получать рифленый лист.
Производится «рифленка» на тех же прокатных станах для горячекатаного проката, однако валки, на которых этот лист прокатывают, имеют не ровную форму — на них нанесен рисунок, что и позволяет получать рифленый лист.| Размер | Параметры | Марка | Вес 1-го м2, кг | Вес 1-го листа, кг |
| Лист рифленый чечевица 1250х2500х3 | 3сп/пс | 24,2 | 75,63 | |
| Лист рифленый чечевица 1500х6000х4 | 3сп/пс | 32,2 | 290 | |
| Лист рифленый чечевица 1500х6000х5 | 3сп/пс | 40,5 | 365 | |
| Лист рифленый чечевица 1500х6000х6 | 3сп/пс | 48,5 | 437 | |
| Лист рифленый чечевица 1500х6000х8 | 3сп/пс | 64,9 | 584 | |
| Лист рифленый чечевица 1500х6000х10 | 3сп/пс | 80,9 | 728 | |
| Лист рифленый чечевица 1500х6000х12 | 3сп/пс | 96,8 | 871 |
Лист с ромбическим рифлением
| Размер | Параметры | Марка | Вес 1-го м2, кг | Вес 1-го листа, кг |
| Лист рифленый ромб 1250х2500х3 | 3сп/пс | 25,1 | 78,44 | |
| Лист рифленый ромб 1500х6000х4 | 3сп/пс | 33,5 | 302 | |
| Лист рифленый ромб 1500х6000х5 | 3сп/пс | 41,8 | 376 | |
| Лист рифленый ромб 1500х6000х6 | 3сп/пс | 50,1 | 450 |
В таблице приведены веса квадратного метра листа с рифлением, посчитанные теоретически. Удельный вес стали принят 7,85г/см3, высота рифления принята как 0,2 от номинальной толщины листа, при средних значениях размеров ромба и расстояния между рифлями. ГОСТ 8568-77 допускает отклонения по весу рифленых листов от расчетных величин от 3% до 10%, таким образом, фактический вес рифленого листа всегда оказывается больше расчетного. В среднем это значение составляет 5-7%.
Удельный вес стали принят 7,85г/см3, высота рифления принята как 0,2 от номинальной толщины листа, при средних значениях размеров ромба и расстояния между рифлями. ГОСТ 8568-77 допускает отклонения по весу рифленых листов от расчетных величин от 3% до 10%, таким образом, фактический вес рифленого листа всегда оказывается больше расчетного. В среднем это значение составляет 5-7%.
Для всех видов рифления есть один общий фактор – рифления должно выступать от плоскости листа, т.к. основное предназначение любого рифления – противоскользящие функции. В остальном листы мало похожи.
Стальные листы с ромбическим и чечевичным рифлением из углеродистой стали преимущественно используются в качестве антискользящего покрытия в производственных помещениях, на строительных площадках, гаражах, автосервисах. Из них изготавливают ступени металлических лестниц, временные переходы и другие элементы, обеспечивающие безопасное передвижение людей на потенциально опасных объектах.
Иногда рифленые листы используют в качестве элементов декоративного оформления при изготовлении металлических конструкций как бытового, так и промышленного назначения.
Рифленые листы изготавливают и углеродистых марок стали Ст0, Ст1, Ст2, Ст3, по ГОСТ 380-2005. Допускается изготовление листов из других марок, по согласованию заказчика и производителя.
Высота рифления на всех видах должна быть 0,1-0,3 от номинальной толщины основания листа, но не менее 0,5мм. В зависимости от исполнения высота рифления на листах с толщиной основания более 5мм может достигать 1,0мм.
Листы с ромбическим рифлением изготавливают с диагоналями ромба 25-30х60х70мм. Конфигурация и расположения ромба на поверхности наносятся по усмотрению производителя.
Листы с чечевичным рифлением изготавливают с расстоянием 20, 25 или 30мм между рифлями. Выбор расстояния определяется производителем.
Общие требования по толщине основания листа, ширине и длине, точности прокатки должны соответствовать ГОСТ 19903-74.
Лист рифленый отгружают партиями, размер каждой, как правило, не превышает 70 тонн. Сертификат производителем выписывается один на всю партию. Маркировка и упаковка производится в соответствии с ГОСТ 7566-94.
Купить рифленый лист в нашей компании можно любыми партиями. Поставки осуществляются вагонными нормами с металлургических комбинатов, в сборных вагонах, автомобильным транспортом или контейнерами.
Цены
В последние годы цены на металлопрокат меняются очень динамично, что сильно затрудняет публикацию актуальных цен, соответствующих настоящему моменту. Просим Вас уточнять текущие цены на рифленый лист и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
©s235group 2019
Разработка PavlinGrafic
Металлопрокат, стальные трубы.
Продажа со склада, транзитные поставки.
Металлообработка, изоляция, цинкование.
Доставка по Москве и Московской области.
| Сорт | Лист | Труба | Услуги |
| Арматура | Холоднокатаный | Водопроводная | Резка |
| Балка | Горячекатаный | Электросварная | Обработка |
| Круг | Рифленый | Бесшовная | Оцинкование |
| Полоса | Просечно-вытяжной | Профильная | Изоляция |
| Уголок | Оцинкованный | Тонкостенная | Доставка |
| Швеллер | Профнастил | Оцинкованная | |
Reka Лодка моторная REKA R 290 (сайт)
Технические характеристики
Особенности
Скоростные характеристики — под ПЛМ в 5 л. с со шкипером весом в 70-80 кг. + бензин+ снасти скорость 23-26 км/ч Лодка имеет просторный кокпит для своего размера. Для любителей рыбалки на озерах — за счет жесткого надувного дна и малой осадки лодка показала хорошую проходимость через грязь и камыши.
с со шкипером весом в 70-80 кг. + бензин+ снасти скорость 23-26 км/ч Лодка имеет просторный кокпит для своего размера. Для любителей рыбалки на озерах — за счет жесткого надувного дна и малой осадки лодка показала хорошую проходимость через грязь и камыши.
Стандартная комплектация
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дополнительная комплектация цена
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|


* данные для стандартной модели, без усилений и дублирующих элементов
** допустимое падение давления в отсеках не более 10% в сутки от номинала.
*** допускается попадание воды под декоративную отделку транца с внешней стороны
Картон — Cargo Handbook — крупнейший в мире веб-сайт с инструкциями по грузовым перевозкам
| Информационный блок на картоне | |
|---|---|
| Пример картона | |
| Факты | |
| Происхождение | — |
| Коэффициент загрузки (в м 3 /т) | 2,26/2,41 (уп) |
| Влажность / влажность |
|
| Вентиляция | См. текст текст |
| Факторы риска | См. текст |
Содержимое
- 1 Картон
- 1.1 Описание/применение
- 1.2 Транспортировка/хранение
- 1.3 Факторы риска
Описание/применение
Гофрокартон представляет собой материал на бумажной основе, состоящий из рифленого гофрированного листа и одного или двух плоских вкладышей. Он широко используется в производстве гофроящиков и транспортных контейнеров.
Гофрокартон и облицовочный картон изготавливаются из тарного картона, материала, похожего на бумагу, обычно толщиной более 0,01 дюйма (0,25 мм). Гофрированный картон иногда называют гофрированным картоном, хотя картоном может быть любой плотный картон на основе бумажной массы.
Гофрированный картон производится на больших линиях высокоточного оборудования, называемых гофроагрегатами, которые обычно работают со скоростью около 500 футов в минуту (2,5 м/с) или выше. Эти машины со временем стали очень сложными, чтобы избежать некоторых общих проблем в производстве гофрированного картона, таких как деформация и стирка.
Эти машины со временем стали очень сложными, чтобы избежать некоторых общих проблем в производстве гофрированного картона, таких как деформация и стирка.
Основным сырьем для гофрирования является бумага, различных сортов для каждого слоя, из которого состоит гофроящик. Из-за соображений цепочки поставок и масштаба бумага производится на отдельных заводах, называемых бумажными фабриками. На большинстве заводов по производству гофрированного картона имеется запас бумажных бобин.
В классическом гофроагрегате бумага размягчается паром высокого давления. После того, как доска сформирована, ее сушат в так называемой сухой части. Здесь новообразованный гофрокартон нагревается снизу горячими плитами. Сверху система нагрузки прикладывает к ленте различные давления.
Плотность гофрированного материала в США часто составляет 0,026 фунта на квадратный фут (0,13 кг/м²); в Великобритании распространена бумага для гофрокартона плотностью 90 граммов на квадратный метр (0,018 фунта / квадратный фут).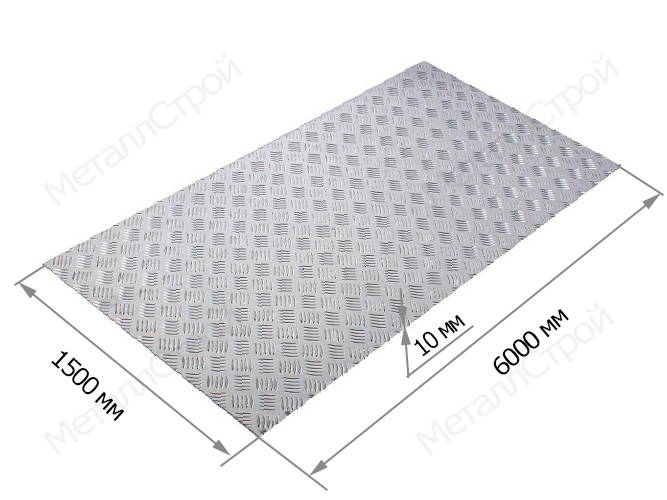 На одностороннем он нагревается, увлажняется и формируется в рифленый узор на зубчатых колесах. Он соединяется с плоской облицовочной плитой с помощью клея на основе крахмала, образуя одностороннюю плиту. На двойной подложке к другой стороне рифленого наполнителя приклеен второй плоский лайнер для образования одностенного гофрированного картона. Линейные картоны представляют собой тестовые вкладыши (бумага из вторсырья) или крафт-картон (различных сортов). Подкладка может быть отбеленной до белого, пятнисто-белой, цветной или предварительно напечатанной.
На одностороннем он нагревается, увлажняется и формируется в рифленый узор на зубчатых колесах. Он соединяется с плоской облицовочной плитой с помощью клея на основе крахмала, образуя одностороннюю плиту. На двойной подложке к другой стороне рифленого наполнителя приклеен второй плоский лайнер для образования одностенного гофрированного картона. Линейные картоны представляют собой тестовые вкладыши (бумага из вторсырья) или крафт-картон (различных сортов). Подкладка может быть отбеленной до белого, пятнисто-белой, цветной или предварительно напечатанной.
Стандартные размеры канавок: «A», «B», «C», «E» и «F» или микроканавки. Буквенное обозначение относится к порядку изобретения флейт, а не к относительным размерам. Размер канавки относится к количеству канавок на погонный фут, хотя фактические размеры канавки у разных производителей гофроагрегатов могут незначительно отличаться. Измерение количества канавок на погонный фут является более надежным методом определения размера канавки, чем измерение толщины доски, которая может варьироваться в зависимости от условий производства. Самый распространенный размер канавки в гофрированных коробках — канавка «С».
Самый распространенный размер канавки в гофрированных коробках — канавка «С».
Стандартные гофрированные канавки США
| | | | | |
Гофрированный картон может быть определен по конструкции (однослойный, одностенный, двустенный и т. д.), размеру канавки, прочности на разрыв, прочности на раздавливание краев, плоскостному сжатию, базовой массе компонентов (фунты на тысячу квадратных футов, граммы). на квадратный метр и т. д.), обработка поверхности и покрытия и т. д. Методы испытаний TAPPI и ASTM для них стандартизированы.
д.), размеру канавки, прочности на разрыв, прочности на раздавливание краев, плоскостному сжатию, базовой массе компонентов (фунты на тысячу квадратных футов, граммы). на квадратный метр и т. д.), обработка поверхности и покрытия и т. д. Методы испытаний TAPPI и ASTM для них стандартизированы.
Выбор гофрированного наполнителя, размера гофрокартона, комбинированного клея и облицовочного картона может варьироваться для получения гофрированного картона с особыми свойствами, подходящими для широкого круга потенциальных применений. Также производится двух- и трехслойный гофрокартон, обладающий высокой прочностью при штабелировании и стойкостью к проколам.
Большинство гофроагрегатов представляют собой двухножевые гофроагрегаты, что означает, что они могут одновременно производить два листа разной длины. Это приводит к проблеме оптимизации, известной как проблема раскроя.
Инженеры-упаковщики разрабатывают коробки из гофрированного картона с учетом конкретных потребностей отправляемого продукта, опасностей транспортной среды (удары, вибрация, сжатие, влажность и т. д.), а также потребностей розничных продавцов и потребителей.
д.), а также потребностей розничных продавцов и потребителей.
Самый распространенный тип коробки — стандартный контейнер с прорезями (RSC). Все закрылки имеют одинаковую длину от надреза до края. Как правило, большие лоскуты встречаются посередине, а второстепенные — нет.
Производственный стык чаще всего соединяется клеем, но также может быть заклеен лентой или сшит. Коробка отправляется в разобранном виде упаковщику, который устанавливает коробку, наполняет ее и закрывает для отправки. Коробка закрывается лентой, клеем, скобами, обвязкой и т. д.
Размер коробки может быть измерен либо по внутреннему (для соответствия продукту), либо по внешнему (для погрузочно-разгрузочных работ или укладки на поддоны) размеров. Ящики обычно указываются и заказываются по внутренним размерам.
Типы коробок в Европе обычно определяются 4-значным кодом, указанным FEFCO: например, обычный контейнер с прорезями (RSC) имеет код 0201. Типы FEFCO обычно являются основой для более сложных специальных конструкций, которые включают, например, фиксирующие выступы или внутренние фитинги.
Коробки могут быть изготовлены на том же заводе, что и гофроагрегат. Часть биговки и резки происходит на гофроагрегате. В качестве альтернативы листы гофрированного картона могут быть отправлены на другое производственное предприятие для изготовления коробок; их иногда называют «листовыми растениями».
Гофрокартон фальцуется или надрезается для обеспечения контролируемого изгиба картона. Чаще всего вырезают прорези, чтобы на коробке были клапаны. Надрезы и прорези также могут быть выполнены высечкой.
Широкие категории упаковочных материалов на бумажной основе:
- Бумага представляет собой тонкий материал, используемый в основном для письма, печати или упаковки. Его получают путем прессования влажных волокон, обычно целлюлозы, полученной из древесины, тряпок или травы, и высушивания их в гибкие листы.
- Картон, иногда называемый картоном, обычно толще (обычно более 0,25 мм или 10 пунктов), чем бумага. В соответствии со стандартами ISO картон — это бумага с удельным весом (граммом) выше 224 г/м², но есть и исключения.
 Картон может быть однослойным или многослойным.
Картон может быть однослойным или многослойным.
Гофрокартон, иногда называемый гофрированным картоном или гофрокартоном, представляет собой комбинированный материал на бумажной основе, состоящий из рифленого гофрированного наполнителя и одного или двух плоских вкладышей.
Контейнеры также имеют несколько названий:
- Транспортную тару из гофрированного картона иногда называют «картонной коробкой», «картоном» или «футляром».
- Складную коробку из картона иногда называют «картонной коробкой».
- Установочная коробка изготовлена из негнущегося картона и иногда называется «картонной коробкой».
- Коробки для напитков, изготовленные из многослойного картона, иногда называют «картонными коробками», а иногда «картонными коробками» или «коробками».
Картон и другие материалы на бумажной основе (картон, гофрокартон и т. д.) могут иметь вторичную жизнь в качестве дешевого материала для строительства ряда проектов, среди которых научные эксперименты, детские игрушки, костюмы и теплоизоляционная подкладка.
Старые гофрированные контейнеры — отличный источник волокна для вторичной переработки. Они могут быть сжаты и упакованы в тюки для экономичной транспортировки. Спрессованные коробки помещаются в гидроразбиватель, который представляет собой большой чан с теплой водой для очистки и обработки. Суспензия целлюлозы затем используется для производства новых изделий из бумаги и волокна.
Мельничный и гофроагрегатный лом или крошка является самым чистым источником вторичной переработки. Высокие показатели вторичной переработки отходов отражают эффективность перерабатывающих заводов по очистке и обработке поступающих материалов. Существует несколько технологий сортировки, просеивания, фильтрации и химической обработки переработанной бумаги.
Многие посторонние материалы легко удаляются. Шпагат, обвязка и т.п. удаляются из гидроразбивателя «трещоткой». Металлические хомуты и скобы можно отсеивать или снимать с помощью магнита. Лента, чувствительная к давлению, на подложке из пленки остается неповрежденной: клей PSA и подложка удаляются вместе.
Материалы, которые труднее удалить, включают восковые покрытия на коробках из гофрированного картона и «липкие» частицы, мягкие каучуковые частицы, которые могут засорить бумагоделательную машину и загрязнить переработанную бумагу. Липучки могут быть получены из переплетов книг, клеев-расплавов, самоклеящихся клеев из бумажных этикеток, клеев для ламинирования армированных гуммированных лент и т. д.
В настоящее время доступны измельчители гофрированного картона, которые превращают гофрокартон, вышедший из употребления, в упаковочные/амортизирующие материалы с помощью специального процесса измельчения.
Переработка гофрированного картона помогает странам, не имеющим устойчивых древесных ресурсов, создавать местную бумажную и упаковочную промышленность.
Транспортировка/хранение
Изделия из картона транспортируют в пачках (без упаковки, обвязанных пластиковой лентой), кипах, пакетах или картонных коробках и в рулонах.
Неправильное обращение при погрузке-разгрузке и хранении влечет за собой риск повреждения. Как следствие, в случае валков слои приходят в негодность по глубине коряги. Затем их можно просто оторвать (разобрать) и использовать в качестве макулатуры. Упаковки и тюки нельзя поднимать за обвязку, так как она может порваться.
Как следствие, в случае валков слои приходят в негодность по глубине коряги. Затем их можно просто оторвать (разобрать) и использовать в качестве макулатуры. Упаковки и тюки нельзя поднимать за обвязку, так как она может порваться.
Неправильное обращение с грузом может привести к деформации бумажных рулонов (овализации). Рулоны с ярко выраженной овальностью больше нельзя использовать для печати, и их необходимо перематывать.
Наиболее благоприятный диапазон температур для путешествий: 0–25°C.
При погрузочно-разгрузочных работах также кратковременно допускается температура ниже 0°C. Изделие должно быть защищено от источников тепла и интенсивного солнечного излучения во избежание ломкости, пожелтения, коробления и повышенной пожароопасности.
При содержании воды < 5% возникает ломкость и усадка волокон. Поскольку уложенные листы не могут вступить в свободный обмен влагой с окружающим воздухом, это выравнивание ограничивается кромками, контактирующими с воздухом.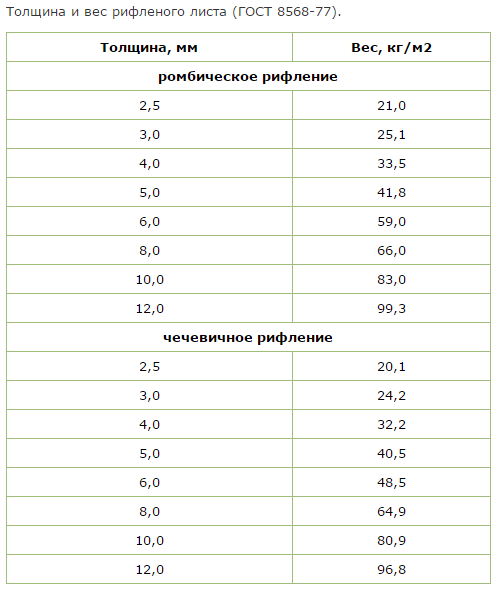 Это вызывает вздутие краев и нежелательное коробление доски, чему способствует, в частности, интенсивное солнечное излучение.
Это вызывает вздутие краев и нежелательное коробление доски, чему способствует, в частности, интенсивное солнечное излучение.
Картон, поврежденный влагой или сыростью, изнашивается из-за линейной деформации, явлений кручения, изменения гладкости и цвета, снижения механической прочности на растяжение и волнистости. При укладке избыточная влага приводит к набуханию волокон по периферии, края становятся волнистыми. Это повреждение необратимо, так как сушка приводит к короблению из-за внутренних напряжений, возникающих в результате неравномерного распределения влаги внутри листа, и к образованию пятен (сухие кольца).
Выпотевание груза особенно вероятно во время рейсов из холодного климата в жаркий или при разгрузке в тропических портах, если грузы не были достаточно прогреты во время рейса и подвергались воздействию горячего окружающего воздуха при открытии крышек люков или дверей контейнеров .
Рекомендуемые условия вентиляции: скорость воздухообмена 6 смен/час (проветривание), если точка росы наружного воздуха ниже точки росы воздуха в помещении.
В рейсах из холодного в жаркий климат (Скандинавские порты, Континентальные порты — тропические порты разгрузки в Африке, Азии) необходимо использовать все возможные возможности для прогрева бумаги во избежание запотевания груза.
Картонные изделия являются горючими и поэтому должны быть защищены от летящих искр. Курение должно быть строго запрещено. При штабелировании имеет склонность к самовозгоранию под воздействием тепла.
Подставка для чашек должна содержаться в абсолютной чистоте, так как она используется в пищевой промышленности. Должна быть обеспечена его физиологическая пригодность для употребления в пищу.
Изделия из картона очень чувствительны к механическим воздействиям, таким как давление, удар и трение. Риск повреждения наиболее высок во время погрузочно-разгрузочных работ.
Овализация валков, возникающая в результате избыточного давления штабеля при горизонтальной укладке валков, поскольку силы воспринимаются исключительно линейной опорной поверхностью. В случае с газетной бумагой повреждение внутреннего сердечника приводит к перебоям в производстве или проблемам при обращении, поскольку рулоны больше не могут правильно подниматься. Небольшое искажение сердечника можно исправить. Очень овальные бумажные рулоны больше не подходят для печати и отбраковываются получателем, что обычно влечет за собой полную потерю, или их приходится перематывать, что влечет за собой затраты на перемотку и потерю времени.
В случае с газетной бумагой повреждение внутреннего сердечника приводит к перебоям в производстве или проблемам при обращении, поскольку рулоны больше не могут правильно подниматься. Небольшое искажение сердечника можно исправить. Очень овальные бумажные рулоны больше не подходят для печати и отбраковываются получателем, что обычно влечет за собой полную потерю, или их приходится перематывать, что влечет за собой затраты на перемотку и потерю времени.
Телескопирование валков вызвано пневматическим погрузочно-разгрузочным оборудованием, валки выдвигаются наподобие телескопа, что всегда приводит к полной потере валков.
Вмятины возникают как на боках валков при горизонтальной укладке, так и на торцах при вертикальной укладке и, как правило, вызваны остатками грязи от предыдущих грузов, неровными поверхностями укладки и прижатием к конструкционным частям средства транспорта, а также материалами для крепления груза.
Повреждение краев возникает при укладывании вертикальных рулонов или установке горизонтальных рулонов, укладке рулонов разного диаметра друг на друга или при недостаточной поддержке свисающих концов рулонов, а также в результате толчков или ударов, возникающих при погрузочно-разгрузочных работах.
Повреждение от разрыва: зацепившиеся слои приводят к значительным потерям бумаги, так как рулоны приходят в негодность на всю глубину зацепа.
Рулоны не должны тереться друг о друга или о другие предметы; точки риска должны быть закрыты бумажными мешками, воздушными подушками и т.п.
Процент потерь, вызванных заеданием валков, можно рассчитать по следующей формуле:
S = потери в %
T = глубина повреждения
D = диаметр рулона
d = диаметр сердцевины
Факторы риска
- Повреждение от влаги
- Механическое повреждение
- Запах
- Загрязнение/осквернение
Основной вес и ящики ООН | Справочный центр
Недавно я написал блог о тестировании кобба и его влиянии на производство ящиков из фибрового картона ООН.
Испытания Кобба являются важным компонентом производства ящиков ООН; однако это не единственный элемент, на который производители коробок в мире опасных грузов должны обращать пристальное внимание.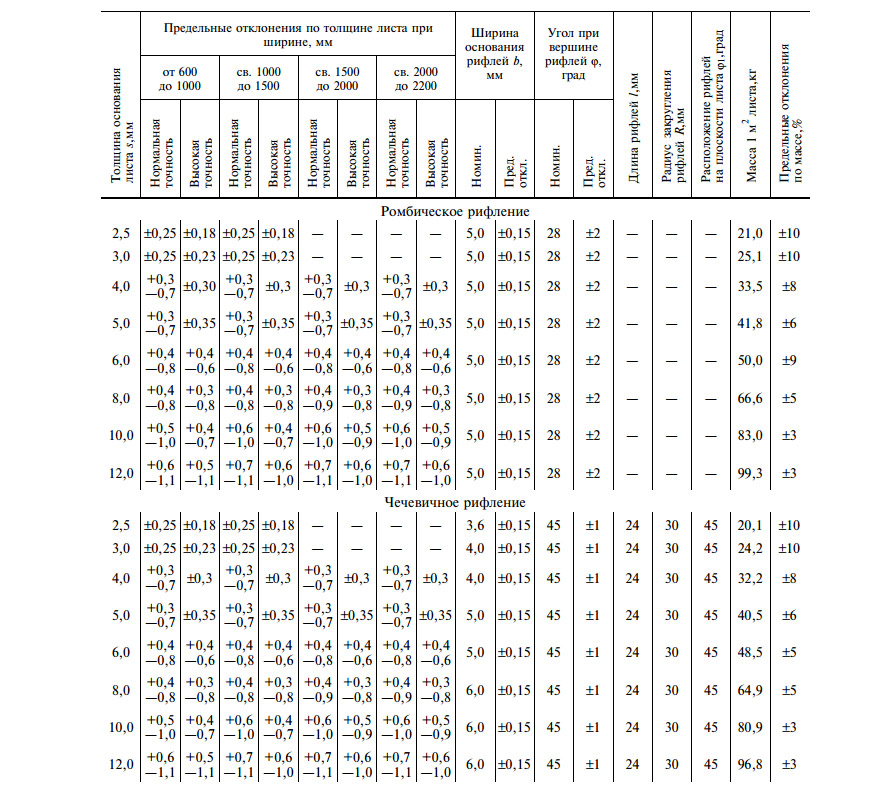 Перед производителями коробок ООН стоит непростая задача убедиться, что материалы, используемые для изготовления коробок ООН, совпадают с материалом коробок, используемых во время испытаний ООН. Но насколько близко это должно быть совпадение и какие материалы используются для изготовления ящика из фибрового картона ООН?
Перед производителями коробок ООН стоит непростая задача убедиться, что материалы, используемые для изготовления коробок ООН, совпадают с материалом коробок, используемых во время испытаний ООН. Но насколько близко это должно быть совпадение и какие материалы используются для изготовления ящика из фибрового картона ООН?
Из чего сделаны коробки из фибрового картона?
Коробки из ДВП изготавливаются в основном из гофрированной бумаги. Вот почему многие называют коробки из фибрового картона гофрированными коробками. Различные типы гофрированной бумаги комбинируются с клеем для создания гофрированного картона. Этот гофрокартон бывает разных цветов, обычно крафт (коричневый, как на картинке ниже) или белый.
Гофрокартон состоит из нескольких слоев; есть облицовочные плиты и рифленая среда. Подкладочные доски — это тонкие облицовки, которые вы видите снаружи и внутри коробки, а рифленые среды — это волнообразные внутренние арки, которые крепятся между подкладочными досками с помощью клея на основе крахмала. По сути, гофрированный картон похож на бутерброд, где подкладочный картон представляет собой хлеб, а рифленый наполнитель — мясо внутри. Рифленые медиумы бывают нескольких размеров, наиболее распространенными являются флейта B и более крупная флейта C.
По сути, гофрированный картон похож на бутерброд, где подкладочный картон представляет собой хлеб, а рифленый наполнитель — мясо внутри. Рифленые медиумы бывают нескольких размеров, наиболее распространенными являются флейта B и более крупная флейта C.
Гофрокартон бывает разных форм; одностенная, как показано на рисунке выше, состоящая из одной рифленой средней и двух облицовочных досок; двустенный, состоящий из двух канавок и трех вкладышей; и трехстенный, состоящий из трех канавок и четырех вкладышей.
Что такое базовый вес?
Плотность бумаги, из которой изготовлен гофрированный картон, измеряется в фунтах на 1000 кв. футов и напрямую влияет на прочность бумаги. Другими словами, чем выше удельный вес гофрированной бумаги, тем она прочнее. Например, гофрированный картон, из которого состоит коробка ниже, имеет комбинацию сортов 42-23-42.
Это означает, что базовый вес бумаги, используемой в гофрированном картоне, составляет 42 фунта на 1000 квадратных футов для внешнего вкладыша, 23 фунта на 1000 квадратных футов для рифленого носителя и 42 фунта на 1000 квадратных футов.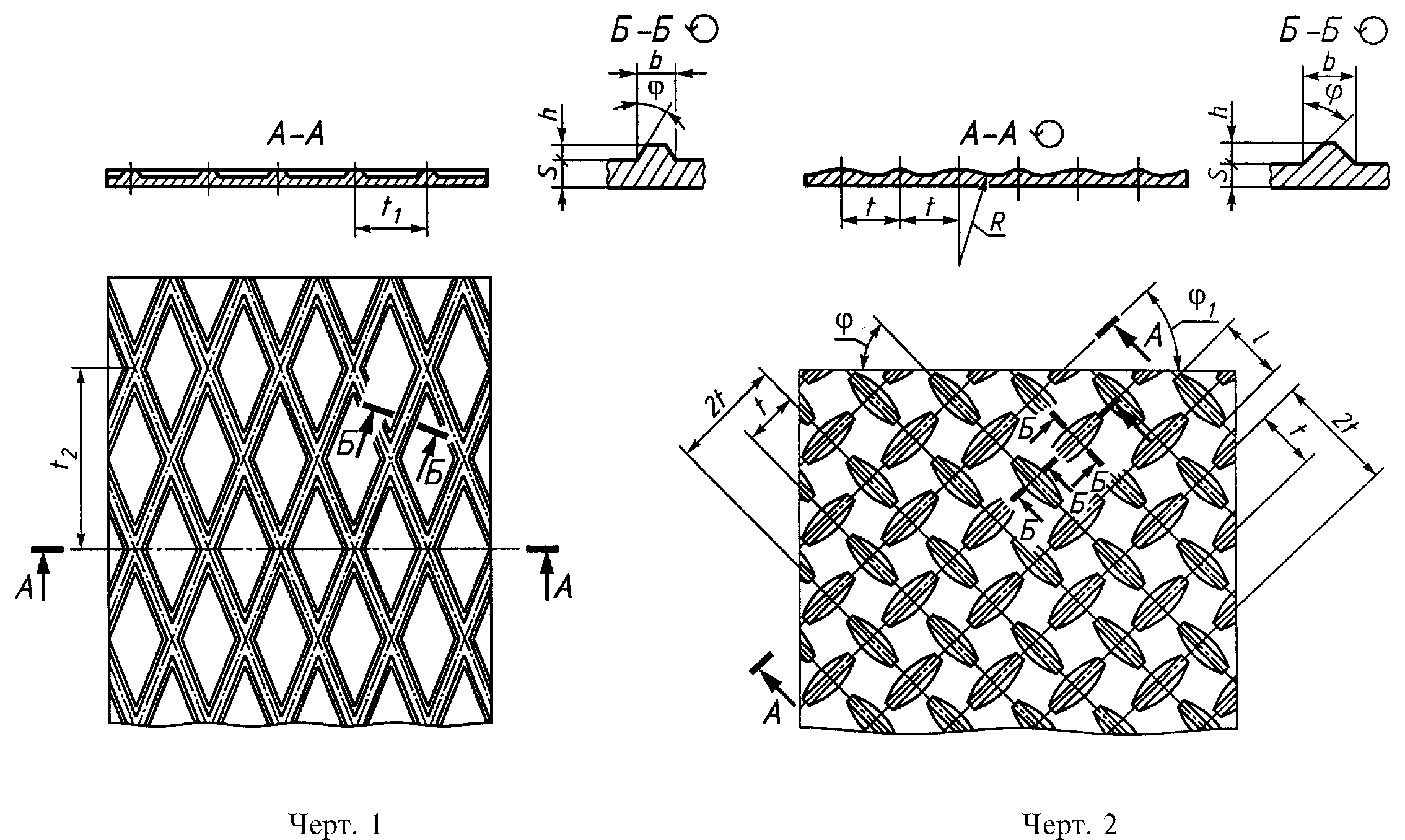 ноги для внутреннего вкладыша. (см. рисунок ниже)
ноги для внутреннего вкладыша. (см. рисунок ниже)
Если бы мы хотели создать более прочную коробку, мы могли бы рассмотреть возможность замены внутреннего носителя на более тяжелую бумагу, например, 33 фунта на 1000 квадратных футов вместо 23. Кажется достаточно простым, не так ли? Что ж, при производстве коробок, сертифицированных ООН, мы должны быть очень осторожны, чтобы не вносить существенных изменений в базовую массу гофрированного картона, используемого для изготовления коробок. за 49CFR 178.516(b)(7), вы не можете отличаться более или менее чем на 10% гофрированного картона от коробок, которые использовались во время испытаний ООН, как указано ниже:
(7) Разрешение на производство, маркировку и продавать комбинированную тару UN4G с внешними ящиками из фибрового картона и внутренними компонентами из фибрового картона, у которых базовый вес отдельных тарных картонных или бумажных стенок отличается не более чем на плюс-минус 10% от номинального базового веса, указанного в отчете о первоначальном квалификационном испытании конструкции.