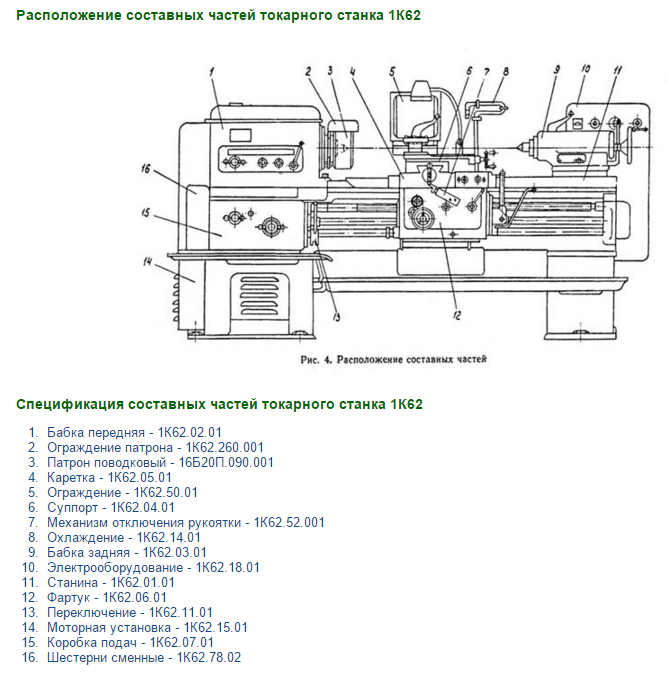
Вес станок 1к62 технические характеристики: 1К62 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
Токарный станок 1д601: технические характеристики, схемы, описание
Относящийся к настольному типу токарный станок 1Д601 выпускался заводом прецизионных станков города Кировокан (на данный момент Ванадзорский ). Устройство используется для выполнения токарной обработки болванок небольших размеров из таких материалов, как: пластик, металл и древесина. Обработка может производиться в центрах и патроне.
Главным достоинством установки является легкость и удобство, что позволяет использовать ее в условиях учебных мастерских и домашнего производства. Надежность элементов конструкции и кинематической схемы позволяют производить точную обработку на протяжении длительного эксплуатационного периода. Выделяется из ряда малогабаритного токарного оборудования своей долговечностью, простотой и надежностью эксплуатации.
Сведения о производителе токарного настольного станка 1Д601
Производителем настольного токарного станка 1Д601 является Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
В настоящее время выпуск станков прекращен.
Станки, выпускаемые Кироваканским заводом прецизионных станков
- 1Д601
— станок токарный настольный Ø 125 - 1Е604
— станок токарно-винторезный повышенной точности Ø 200 - 16Б05П
— станок токарно-винторезный повышенной точности Ø 250 - 16Т02П
— станок токарный настольный повышенной точности Ø 125 - 16Т04а
— станок токарный особо высокой точности Ø 200 х 350 - 16У03П
— станок токарно-винторезный повышенной точности Ø 160 - 16У04П
— станок токарно-винторезный повышенной точности Ø 200 - 1600
— станок токарный настольный повышенной точности Ø 100 - 1603
— станок токарно-винторезный повышенной точности Ø 160 - С193н
— станок токарный настольный повышенной точности Ø 200 - С-193
— станок токарный настольный повышенной точности Ø 200 - С-155
,
СА-155
— станок сверлильный настольный Ø 3
Общая информация
Токарный станок 1Д601 создан на основе промышленных моделей малогабаритных станков повышенной и особо высокой точности 16Т02П и 16Т02А. От своих старших собратьев он отличается понижением точности обработки и некоторыми техническими характеристиками:
От своих старших собратьев он отличается понижением точности обработки и некоторыми техническими характеристиками:
- точность подачи суппорта — 50 мкм вместо 10 мкм;
- максимальный длина заготовки в центрах — 180 мм вместо 250 мм;
- максимальный ход пиноли — 55 мм вместо 65 мм;
- диапазон скоростей шпинделя — 700÷2800 об/мин вместо 400÷4000 об/мин;
- количество ступеней на шкиве главного привода — 3 вместо 6;
- мощность электродвигателя — 180 Вт вместо 250 Вт.
Но, пожалуй, самое главное отличие 1Д601 от станков промышленного назначения — это довольно низкое качество большинства его узлов и агрегатов, а также плохое качество сборки. Самыми главными проблемами этих станков всегда были сверхнормативные люфты шпиндельного узла и сопряжения салазок суппорта с направляющими станины. Также много нареканий вызывает качество и монтаж подшипников шпинделя и зажимного патрона.
Тем не менее, этот токарный станок до сих пор остается одной из самых популярных настольных моделей, благодаря своим небольшим габаритам и весу, невысокой стоимости, а также легкости ремонта и модернизации с применением узлов и приспособлений от другого оборудования.

1Д601 Настольный токарный станок. Назначение, область применения
Настольный токарный станок 1Д601 предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применениятокарного станка 1Д601 — школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок 1Д601 позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
Шпиндель станка 1д601 получает 3 скорости вращения от асинхронного электродвигателя через 3-х ступенчатый шкив.
Передний конец шпинделя имеет резьбу М27х3 для установки промежуточного фланца с токарным патроном
Основные характеристики токарного станка 1д601
Производитель: Кироваканский завод прецизионных станков, г. Кировокан (сегодня г. Ванадзор).
Кировокан (сегодня г. Ванадзор).
Токарный станок 1Д601 производился в 1971-1976 по ГОСТ 7599-72.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 125 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта — Ø 75 мм;
- Расстояние между центрами — 180 мм;
- Наибольшая длина обтачивания при одной установке суппорта — 55 мм;
- Питающая сеть — 220 В;
- Электродвигатель привода шпинделя — однофазный АВЕ-071-4; 0,180 кВт; 1400 об/мин;
- Вес станка — 30 кг.
Передняя бабка и шпиндель токарного станка 1д601
- Конец шпинделя резьбовой — М27х3 мм
- Стандартный диаметр токарного трехкулачкового патрона — Ø 80 мм
- Диаметр сквозного отверстия в шпинделе — Ø 10,2 мм;
- Наибольший диаметр обрабатываемого прутка — Ø 10 мм;
- Внутренний (инструментальный) конус шпинделя — Морзе 2;
- Обороты шпинделя — 700, 1400, 2800 об/мин;
- Передняя опора шпинделя — радиальные шарикоподшипники № 46205 2 шт;
- Задняя опора шпинделя — радиальный шарикоподшипник № 205 1 шт;
- Смазка подшипников — густая смазка ЦИАТИМ-201 ГОСТ 6257;
- Торможение шпинделя — нет;
Характеристики устройства
По своим технологическим возможностям 1Д601 ничем не отличается от промышленных универсальных токарных станков. Он способен выполнять практически все основные токарные операции, в том числе:
Он способен выполнять практически все основные токарные операции, в том числе:
- цилиндрическую и коническую обточку и расточку;
- обработку торцев;
- нарезание резьбы;
- сверление, развертку, зенкерование и резьбонарезание метчиком.
Предельные размеры при обточке деталей типа вал составляют: по длине — 180 мм, по диаметру — до 75 мм, а диаметр деталей типа диск — до 125 мм (над станиной). 1Д601 имеет класс точности Н и на нем можно обрабатывать заготовки из различных металлов, их сплавов, дерева и пластика. Технические особенности станка (нежесткость конструкции, небольшой вес и настольная установка) не позволяют вести точную обработку металлов (особенно сталей) на больших глубинах и скоростях резания.
1Д601 Общий вид токарного станка
Фото токарного настольного станка 1д601
Фото токарного настольного станка 1д601
Фото токарного настольного станка 1д601
Фото токарного настольного станка 1д601
Фото токарного настольного станка 1д601
Инструкция по применению агрегата, паспорт
Перед работой необходимо ознакомиться с инструкцией по эксплуатации. Обязательно проверить, заземлен ли станок. Затем можно осуществлять первоначальный пуск, первоначально смазав станок. Шпиндель следует запустить и дать ему отработать на холостом ходу в течение 3–4 минут.
Обязательно проверить, заземлен ли станок. Затем можно осуществлять первоначальный пуск, первоначально смазав станок. Шпиндель следует запустить и дать ему отработать на холостом ходу в течение 3–4 минут.
При работе на токарном оборудовании обязательно соблюдать правила безопасности. Рабочее место у станка не должно быть скользким и загроможденным, а сам мастер должен работать в защитных очках. Нельзя пользоваться не заточенным или неисправным инструментом.
Настольный станок 1Д601 не выпускается с 1988 года. Но до сих пор используется в частных мастерских и многих школах. Такое оборудование можно приобрести на вторичном рынке, в поношенном или модернизированном состоянии. При своей небольшой массе и больших возможностях для ремонта и долгим сроком службы данное оборудование остается востребованным среди специалистов.
1Д601 Конструкция токарного станка
Конструкция токарного настольного станка 1д601
Станина токарного станка 1Д601
Станина (дет. 0111) представляет собой отливку с призматическими направляющими. В левой части станины имеются два отверстия для крепления передней бабки, а в нижней плоскости 2 отверстия M10 для крепления станка к столу Т-образный паз в станине служит для закрепления задней бабки в нужном положении
0111) представляет собой отливку с призматическими направляющими. В левой части станины имеются два отверстия для крепления передней бабки, а в нижней плоскости 2 отверстия M10 для крепления станка к столу Т-образный паз в станине служит для закрепления задней бабки в нужном положении
Призматические направляющие станины обеспечивают совпадение оси шпинделя передней бабки с осью пиноли задней бабки. Вертикальная направляющая (место I) служит для установки суппорта.
Передняя бабка (узел 02—00) крепится на направляющих станины при помощи 2-х шпилек и гаек (дет. 21 и 19). В качестве передней опоры шпинделя применены два радиальных упорных шарикоподшипника № 46205. Задняя опора представляет собой радиальный шарикоподшипник № 205. Сборка деталей передней бабки производится в корпусе (дет. 0211) и затягивается гайкой (дет 0216).
Передняя бабка токарного станка 1Д601
С 2-х сторон корпус закрывается крышками (дет. 0217 и 0218) с уплотнительными кольцами (дет. 0219 и 0220) и прокладками (дет. 0222), предотвращающими утекания смазывающего масла из корпуса.
0222), предотвращающими утекания смазывающего масла из корпуса.
3-х ступенчатый шкив (дет. 0212) установлен консольно на конце шпинделя и передает вращение шпинделю от электродвигателя через синтетический плоский ремень. Передний внутренний конус шпинделя под центр выполнен конусом Морзе КМ2, а задний конус для оправки заточного устройства — под углом 40° с посадочным диаметром 10А.
На передний конец шпинделя надевается шайба патрона (дет. 0751) по резьбе шпинделя М27 х 3 до упора в буртик шпинделя и стопорится 3-мя винтами (дет. 22). Шпиндель передней бабки имеет сквозное отверстие Ø 10,2, что дает возможность обрабатывать прутки диаметром до 10 мм.
Разборку передней бабки в случае необходимости следует начинать с отвинчивания гайки (дет 0216) по часовой стрелке, если смотреть со стороны шкива. Резьба гайки левая. Далее снимается шкив и выпрессовывается шпиндель. Сборку следует производить по рис. 1.
Суппорт токарного станка 1Д601
Суппорт крестовый (узел 05—00) устанавливается и крепится при помощи болта и гайки (дет 0345 и 0354) на станине станка. Перемещение нижних и верхних салазок суппорта (дет. 0311 и 0313) производится с помощью ходовых винтов (дет 0339 и 0340) и бронзовых гаек (дет 0351 и 0353) по направляющим оснований (дет. 0312 и 0314) типа ласточкин хвост.
Перемещение нижних и верхних салазок суппорта (дет. 0311 и 0313) производится с помощью ходовых винтов (дет 0339 и 0340) и бронзовых гаек (дет 0351 и 0353) по направляющим оснований (дет. 0312 и 0314) типа ласточкин хвост.
Резьба продольного и поперечного ходовых винтов М6 х 1 дает возможность на сравнительно малом диаметре лимбов получить цену деления 0,05 мм.
На верхних салазках (дет. 0311) имеются Т-образные пазы для крепления резцедержателя. Для обработки конусных поверхностей необходимо поворотную часть суппорта установить на нужный угол. Для этого следует ослабить сухарики (дет 0338) поворотом эксцентриков (дет 0335) и повернуть верхнее основание на угол совмещением риски верхнего основания с риской шкалы на нижних салазках и снова затянуть сухарики эксцентриками. Цена деления шкалы нижних салазок 4°.
При установке суппорта на станине необходимо упереть планку суппорта (дет. 0315) в узкий прилив станины (место 1 на станине) и затем затянуть гайку (дет. 0354). Этим обеспечивается параллельность продольного и перпендикулярность поперечного перемещений относительно оси шпинделя. Планку (дет. 0315) можно переставлять, ослабив рукояткой (дет. 0343) крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
Планку (дет. 0315) можно переставлять, ослабив рукояткой (дет. 0343) крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
Задняя бабка токарного станка 1Д601
Задняя бабка служит для обработки деталей в центрах, упором при обработке длинных деталей в патроне и сверления отверстий с помощью сверлильного патрона и сверл.
Пиноль задней бабки (дет. 0421) перемещается винтом М6 Х 1 (дет. 0422) от маховичка (дет. 0426) Конус пиноли выполнен кону сом Морзе КМ 1 под центр и оправку для сверлильного патрона.
Для зажима пиноли передней части корпуса (дет. 0411) имеется разрез с зажимной рукояткой (дет 0343) Закрепление задней бабки на станине станка в нужном положении производится с помощью сухарика (дет 0432) и эксцентрика с рукояткой (дет 0429). Пружина (дет. 4) под сухариком служит для выталкивания сухарика во время перестановки задней бабки.
Стол и привод токарного станка 1Д601
Станок устанавливается на стол и крепится двумя шпильками, шайбами и гайками (дет. 10, 9 и 8). Для привода шпинделя применяется однофазный электродвигатель марки ABE—071—4 мощностью 180 Вт оборотами 1400 об/мин. Электродвигатель, на валу которого закреплен 3-х ступенчатый шкив (дет. 0813).
10, 9 и 8). Для привода шпинделя применяется однофазный электродвигатель марки ABE—071—4 мощностью 180 Вт оборотами 1400 об/мин. Электродвигатель, на валу которого закреплен 3-х ступенчатый шкив (дет. 0813).
Натяжение ремня осуществляется перестановкой двигателя. При этом нужно ослабить гайки, натянуть ремень и снова затянуть гайки. Перебрасыванием ремня с одной ступени шкивов на другую можно получить на шпинделе три скорости 700, 1400 и 2800 об/мин.
Узловые агрегаты станка
В паспорте модели 1д601 значится несколько узловых агрегатов, которые обеспечивают его функциональность. В инструкции по эксплуатации приводятся подробные правила работы с отдельными модулями. Настольный токарный агрегат состоит из следующих главных узлов:
- Небольшая по размерам станина, позволяет легко транспортировать устройство.
- Подвижная бабка, расположенная спереди станка.
- Удерживающий суппорт.
- Задняя бабка агрегата.
- Привод.
Дополнительным оснащением считаются лимбы станка 1д601, отвечающие за точное смещение заготовки относительно главного резца. При работе с использованием лимбов необходимо правильно просчитывать требуемые числовые значения, поскольку их градуировка может отличаться. Для этого следует сверяться с паспортом токарного станка, где четко прописаны величины смещения.
При работе с использованием лимбов необходимо правильно просчитывать требуемые числовые значения, поскольку их градуировка может отличаться. Для этого следует сверяться с паспортом токарного станка, где четко прописаны величины смещения.
Конструктивная схема станка
Станина модели 1д601
Описание главного узла токарной установки следует начинать с небольшого общего веса этого элемента конструкции. Станина всегда отягощала паспорта токарных установок, что для многих частных мастерских становилось камнем преткновения. Благодаря небольшому размеру и минимальной массе среди аналогов возможно совершать филигранную обработку небольших болванок.
Функциональное предназначение – основа для движения суппорта, также по направляющим призматического типа перемещается задняя бабка. Такая форма направляющих обеспечивает бесперебойную работу подвижных элементов.
Передняя бабка
Этот элемент имеет средние эксплуатационные вес ы, инженеры не стали наделять его функциональностью, но сделали полностью готовым для осуществления вращательных движений заготовки. Серьезной недоработкой первых моделей станков этого типа была недостаточно подвижная передняя бабка, что серьезно ухудшало скорость работы и возможности этого процесса. В прошлых моделях использовались простейшие электрические схемы, что также выступало определенным ограничением.
Серьезной недоработкой первых моделей станков этого типа была недостаточно подвижная передняя бабка, что серьезно ухудшало скорость работы и возможности этого процесса. В прошлых моделях использовались простейшие электрические схемы, что также выступало определенным ограничением.
Электрическая схема станка
Более совершенные электросхемы позволили существенно повысить производительность. Тонкости электрического оснащения также указываются в паспорте установки.
Суппорт
Продольная подача 1д601 производится простым смещением поворотных рукояток, что обеспечивается подвижным суппортом. Зажимное устройство присоединяется к основной станине болтами с соответствующими гайками. Любое перемещение этой части не снижает полного обзора заготовки.
Назначение суппорта – фиксация заготовки и обеспечение ее продольной подачи к резцу.
Привод
Достоинством силового агрегата станка считается оптимальная мощность и возможность работать с несколькими скоростями. Существует 3 различные по количеству оборотов заготовки скорости:
Существует 3 различные по количеству оборотов заготовки скорости:
- Скорость минимального прямого вращения – 700 об.
- Вращение на 2 скорости достигает величины оборотов в 1400.
- Максимальная производительность привода – 2800 оборотов.
В техническом перечне характеристик можно ознакомиться с кинематической схемой, точных размерах смещений болванок, модификациями каждой отдельной запчасти к установке.
Основные технические характеристики станка 1Д601
| Наименование параметра | 1Д601 | 16Т02П | 16Т02А |
| Основные параметры станка | |||
| Класс точности | Н | П | А |
| Наибольший диаметр заготовки над станиной, мм | 125 | 125 | 125 |
| Наибольший диаметр заготовки над суппортом, мм | 75 | 75 | 75 |
| Высота центров над плоскими направляющими станины, мм | 68 | 68 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 180 | 250 | 250 |
| Наибольшая длина обрабатываемой заготовки без переустановки суппорта, мм | 55 | 65 | 65 |
| Наибольшая высота резца, мм | 8 x 8 | 8 x 8 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10,2 | 10,2 | 10,2 |
| Конус Морзе шпинделя | Морзе 2 | Морзе 0 | Морзе 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 700, 1400, 2800 | 400, 630, 1000, 1250, 2500, 4000 | 400, 630, 1000, 1250, 2500, 4000 |
Суппорт. Подачи Подачи | |||
| Продольное перемещение суппорта | Ручное | Ручное | Ручное |
| Наибольшее поперечное перемещение суппорта, мм | 60 | 60 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 65 | 65 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота верхней каретки суппорта, град | ±30 | ±30 | |
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 1 | Морзе 0 | Морзе 0 |
| Наибольшее перемещение пиноли, мм | 35 | 40 | 40 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт (об/мин) | 0,180 (1400) | 0,25 | 0,25 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 680 х 200 х 220 | 695 х 520 х 300 | 695 х 520 х 300 |
| Масса станка, кг | 30 | 35 | 35 |
- Станок настольный токарный модели 1Д601.
 Руководство по эксплуатации, Кировакан, 1979
Руководство по эксплуатации, Кировакан, 1979 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Токарный станок ТВ-4. Видео
- Школьные токарные станки.
 Обзор
Обзор - Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Особенности конструкции
Технические характеристики этого станка следующие:
- конус главного вала – Морзе КМ2, заднего узла – Морзе 1;
- класс точности в соответствии с ГОСТом – Н;
- максимальное значение диаметра болванки – 0,125 м, выше резцедержателя – 0,075м;
- скорость вращения ступеней – 700, 1400, 2800 оборотов в минуту;
- максимальный показатель длины болванки – 0,18 м, без переустановки держателя резцов количество ступеней прямого вращения – 3;
- габариты станка – 0,68*0,2*0,22 м;
- максимальное значение при передвижении пиноли – 0,035 м;
- вес – 30 килограммов.
Дополнительные приспособления
Накладное полировальное приспособление предназначено для наружного шлифования и полирования деталей типа валов. Процессы шлифования и полирования осуществляются склеенными абразивными лентами. Перед шлифованием (полированием) абразивными лентами поверхности деталей должны быть обработаны точением или шлифованием с заданной точностью геометрической формы. Приспособление устанавливается на резцедержателе суппорта. Для охлаждения режущего инструмента применяется установка для распыления жидкости. Уборка стружки производится в металлические ящики, установленные в специальном бетонированном углублении фундамента с задней стороны станка.
| Технические характеристики | Параметры |
| Наибольший диаметр обработки над станиной, мм | 2 000 |
| Диаметр обработки над суппортом, мм | 1 600 |
| Расстояние между центрами, мм | 10 000 — 24 000 |
| Наибольший вес обрабатываемой детали, т | 63 |
| Частота вращения шпинделя, мин-1 | 1 — 125 |
| Класс точности | Н |
| Мощность электродвигателя постоянного тока привода главного движения, кВт | 100 |
| Габаритные размеры станка (Д х Ш х В), мм | 17120-. .х3250×2850 .х3250×2850 |
| Масса станка, кг | 103 000 — … |
устройство, назначение и технические характеристики
Токарно-винторезные станки имеют похожие конструкции и схожие принципы работы вне зависимости от модели и серии выпуска.
Основная функция данного оборудования – выполнять операции точения, сверления, обработка торцов, нарезание резьбы.
Обрабатывать могут металлические и неметаллические изделия. Поэтому токарно-винторезные станки пользуются популярность на производстве с небольшим размером выпускаемых серий продукции.
Назначение и область применения универсального станка по металлу
Детали, обрабатываемые универсальными токарно-винторезными станками, в основном изготовлены из черных и цветных металлов.
Точение конусов ин нарезание резьбы – дополнительные функции станка. Если в комплекте идут дополнительные инструменты и сверла, то функциональные возможности станка еще больше.
Поскольку данные станки имеют большие габариты и внушительный вес, их редко можно встретить в частных мастерских. Сферы применения:
Сферы применения:
- производство мелких серий продукции;
- единичный выпуск и обработка деталей;
- в редких случаях – массовое производство.
Но в промышленных масштабах токарно-винторезные станки используются редко.
Резцедержатель
Устройство резцедержателя показано на рис. 8. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6.
Рис. 8. Резцедержатель
Рис. 9. Фартук
Рис. 10. Разъемная гайка
При вращении рукоя ки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От проворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхност ми, образованными пазом на основании конической оправки 3 и отверстием в езцовой головке 6.
При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 п ворачивается и перемещается вверх по резьбе кон ческой оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, связанных фрикционно с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливаетс в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для работы положение.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.

В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Принцип работы
Токарное производство распространено в различных сферах промышленности. С помощью таких станков изготавливаются различные детали для машин, оборудования, бытовых приборов, строительства. Принцип работы токарного станка прост:
- Мастер проверяет исправность всех механизмов и крепёжных элементов.
- Закрепляет заготовку на подвижной каретке.
- Устанавливает требуемый резец в патрон, который закрепляется на шпинделях.
- После запуска двигателя, шпиндель начинает крутиться и передаёт вращательную энергию на резец. Она, в свою очередь, снимает необходимый слой металла с заготовки.
Если нужно сделать отверстие, мастер устанавливает другой резец в патрон и приступает к сверлению.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Наиболее легкие весят не больше полутоны. У каждого типа по массе есть свои особенности:
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.

- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.
Задняя бабка
Устройство задней бабки показано на рис. 11. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3.
В пиноли устанавливаются центр 2 с коническим хвостовиком или инструмент.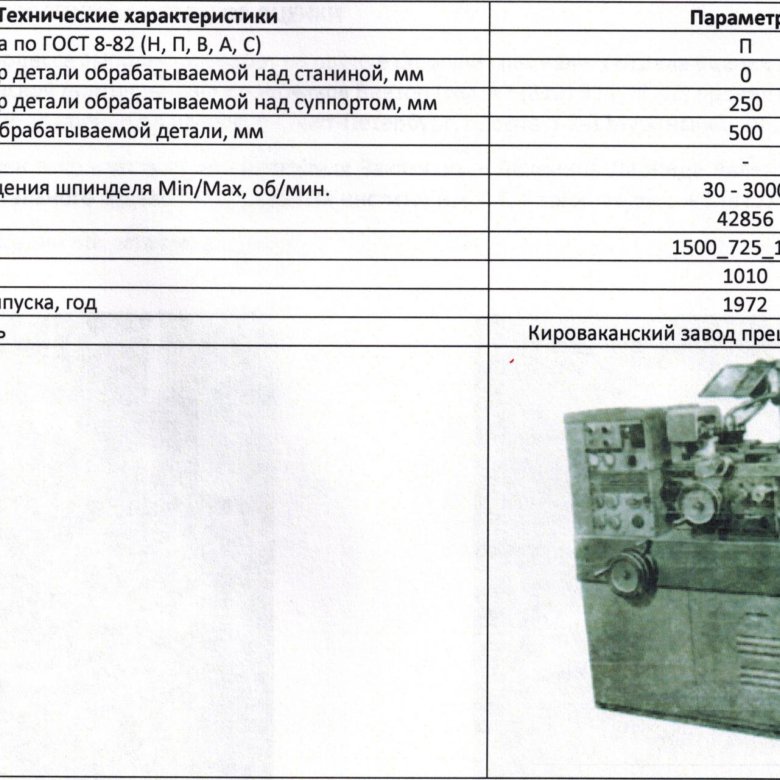
Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Рис. 11. Задняя бабка
Основные технические характеристики
У токарно-винторезного станка есть ряд технических характеристик, на которые стоит ориентироваться при выборе станка как на производство, так и для личной небольшой мастерской.
Количество оборотов
Количество оборотов может отличаться в зависимости от размеров и предназначения токарного станка, но максимальное количество оборотов – 2000 в мин.
Большие обороты предназначены для тонких отверстий в маленьких деталях. Для личных целей в небольшой мастерской достаточно станка, который работает на скорости 1000 об/мин.
Класс точности
Существует несколько классов по точности станков. Для обработки мелких деталей и в промышленных масштабах используются станки повышенной точности с пометкой П.
Для бытовых условий достаточно станков с нормальным уровнем точности, которые имеют пометку Н. Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Число передач
Всего в станке 24 скорости. При этом 12 из них переключаются с помощью автоматики, а остальные 12 – вручную посредством шестеренок.
Размеры обрабатываемой детали
Диаметр обрабатываемых деталей очень широк и может лежать в пределах от 0.5 см до 10 см при этом по техническим характеристикам длина обрабатываемой заготовки может быть от 2.5 метров до 12.5 м.
Вес и габаритные размеры
Размеры токарных станков сильно отличаются. В зависимости от комплектации и модели вес может достигать 400 тонн. Но настольные, домашние модели обычно не превышают по весу 3–4 тонны.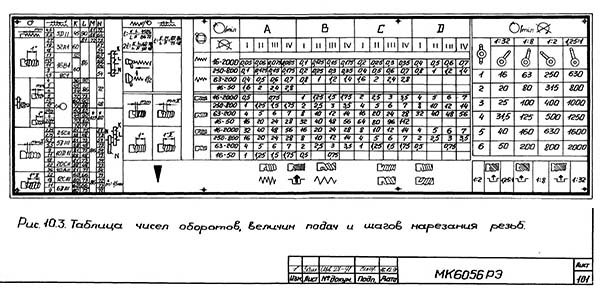 Габаритные размеры также могут отличаться, например, для станка 1К62 они равны 2812/3200х1166х1324 мм.
Габаритные размеры также могут отличаться, например, для станка 1К62 они равны 2812/3200х1166х1324 мм.
Величина подачи и максимального перемещения по оси
Также зависит от конкретной модели и указывается в паспорте оборудования. У станка 1К62 максимальное перемещение пиноли 20 см.
Примечания[ | ]
- What is a Lathe Machine? History, Parts, and Operation (англ.). Brighthub Engineering
. Дата обращения: 26 марта 2021. - Clifford, Brian
A brief history of woodturning (англ.).
The Woodturner’s Workshop
. Woodturners’ Guild of Ontario. — «the first evidence of the lathe itself comes from the 3rd century BC but it is known that it was in use long before that. A flat wooden dish which stood on wooden legs was found in a pit grave at Mycenae dated at 1100 to 1400 BC… suggests that it could have been turned on a mandrel held between centres in a lathe. Against this view must be set the fact that there is no sign of turned grooves on the piece». Дата обращения: 24 июля 2021.
Дата обращения: 24 июля 2021. - Clifford, Brian
A brief history of woodturning (англ.).
The Woodturner’s Workshop
. Woodturners’ Guild of Ontario. — «The earliest piece from that was found at a site known as the «Tomb of the Warrior» at Corneto. This is a fragment of a wooden bowl, dated at around 700 BC, which shows «clear evidence of rounding and polishing on its outer surface and of hollow turning…» (Woodbury) Other Etruscan turned vessels were found on this site. … Excavations of a mound grave in Asia Minor (now Turkey) revealed two flat wooden dishes with decorative turned rims. These have been dated as from the 7th century BC.». Дата обращения: 24 июля 2021. - Emperor’s Ghost Army
(documentary). PBS. Время от начала источника: 26:00. - Clifford, Brian
A brief history of woodturning (англ.).
The Woodturner’s Workshop
. Woodturners’ Guild of Ontario. — «The earliest information on the lathe dates from the 3rd century BC. This is a bas-relief carving on the wall of the grave of an Egyptian called Petrosiris.». Дата обращения: 24 июля 2021.
This is a bas-relief carving on the wall of the grave of an Egyptian called Petrosiris.». Дата обращения: 24 июля 2021. - Murthy, S. Trymbaka.
Textbook of Elements of Mechanical Engineering (англ.). — ISBN 978-9380578576. - Нартов Андрей Константинович 1693 — 1756: биография кратко, годы жизни, деятельность (рус.). histrf.ru. Дата обращения: 26 января 2021.
- Неподражаемая точность (рус.) // rusplt.ru.
- Андрей Константинович Нартов — Изобретения и изобретатели России (рус.). www.inventor.perm.ru. Дата обращения: 26 января 2019.
- Tomiyama, Testuo
Development of Production Technology and Machine Tools (presentation notes). Pages 18—21 (англ.) (PDF).
OpenCourseWare: TUDelft
. TUDelft (16 February 2016). — «1770 Jan Verbruggen Escaped to England with his Son Pieter Verbruggen (1734-1786) and Became Master Founder at Woolwich Arsenal». Дата обращения: 24 июля 2021. Архивировано 25 июля 2021 года.
02. Ontwikkeling Fabricagetechnologie
[Lecture]. Delft, Netherlands: TUDelft.
Delft, Netherlands: TUDelft.
Применение ЧПУ
Современные токарные станки, особенно иностранного производства, имеют числовое управление. Это позволяет добиться высокой точности обработки.
Особенностями таких станков являются следующие нюансы:
- Все подвижные органы станка управляются мини блоком управления. Станок имеет сложную электрическую схему.
- Все параметры станка с ЧПУ точно соответствуют ГОСТу и также расписаны в паспорте оборудования. Здесь указаны показатели точности, габариты, скорость.
- Станки такого рода могут работать в домашних условиях, поскольку имеют небольшой размер, но при этом выдерживают поразительно высокие для своих габаритов нагрузки.
- Оборудование имеет индикацию, а также табло для ввода информации.
- Настольные станки с ЧПУ используются для высокоточной обработки небольших деталей. При этом у домашнего производства получается высокий показатель рентабельности.
Важно!
Большинство таких станков производят за границей, а потому они не соответствуют Российскому ГОСТу.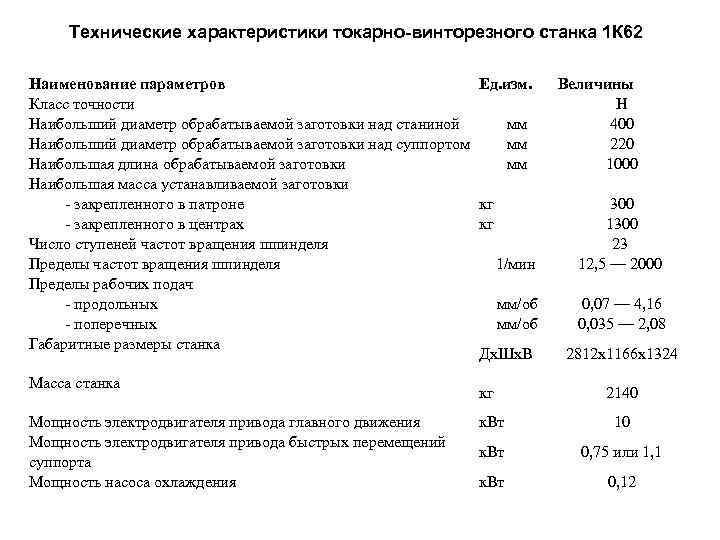
Дешевый или дорогой, простой или универсальный
Для работы дома лучше выбрать универсальный станок по металлу. Сложно угадать, что именно с его помощью придется изготавливать или ремонтировать – фронт работ у домашнего мастера очень широкий, и есть вероятность, что узкоспециализированный станок будет простаивать без дела.
Токарные станки различаются и по цене, и по оснащенности. Иногда не требуется тратить лишние деньги, чтобы приобрести дорогой станок с полным комплектом всевозможных приспособлений, ведь многие из них могут никогда не понадобиться. Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.
16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.
1П611
Токарный станок 1И611, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
- Сверление.
- Отрезка.
- Нарезание резьбы внутренней и наружной.
- Обработка различных поверхностей.

Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Этот станок лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.
16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.
Такое оборудование поможет расточить отверстие, подровнять необходимую поверхность, просверлить уже имеющееся отверстие. Важно, ориентируясь на начальные паспортные характеристики оборудования приобрести наиболее подходящую модель.
Важно, ориентируясь на начальные паспортные характеристики оборудования приобрести наиболее подходящую модель.
Фартук
Продольное и поперечное перемещение салазок суппорта производится фартуком 2 (рис. 9), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком 15 (см. рис. 6), который через зубчатую передачу сообщает вращение зубчатому колесу (см. рис. 9), катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт 1 вместе с поперечным суппортом 6 и фартуком 2.
Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (см. рис. 6). Разъемная гайка (рис. 10) состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5.При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещае пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Система смазки станка
Масло, введенное между контактирующими и взаимно перемещающимися поверхностями станка, образует на них защитную пленку, которая уменьшает коэффициент трения. В результате этого уменьшаются износ деталей и затраты мощности привода на преодоление сил трения, повышается коэффициент полезного действия станка. Одновременно масло охлаждает поверхности деталей, контактирующие при взаимном перемещении.
Для смазки станка применяют жидкие и консистентные смазочные материалы. В качестве жидких используют, как правило, индустриальные масла марок И-20А, И-30А, в качестве консистентных солидол С, пресс-солидол — УС-1 и др.
Детали станков смазывают двумя способами — индивидуальным и ентрализованным. Индивидуальная смазка бывает периодического и непрерывного действия. Периодическая смазка производится вручную (из пресс-масленки) или одноплунжерным насосом, непрерывная — разбрызгивающими кольцами, капельными масленками, масляной ванной или насосами. Наиболее распространена централизованная смазка.
Наиболее распространена централизованная смазка.
Токарный станок по металлу, купить токарный станок по металлу б/у
Результаты поиска:
345 объявлений
Показать
Получить новые результаты поиска:
Подписаться
Размещено на
Размещены на
Наименее дорогой сверху
Самый дорогой сверху
Год выпуска — новые сверху
Год выпуска — старый сверху
Связаться с продавцом
€454,30
шведских крон
доллар США
5000 шведских крон
≈ 481,50 долларов США
Год
Пробег
Power
Швеция, Носсебро
1
Связаться с продавцом
цена по запросу
Год
2010
Пробег
Power
Италия, Берлинго (BS)
Подпишитесь на получение новых объявлений из этого раздела
Связаться с продавцом
цена по запросу
Год
1997 г.
Пробег
Мощность
Нидерланды, РОТТЕРДАМ
1
Связаться с продавцом
STAR KJR 25B
цена по запросу
Год
1992
Пробег
Мощность
Италия, Берлинго (BS)
Связаться с продавцом
DAEWOO Lynx 200
цена по запросу
Год
2001 г.
Пробег
Мощность
Нидерланды, РОТТЕРДАМ
MAZAK Quick Turn 8N
€290,70
шведских крон
доллар США
3200 шведских крон
≈ 308,10 долларов США
Год
1991 г.
Пробег
Power
Швеция, Карлстад
Связаться с продавцом
Miyano BNC-34T
цена по запросу
Год
Пробег
Мощность
Нидерланды, РОТТЕРДАМ
1
Связаться с продавцом
1
Связаться с продавцом
STAR RNC-16A
цена по запросу
Год
1996 г.
Пробег
Сила
Италия, Берлинго (BS)
1
Связаться с продавцом
Связаться с продавцом
ТОС 77
2017 евро
датских крон
доллар США
15 000 датских крон
≈ 2137 долларов США
Год
Пробег
Сила
Дания, Storvorde
Связаться с продавцом
Связаться с продавцом
Hankook VTC-140E
10 000 евро
доллар США
≈ 10 600 долларов США
Год
2013
Пробег
Пауэр
Нидерланды, Тилбург
Связаться с продавцом
SCHIESS 14 DKE 100
цена по запросу
Год
1976 г.
Пробег
Мощность
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
Mori Seiki NL 2500
цена по запросу
Год
2006 г.
Пробег
Сила
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
ГЕРБЕРТ NO2D
€13,44
датских крон
доллар США
100 датских крон
≈ 14,25 долларов США
Год
Пробег
Power
Дания, Сторворде
Связаться с продавцом
УРСУС C128
4302 евро
датских крон
доллар США
32 000 датских крон
≈ 4559 долларов США
Год
Пробег
Power
Дания, Storvorde
Связаться с продавцом
Связаться с продавцом
1
Связаться с продавцом
Citizen C32-VIII
цена по запросу
Год
2006 г.
Пробег
Мощность
Италия, Берлинго (BS)
Связаться с продавцом
Ravensburg KL 3-800 CNC
цена по запросу
Год
1988 г.
Пробег
88000 м/ч
Мощность
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
Muratec MW80
цена по запросу
Год
2016
Пробег
Power
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
BOEHRINGER VDF 315C
цена по запросу
Год
1991 г.
Пробег
Power
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
Связаться с продавцом
Партнерская программа Machineryline
Станьте нашим партнером и получайте вознаграждение за каждого привлеченного клиента
Избранное : 0
Сравнение: 0
Следующий
1
23
…
23Следующий
Результаты поиска:
345 объявлений
Показать
Получить новые результаты поиска:
Подписаться
станко 165 подержанная машина № 147304374
102 станка
дата: 08. 08.2022
08.2022
одобрено
дилер
СТАНКО 165 x 5000
Продавец: S. H. Vaerktojsmaskiner ApS
Расположение:: Pandrup
Токарный станок Stanko б/у 165 x 5000
Качели над кроватью: 1000 мм
Длина поворота: 5000 мм
Главный двигатель: 22 кВт 3 x 380 вольт
Перо: МК 6
Вес: 14500 кг
Аксессуары:
4 кулачковый патрон
перо
Быстрый ход ко всем движениям
…
- подробнее
102 токарные станки / универсальные токарные станки диаметром до 800 мм
дата: 11.07.2022
одобрено
дилер
СТАНКО 1M63Mx1500
Универсальные токарные станки диаметром до 800 мм
Продавец: Maquinaria Industrial Donosti Sl
Местоположение:: Сан-Себастьян
Цена: 6. 000 €
000 €
Расстояние между центрами: 1500 мм.
Размах: 630 мм.
Размах над кареткой: 350 мм.
Шпиндель: 80 мм.
Скорости: 22. (12,5-1600об/мин).
Оснащен патроном.
Оснащен УЦИ Fagor.
Мощность двигателя: 18,5 кВт.
Размеры: 3655х1590х1420мм.
Вес: 4400 кг. …
- подробнее
102 токарные станки / Токарные станки (Токарные станки)
Дата: 07.11.2022
одобрено
дилер
СТАНКО MK6048x2000
Токарные станки (токарные станки)
Продавец: Maquinaria Industrial Donosti Sl
Цена: 7.000 €
Teknimak MK6048 Токарный станок.
Расстояние между точками: 2000 мм.
Флип: 500 мм.
Перевернуть корзину: 290мм.
Основное отверстие: 55 мм.
Визуализатор Фагор.
Моторизованная колесница.
Тарелка и люнеты.
Обтекатель.
Быстросменная башня. …
- подробнее
109 прочие металлообрабатывающие станки
дата: 20.12.2022
одобрено
дилер
СТАНКО 1М63?
Центровочные станки
Продавец: АПТ
Расположение:: Deinze
1M63Б Межосевое расстояние: 3100 мм
Качели над кроватью: 710 мм
Диаметр отверстия основного шпинделя: 95 мм
…
- подробнее
109 прочие металлообрабатывающие станки
дата: 20.12.2022
одобрено
дилер
СТАНКО 16Б16П
Токарно-винторезные станки
Продавец: АПТ
Расположение:: Deinze
Тип: 16B16P Расстояние между центрами: 850 мм
Качели над кроватью: 360 мм
Поворот над поперечными салазками: 190 мм
Диаметр отверстия основного шпинделя: 46 мм
Мощность на главном шпинделе: 7,5 л. с.
с.
…
- больше информации
102 станка
Дата: 20.12.2022
одобрено
дилер
STANKO Отверстие шпинделя
Токарные станки, Центр
TOP Seller: Mach5metal
Высота центра: 400 мм Расстояние между центрами: 4000 мм Отверстие шпинделя: 110 мм
СДЕЛАТЬ Станко Россия
ТИП 1 М
ГОД 2003
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Качели над кроватью Ø 830 мм
Поворот над поперечными салазками 480 мм
Расстояние между центрами 4000 мм
WARY PICE Вес 4000 кг
Отверстие шпинделя 110 мм
Скорость вращения шпинделя/диапазон 1250 об/мин
102 Токарные станки / Машинные токарные станки (Скользящие, Наплавочные и Винторезные станки)
Дата: 14.10.2022
одобрено
дилер
Новое в: 1980
б/у
СТАНКО 1М63
Токарные станки с двигателем (токарно-карусельные, наплавочные и токарно-винторезные станки)
Продавец: ISC Werkzeugmaschinen GmbH
поворот над станиной 630 мм / над салазками 350 мм
ДБК 3000 мм
Отверстие шпинделя 70 мм
Диапазон скоростей 10 — 1250 об/мин
Диапазон подачи продольной 0,064 — 1,025 мм/об, поперечной 0,0256 — 0,378
мм/об
Шаг резьбы 1 — 192 мм
Главный двигатель ок. 15 кВт
15 кВт
4-кратный стальной держатель
3-кулачковый патрон, планшайба …
- подробнее
102 токарные станки / Токарные станки (токарные станки)
Дата: 22.06.2022
одобрено
дилер
Новое в: 1996
б/у
СТАНКО 1H65-8
Токарные станки (токарные станки)
Продавец: ISC Werkzeugmaschinen GmbH
прочная машина, закаленная станина с большой шириной станины,
качание над кроватью / скольжение 1000 мм / 650 мм
Ширина центра 8000 мм
Диапазон скорости (24) 5 — 500 1/мин
Отверстие шпинделя 128 мм
Фиды
Z- 0,1 — 3,05 мм // X- и Z1- 0,035 — 1,04 мм
Резьба метрическая 1 — 120 мм
Внутренний конус задней бабки MT 6
главный привод 22 кВт
вкл.
Система охлаждения в стопе
приводные верхние салазки
Быстрая подача продольная/поперечная
4-кратный стальной держатель
Патрон 3-кулачковый Бизон D 630 мм
1 х после отдыха
1 х люнет ок. 800 мм
800 мм
2 х люнета ок. 500 мм
101 расточные станки и обрабатывающие центры
одобрено
дилер
СТАНКО 2A620 F1
Расточной станок настольного типа
Продавец: GORBREX Machinery Trade Sp.z o.o.
Сверлильный станок настольного типа
СТАНКО Модель: 2А620
Технические подробности:
Диаметр шпинделя: 90 мм
Диаметр планировочного щита: 630 мм
Рабочая зона стола: 1120 мм x 1250 мм
Макс. перемещение стола:
Продольная: 1000 мм
Поперечная: 1250 мм
Макс. вертикальное перемещение передней бабки: 1000 мм
Ход шпинделя: 710 мм
Конус шпинделя: 7:24
Количество скоростей шпинделя: 23
Мощность главного двигателя: 10 кВт
Размеры машины:
Длина: 6770 мм
Ширина: 3900 мм
Высота: 3100 мм
Масса нетто: 16000 т
106 прессов
дата: 14.