Виды электроды для сварки: Виды сварочных электродов. Какие марки применять в конкретном случае
Содержание
Существующие виды электродов, назначение и тип их покрытия
В настоящее время существует огромное количество технологий: от сварки под флюсом и под порошком до холодной сварки. Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок. В этой статье мы расскажем об их видах и применении.
Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
Содержание
Для чего нужны электроды?
Обычно они служат для соединения чугунов и сталей, цветных металлов, но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
Итак, теперь выясним, какие существуют виды сварочных электродов.
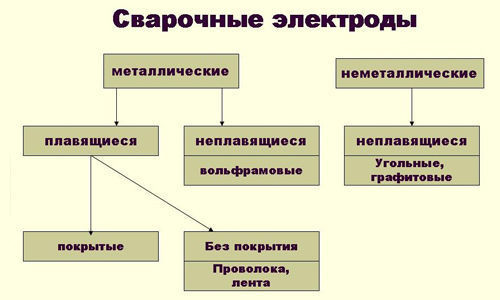
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся. Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам.
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу.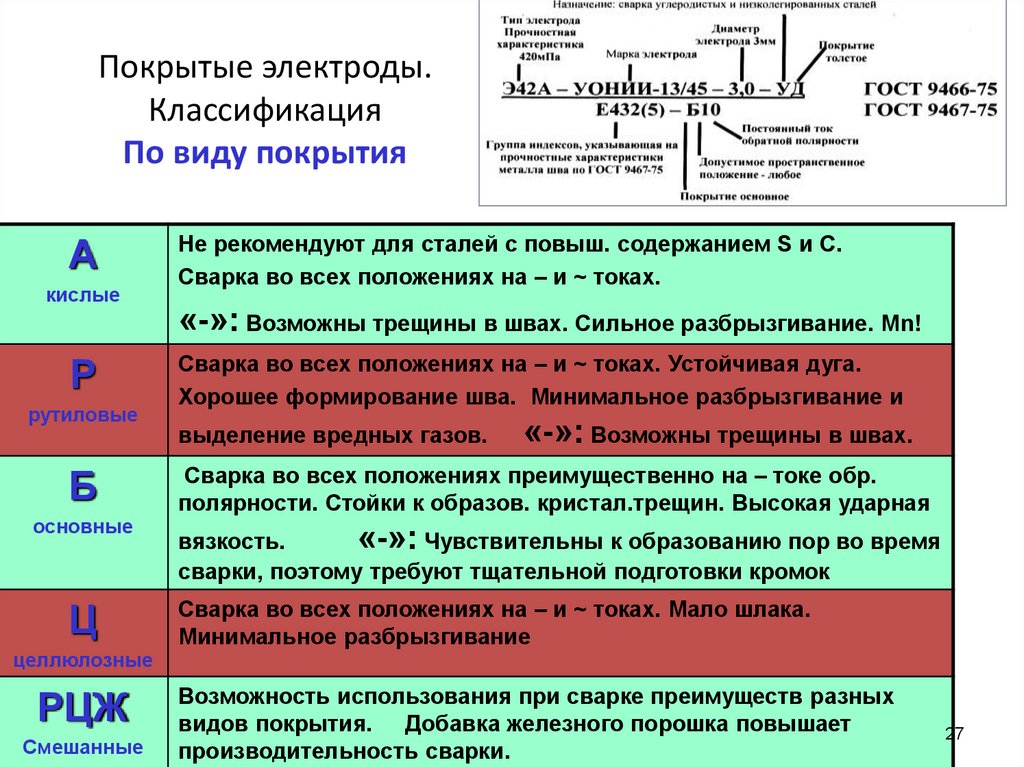 К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Классификация сварочных электродов
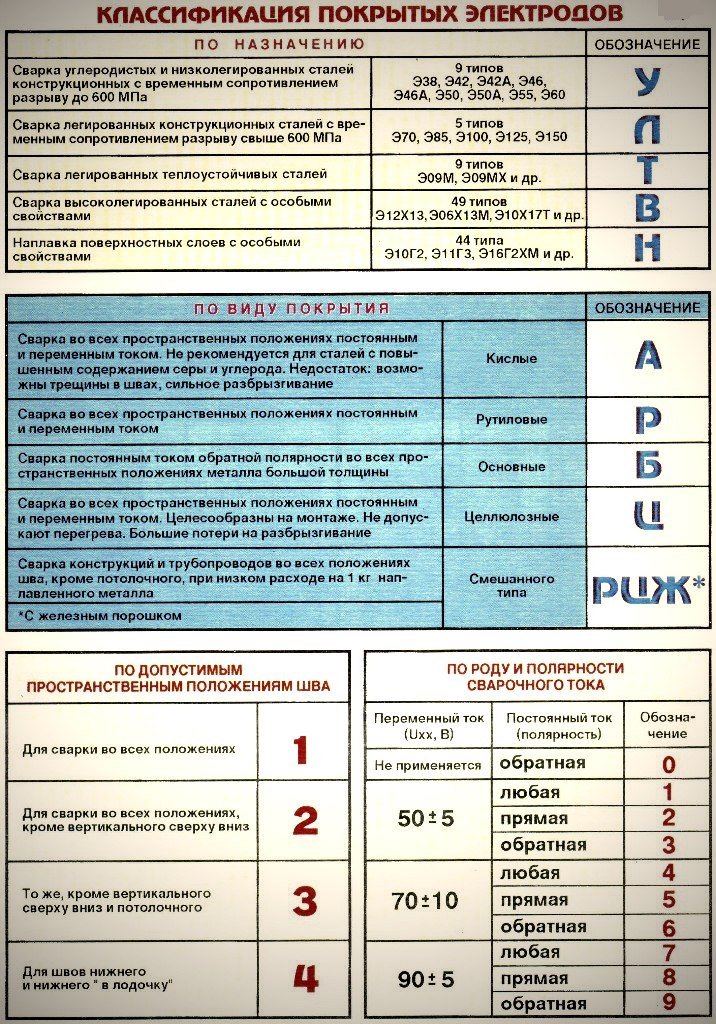
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
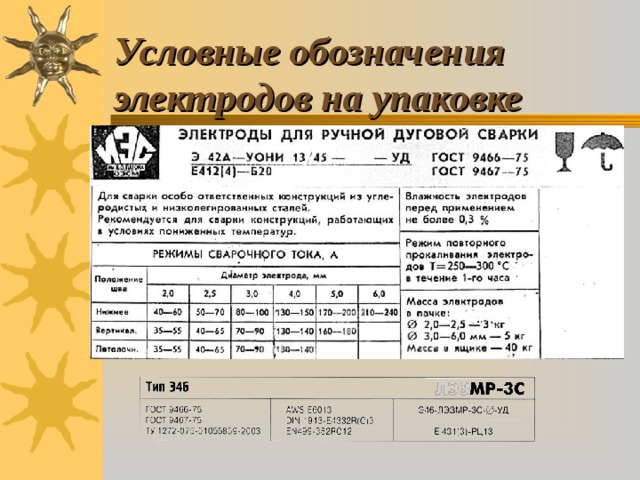
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные. Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
Должно обеспечиваться:
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва (изгиб, сопротивление разрыву, насыщенность кислорода, текучесть жидкого шва и др.).
Учет маркировки сведен соответствующими стандартами и сортаментами.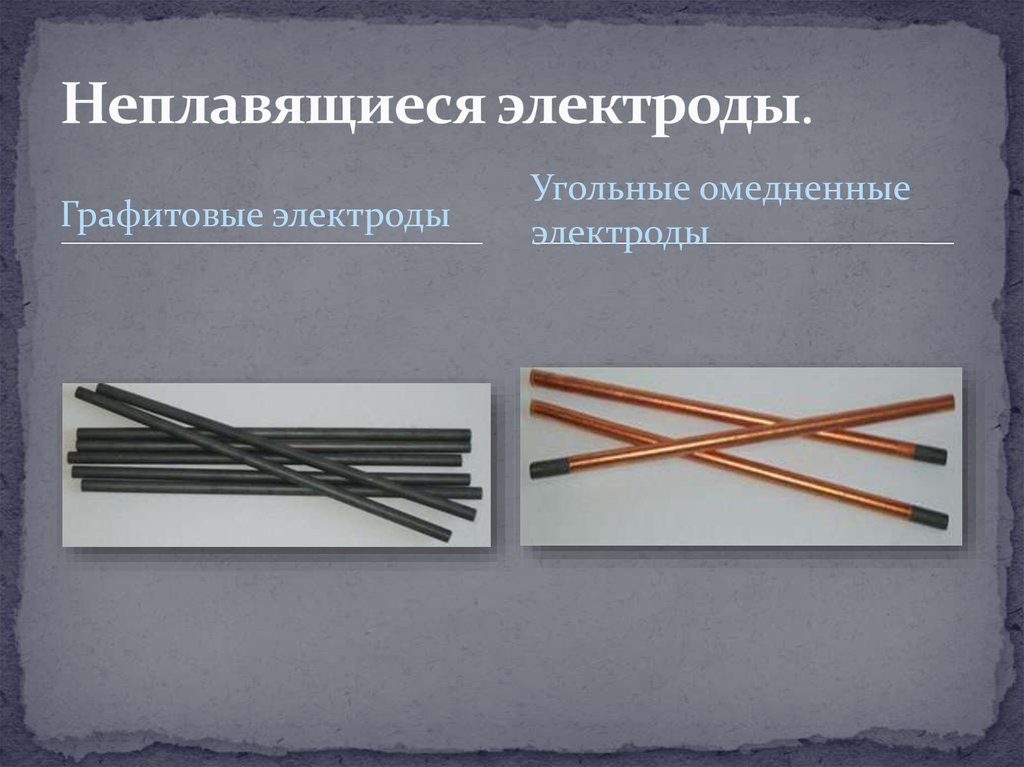 Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.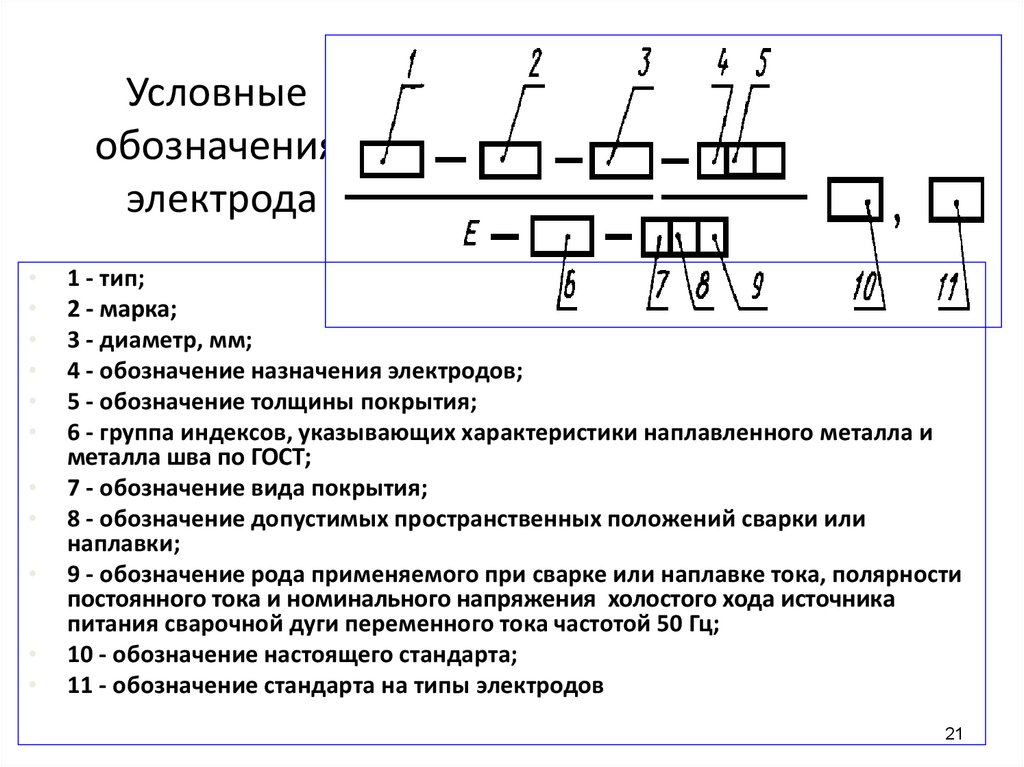
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.

Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Некоторые правила использования электродов
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка. Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном, сталью, многими цветными металлами, прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
Как вам статья?
Электроды для сварки — виды, маркировка и выбор
Содержание страницы
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями.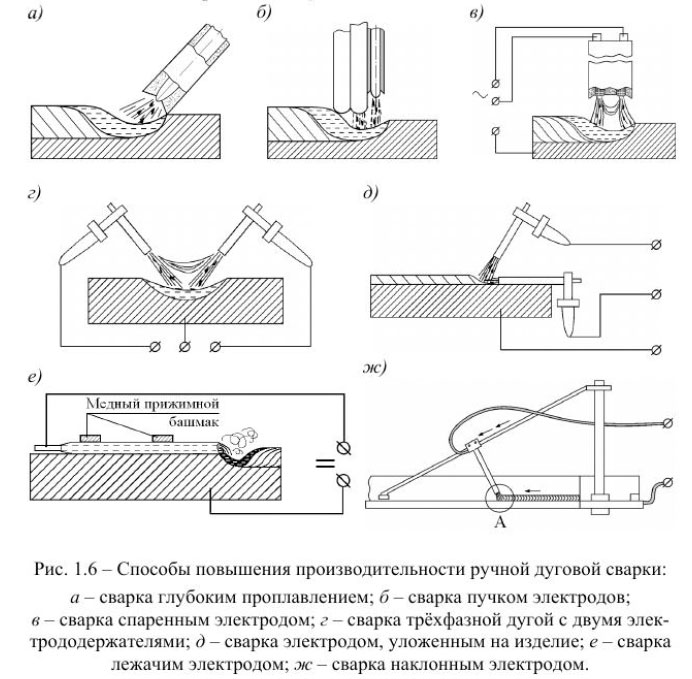 Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.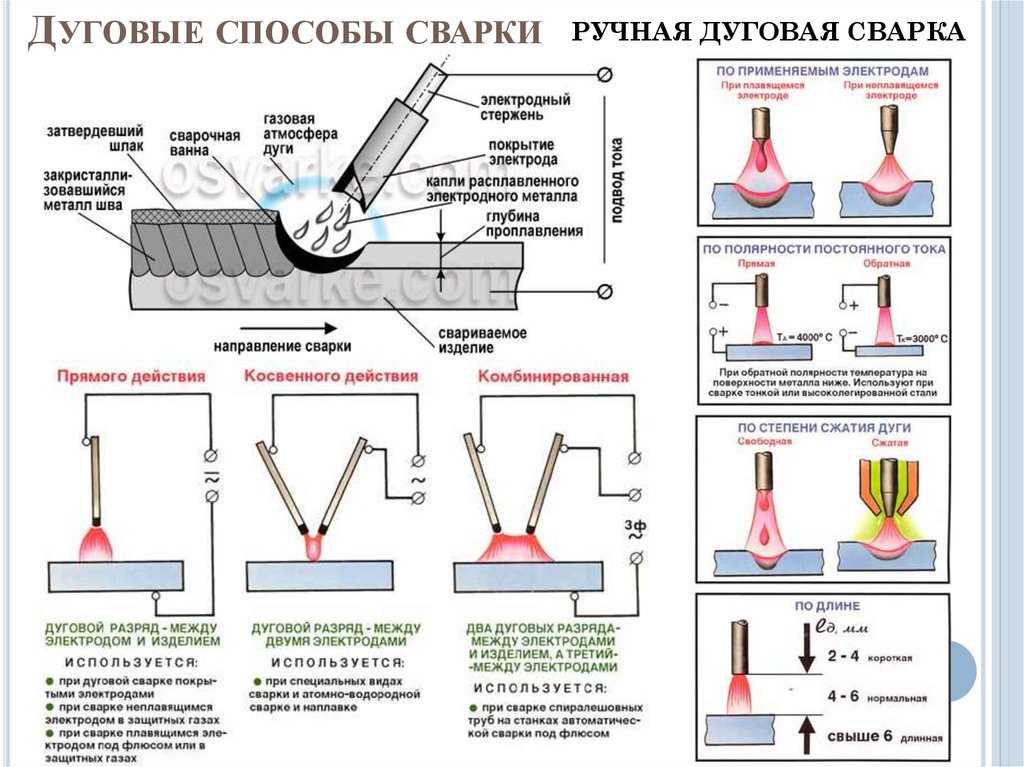
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| Диаметр сварочного материала, мм | Сила сварочного тока, А |
|---|---|
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
4 типа сварочных электродов и их применение
4 типа сварочных электродов и их применение | Tata Agrico
4 типа сварочных электродов
Хотите вывести свое мастерство безупречной сварки на новый уровень? Тогда не просто любые электроды, а только высококачественные сварочные электроды или стержни от ведущего производителя ручного инструмента TATA Agrico , подразделение новаторской компании TATA Steel, могут воплотить вашу мечту в супер-удовлетворительные произведения искусства и проектные приложения.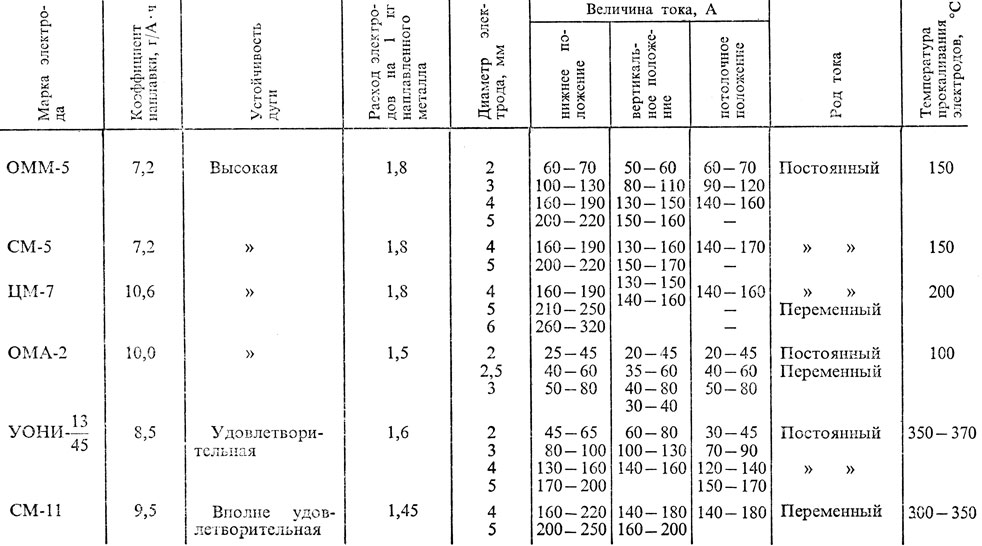
Прежде чем мы расскажем о лучших сварочных электродах на рынке, давайте начнем с самых основ того, что такое сварочный электрод. Сварочный электрод представляет собой металлический стержень, пропитанный двумя разными металлами, проволокой или наполнителем, который, когда вы подключаете сварочный аппарат к основному металлу, начинает плавиться из-за сильного электрического нагрева, чтобы соединить две разные части металла с прочной гладкой поверхностью.
Теперь, когда вы знаете, что такое сварочные электроды, пришло время узнать о двух основных типах и их различных промышленных применениях.
К первому типу относятся расходуемые электроды
Расходуемый электрод или сварочный электрод работает именно так, как звучит. Это означает, что когда вы используете эти присадочные электроды для сварки соединения, стержни плавятся и расходуются в процессе, чтобы перекрыть зазор между основным металлом и другой металлической частью. Некоторыми распространенными расходными материалами для сварки являются стержневые электроды, сплошная проволока и порошковая проволока, которые широко используются при дуговой сварке металлическим газом (GMAW), сварке MIG, дуговой сварке с флюсовой проволокой (FCAW) и электрошлаковой сварке (ESW).
Некоторыми распространенными расходными материалами для сварки являются стержневые электроды, сплошная проволока и порошковая проволока, которые широко используются при дуговой сварке металлическим газом (GMAW), сварке MIG, дуговой сварке с флюсовой проволокой (FCAW) и электрошлаковой сварке (ESW).
Второй тип
Неплавящийся электрод
С другой стороны, неплавящийся электрод остается целым, не меняет своих свойств и не плавится в процессе. Единственной целью использования такого электрода является создание и поддержание электрической дуги.
Загадка твердой структуры неплавящихся электродов после сварки заключается в том, что они сделаны из материалов с более высокой температурой плавления, таких как вольфрам, графит и углерод. Однако нерасходуемые стержни со временем могут изнашиваться из-за окисления или испарения.
Единственная проблема заключается в том, что при работе с неплавящимся электродом необходимо вручную подавать наполнители. Сварка вольфрамовым электродом в среде инертного газа (TIG), дуговая сварка углеродом (CAW) и сварка атомным водородом (AHW) являются некоторыми примерами применения неплавящихся электродов.
Сварка вольфрамовым электродом в среде инертного газа (TIG), дуговая сварка углеродом (CAW) и сварка атомным водородом (AHW) являются некоторыми примерами применения неплавящихся электродов.
Разблокировка 4 типов сварочных электродов от TATA Agrico
Электрод из углеродистой стали с низким содержанием водорода
Мы предлагаем высококачественные электроды из углеродистой стали с низким содержанием водорода, изготовленные с идеальными параметрами и испытанные с гарантией высочайшего качества. Эти сварочные стержни имеют хороший сварной шов, идеально подходят для сварки и резки более толстых материалов, обладают впечатляющей долговечностью, а также легким формированием и удержанием дуги.
Эти электроды также эффективны при сварке углеродистых и низколегированных сталей.
Электрод из мягкой стали
Одним из наших самых продаваемых продуктов является электрод из мягкой стали, изготовленный из высококачественных, но с низкой концентрацией отложений из углеродистой стали. Они обладают значительной прочностью на растяжение , чтобы выдерживать длительную дугу, и широко используются в судостроении, железнодорожных вагонах, трубопроводах и автомобильной промышленности.
Они обладают значительной прочностью на растяжение , чтобы выдерживать длительную дугу, и широко используются в судостроении, железнодорожных вагонах, трубопроводах и автомобильной промышленности.
Электрод из мягкой стали (не марки ISI)
Изготовленный из первоклассной стальной проволоки, этот электрод из мягкой стали, не относящийся к классу ISI, гарантирует низкую утечку и выделение дыма во время сварки. Разработанный, чтобы стать вашим идеальным партнером по сварке, этот набор содержит 90 высокопроизводительных сварочных электродов из мягкой стали, не относящихся к ISI, .
Электрод из нержавеющей стали
Готовый к использованию набор электродов из нержавеющей стали, одобренный TATA, является еще одним пользующимся спросом продуктом, обеспечивающим и поддерживающим стабильное качество сварки независимо от температуры и погодных условий.
Возьмите свои лучшие сварочные электроды TATA Agrico, чтобы создавать потрясающие и долговечные проекты, которые кричат только о качестве и превосходном мастерстве.
Типы сварочных электродов — The Welding Master
Вам интересно узнать о различных сварочных электродах? Тогда эта статья точно для вас. В этой статье вы получите глубокие знания о сварочном электроде, типах сварочных электродов и многом другом. И так, чего же ты ждешь? Давайте начнем.
Что такое сварочный электрод?
Сварщику нужен электрод, чтобы генерировать электрический ток для дуговой сварки. При сварке электрический ток проводится через электрод, который используется для соединения основных металлов. Когда вы держите кончик электрода рядом с основным металлом, электрический ток переходит от кончика электрода к основному металлу. Основное назначение электродов, используемых при сварке, — создание электрической дуги. Эти электроды могут быть положительно заряженными анодами или отрицательно заряженными катодами.
Факторы, которые необходимо учитывать перед выбором сварочных электродов:
- Электродный стержень должен иметь большую прочность на растяжение, чем основной металл.

- Необходимо учитывать конструкцию соединения, форму, характеристики основных металлов и положения сварки.
Типы сварочных электродов
В основном, в зависимости от процесса, существует два типа сварочных электродов:
- Расходуемые электроды
- Неплавящиеся электроды
1. Расходуемые электроды
Расходуемые электроды имеют низкую температуру плавления. Эти типы сварочных электродов предпочтительнее использовать при сварке в среде инертного газа (MIG). Для изготовления расходуемых электродов используются такие материалы, как мягкая сталь и никелевая сталь. Единственная предосторожность, которую вы должны принять, — это замена расходуемых электродов через регулярные промежутки времени. Единственным недостатком использования таких электродов является то, что они не имеют большого количества промышленных применений, но в то же время просты в эксплуатации и обслуживании.
Расходуемые электроды подразделяются на:
- Неизолированные электроды
- Электроды с покрытием
(i) Неизолированные электроды
Неизолированные электроды представляют собой электроды без какого-либо покрытия и в основном используются там, где нет необходимости в электроде с покрытием.
(ii) Электроды с покрытием
Электроды с покрытием классифицируются в соответствии с коэффициентом покрытия. Коэффициент покрытия – это отношение диаметра электрода к диаметру жилы.
Итак, следующие подтипы электродов с покрытием:
- Электроды с легким покрытием с коэффициентом покрытия 1,25. Легкое покрытие, нанесенное на электроды, помогает удалить примеси, такие как оксиды и фосфор. Легкое покрытие также способствует повышению стабильности дуги.
- Электроды со средним покрытием с коэффициентом покрытия 1,45.
- Электроды с защитной дугой или электроды с толстым покрытием с коэффициентом покрытия от 1,6 до 2,2. Эти электроды имеют правильный и четко определенный состав. Электроды с толстым покрытием бывают трех типов – электроды с целлюлозным покрытием, электроды с минеральным покрытием и электроды с покрытием как из целлюлозы, так и с минеральным покрытием.
также прочитайте:
- Типы сварки-каждый должен знать
- Разница между MIG и сваркой TIG
- Различные типы сварки
2.
 Неподобные электроции
Неподобные электроции
. также называются тугоплавкими электродами. Есть еще два подтипа неплавящихся электродов:
- Углеродные или графитовые электроды: Он состоит из углерода и графита и в основном используется для резки и дуговой сварки.
- Вольфрамовые электроды: В основном он состоит из вольфрама, как следует из самого названия, и представляет собой электрод без наполнителя.
Как следует из названия, эти типы сварочных электродов не расходуются в течение всего процесса сварки или, правильнее сказать, не плавятся во время сварки. Но практически, за счет процессов парообразования и окисления, происходящих при сварке, несколько уменьшается длина электрода. Неплавящиеся электроды имеют высокую температуру плавления и не могут заполнить зазор в заготовке. Неплавящиеся электроды изготавливаются из таких материалов, как чистый вольфрам, графит или углерод с медным покрытием. Температура плавления углерода составляет 3350 градусов Цельсия, а вольфрама — 3422 градуса Цельсия. Неплавящиеся электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG) и сварке угольной дугой.
Неплавящиеся электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG) и сварке угольной дугой.
Важные характеристики неплавящихся электродов:
- При использовании неплавящихся электродов необходимо использовать защитные газы. Защитные газы являются инертными газами, и причина их использования заключается в защите зоны сварки от кислорода и окружающей атмосферы.
- Неплавящиеся электроды обычно изготавливаются в виде катода, а заготовки — в виде анода.
Классификация сварочных электродов
Эта классификация основана на практическом подходе к использованию и выбору сварочных электродов. Американское общество сварщиков классифицировало электроды в различных форматах для правильного понимания различных электродов и их удобной идентификации.
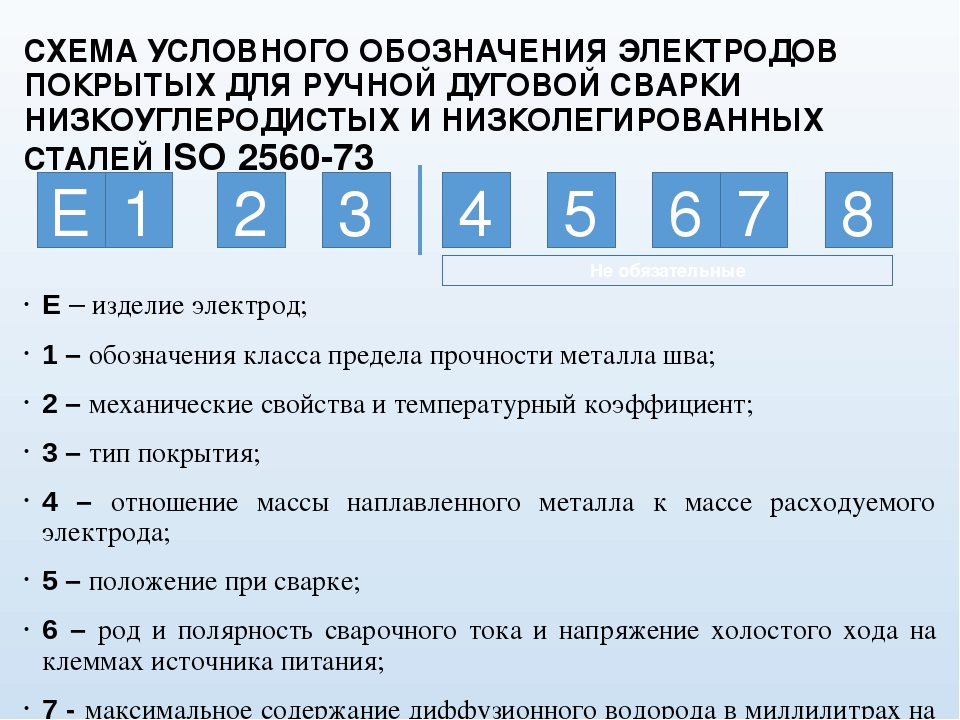
Предположим, мы рассматриваем электрод с именем E6018-X
- Здесь E указывает, что это электрод.
- Две последовательные цифры после буквы E обозначают прочность электрода на растяжение.
 Эта прочность на растяжение измеряется в фунтах на квадратный дюйм, и эта прочность в 1000 раз превышает заданное число. Это означает, что здесь предел прочности на разрыв данного электрода составляет 60 000 фунтов на квадратный дюйм.
Эта прочность на растяжение измеряется в фунтах на квадратный дюйм, и эта прочность в 1000 раз превышает заданное число. Это означает, что здесь предел прочности на разрыв данного электрода составляет 60 000 фунтов на квадратный дюйм. - Здесь 1 указывает положение сварки. Положение сварки обозначено цифрами 1, 2 и 4.
1 указывает плоское, горизонтальное, вертикальное положение.
2 указывает на плоское горизонтальное положение.
4 указывает плоское, горизонтальное положение вертикально вниз.
- Цифра 8 дает информацию о типе покрытия и используемом токе. Это также говорит о проникновении электрода, т.е. электрод может проникать глубоко, низко, средне.
- X в E6018-X говорит нам о дополнительных характеристиках электрода. Здесь не всегда упоминается термин X. Он используется только тогда, когда электрод имеет некоторые дополнительные функции. Эта классификация применима к электродам с покрытием из мягкой стали.
 Если вы рассматриваете другие типы электродов, классификация будет такой же, но может отличаться только характеристика, обозначенная буквой X.
Если вы рассматриваете другие типы электродов, классификация будет такой же, но может отличаться только характеристика, обозначенная буквой X. - Некоторые дополнительные свойства, обозначенные буквой Х:
-1: Указывает на то, что электрод более пластичен и обладает повышенной ударной вязкостью.
-M: Удобен для использования в военных целях и имеет низкое содержание влаги.
-h5 , -H8,-h26 : Все представляют максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм. Например, -h5 = 4 мл на 100 граммов.
Меры предосторожности, которые необходимо соблюдать при обращении со сварочными электродами:
- Электроды всегда должны быть сухими.
- Так как влага разрушает покрытие электродов и очень вредна для электродов. Таким образом, как только электроды высохнут, вы должны хранить сварочные электроды в сухом месте. Доступны различные контейнеры, которые обеспечивают отсутствие влаги.

