Виды электроды для сварки: Виды сварочных электродов. Какие марки применять в конкретном случае
Содержание
Как выбрать электроды для сварки – инструкция от производителя
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий.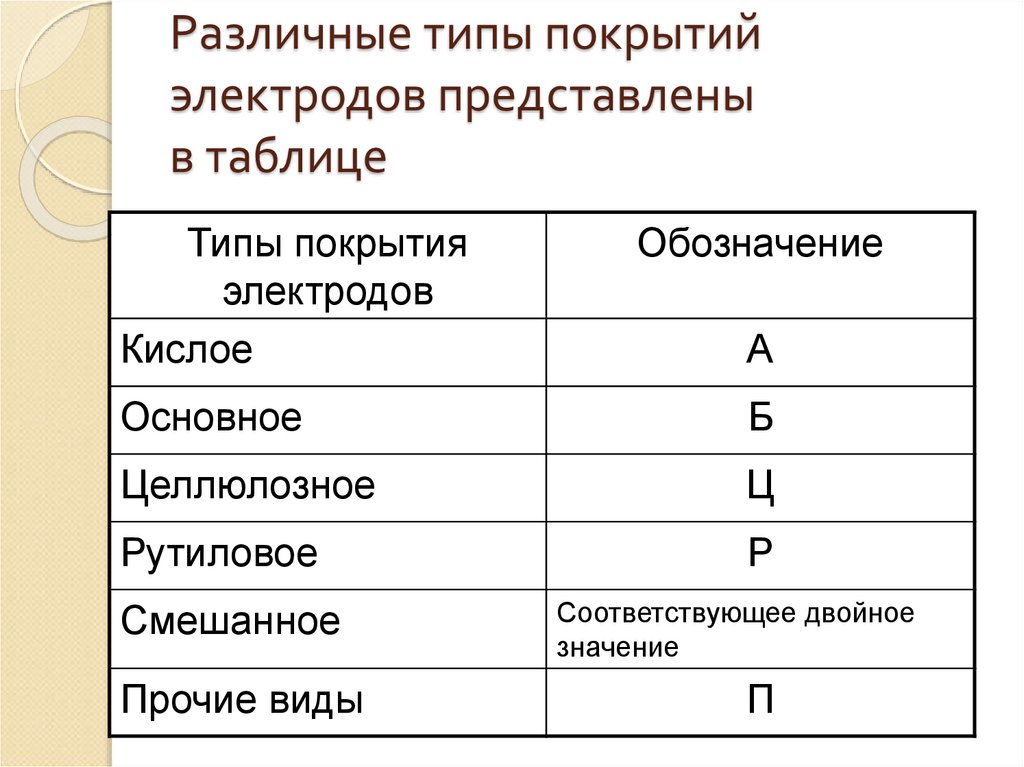 Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
|
|
2 мм |
2,5 мм |
3 мм |
4 мм |
5 мм |
6 мм |
|
|
40-64 А |
65-80 А |
70-130 А |
130-160 А |
180-210 А |
200-350 А |
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.

- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Если у Вас остались какие-то вопросы, наши менеджеры всегда готовы проконсультировать и помочь с выбором. Пишите нам на [email protected] или звоните по телефонам 8-800-1000-546, +7(35253) 3-00-63.
Понравилась статья? Поделитесь в социальных сетях!
Электроды для сварки. Виды и устройство. Применение и работа
Электроды для сварки представляют собой стержни из металла или другого материала, которые при прохождении мощного электрического тока плавятся или плавят поверхность заготовок, что приводит к созданию соединяющего сварочного шва. Электроды разделяются на марки в зависимости от того, для каких работ применяются. В настоящее время существует более 200 марок.
В настоящее время существует более 200 марок.
Все разновидности электродов для сварки разделяют на две группы:
- Металлические.
- Неметаллические.
Неметаллические
Делают из угля или графита. Они не плавятся и эффективно пропускают электричество, при этом разогреваются, но больше всего греется поверхность, к которой они прикасаются. В результате металл плавится, приобретая текучесть, и заполняет шов. Создается физический процесс диффузии, что обеспечивает смешивание молекул из двух заготовок, в результате чего создается надежное соединение.
Металлические
Такие электроды для сварки также бывают
неплавящимися и плавящимися.
Неплавящиеся металлические электроды бывают четырех видов:
- Вольфрамовые.
- Торированные.
- Лантанированные.
- Итрированные.
Плавящийся подвид металлических электродов выпускается в 2 формах:
- Покрытые.

- Не покрытые.
Покрытые имеют специальное напыление на стержне, которое при разогреве выделяет газ, предотвращающий окисления текучего металла. Их стержень делается из идентичного металла с той заготовкой, которая сваривается. Это может быть сталь, чугун, алюминий, медь бронза и так далее. Электрод из алюминия не может варить сталь, как и чугунный – медь. Соответствие материалов должно быть стопроцентным.
Непокрытые электроды представляют собой длинную проволоку, которая используется в полуавтоматическом сварочном аппарате. Данное оборудование подает проволоку вместе с потоком газа, поэтому ее окружает благоприятная среда предотвращающая окисление при плавке. Для сварки черных металлов обычно подается углекислота.
Наличие более 200 марок электродов обусловлено тем, что существует масса разновидностей сталей с особой структурой. Чтобы расплавленный стержень электрода эффективно зафиксировал соединяемые детали необходимо полное соответствие с материалом, с которым осуществляется контакт. Если применять стержень другой структуры, соединение становится ненадежным. При создании достаточного давления шов отрывается. Особенно это заметно при сварке чугуна. Если использовать обычные электроды для стали, то при расплавке они просто не присоединяются к деталям.
Если применять стержень другой структуры, соединение становится ненадежным. При создании достаточного давления шов отрывается. Особенно это заметно при сварке чугуна. Если использовать обычные электроды для стали, то при расплавке они просто не присоединяются к деталям.
Существуют марки электродов под каждый вид стали. Это может быть любой металл – теплоустойчивая, легированная, конструкционная, низколегированные, нержавеющая и пр. типы сталей.
Покрытые электроды для сварки дугового типа
Электродуговые электроды являются самыми востребованными, поскольку применяются для самого распространенного типа сварочного оборудования. Они используются на производстве и в быту. Практически все металлоконструкции в строительстве завариваются таким оборудованием. На прилавках магазинов продаются инверторные и другие виды сварочных аппаратов, которые работают с подобными электродами.
Эти электроды для сварки относятся к виду металлических плавящихся стержней с защитным покрытием. Их сердцевина делается из того металла, который нужно сварить. Непосредственно само устройство подобных электродов состоит из металлического стержня, сделанного в виде длинного прута, покрытие которого идет практически по всему периметру, кроме маленького хвостика. Непокрытый хвостик используется для фиксации в держателе сварочного аппарата, поскольку покрытие не проводит ток и его наличие не позволит создать контакт. Рабочей частью электрода является торец, который также не имеет покрытия. При касании его к детали, которую нужно заварить, место соединения разогревается и электрод начинает плавиться, а его покрытие выделяет газ, препятствующий окислению.
Их сердцевина делается из того металла, который нужно сварить. Непосредственно само устройство подобных электродов состоит из металлического стержня, сделанного в виде длинного прута, покрытие которого идет практически по всему периметру, кроме маленького хвостика. Непокрытый хвостик используется для фиксации в держателе сварочного аппарата, поскольку покрытие не проводит ток и его наличие не позволит создать контакт. Рабочей частью электрода является торец, который также не имеет покрытия. При касании его к детали, которую нужно заварить, место соединения разогревается и электрод начинает плавиться, а его покрытие выделяет газ, препятствующий окислению.
Электроды для дуговой сварки отличаются между собой не только по металлу сердечника, но и его диаметру в миллиметрах. Чем тоньше прут, тем быстрее он плавится. Если необходимо сварить заготовку, имеющую толстое тело, то нужно выбирать электрод большого диаметра. Стоит отметить, что возможность применения зависит от классификации сварочного аппарата. При использовании электродов с большим диаметром создается высокая нагрузка, в результате которой слабое оборудование может перегореть.
При использовании электродов с большим диаметром создается высокая нагрузка, в результате которой слабое оборудование может перегореть.
Для обеспечения надежной сварки с применением подобных электродов важно, чтобы прогревался не только стержень для плавки, но и заготовка. Это обеспечивает надежное смешивание жидкого металла на молекулярном уровне. Если для толстых заготовок использовать тонкий стержень, поверхность останется холодной, в то время как электрод уже течет. В результате после остывания такое соединение можно отломить голыми руками. Если применять толстый электрод на тонкостенном листовом металле, то свариваемая поверхность просто будет прогорать насквозь и шов не получиться. Таким образом, электроды для сварки подбираются индивидуально.
Стоит отметить, что подобные электроды имеют ограниченный срок хранение, поскольку со временем покрытие теряет свои свойства и не может при плавлении создавать газовое облако препятствующее окислению. Хранить электроды для сварки с покрытием нужно в сухом месте. Если они будут контактировать с избыточной влажностью, то покрытие набирает сырость. В результате наблюдается ухудшение рабочих характеристик. При нагревании стержня влага в покрытии быстро испаряется, что приводит к резкому расширению. В результате во время сварочных работ мокрыми электродами, в стороны начинают отлетать мелкие капли расплавленного металла, что небезопасно. Кроме этого, ни о каком надежном и красивом шве не может быть и речи. Если электроды намокли не сильно, их можно высушить, положив в теплом месте или на солнце. Иногда, даже после просушки, они не могут полностью возобновить свои былые характеристики.
Если они будут контактировать с избыточной влажностью, то покрытие набирает сырость. В результате наблюдается ухудшение рабочих характеристик. При нагревании стержня влага в покрытии быстро испаряется, что приводит к резкому расширению. В результате во время сварочных работ мокрыми электродами, в стороны начинают отлетать мелкие капли расплавленного металла, что небезопасно. Кроме этого, ни о каком надежном и красивом шве не может быть и речи. Если электроды намокли не сильно, их можно высушить, положив в теплом месте или на солнце. Иногда, даже после просушки, они не могут полностью возобновить свои былые характеристики.
Использование таких электродов позволяет провести очень надежное сварочное соединение, но при этом наблюдаются и определенные недостатки. В первую очередь это связано с необходимостью периодически снимать хвостики от сожженных электродов с держателя, и вставлять свежие стержни. В зависимости от навыков сварочных работ это осуществляется раз в 1-2 минуты. Также на периодичность замены влияет и толщина внутреннего сердечника. Снимаемый из держателя хвостик всегда горячий, поэтому его нужно доставать только плоскогубцами.
Снимаемый из держателя хвостик всегда горячий, поэтому его нужно доставать только плоскогубцами.
Сварная проволока для полуавтоматов
Проволочные электроды для сварки представляют собой тонкую проволоку, намотанную на катушку. Ее вес может составлять 0,5, 1 или 2 кг. Иногда продаются даже большие катушки, но они подходят не для всех сварочных аппаратов. Проволока используется для сварки полуавтоматическим и автоматическим оборудованием. Зачастую она не имеет никакого покрытия, кроме полимера препятствующего коррозии. Иногда для предотвращения появления ржавчины на поверхности сварочной проволоки наносится бронза, медь или алюминий. Слой цветных металлов очень тонкий, поэтому никак не влияет на эффективность сварочных работ.
Сварочный полуавтомат подает проволоку сквозь рукав вместе с потоком углекислоты. При контакте с обрабатываемой поверхностью кончик проволоки греется и расплавляется. Благодаря тому, что углекислый газ в это время выталкивает весь воздух, окисление не происходит. Если отключить подачу газа, то расплавленный металл начинает кипеть, в результате чего шов получается пористым, а сама проволока постоянно перегорает.
Если отключить подачу газа, то расплавленный металл начинает кипеть, в результате чего шов получается пористым, а сама проволока постоянно перегорает.
Сравнительно недавно началось производство сварочной проволоки с флюсом. Она имеет мелкое порошковое напыление подобное покрывным электродам для дуговой сварки. Такой ассортимент стоит дороже, но имеет и свои преимущества. Его можно использовать на классической полуавтоматической сварке, которая обычно работает с углекислотой, но без ее подачи. Применение такой проволоки исключает необходимость заправки баллонов и перевозки их вместе с полуавтоматом.
Принцип работы неплавящихся электродов и сфера их применения
Неплавящиеся электроды для сварки применяются в тех случаях, когда необходимо провести пайку двух или более заготовок за счет плавления их собственного металла. Обычно для этого используются графитовые стержни. Подобные электроды часто применяются при обеспечении надежного соединения скрутки электрокабеля. Для этого необходимо прикоснуться к скрутке, после чего поверхность металла в месте соединения начнет мгновенно разогреваться. В результате медь или алюминий быстро оплавятся и созданные капли из разных жил сплавляются друг с другом. В дальнейшем электрический ток будет проходить по месту пайки без риска окисления и потери контакта. Это намного надежнее, чем обычная скрутка или даже использование специализированных клемм.
Для этого необходимо прикоснуться к скрутке, после чего поверхность металла в месте соединения начнет мгновенно разогреваться. В результате медь или алюминий быстро оплавятся и созданные капли из разных жил сплавляются друг с другом. В дальнейшем электрический ток будет проходить по месту пайки без риска окисления и потери контакта. Это намного надежнее, чем обычная скрутка или даже использование специализированных клемм.
В отличие от обычных плавящихся электродов, неплавящиеся сложно назвать расходными материалами. Дело в том, что после работы они остаются практически такими же как изначально. Происходит лишь незначительная потеря длины. Таким образом, использование подобных электродов является более выгодным с экономической точки зрения. Обычно такие стержни используются для соединения металлов с большой текучестью, которые отличаются низкой степенью окисления при работе. В первую очередь это алюминий, медь, бронза и латунь.
Похожие темы:
- Припои для пайки.
 Виды и свойства. Состав и флюсы. Плавление
Виды и свойства. Состав и флюсы. Плавление - Токопроводящий клей часть 1. Виды марок и требования
- Токопроводящий клей (Часть 2). Рецепты приготовления клея. Применение
- Как правильно паять. Оборудование и инструменты. Советы по пайке
- Холодная сварка. Виды и применение. Работа и особенности. Плюсы и минусы
Электроды по алюминию и особенности сварки алюминия электродами
- Особенности сварочных работ с деталями из алюминия
- Виды и методы использования электродов по алюминию
- Популярные типы электродов для сварки алюминия
- Как изготовить электроды по алюминию своими руками
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.

Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).

- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологии
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды.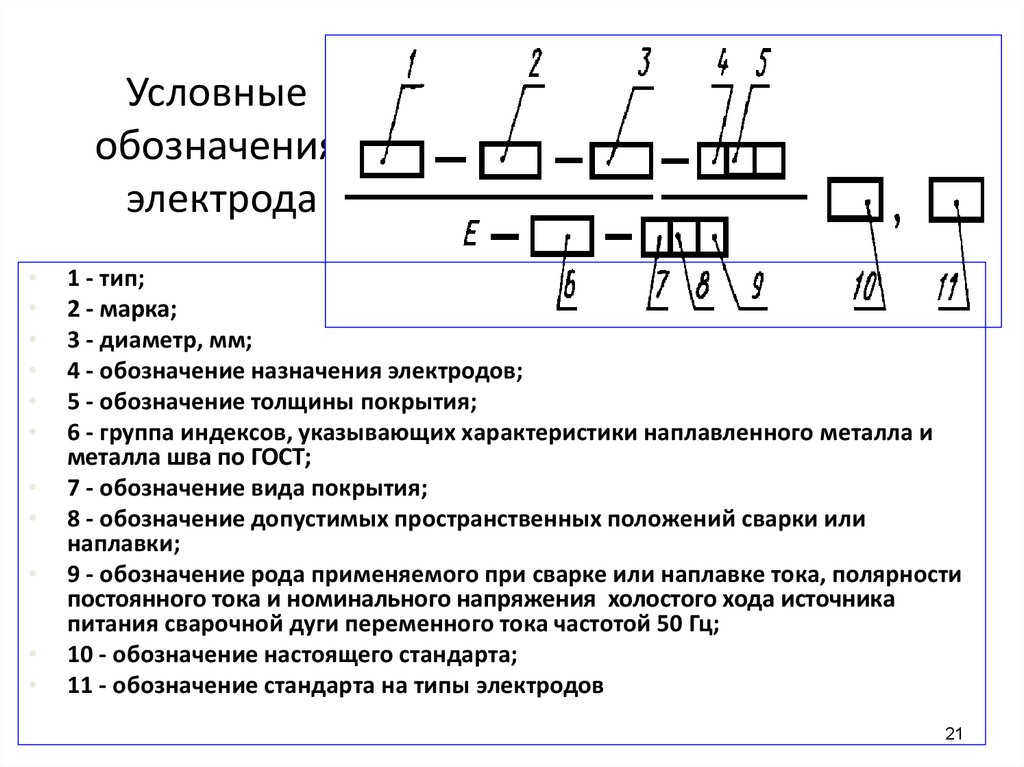 Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Плазменная сварка
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОК
Наиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
Сварочные электроды ОК
Электроды марки ОЗАНА
Распространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Электроды ОЗА
Для их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Марки электродов по алюминию и их особенности
Электроды марки УАНА
Их применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.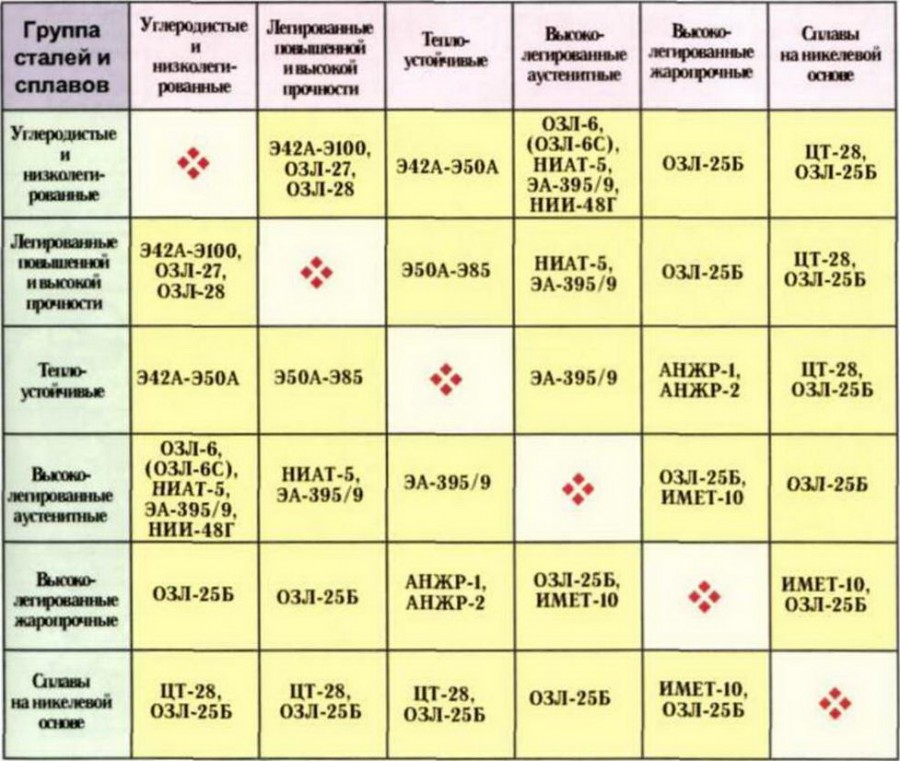
Электроды ЭВЧ
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Виды покрытия электродов для дуговой и ручной сварки, как подобрать сварочные электроды
Когда дело доходит до сварки, выбор оборудования может быть невероятно широк. Знание того, какой именно затемняющий шлем покупать, какое защитное снаряжение будет наиболее безопасным, или даже какой металл использовать, — это все то, что нужно знать перед началом работ.
Новичкам действительно нужно учитывать только несколько основных факторов, но как только вы встанете на ноги и начнете работать и приобретете больше опыта, вам нужно будет понять более глубоко принцип работы элементов вашего оборудования.
Возможность различать типы сварочных электродов (прутков) — и знание их сильных и слабых сторон и наилучшего применения — это только одна из тех особенностей, которые оказывают огромное влияние на прочность и качество ваших сварных швов. Специалисты smsm.ru ответят на любые ваши вопросы и помогут приобрести электроды для сварки.
Сварочный электрод — это кусок проволоки, соединенный со сварочным аппаратом. Через эту проволоку пропускается ток, который помогает прочно соединить два куска металла.
В некоторых случаях, а именно сварочных аппаратах SMAW и т.п. проволока фактически расплавляется, становясь частью самого сварного шва. Эти сварочные прутки называются расходными электродами. Для сварки TIG (ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа аргона) сварочные прутки не плавятся, поэтому они называются неплавящимися электродами.
В рамках обеих этих групп существует множество различных вариантов и типов, которые будут более подробно рассмотрены ниже.
Сварочные прутки обычно имеют покрытие, хотя материалы, из которых они состоят, могут сильно отличаться. Также доступны незащищенные электроды (изготовленные без каких-либо дополнительных покрытий), хотя они встречаются гораздо реже. Они используются для определенных специальных работ, например, для сварки марганцевой стали.
Важно выбрать подходящий тип сварочного прутка, чтобы создать чистые и прочные сварные швы высшего качества. Выбор электрода определяется требованиями сварочных работ. К ним относятся:
- Прочность при разрыве
- Вязкость
- Коррозионная стойкость
- Цветной металл
- Положение сварки
- Полярность
- Длительность работы
- Расходные электроды.
Оскар Кьельберг изобрел первый в мире сварочный электрод с покрытием в 1904 году, погрузив голую проволоку в смесь карбонатов (включая целлюлозу) и силикатов в качестве связующего.
В то время как металлургический прогресс, состав покрытия электродов и технологии производства сохраняются по сей день, фундаментальные принципы электродуговой сварки (ЭДСП), также известной как стержневая сварка, остаются неизменными. Покрытие электродов обеспечивает:
- Дуговая защита при разложении карбоната кальция (CaCO3) в покрытии до CaO и CO2 под воздействием дугового тепла.

- Основной источник шлаковой системы, поддерживающей сварочную лужу и способствующей удалению примесей из сварочного шва расплавленного металла.
- Устойчивость дуги к таким элементам, как натрий и калий.
- Первичный источник легирования и дополнительного наполнителя металла.
Как упоминалось ранее, в ручной сварке обычно используют сварочные прутки, которые здесь будут называться расходными электродами. К ним относятся электроды с легким покрытием, а также электроды с экранированной дугой или с толстым покрытием.
Для начала, глядя на классификацию сварочной проволоки, вы уже можете сказать достаточно много о типе используемого электрода. Первые две цифры относятся к прочности на растяжение или к тому, какое напряжение может выдержать сварочный шов. Чем больше число, тем сильнее электрод.
Третья цифра указывает на то, в каких положениях может использоваться сварочная проволока. Например, цифра «1» означает, что электрод является полнопозиционным.
Последнее число немного сложнее. В сварке SMAW используются электроды, покрытые различными химическими веществами, которые защищают соединения во время сварки. Последняя цифра в классификации используется для обозначения покрытий, которые были использованы на электродах, и, таким образом, какой ток должен использоваться.
Как следует из названия, электроды с легким покрытием обрабатываются тонким слоем, который был нанесен кистью или с помощью распыления. Обычно он состоит из нескольких различных материалов, которые, скорее всего, будут похожи на металлы, которые вы свариваете вместе.
Рекомендуемые товары
Товаров не найдено
Дуговые потоки, создаваемые при использовании голых стержней, трудно контролировать, поэтому, если ваша работа позволяет, отдайте предпочтение использованию электрода с ламинированным покрытием, которое повысит стабильность дуги. Это сделает вашу работу быстрее и проще.
Однако это не единственная цель легкого нанесения покрытия на сварочные прутки. Другие преимущества использования электродов с тонким покрытием заключаются в том, что примеси, такие как оксиды и сера, уменьшаются (или полностью исключаются), капли металла в конце сварочной проволоки более равномерны по размеру и частоте, что означает, что ваши швы получатся более гладкими и аккуратными, и образуют только тонкий слой шлака.
Другие преимущества использования электродов с тонким покрытием заключаются в том, что примеси, такие как оксиды и сера, уменьшаются (или полностью исключаются), капли металла в конце сварочной проволоки более равномерны по размеру и частоте, что означает, что ваши швы получатся более гладкими и аккуратными, и образуют только тонкий слой шлака.
Экранированные дуговые электроды аналогичны электродам со легким покрытием, за исключением того, что они имеют толстое покрытие. Благодаря своей более жесткой и прочной конструкции, они лучше подходят для сварки чугуна.
Существует три различных типа покрытий, наносимых на экранированные дуговые электроды, каждый из которых имеет свои результаты в процессе сварки. Во-первых, это электрогды с покрытиями, содержащими целлюлозу, в которых для защиты зоны сварки используется слой газа.
Покрытие на целлюлозном электроде содержит до 30% и более древесной муки. Покрытие относительно тонкое (от 12 до 15 процентов диаметра электрода) и образует тонкий, легко снимаемый, быстро замерзающий шлак, пригодный для сварки в любом положении, включая вертикально вверх и вертикально вниз.
Целлюлозные электроды обеспечивают выкапывание/привод дуги с глубоким проникновением. Сварочная лужа хорошо впитывается и распространяется, обладает отличными механическими свойствами и имеет характерные пульсации.
К целлюлозным электродам относятся E6010, E7010 и E6011, которые обычно используются для труб, барж, ремонта ферм, технического обслуживания и очистки грязных листов. Во-вторых, покрытия второго типа включают минеральные вещества, которые образуют слой шлака.
Рутил — это минерал, состоящий в основном из диоксида титана. Рутиловые электроды, такие как электроды из нержавеющей стали классов E6013, E7014 и XXX-16, обеспечивают мягкую дугу с более легким проникновением, чем целлюлозные электроды.
Шлак легко поддается контролю, дуга легко воспламеняется и ударяется, что повышает аккуратность сварки. Обычно они используются в общем производстве, где не требуются механические свойства критических сварных швов.
Третий тип покрытия на экранированных дуговых электродах состоит из комбинации целлюлозы и минералов.
Основные электроды имеют дугу со средним проникновением и отличными механическими свойствами. Покрытие выполнено из низководородного железосодержащего порошка, TiO2, CaCO3 и CaF2 (фтористый кальций). Покрытие имеет среднюю толщину, а добавление железного порошка увеличивает осаждение.
Он относительно быстро замерзает, что позволяет выполнять сварку плоским, горизонтальным, вертикальным и верхним слоем вверх. Основные электроды, такие как E7018, используются для сварных швов в металлоконструкциях, мостах, судах и морских нефтегазовых установках, где важны механические свойства.
Экранированные дуговые электроды, образующие слой газа, идеально подходят, поскольку они выступают в качестве высокоэффективного защитного барьера, создающего прочные сварные швы. Сварочная ванна должна быть защищена от определенных атмосферных газов (а именно кислорода и азота), которые воздействуют на сварные швы и делают их слабыми, пористыми и хрупкими.
Такая защита может быть обеспечена либо с помощью сварочного прутка с покрытием, либо с помощью струи газа, способной оградить сварочную ванну от воздуха (как написано в описании экранированных дуговых электродов с целлюлозным покрытием).
Как и электроды с легким покрытием, экранированные дуговые электроды уменьшают содержание оксидов, серы и других примесей в металле, оставляя чистые, гладкие, обычные сварочные швы. Кроме того, сварочные дуги, создаваемые этими сварочными прутьями, гораздо проще контролировать, чем голые электроды, которые могут вызвать большое количество брызг.
Выбор дугового электрода с минеральным покрытием, который образует шлак, может показаться не разумным, но, на самом деле, этот шлак может оказать положительное воздействие.
Он охлаждается медленно — намного медленнее, чем экранированные дуговые электроды с целлюлозным покрытием, — всасывая примеси на поверхность. В результате вы получите высококачественные, прочные, долговечные и чистые сварные швы.
Правильный выбор сварочного прутка — это гораздо больше, чем кажется на первый взгляд. Важно овладеть искусством работы с четырьмя основными и наиболее распространенными сварочными прутьями (7018, 6013, 6011 и 6010), так как это значительно облегчит понимание принципов и свойств других. Специалисты smsm.ru помогут вам с выбором нужного электрода.
Специалисты smsm.ru помогут вам с выбором нужного электрода.
Основные характеристики и свойства электродов для ручной дуговой сварки
Ручная дуговая сварка используется для решения бытовых и профессиональных задач. При этом результат ее применения зависит не только от мастерства сварщика, но и от расходных материалов. В настоящее время насчитываются десятки производителей, которые выпускают различные марки электродов. По ряду признаков их можно разделить на несколько видов.
Как устроен электрод
Электрод представляет собой металлический сердечник, покрытый специальным составом, который называется «обмазкой». В процессе работы сердечник плавится и вместе с металлом изделия формирует шов. Обмазка в это же время сгорает с образованием газа, который необходим для защиты сварочной зоны от вредного влияния воздуха (речь идет прежде всего об отрицательном воздействии на расплавленный металл кислорода и азота).
Ручная дуговая сварка
Какие задачи решает электрод?
В целом электроды решают сразу несколько задач:
- Вещества, которые входят в состав покрытия, характеризуются низкой величиной потенциала ионизации.
 В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения.
В результате электрическая дуга после зажигания легко насыщается свободными ионами, которые поддерживают и стабилизируют процесс горения. - Обмазка электродов не только создает газовое облако во время сгорания, но также участвует в образовании поверх сварного шва слоя шлака. Он выполняет защитную функцию и одновременно снижает скорость охлаждения расплавленного металла. Благодаря этому создаются благоприятные условия для удаления из шва нежелательных примесей или неметаллических включений.
- Важным условием получения качественных швов является отсутствие в них кислорода. Поэтому в состав покрытия электрода входят специальные вещества – раскислители. В процессе сварки они вступают в химическую реакцию с кислородом и «связывают» его.
- Еще одна важная функция – легирование металла шва рядом элементов с целью улучшения его свойств. Для этого в состав электрода входят хром, кремний, марганец, титан и др.
Назначение электродов
Само название «электрод» возникло от двух греческих слов: elektra и hodos.Они переводятся как «электричество» и «дорога».
Виды покрытий электродов
Электродные покрытия могут иметь разный состав. От них зависит стабильность горения дуги, вязкость шлака и расплавленного металла, поведение металла при переходе в сварочную ванну и другие параметры. Насчитывается несколько видов покрытий.
Рутиловое
Основным элементом рутилового покрытия является диоксид титана. При применении таких электродов уменьшается разбрызгивание металла, повышается его текучесть и формируется обильный слой шлака, который затем легко отделяется. Швы получаются ровными, а повторное зажигание дуги заметно облегчается. При этом электроды плохо поддаются сушке и при их использовании высок риск образования пор. Они подходят для работы на постоянном и переменном токе. С помощью рутиловых электродов удобно сваривать низкоуглеродистые стали небольшой толщины.
Целлюлозное
В состав покрытия входит целлюлоза, а также ферросплавы кремния и магния. Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
Основное
Основными элементами покрытий электродов этого вида являются карбонаты кальция и магния: магнезит, доломит или мрамор. Они обеспечивают механическую прочность, высокую пластичность и химическую чистоту металла шва. Сварочные работы могут выполняться в любых пространственных положениях. Электроды с таким видом покрытия допускается применять при изготовлении ответственных конструкций. При этом швы получаются довольно грубыми, шлак удаляется с трудом, а электрическая дуга отличается неустойчивостью. Электроды с основным покрытием больше подходят для опытных сварщиков. Кроме того, они отличаются высокой гигроскопичностью и легко впитывают влагу, поэтому нуждаются в особом внимании при хранении. Их использование оптимально на постоянном токе обратной полярности.
Кроме того, они отличаются высокой гигроскопичностью и легко впитывают влагу, поэтому нуждаются в особом внимании при хранении. Их использование оптимально на постоянном токе обратной полярности.
Кислое
В состав кислого покрытия входят оксиды марганца и железа. Эти элементы обеспечивают стабильность дуги и легкое отделение шлака, но металл в сварочной ванне становится слишком жидким. По этой причине электроды с кислым покрытием подходят для выполнения только горизонтальных швов. При их использовании возможно поддержание высокой скорости работы, но существует риск образования подрезов или трещин. Кроме того, электроды нельзя сушить при высокой температуре, поэтому в них может содержаться влага, ухудшающая качество швов. Дополнительно следует отметить, что кислое покрытие считается наиболее опасными для здоровья. Такие электроды можно использовать на постоянном и переменном токе.
Электроды с разным покрытием
Электроды для разных видов сталей
Для получения качественных швов химический состав сердечника электрода должен быть схож с химическим составом свариваемого металла. По этому признаку различают расходные материалы, предназначенные для сваривания углеродистых, легированных, высоколегированных, нержавеющих и жаростойких сталей, а также алюминия и чугуна. Для бытовых нужд чаще всего используются электроды из углеродистых и низколегированных сталей.
По этому признаку различают расходные материалы, предназначенные для сваривания углеродистых, легированных, высоколегированных, нержавеющих и жаростойких сталей, а также алюминия и чугуна. Для бытовых нужд чаще всего используются электроды из углеродистых и низколегированных сталей.
Пространственное положение
Насчитывается пять основных пространственных положений электродов, в которых можно вести сварочные работы:
- Нижнее горизонтальное считается самым удобным и производительным. Его частным случаем является положение «в лодочку».
- Тавровое похоже на нижнее горизонтальное, но требует большего мастерства сварщика. В этом случае возможно образование подрезов на вертикальной поверхности и наплывов на горизонтальной.
- Горизонтальное положение электрода на вертикальной поверхности считается достаточно сложным. Для его применения на практике чаще всего выполняется скос на верхней кромке соединяемых элементов.
- Вертикальные швы могут вариться двумя способами: на подъем или на спуск.
 В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.
В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость. - Потолочное пространственное положение считается самым сложным. Оно не подходит для соединения тонких элементов и используется только при невозможности выполнения сварочных работ другим способом.
Производители в обязательном порядке указывают, в каких пространственных положениях с помощью электродов можно вести сварочные работы.
Пространственные положения электрода
Важность шлака
Шлак, образующийся во время ручной дуговой сварки, делится на два вида: «длинный» и «короткий». У первого вязкость при понижении температуры возрастает медленно. По этой причине электроды с покрытиями, образующими «длинные» шлаки, не подходят для сварки в вертикальных и потолочных пространственных положениях. У «коротких» шлаков вязкость возрастает значительно быстрее, поэтому они эффективно препятствуют вытеканию жидкого металла из сварочной ванны. Такой результат дают электроды с основным или рутиловым покрытием.
Такой результат дают электроды с основным или рутиловым покрытием.
Род и полярность тока
Сварочные работы могут выполняться на переменном или постоянном токе. Первый вариант менее желателен. Он приводит к повышенному разбрызгиванию расплавленного металла, а сам шов получается менее аккуратным и качественным. При использовании постоянного тока может применяться прямая и обратная полярность.
Прямая полярность
К положительному полюсу подключается деталь, а к отрицательному – держатель электрода. В этом случае большему нагреву подвергается именно деталь. По этой причине прямая полярность используется при сварке металлов, имеющих высокую температуру плавления или значительную толщину.
Обратная полярность
При применении обратной полярности деталь подключается к отрицательному полюсу, а электрод – к положительному. В этом случае больше нагревается электрод, а работа в целом выполняется в щадящем режиме. Обратная полярность оптимальна для сварки тонколистовых деталей или нержавеющей стали.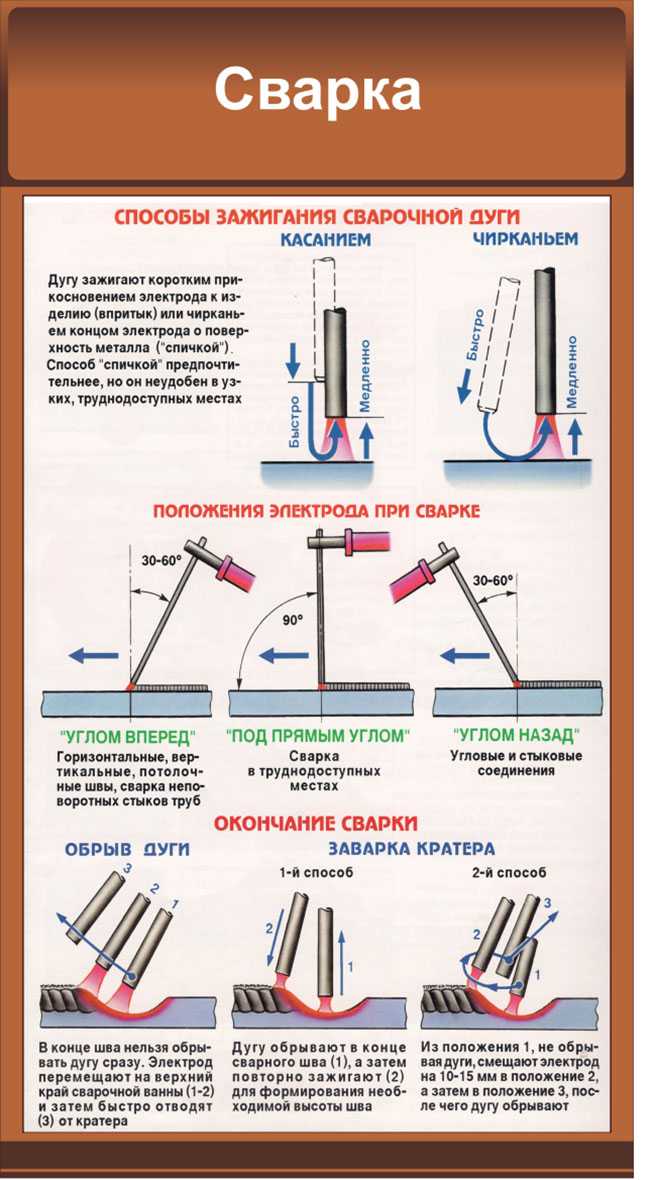
Свойства электродов
Под свойствами электродов подразумеваются три их составляющие:
- Физические свойства покрытия. К ним относятся коэффициенты объемного и линейного расширения, газопроницаемость, плотность, вязкость, теплоемкость, температура затвердевания и плавления.
- Химические свойства покрытия. Под ними подразумевается способность обмазки легировать и раскислять расплавленный металл.
- Механические свойства металла шва. К ним относятся твердость, ударная вязкость, удлинение, пластичность, коррозионная стойкость и твердость.
В каталоге или паспорте для каждой марки электродов производители указывают их наиболее важные характеристики.
Прокалка электродов
Обмазка сварочных электродов способна впитывать влагу из воздуха. В этом случае влажное покрытие горит неравномерно и плохо плавится. В результате затрудняется проведение сварочных работ, а образовавшиеся швы могут иметь дефекты в виде трещин или пор. Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
Мы рассказали об основных видах электродов. Эта информация поможет вам с большей точностью подобрать необходимую марку для конкретного вида работ и получить качественные швы.
Поделитесь с друзьями:
Основные электроды для сварки
Прежде чем начинать сварочные работы, необходимо подобрать подходящие материалы. Главнейшими считаются электроды для сварки. Когда правильно выбраны марки электрода, качество шва всегда будет на высоте.
Качество сварки зависит от того, насколько правильно подобраны электроды.
Эти изделия могут быть:
- металлическими;
- неметаллическими.
- неплавящимися;
- плавящимися.
Если стержень электрода сделан не из металла, он считается неплавящимся.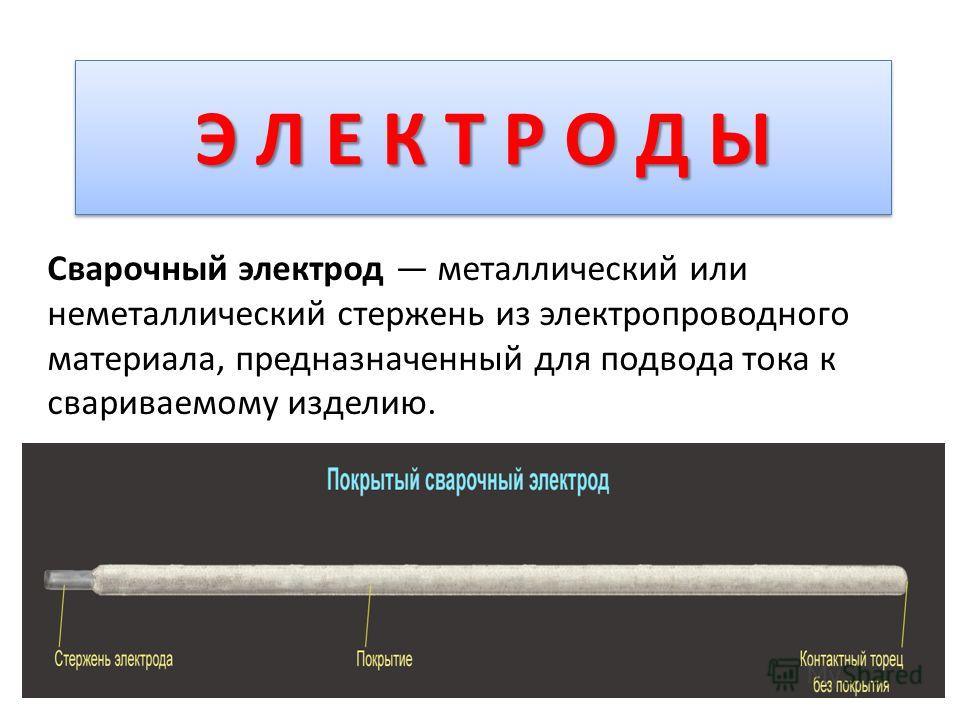 Пока еще не разработали электрод для сварки комбинированного типа. Каждый вид подходит для сварки конкретного материала. Он требует определенных условий работы с получением конкретного шва.
Пока еще не разработали электрод для сварки комбинированного типа. Каждый вид подходит для сварки конкретного материала. Он требует определенных условий работы с получением конкретного шва.
Признаки классификации электродов
Все типы электродов маркируются буквами, цифровым обозначением, каждое из которых соответствует определенному параметру. Классификация электродов придерживается следующих критериев:
Классификация видов сварки.
- марка металла;
- технология получения сварочных швов;
- толщина покрытия;
- вид тока;
- химический состав;
- состояние покрытия;
- присутствие вредных примесей.
В соответствии с ГОСТ 9467-75 материалы для дуговой сварки регламентируется определенным обозначением. Основными характеристиками, указанными в стандарте, являются:
- тип;
- марка;
- назначение;
- размер;
- материал покрытия;
- толщина;
- применение;
- вид тока.

Вернуться к оглавлению
Основные виды электродов
Схема сварочного электрода.
Металлические стержни, используемые для сварки, называются электродами. Они имеют много характерных отличий. Прежде всего, их подразделяют на металлические и неметаллические.
К неметаллическим относятся сварочные электроды:
- угольные;
- графитовые.
Стальные изделия также подразделяются на несколько групп:
- неплавящиеся;
- плавящиеся.
Первая группа делится на:
- торированные;
- нитрированные;
- лантанированные;
- вольфрамовые.
Плавящиеся электроды подразделяются на:
- покрытые;
- непокрытые.
Виды покрытия электрода для сварки.
Покрытые изготавливаются из:
- стали;
- чугуна;
- меди;
- алюминия;
- бронзы.
Непокрытые виды использовались очень давно, когда только начиналось применение этих изделий. Сегодня они представляют собой проволоку, которой варят с применением защитных инертных газов.
Сегодня они представляют собой проволоку, которой варят с применением защитных инертных газов.
В основном электроды всегда считались сварочными материалами различных видов:
- сварочный флюс;
- проволока;
- присадочные прутки;
- инертные газы.
Изделия подразделяются на следующие базовые группы:
- электроды для сварки высоколегированных сталей;
- для работы с разными конструкционными сталями;
- наплавки металла;
- сварочных работ с цветными сплавами;
- сварки чугунных изделий.
Вернуться к оглавлению
Электроды для сварки труб
Чем отличаются изделия для сварки труб? В основном это обыкновенный металлический стержень, сделанный из специальной сварочной проволоки, диаметр которой максимально достигает 5 мм. Стержень покрыт обмазкой слоем разной толщины.
Когда обмазка наносится тонким слоем, то ее масса не превышает одного процента от веса стержня. Когда слой очень толстый, масса достигает 30%.
Обмазка необходима для образования шлака.
Таблица выбора электрода от толщины металла и силы тока.
Иначе говоря, неметаллического сплава, масса которого меньше веса металла. При сварочных работах шлак поднимается вверх. В результате образуется защитное покрытие, закрывающее зону сварки. Такая защита уменьшает поглощение из воздушного пространства азота, от которого зависит качество получаемого шва.
Чтобы правильно выбрать материал, необходимо учесть характеристики материала трубы. Чтобы сварить высокоуглеродистые трубы, применяют виды электродов, имеющих рутиловое покрытие. Чтобы сварить оцинкованные трубы, лучше подобрать специальные электроды, которыми можно варить такие трубы.
Когда проводятся сварочные работы с оцинкованной поверхностью, цинк начинает закипать намного раньше стали. В результате происходит его сильное испарение во время нагрева. Вот почему производство швов на таких оцинкованных деталях требует особого типа электродов. Разработан специальный технологический процесс сварки.
Разработан специальный технологический процесс сварки.
Точно так же требуется специальная технология, когда необходимо сварить чугунные трубы. С этой работой прекрасно справляются электроды, основой которых является:
- медь:
- железо;
- никелевые сплавы.
Вернуться к оглавлению
Изделия для сварки высоколегированных сталей
Чтобы варить подобные стали, были разработаны специальные электроды, работающие с:
Схема сварки металла.
- жаростойкими сталями;
- жаропрочными сплавами;
- никелевой основой.
Сегодняшняя классификация всех высоколегированных сталей включает в эту группу сплавы, где:
- 45% железа;
- 10% легирующих добавок.
Сплав, имеющий никелевую основу, содержит более 55% никеля. Между этими сплавами промежуточное место отдано материалам, имеющим железоникелевую основу.
Надо сказать, что элементы для сварки высоколегированных сталей должны иметь рутиловое покрытие. Эти материалы имеют:
Эти материалы имеют:
- малую теплопроводность;
- высокое электрическое сопротивление скорости плавки.
Вернуться к оглавлению
Дополнительное деление
- Электроды для дуговой сварки.
Для таких изделий сварочным материалом является:
Способы зажигания электрода.
- штучный электрод;
- сварочная проволока.
- Штучные электроды.
Данные материалы также подразделяются на две группы: плавящиеся и неплавящиеся. Плавящиеся обязательно имеют покрытие. Их широко применяют в быту. Когда делаются сварочные работы, например, в гараже, их используют чаще всего.
Стержни, для того чтобы варить сталь, изготавливают из специальной сварочной проволоки. Она может быть:
- низкоуглеродистой;
- легированной;
- высоколегированной.
Государственным стандартом классифицируется 77 разновидностей стальной проволоки, предназначенной для производства штучных электродов самых разных диаметров.
Абсолютно различным действием обладает покрытие электродов:
- образование защитного слоя;
- стабилизация горения дуги;
- удаление вредных примесей;
- легирование.
Чтобы сварить цветные металлы и разные сплавы, для сварки подходят электроды плавящегося типа, которые изготавливают из:
Положение электрода при сварке деталей.
- алюминия;
- меди;
- никеля;
- бронзы;
- латуни.
Для того чтобы классифицировать все существующие группы электродов, за основу были взяты определенные признаки:
- назначение;
- технологические особенности;
- вид покрытия;
- химический состав;
- механические свойства;
- вид тока;
- полярность
- минимальное напряжение;
- качество;
- состояние поверхности;
- наличие вредных веществ.
В маркировке каждый параметр помечен соответствующей цифрой, имеет буквенное обозначение. Если электрод сваривает углеродистые стали, в обозначение включена буква У. При средней толщине рутилового покрытия обозначение выглядит СР. Предпоследняя единица сообщает, что такой электрод подходит для работы в любом положении. Если последней цифрой в маркировке стоит ноль, значит, электрод предназначен для постоянного тока.
При средней толщине рутилового покрытия обозначение выглядит СР. Предпоследняя единица сообщает, что такой электрод подходит для работы в любом положении. Если последней цифрой в маркировке стоит ноль, значит, электрод предназначен для постоянного тока.
Вернуться к оглавлению
И немного практических моментов
Таблица характеристик электродов.
Сегодня в основном строителями используются железобетонные конструкции, имеющие сборную технологию. Для этого применяют арматуру разного сечения. Она может быть:
- круглой;
- винтообразной.
Данный профиль арматуры дает возможность добиться лучшего сцепления бетона со сталью. Стержни приобретают увеличенную несущую способность.
На практике получила широкое распространение арматура, имеющая винтообразный профиль, изготовленная из Ст. 5. Применяются различные низколегированные стали.
Очень редко применяется в железобетоне арматура из термообработанной стали. Напряженная арматура изготавливается из стали особой прочности, которая обычно не варится.
Для соединения стержней разного диаметра стыковым способом применяется контактная сварка. Получаются сварные соединения, по прочности одинаковые с основным металлом. Однако для получения таких параметров необходимо, чтобы соотношение диаметров стержней сохранялось в диапазоне 1,25-1,50.
Когда выполняется сварка арматуры, изготовленной из Ст. 5, которая имеет высокое содержание углерода, точечные соединения получаются иногда достаточно хрупкими. Причем хрупкость соединения начинает сильно возрастать, когда увеличивается количество стержней, пересечение которых происходит в одном стыковочном узле.
Чтобы уменьшить хрупкость таких соединений, используют специальные технологические процессы, например, термическую обработку. Узел нагревается на машине точечной сварки, когда происходит замыкание электродов.
Полученные точечные соединения испытываются на прочность, для чего берутся специальные образцы, которые проходят испытания на разрывных устройствах.
Типы электродов, используемых при сварке
Сварочный электрод — это кусок проволоки или стержня, используемый в процессе сварки для соединения металлов. Сварочный электрод подключается к сварочному аппарату, по которому течет сварочный ток, и создает электрическую дугу для сплавления металлов для соединения. Также в некоторых случаях сам используемый электрод выступает в качестве наполнителя при соединении металлов.
Существуют различные типы электродов, используемых для сварки. При выборе электрода для сварки важно учитывать некоторые факторы, такие как предел прочности при растяжении, состав свариваемых металлов, положение сварки, конструкция соединения и т. д. Давайте рассмотрим различные типы электродов, используемых для сварки.
Типы сварочных электродов :
Сварочные электроды делятся на два типа: плавящиеся электроды и неплавящиеся электроды. Ниже представлена классификация электродов, используемых для дуговой сварки.
Неплавящиеся электроды:
Электроды, которые не расходуются в процессе сварки, т. е. не плавятся под действием тепла дуги и не плавятся на сварном шве, называются неплавящимися электродами. Электроды этого типа имеют высокую температуру плавления, и их задача заключается в создании электрической дуги. Поскольку электрод не является частью сварного шва, его можно использовать в течение более длительного времени.
е. не плавятся под действием тепла дуги и не плавятся на сварном шве, называются неплавящимися электродами. Электроды этого типа имеют высокую температуру плавления, и их задача заключается в создании электрической дуги. Поскольку электрод не является частью сварного шва, его можно использовать в течение более длительного времени.
Выбор электродного материала, используемого для сварки, не зависит от свариваемых основных металлов, в отличие от плавящихся электродов. Большинство неплавящихся электродов изготовлены из углерода, графита или вольфрама, а некоторые из методов сварки, в которых используются неплавящиеся электроды, включают сварку вольфрамовым электродом в среде инертного газа, сварку атомарным водородом, сварку угольной дугой и т. д.
Расходуемые электроды:
Электроды, которые плавятся под действием тепла, выделяемого дугой, и становятся частью сварного шва, называются плавящимися электродами. Другими словами, эти электроды расходуются в процессе сварки и впоследствии осаждаются на валике сварного шва. Основная характеристика расходуемых электродов заключается в том, что они имеют низкую температуру плавления, поэтому дуга плавит металлические детали, а также кончик электрода, который действует как наполнитель в зазоре.
Основная характеристика расходуемых электродов заключается в том, что они имеют низкую температуру плавления, поэтому дуга плавит металлические детали, а также кончик электрода, который действует как наполнитель в зазоре.
В зависимости от состава свариваемых металлов используются плавящиеся электроды из различных материалов. Обычно большая часть расходуемых электродов изготавливается из низколегированной стали или никелевой стали диаметром 2-8 мм и длиной 200-500 мм. Опять же, эти электроды различаются по типу присутствующего на них флюсового покрытия.
Расходуемые электроды подразделяются на следующие типы:
- Неизолированные электроды.
- Электроды с покрытием, 9 шт.0031
- Электроды с легким покрытием.
- Электроды с толстым покрытием.
Неизолированные электроды:
Эти электроды не покрыты флюсом. Эти электроды часто используются при автоматической и полуавтоматической сварке. Поскольку эти электроды плоские, шарики металла переносятся с электрода на изделие и подвергаются воздействию кислорода и азота в окружающем воздухе.
В связи с этим образуются некоторые неметаллические составляющие, которые задерживаются в застывающем металле шва. В результате снижается прочность и пластичность материала. Неизолированные электроды используются при более низком сварочном напряжении.
С этими электродами используются токи от 160 до 310 ампер в зависимости от их размера. Сварка может быть удовлетворительно выполнена голыми электродами с питанием постоянного тока, когда электрод подключен к отрицательной клемме.
Электроды с легким покрытием :
Электроды с легким покрытием представляют собой улучшенную версию электродов без покрытия, которые содержат слой покрытия толщиной в несколько десятых миллиметра. Это покрытие состоит из извести, смешанной с растворимым стеклом, которое действует как связующее. Основная цель легкого покрытия – улучшить стабильность дуги. Следовательно, это покрытие также называют стабилизированным покрытием.
Этот тип электрода обеспечивает лучшую защиту сварного шва от окисления. Они более выгодны по сравнению с неизолированными электродами. Они требуют более высокого сварочного напряжения и более низкого тока по сравнению с неизолированными электродами. Они используются для сварки второстепенных работ.
Они более выгодны по сравнению с неизолированными электродами. Они требуют более высокого сварочного напряжения и более низкого тока по сравнению с неизолированными электродами. Они используются для сварки второстепенных работ.
Электроды с толстым покрытием :
Электроды с толстым покрытием содержат толстый слой покрытия. Обычно применяемыми материалами для покрытия являются оксид титана, ферромарганец, кремнезем, мука, асбестовая глина, карбонат кальция и др. Эти электроды в основном используются для получения металла шва высокого качества за счет исключения образования оксидов и нитридов.
Преимущества электродов с покрытием в процессе сварки:
- Дуга, создаваемая электродами, стабилизируется, поскольку электроды с покрытием содержат стабилизирующие дугу материалы, такие как соединения Na, CaCo 3 , Ti и K.
- При использовании этих электродов скорость плавления увеличивается, что ускоряет сварку.
- Тенденция к деионизации дуги в момент нулевого тока при подаче переменного тока может быть преодолена с помощью электрода с покрытием путем создания покрывающих газов вокруг дуги, тем самым поддерживая ионизацию дугового промежутка.

- Когда на электроды нанесено покрытие, они становятся изолированными от внешней области. Таким образом, эти электроды можно использовать при больших токах.
- Использование этих электродов позволяет избежать разбрызгивания металла при сварке.
- При сварке удаляются загрязнения, присутствующие на поверхности свариваемого металла.
- С помощью этих электродов можно легко выполнять потолочную и вертикальную сварку.
- Покрытие на электроде защищает металл от загрязнения атмосферными условиями.
Таблица сварочных электродов
Электроды с покрытием из мягкой стали
E7018-X
| Е | Указывает, что это электрод |
| 70 | Указывает, насколько прочен этот электрод при сварке. Измеряется в тысячах фунтов на квадратный дюйм. |
| 1 | Указывает, в каких положениях сварки его можно использовать |
| 8 | Указывает используемое покрытие, проникновение и тип тока (см.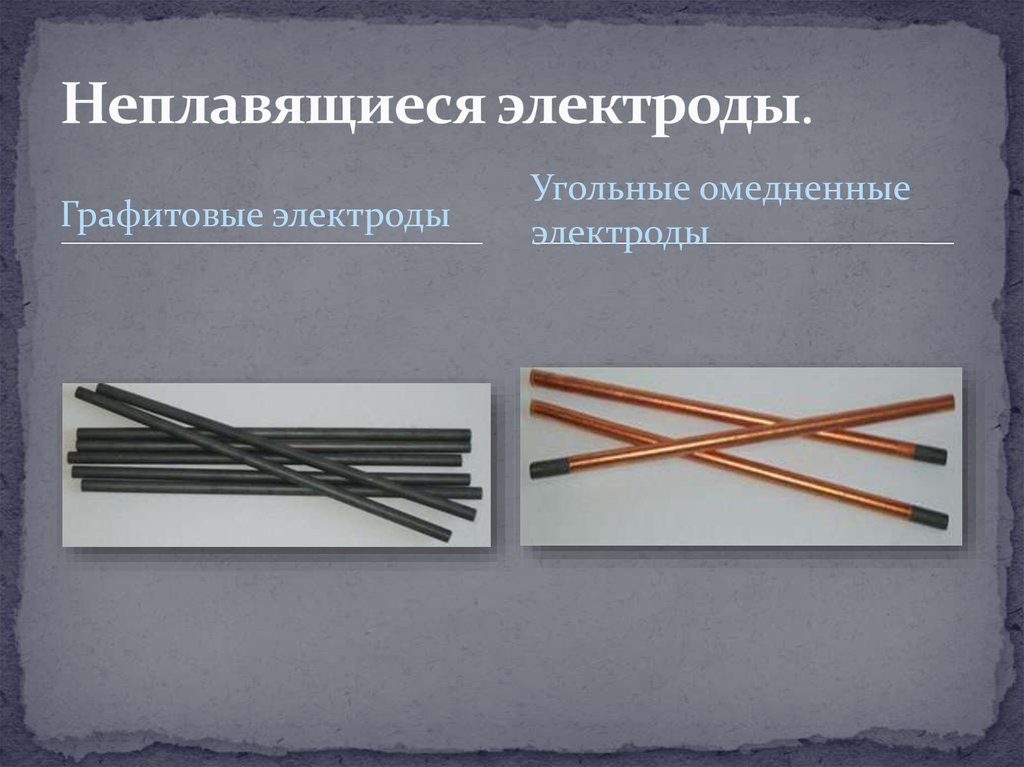 классификационную таблицу ниже) классификационную таблицу ниже) |
| Х | Указывает, что есть дополнительные требования. (См. Дополнительные требования ниже) |
Позиции сварки
1 Плоское, горизонтальное, вертикальное (вверху), над головой
2 Плоское, горизонтальное
4 Плоское, горизонтальное, над головой, вертикальное (внизу)
Плоское положение — обычно сварные швы с разделкой кромок, угловые швы только при сварке в виде буквы «V»
Горизонтальное — угловые швы, сварные швы на стенках (перемещение из стороны в сторону).
Вертикальный — сварка стен (перемещение вверх или вниз).
Накладной — сварка, которую нужно выполнять в перевернутом виде.
Электроды с покрытием из низколегированной стали
| E | Указывает, что это электрод |
| 70 | Указывает, насколько прочен этот электрод при сварке. Измеряется в тысячах фунтов на квадратный дюйм. Измеряется в тысячах фунтов на квадратный дюйм. |
| 1 | Указывает, в каких положениях сварки его можно использовать |
| 8 | Указывает используемое покрытие, проникновение и тип тока (см. классификационную таблицу ниже) |
| Х | Указывает, что есть дополнительные требования. (См. Дополнительные требования ниже) |
Положения сварки
То же, что и для электродов с покрытием из мягкой стали
Таблица классификации
| Класс | Покрытие электрода | Проходка | Тип тока |
| Exxx0 | Целлюлоза, натрий | Глубокий | AC, DCEP |
| Exxx1 | Целлюлоза, калий | Глубокий | AC, DCEN |
| Exxx2 | Рутил, натрий | Средний | AC, DCEP, DCEN |
| Exxx3 | Рутил, калий | Свет | DCEP, DCEN |
| Exxx4 | Рутил, железо, порошок, средний | АС | |
| Exxx5 | Низкий водород, натрий, средний | DCEP | DCEP |
| Exxx6 | Низкий водород, калий, средний | АС | AC, DCEN |
| Exxx7 | Железный порошок, железо, оксид | Средний | AC, DCEP |
| Exxx8 | Низкое содержание водорода, железо, порошок | Средний | AC, DCEP, DCEN |
| Exxx9 | Оксид железа, рутил, калий | Средний |
Дополнительные требования
| -1 | Повышенная ударная вязкость (ударная вязкость) для электродов Э7018.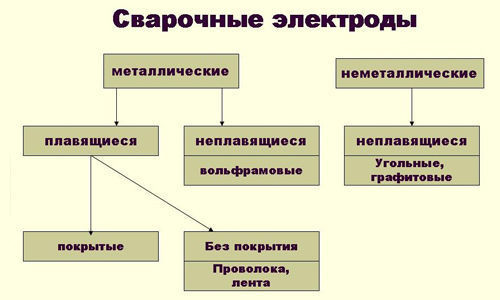 Также повышена пластичность электродов E7024 Также повышена пластичность электродов E7024 |
| -М | Удовлетворяет большинству военных требований — большая прочность, меньшее содержание влаги после воздействия, пределы диффузионного водорода для металла шва. |
| -h5 | Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм (мл/100 г). 4, 8 и 16 указывают на предел. Пример: -h5 = 4 мл на 100 грамм |
| -H8 | Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 граммов (мл/100 г) |
| -h26 | Цифры 4, 8 и 16 указывают предел. Пример: -h5 = 4 мл на 100 грамм |
Химические символы для элементов
| C | Углерод | Самый эффективный упрочняющий элемент для стали |
| Мн | Марганец | Упрочняющий элемент второй после углерода |
| Si | Кремний | Раскислитель, умеренный усилитель |
| Р | Фосфор | При слишком высоком уровне вызывает растрескивание |
| С | Сера | Вспомогательные средства при механической обработке — Проблемы с растрескиванием, такие как P |
| Кр | Хром | Твердость (низкая) — коррозионная стойкость (высокая) |
| Никель | Никель | Упрочняющий элемент — повышенная морозостойкость |
| Пн | Молибден | Прокаливаемость – высокотемпературное растяжение – сопротивление ползучести |
| Б | Бор | Очень небольшие количества повышают твердость |
| Медь | Медь | Коррозионная стойкость (низкая) – растрескивание (высокая) |
| Ал | Алюминий | Раскислитель — улучшает механические свойства |
| Ти | Титан | Удаляет: кислород, S, N и C |
| Н | Азот | Повышает прочность, но снижает прочность |
| № | Ниобий | Твердость — улучшает механические свойства (ранее колумбий [Cb]) |
| В | Ванадий | Твердость — улучшает механические свойства |
Таблица суффиксов
| Суффикс | Стальной сплав, тип | Суффикс Номер Описание | Суффикс Номер Описание |
| -А1 | Углерод-молибден | 0,40 — 0,65 Мо | |
| -В1 | Хром-молибден | 0,40–0,65 Кр | 0,40 — 0,65 Мо |
| -B2 | Хром-молибден | 1,00 — 1,50 Кр | 0,40 — 0,65 Мо |
| -Б2Л | Хром-молибден | Нижний карбон B2 | |
| -В3 | Хром-молибден | 2,00 — 2,50 Кр | 0,90 — 1,20 Пн |
| -Б3Л | Хром-молибден | Нижний карбон B3 | |
| -Б4Л | Хром-молибден | 1,75–2,25 Кр | 0,40 — 0,65 Мо |
| -В5 | Хром-молибден | 0,40–0,60 Кр | 1,00 — 1,25 Пн |
| -В6 | было | E502 4,6–6,0 | Кр 0,45 — 0,65 |
| -В8 | было | Е505 8,0 — 10,5 | Кр 0,8–1,2 |
| -С1 | Никелированная сталь | 2,00–2,75 Ni | |
| -C1L | Никелированная сталь | Низкоуглеродистый C1 | |
| -C2 | Никелированная сталь | 3,00–3,75 Ni | |
| -C2L | Никелированная сталь | Низкоуглеродистый C2 | |
| -C3 | Никелированная сталь | 0,80–1,10 Ni | |
| — НМ | Никель-молибден | 0,80 — 1,10 Ni | 0,40 — 0,65 Мо |
| -Д1 | Марганец-молибден | 1,00 — 1,75 Мн | 0,25–0,45 Мо |
| -Д2 | Марганец-молибден | 1,65 — 2,00 Мн | 0,25–0,45 Мо |
| -Д3 | Марганец-молибден | 1,00 — 1,80 Мн | 0,40 — 0,65 Мо |
| -В | Выветривание | Сталь Ni, Cr, Mo, Cu | |
| -Г | Химия не требуется | ||
| -М | Военный ранг | Может иметь больше требований |
| Класс | Мин. Прочность на растяжение Прочность на растяжение | Мин. Предел текучести |
| E60xx | 62 000 фунтов на кв. дюйм | 50 000 фунтов на кв. дюйм |
| E70xx | 70 000 фунтов на кв. дюйм | 57 000 фунтов на кв. дюйм |
| E80xx | 80 000 фунтов на кв. дюйм | 67 000 фунтов на кв. дюйм |
| E90xx | 90 000 фунтов на кв. дюйм | 77 000 фунтов на кв. дюйм |
| E100xx | 100 000 фунтов на кв. дюйм | 87 000 фунтов на кв. дюйм |
| E110xx | 110 000 фунтов на кв. дюйм | 95 000 фунтов на кв. дюйм |
| E120xx | 120 000 фунтов на кв. дюйм | 107 000 фунтов на кв. дюйм дюйм |
К началу страницы
Различные типы сварочных электродов и их применение [объяснение] PDF
В этой статье вы узнаете какие существуют типы сварочных электродов при сварке? Как и когда их использовать? Объяснение с картинки .
Если вам нужна эта статья в форме PDF , вы можете скачать ее в конце.
Что такое сварочная проволока?
Если вы энтузиаст-сделай сам, который сваривает всего пару раз, или профессиональный сборщик, который сваривает каждый день, выполнение процесса сварки требует большого мастерства. При сварке используются многие важные инструменты, такие как молотки, сварочные аппараты, перчатки, защитные очки и сварочные прутки.
Прежде чем мы рассмотрим различные типы сварочных электродов, давайте разберемся, что они из себя представляют. Сварочный стержень состоит из двух разных металлов, проволоки или наполнителей, которые при соединении их с основным металлом под воздействием электрического тепла соединяют две части металла вместе с гладкой поверхностью.
Сварочные стержни обычно используются при дуговой сварке в защитных газах (SMAW). Его также можно назвать сварочным электродом. Он в основном подает присадочный металл к заготовке и проводит электрический ток к дуге.
Выбор правильного сварочного электрода – сложная задача; использование неподходящего электрода может привести к плохому сварному шву. Чтобы вывести свое безупречное сварочное мастерство на новый уровень, вы должны хорошо разбираться в сварочных электродах. Поэтому мы обсудим и расскажем вам о наиболее распространенных сварочных электродах и их использовании. Давайте начнем.
Проверка: Каковы распространенные типы дефектов сварки? [Причины, меры по устранению]
Типы сварочных электродов
Если вы в основном не выполняете сварку TIG, вы будете использовать расходуемые электроды с использованием дуговой сварки с угольными электродами. Углеродные электроды обычно изготавливаются из угольного графита и не являются расходуемым материалом.
#1 Неплавящиеся электроды
Неплавящийся электрод остается целым, не меняет своих свойств и не плавится. Однако нерасходуемые палочки могут со временем изнашиваться из-за окисления или испарения. Единственной целью использования таких электродов является создание и поддержание электрической дуги.
Единственная проблема в том, что при работе с неплавящимися электродами необходимо вручную подавать наполнители. Эти электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG), угольной дуговой сварке (CAW) и сварке атомарным водородом (AHW). Неплавящиеся электроды в основном содержат угольные и вольфрамовые электроды.
№1 Угольные электроды
Угольный электрод создает электрическую дугу между электродом и склеиваемым материалом. Эта дуга создает температуру выше 3000 °C. Эти сварочные электроды более старые и менее распространены в сварке, хотя все еще используются.
Поскольку он генерирует высокую дугу, его сложно контролировать по сравнению с дугой других процессов. Он подходит для нагрева металлов и вырезания отверстий в металлах, но не используется для сварки тонких металлов.
Он подходит для нагрева металлов и вырезания отверстий в металлах, но не используется для сварки тонких металлов.
Вольфрамовый электрод №2
Вольфрамовые электроды подходят для дуговой сварки вольфрамовым электродом в среде инертного газа (TIG) или при выполнении плазменной сварки. Это самые популярные виды неплавящихся электродов.
Вольфрамовые электроды изготавливаются из чистого вольфрама или комбинации вольфрама и тория или вольфрама и циркония. Электроды из чистого вольфрама подходят для небольших работ с тонкими металлами, поскольку они не требуют большой силы тока.
Вольфрамо-циркониевый электрод используется для тяжелых металлов, но не так долговечен, как вольфрамо-ториевый электрод. Вольфрамовые ториевые электроды являются популярными типами, которые обеспечивают самые прочные сварные швы с высокой силой тока.
#2 Расходуемые электроды
Расходуемый электрод работает именно так, как кажется. Когда используются эти присадочные электроды, стержни расплавляются и расходуются, чтобы перекрыть зазор между основным металлом и другой металлической частью.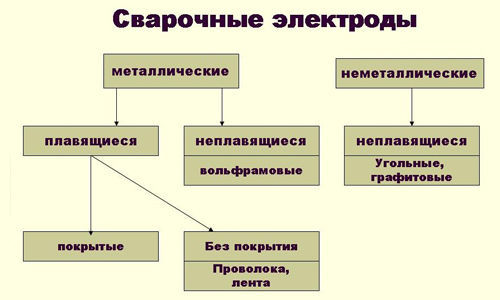 Плавящиеся электроды используются как при сварке MIG, так и при дуговой сварке.
Плавящиеся электроды используются как при сварке MIG, так и при дуговой сварке.
Плавящиеся электроды плавятся в процессе сварки, в отличие от неплавящегося электрода. Стандартными плавящимися электродами для сварки являются стержневые, сплошные и порошковые проволоки. Плавящиеся электроды далее классифицируются как электроды без покрытия или с покрытием для процесса дуговой сварки.
Неизолированные электроды обычно не имеют флюсового покрытия для защиты сварочной ванны, и сварка в основном используется для марганцовистой стали. Электроды с покрытием также подразделяются на три типа .
№1 Электроды со светлым покрытием
Электроды со светлым покрытием имеют тонкий слой флюса. Однако флюс не создает надежного защитного газа, защищающего сварочную ванну от таких загрязнителей, как фосфор или сера. Электроды с легким покрытием производят меньше шлака, чем электроды со средним или толстым покрытием, с коэффициентом покрытия около 1,25.
№2 Электроды со средним покрытием
Электрод со средним покрытием с коэффициентом покрытия 1,45. Они предлагают множество преимуществ, таких как исключительный контроль дуги, легко удаляемый шлак и возможность сварки в любом положении. Они в основном используются в морских буровых установках, строительстве мостов и сварке трубопроводов.
Они предлагают множество преимуществ, таких как исключительный контроль дуги, легко удаляемый шлак и возможность сварки в любом положении. Они в основном используются в морских буровых установках, строительстве мостов и сварке трубопроводов.
№3 Электроды с толстым покрытием
Электроды с толстым покрытием используются для получения высококачественного металла шва, сравнимого и даже превосходящего по механическим свойствам основной металл. Он имеет коэффициент покрытия от 1,6 до 2,2, что помогает образовывать эффективный защитный газ для защиты сварного шва при воспламенении сварочной ванны.
Читайте также: Различные типы металлов и их свойства [PDF]
Типы сварочных электродов
Ниже приведены распространенные типы сварочных электродов:
- Электрод из углеродистой стали с низким содержанием водорода
- Электроды из мягкой стали
- Электроды из нержавеющей стали
- Алюминиевые сварочные стержни
- Бронзовые сварочные стержни
#1 Электрод из углеродистой стали с низким содержанием водорода.
 для низкотемпературных применений. Всепозиционный электрод для сварки среднепрочных и мелкозернистых углеродистых сталей. Эти сварочные стержни имеют хорошие сварные швы, идеально подходящие для сварки и резки толстых материалов.
для низкотемпературных применений. Всепозиционный электрод для сварки среднепрочных и мелкозернистых углеродистых сталей. Эти сварочные стержни имеют хорошие сварные швы, идеально подходящие для сварки и резки толстых материалов.
Кроме того, он обладает впечатляющей долговечностью и обеспечивает легкое создание и удержание дуги. Они также эффективны при склеивании углеродистых и низколегированных сталей. Кроме того, после удлиненного штифта электрод демонстрирует отличные механические свойства.
№2 Электроды из мягкой стали
Электроды из мягкой стали изготовлены из высококачественного материала, но с низкой концентрацией отложений из углеродистой стали. Этот электрод работает при низком напряжении переменного тока (50 В) при любых условиях. Они обладают значительной прочностью на растяжение, чтобы поддерживать долгую дугу.
Они широко используются в судостроении, железнодорожных вагонах, трубопроводах и автомобильной промышленности. Кроме того, он обеспечивает ровную и стабильную сварочную дугу с низким уровнем разбрызгивания, отличной отделяемостью шлака и образованием мягкого наплавленного валика.
№3 Электрод из нержавеющей стали
Это основной электрод, обеспечивающий сварку низкоуглеродистой аустенитной нержавеющей стали. Он предназначен для обеспечения и поддержания стабильного качества сварки независимо от воздействия температуры и погодных условий.
Эти стержни обладают превосходной коррозионной стойкостью, гладкой сваркой и легким удалением шлака. Сварочные электроды обеспечивают потрясающую и долговечную проектную работу, которая только кричит о качестве и превосходном мастерстве.
#4 Сварочные электроды для алюминия
Эти сварочные электроды универсальны для сварки алюминия, подходят для сварки чистого алюминия и сварки различных алюминиевых сплавов. Он производит высококачественные сварные швы и обеспечивает прочные, плотные, пористые и безтрещинные наплавки.
Алюминиевые сварочные стержни могут работать практически с любым цветным металлом. Они просты в использовании, имеют высокую скорость сварки, меньше брызг и плавную работу.
#5 Сварочные стержни из бронзы
Сварочные стержни из бронзы используются почти только для соединения меди с разнородными металлами или для ремонта бронзовых деталей. Эти стержни также используются при пайке, когда используется присадочный металл. В этом случае он имеет более низкую температуру плавления, чем соседние металлы, чтобы закрыть зазор между заготовками.
Типы сварочных электродов в соответствии с их номерами
#1 6010
Изображение: sharkind.com
Электрод 6010 представляет собой электрод общего назначения, который эффективно выполняет сварку в вертикальном и потолочном положениях. Однако скорость осаждения электродов невелика. Это популярные типы, используемые для глубокого проникновения. Эти электроды подходят только для источников постоянного тока.
Этот электрод имеет очень тугую дугу, что может вызвать трудности у сварщиков-любителей. Электродной дугой 6010 легко управлять, она обеспечивает плоский сварочный валик с небольшим образованием шлака. Эти сварочные прутки предназначены для сварки труб и полевого строительства, кораблей, водонапорных башен, сосудов под давлением и стальных резервуаров для хранения.
Эти сварочные прутки предназначены для сварки труб и полевого строительства, кораблей, водонапорных башен, сосудов под давлением и стальных резервуаров для хранения.
#2 6011
Изображение: Indiamart.com
6011 сварочные прутки могут производить сварные швы с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм. Это всепозиционный электрод с мягкой дугой, минимальным разбрызгиванием, умеренным проплавлением и легко удаляемым шлаком. Этот электрод может работать как от источников переменного, так и постоянного тока.
Обеспечивает легко контролируемую дугу с глубоким проплавлением и высококачественным металлом сварного шва. Эти электроды подходят для новых и чистых материалов, более тонких материалов и более широких корневых отверстий. Сварочные электроды 6011 славятся ремонтом автомобилей, двигателей, сельскохозяйственной техники и других замасленных, ржавых и грязных предметов.
#3 6012
Изображение: Alibaba.com
6012 сварочные электроды — это электроды общего назначения, обеспечивающие превосходные шунтирующие характеристики, особенно для приложений с плохой подгонкой. Эти электроды имеют стабильную дугу и работают при больших токах с малым разбрызгиванием.
Эти электроды имеют стабильную дугу и работают при больших токах с малым разбрызгиванием.
Чрезвычайно универсальные, эти электроды могут быть совместимы с источниками переменного и постоянного тока. Для сварки, где требуется гладкий и чистый внешний вид, электрод 6012 — идеальный выбор. Этот электрод используется для сварки листового металла и других слаботочных приложений.
#4 6013
6013 сварочная проволока представляет собой универсальный электрод, обеспечивающий мягкую, устойчивую дугу, легко восстанавливаемую, легкий контроль шлака при сварке вертикально вниз, низкое разбрызгивание и красивый внешний вид валика. Он имеет сильное титановое покрытие и в основном используется для тонколистового металла.
Эти электроды можно использовать в любом положении с переменным или постоянным током (прямая или обратная полярность). Электроды 6013 сравнимы с электродами 6011 по прочности на растяжение, условиям сварки и видам тока. Эти типы сварочных стержней используются в новых строительных и производственных работах.
#5 7018
Изображение: Amazon.com
7018 сварочные электроды предназначены для сварки низко-, средне-, высокоуглеродистых сталей и высокопрочных низколегированных сталей. Это всепозиционный электрод с густым флюсом и высоким содержанием железного порошка, что делает его самым простым в использовании. Они подходят для источников питания переменного и постоянного тока.
Известно, что эти электроды обеспечивают плавную, тихую дугу с минимальным разбрызгиванием и умеренным проплавлением дуги. Этот стержень поможет вам правильно контролировать дугу и уменьшить послесварочные помехи. Эти сварочные стержни создают прочные сварные швы с минимальной прочностью на растяжение 70 000 фунтов на квадратный дюйм.
#6 7024
Изображение: prata-welding.com
7024 — это высокоскоростной электрод с толстым покрытием из железного порошка, используемый для высокоскоростной наплавки при горизонтальной сварке и сварке вниз. Они обеспечивают превосходную привлекательность для оператора, отличный внешний вид валика и самоочищающийся шлак.
Эти электроды также могут питаться от источника переменного или постоянного тока. Этот электрод имеет высокое содержание железного порошка, что помогает повысить скорость осаждения. Он может хорошо работать на стальной пластине толщиной не менее ¼ дюйма. Толстый и может использоваться на металлах размером более ½ дюйма.
Читайте также: Типы сварных соединений (подробно)
Что такое электродное покрытие?
Покрытия электродов изготавливаются из минералов, органических материалов, ферросплавов и порошков железа, связанных с силикатами натрия или калия. Он обеспечивает газовую защиту дуги, стабильность дуги легкого зажигания, защитный шлак, хорошую форму сварного шва и защищает расплавленный металл сварного шва.
Покрытие покрыто сравнительно качественным лаком, наносимым слоем от 1 до 3 мм. Вес такого покрытия составляет от 15 до 30% от веса электрода. Основной целью легкого покрытия является повышение стабильности дуги. Поскольку покрытие электрода хрупкое, можно использовать только электроды с прямым стержнем.
Преимущества покрытия
- Повышает стабильность дуги, добавляя определенные химические вещества, обладающие такой способностью, путем ионизации пути дуги.
- Поставляет флюс, помогающий удалять оксиды и другие примеси из расплавленных металлов.
- Уменьшает разбрызгивание металла сварного шва, когда покрытие горит медленнее, чем сердцевина.
- Замедляет скорость охлаждения сварного шва, чтобы предотвратить затвердевание.
Типы покрытий
Поскольку каждый тип электродного покрытия имеет много характеристик, уникальный химический состав каждого покрытия придает различные свойства. Существует множество различных типов покрытий, и обязательно изучите наилучшее применение каждого покрытия, чтобы убедиться, что вы выбрали правильное для своего проекта.
#1 Целлюлозное покрытие
Эти покрытия содержат около 1/3 целлюлозы и 2/3 других органических материалов. Под воздействием сварочной дуги материал разлагается с образованием трех различных газов: водорода, монооксида углерода и диоксида углерода, которые усиливают дугу.
За счет этого позволяет току глубже проникать в металл, в результате чего сварные швы получаются более прочными. Кроме того, он выделяет слой газа для защиты сварочной ванны от загрязнений. Целлюлозные покрытия доступны в различных химических смесях с уникальными свойствами и лучшими приложениями.
#2 Минеральное покрытие
Минеральные покрытия оставляют слой шлака поверх металла сварного шва. Хотя шлак может показаться раздражающим побочным эффектом, он служит полезной цели. Шлак электрода с минеральным покрытием остывает гораздо медленнее, чем электрод с целлюлозным покрытием.
Это дает загрязнениям время отфильтроваться на поверхности металла, не давая им нарушить структуру сварного шва.
#3 Mixture
Сочетает в себе целлюлозу и минералы и является популярным выбором среди производителей, так как предлагает лучшее из обоих химикатов. Поскольку эти покрытия содержат несколько компонентов и больше ингредиентов, химическое разнообразие дает несколько существенных преимуществ.
Защитный газ и защита от шлака на сварных швах могут быть невероятно полезными, особенно при работе с темпераментными основными металлами.
Значение номера, напечатанного на сварочных электродах
Система нумерации сварочных электродов может сначала показаться запутанной, но как только вы поймете номер, вам будет легко выбрать электрод для вашей работы. Эта система, разработанная AWS, сообщает, какое давление может выдержать стержень, правильное положение сварки, состав флюса и правильный выбор тока.
Как определить?
Наиболее широко используемыми сварочными электродами являются 7018, 7014, 6013, 6011 и 6010. Например, использование сварочного электрода 6010 позволяет определить предел прочности при растяжении по первым двум числам. Это число представлено фунтами на квадратный дюйм (psi).
Умножив 60 на 1000, вы получите 60 000 (psi), а это значит, что это давление, которое может выдержать сварной шов. Третий номер сварочного стержня определяет оптимальное положение для сварки. Используются только положения сварки 1, 2 и 4.
1 означает, что сварочный электрод можно использовать во всех положениях, 2 означает плоское или горизонтальное положение, а 4 означает верхнее или вертикальное положение. В случае со сварочной проволокой 6010 это означает, что ее можно использовать в любых условиях. Последнее число описывает материал флюса и подходящий для использования ток.
Цифра 0 означает, что стержень изготовлен из целлюлозы с высоким содержанием натрия, а подходящий ток сварочного электрода — DC+. Покрытие стержня изготавливается из различных металлов, которые перечислены ниже.
| Number | Material | Current |
|---|---|---|
| 0 | High cellulose sodium | DC+ |
| 1 | High cellulose potassium | AC, DC+, DC- |
| 2 | ||
| 5 | Low hydrogen sodium | DC+ |
| 6 | Low hydrogen potassium | AC, DC+ |
| 7 | High iron oxide, potassium powder | AC, DC+, DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC+, DC- |
Читайте также: Что такое контактная сварка? Его типы, работа и применение
Как выбрать сварочные электроды?
Теперь вы можете подумать, что знакомы с различными сварочными электродами, но выбрать один для конкретного применения по-прежнему сложно. Ниже приведены некоторые важные факторы, которые каждый сварщик должен учитывать при выборе электродов.
№1 Основной металл
Перед сваркой следует помнить одну вещь: состав основного металла. Во-первых, вы должны найти сварочный пруток, который точно соответствует основному металлу. Это повысит ваши шансы на получение прочного и стабильного сварного шва.
Если вы не уверены в составе основного металла, учитывайте следующие факторы:
#1 Внешний вид металла
Если вы работаете со сломанным куском металла, перед сваркой проверьте его текстуру. Шероховатая или зернистая поверхность означает, что вы работаете с чугунным металлом.
#2 Магнитный или немагнитный
Другой способ определения основного металла состоит в том, чтобы определить, является ли металл магнитным или немагнитным. Если он магнитный, велика вероятность легированной стали или углеродистой стали. Если он немагнитный, основным металлом может быть нержавеющая сталь, марганцевая сталь или цветной сплав, такой как латунь, алюминий, медь или титан.
#3 Тип искры
В дополнение к вышеизложенному, сварщик должен также проверить, какой вид искры дает основной металл один раз против шлифовального станка. Критическая роль здесь заключается в том, что чем больше разгорается его искра, тем выше содержание углерода в основном металле.
#2 Прочность на растяжение
Необходимо согласовать прочность на растяжение сварочного электрода с основным металлом. Если вы этого не сделаете, это может привести к растрескиванию, среди других блокировок. Чтобы определить предел прочности сварочного стержня, вам просто нужно проверить первые два числа. Я уже рассказывал вам о процессе проверки прочности на растяжение.
#3 Сварочный ток
Большинство сварочных электродов совместимы с источниками переменного и постоянного тока, а некоторые поддерживают обычные источники питания. Чтобы определить тип тока, который будет использоваться со сварочным стержнем, вам необходимо проверить четвертый номер стержня.
#4 Позиции сварки
Чтобы определить, для какой позиции подходит конкретный электрод, обратитесь к третьей цифре в системе AWS. 1 используется для плоского, горизонтального, вертикального и надземного положения, а 2 — только для плоского и горизонтального. Например, электрод 6010 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях.
#5 Технические характеристики и обслуживание
Обязательно оцените условия, в которых будет находиться сварная деталь во время ее эксплуатации. Если он используется в условиях высоких или низких температур, подверженных повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и высокой пластичностью уменьшит вероятность растрескивания сварного шва.
Аналогичным образом проверяйте технические характеристики сварки при работе с критически важными объектами, такими как сосуды под давлением или строительство котлов. В большинстве случаев эти сварочные спецификации требуют, чтобы вы использовали определенный тип электрода.
Заворачивание
Как я уже сказал, это, также известные как электроды, сварочные материалы, которые расплавляются и пропитываются в таких процессах, как сварка электродами. Сварочный стержень присоединяется к сварочному аппарату, создавая электрическую дугу между основным металлом.
Итак, на данный момент я надеюсь, что рассказал все о « Сварочных электродах ». Если у вас остались сомнения или вопросы по этой теме, вы можете связаться с нами или задать в комментариях. Если вам понравилась эта статья, то, пожалуйста, поделитесь ею с друзьями.
Хотите получать бесплатные PDF-файлы прямо на свой почтовый ящик? Тогда подпишитесь на нашу рассылку.
[jetpack_subscription_form show_subscribers_total = «false» button_on_newline = «false» custom_font_size = «16px» custom_border_radius = «0» custom_border_weight = «1» custom_padding = «15» custom_spacing = «10» color submit_button_classes = «has-contrast has-border-border» -background has-accent-background-color» email_field_classes = «has-contrast-border-color» show_only_email_and_button = «true» success_message = «Успех! Только что было отправлено письмо для подтверждения вашей подписки. Пожалуйста, найдите письмо сейчас и нажмите «Подтвердить подписку», чтобы начать подписку».]
Загрузите PDF-файл этой статьи:
Нажмите здесь, чтобы загрузить
Вы можете прочитать больше в нашем блоге:
- Различные типы плоскогубцев: как использовать? с [Изображениями и PDF]
- 31Различные типы гаечных ключей и их использование [Полное руководство]
- Что такое долото? Его типы, части, методы и меры предосторожности.
Что такое сварочные электроды? Полное руководство
Что такое сварочные электроды?
Сварочные электроды — это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги. Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки.
Электрод представляет собой металлическую проволоку с покрытием. Он изготовлен из материалов, аналогичных свариваемому металлу. Для начала существуют плавящиеся и неплавящиеся электроды. При электродуговой сварке защитным металлом (SMAW), также известной как электродуговая сварка, электроды являются плавящимися, что означает, что электрод расходуется во время его использования и плавится вместе со сварным швом.
При сварке вольфрамовым электродом в среде инертного газа (TIG) электроды неплавятся, поэтому они не плавятся и не становятся частью сварного шва. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) или сварке MIG в электроды непрерывно подается проволока. Дуговая сварка с флюсовой проволокой требует непрерывной подачи расходуемого трубчатого электрода, содержащего флюс.
ПОДРОБНЕЕ: Что такое сварка?
Как выбрать сварочные электроды?
Стержневые электроды доступны в широком диапазоне типов, каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока. При выборе сварочной проволоки необходимо учитывать несколько факторов:
- Свойства основного металла
- Прочность на растяжение
- Сварочный ток
- Толщина основного металла, форма и подгонка соединения
- Положение сварки
- Спецификация и условия эксплуатации
- Условия окружающей среды
Прежде чем включить аппарат и взять электрододержатель, узнайте больше о каждом из этих факторов.
Свойства основного металла
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
- Как выглядит металл? Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
- Является ли металл магнитным? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
- Какие искры испускает металл при касании болгаркой? Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.

Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, такой как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хром-молибден или чугун.
Прочность на растяжение
Чтобы предотвратить растрескивание или другие дефекты сварного шва, минимальный предел прочности электрода на растяжение должен соответствовать пределу прочности основного металла. Вы можете определить прочность стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода.
Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как результат, будет хорошо работать со сталью с аналогичной прочностью на растяжение.
Сварочный ток
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока (см. 9).0005
Тип используемого тока также влияет на профиль проплавления полученного сварного шва. Например, электрод, совместимый с DCEP, такой как E6010, обеспечивает глубокое проплавление и создает чрезвычайно тугую дугу.
Он также может «продираться» через ржавчину, масло, краску и грязь. Электроды, совместимые с DCEN, такие как E6012, обеспечивают мягкое проплавление и хорошо работают при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Электрод, совместимый с переменным током, такой как E6013, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка шва
Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости), чтобы выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например, 6013. Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов.
Вы также захотите оценить конструкцию и подгонку шарнира. Если вы работаете с соединением с плотной посадкой или без фаски, используйте электрод, который обеспечивает дугу копания для обеспечения достаточного провара, например, E6010 или E6011. Для материалов с широким корневым отверстием выберите электрод, например, E6012, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
Позиция сварки
Чтобы определить, для какой позиции подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Вот как расшифровывается квалифицированное электроосаждение:
- 1 = плоское, горизонтальное, вертикальное и потолочное
- 2 = только плоское и горизонтальное
Например, электрод 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном позиции.
Спецификация и условия эксплуатации
Обязательно оцените условия, с которыми свариваемая деталь будет сталкиваться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур, подвергающихся повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания сварного шва.
Кроме того, обязательно ознакомьтесь со спецификациями сварки, если вы работаете с критическими приложениями, такими как изготовление сосудов высокого давления или котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.
Окружающие условия работы
Для достижения наилучших результатов необходимо всегда удалять избыточную прокатную окалину, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость перемещения.
Если очистка основного металла невозможна, электроды E6010 или E6011 создают глубоко проникающую дугу, способную прорезать загрязнения.
Как прочитать код на стержневых электродах?
Американское общество сварщиков (AWS) имеет систему нумерации, которая предлагает информацию о конкретном электроде, например, для какой области применения его лучше всего использовать и как его следует использовать для достижения максимальной эффективности.
| Digit | Type of Coating | Welding Current | |
| 0 | High cellulose sodium | DC+ | |
| 1 | High cellulose potassium | AC, DC+ or DC- | |
| 2 | High titania sodium | AC, DC- | |
| 3 | High titania potassium | AC, DC+ | |
| 4 | Iron powder, titania | AC, DC+ or DC- | |
| 5 | Low hydrogen sodium | DC+ | |
| 6 | Low hydrogen potassium | AC, DC+ | |
| 7 | Высокий оксид железа, порошок калия | AC, DC+ OR DC- | |
| 8 | Low Hydrogen Cotassium, Железный порошок | 8 | . |
Буква «E» указывает на электрод для дуговой сварки. Первые две цифры 4-значного числа и первые три цифры 5-значного числа обозначают предел прочности при растяжении. Например, E6010 означает предел прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), а E10018 означает предел прочности 100 000 фунтов на квадратный дюйм.
Предпоследняя цифра указывает позицию. Так, «1» означает всепозиционный электрод, «2» — плоский и горизонтальный электрод, а «4» — плоский, горизонтальный, вертикальный вниз и верхний электрод. Последние две цифры указывают тип покрытия и сварочный ток.
| E | 60 | 1 | 10 |
| .0090 | Тип покрытия и ток |
Что такое покрытие сварочного электрода?
Покрытия электродов должны обеспечивать газовую защиту дуги, легкое зажигание и стабильность дуги, защитный шлак, хорошую форму сварного шва и, что наиболее важно, газовую защиту, потребляющую окружающий кислород и защищающую расплавленный металл сварного шва.
Доступны различные типы электродов, тип часто определяется характером покрытия.
Покрытие электрода покрывается относительно качественным покрытием, наносимым слоем от 1 до 3 мм. Масса такого покрытия составляет от 15 до 30 % от массы электрода. Большая часть сварки выполняется покрытыми электродами. Это ограничивает процесс медленной ручной операцией. Если флюсовое покрытие помещается внутрь длинной трубки, то электрод может быть в виде оголенной проволоки в виде катушки.
Затем процесс экранированной дуги можно сделать непрерывным и автоматическим. Основная цель легкого покрытия — повысить стабильность дуги; покрытие также называют ионизирующим покрытием. Поскольку покрытие электрода хрупкое, можно использовать только прямые стержневые электроды.
Назначение покрытий электродов
- Улучшение стабильности дуги за счет использования определенных химических веществ, обладающих такой способностью путем ионизации пути дуги
- Создание защитной газовой атмосферы для предотвращения поглощения кислорода, водорода и азота расплавленный металл.
- Защитный шлак над горячим металлом
- Обеспечьте флюс, помогающий удалить оксиды и другие примеси из расплавленных металлов
- Уменьшите разбрызгивание металла шва – когда покрытие выгорает медленнее, чем сердцевина.
- Действует как раскислитель
- Замедляет скорость охлаждения сварного шва (из-за защитного слоя шлака) для предотвращения затвердевания.
- Покрытия обычно являются изоляторами электричества и поэтому предотвращают использование электродов в узких канавках и т. д.,
Типы покрытий:
Несмотря на то, что каждый тип электродного покрытия обладает универсальными характеристиками, уникальный химический состав каждого отдельного покрытия обеспечивает различные свойства. Обязательно изучите лучшие области применения каждого покрытия, чтобы убедиться, что вы выбрали то, которое хорошо подходит для вашего проекта.
Целлюлоза:
Эти покрытия примерно на одну треть состоят из целлюлозы и на две трети из других органических материалов. Под воздействием сварочной дуги материалы разлагаются с образованием трех отдельных газов — водорода, монооксида углерода и диоксида углерода, которые усиливают дугу. Эта дополнительная прочность позволяет току глубже проникать в металл, что приводит к более прочным сварным швам.
Целлюлозные покрытия также выделяют слой газа для защиты сварочной ванны от загрязнений. Слой газа создает барьер между металлом и другими элементами, такими как кислород, азот и водород, которые могут создавать пористость в сварном шве. Пористость — это яд для сварного шва, поэтому использование электродов с целлюлозным покрытием позволяет обеспечить более высокое качество сварных соединений.
Целлюлозные покрытия производятся из различных химических смесей, каждая из которых имеет свои уникальные свойства и наилучшее применение. В то время как целлюлозный компонент рецепта является общим практическим правилом, дополнительные органические материалы сильно различаются.
Минеральные:
Минеральные покрытия оставляют слой шлака на сварном шве. Хотя шлак может показаться раздражающим побочным эффектом, на самом деле он служит очень полезной цели. Шлак электрода с минеральным покрытием остывает гораздо медленнее, чем электрод с целлюлозным покрытием и свариваемый материал под ним.
Это дает время фильтровать примеси на поверхность металла, не давая им нарушить структуру сварного шва.
Смесь:
Покрытия электродов с комбинацией целлюлозы и минералов являются популярным выбором среди производителей, поскольку они сочетают в себе лучшее из обоих миров. Поскольку эти покрытия могут содержать от нескольких компонентов до более 10 различных ингредиентов, химическое разнообразие этих покрытий обеспечивает ряд значительных преимуществ.
Наличие защитного газа и защиты от шлака на сварном шве может быть невероятно полезным при работе с особенно темпераментными основными металлами.
Наиболее распространенные покрытия электродов:
Несмотря на то, что существуют определенные области применения, требующие особых покрытий электродов и характеристик, это пять наиболее распространенных покрытий сварочных электродов, которые вы, вероятно, увидите.
Целлюлозные электроды:
Целлюлозные электроды, хорошо подходящие для вертикального расположения, оставляют после себя очень тонкий, легко удаляемый слой шлака. Целлюлозные покрытия при нагревании распадаются на водород и углекислый газ. Это обеспечивает эффективный слой защитного газа над сварочной ванной.
Однако это также может подвергнуть сварной шов риску водородного охрупчивания. В чистом виде целлюлозные покрытия лучше всего работают с DC. Однако добавление в покрытие различных элементов также может позволить использовать его с AC. Целлюлозные электроды обеспечивают такую же легкость, как и рутиловое покрытие, но с более глубоким проникновением и менее проблемным образованием шлака.
Электроды с рутилом:
Почти идентичны целлюлозе, основное отличие состоит в том, что рутил содержит более высокий процент диоксида титана. Это создает газовую защиту из кислорода, азота, углерода и водорода, что делает рутиловые электроды хорошо подходящими для сварки низкоуглеродистой стали.
Однако шлак электродов с рутиловым покрытием может оставлять следы титана в наплавленном металле. Добавление целлюлозы в покрытия электродов с рутиловым покрытием обеспечивает дополнительную защиту сварочной ванны. Эти электроды выделяют более низкий уровень выбросов как брызг, так и дыма и отлично подходят для использования во всех положениях.
Электроды из оксида железа:
Хорошо подходят для использования как с переменным, так и с постоянным током, электроды из оксида железа образуют шлак, который очень легко удалить из сварного шва. Химический состав этого покрытия с высоким содержанием кислорода может привести к образованию сварочных отложений, которые имеют меньшую общую прочность.
Однако риск водородного охрупчивания значительно ниже, чем при использовании целлюлозных электродов. Электроды из оксида железа обеспечивают отличный контроль дуги и обеспечивают аккуратное и точное размещение валика.
Основные электроды:
Также называемые водородосодержащими электродами, эти электроды требуют более тщательного ухода перед сваркой. Электроды необходимо хранить в сухом месте и прокаливать перед использованием. Несоблюдение этого требования может привести к нестабильному химическому составу покрытия, что приведет к нарушению структуры сварного шва.
Основные электроды выделяют низкий, контролируемый уровень содержания водорода, который сводит к минимуму риск пористости и растрескивания сварного шва. При правильном хранении и обслуживании эти электроды являются отличным вариантом для работы со сталью.
Электроды из порошка железа:
Эти электроды представляют собой разновидности других электродных покрытий, получаемых в результате добавления в смесь порошка железа. Металлические порошки становятся все более популярным дополнением к смесям для покрытия электродов, поскольку они могут помочь повысить эффективность и общее качество сварки. Силовые электроды из железа представляют собой распространенную разновидность целлюлозных электродов, которые позволяют использовать электрод с переменным током.
При работе с типом сварки, для которого требуются отдельные электроды с покрытием, уделите время изучению различных доступных вариантов, которые могут решить успех или разрушить проект. При выборе электрода не забудьте учитывать дополнительные факторы, такие как положение, прочность на растяжение и металлы сердцевины.
типы сварочных электродов
Стержни, используемые для MIG и сварки электродами, являются примерами расходуемых электродов. У них есть присадочный материал, который плавится, образуя сварные швы.
Сварка ВИГ, с другой стороны, использует неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за его высокой температуры плавления. Он просто подает электрическую дугу для сварки. Присадочный материал подается с помощью проволоки, подаваемой вручную.
Следовательно, основное различие между ними заключается в том, что плавящиеся электроды плавятся, а неплавящиеся — нет.
Эти две категории также имеют несколько типов электродов.
Плавящиеся электроды
Плавящиеся электроды являются ключом к дуговой сварке электродом, MIG и порошковой проволокой. Плавящиеся электроды, используемые для электродуговой сварки, называются штучными электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием.
1. Электроды со светлым покрытием
Как видно из названия, электроды со светлым покрытием имеют на своей поверхности тонкое покрытие, которое наносится распылением и кистью.
Эти электроды и их покрытия изготовлены из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл.
Световое покрытие служит еще одной важной цели. Это покрытие снижает содержание примесей, таких как сера и оксид, что обеспечивает более высокое качество сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов.
Поскольку покрытие тонкое, образующийся шлак не слишком толстый. Экранированные дуговые электроды имеют некоторое сходство с электродами со светлым покрытием. Главное отличие в том, что они имеют более толстое покрытие. Эти сверхпрочные электроды подходят для сварки в более сложных условиях, например, для сварки чугуна.
2. Неизолированные электроды
Использование неизолированных электродов может быть затруднительным, поскольку дуга несколько нестабильна и ее трудно контролировать. Легкое покрытие повышает стабильность электрической дуги, тем самым облегчая вам управление. Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали.
3. Экранированные дуговые электроды
Экранированные дуговые электроды имеют три различных типа покрытий, которые служат различным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты зоны сварки. Второй тип покрытия имеет минералы, образующие шлак. Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Защитные дуговые электроды создают слой защитного газа, который образует эффективный барьер, защищающий горячую зону сварки от загрязнения и коррозии со стороны окружающего воздуха. Это приводит к более прочным и надежным сварным швам. Нагретая зона сварки должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом, что приводит к образованию хрупких, пористых и непрочных сварных швов.
Электроды с экранированной дугой сводят к минимуму содержание серы, оксидов и других типов примесей в основном металле, обеспечивая ровные, гладкие и чистые сварные швы. Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание.
Защитные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак кажется трудным для удаления, но он служит полезной цели. Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными.
Неплавящиеся электроды
Неплавящиеся электроды проще для понимания не только потому, что они не плавятся, но и потому, что их всего два типа.
1. Угольные электроды
Первый тип – это угольные электроды, которые используются как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия.
Американское общество сварщиков не выпустило спецификаций для этого типа электродов. Однако для угольных электродов существуют военные спецификации.
2. Вольфрамовые электроды и их различные виды
Вторым видом неплавящихся электродов являются вольфрамовые электроды, которые используются для сварки TIG. Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5 % циркония (с коричневой маркировкой), вольфрама с 2 % тория (с красной маркировкой) и вольфрама, содержащего 1 % тория (с коричневой маркировкой). желтые отметки).
Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. Этому есть две причины. Во-первых, чистый вольфрам не обладает долговечностью и прочностью вольфрамовых сплавов. Во-вторых, чистый вольфрам может иметь проблемы с большими токами.
Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5% дают отличные результаты при работе с переменным током. Они являются улучшением по сравнению с чистым вольфрамом, но не так хороши, как вольфрамовые электроды с содержанием тория.
Вольфрамовые электроды с содержанием тория 1-2% являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов. Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама. Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
При использовании вольфрамового электрода лучше использовать максимально допустимый ток, если они имеют гладкую цилиндрическую форму, иначе становится трудно контролировать дугу и поддерживать ее.
Для лучшего контроля и стабильности дуги следует заточить кончики этих электродов до остроты, то есть нужно сделать кончики коническими. Если вы сделаете это, вам придется выбирать аппараты с контактным пуском вместо сварочных аппаратов постоянного тока.
Помните, что вольфрамовые электроды с торием и цирконием будут иметь повышенную износостойкость по сравнению с электродами из чистого вольфрама, если вы выберете конические электроды с пуском касанием.
4 типа сварочных электродов【Понять разницу】 —
Сварка — это универсальная область, чтобы попасть в нее и стать профессиональным сварщиком, вам необходимо иметь достаточные знания о различных процедурах сварки, типах сварочных электродов и их использовании. Существует широкий спектр электродов, каждый электрод обладает своими уникальными свойствами. характеристика и предназначена для определенной цели .
Выбор подходящих электродов очень важен для любого сварочного проекта, так как неподходящие электроды могут повредить сварной шов. Следовательно, эта статья поможет вам изучить различные типы сварочных стержней, стержней, их различные функции и кодирование.
Содержание
- Типы сварочных процедур
- Что такое сварочная проволока?
- Сколько типов сварочных прутков существует?
- Расходные электроды:
- с голой электрод:
- Электрод с покрытием:
- Электрод с световым покрытием:
- Электроды с покрытием среднего покрытия:
- Электроды с высоким покрытием:
- 8. Non-Cons Electrodes OR ELELTRODES OR ELELTRODES OR. :
- Вольфрамовый электрод: 9 шт.0029
- Расходные электроды:
- Что такое сварка электродами?
- Типы сварки палочек:
- 6010:
- 6011:
- 6012:
- 6013:
- 7018:
- 7024:
- Типы сварки палочек:
- .
- Пример:
Типы сварочных процедур
Прежде чем получить некоторые знания о различных типах сварочных электродов, вы должны начать с основ. Ниже приведены четыре основных типа сварочных процедур.
- TIG – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- MIG – Дуговая сварка металлическим газом (GMAW)
- Порошковая проволока – Дуговая сварка порошковой проволокой (FCAW)
- Стержень – Дуговая сварка в защитном металле (SMAW)
Для получения более подробных сведений о процедурах сварки нажмите здесь
Что такое сварочная проволока?
Сварочный стержень, также известный как сварочный электрод, используется для приклеивания двух или более основных металлов. Это металлический стержень с различным покрытием, диаметром и длиной. Этот сварочный стержень создает электрическую дугу, когда через него проходит ток, тем самым выделяя достаточно тепла, чтобы расплавить и сплавить основной металл для сварки.
Кроме того, сварочная проволока имеет внешнее покрытие, которое помогает защитить металл от любых повреждений, контролировать провар, облегчить удаление шлака, свести к минимуму разбрызгивание, улучшить сварной шов и стабилизировать дугу.
Перед выбором подходящего электрода для любого сварочного проекта необходимо принять во внимание несколько факторов. Выбор подходящего сварочного электрода зависит от следующих характеристик, материала основного металла, типа используемого тока, толщины основного металла и т. д. .
Поэтому очень важно иметь некоторую информацию о сварочных электродах, поскольку неправильный выбор может ухудшить весь процесс сварки.
Сколько существует типов сварочных электродов?
В процессе сварки используются два типа сварочных электродов: плавящиеся и неплавящиеся электроды.
Расходуемые электроды:
Расходуемые электроды, как следует из их названия, расходуются в процессе сварки . При эксплуатации они претерпевают значительные изменения в своей структуре. Следовательно, они действуют как присадочный металл, который расплавляется вдоль основного металла, становясь частью сварочного соединения.
Выбор плавящихся электродов очень важен, так как они расходуются во время сварки. Поэтому плавящийся электрод должен быть химически совместим со свариваемым металлом.
Расходуемые электроды можно дополнительно разделить на категории в зависимости от их материалов и количества покрытия или флюса на электроде. Наиболее часто используемые расходуемые электроды представляют собой различные типы стали, например. никелевая сталь, низколегированные сплавы и т. д.
Расходуемые электроды используются сварочными аппаратами в среде инертного газа (MIG) и аппаратами для дуговой сварки в среде защитного металла (SMAW) , также известными как аппараты для дуговой сварки или для дуговой сварки .
Плавящийся электрод, используемый для электродуговой сварки, дополнительно подразделяется на две категории:
Неизолированный электрод:
Как следует из названия, это электрод из присадочного металла, содержащий без покрытия . Таким образом, он в основном используется в ситуациях, когда электроды с покрытием не нужны.
Электрод с покрытием:
Этот электрод в основном предпочитают сварщики. Он имеет гибкое покрытие и делится на три категории в зависимости от коэффициента покрытия. Коэффициент покрытия определяется как отношение диаметра жилы к диаметру электрода. Ниже приведены три категории:
- Электроды с легким покрытием
- Электроды со средним покрытием
- Электроды с толстым покрытием
Электрод с легким покрытием:
Как следует из названия, эти электроды имеют тонкое покрытие на поверхности, наносимое с помощью распылителя или кисти. Они имеют коэффициент покрытия 1,25 . Его тонкое покрытие помогает уменьшить примеси, такие как оксид, фосфор, сера. Кроме того, это также помогает повысить стабильность дуги. С помощью электродов со светлым покрытием создается ровный и надежный валик сварного шва. Например, электрод Цитобест от АО
Кроме того, из-за тонкого покрытия образующийся шлак не такой густой. Таким образом, шлак образуется в меньшем количестве по сравнению с электродами со средним и толстым покрытием.
Однако эти электроды не подходят для сварки с высокими требованиями, т.е. сварка чугуна.
Электроды со средним покрытием:
Электроды со средним покрытием часто используются профессиональными сварщиками. Они имеют коэффициент покрытия 1,45 и могут сваривать во всех положениях. Например, Оверкорд. Шлак легко удаляется. Кроме того, они чаще всего используются в процессах сварки с высокими требованиями, например. мостовые и хозяйственные строительные конструкции и т. д.
Электроды с высоким покрытием:
Электроды с высоким покрытием обладают наибольшим коэффициентом покрытия от 1,6 до 2,2. Например, цитофин. Эти электроды имеют четко определенный состав и представлены тремя различными типами: электроды с целлюлозным покрытием, электроды с минеральным покрытием и электроды с целлюлозным и минеральным покрытием.
Неплавящиеся или тугоплавкие электроды:
Неплавящиеся электроды, как следует из их названия, не плавятся и не расходуются в течение всего процесса сварки . В этих электродах используется материал с высокой температурой плавления, т.е. Точка плавления чистого вольфрама 6150°F, температура плавления углерода 6700°F. Неплавящиеся электроды используются сварщиками TIG .
Угольный электрод:
Он состоит из углеродного графита и используется как для резки, так и для дуговой сварки. Однако никаких спецификаций для этого электрода Американское общество сварщиков не выпускало. Для этих электродов существуют военные спецификации, и военные США до сих пор используют электроды с угольной дугой для сварки и резки.
Вольфрамовый электрод:
Это металлический электрод без наполнителя, который используется для сварки вольфрамовым электродом в среде инертного газа (TIG) . Как следует из их названия, эти электроды состоят из вольфрама, циркония и тория. Ниже приведены их типы:
- Чистый вольфрам (имеют зеленую маркировку)
- Вольфрам, содержащий 1% тория (имеют желтую маркировку)
- Вольфрам, содержащий 2% тория (имеют красную маркировку)
- Вольфрам, содержащий 0,3-0,5% циркония (имеют коричневые маркировки)
Поскольку электроды из чистого вольфрама сталкиваются с проблемами при токе высокого напряжения и не обладают прочностью и долговечностью, их применение ограничено. Поэтому они обычно используются для тонких металлов в небольших сварочных проектах.
Вольфрамовые электроды с 0,3-0,5% циркония лучше, чем чистый вольфрам, но не так долговечны, как вольфрамо-ториевые электроды. Эти электроды дают блестящие результаты с переменным током и хороши для тяжелых металлов.
Вольфрамовые ториевые электроды являются наиболее широко используемыми неплавящимися электродами, поскольку они могут использоваться для токов высокого напряжения по сравнению с чистым вольфрамом. Кроме того, в отличие от других вольфрамовых электродов, они имеют высокое сопротивление, лучший контроль дуги и служат дольше.
Что такое сварка электродом?
Дуговая сварка в защитном металле (SMAW) также известна как дуговая сварка. Это наиболее распространенная и широко используемая процедура при ремонте сваркой. Поскольку электрод, используемый в этом процессе, имеет форму «стержня», общее слово, используемое в промышленности для этого типа сварки, — «сварка электродом».
Сварка электродом использует электричество (переменного или постоянного тока) для выработки тепла, которое, в свою очередь, расплавляет электрод и основной металл, чтобы сплавить две поверхности. Ниже приводится оборудование для сварки электродами:
- Электроды/стержни для сварки электродов
- Держатель электрода/стержня
- Источник постоянного напряжения
- Групповой зажим
Типы сварочных электродов:
Теперь, когда вы знаете, что такое электродуговая сварка и как она работает, давайте узнаем о различных типах сварочных электродов или электродов и их различных целях. Независимо от того, насколько вы хороший или профессиональный сварщик, вам необходимо выбрать соответствующий электрод для хорошего результата сварки.
Несмотря на то, что существует много типов сварочных стержней, таких как 7014 и 7016, наиболее распространенными и часто используемыми являются E6010, E6011, E6013, E7018 и E7024 диаметром от 1/8 до 5/32 дюйма.
6010:
Это наиболее часто используемые сварочные электроды, которые позволяют выполнять сварку во всех положениях и содержат покрытие из натрия с высоким содержанием целлюлозы . Следовательно, они подходят только для источников питания DC+ .
Обеспечивает более глубокое проникновение и может проникать сквозь ржавые, масляные, грязные и корродированные металлические поверхности. Из-за чрезвычайно узкой дуги неопытным сварщикам может быть трудно справиться с ними.
Идеально подходит для технического обслуживания и ремонта и чаще всего используется в трубопроводах, кораблях, мостах, водонапорных башнях, зданиях, резервуарах, фитингах сосудов высокого давления и т. д.
6011:
Он содержит большое количество целлюлозно-калиевого покрытия , что делает его пригодным как для источников питания переменного, так и постоянного тока . Следовательно, удобно решать, какой ток работает лучше всего.
Кроме того, он обеспечивает проплавление во всех положениях с минимальным разбрызгиванием, легко удаляемым шлаком и мягкой дугой. Как и 6010, он также обеспечивает более глубокое проникновение, что делает его пригодным для копания в грязных, жирных и корродированных металлах.
Поскольку он образует плоские сварные швы, его единственным недостатком может быть образование ряби, что может привести к грубой отделке.
6012:
Он имеет покрытие с высоким содержанием титана и натрия и подходит для источников питания переменного и постоянного тока . Кроме того, он позволяет выполнять сварку во всех положениях дугой с малым проплавлением и минимальным разбрызгиванием.
Поскольку они обладают превосходными характеристиками перекрытия, они хорошо подходят для перекрытия соединений с плохой посадкой и для сварки корродированных листов из углеродистой стали.
6013:
Может сваривать во всех положениях и имеет 9Покрытие 1615 с высоким содержанием титана и калия . Наиболее часто используемый в промышленности электрод с мягкой дугой, минимальным разбрызгиванием и легко удаляемым шлаком. Поскольку он обеспечивает среднее проникновение, он подходит для работы с более тонкими металлическими листами.
Кроме того, этот электрод используется новичками, когда они только учатся сварке. Поэтому он подходит для более коротких нерегулярных сварочных работ и небольших сварочных проектов.
7018:
Содержит порошок с высоким содержанием железа , что увеличивает скорость осаждения и эффективность. Эти электроды подходят как для источников питания переменного тока , так и для источников постоянного тока со сваркой во всех четырех положениях. Кроме того, он генерирует тихую ровную дугу с низким уровнем разбрызгивания и средним проплавлением дуги.
Эти электроды обеспечивают более прочные сварные швы с высокими ударными характеристиками и пределом прочности при растяжении до 70000 psi . Поэтому его можно использовать на углеродистых, высокоуглеродистых, высокопрочных стальных металлах и низколегированных сплавах.
Кроме того, их можно использовать на электростанциях, заводах, электростанциях, мостах и т. д.
7024:
Используется для плоской и горизонтальной сварки с источниками питания переменного и постоянного тока . Кроме того, он содержит с высоким содержанием железного порошка для высокой скорости наплавки с плавной тихой дугой и низким проникновением.
Однако они дают лучшие результаты с металлами толщиной ½ дюйма и стальными листами толщиной ¼ дюйма
| 6010 | 7018 | |
|---|---|---|
| Применение | Общее производство, автомобильные детали, тонкие металлические листы, сварка печных труб, металлическая мебель и там, где желателен внешний вид | |
| Положение | Может использоваться для всех положений, т. е. для прослушивания, горизонтального, вертикального и горизонтального. Вы можете столкнуться с некоторыми трудностями при беге вертикально вверх. | Может использоваться во всех положениях, кроме вертикального спуска. |
| Флюсовое покрытие | Высокое содержание титана и калия | Электрод с низким содержанием водорода |
| Полярность | Может использоваться как в обратном, так и в прямом режиме переменного и постоянного тока. | Он также может использоваться как при переменном, так и при постоянном токе, но широко используется при постоянном токе |
| Пенетрация | От мелкой до средней | От мелкой до средней |
| Шлак тип | Легкий и легко снимаемый | Толстый, съемный |
| Характеристики дуги | Мягкая дуга | Мягкая дуга |
| Прочность на растяжение | 60 000 фунтов на квадратный дюйм | 70 000 фунтов на квадратный дюйм |
| Классификация AWS | Положение сварки | Ток сварки |
|---|---|---|
| E6010 | F, V, OH, H | DC+ |
| E6011 | F, V, OH, H | AC, DC+ |
| E6012 | F, V, OH, H | AC, DC- |
| E6013 | F, V, OH, H | AC, DC+, DC- |
| E7018 | F, V, OH, H | AC, DC+ |
| E7024 | H-галтель, F | AC, DC+, DC- |
Положения сварки: H= горизонтально, F=плоско, V=вертикально, OH= над головой
Как читать код сварочных палочек?
Итак, после лучшего понимания основ, пришло время углубиться в кодирование сварочных электродов. Сначала это может показаться запутанным, но как только вы узнаете о его кодировке, выбор электродов станет проще.
Эта система классификации, разработанная Американским обществом сварщиков , основана на различных факторах, таких как материал покрытия, прочность на растяжение, диаметр, наиболее подходящее положение для сварки и т. д.
Пример:
Возьмем для примера E6013
Здесь E обозначает электрод
Следующие две цифры после E обозначают прочность электрода на растяжение. Эта прочность на растяжение умножается на 1000 и измеряется в фунтах на квадратный дюйм. Это означает, что предел прочности электрода в этом примере составляет 60 x 1000 = 60000 фунтов на квадратный дюйм.
Здесь 1 указывает позицию сварки. Положение сварки обозначается следующими цифрами
1 = плоское, горизонтальное и вертикальное положение
2 = плоское и горизонтальное положение
4 = плоское, горизонтальное и вертикальное положение вниз
Четвертая цифра, т. е. 3, указывает тип тока и покрытие. Здесь цифра 3 показывает, что электрод состоит из высокооктанового калия с подходящим током переменного и постоянного тока.
| Четвертая цифра | Сварочный ток Тип | Тип покрытия |
|---|---|---|
| 0 | dcsp | Натрий с высоким содержанием целлюлозы |
| 1 | ac, dcsp, dcrp | Калий с высоким содержанием целлюлозы |
| 2 | ac, dcsp | Титан Натрий |
| 3 | ac, dcsp, dcrp | Титан Калий |
| 4 | ac, dcsp, dcrp | Железный порошок-Titania |
| 5 | dcrp | Натрий с низким содержанием водорода |
| 6 | переменный ток, постоянный ток | Калий с низким содержанием водорода |
| 7 | ac, dcsp, | Оксид железа, порошок калия |
| 8 | ac, dcsp, dcrp | Железный порошок, калий с низким содержанием водорода |
Заключение
Короче говоря, прежде чем приступить к работе в области сварки, необходимо иметь достаточные базовые знания. Чтобы добиться хорошего сварного шва и избежать неудобств, необходимо пройтись по разным типам сварочных стержней, палочек и их кодировке и т. д.
Если вы планируете использовать электродуговую сварку в своем следующем проекте, нажмите здесь, чтобы узнать подробности.
Кроме того, если вы хотите получить больше информации о типах электродов, ознакомьтесь со следующим источником:
- https://www.tandfonline.com/doi/abs/10.1179/1362171812Y.0000000103
Типы сварочных электродов и их применение
Независимо от того, являетесь ли вы разнорабочим, который занимается сваркой всего несколько раз в год, или профессиональным преобразователем, который занимается сваркой каждый день, одно можно сказать наверняка: сварка требует большого мастерства. Поэтому важно знать несколько типов сварочных электродов и их использование.
Эти шесть различных типов сварочных электродов являются наиболее широко используемыми и популярными в сварочной промышленности. Электроды 6010 для обеспечения глубокого проплавления, 6011 можно использовать с переменным или постоянным током, 6012 представляет собой сварочный стержень общего назначения, 6013 создает мягкую дугу с небольшим водяным брызгом, 7018 в основном используется для сварки углеродистых материалов с низким и средним содержанием углерода сталь , а особенностью сварочного стержня 7024 является высокое содержание железного порошка.
Эти металлические стержни, также называемые сварочными электродами, сплавляются для соединения двух или более частей. Вы должны быть знакомы со сварочными стержнями, так как выбор неправильного сварного шва может ослабить сварной шов.
12
Стержни, рассмотренные
120 часов исследований
15 Эксперты
. Опроснито они были спроектированы.
Типы сварочных стержней из мягкой стали и их применение
| Сварочные стержни из мягкой стали | Применение |
| 6010 | Welding of pipelines and shipyards (deep penetration) |
| 6011 | Alternating or direct current |
| 6012 | general use |
| 6013 | moderate penetration welding |
| 7018 | Сварка низко- и среднеуглеродистой стали |
| 7024 | Высокоскоростная плоская или горизонтальная сварка |
Типы сварочных электродов
Сварщики должны использовать различные материалы для создания неразъемных сварных швов. Однако знакомы ли вы с различными типами сварочных электродов?
Выбор электродов зависит от типа основного металла, толщины металла и тока, который вы используете для сварки.
Сколько типов сварочных электродов? Электроды классифицируются как расходуемые и нерасходуемые. Сварщики дуговой сварки и сварщики MIG используют одноразовые электроды, а сварщики TIG используют неплавящиеся электроды.
В отличие от неплавящихся электродов плавящиеся электроды вплавляются в основной металл.
Сварщики используют электроды для создания дуги, которая создает сварочную ванну и сплавляет два основных металла. Электрод представляет собой тонкую металлическую проволоку различных диаметров, длин и покрытий. При сварке MIG электрод представляет собой катушку проволоки, которую аппарат MIG подает в сварочную горелку.
Однако электроды, используемые для сварки SMAW и TIG, аналогичны электродам длинного тона.
Без подачи питания на аппарат сварщик держит электрод TIG или SMAW во время процесса сварки.
Говоря о типах сварочных электродов, некоторые электроды подходят для нескольких металлов и токов. Однако важно изучить, какие типы электродов предназначены для конкретных металлов и ситуаций.
Какие существуют типы сварочных электродов?
Если ваша основная цель не сварка TIG, рассмотрите возможность использования плавящегося электрода.
Исключение составляют случаи, когда вы используете сварочный аппарат с угольным электродом. Углеродные электроды неплавящиеся и комплектуются углеграфитом.
Неплавящиеся электроды
Неплавящиеся электроды включают угольные электроды и вольфрамовые электроды. Вольфрамовые стержни для сварки TIG более распространены, чем углеродные стержни, в промышленности и домашнем хозяйстве.
Углеродные электроды
Дуговая сварка углеродом (CAW) — более старая и менее распространенная форма сварки. Хотя CAW все еще используется сегодня, это процесс, который вы вряд ли увидите в сварочном цехе или дома.
The American Welding Company (AWS) больше не содержит спецификаций CAW.
Военные подразделения США продолжают использовать ТСА для нагрева и резки металла. В отличие от стандартной дуговой сварки, CAW использует два неплавящихся угольных электрода.
Угольные электроды создают большую дугу, которую гораздо труднее контролировать, чем дуги от других процессов.
Гигантская дуга хороша для нагрева металлов и вырезания отверстий или каналов в металле, но не предназначена для детальной сварки тонкого металла.
Вольфрамовые электроды
Вольфрамовые электроды являются наиболее популярными неплавящимися электродами и используются для сварки вольфрамовым электродом в среде инертного газа (TIG).
Вольфрамовые электроды изготавливаются из чистого вольфрама или комбинации вольфрама и тория или вольфрама и циркония.
Электроды из чистого вольфрама подходят для небольших работ с более тонкими металлами, не требующими большой силы тока.
Вольфрамовые/циркониевые электроды хорошо работают с более тяжелыми металлами, но не так долговечны, как вольфрамовые/ториевые электроды.
Говоря о типах сварочных стержней, вольфрамовый / торий является наиболее распространенной формой вольфрамового электрода и создает самые мощные сварные швы с высокой силой тока.
The following table shows the four types of tungsten electrodes and how to identify them by their color:
| electrode | Color classification |
| Pure tungsten | green |
| 1% Thorium | Желтый |
| 2% Торий | Красный |
| 0,3% — 5% Циркония | Браун |
Поглощающийся
Расходы 44444444444,0184. В отличие от неплавящихся электродов, расходуемые материалы растворяются в процессе сварки. В электродах MIG используется тонкая проволока, которую аппарат MIG автоматически подает в сварочный пистолет. Роботизированные сварочные аппараты MIG считаются полностью автоматическими, а машины, управляемые людьми-сварщиками, называются полуавтоматическими сварочными аппаратами. Поскольку в установках MIG для защиты сварного шва используется защитный газ, проволока MIG не покрыта флюсом. Сварочный аппарат Forney Easy Weld 261 MIG – мой выбор номер один, поскольку он предлагает идеальное соотношение цены и качества. Сварочные аппараты для дуговой сварки используют электроды или плавящиеся стержни для стабильных сварных швов без образования защитного газа. Плавящиеся электроды для дуговой сварки классифицируются как неизолированные электроды или штучные электроды. Неизолированные электроды не покрыты флюсом для защиты сварочной ванны и обычно используются для сварки марганцовистой стали. Стержневые электроды являются предпочтительным стержнем для оборудования для дуговой сварки и делятся на три группы Как следует из названия , электроды с легким покрытием имеют тонкий слой флюса. Хотя флюс не создает надежного защитного газа, он защищает сварочную ванну от таких загрязнителей, как фосфор, сера и оксиды. Легкое покрытие также стабилизирует дугу и образует меньше шлака, чем стержни со средним или толстым покрытием. Стержни со слабым покрытием имеют покрытие коэффициент 1,25 и не подходят для сильно загрязненных металлов, требующих защитного флюса. Электроды со средним покрытием Большинство любителей и опытных сварщиков часто используют электроды со средним покрытием, такие как стержни с низким содержанием водорода. Некоторые из наиболее распространенных применений стержней со средним покрытием — морское бурение, строительство мостов, строительство коммерческих зданий и сварка труб. С коэффициентом покрытия 1,45 электроды со средним покрытием отличаются легко удаляемым шлаком, исключительным контролем дуги и возможностью сварки в любом положении. Электроды с толстым покрытием Электроды с толстым покрытием содержат наибольшее количество флюса и имеют коэффициент покрытия 1,6-2,2. Когда покрытие воспламеняется в сварочной ванне, оно создает эффективный защитный газ для защиты сварного шва. Палочки изготовлены из трех материалов, включая целлюлозу, минералы и комбинацию целлюлозы и минералов. Руководство по наименованию сварочных электродов Говоря о типах сварочных электродов, Американское общество сварщиков (AWS) разработало буквенно-цифровую систему обозначения сварочных электродов. Как следует из названия, этот буквенно-цифровой метод состоит из букв и цифр, обычно выгравированных на каждой стороне сварочного стержня. Вы найдете такие термины, как E6010, E7018 и т. д. Вот как работает метод именования: Основная буква «Е» в начале названия означает электрод. Следующие два числа относятся к минимальной прочности сварного шва на растяжение, которая измеряется в фунтах на квадратный дюйм (psi). Например число 60 в E6010 означает, что стержень создаст буртик с минимальной прочностью 60 000 фунтов на квадратный дюйм. Проще говоря; Полученный сварной шов может выдержать усилие в 60 000 фунтов, необходимое для его разрыва. Третье значение указывает количество положений, в которых можно использовать сварочный электрод. Обратите внимание, что существует четыре основных положения сварки: плоское, горизонтальное, вертикальное и сверху. Например, 1 означает, что планку можно использовать во всех положениях, а 2 означает, что ее можно использовать только в плоском или горизонтальном положении. Последняя цифра указывает тип покрытия и тип сварочного тока (переменный, постоянный или оба), которые можно использовать с электродом. Теперь, когда вы знаете, в чем заключается система наименования, рассмотрим типы электродов для сварки. Типы сварочных прутков 6010 6010 электроды очень популярны. их используется для обеспечения глубокого проплавления, формы сварки, которая требует очень высокой плотности мощности до 1 мегаватта на квадратный сантиметр . Принимая это во внимание, электроды E6010 в основном используются для сварки труб и таких приложений, как верфи, водонапорные башни, сталелитейные заводы, полевые работы и стальные резервуары для хранения. Однако важно отметить, что их можно использовать только со сварочными аппаратами, использующими постоянный ток (DC). Кроме того, они имеют чрезвычайно узкую дугу, что затрудняет обращение с ними, особенно для сварщиков-любителей. 6011 Отличительной особенностью электродов 6011 является то, что они могут использоваться как с питанием переменного, так и постоянного тока . Это очень удобно, так как вы можете легко переключаться с одного типа потока на другой, чтобы увидеть, какой из них работает лучше всего. Что касается типов сварочных электродов, этот тип сварочных электродов может выдерживать усилие 60 000 фунтов на квадратный дюйм без разрушения. Как и электроды 6010, электроды 6011 обеспечивают глубокое проникновение. Это делает его лучшим электродом для сварки более толстых материалов. Это также объясняет, почему электроды 6011 используются для прикладной сварки с использованием окрашенных, грязных и жирных поверхностей. Недостатком этого электрода является то, что он создает плоские валики сварного шва и оставляет волны и несколько шероховатую поверхность. Это может стать проблемой, если вам нужна эстетическая отделка. 6012 6012 — это универсальный сварочный пруток с отличными шунтирующими свойствами, особенно при использовании с настройками ниже среднего. Также известно, что этот электрод обеспечивает хорошую стабильную дугу и работает при высоких токах с минимальным разбрызгиванием. Лучше всего то, что он поддерживает как источники питания переменного, так и постоянного тока. Другими словами, электроды 6012 имеют два основных ограничения. Во-первых, они лучше всего подходят для неглубокого или тонкого проникновения. Во-вторых, когда они тают, образуются густые отходы; Поэтому они требуют дополнительной очистки после сварки. Типичными областями применения этого типа сварочной проволоки являются сборка открытых соединений, ремонтные работы, некритические сварные швы и сварные швы листового металла из окисленной углеродистой стали. 6013 Это еще один популярный электрод, который создает плавную дугу с небольшим разбрызгиванием. Также важно отметить, что он совместим как с переменным, так и с постоянным током. Этот тип электрода используется в тех случаях, когда требуются короткие или нерегулярные сварочные работы из-за этих свойств . Поскольку он создает довольно стабильную и гладкую арку, он идеально подходит для приложений, требующих изменения положения. Эти области применения включают сварку листового металла, ремонт и строительство судов, а также сварку переработанных или изношенных поверхностей из мягкой стали. Электроды 6013 также используются в общем и легком производстве. 7018 7018 является одним из лучших многоцелевых сварочных электродов и в основном используется для сварки низко- и среднеуглеродистой стали. Как мы выяснили ранее, этот электрод предназначен для создания гораздо более прочного сварного шва, который может выдерживать давление до 70 000 фунтов на квадратный дюйм. Еще одной важной особенностью сварочной проволоки 7018 является то, что она обычно покрыта соединением железа с низким содержанием водорода. Этот состав испаряется и защищает сварной шов от влаги и загрязнения воздухом. Этот сварочный электрод можно использовать с источниками питания переменного и постоянного тока во всех четырех положениях. Благодаря этим свойствам 7018 хорошо зарекомендовал себя в сварке конструкций. Тип сварки, необходимый на электростанциях, электростанциях, заводах и мостах. 7024 Главной особенностью этого сварочного электрода является высокое содержание железного порошка. Это важная особенность, которая значительно увеличивает скорость наплавки, что упрощает сварку. + Что означают цифры на электродах? Цифровая система классификации электродов поначалу может показаться запутанной, но как только вы поймете, что означают цифры, покупка электронов станет проще простого. Система AWS показывает давление, которое может выдержать стержень, правильное положение для сварки, состав потока, и ток, используемый стержнем . Чаще всего для сварки используются стержни 7018, 7014, 6013, 6011 и 6010. На примере стержня 7018 вы можете использовать первые два числа для определения прочности стержня на растяжение. Цифры обозначают количество фунтов на квадратный дюйм (psi), которое может выдержать сварной шов. Если умножить 70 на 1000, то можно увидеть, что сварной шов выдерживает давление 70 000 фунтов на квадратный дюйм. Третья цифра на электроде указывает оптимальное положение для сварки. Используются только 1, 2 и 4. номер 1 означает, что электроды можно использовать в любом положении . Число 2 означает плоское горизонтальное положение, а число 4 означает положение вверху или вертикальное положение вверху или внизу . Для стержня 7018 это означает, что стержень можно заменить во всех позициях . Цифра 8 означает, что батончик изготовлен из порошка калия железа с низким содержанием калия. Это также означает, что правильным электродным током является переменный ток, постоянный ток- и постоянный ток +. Покрытие электрода состоит из различных материалов. В следующей таблице показан состав различных электродов и соответствующие токи. 9 Низкий калийный порошок железа калия Цифровая классификация электрода содержит много информации. Однако, если вы не уверены в электроде, проверьте упаковку. Производители электродов размещают на упаковке подробные спецификации, которые должны ответить на все ваши вопросы. Перед началом сварки проверьте технические характеристики перед установкой сварочного аппарата. В большинстве инструкций также рассказывается, какие металлы подходят для электрода и как регулировать силу тока на вашем станке. Обращение с электродами и их хранение При покупке электродов вы знаете несколько вещей. Электроды являются хрупкими компонентами, и с ними следует обращаться осторожно. Хотя электроды имеют металлические сердечники, электроды могут погнуться или сломаться в зависимости от типа металла. Стержни, которые не являются структурно неповрежденными при использовании, не образуют полезных сварных швов. Батончики поставляются упакованными в герметичный контейнер при покупке и начинают разрушаться, если оставить их без защиты более чем на несколько часов. При выборе электрода для припоя не забудьте хранить оставшиеся стержни в герметичном контейнере. В зависимости от состава стержня флюс разлагается при воздействии влаги. Флюс превратится в мокрую массу, если он поглотит слишком много водорода или кислорода. При работе на улице трудно избежать влажности. Постарайтесь свести к минимуму контакт электрода с воздухом, открывая колпачок стержня непосредственно перед сваркой. Инструкции по выбору наилучшего типа сварочной проволоки Даже если вы знакомы с различными типами сварочных электродов, может быть сложно выбрать конкретное применение. Вот некоторые другие факторы, которые следует учитывать: Основной металл Следует учитывать состав основного металла. Повышает вероятность создания прочного и стабильного сварного шва. Если вы не знаете, как установить основной металл, имейте в виду следующее: Внешний вид металла Вы работаете со сломанной частью металла или компонентом? Если да, то проверьте текстуру. Шероховатая или зернистая поверхность означает, что это расплавленный металлический материал. Магнитный и немагнитный Определение того, является ли материал магнитным или немагнитным, является еще одним отличием от основного металла. Если он магнитный, есть большая вероятность, что это легированная сталь или углеродистая сталь. Если он не магнитный, то основным металлом может быть аустенитная нержавеющая сталь, марганцевая сталь или цветной сплав, такой как латунь, алюминий, титан или медь. Тип искры Также следует проверить тип искры, которую создает основной металл при ударе о шлифовальный станок. Реакция долота на металл Если долото ударит по мягкому металлу, такому как алюминий, останутся следы от укусов. Однако, если он ударит по более твердым металлам, таким как чугун или углеродистая сталь, он отскочит. Прочность на растяжение Также важно, чтобы прочность сварочного электрода на растяжение соответствовала прочности основного металла. Невыполнение этого требования может привести к образованию трещин между другими неоднородностями сварного шва. Чтобы определить прочность электрода на растяжение, все, что вам нужно сделать, это проверить первые две цифры. Например, для , стержень 6011 означает, что он создает сварной шов с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, а затем хорошо работает со сталью с соответствующей прочностью на растяжение. Сварочный ток Хотя некоторые сварочные электроды переменного и постоянного тока совместимы, другие поддерживают только один из этих источников питания. Проверьте четвертую цифру своего имени, чтобы определить тип валюты, в которой можно использовать электрод. Это значение указывает не только на тип покрытия, но и на соответствующий сварочный ток. Вот простая таблица для справки: Использование домашней духовки для ухода за велосипедами не является оптимальным вариантом, потому что духовка слишком горячая, а батончики нагреваются до 500-700 градусов примерно за 100-30 минут. Сколько ампер у стержня 7018? Сколько ампер у стержня 7018? Сварочный пруток 7018 используется при токах до 225 ампер. Но имейте в виду, что усилитель стержня 7018 чередуется между производителями, поэтому вам нужно найти правильное решение. Стержень 7018 представляет собой мягкий стержень, покрытый флюсом на основе железа с низким содержанием водорода, который испаряется для предотвращения загрязнения чугуна воздухом и влагой. Может использоваться только для обычной сварки древесины. Какая сварочная проволока лучше всего подходит для вертикальной сварки? Какая сварочная проволока лучше всего подходит для вертикальной сварки? Первый вариант — это слитки 7018, потому что в них мало железа. Старый металл создает лужу, которая может быть холодной и с меньшей вероятностью упадет с работы во время увлажнения, а также есть более быстрая волна. Очень важно принять правильное решение для вашего сварного шва, особенно для правильного сварного шва. Стержни 7024, 7018 и 6010 могут показаться хорошим выбором при выборе наилучшего стержня для надлежащей сварки. Лучшим вариантом должны быть стержни 7018, так как они подходят для обычной сварки стали. Для вертикальной сварки стержней 6010 требуется больше навыков, чем для стержней 7018. И столбцы 7024 не обладают такими же свойствами заполнения, как столбцы 7018. Однако рекомендуется проверить кабели 7018 на правильность пайки. Как можно сваривать? Толщина углового или сварного шва может быть определена, поскольку длина, вероятно, умножается на 0,7, когда минимальная круглая часть является правильной. Активное воздействие определяется высотой наиболее протяженных равнобедренных частей, вписанных в валик сварного шва без вмешательства. Горло, которое зависит от заполнения в мире, является решением, сделанным на линии, определяемой превосходным металлом потовой части. Является ли мир выпуклых листьев и мощи первопричиной поиска правильного пути для определения правильной эффективности. Стоит ли оставить номер 7018? Нужно ли нагревать 7018? Лучший ответ — нет. Батончик 7018, однако, представляет собой батончик с низкой ножкой, что означает, что он не снижает влажность вашей пищи. Если вы работаете в стране с относительно высокой влажностью, рекомендуется держать 7018 в тепле. Платы 7018 изготавливаются производителем и изготавливаются при соблюдении определенных условий, обеспечивающих полноту сборки. Однако после вскрытия упаковки окружающая среда помогает включиться в полноводную реку. Если ваша сварочная мастерская принадлежит вам, использование контроллера 110 В, чтобы убедиться, что ваш 7018 остается сухим, может быть правильным решением. В данном случае важно не повредить металл, а нагреть, мировые трубы должны отводить от них влагу. Типы сварочных электродов – Часто задаваемые вопросы Вот некоторые распространенные вопросы о сварочных электродах: Какой сварочный электрод самый маленький? При обсуждении типов сварочных прутков Наименьшее увядание — очередь 6012. Срок годности сварочной проволоки истек? Да! Вопрос о том, убрать ли сварочный пруток из вида несколько месяцев назад или тридцатилетней давности, не может быть хорошим. Это зависит не от того, сколько лет стеблю, а от того, сколько влаги он использовал. Вот почему очень важно и важно сохранять штифт сухим, а стирание его равнозначно тому, чтобы дать ему истечь. Очень важно знать, как можно работать с вашими электродами, чтобы улучшить собственную жизнь и избежать возможности использования хищных проводов. Мы будем относительно уверены, что некоторые причины подходят для выполнения чего-то другого, и сумма денег, которая пойдет на решение, будет зависеть от того, с какой проблемой они могут справиться. использует как сварочные аппараты MIG (металлический инертный газ), так и защищенный металл ARC (SMAW, также называемый полосовой сваркой и дуговой сваркой ). Это основная система идентификации сварочных электродов не только в США, но и в других странах. Часто используемый для сварки с умеренным проплавлением, 6013 имеет легко удаляемый шлак. Последнее число представляет расход и ток, которые будут использоваться. Номер Материал Текущий A.C., DC +, D.C.- 7 Железный оксид, порошок калия A.C. , DC + 5 Низкий водород натрия D.C. + 4 Железный порошок, Titanium A.C.0090 A.C., DC + 2 The high content of sodium and titanium dioxide AC DC 1 Potassium-rich in cellulose A. C., DC +, DC- 0 Высокое содержание натриевой целлюлозы D.C. + Флюс защищает ванну для пайки и необходим для получения стабильного припоя. Ваша главная цель — найти сварочный стержень, который очень похож на основной металл. Эмпирическое правило здесь заключается в том, что чем больше факелов в искре, тем выше содержание углерода в основном металле. 3), чтобы получить определенное количество волков на общее количество километров. Эти задачи будут касаться привязки ссылок между ссылками. Они также используются для получения высококачественных сварных швов с высокой текучестью. Другие удилища в мире, имеющие размеры 6012, — это удилища 6013, 7014, 7024 и 7018. Все они имеют разные характеристики, которые побудили их разработать разные проекты.
Срок годности различных типов сварочных электродов истекает?
