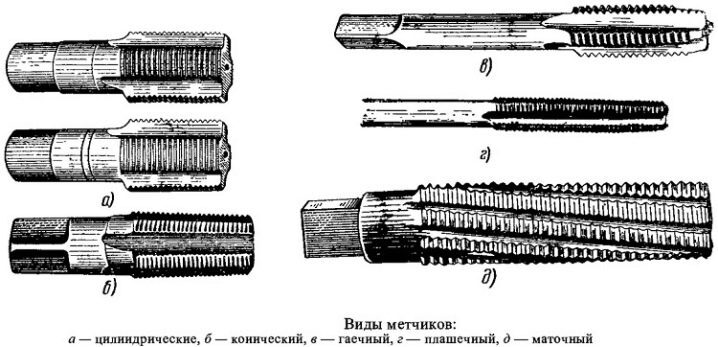
Виды метчиков для нарезания резьбы: Что такое метчик, и какие виды инструментов бывают
Содержание
Что такое метчик, и какие виды инструментов бывают
Одним из самых надежных способов соединения металлических деталей по праву считается резьбовое. Достоинство этого соединения заключается не только в высокой степени надежности, но еще и в возможности разъединения деталей при возникновении такой необходимости. Чтобы соединить детали посредством резьбового соединения, понадобятся специальные устройства — болты и гайки. В качестве гайки можно использовать саму деталь, нарезав в ней резьбу. Для нарезки внутренней резьбы служат метчики, о которых узнаем более подробно из этого материала.
Об устройстве рассматриваемого инструмента
Инструменты для нарезки внутренней резьбовой кромки с момента их изобретения постоянно совершенствовались. Первым таковым инструментом являлся стержень, представленный в виде конуса. На конце конуса нарезались режущие зубья, которые при ввинчивании этого стержня в отверстие, проделывали соответствующие грани.
В ходе модернизации метчики получили положительный угол в передней части, а также канавки, которые предназначаются для выброса стружки. Вытеснение стружки способствует более качественному и эффективному нарезанию резьбовой кромки. Современные метчики, которые предназначаются для нарезания внутренней резьбы, основываются на таких конструктивных частях:
Вытеснение стружки способствует более качественному и эффективному нарезанию резьбовой кромки. Современные метчики, которые предназначаются для нарезания внутренней резьбы, основываются на таких конструктивных частях:
- Главная или рабочая часть — она имеет форму пологого конуса, который служит для формирования резьбы профиля
- Боковые канавки, количество которых бывает от 2 до 6 штук. Именно за счет этих канавок происходит отведение стружки из зоны реза, а также подача смазывающих материалов с целью снижения трения
- Калиброванная часть — цилиндрическое основание, посредством которого обеспечивается точное формирование соответствующего профиля
- Хвостовая часть — служит для закрепления инструмента в соответствующих зажимных устройствах. В качестве таковых устройств выступают патроны или воротки, обеспечивающие более эффективное применение основного инструмента
Канавки для отведения стружки классифицируются на виды. Они бывают следующих разновидностей:
- Однорадиусные — имеют поперечный разрез, имеющий вид дугу окружности
- Прямолинейные — поперечное сечение имеет U-образную форму, а применяются такие инструменты для нарезания резьбы на гайках
- Смешанные — передняя часть имеет прямолинейную форму, а задняя представлена в виде дугообразной конструкции.
 Именно смешанные модели метчиков пользуются большой популярностью
Именно смешанные модели метчиков пользуются большой популярностью
Еще канавки делятся на виды по способу расположения режущих кромок. Различают три вида метчиков по способу расположения режущих кромок:
- Прямолинейные — самые распространенные варианты расположения кромок, которые встречаются чаще всего
- С левым спиральным расположением режущих кромок — служат для нарезания резьбы на один проход. Стружка при этом проталкивается вперед перед метчиком, осуществляя сохранение сформированного уже профиля
- С правым спиральным расположением режущих кромок — нужны в случае, когда возникает потребность нарезания резьбовой кромки в глухом отверстии. Такое расположение кромки способствует тому, что стружка при нарезке резьбы вытесняется наружу, исключая забивание отверстия
Коническая форма метчика облегчает центровку инструмента, а также вхождение в деталь для нарезания первых резьбовых кромок. Угол наклона конусной части может варьироваться в пределах от 3 до 20 градусов. Именно по величине угла наклона происходит разделение инструмента на виды — для черновой, промежуточной и чистовой обработки.
Именно по величине угла наклона происходит разделение инструмента на виды — для черновой, промежуточной и чистовой обработки.
Цилиндрическая часть имеет форму обратного конуса с незначительным углом. Незначительный угол конусной формы обеспечивает эффективное снижение процесса трения в процессе нарезания резьбы. При выборе рассматриваемого инструмента необходимо учитывать ряд следующих основных технических параметров:
- Резьбовой шаг
- Высота профильной части
- Наружный резьбовой диаметр
- Длина заборной части
- Угол заборного конуса
- Величина затылования
Метчики подразделяются на виды по направлению режущих кромок. С их помощью изготавливается внутренняя резьба с правым и левым направлением.
Разновидности по назначению метчиков и сфера их применения
Метчики классифицируются на виды по сфере применения или предназначению. Этот вид специализированного инструмента применяется не только домашними мастерами для нарезания внутренней резьбы на различных изделиях, но еще и в разных сферах. Какие виды метчиков бывают, и какие конструктивные различия они имеют, выясним далее.
Этот вид специализированного инструмента применяется не только домашними мастерами для нарезания внутренней резьбы на различных изделиях, но еще и в разных сферах. Какие виды метчиков бывают, и какие конструктивные различия они имеют, выясним далее.
- Слесарные — служат преимущественно для ручного использования. Характерная их особенность заключается в наличии хвостовика, имеющего квадратную форму для соединения со вспомогательными инструментами — метчикодержателями. Метчикодержатель или вороток идет в комплекте с основным инструментом. Его назначение заключается в том, чтобы обеспечить легкое вращение метчика при нарезании внутренней резьбы. В комплекте обычно представлено 2-3 вида метчиков разного диаметра. Каждый последующий инструмент предназначен для снятия определенного количества кромки. Это позволяет не только увеличить срок службы оснастки, но еще и обеспечить качественную нарезку резьбы. Каждая оснастка имеет соответствующее количество рисок, расположенных на хвостовике.
 Именно по этим рискам мастер определяет очередность использования оснастки. Инструмент для грубой очистки имеет одну риску, промежуточная нарезка резьбы осуществляется метчиком с 2 рисками, и чистовая обработка выполняется устройством, на котором изображено три риски
Именно по этим рискам мастер определяет очередность использования оснастки. Инструмент для грубой очистки имеет одну риску, промежуточная нарезка резьбы осуществляется метчиком с 2 рисками, и чистовая обработка выполняется устройством, на котором изображено три риски - Машинные — используются для нарезания внутренней резьбы на заготовках посредством применения специального оборудования. В качестве такового оборудования выступают токарные, сверлильные, фрезерные и прочие виды станков. Причем машинные метчики делятся на два вида — автоматические и ручные. Это означает, что нарезка резьбы может быть выполнена вручную на машинном оборудовании или автоматически. Отличительная особенность машинных метчиков заключается в заборной части, которая имеет укороченную форму. Обеспечение соосности инструмента достигается за счет применяемых станков. Для изготовления устройств используется высококачественная инструментальная сталь, обладающая устойчивостью к повышенным температурам и механическим нагрузкам
- Гаечные — разновидность устройств, которые предназначены исключительно для нарезки резьбы на гайках.
 Отличительная особенность таковых устройств заключается в удлиненной конструкции хвостовой части. Кроме того, хвостовик представлен в виде цилиндрической формы. Нарезка резьбы на гайках осуществляется комплексным способом. После прохождения одной заготовки, она не извлекается, а перемещается на гладкую цилиндрическую часть инструмента. Снятие гайки с метчика происходит тогда, когда вся цилиндрическая часть заполняется заготовками. Как только будет нарезана резьба на определенном количестве гаек, насадка извлекается из патрона инструмента для извлечения всей серии готовых деталей
Отличительная особенность таковых устройств заключается в удлиненной конструкции хвостовой части. Кроме того, хвостовик представлен в виде цилиндрической формы. Нарезка резьбы на гайках осуществляется комплексным способом. После прохождения одной заготовки, она не извлекается, а перемещается на гладкую цилиндрическую часть инструмента. Снятие гайки с метчика происходит тогда, когда вся цилиндрическая часть заполняется заготовками. Как только будет нарезана резьба на определенном количестве гаек, насадка извлекается из патрона инструмента для извлечения всей серии готовых деталей
Метчики также классифицируются по такому немаловажному признаку, как тип резьбы. Резьба бывает метрическая и дюймовая. Метрические метчики предназначены для нарезки внутренней резьбы на деталях, применяющихся в слесарном деле. Дюймовые метчики используются для нарезания внутренней резьбы на деталях, применяющихся в области изготовления трубопроводов.
Конструктивные разновидности устройств
Главной отличительной особенностью рассматриваемых устройств является их конструкция. По конструкции метчики бывают следующих видов:
По конструкции метчики бывают следующих видов:
- Бесканавочные — хотя они так называются, но при этом канавки они имеют. Только эти канавки очень маленькие, что говорит о предназначении такого инструмента для нарезания резьбы на материалах, обладающих вязкостью. К таковым материалам относятся — сплавы легких металлов, а также низкоуглеродистые и высоколегированные стали
- Винтовые — расположение канавок напоминает форму спирали. Такое расположение канавок предназначено специально для того, чтобы осуществить нарезание резьбы в глухих отверстиях. За счет спиралевидной конструкции канавок, происходит выведение наружу металлической стружки
- Ступенчатые — характерной конструктивной особенностью таковых устройств являются две зоны, одна из которых осуществляет резку, а вторая выглаживание поверхности нарезаемой кромки
- Комбинированные — также разделены на две части. Первая часть представляет собой сверло, посредством которого делается отверстие.
 Вторая часть предназначена для непосредственного нарезания резьбы в заготовке. Использование таковых метчиков повышает скорость достижения результата, так как отсутствует необходимость отдельного выполнения двух операций — высверливание отверстия с последующим нарезанием резьбовых граней
Вторая часть предназначена для непосредственного нарезания резьбы в заготовке. Использование таковых метчиков повышает скорость достижения результата, так как отсутствует необходимость отдельного выполнения двух операций — высверливание отверстия с последующим нарезанием резьбовых граней - Протяжные — используются с целью нарезания резьбовой кромки в проходном отверстии. Выполняется процедура с применением токарного станка
- С внутренней полостью — специальная канавка нужна для того, чтобы обеспечивать подачу охлаждающей жидкости в зону реза
- Колокольные — используются при необходимости нарезки резьбы большого размера. Состоят метчики из нескольких частей, которые фиксируются посредством общей оправки
Различают и другие разновидности метчиков, которыми пользуются специалисты. При возникновении необходимости нарезания резьбы на гайке или прочих металлических заготовках в домашних условиях, применяются обычные слесарные виды устройств.
О типах нарезаемой резьбы
Резьба бывает разных видов, поэтому для ее нарезания применяются соответствующие метчики. Различают следующие виды метчиков в зависимости от разновидностей резьбы:
- Метрическая — самая распространенная, которая обусловлена следующими техническими характеристиками: имеет вид равнобедренного треугольника с углом вершины в 60 градусов, а ее размеры выражаются в миллиметрах. Для маркировки таких метчиков используется буква «М»
- Дюймовая — отличается от метрической тем, что имеет более острый угол треугольника, который составляет 55 градусов. Для выражения диаметра используется дюймовая величина. Для обозначения дюймовой резьбы применяется маркировка в виде буквы «W»
- Трубная — передняя и задняя часть профиля имеет разный наклон, что является соответствующей особенностью трубной резьбы. Такая конструкция предназначена специально для того, чтобы обеспечить надежное соединение, а также исключить самопроизвольное раскручивание.
 Резьбы трубного типа бывают цилиндрической и конической формы. Для обозначения трубной резьбы используется буква «G»
Резьбы трубного типа бывают цилиндрической и конической формы. Для обозначения трубной резьбы используется буква «G»
Зная о том, какие виды метчиков бывают по типу резьбы, не составит большого труда выбрать подходящий вариант для реализации соответствующих задач.
Из чего изготавливаются метчики или влияние материала на срок службы инструмента
Процесс нарезания резьбы только внешне может показаться простым действием, однако данное явление представляет собой сложный процесс, посредством которого инструмент испытывает большие механические и термические (температурные) нагрузки. За свой срок службы рассматриваемый инструмент ручного типа должен нарезать не менее 100 резьбовых кромок. К машинным изделиям предъявляются еще более высокие требования, что позволяет использовать их для нарезания внутренних резьбовых кромок в количестве нескольких тысяч.
Чтобы обеспечить не только высокую эффективность применения инструмента, но еще и увеличить эксплуатационный ресурс, для производства метчиков применяются специализированные виды стали:
- Ручные метчики изготавливаются из стали с высоким содержанием углерода.
 Такие виды сталей имеют маркировку У10А и У12А
Такие виды сталей имеют маркировку У10А и У12А - Машинные метчики изготавливаются из более качественных материалов, в качестве которых используется быстрорежущая сталь марки РМ5
- Для автоматических станков выпускаются изделия из твердосплавных материалов, которые обладают высокими параметрами устойчивости к высоким температурам
В процессе нарезания резьбы метчиком может произойти поломка используемого инструмента. Причины возникновения поломки самые разнообразные, но если это произошло, то необходимо понимать, что высверлить оставшуюся часть метчика в отверстии заготовки невозможно. Обусловлено это использованием высококачественных материалов для изготовления оснастки.
О маркировке метчиков и что она означает
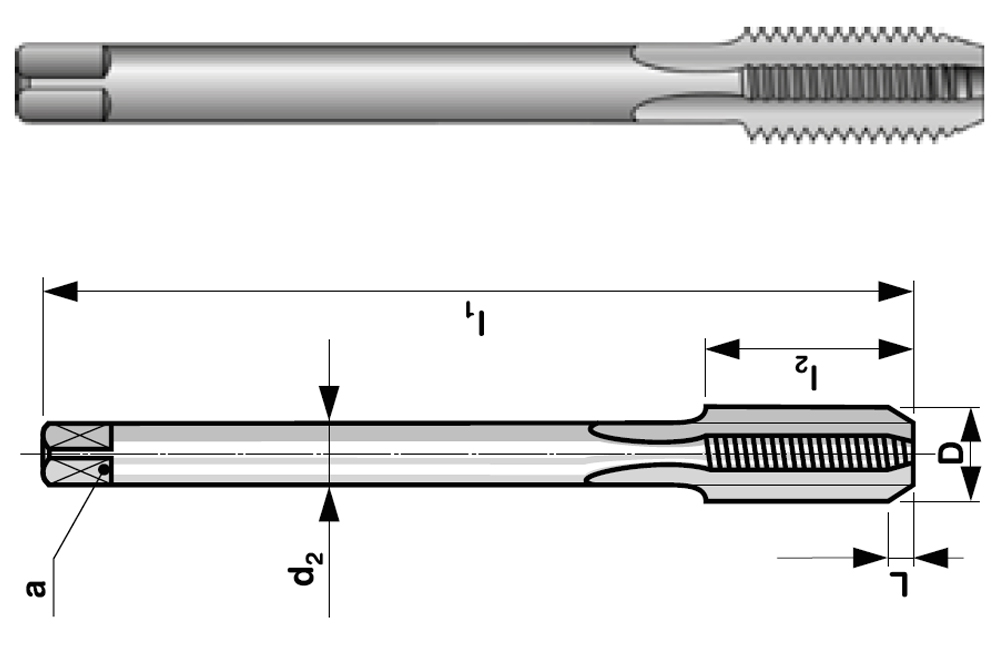
Рассматриваемые инструменты имеют маркировку, на основании которой можно узнать максимум информации об устройстве. Начинается маркировка с буквенного обозначения, которое указывает на принадлежность инструмента к виду резьбы — метрическая, дюймовая или трубная. Ниже приведен пример маркировки метчиков, на основании которого произведем его расшифровку.
Ниже приведен пример маркировки метчиков, на основании которого произведем его расшифровку.
- Первая буква в маркировке указывает на принадлежность к типу резьбы. Если первой стоит буква М, то это говорит о возможности нарезания метрической резьбы. Дюймовая резьба обозначается в виде буквы W или литера вовсе может отсутствовать. Трубная резьба на инструменте указывается за счет применения буквы G
- Следующее обозначение в виде цифры — это диаметр, который для метрической резьбы указывается в миллиметрах, а для трубной и дюймовой в дюймах
- Для резьбы с нестандартным шагом применяется дополнительное обозначение в виде цифры, указывающей шаг в миллиметрах или витках на один дюйм
- Если для изготовления инструмента применяется закаленная нержавеющая сталь, то в маркировке обязательно будет присутствовать обозначение HSS
- В конце маркировки указывается направление резьбы. Причем по стандарту правую резьбу не указывают, а если метчик предназначен для нарезки левой резьбы, то обязательно присутствует обозначение LH
На фото выше представлена дополнительная маркировка, указывающая на соответствующие параметры инструмента.
Как правильно пользоваться метчиками
Часто в домашнем хозяйстве возникает необходимость нарезки внутренней резьбы. Для этого понадобится воспользоваться соответствующим инструментом, о котором рассказывается в материале. Имея метчик, можно приступать к реализации соответствующих манипуляций. Делается следующим образом:
- Размечается отверстие, где необходимо в итоге получить резьбовую кромку
- Произвести накернивание размеченного отверстия, что необходимо для центрирования сверла
- Установив в дрель сверло по металлу, и предварительно смазав его, необходимо просверлить отверстие
- После того, как отверстие будет готово, рекомендуется произвести его зенковку
- Обработать метчик смазочным веществом, после чего расположить его параллельно отверстию. Черновую резку кромки осуществлять необходимо метчиком под номером 1
- Вращение метчика производится специальным воротком
- После того, как будут нарезаны первые витки резьбы, понадобится после каждого одного оборота вперед сделать пол-оборота назад.
 Чем больше смазки вносится при нарезании резьбы, тем выше эффективность выполняемых действий
Чем больше смазки вносится при нарезании резьбы, тем выше эффективность выполняемых действий - Если в процессе перемещения воротка ощущается увеличение усилия, то это говорит о необходимости удаления стружки из режущей части
- Как только будет выполнено полное прохождение метчиком номер 1, аналогичным образом проводится манипуляция 2 и 3 устройствами
При нарезании резьбовой кромки важна не скорость, а внимательность и аккуратность. Если пренебречь рекомендациями, и поспешить завершить процесс, то в итоге можно столкнуться с такой трудностью, как повреждение изделия внутри отверстия. Это приведет к тому, что будет испорчена не только заготовка, но и сам инструмент.
Зная всю самую важную информацию о таких инструментах, как метчики, не составит большого труда их выбрать для соответствующих манипуляций. В каталоге интернет магазина «Цилиндр» представлено большое количество инструментов, которые отличаются не только производителями, но и техническими параметрами. Если часто приходится работать инструментами, то рекомендуется выбирать наборы.
Если часто приходится работать инструментами, то рекомендуется выбирать наборы.
Метчики для нарезания резьбы. Таблица размеров
Руки из нужного места |
05.03.2016
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
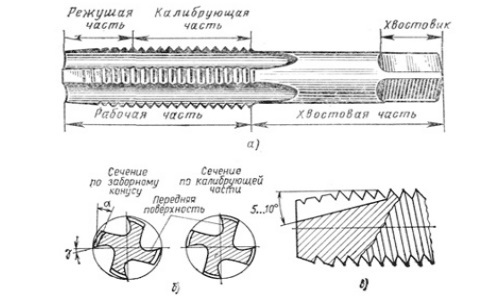
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали.
 Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке.
 Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М.
 Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
М 3 0,5 2,5
М 4 0,7 3,3
М 5 0,8 4,2
М 6 1,0 5,0
М 8 1,25 6,7
М 10 1,5 8,5
М 12 1,75 10,2
М 14 2 12,0
М 16 2 14,0
М 18 2,5 15,4
М 20 2,5 17,4
М 22 2,5 19,4
М 24 3 20,9
М 27 3 23,9
- Дюймовые конические.
 Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.
Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/8” 27 8,3
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/8” 29 8,6
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
G 1” 11 30,3
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Rc 1” 11 29,6
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Граверы электрические. Какой выбрать?
Пневмозаклёпочник. Быстро и надёжно!
10 различных типов метчиков [Полное руководство]
Это полное руководство по типам метчиков. Существует множество различных типов метчиков, и точное знание того, когда использовать каждый из них, сделает нарезку быстрее и проще.
Примечание : Если вы знакомы с типами метчиков, но хотите изучить передовой опыт их использования, чтобы избежать поломки метчиков, ознакомьтесь с нашей статьей и видео 7 способов избежать поломки метчиков .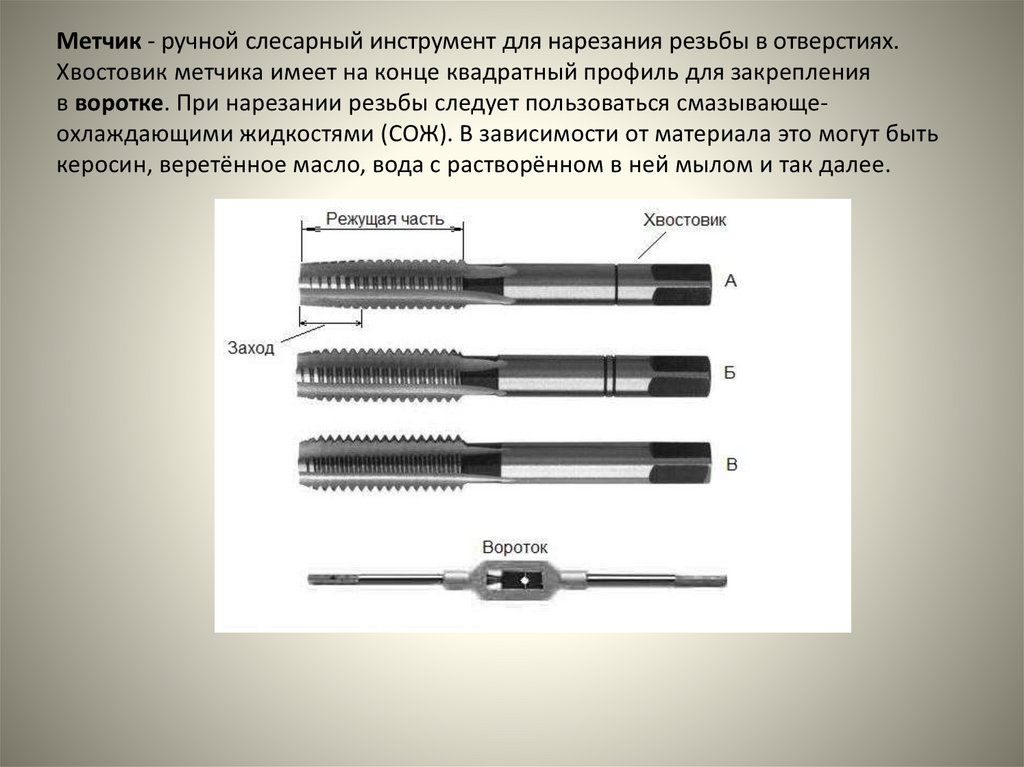
Имеется большое разнообразие метчиков с различными преимуществами и недостатками:
Ручные метчики (метчики с набором метчиков, метчики с прямой канавкой)
Ручные метчики, которые обычно покупаются в местном хозяйственном магазине, являются наиболее распространенными типами метчиков, но их, как правило, следует избегать при работе с ЧПУ. Купите несколько метчиков хорошего качества и попробуйте нарезать резьбу вручную вместо набора резьбовых метчиков из хозяйственного магазина. Вы будете удивлены, насколько лучше работают метчики, сделанные для машин.
Одним из применимых стандартов для ручных метчиков является ISO 529.
Существует два типа ручных метчиков:
Конусный метчик
Конический метчик имеет достаточно большой конус, что облегчает постепенное нарезание резьбы. Как правило, первые 8-10 витков имеют коническую форму. Конические метчики являются наиболее распространенными типами метчиков и, как правило, входят в набор «Метчик и матрица».
Донный метчик
Донный метчик почти не имеет конуса на конце, потому что он предназначен для нарезания резьбы до самого дна. Только 1-1,5 витка резьбы будут коническими.
Нижние метчики используются для нарезания резьбы в глухих отверстиях. Желательно сначала нарезать резьбу в большей части отверстия с помощью конусного метчика, а затем обработать дно отверстия с помощью нижнего метчика.
Метчик-пробка
Метчик-пробка занимает промежуточное положение между нижним и коническим метчиком, потому что у них 3-5 конических витков резьбы, что больше, чем у нижнего метчика, и меньше, чем у конусного метчика.
К сожалению, терминология не всегда согласуется. Некоторые поставщики называют их «вторыми отводами», а нижние отводы называют отводами с заглушками. Проверьте, что вы получаете и используете.
Мощные метчики
Это типы метчиков, которые вы должны выбрать для приложений с ЧПУ или для ручной обработки.
Метчики со спиральным наконечником (метчики с наконечником пистолета или с закругленным концом)
Эти метчики имеют спиральную насечку с разгрузочными канавками.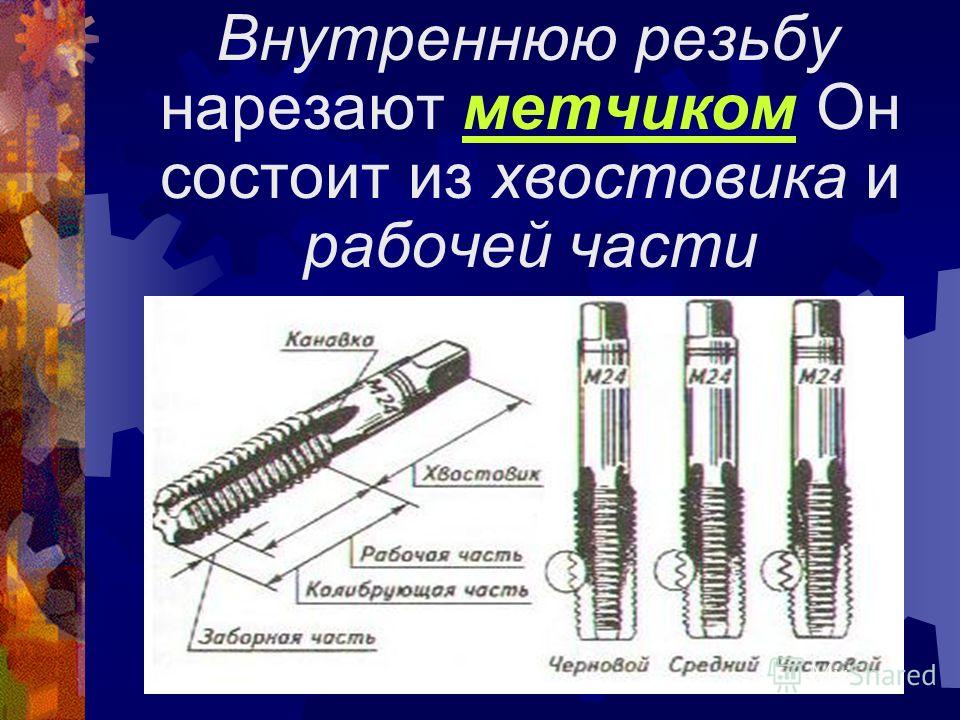 Они распространены и выглядят как большинство ручных кранов, которые вы увидите вокруг. Но спиральный угол на передних режущих кромках помогает отбрасывать стружку, а наклонная кромка также обеспечивает превосходную производительность резания. Следовательно, они действительно являются наименее дорогим метчиком, который вы могли бы использовать для нарезания резьбы с усилием, и могут работать на несколько более высоких скоростях, чем ручные метчики.
Они распространены и выглядят как большинство ручных кранов, которые вы увидите вокруг. Но спиральный угол на передних режущих кромках помогает отбрасывать стружку, а наклонная кромка также обеспечивает превосходную производительность резания. Следовательно, они действительно являются наименее дорогим метчиком, который вы могли бы использовать для нарезания резьбы с усилием, и могут работать на несколько более высоких скоростях, чем ручные метчики.
Подобно ручным метчикам, метчики со спиральной головкой могут иметь конусообразный конец, а метчик-пробка (предназначенный для глухих отверстий) имеет гораздо меньшую конусность.
Они дешевле, чем два других типа, но я обычно предпочитаю два других. Их основной недостаток заключается в том, что они проталкивают стружку перед отводом, другими словами, в отверстие. Это не имеет большого значения для сквозных отверстий, но является плохой идеей для глухих отверстий.
Метчики со спиральной канавкой или пистолетные метчики
Метчики со спиральной канавкой имеют открытую спираль, как и концевая фреза. Их основное преимущество заключается в том, что они выбрасывают стружку вверх и из отверстия. Они всегда предпочтительнее спиральных метчиков, если у вас есть глухое отверстие.
Их основное преимущество заключается в том, что они выбрасывают стружку вверх и из отверстия. Они всегда предпочтительнее спиральных метчиков, если у вас есть глухое отверстие.
Они также предпочтительнее для прерывистого отверстия, где пересекается другой элемент, поскольку спираль помогает перезапустить резьбу после открытого элемента.
Как-нибудь возьми метчик со спиральной канавкой и обычный ручной метчик и нарежь рукой пару одинаковых отверстий. Вы будете поражены тем, насколько меньше усилий требует метчик со спиральной канавкой. Выбор правильных типов кранов действительно помогает!
Метчик с прерывистой резьбой
Эти метчики имеют зуб только для каждой второй резьбы. Идея состоит в том, чтобы обеспечить улучшенное извлечение стружки. Удаление каждого второго зуба помогает разбить стружку, а также дает больше места для выхода стружки и для поступления смазки и выполнения своей работы.
Типы метчиков для конической резьбы: Трубные метчики
Как и следовало ожидать, трубные метчики — это типы метчиков, используемые для нарезания трубной резьбы. Существуют как прямые, так и конические трубные метчики в зависимости от того, будет ли трубная резьба прямой или конической. На фотографии показан типичный трубный метчик с резьбой NPT. Вы можете увидеть конус профиля резьбы NPT.
Существуют как прямые, так и конические трубные метчики в зависимости от того, будет ли трубная резьба прямой или конической. На фотографии показан типичный трубный метчик с резьбой NPT. Вы можете увидеть конус профиля резьбы NPT.
Метчики для конической трубной резьбы должны работать тяжелее, потому что вы не можете просверлить коническое отверстие. В верхней части отверстия необходимо удалить намного больше материала, чем в нижней. Используйте развертку для конусности трубы, чтобы сузить отверстие, чтобы метчик не работал так сильно.
Формовочные или накатные метчики (метчики для накатывания резьбы)
Метчики для накатывания резьбы вообще не нарезают резьбу. Вместо этого они формируются в холодном состоянии. Резьбы, изготовленные таким образом, часто называют «накрученными».
В этом процессе металл отталкивается в сторону и сжимается, а не разрезается. Чипов для удаления нет. В результате сами метчики с меньшей вероятностью сломаются, а резьба, которую они делают, будет прочнее. Если ваше приложение допускает касания форм, они, как правило, лучше всего подходят по этим причинам.
Если ваше приложение допускает касания форм, они, как правило, лучше всего подходят по этим причинам.
Метчики формы требуют различных подач и скоростей, а также требуют другого размера начального отверстия, так что имейте это в виду, прежде чем использовать метчик.
Хотя многие считают, что они подходят только для мягких материалов, таких как алюминий, на самом деле их можно использовать для материалов с твердостью до 36 HRC, что составляет около 340 BHN. Это охватывает удивительно широкий спектр материалов, включая множество сталей.
Я почти всегда выбираю формовочный метчик вместо режущего из доступных типов метчиков, если материал не слишком твердый для нарезания резьбы.
Kelly предлагает этот совет для формовочных метчиков:
«Одна небольшая заминка с большим количеством профилегибочных метчиков… если у них нет канавки для выхода масла для резки, или нет места в основании или на гребне резьбы, масло создаст противодавление по мере того, как метчик входит в отверстие, и в конечном итоге будет действовать как цельная металлическая пробка, блокирующая дальнейшее проникновение метчика в отверстие. Я понял это с трудом, сломав несколько кранов».
Я понял это с трудом, сломав несколько кранов».
Метчики-удлинители (метчики с длинным стержнем)
Это обычные метчики с длинным стержнем, облегчающие доступ к труднодоступным отверстиям, заблокированным другими элементами детали.
Экзотические типы метчиков: Перфораторы
Эта запатентованная технология, совместно разработанная Audi и Emuge, может сэкономить до 75 % времени цикла нарезания резьбы. Прочтите нашу статью, чтобы узнать больше о перфораторах.
Маркировка стандартных метчиков
Метчики имеют маркировку на хвостовике, чтобы вы могли сразу определить, с каким метчиком вы имеете дело. Обычно маркировка включает:
- Номинальный размер: это описание размера резьбы, которую будет делать метчик.
- Символ формы резьбы: описывает семейство резьбы.
- Материал метчика: обычно карбид или быстрорежущая сталь
- Pitch Diameter LImit: указывает, с каким допуском будет сделана резьба.

.
Пределы диаметра шага (резьба) = Базовый плюс .0005 до Базовый плюс .0010
h4 = Базовый плюс .0010 до Базовый плюс .0015
h5 = от базового плюс .0015 до базового плюс .0020
H5 = от базового плюс .0020 до базового плюс .0025
H6 = от базового плюс .0025 до базового плюс .0030 900 03
Примечание : Вы можете найдите эти ограничения и в базе данных нитей G-Wizard.
Форма резьбы Обозначения/аббревиатуры
ACME 60° STUB 60° Укороченная форма резьбы
ACME STUB Укороченная форма резьбы Acme
ACME-C 9000 7 Акме-нить – центрирующая
ACME-G Резьба Acme, общего назначения
ANPT Коническая трубная резьба Aeronautica National Form
AWWA Американская ассоциация водопроводных сооружений
BA Стандартная форма резьбы Британской ассоциации
BSF Британский стандарт Серия с мелкой резьбой
BSPP Британский стандарт, параллельная труба
BSPT Британский стандарт, конусная труба
BSW Британский стандарт, Витворт
MM ISO Метрическая резьба, форма
N BUTT Резьба American Buttress
NC Серия American National с крупной резьбой
NEF Серия American National с сверхтонкой резьбой
NF Серия American National с мелкой резьбой
NGO Резьба выхода газа American National
NGT Коническая газовая резьба American National
NH Соединительная муфта для шлангов и пожарных рукавов American National
NM Серия резьбы National Miniature
NPS Прямая трубная резьба американского стандарта
NPSC Прямая трубная резьба американского стандарта в муфтах
NPSF Внутренняя прямая трубная резьба американского стандарта (сухое уплотнение)
NPSH Прямая трубная резьба американского стандарта для шланговых муфт и ниппелей
НПСИ Промежуточная прямая трубная резьба (сухое уплотнение)
NPSL Американский стандарт, прямая трубная резьба для контргаек
NPSM Американский стандарт, прямая трубная резьба для механических соединений
NPT Коническая трубная резьба по американскому стандарту
NPTF Dryseal Коническая трубная резьба по американскому стандарту
NPTR Коническая трубная резьба по американскому стандарту для рельсовых фитингов
NS Специальная резьба по американской национальной форме
90 006 PTF Dryseal SAE Короткая конусная труба резьба
SGT Специальная газовая коническая форма резьбы
SPL-PTF Dryseal Короткая коническая трубная резьба
STI Специальная резьба для спиральной катушки Проволока Резьбовые вставки
UN Серия Unfied и American Fine
UNC Серия Unfied и American Coarse
UNEF Серия Unfied и American Extra-Fine
UNF Серия Unfied и American Fine
9 0006 UNIV Серия унифицированных миниатюрных резьб
UNJ Унифицированная серия резьбы с контролируемым радиусом впадины
UNJC Унифицированная серия крупной резьбы с контролируемым радиусом впадины
UNJF Унифицированная серия мелкой резьбы с контролируемым радиусом впадины
UNR Серия унифицированных резьб с постоянным шагом и контролируемым радиусом впадины
UNRC Серия унифицированных резьб с крупным шагом и контролируемым радиусом впадины
UNRF Серия унифицированных резьб с мелким шагом и контролируемым радиусом впадины
UNS Unfied и американские резьбы выбранных специальных диаметров и шагов
Кто производит лучшие в мире отвертки?
Серьезно.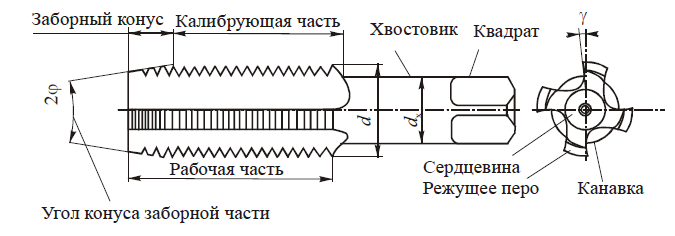 И не думайте, что это Snap On или Craftsman.
И не думайте, что это Snap On или Craftsman.
Слушай, я люблю статьи «Лучшие в мире». Почему? Потому что кем бы вы ни были, вы заслуживаете самого лучшего. Особенно самое лучшее из того, чем вы будете часто пользоваться, например, отвертка. Так что проверь и увидишь. Мы покажем вам 8 брендов, которые намного лучше обычных отверток.
Кто делает лучшее в мире?
Полное руководство по типам метчиков для нарезания резьбы
Нарезание резьбы — важный метод обработки, при котором метчиком нарезается резьбовая часть пары соответствующих металлических крепежных изделий. Он имеет множество применений, например, производители в автомобильной и медицинской промышленности используют резьбовые отверстия для скрепления деталей, поскольку это делает детали более компактными и упрощает транспортировку и использование.
Существует множество различных типов метчиков, используемых слесарями и инженерами, и правильный выбор метчика определяет результат проекта. В этой статье есть подробное объяснение того, что такое метчик, как использовать метчик для нарезания резьбы, а также рекомендации по выбору правильного метчика.
В этой статье есть подробное объяснение того, что такое метчик, как использовать метчик для нарезания резьбы, а также рекомендации по выбору правильного метчика.
Что такое метчик?
Метчик — это специально разработанный инструмент, который нарезает и восстанавливает внутреннюю резьбу в просверленных отверстиях в металлических деталях. Многие резьбовые метчики управляются вручную с помощью рукоятки метчика, в то время как другие автоматические используют сверлильные станки. Части крана имеют характерные формы, которые отличают их друг от друга.
Кроме того, резьбовые метчики обычно изготавливаются из закаленной хромистой стали, цельного карбида или быстрорежущей стали. Наружная резьба на крепежных элементах выполняется с помощью плашки. Резьбовое отверстие и застежка служат механизмом соединения деталей, когда применение обычных болтов и гаек неприменимо.
Несмотря на то, что разные типы ответвителей имеют разные характеристики, основными являются следующие компоненты.
Кузов : Это самая длинная и самая важная часть. Корпус метчика — это то, что делает резку. Он содержит как фаски резьбы, так и полную резьбу. Их количество зависит от типа крана.
Хвостовик : Хвостовик расположен прямо над корпусом. Он гладкий и имеет цилиндрическую форму. Длина хвостовика зависит от типа метчика. На этой детали есть метки, указывающие расстояние между нитями.
Хвостовик : Это квадратная часть над хвостовиком. В зависимости от режима работы (ручной или автоматический) производители закрепляют хвостовик на держателе для вращения метчика.
Канавки : Канавки представляют собой канавки на метчиках, которые вмещают и удаляют стружку во время нарезания резьбы. Они бывают разных типов и форм в зависимости от типа крана. Стандартно метчик содержит 2-4 канавки, которые могут быть угловыми, прямыми или спиральными.
Земля : Земля представляет собой резьбовую часть между канавками.
Пятка : Это наклонная область за нитями.
Режущая поверхность : Это поверхность нарезного инструмента, которая соприкасается с материалом.
Различные типы метчиков могут нарезать различные типы резьбы в отверстиях. Ниже приведены различные метчики для резьбы с их отличительными особенностями.
Ручные метчики
Конический метчик, пробковый метчик и донный метчик составляют полный набор ручных метчиков.
-Конический метчик
Этот метчик имеет 8-10 фасок резьбы до полного диаметра нарезки. Поэтому производители используют его в качестве начального метчика для глухих отверстий в твердых материалах. Конический метчик обеспечивает более деликатное и плавное движение резания. Он не идеален в качестве единственного крана для проекта, потому что он не может доходить до дна.
— Пробковый метчик
Использование пробкового метчика сразу после конусного метчика не редкость.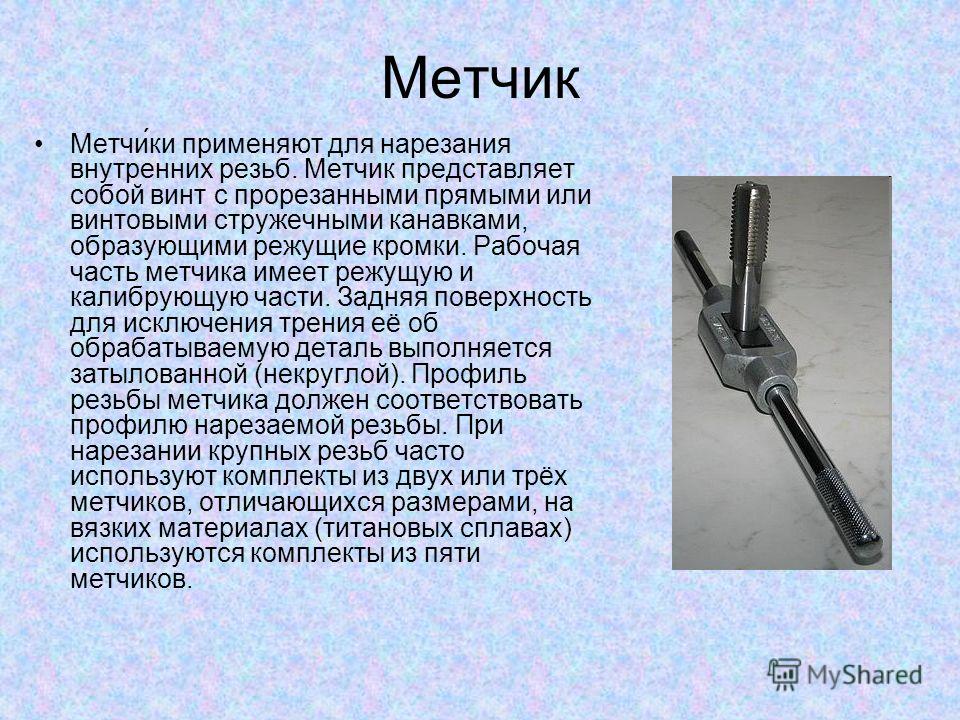 Метчики-пробки придают желаемую глубину и форму уже просверленным отверстиям. Имеет 3-5 нитей, сужающихся от кончика. Следовательно, он дает более сильное режущее действие, чем конусный метчик.
Метчики-пробки придают желаемую глубину и форму уже просверленным отверстиям. Имеет 3-5 нитей, сужающихся от кончика. Следовательно, он дает более сильное режущее действие, чем конусный метчик.
— Донный метчик
Производители используют нижний метчик в качестве последнего метчика для проекта. Это связано с тем, что он имеет 1-2 фаски для резьбы и не совпадает с отверстием при нарезании резьбы. Кроме того, по мере нарезки нижнего метчика он очищает уже нарезанную резьбу.
Мастер-метчик
Мастер-метчик подобен коническому метчику. Отличие заключается в количестве флейт. Мастер-метчик имеет 7-10 канавок с большим количеством режущих поверхностей. Метчики Master применимы для нарезания чистой резьбы в твердых и прочных материалах.
Газовый кран
Газовый кран глубоко нарезает газовую резьбу для соединения гидравлических фитингов и труб. Он имеет 1-2 резьбовые фаски, которые прекрасно работают как с цилиндрическими, так и с коническими отверстиями.
Машинный метчик
В отличие от описанных выше типов, машинный метчик полностью автоматизирован. Он использует станок для сверления метчиков, что снижает вероятность повреждения заготовки и метчика. Кроме того, этот станок упрощает процесс нарезания резьбы, поскольку для завершения проекта требуется меньше человеческого труда.
Метчик с машинным винтом
Метчик этого типа не является полностью автоматизированным. Он используется либо с ручным метчиком, либо со сверлильным станком. Метчики для машинных винтов имеют 2-4 резьбы, которые сужаются от кончика. По этой причине они могут вручную нарезать глубокие отверстия во многих типах материалов. Производители используют машинные метчики для ремонта, текущего обслуживания и повторной нарезки резьбы, где точность и жесткие допуски не важны.
Удлинительный метчик
Этот тип метчика подобен ручному метчику. Однако метчики-удлинители имеют длинный хвостовик над корпусом.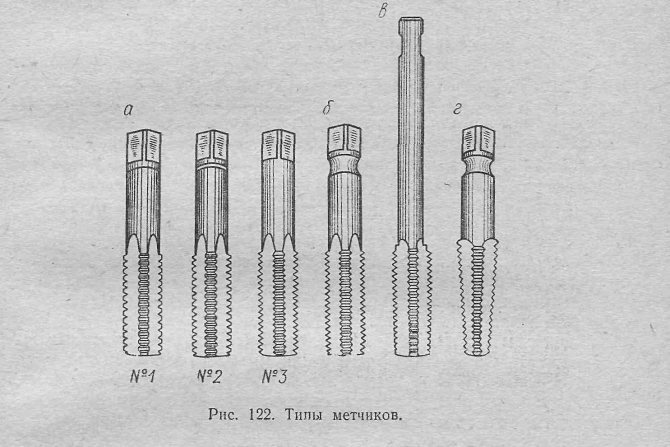 Следовательно, он может достигать отверстий, которые считаются недоступными, например, ступица шкива.
Следовательно, он может достигать отверстий, которые считаются недоступными, например, ступица шкива.
Метчик с изогнутым хвостовиком
Его отличительной чертой является изогнутая рукоятка, выступающая из хвостовика. Это позволяет осуществлять непрерывную нарезку резьбы без остановки сверлильного станка через определенные промежутки времени.
Метчик со стопорным болтом
Этот метчик имеет длину 15-20 дюймов и используется в локомотивах-бройлерах. Стяжной болт нарезает отверстия, соответствующие диаметру гайки стяжного болта.
Метчик со спиральной канавкой
По сравнению с обычными прямыми канавками, канавка этого метчика имеет спиралевидную форму. Эта функция облегчает удаление стружки из резьбового отверстия. Метчик со спиральной канавкой идеально подходит для мягких металлов и металлов, дающих короткую стружку.
Метчик без канавок
Как следует из названия, этот тип метчиков имеет резьбу по всему корпусу без канавок. Бесканавочный метчик использует метод деформации давлением для нарезания резьбы в отверстия без удаления стружки. Это обеспечивает более высокую скорость резания и высокое качество резьбы. Однако он совместим только с мягкими металлами.
Бесканавочный метчик использует метод деформации давлением для нарезания резьбы в отверстия без удаления стружки. Это обеспечивает более высокую скорость резания и высокое качество резьбы. Однако он совместим только с мягкими металлами.
Как использовать метчик для нарезания резьбы?
Нарезание резьбы в отверстии — это тщательный и поэтапный процесс. Выполните следующие шаги, чтобы сделать высококачественные нити.
Процесс зажима
Перед сверлением и нарезанием резьбы важно зафиксировать заготовку с помощью тисков или других удерживающих инструментов. Это связано с тем, что правильный зажим облегчает процесс сверления. Любое незначительное движение во время сверления может привести к дефектам конечных деталей. Для этого:
- Очистите заготовку.
- Поместите заготовку в середину тисков. Для более крупных заготовок зажимайте непосредственно на верстаке.
Примечание. Важно контролировать усилие зажима, чтобы избежать любых повреждений.
Операция сверления
Чтобы просверлить идеальное отверстие:
- Нарисуйте карандашом круглую отметку, указывающую область, которую нужно просверлить.
- Нанесите смазку на буровой инструмент. Используя постоянную скорость и давление, просверлите цилиндрическое отверстие, используя наиболее подходящий тип сверл.
- Выпрямите отверстие с помощью дрели и мотора.
Используемый болт определяет размер отверстия. В идеале диаметр отверстия должен быть меньше. Это связано с тем, что процесс нарезания резьбы еще больше расширяет отверстие. Однако существует стандартная таблица (в разделе ниже), которая соответствует размеру болта диаметру отверстия.
Примечание: При сверлении глухих отверстий следует соблюдать осторожность. Просверленное отверстие должно быть немного глубже, чем длина болта.
Нарезание резьбы
Процесс нарезания резьбы прост. Для этого:
- В зависимости от типа метчика прикрепите метчик к рукоятке метчика или станку для сверления метчика.
- Нанесите смазку прямо в отверстие и на кончик метчика.
- Совмещайте кран с отверстием, пока не почувствуете сопротивление. Стандартно для каждого поворота на 360 градусов по часовой стрелке выполняется поворот на 180 градусов против часовой стрелки. Это помогает разбить стружку и освободить место для режущих зубьев метчика, чтобы продолжить резку.
Рекомендации по выбору правильного типа метчика
На рынке представлено множество типов метчиков. Выбор правильного крана для проекта определяет результат процесса нарезки. При выборе метчика учитывайте следующее.
Тип заготовки
Конструкционные материалы имеют разные уровни твердости. Следовательно, используемые производителями типы метчиков различаются в зависимости от того, насколько твердым или мягким является материал. Некоторые метчики имеют специальные характеристики, которые делают их более подходящими для некоторых материалов. Например, бесканавочные метчики идеально подходят для мягких металлов, в то время как машинные метчики лучше работают с более твердыми материалами, поскольку они полностью автоматизированы.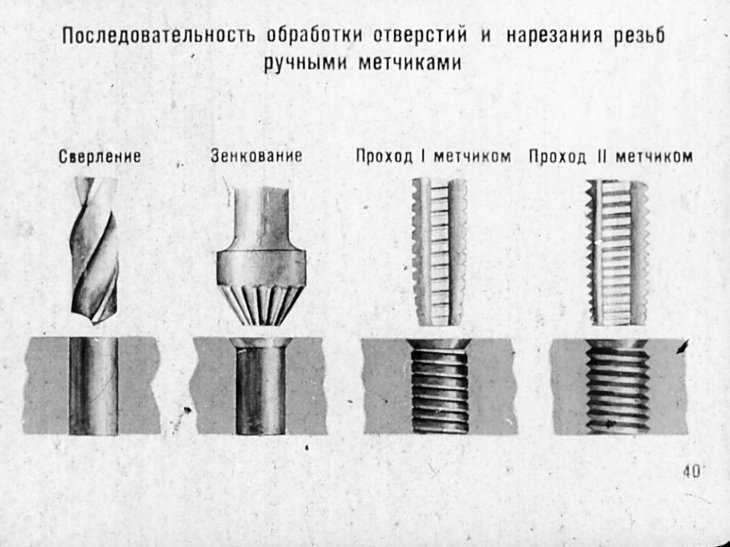
Материал метчика
Обычно метчики изготавливаются из быстрорежущей или карбидной стали. Материал, с которым вы работаете, определяет, какой из них выбрать. Производители используют метчики из быстрорежущей стали для мягких металлов, таких как медь, свинец, магний, алюминий и родственные сплавы. метчики из быстрорежущей стали обеспечивают более контролируемое и медленное резание.
С другой стороны, метчики из карбидной стали прочны и быстрее нарезают резьбу в очень твердых материалах, таких как чугун, титан, латунь, нержавеющая сталь, никель и другие твердые сплавы. Это связано с тем, что они могут выдерживать трение и тепло, возникающие при нарезании резьбы.
Тип отверстий
Глубина просверленного отверстия определяет используемый метчик. Различные типы метчиков имеют разное количество фасок резьбы. Фаски резьбы служат опорной системой, направляющей метчик при нарезании резьбы. Только полная резьба производит режущий эффект. Учитывая это, метчики, имеющие 1-3 фаски резьбы, делают более глубокие отверстия. Это особенно важно для глухих отверстий.
Это особенно важно для глухих отверстий.
Скорость резания
Некоторые типы метчиков специально созданы для использования в высокоскоростном производстве. Если определяющим фактором является скорость, идеально подойдут метчики со спиральным наконечником, бесканавочные метчики или метчики с автоматическим управлением. Для метчиков со спиральной канавкой спиральная или винтовая канавка отводит стружку от направления нарезки. Это сокращает время, затрачиваемое на удаление стружки. Это преимущество относится к бесканавочным метчикам, не дающим стружки.
Найдите размер метчика с помощью таблицы
Различные типы метчиков бывают разных размеров. Размер просверленного отверстия определяет размер метчика. Если размер сверлильного инструмента больше, чем резьбовые метчики, окончательные резьбовые отверстия будут больше, чем крепеж. С другой стороны, меньший диаметр сверла создаст слишком маленькие отверстия для метчика. Это может повредить метчик и заготовку.
Чтобы предотвратить это, можно использовать процесс растачивания для расширения просверленного отверстия по мере необходимости. Стандартная формула для расчета размера сверла:
размер сверла = 7/8 (размер метчика) – 1/32 24
Метчик точно нарезает внутреннюю резьбу в отверстиях деталей для установки крепежа там, где обычные болты и гайки не подходят. Производители используют различные типы метчиков для нарезания резьбы в просверленных отверстиях. Можно нарезать резьбу, используя множество методов нарезания резьбы для изготовления нестандартных деталей.
Производители используют различные типы метчиков для нарезания резьбы в просверленных отверстиях. Можно нарезать резьбу, используя множество методов нарезания резьбы для изготовления нестандартных деталей.
Компания WayKen упростила услуги по механической обработке. Мы — правильный выбор для ваших проектов по резьбонарезной обработке. Наши инженеры и механики являются экспертами в области нарезания резьбы. Обратившись к нам, вы обязательно получите качественные и недорогие обработанные детали. Не стесняйтесь обращаться к нам, если у вас есть вопросы о резьбовых отверстиях.
Можно ли нарезать отверстия с помощью штампа?
Внутренняя резьба в просверленном отверстии и наружная резьба на болте или гайке составляют пару сопрягаемого металлического крепежа. Инструмент для штамповки нарезает наружную резьбу на болте или гайке. Оба типа резьбы должны точно входить друг в друга.
Зачем смазывать метчик перед нарезанием резьбы?
Перед нарезанием резьбы важно нанести смазку непосредственно на просверленное отверстие и на кончик метчика.