Виды сварочных электродов: Виды сварочных электродов. Какие марки применять в конкретном случае
Содержание
Электроды для сварки — виды, маркировка и выбор
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Содержание страницы
- 1 Составляющие электрода
- 2 Виды обмазки
- 3 Другие параметры выбора
- 3.1 Толщина сварочного изделия
- 3.2 Типы свариваемых металлов
- 3.3 Заключение по теме
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице.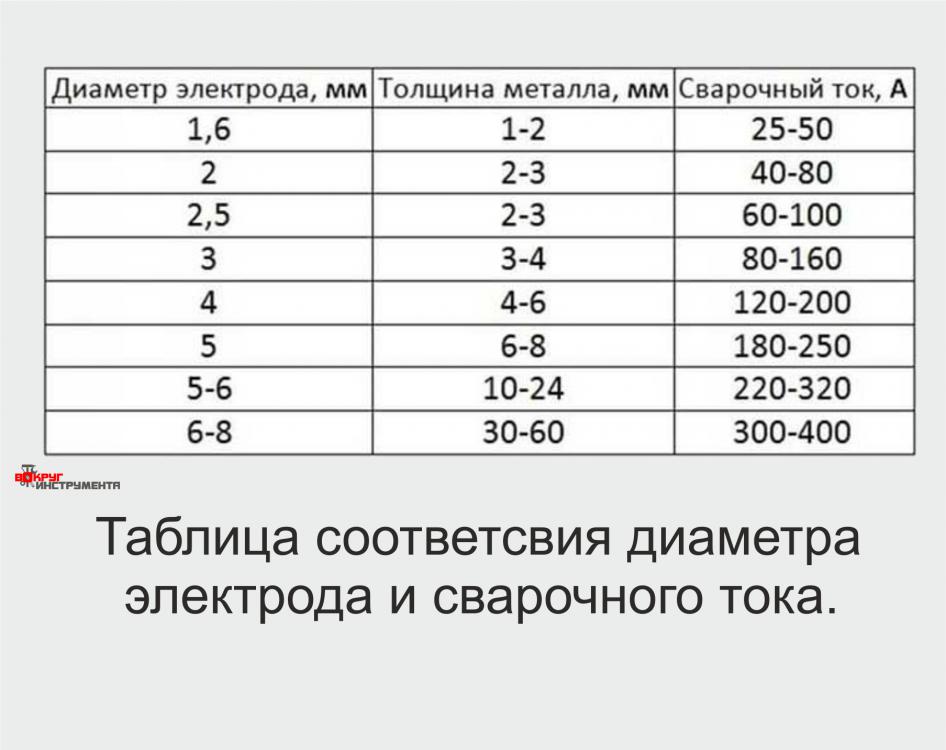 К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| Диаметр сварочного материала, мм | Сила сварочного тока, А |
|---|---|
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.

На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Электроды для сварки — виды, маркировка и выбор
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Содержание страницы
- 1 Составляющие электрода
- 2 Виды обмазки
- 3 Другие параметры выбора
- 3.
 1 Толщина сварочного изделия
1 Толщина сварочного изделия - 3.2 Типы свариваемых металлов
- 3.3 Заключение по теме
- 3.
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.

Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.

Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| Диаметр сварочного материала, мм | Сила сварочного тока, А |
|---|---|
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Типы сварочных электродов и их применение
Являетесь ли вы разнорабочим, который сваривает всего несколько раз в год, или профессиональным преобразователем, который сваривает каждый день, одно можно сказать наверняка: сварка требует большого мастерства. Поэтому важно знать несколько типов сварочных электродов и их использование.
Поэтому важно знать несколько типов сварочных электродов и их использование.
Эти шесть различных типов сварочных электродов являются наиболее широко используемыми и популярными в сварочной промышленности. 6010 электроды для обеспечения глубокого проплавления, 6011 можно использовать с переменным или постоянным током, 6012 представляет собой сварочную проволоку общего назначения, 6013 создает мягкую дугу с небольшим водяным брызгом, 7018 в основном используется для сварки материалов от низкого до среднего углеродистая сталь , а особенностью сварочного прутка 7024 является высокое содержание железного порошка.
Эти металлические стержни, также называемые сварочными электродами, сплавляются для соединения двух или более частей. Вы должны быть знакомы со сварочными стержнями, так как выбор неправильного сварного шва может ослабить сварной шов.
12
Стержни, рассмотренные
120 часов исследований
15 Экспертов
опрошенные
250 Обзоры анализировали
В следующей статье мы переживаем различные типы стержней и объясняют специфические Tasks они были спроектированы.
Mild Steel Types of Welding Rods and Their Uses
| Mild steel welding rods | Use |
| 6010 | Welding of pipelines and shipyards (deep penetration) |
| 6011 | Переменный или постоянный ток |
| 6012 | общего назначения |
| 6013 | сварка со средним проплавлением |
| 7018 | Сварка низкой до средней углеродной стали |
| 7024 | Высокоскоростные плоские или горизонтальные сварки |
типов сварки. Однако знакомы ли вы с различными типами сварочных электродов?
Выбор электродов зависит от типа основного металла, толщины металла и тока, который вы используете для сварки.
Сколько типов сварочных электродов? Электроды классифицируются как расходуемые и нерасходуемые.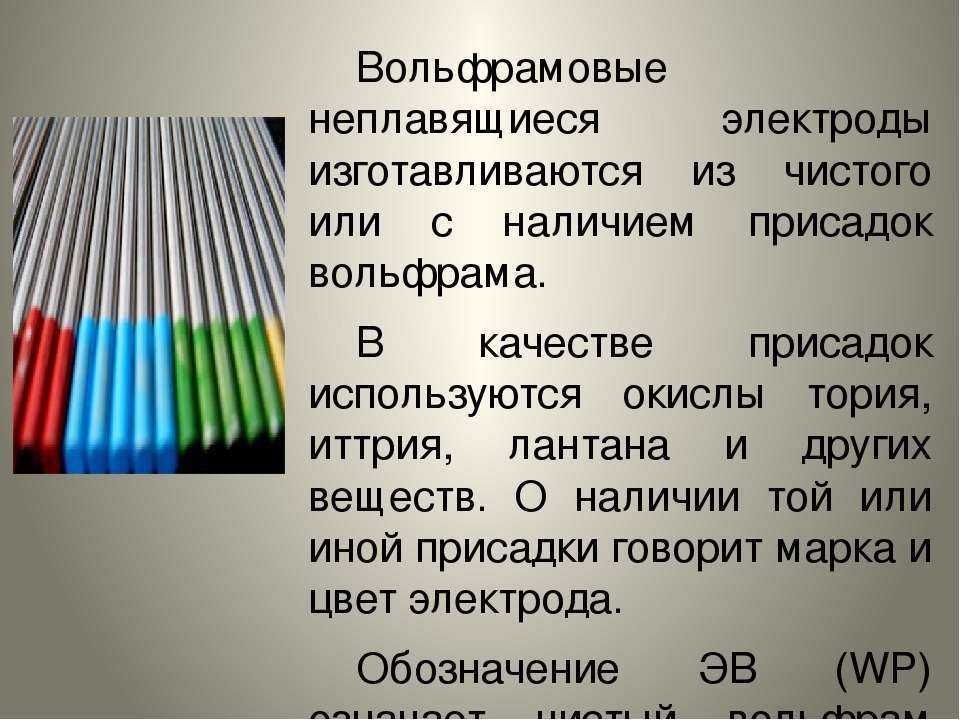 Сварщики дуговой сварки и сварщики MIG используют одноразовые электроды, а сварщики TIG используют неплавящиеся электроды.
Сварщики дуговой сварки и сварщики MIG используют одноразовые электроды, а сварщики TIG используют неплавящиеся электроды.
В отличие от неплавящихся электродов плавящиеся электроды вплавляются в основной металл.
Сварщики используют электроды для создания дуги, которая создает сварочную ванну и сплавляет два основных металла. Электрод представляет собой тонкую металлическую проволоку различных диаметров, длин и покрытий. При сварке MIG электрод представляет собой катушку проволоки, которую аппарат MIG подает в сварочную горелку.
Однако электроды, используемые для сварки SMAW и TIG, аналогичны электродам длинного сына.
Без подачи питания на аппарат сварщик держит электрод TIG или SMAW во время процесса сварки.
Говоря о типах сварочных электродов, некоторые электроды подходят для нескольких металлов и токов. Однако важно изучить, какие типы электродов предназначены для конкретных металлов и ситуаций.
Какие существуют типы сварочных электродов?
Если ваша основная цель не сварка TIG, рассмотрите возможность использования плавящегося электрода.
Исключение составляют случаи, когда вы используете сварочный аппарат с угольным электродом. Углеродные электроды неплавящиеся и комплектуются углеграфитом.
Неплавящиеся электроды
Неплавящиеся электроды включают угольные электроды и вольфрамовые электроды. Вольфрамовые стержни для сварки TIG более распространены, чем углеродные стержни, в промышленности и домашнем хозяйстве.
Углеродные электроды
Дуговая сварка углеродом (CAW) — более старая и менее распространенная форма сварки. Хотя CAW все еще используется сегодня, это процесс, который вы вряд ли увидите в сварочном цеху или дома.
The American Welding Company (AWS) больше не содержит спецификаций CAW.
Вооруженные силы США продолжают использовать ТСА для нагрева и резки металла. В отличие от стандартной дуговой сварки, CAW использует два неплавящихся угольных электрода.
Угольные электроды создают большую дугу, которую гораздо труднее контролировать, чем дуги от других процессов.
Гигантская дуга хороша для нагрева металлов и вырезания отверстий или каналов в металле, но не предназначена для детальной сварки тонкого металла.
Вольфрамовые электроды
Вольфрамовые электроды являются наиболее популярными неплавящимися электродами и используются для сварки вольфрамовым электродом в среде инертного газа (TIG).
Вольфрамовые электроды изготавливаются из чистого вольфрама или комбинации вольфрама и тория или вольфрама и циркония.
Электроды из чистого вольфрама подходят для небольших работ с более тонкими металлами, не требующими большой силы тока.
Вольфрамовые/циркониевые электроды хорошо работают с более тяжелыми металлами, но не так долговечны, как вольфрамовые/ториевые электроды.
Говоря о типах сварочных стержней, вольфрамовый / торий является наиболее распространенной формой вольфрамового электрода и создает самые мощные сварные швы с высокой силой тока.
В следующей таблице показаны четыре типа вольфрамовых электродов и способы их идентификации по цвету:
| электрод | Color classification |
| Pure tungsten | green |
| 1% thorium | yellow |
| 2% thorium | red |
0. 3% – 5% zirconium 3% – 5% zirconium | Brown |
Расходуемые электроды
Тип расходуемого электрода является наиболее распространенным электродом и использует как сварочные аппараты MIG (металлический инертный газ), так и дуговую дуговую сварку в среде защитного газа (SMAW, также называемую полосовой сваркой и дуговой сваркой).
В отличие от неплавящихся электродов, расходуемые материалы растворяются в процессе сварки.
В электродах MIG используется тонкая проволока, которую аппарат MIG автоматически подает в сварочный пистолет.
Роботизированные сварочные аппараты MIG считаются полностью автоматическими, а машины, управляемые людьми-сварщиками, называются полуавтоматическими сварочными аппаратами.
Поскольку в установках MIG для защиты сварного шва используется защитный газ, проволока MIG не покрыта флюсом.
Сварочный аппарат Forney Easy Weld 261 MIG — мой выбор номер один, поскольку он предлагает идеальное соотношение цены и качества.
Сварщики дуговой сварки используют электроды или плавящиеся стержни для получения стабильных сварных швов без образования защитного газа. Плавящиеся электроды для дуговой сварки классифицируются как неизолированные электроды или штучные электроды.
Неизолированные электроды не покрыты флюсом для защиты сварочной ванны и обычно используются для сварки марганцевой стали.
Стержневые электроды являются предпочтительным стержнем для оборудования для дуговой сварки и делятся на три группы
- Электроды с легким покрытием
- Электроды со средним покрытием
- Электроды с толстым покрытием или электроды с экранированной дугой
- Электроды со слабым покрытием
Как следует из названия, электроды со слабым покрытием имеют тонкий слой флюса. Хотя флюс не создает надежного защитного газа, он защищает сварочную ванну от таких загрязнителей, как фосфор, сера и оксиды.
Легкое покрытие также стабилизирует дугу и образует меньше шлака, чем стержни со средним или толстым покрытием.
Стержни с легким покрытием имеют покрытие фактор 1,25 и не подходят для сильно загрязненных металлов, требующих защитного флюса.
Электроды со средним покрытием
Большинство любителей и опытных сварщиков часто используют электроды со средним покрытием, такие как стержни с низким содержанием водорода.
Некоторые из наиболее распространенных применений стержней со средним покрытием — морское бурение, строительство мостов, строительство коммерческих зданий и сварка труб.
Электроды со средним покрытием имеют коэффициент покрытия 1,45, легко удаляемый шлак, исключительный контроль дуги и возможность сварки в любом положении.
Электроды с толстым покрытием
Электроды с толстым покрытием содержат наибольшее количество флюса и имеют коэффициент покрытия 1,6-2,2. Когда покрытие воспламеняется в сварочной ванне, оно создает эффективный защитный газ для защиты сварного шва.
Палочки изготовлены из трех материалов, включая целлюлозу, минералы и комбинацию целлюлозы и минералов.
Руководство по наименованию сварочных электродов
Говоря о типах сварочных электродов, Американское общество сварщиков (AWS) разработало буквенно-цифровую систему обозначения сварочных электродов. Это основная система идентификации сварочных электродов не только в США, но и в других странах.
Как следует из названия, этот буквенно-цифровой метод состоит из букв и цифр, обычно выгравированных на каждой стороне сварочного стержня.
Вы найдете такие термины, как E6010, E7018 и т. д. Вот как работает метод присвоения имен:
Основная буква «Е» в начале названия означает электрод. Следующие два числа относятся к минимальной прочности сварного шва на растяжение, которая измеряется в фунтах на квадратный дюйм (psi).
Например число 60 в E6010 означает, что стержень создаст валик с минимальной прочностью 60 000 фунтов на квадратный дюйм. Проще говоря; Полученный сварной шов может выдержать усилие в 60 000 фунтов, необходимое для его разрыва.
Третье значение указывает количество положений, в которых можно использовать сварочный электрод. Обратите внимание, что существует четыре основных положения сварки: плоское, горизонтальное, вертикальное и сверху.
Например, 1 означает, что планку можно использовать во всех положениях, а 2 означает, что ее можно использовать только в плоском или горизонтальном положении.
Последняя цифра указывает на тип покрытия и тип сварочного тока (переменный, постоянный или оба), которые можно использовать с электродом. Теперь, когда вы знаете, в чем заключается система наименования, рассмотрим виды электродов для сварки.
Типы сварочных прутков
6010
6010 электроды очень популярны. Они используются для обеспечения глубокого проплавления, формы сварки, которая требует очень высокой плотности мощности до 1 мегаватта на квадратный сантиметр .
Принимая это во внимание, электроды E6010 в основном используются для сварки труб и таких применений, как верфи, водонапорные башни, сталелитейные заводы, полевые работы и стальные резервуары для хранения.
Однако важно отметить, что их можно использовать только со сварочными аппаратами, использующими постоянный ток (DC).
Кроме того, они имеют чрезвычайно узкую дугу, что затрудняет обращение с ними, особенно для сварщиков-любителей.
6011
Отличительной особенностью электродов 6011 является то, что они могут использоваться как с питанием переменного, так и постоянного тока .
Это очень удобно, так как вы можете легко переключаться с одного типа потока на другой, чтобы увидеть, какой из них работает лучше всего.
Что касается типов сварочных электродов, этот тип сварочных электродов может выдерживать усилие 60 000 фунтов на квадратный дюйм без разрушения. Как и электроды 6010, электроды 6011 обеспечивают глубокое проникновение.
Это делает его лучшим электродом для сварки более толстых материалов. Это также объясняет, почему электроды 6011 используются для сварки с использованием окрашенных, грязных и жирных поверхностей.
Недостатком этого электрода является то, что он создает плоские валики сварного шва и оставляет волны и несколько шероховатую поверхность.
Это может быть проблемой, когда вам нужна эстетическая отделка.
6012
6012 — это универсальный сварочный пруток с отличными шунтирующими свойствами, особенно при использовании с настройками ниже среднего.
Также известно, что этот электрод обеспечивает хорошую стабильную дугу и работает при высоких токах с минимальным разбрызгиванием. Лучше всего то, что он поддерживает как источники питания переменного, так и постоянного тока.
Другими словами, электроды 6012 имеют два основных ограничения. Во-первых, они лучше всего подходят для неглубокого или тонкого проникновения. Во-вторых, когда они тают, образуются густые отходы; Поэтому требуют дополнительной очистки после сварки.
Типичными областями применения этого типа сварочной проволоки являются сборка открытых соединений, ремонтные работы, некритические сварные швы и сварные швы листового металла из окисленной углеродистой стали.
6013
Это еще один популярный электрод, который создает плавную дугу с небольшим разбрызгиванием. Часто используемый для сварки с умеренным проплавлением, 6013 имеет легко удаляемый шлак.
Также важно отметить, что он совместим как с переменным, так и с постоянным током.
Этот тип электрода используется в тех случаях, когда требуются короткие или нерегулярные сварочные работы из-за этих свойств . Поскольку он создает довольно стабильную и гладкую арку, он идеально подходит для приложений, требующих изменения положения.
Эти применения включают сварку листового металла, ремонт и строительство судов, а также сварку переработанных или изношенных поверхностей из мягкой стали. Электроды 6013 также используются в общем и легком производстве.
7018
Модель 7018 является одним из лучших многоцелевых сварочных электродов и в основном используется для сварки низко- и среднеуглеродистой стали. Как мы выяснили ранее, этот электрод предназначен для создания гораздо более прочного сварного шва, который может выдерживать давление до 70 000 фунтов на квадратный дюйм.
Еще одной важной особенностью сварочной проволоки 7018 является то, что она обычно покрыта соединением железа с низким содержанием водорода.
Этот состав испаряется и защищает сварной шов от влаги и загрязнения воздуха.
Этот сварочный электрод можно использовать с источниками питания переменного и постоянного тока во всех четырех положениях. Благодаря этим свойствам 7018 хорошо зарекомендовал себя в сварке конструкций.
Тип сварки, необходимый на электростанциях, электростанциях, заводах и мостах.
7024
Главной особенностью этого сварочного электрода является высокое содержание железного порошка. Это важная особенность, которая значительно увеличивает скорость наплавки, что упрощает сварку. +
Что означают цифры на электродах?
Цифровая система классификации электродов поначалу может показаться запутанной, но как только вы поймете, что означают цифры, покупка электронов станет проще простого.
Система AWS показывает давление, которое может выдержать стержень, правильное положение для сварки, состав потока и ток, используемый стержнем . Наиболее часто для сварки используются стержни 7018, 7014, 6013, 6011 и 6010.
На примере стержня 7018 вы можете использовать первые два числа для определения прочности стержня на растяжение.
Цифры обозначают количество фунтов на квадратный дюйм (psi), которое может выдержать сварной шов.
Если умножить 70 на 1000, то можно увидеть, что сварной шов выдерживает давление 70 000 фунтов на квадратный дюйм.
Третья цифра на электроде указывает оптимальное положение для сварки. Используются только 1, 2 и 4.
цифра 1 означает, что электроды можно использовать в любом положении . Число 2 означает плоское горизонтальное положение, а число 4 означает положение вверху или вертикальное положение вверху или внизу .
Для стержня 7018 это означает, что стержень можно заменить во всех позициях . Последнее число представляет расход и ток, которые будут использоваться.
Цифра 8 означает, что батончик изготовлен из порошка калия железа с низким содержанием калия. Это также означает, что правильным электродным током является переменный ток, постоянный ток- и постоянный ток +.
Покрытие электрода состоит из различных материалов. В следующей таблице показан состав различных электродов и соответствующие токи.
| Num | Material | Current | ||||||||||||||||||||||||||||||||||
| 8 | Low potassium iron powder potassium | A. C., DC +, D.C.- | ||||||||||||||||||||||||||||||||||
| 7 | Iron oxide , порошок калия | AC, DC +, DC- | ||||||||||||||||||||||||||||||||||
| 6 | Низкий калий в калие. DC- | |||||||||||||||||||||||||||||||||||
| 3 | Высокий калий в титане | A.C., DC + | ||||||||||||||||||||||||||||||||||
| 2 | 0036 | Богатый калием целлюлозы | A.C., DC +, DC- | |||||||||||||||||||||||||||||||||
| 0 | Высокое содержание натрия целлюлозы | D.C. Однако, если вы не уверены в электроде, проверьте упаковку. Производители электродов размещают на упаковке подробные спецификации, которые должны ответить на все ваши вопросы. Перед началом сварки проверьте технические характеристики перед установкой сварочного аппарата. В большинстве инструкций также рассказывается, какие металлы подходят для электрода и как регулировать силу тока на вашем станке. Обращение с электродами и их хранение При покупке электродов вы знаете несколько вещей. Хотя электроды имеют металлические сердечники, электроды могут погнуться или сломаться в зависимости от типа металла. Стержни, которые не являются структурно неповрежденными при использовании, не образуют полезных сварных швов. Флюс защищает ванну для пайки и необходим для получения стабильного припоя. При покупке батончики упакованы в герметичный контейнер и начинают разрушаться, если оставить их без защиты более чем на несколько часов. При выборе электрода для припоя не забудьте хранить оставшиеся стержни в герметичном контейнере. В зависимости от состава стержня флюс будет разрушаться под воздействием влаги. Флюс превратится в мокрую массу, если он поглотит слишком много водорода или кислорода. При работе на улице трудно избежать влажности. Постарайтесь свести к минимуму контакт электрода с воздухом, открывая колпачок стержня непосредственно перед сваркой. Инструкции по выбору наилучшего типа сварочной проволоки Даже если вы знакомы с различными типами сварочных электродов, может быть сложно выбрать конкретное применение. Вот некоторые другие факторы, которые следует учитывать: Основной металл Следует учитывать состав основного металла. Ваша главная цель — найти сварочный стержень, который очень похож на основной металл. Повышает вероятность создания прочного и стабильного сварного шва. Если вы не знаете, как установить основной металл, помните о следующих соображениях: Металлический вид Вы работаете со сломанной частью металла или детали? Если да, то проверьте текстуру. Шероховатая или зернистая поверхность означает, что это расплавленный металлический материал. Магнитный и немагнитный Определение того, является ли материал магнитным или немагнитным, является еще одним отличием от основного металла. Если он не является магнитным, основным металлом может быть аустенитная нержавеющая сталь, марганцевая сталь или цветной сплав, такой как латунь, алюминий, титан или медь. Тип искры Также следует проверить тип искры, которую создает основной металл при ударе о шлифовальный станок. Эмпирическое правило здесь заключается в том, что чем больше факелов в искре, тем выше содержание углерода в основном металле. Реакция долота на металл Если долото ударит по мягкому металлу, такому как алюминий, останутся следы от укусов. Однако, если он ударит по более твердым металлам, таким как чугун или углеродистая сталь, он отскочит. Прочность на растяжение Также важно, чтобы прочность сварочного электрода на растяжение соответствовала прочности основного металла. Невыполнение этого требования может привести к образованию трещин между другими неоднородностями сварного шва. Чтобы определить прочность электрода на растяжение, все, что вам нужно сделать, это проверить первые две цифры. Например, , стержень 6011 означает, что он создает сварной шов с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, а затем хорошо работает со сталью с соответствующей прочностью на растяжение. Сварочный ток Хотя некоторые сварочные электроды переменного и постоянного тока совместимы, другие поддерживают только один из этих источников питания. Проверьте четвертую цифру своего имени, чтобы определить тип валюты, в которой можно использовать электрод. Это значение указывает не только на тип покрытия, но и на соответствующий сварочный ток. Вот простая таблица для справки: Использование домашней духовки для ухода за велосипедами не является оптимальным вариантом, потому что духовка слишком горячая, а батончики нагреваются до 500-700 градусов примерно за 100-30 минут. Сколько ампер у стержня 7018? Сколько ампер у стержня 7018? Сварочный пруток 7018 используется при токах до 225 ампер. Но имейте в виду, что усилитель стержня 7018 чередуется между производителями, поэтому вам нужно найти правильное решение. Стержень 7018 представляет собой мягкий стержень, покрытый флюсом на основе железа с низким содержанием водорода, который испаряется для предотвращения загрязнения чугуна воздухом и влагой. Может использоваться только для обычной сварки древесины. Какая сварочная проволока лучше всего подходит для вертикальной сварки? Какая сварочная проволока лучше всего подходит для вертикальной сварки? Первый вариант — это слитки 7018, потому что в них мало железа. Старый металл создает лужу, которая может быть холодной и с меньшей вероятностью упадет с работы во время увлажнения, а также есть более быстрая волна. Очень важно принять правильное решение для вашего сварного шва, особенно для правильного сварного шва. Стержни 7024, 7018 и 6010 могут показаться хорошим выбором при выборе наилучшего стержня для надлежащей сварки. Лучшим вариантом должны быть стержни 7018, так как они подходят для обычной сварки стали. Для вертикальной сварки стержней 6010 требуется больше навыков, чем для стержней 7018. И столбцы 7024 не обладают такими же свойствами заполнения, как столбцы 7018. Однако рекомендуется проверить кабели 7018 на правильность пайки. Как рассчитать необходимое количество сварочных электродов?
Как можно сваривать? Толщина углового или сварного шва может быть определена, поскольку длина, вероятно, умножается на 0,7, когда минимальная круглая часть является правильной. Активное воздействие определяется высотой наиболее протяженных равнобедренных частей, вписанных в валик сварного шва без вмешательства. Горло, которое зависит от заполнения в мире, является решением, сделанным на линии, определяемой превосходным металлом потовой части. Является ли мир выпуклых листьев и мощи первопричиной поиска правильного пути для определения правильной эффективности. Стоит ли оставить номер 7018? Нужно ли нагревать 7018? Лучший ответ — нет. Батончик 7018, однако, представляет собой батончик с низкой ножкой, что означает, что он не снижает влажность вашей пищи. 7018 изготавливаются производителем и изготавливаются при определенных условиях, обеспечивающих полноту сборки. Однако после вскрытия упаковки окружающая среда помогает включиться в полноводную реку. Если ваша сварочная мастерская принадлежит вам, использование регулятора 110 В, чтобы убедиться, что ваш 7018 остается сухим, может быть правильным решением. В данном случае важно не повредить металл, а нагреть, мировые трубы должны отводить от них влагу. Типы сварочных электродов – Часто задаваемые вопросы Вот некоторые распространенные вопросы о сварочных электродах: Какой самый маленький сварочный электрод? При обсуждении типов сварочных прутков Наименьшее увядание — очередь 6012. Эти задачи будут касаться привязки ссылок между ссылками. Они также используются для получения высококачественных сварных швов с высокой текучестью. Срок годности сварочных прутков истек? Да! Вопрос о том, убрать ли сварочный пруток из вида несколько месяцев назад или тридцатилетней давности, не может быть хорошим. Это зависит не от того, сколько лет стеблю, а от того, сколько влаги он использовал. Вот почему очень важно и важно сохранять штифт сухим, а стирание его равнозначно тому, чтобы дать ему истечь. Очень важно знать, как можно работать с вашими электродами, чтобы улучшить собственную жизнь и избежать возможности использования хищных проводов. Мы будем относительно уверены, что некоторые из причин подходят для выполнения чего-то другого, и сумма денег, которая пойдет на решение, будет зависеть от того, с какой проблемой они могут справиться. Заключение Перед началом сварочных работ необходимо определить правильный тип сварочного электрода. Каждый из этих электродов назван в соответствии с рядом атрибутов, которыми он обладает. При сварке каждый металл по-разному реагирует на дугу. Существует бесчисленное множество типов электродов. Однако, если вы будете следовать рекомендациям производителя, у вас не должно возникнуть проблем с пайкой неизвестным электродом. Итак, когда у вас есть стержни, которые вы хотите использовать в новом проекте, запустите сварочный аппарат и нарисуйте дугу. Связанные сварки и Руководство по покупателям: Заработная плата подводных сварщиков (2021) Топ 10 лучших сварщиков TIG 2021 Лучший сварщик TIG для Aluminum 2021 Best Welder Helmets для Mig 2021 . Лучшая сварочная маска 2021 года Лучшая сварочная маска с автоматическим затемнением Сварка MIG и TIG Типы сварки Лучшие сварочные маски для начинающих 2021 СВАРКА TIG НЕРЖАВЕЮЩЕЙ СТАЛИ (2021) Что такое сварочные электроды? Полное руководствоЧто такое сварочные электроды?Сварочные электроды — это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги. Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки. Электрод представляет собой металлическую проволоку с покрытием. Он изготовлен из материалов, аналогичных свариваемому металлу. Для начала существуют плавящиеся и неплавящиеся электроды. При электродуговой сварке защитным металлом (SMAW), также известной как электродуговая сварка, электроды являются плавящимися, что означает, что электрод расходуется во время его использования и плавится вместе со сварным швом. При сварке вольфрамовым электродом в среде инертного газа (TIG) электроды неплавятся, поэтому они не плавятся и не становятся частью сварного шва. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) или сварке MIG в электроды непрерывно подается проволока. Дуговая сварка с флюсовой проволокой требует непрерывной подачи расходуемого трубчатого электрода, содержащего флюс. ПОДРОБНЕЕ: Что такое сварка? Как выбрать сварочные электроды? Стержневые электроды доступны в широком диапазоне типов, каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока. При выборе сварочной проволоки необходимо учитывать несколько факторов:
и возьмите свой электрододержатель, узнайте больше о каждом из этих факторов. Свойства основного металлаПервым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы: Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, такой как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хром-молибден или чугун. Прочность на растяжениеВо избежание растрескивания или других дефектов сварного шва минимальный предел прочности электрода на растяжение должен соответствовать пределу прочности основного металла. Вы можете определить прочность стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода. Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как результат, будет хорошо работать со сталью с аналогичной прочностью на растяжение. Сварочный ток Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Тип используемого тока также влияет на профиль проплавления полученного сварного шва. Например, электрод, совместимый с DCEP, такой как E6010, обеспечивает глубокое проплавление и создает чрезвычайно тугую дугу. Он также может «продираться» через ржавчину, масло, краску и грязь. Электроды, совместимые с DCEN, такие как E6012, обеспечивают мягкое проплавление и хорошо работают при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении. Электрод, совместимый с переменным током, такой как E6013, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла. Толщина основного металла, форма и подгонка шва Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например, 6013. Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов. Вы также захотите оценить конструкцию и подгонку шарнира. Если вы работаете с соединением с плотной посадкой или без фаски, используйте электрод, который обеспечивает дугу копания для обеспечения достаточного провара, например, E6010 или E6011. Для материалов с широким корневым отверстием выберите электрод, например, E6012, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок. Позиция сварки Чтобы определить, для какой позиции подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Например, электрод 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном позиции. Спецификация и условия эксплуатацииОбязательно оцените условия, с которыми свариваемая деталь будет сталкиваться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур, подвергающихся повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания сварного шва. Кроме того, обязательно ознакомьтесь со спецификациями сварки, если вы работаете над критически важными приложениями, такими как сосуды под давлением или изготовление котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов. Условия окружающей среды Для достижения наилучших результатов всегда удаляйте избыточную прокатную окалину, ржавчину, влагу, краску и жир. Если очистка основного металла невозможна, электроды E6010 или E6011 создают глубоко проникающую дугу, способную прорезать загрязнения. Как прочитать код на стержневых электродах? Американское общество сварщиков (AWS) имеет систему нумерации, которая предлагает информацию о конкретном электроде, например, для какой области применения его лучше всего использовать и как его следует использовать для достижения максимальной эффективности.
Буква «E» указывает на электрод для дуговой сварки. Предпоследняя цифра указывает позицию. Так, «1» означает всепозиционный электрод, «2» — плоский и горизонтальный электрод, а «4» — плоский, горизонтальный, вертикальный вниз и верхний электрод. Последние две цифры указывают тип покрытия и сварочный ток.
Что такое покрытие сварочного электрода? Покрытия электродов должны обеспечивать газовую защиту дуги, легкое зажигание и стабильность дуги, защитный шлак, хорошую форму сварного шва и, что наиболее важно, газовую защиту, потребляющую окружающий кислород и защищающую расплавленный металл сварного шва. Доступны различные типы электродов, тип часто определяется характером покрытия. Покрытие электрода покрыто сравнительно качественным покрытием, нанесенным слоем толщиной от 1 до 3 мм. Масса такого покрытия составляет от 15 до 30 % от массы электрода. Большая часть сварки выполняется покрытыми электродами. Это ограничивает процесс медленной ручной операцией. Если флюсовое покрытие помещается внутрь длинной трубки, то электрод может быть в виде оголенной проволоки в виде катушки. Затем процесс экранированной дуги можно сделать непрерывным и автоматическим. Основная цель легкого покрытия — повысить стабильность дуги; покрытие также называют ионизирующим покрытием. Поскольку покрытие электрода хрупкое, можно использовать только прямые стержневые электроды. Назначение покрытий электродов Типы покрытий:Несмотря на то, что каждый тип электродного покрытия обладает универсальными характеристиками, уникальный химический состав каждого отдельного покрытия обеспечивает различные свойства. Обязательно изучите лучшие области применения каждого покрытия, чтобы убедиться, что вы выбрали то, которое хорошо подходит для вашего проекта. Целлюлоза: Эти покрытия примерно на одну треть состоят из целлюлозы и на две трети из других органических материалов. Целлюлозные покрытия также выделяют слой газа для защиты сварочной ванны от загрязнений. Слой газа создает барьер между металлом и другими элементами, такими как кислород, азот и водород, которые могут создавать пористость в сварном шве. Пористость — это яд для сварного шва, поэтому использование электродов с целлюлозным покрытием позволяет обеспечить более высокое качество сварных соединений. Целлюлозные покрытия производятся из различных химических смесей, каждая из которых имеет свои уникальные свойства и наилучшее применение. В то время как целлюлозный компонент рецепта является общим практическим правилом, дополнительные органические материалы сильно различаются. Минеральные: Минеральные покрытия оставляют слой шлака на сварном шве. Это дает время фильтровать примеси на поверхность металла, не давая им нарушить структуру сварного шва. Смесь:Покрытия электродов с комбинацией целлюлозы и минералов являются популярным выбором среди производителей, поскольку они сочетают в себе лучшее из обоих миров. Поскольку эти покрытия могут содержать от нескольких компонентов до более 10 различных ингредиентов, химическое разнообразие этих покрытий обеспечивает ряд значительных преимуществ. Наличие защитного газа и защиты от шлака на сварном шве может быть невероятно полезным при работе с особенно темпераментными основными металлами. Наиболее распространенные покрытия электродов: Несмотря на то, что существуют определенные области применения, требующие особых покрытий электродов и характеристик, это пять наиболее распространенных покрытий сварочных электродов, которые вы, вероятно, увидите. Целлюлозные электроды:Целлюлозные электроды, хорошо подходящие для вертикального позиционирования, оставляют после себя очень тонкий, легко удаляемый слой шлака. Целлюлозные покрытия при нагревании распадаются на водород и углекислый газ. Это обеспечивает эффективный слой защитного газа над сварочной ванной. Однако это также может подвергнуть сварной шов риску водородного охрупчивания. В чистом виде целлюлозные покрытия лучше всего работают с DC. Однако добавление в покрытие различных элементов также может позволить использовать его с AC. Целлюлозные электроды обеспечивают такую же легкость, как и рутиловое покрытие, но с более глубоким проникновением и менее проблемным образованием шлака. Электроды с рутилом: Почти идентичны целлюлозе, основное отличие состоит в том, что рутил содержит более высокий процент диоксида титана. Это создает газовую защиту из кислорода, азота, углерода и водорода, что делает рутиловые электроды хорошо подходящими для сварки низкоуглеродистой стали. Однако шлак электродов с рутиловым покрытием может оставлять следы титана в наплавленном металле. Добавление целлюлозы в покрытия электродов с рутиловым покрытием обеспечивает дополнительную защиту сварочной ванны. Эти электроды выделяют более низкий уровень выбросов как брызг, так и дыма и отлично подходят для использования во всех положениях. Электроды из оксида железа:Хорошо подходят для использования как с переменным, так и с постоянным током, электроды из оксида железа образуют шлак, который очень легко удалить из сварного шва. Химический состав этого покрытия с высоким содержанием кислорода может привести к образованию сварочных отложений, которые имеют меньшую общую прочность. Однако риск водородного охрупчивания значительно ниже, чем при использовании целлюлозных электродов. Электроды из оксида железа обеспечивают отличный контроль дуги и обеспечивают аккуратное и точное размещение валика. Основные электроды: Также называемые электродами с водородным управлением, эти электроды требуют более тщательного ухода перед сваркой. Основные электроды выделяют низкий, контролируемый уровень содержания водорода, который сводит к минимуму риск пористости и растрескивания сварного шва. При правильном хранении и обслуживании эти электроды являются отличным вариантом для работы со сталью. Электроды из порошка железа: Эти электроды представляют собой разновидности других электродных покрытий, получаемых в результате добавления в смесь порошка железа. Металлические порошки становятся все более популярным дополнением к смесям для покрытия электродов, поскольку они могут помочь повысить эффективность и общее качество сварки. Силовые электроды из железа представляют собой распространенную разновидность целлюлозных электродов, которые позволяют использовать электрод с переменным током. При работе с типом сварки, для которого требуются отдельные электроды с покрытием, уделите время изучению различных доступных вариантов, которые могут решить успех или разрушить проект. При выборе электрода не забудьте учитывать дополнительные факторы, такие как положение, прочность на растяжение и металлы сердцевины. типы сварочных электродов Стержни, используемые для MIG и сварки электродами, являются примерами расходуемых электродов. У них есть присадочный материал, который плавится, образуя сварные швы. Сварка ВИГ, с другой стороны, использует неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за его высокой температуры плавления. Он просто подает электрическую дугу для сварки. Присадочный материал подается с помощью проволоки, подаваемой вручную. Следовательно, основное различие между ними заключается в том, что плавящиеся электроды плавятся, а неплавящиеся — нет. Эти две категории также имеют несколько типов электродов. Плавящиеся электроды Плавящиеся электроды являются ключом к электродуговой сварке электродом, сварке методом МИГ и порошковой проволокой. Плавящиеся электроды, используемые для электродуговой сварки, называются штучными электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием. 1. Электроды со светлым покрытиемКак видно из названия, электроды со светлым покрытием имеют на своей поверхности тонкое покрытие, которое наносится распылением и кистью. Эти электроды и их покрытия изготовлены из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл. Световое покрытие служит еще одной важной цели. Это покрытие снижает содержание примесей, таких как сера и оксид, что обеспечивает более высокое качество сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов. Поскольку покрытие тонкое, образующийся шлак не слишком толстый. Экранированные дуговые электроды имеют некоторое сходство с электродами со светлым покрытием. Главное отличие в том, что они имеют более толстое покрытие. Эти сверхпрочные электроды подходят для сварки в более сложных условиях, например, для сварки чугуна. 2. Неизолированные электродыИспользование неизолированных электродов может быть затруднительным, поскольку дуга несколько нестабильна и ее трудно контролировать. Легкое покрытие повышает стабильность электрической дуги, тем самым облегчая вам управление. Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали. 3. Экранированные дуговые электроды Экранированные дуговые электроды имеют три различных типа покрытий, которые служат разным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты зоны сварки. Второй тип покрытия имеет минералы, образующие шлак. Защитные дуговые электроды создают слой защитного газа, который образует эффективный барьер, защищающий горячую зону сварки от загрязнения и коррозии со стороны окружающего воздуха. Это приводит к более прочным и надежным сварным швам. Нагретая зона сварки должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом, что приводит к образованию хрупких, пористых и непрочных сварных швов. Электроды с экранированной дугой сводят к минимуму содержание серы, оксидов и других типов примесей в основном металле, обеспечивая ровные, гладкие и чистые сварные швы. Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание. Защитные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак кажется трудным для удаления, но он служит полезной цели. Неплавящиеся электроды Неплавящиеся электроды проще для понимания не только потому, что они не плавятся, но и потому, что их всего два типа. 1. Угольные электродыПервый тип – это угольные электроды, которые используются как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия. Американское общество сварщиков не выпустило спецификаций для этого типа электродов. Однако для угольных электродов существуют военные спецификации. 2. Вольфрамовые электроды и их различные виды Вторым видом неплавящихся электродов являются вольфрамовые электроды, которые используются для сварки TIG. Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. Этому есть две причины. Во-первых, чистый вольфрам не обладает долговечностью и прочностью вольфрамовых сплавов. Во-вторых, чистый вольфрам может иметь проблемы с большими токами. Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5% дают отличные результаты при работе с переменным током. Они являются улучшением по сравнению с чистым вольфрамом, но не так хороши, как вольфрамовые электроды с содержанием тория. Вольфрамовые электроды с содержанием тория 1-2% являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов.  |