Вольфрамовые электроды для аргонодуговой сварки по цветам: Вольфрамовые электроды: маркировка и цветовое обозначение
Содержание
Классификация вольфрамовых электродов по цветам
Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Ими сваривают изделия из металлов и их сплавов: углеродистых и легированных сталей, меди, титана и специальных жаропрочных составов.
Так же их используют для наплавки твердых сплавов. Они подходят для работ как на постоянном, так и на переменном токе.
В данной статье мы перечислили все основные маркировки, по которым ведется классификация вольфрамовых электродов.
- WZ-8 (белый) — содержат 0,8% оксида циркония.
Их лучше использовать для сварки переменным током, при этом рабочий торец обрабатывается для придания ему сферической формы. Также нельзя допускать даже минимального загрязнения сварочной ванны. Циркониевые электроды создают очень сильную и стабильную сварочную дугу. Поэтому нагрузка по току на них может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием.
Основные свариваемые металлы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
- WP (зеленый) — содержат 99,5% вольфрама.
Применяются при сварке переменным синусоидальным током (с осциллятором). Такие электроды создают и поддерживают устойчивую дугу в любой инертной среде (лучше всего с аргоном или гелием). Из-за ограниченной тепловой нагрузки рабочий конец WP формируют в виде шарика.
Основные свариваемые металлы: алюминий, магний и их сплавы.
- WC-20 (серый) — содержат 2 % оксида церия.
Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги и поддерживают ее устойчивость даже при небольшом значении тока. Это универсальные электроды, которые применяются для сварки переменным током и током положительной прямой полярности.
Цериевые электроды используется при сварке трубопроводов, а так же тонколистовых стальных изделий и при сварке неповоротных стыков орбитальными автоматами.
Основные свариваемые металлы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WL-15 (золотистый), WL-20 (синий) — содержат оксид лантана (1,5% и 2% соответственно).
Обладают легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги выдвигают их на первые места в промышленном применении. Оксид лантана значительно увеличивает рабочий ток, меньше загрязняют сварной шов и уменьшают износ на 50% по сравнению с обычными вольфрамовыми электродами.
Слой оксида лантана распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Это является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных источников питания. Сварка переменным синусоидальным током требует шарообразной формы рабочего конца электрода.
Основные свариваемые металлы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WY-20 (темно-синий) — содержат иттрий (1,8-2,2%).
Применяются при сварке ответственных узлов и конструкций на постоянном токе прямой полярности (DC). И считаются самыми устойчивыми из всех неплавящихся электродов, известных на сегодняшний день. Иттрированые электроды делают катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Основные свариваемые металлы: углеродистые, низколегированные и нержавеющие стали, титан, медь и их сплавы.
- WT-20 (красный) — содержат оксид тория.
Это наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе.
Однако торий — радиоактивный элемент низкого уровня, поэтому пыль, которая неизбежна при заточке, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Они отлично сохраняют свою форму даже на больших токах, в отличие от чисто вольфрамовых электродов, которые начинают плавиться.
В отличие от предыдущих электродов этому типу не нужно придавать сферическую форму при сварке переменным током концу — достаточно сделать совсем небольшую выпуклость. Однако следует обратить внимание на то, что в данном случае сварочная дуга будет скакать по выступающим поверхностям, вызывая так называемое «брожение». Поэтому WT-20 не рекомендуется использовать для сварки на переменном токе.
Основные свариваемые металлы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Читайте также:
- Всё о вольфрамовых электродах
Маркировка вольфрамовых электродов по цветам и составу
Маркировка вольфрамовых электродов по цветам и составу
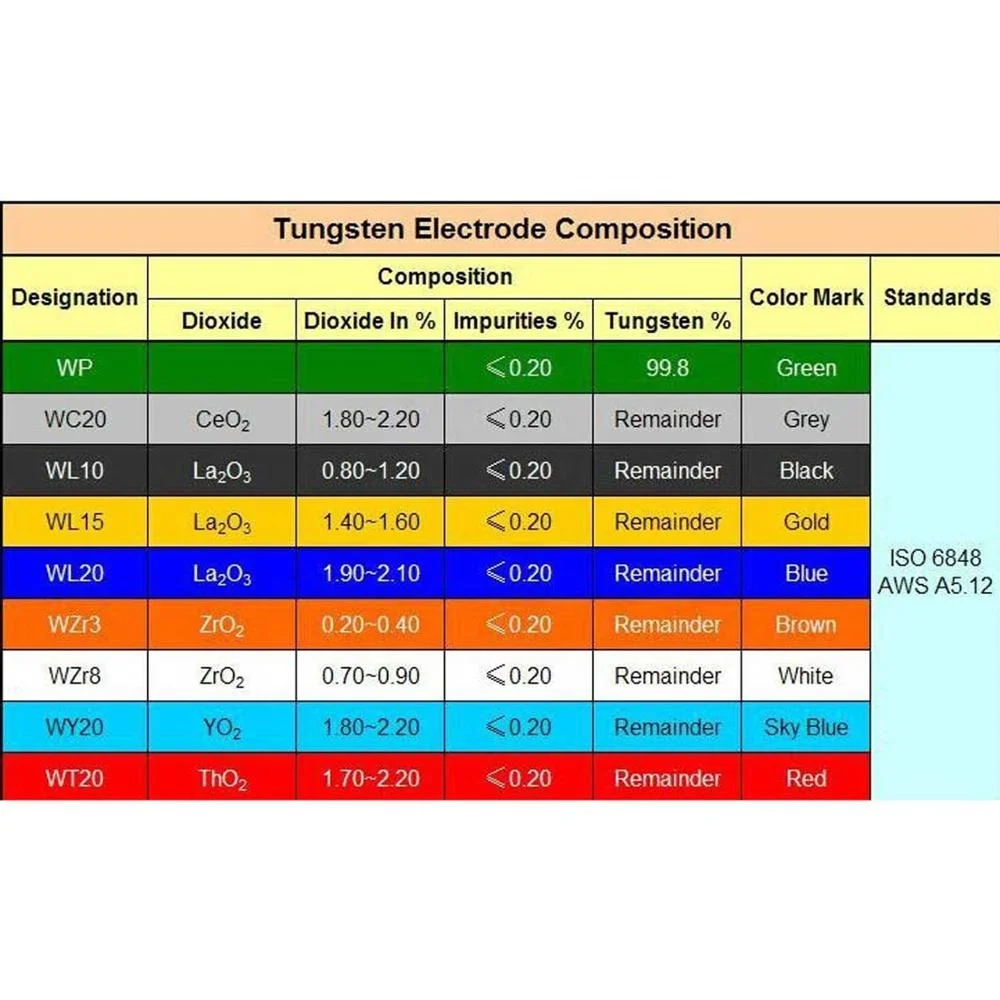
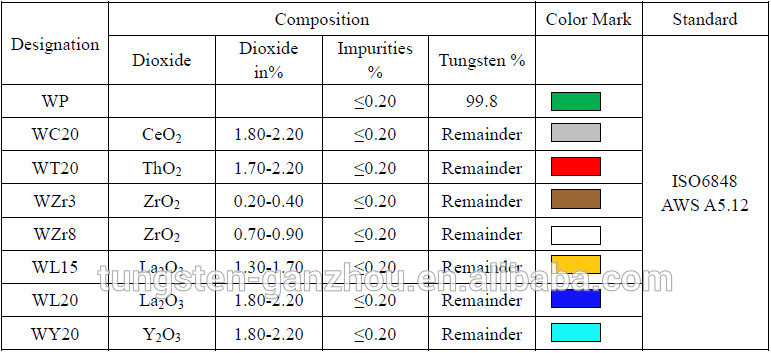
Сварка вольфрамовым электродом применима для очень широкого диапазона толщин металла (0,1—60 мм), сварку металла больших толщин выполняют в несколько слоев. По международному стандарту EN 26848 вольфрамовые электроды должны иметь короткое буквенно-цифровое обозначение и цветовую пометку. Буквенная часть маркировки говорит о составе электрода. Первой буквой является W вольфрам. Вторая буква означает оксид элемента, входящего в состав электрода. |
Обозначения основных легирующих оксидов
- C (Ce церий) — оксид церия;
- Z (Zr цирконий) — оксид циркония;
- L (La лантан) — оксид лантана;
- T (Th торий) — оксид тория;
- P (иногда не указывается) — чистый вольфрам без добавок.

Число, следующее за буквенным обозначением, показывает каков процент добавки в составе электрода в десятых долях процента. Например, 20 означает, что в составе электрода содержится около 2% легирующего оксида.
Что касается цветовых отметок, то они соответствуют определенным маркам следующим образом:
- зеленый WP (чистый вольфрам)
- серый WC 20 (с оксидом церия 2%)
- черный WL 10 (с оксидом лантана 1%)
- золотой WL 15 (с оксидом лантана 1,5%)
- синий WL 20 (с оксидом лантана 2%)
- белый WZ 8 (с оксидом циркония 0,8%)
- желтый WT 10 (с оксидом тория 1%)
- красный WT 20 (с оксидом тория 2%)
- фиолетовый WT 30 (с оксидом тория 3%)
- оранжевый WT 40 (с оксидом тория 4%)
Следует отметить, что использование марок WT30 и WT40 не рекомендуется, т.к. торий является радиоактивным элементом и его повышенное содержание в составе электрода может нанести вред здоровью и окружающей среде.
Теперь перейдем к использованию неплавящихся электродов и их сравнительным характеристикам:
Тип WP, или W (зеленый)
Применяется для аргонодуговой сварки переменным током алюминия, алюминиевой бронзы, магния, никеля и их сплавов. Сравнительные характеристики: Зажигаемость очень плохо Срок службы плохо Нагружаемость током плохо Безопасность для здоровья отлично
Сравнительные характеристики: Зажигаемость очень плохо Срок службы плохо Нагружаемость током плохо Безопасность для здоровья отлично
Тип WС 20 (серый)
Применяется для аргонодуговой сварки постоянным током прямой полярности нержавеющих и др. высоколегированных сталей, высокосплавляющихся металлов (молибден и т.п.), медь, бронза, никель, титан и их сплавов.
Сравнительные характеристики:
- Зажигаемость — очень хорошо
- Срок службы — очень хорошо
- Нагружаемость током — очень хорошо
- Безопасность для здоровья — отлично
Тип WL (черный)
Применяется для плазменной сварки/напыления переменным током и постоянным током прямой полярности деталей малой толщины, высолегированных сталей.
Сравнительные характеристики:
- Зажигаемость — удовлетворительно
- Срок службы — очень хорошо
- Нагружаемость током — хорошо
- Безопасность для здоровья — отлично
Тип WZ 8 (белый)
Применяется для аргонодуговой сварки переменным током алюминия, алюминиевой бронзы, магния, никеля и их сплавов.
Сравнительные характеристики:
- Зажигаемость — удовлетворительно
- Срок службы — хорошо
- Нагружаемость током — хорошо
- Безопасность для здоровья — отлично
Тип WT 20 (красный)
Применяется для аргонодуговой сварки постоянным током прямой полярности нержавеющих и др. высоколегированных сталей, высокосплавляющихся металлов (молибден и т.п.), медь, бронза, никель, титан и их сплавов.
Сравнительные характеристики:
- Зажигаемость — очень хорошо
- Срок службы — хорошо
- Нагружаемость током — очень хорошо
- Безопасность для здоровья — удовлетворительно
Что означает цвет вольфрамового электрода?
Что означает цвет вольфрамового электрода?
- Опубликовано: 23.06.2021
На этот раз мы более подробно рассмотрим сварку TIG, процесс сварки, в котором используются вольфрамовые электроды и который зависит от твердости вольфрама и устойчивости к высоким температурам для передачи сварочного тока на сварочную дугу.
А вот вольфрамовых электродов не один, они различаются по цветам. Наиболее распространенные цвета электродов, которые вы увидите:
- зеленый,
- красный,
- ,
- серый,
- оранжевый,
- синий.
золото
1. Код зеленого цвета
Код зеленого цвета указывает на электрод из чистого вольфрама, содержащий 99,59 % вольфрама. Эти электроды обычно используются для сварки постоянным током, так как они не обеспечивают сильной дуги. В случае сварки переменным током они обеспечивают высокую стабильность дуги.
2. Код красного цвета
Вольфрамовые электроды с кодом красного цвета содержат 97,30 % вольфрама и до 2,20 % тория. Поскольку этот электрод работает при температуре ниже температуры плавления, он обеспечивает гораздо более медленное истирание. Именно последнее делает их одними из наиболее широко используемых в этом процессе, и они используются для сварки тонколистового металла.
3.
 Код золотого цвета
Код золотого цвета
В данном случае мы имеем в виду электроды, известные среди сварщиков как электроды с содержанием 1,5 % лантана. Это связано с тем, что они содержат до 1,70 % лантана в дополнение к минимуму 97,80 % вольфрама. По удельным характеристикам они достаточно близки как к цериевым, так и к ториевым электродам. Еще одной важной особенностью этих электродов является то, что по сравнению с электродами из чистого вольфрама максимальная проводимость электрического тока может быть увеличена примерно на 50 % для данного размера электрода.
4. Код серого цвета
Серые электроды представляют собой вольфрамовые электроды, содержащие неуказанные добавки оксидов редких металлов. Производитель этих электродов должен четко указывать каждую добавку на упаковке.
5. Оранжевый цветовой код
Эти вольфрамовые электроды также содержат не менее 97,30 % вольфрама с добавлением до 2,20 % церия. Они используются для сварки более тонких и чувствительных деталей, но в принципе очень похожи на те вольфрамовые электроды с торием, т. е. с красным цветовым кодом.
е. с красным цветовым кодом.
6. Код синего цвета
Синие вольфрамовые электроды содержат 98 % вольфрама и 2 % оксида лантана и дают очень похожие результаты на вольфрамовые электроды с красным цветовым кодом. Они характеризуются легким и быстрым зажиганием дуги и долгим сроком службы. Они используются для сварки высоколегированных и низколегированных сталей, алюминия, магния, меди, никеля и титана.
Что такое сварка TIG?
Сварка ВИГ (T – вольфрам / I – инертный / G – газ) включает сварку неплавким вольфрамовым электродом в среде инертного газа, такого как аргон, гелий или аналогичный. Он используется для сварки тонкой нержавеющей стали, а также для соединения алюминиевых, магниевых и медных сплавов.
Сварка ВИГ используется более опытными сварщиками и в основном используется в аэрокосмической промышленности, а также для сварки тонкостенных труб меньшего диаметра.
Сварка ВИГ или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
1 Комментарий
/ Виды сварки, сварочные процессы / По
Сандип Ананд
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) также известна как Сварка вольфрамовым электродом в среде инертного газа (сварка ВИГ) . Это процесс дуговой сварки, в котором используется неплавящийся электрод, изготовленный из вольфрама (или сплава вольфрама).
При сварке ВИГ дуга генерируется между вольфрамовым электродом и заготовкой для получения тепла, необходимого для сварки. Защитный газ также требуется при сварке TIG для защиты расплавленной сварочной ванны от атмосферного загрязнения. Инертные газы, такие как аргон или гелий, могут использоваться в качестве защитного газа. В этом процессе может быть добавлен дополнительный присадочный металл.
Электрод из вольфрама (или сплава вольфрама) удерживается в горелке. Защитный газ подается через горелку для создания инертной атмосферы, защищающей электрод и расплавленную сварочную ванну. e электрический ток течет от кончика электрода к заготовке через проводящий ионизированный защитный газ, и возникает дуга. Дополнительный присадочный металл также может быть добавлен в расплавленную сварочную ванну для заполнения соединения. Процесс сварки ВИГ показан на следующем рисунке:
Сварочный ток:
Сварка ВИГ может использоваться как на постоянном (DC), так и на переменном токе (AC). во многом зависит от свариваемого металла . Постоянный ток с отрицательным электродом (DCEN), также известный как «прямая полярность», обычно используется в GTAW , поскольку он способствует более глубокому проплавлению и высокой скорости сварки.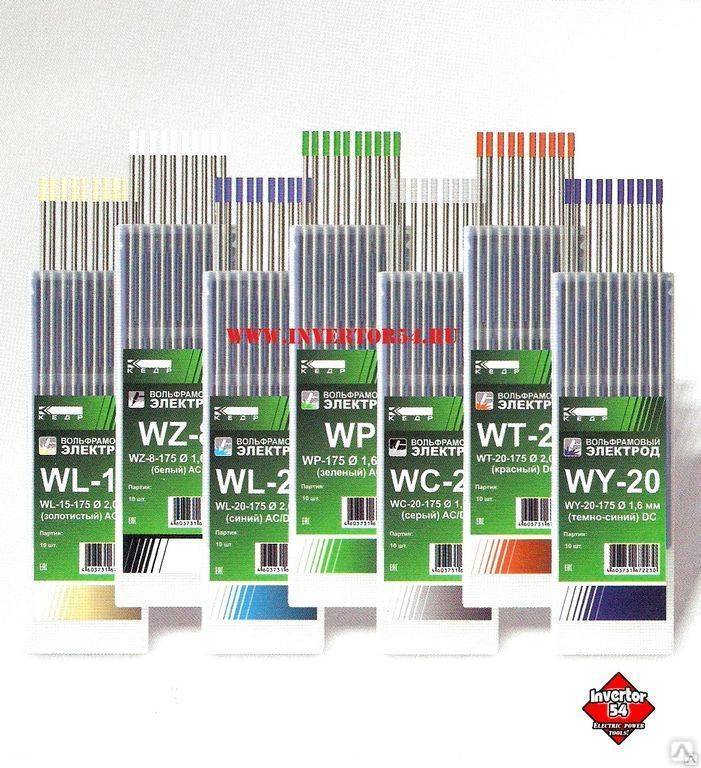 Постоянный ток с положительным электродом (DCEP), также известный как «обратная полярность», не используется в GTAW, поскольку он вызывает перегрев электродов.
Постоянный ток с положительным электродом (DCEP), также известный как «обратная полярность», не используется в GTAW, поскольку он вызывает перегрев электродов.
Компоненты GTAW:
Основные компоненты процесса сварки TIG:
1. Источник питания
2. Электрод
3. Сварочная горелка
90 063
4. Защитный газ
1. Источник питания: A постоянный текущий источник питания является наиболее распространенным и подходящим источником питания для процесса сварки TIG. Для обеспечения необходимой мощности используется трансформаторно-выпрямительный источник питания.
2. Электрод: В качестве электродов GTAW используется либо чистый вольфрам, либо вольфрамовые сплавы. Причиной использования вольфрама в качестве электрода является его высокая температура плавления (3410 0 C или 6170 0 F).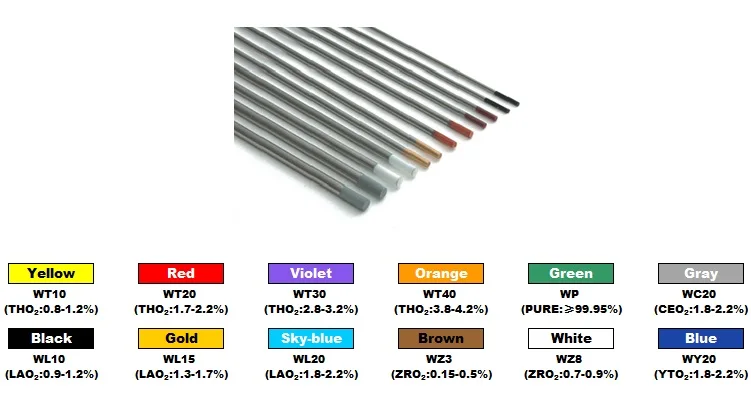 При сварке TIG электрод действует как электрическая клемма и выделяет тепло, необходимое для плавления основного металла, в отличие от других традиционных процессов сварки, таких как SMAW/GMAW, электрод не расходуется во время сварки. При необходимости подается дополнительный присадочный металл.
При сварке TIG электрод действует как электрическая клемма и выделяет тепло, необходимое для плавления основного металла, в отличие от других традиционных процессов сварки, таких как SMAW/GMAW, электрод не расходуется во время сварки. При необходимости подается дополнительный присадочный металл.
Электроды для сварки TIG доступны в различных размерах и длинах. Классификация вольфрамовых электродов производится по химическому составу. Эти электроды имеют цветовую маркировку, чтобы отличить их от других. Цвет появляется на кончике электрода. Существуют следующие типы электродов для сварки TIG;
- Чистый вольфрам (цветовой код: зеленый)
- Торированный (цветовой код: красный)
- Сериат (цветовой код: оранжевый)
- Лантанат (цветовой код: золотой)
- Цирконированный (Цветовой код: коричневый)
- Редкоземельные элементы (цветовой код: серый)
Чтобы узнать больше о цветовом кодировании и использовании вольфрамовых электродов, пожалуйста, нажмите здесь.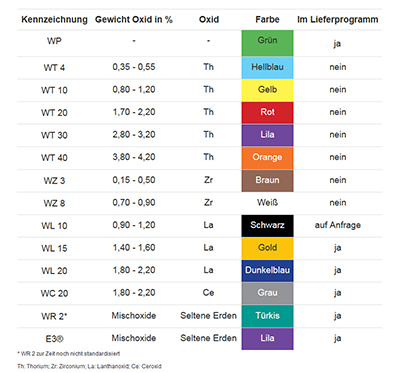
3. Сварочная горелка: Сварочная горелка GTAW содержит вольфрамовый электрод и обеспечивает подачу защитного газа в расплавленную сварочную ванну через сопло. Зажимное устройство под названием Цанга входит в состав горелки для удерживания вольфрамового электрода. Цанги обычно изготавливаются из медных сплавов. На головке горелки предусмотрены сопла для направления потока защитного газа. Форсунки обычно изготавливаются из керамических материалов.
4. Защитный газ: Защитный газ подается через сопло горелки для предотвращения атмосферного загрязнения расплавленной сварочной ванны. Инертные газы, такие как аргон или гелий, или их комбинация могут использоваться в качестве защитного газа.
Аргон обеспечивает более плавную и тихую дугу с меньшим проплавлением, кроме того, стоимость аргона ниже по сравнению с гелием. Из-за низкой проникающей способности аргон используется для соединения более тонких металлов. С другой стороны, гелий обеспечивает более высокое проникновение тепла, поэтому он полезен для более толстых материалов и материалов с высокой теплопроводностью, таких как алюминий и медь.
С другой стороны, гелий обеспечивает более высокое проникновение тепла, поэтому он полезен для более толстых материалов и материалов с высокой теплопроводностью, таких как алюминий и медь.
Преимущества сварки TIG:
1. Сварка ВИГ обеспечивает высококачественный сварной шов, наиболее подходящий для отраслей, требующих точной сварки, таких как аэрокосмическая промышленность и атомная промышленность.
2. Флюс не требуется из-за наличия защитного газа.
3. Обеспечивает соединение без брызг.
4. Сварку можно производить во всех положениях.
5. Данным процессом можно также сваривать разнородные металлы.
6. Процесс сварки TIG можно легко автоматизировать.
7. Отличное проплавление корневого шва можно получить при сварке TIG.
Ограничения сварки TIG:
1. Более низкая скорость наплавки по сравнению с другими процессами дуговой сварки плавящимся электродом.