Восстановление вала наплавкой: Ремонт и восстановление валов напылением или наплавкой — Центр защитных покрытий
Содержание
Ремонт и восстановление валов напылением или наплавкой — Центр защитных покрытий
Центр защитных покрытий — Урал (ЦЗПУ) предлагает ремонт и восстановление валов напылением или наплавкой. Изношенные валы восстанавливаются различными способами, основными из которых являются наращивание изношенной поверхности слоем металла наплавкой или напылением (металлизацией).
Специалисты ООО ЦЗПУ напыляют рабочий слой и механической обработкой доводят посадочное место до требуемого размера. Предварительную и заключительную механические обработки мест под посадку производят на соответствующих токарно-винторезных и шлифовальных станках. Наше предприятие производит ремонт и восстановление валов напылением или наплавкой с восстановлением посадочных мест под полумуфты и подшипники, в том числе имеющие сплошную выработку по диаметру до 1,5—3 мм. Восстановление валов производится с учётом условий их эксплуатации, физического состояния. Восстановление напылением или наплавкой поможет вернуть деталь в рабочее состояние, повысить коррозийную и термическую стойкость поверхности, увеличить прочность. Во внимание берётся также характер повреждений и дефектов.
Во внимание берётся также характер повреждений и дефектов.
Напыление годится для восстановления любых посадочных мест на валах, где не нужно передавать большой вращающий момент через контакт с поверхностью. С помощью методики напыления мы успешно восстанавливаем валы редукторов, мотор редукторов, насосов.
Газотермическое напыление придает полное и принципиальное отсутствие термических структурных превращений и тепловых деформаций в детали вследствие низких температур нагрева при данной технологии восстановления не выше 250 градусов С, наличие открытых микропор в покрытии благоприятно влияет на условия работы пар трения, так как в порах постоянно удерживается незначительное количество смазки. Отличительной особенностью таких покрытий является однородная структура, низкая около 1,5 % и ниже пористость, что предотвращает усадку покрытия при эксплуатации деталей, равномерное распределение антифрикционных включений. Благодаря этому покрытие выдерживает длительные высокие цикличные нагрузки и перегрузки. Изношенные поверхности валов — шейки, цапфы должны быть подготовлены так, что бы наплавленный слой получался одинаковой толщины, иначе этот слой легко отслаивается, особенно при конической и овальной форме износа.
Изношенные поверхности валов — шейки, цапфы должны быть подготовлены так, что бы наплавленный слой получался одинаковой толщины, иначе этот слой легко отслаивается, особенно при конической и овальной форме износа.
При ремонте и восстановлении валов напылением или наплавкой, изношенные участки вала предварительно обрабатывают для придания поверхностям шероховатости, обезжиривают, затем напыляют подслой, обеспечивающий прочную связь основного металла с рабочим слоем покрытия и защиту основного металла от окисления.
Износу и смятию у валов подвергаются цапфы, шпоночные канавки, шлицы, поверхности под посадку шестерён, шкивов и других деталей, резьбовые участки. Ремонт и восстановление валов напылением или наплавкой производится тогда, когда трущиеся поверхности приобретают коническую, овальную, бочкообразную или седлообразную форму, шлицевые и шпоночные канавки становятся шире, из-за чего шпоночное соединение ослабляется, а в шлицевых соединениях возникают удары, резьба срезается, сминается и вытягивается. При неправильной эксплуатации изделий и износе эти участки подвергаются сколам, царапинам, выбоинам, задирам и другим повреждениям.
При неправильной эксплуатации изделий и износе эти участки подвергаются сколам, царапинам, выбоинам, задирам и другим повреждениям.
Основными преимуществами ремонта и восстановления валов в ООО ЦЗПУ является большой опыт работы по приданию компонентам дополнительных качественных характеристик, которые позволяют значительно повысить эффективность работы деталей машин и оборудования.
» Восстановление валов
Ремонт промышленного оборудования восстановление геометрических размеров и технических характеристик изношенных деталей промышленного оборудования методом электродуговой и плазменной наплавок с последующей механической обработкой.
↶ на Главную
15.08.2016 by admin
Предварительная подготовка поврежденного вала к наплавке
Несмотря на многообразие роторных машин, к числу которых можно отнести электрические двигатели и генераторы, насосы и сепараторы, вентиляторы и шнековые транспортеры и др., комплексным показателем их технического состояния является уровень вибрации. Непосредственным источником вибрации является вращающийся вал, а причиной- несовпадение центра тяжести с линией его вращения. Происходит это из-за износа опорных посадочных поверхностей и сальниковых шеек валов.
Непосредственным источником вибрации является вращающийся вал, а причиной- несовпадение центра тяжести с линией его вращения. Происходит это из-за износа опорных посадочных поверхностей и сальниковых шеек валов.
При выборе технологии ремонта изношенных поверхностей валов используется дифференцированный подход, учитывающий особенности конструкции и работы вала при эксплуатации.
Автоматическая наплавка вала под флюсом
Основой для практической реализации являются:
— марка материала вала
— определение опасных (расчетных) сечений
— возможность проведения термообработки
— выбор материалов и способов наплавки, минимизирующих термическое влияние
на структуру и свойства материала вала,
— возможность применения химико-термических, гальванических и других
обработок восстанавливаемых поверхностей,
— возможность многократного, при необходимости, ремонта без снижения
эксплуатационной надежности,
— требование или пожелания заказчика по дополнению или изменению
свойств, изложенных в технических требованиях чертежа.
Наплавка валов осуществляется автоматической под флюсом, автоматической и полуавтоматической в среде защитных газов, плазменной, ручной аргонодуговой или электродуговой сваркой покрытыми электродами.
Механическая обработка наплавленного вала на токарном станке
Технологический цикл восстановления содержит в себе следующие операции:
1. Очистка вала и дефектация.
2. Определение возможных причин выхода вала из эксплуатации.
3. Разработка технологии восстановления.
4. Восстановление вала по разработанной технологии.
5. Окончательная механическая обработка.
6. Контроль качества восстановленных поверхностей.
При наплавке таких ответственных деталей, как валы, эксплуатационный отказ которых может привести к тяжелым авариям роторных машин важнейшим фактором является опыт и профессионализм специалистов, понимание физики и особенностей выбранной технологии ремонта.
ООО «Перс-Лтд» производит все работы на своей производственной базе в Санкт-Петербурге и предоставляет гарантию на все выполненные работы и материалы в течении 6 месяцев с момента сдачи работ Заказчику.
По требованию заказчика, мы можем выполнить не только восстановление геометрии, защиту трущихся поверхностей, но и динамическую балансировку ротора и полный цикл слесарных работ. Наши работы по восстановлению технического состояния различного оборудования вы можете увидеть в нашей Фото галереи
Комментарии к записи Восстановление валов отключены
Как восстановить изношенный вал методом штамповки [с картинками]
- Автор сообщения: Юлия Бурова
- Сообщение опубликовано: 11 ноября 2021 г.
- Категория публикации: Belzona Educates / How To Series
ВВЕДЕНИЕ В РЕМОНТ ИЗНОШЕННОГО ВАЛА
Износ и повреждение вала
Валы являются важным компонентом вращающегося оборудования. Валы используются для передачи мощности от одной детали к другой или от машины, производящей энергию, к машине, которая ее поглощает. Валы обычно работают в погруженном или полупогруженном состоянии и подвержены коррозии или химическому воздействию. В горнодобывающей промышленности валы могут изнашиваться или повреждаться из-за вибрации, трения и воздействия абразивных сред. В морской промышленности повреждение сальниковой набивки и втулки вала вместе с истиранием песком и воздействием морской воды может привести к эрозионно-коррозионной коррозии валов. Кроме того, слишком большие шпоночные канавки, важнейший компонент, соединяющий вращающееся оборудование с валом, могут вызвать нарушение работы вала. Изношенные и поврежденные валы могут привести к останову всей машины. Следовательно, изношенные валы могут препятствовать или останавливать производство и приводить к потере доходов.
Валы используются для передачи мощности от одной детали к другой или от машины, производящей энергию, к машине, которая ее поглощает. Валы обычно работают в погруженном или полупогруженном состоянии и подвержены коррозии или химическому воздействию. В горнодобывающей промышленности валы могут изнашиваться или повреждаться из-за вибрации, трения и воздействия абразивных сред. В морской промышленности повреждение сальниковой набивки и втулки вала вместе с истиранием песком и воздействием морской воды может привести к эрозионно-коррозионной коррозии валов. Кроме того, слишком большие шпоночные канавки, важнейший компонент, соединяющий вращающееся оборудование с валом, могут вызвать нарушение работы вала. Изношенные и поврежденные валы могут привести к останову всей машины. Следовательно, изношенные валы могут препятствовать или останавливать производство и приводить к потере доходов.
Изношенная опорная поверхность вала бланшировальной машины
Традиционные методы ремонта вала
Изношенные и поврежденные валы обычно ремонтируются с использованием горячего процесса (сварка/механическая обработка или распыление горячего металла/механическая обработка). При отсутствии тщательного контроля эти традиционные методы могут привести к остаточному повреждению вала. Они также требуют разборки машины. Есть проблемы, связанные со сваркой и термическим напылением. Сварка может создавать тепловые напряжения, которые деформируют и деформируют металл, снижая его несущую способность. Напыление металла можно использовать только для ремонта повреждений размером до нескольких тысяч дюймов. Этих проблем и ограничений можно избежать, используя сочетание полимерной технологии и проверенных методов нанесения Belzona.
При отсутствии тщательного контроля эти традиционные методы могут привести к остаточному повреждению вала. Они также требуют разборки машины. Есть проблемы, связанные со сваркой и термическим напылением. Сварка может создавать тепловые напряжения, которые деформируют и деформируют металл, снижая его несущую способность. Напыление металла можно использовать только для ремонта повреждений размером до нескольких тысяч дюймов. Этих проблем и ограничений можно избежать, используя сочетание полимерной технологии и проверенных методов нанесения Belzona.
Вал, отремонтированный с помощью Belzona Solution
Belzona Shaft Wear Solution
Проблем и ограничений традиционных методов, таких как ремонт вала металлическим напылением , можно избежать с помощью комбинации полимеров и проверенных методов нанесения Belzona . Полимеры Belzona серии 1000 представляют собой ремонтных растворов холодного нанесения , которые часто можно выполнять на месте. Таким образом, время простоя и производственные затраты, которые могут быть понесены, сведены к минимуму.
Таким образом, время простоя и производственные затраты, которые могут быть понесены, сведены к минимуму.
Решение Belzona требует, чтобы поверхность была подготовлена для получения грубого, неправильного профиля. Затем продукт легко наносится с помощью простых ручных инструментов и дает время для отверждения. Поскольку пастообразные компаунды Belzona чувствительны к теплу, весь процесс отверждения можно ускорить, нагревая ремонтируемую поверхность. Это помогает сократить время ремонта и позволяет быстро возвращать валы в эксплуатацию, что сводит к минимуму время простоя.
Ремонт изношенного вала с использованием формирователя и Belzona 1111
Посмотрите наш ремонт изношенного вала
Для этого ремонта мы использовали Belzona 1111 (Super Metal), предварительно изготовленный шаблон из нержавеющей стали, Belzona 9111 (очиститель/обезжириватель), Belzona 9411 (Release Agent) и несколько инструментов из нашего механического цеха. Сначала мы очистили место ремонта, нанесли разделительную смазку на внутреннюю поверхность шпангоута и область вокруг места ремонта. Затем Belzona 1111 тщательно перемешали и нанесли на внутреннюю поверхность шпангоута и ремонтную зону вала, образуя пик к центру. Затем преобразователь был зажат вокруг вала и закреплен на месте с помощью крепежных деталей. Выделившийся продукт осторожно удаляют. После затвердевания шпатлевку удаляли, а место ремонта зачищали наждачной бумагой, чтобы убрать все острые края.
Сначала мы очистили место ремонта, нанесли разделительную смазку на внутреннюю поверхность шпангоута и область вокруг места ремонта. Затем Belzona 1111 тщательно перемешали и нанесли на внутреннюю поверхность шпангоута и ремонтную зону вала, образуя пик к центру. Затем преобразователь был зажат вокруг вала и закреплен на месте с помощью крепежных деталей. Выделившийся продукт осторожно удаляют. После затвердевания шпатлевку удаляли, а место ремонта зачищали наждачной бумагой, чтобы убрать все острые края.
ПРИНАДЛЕЖНОСТИ И ИНСТРУМЕНТЫ, НЕОБХОДИМЫЕ ДЛЯ РЕМОНТА ИЗНОШЕННОГО ВАЛА С ПОМОЩЬЮ БЕЛЗОНА И BELZONA 1111
РЕМОНТ ИЗНОШЕННОГО ВАЛА С ПОМОЩЬЮ BELZONA 1111
- Очистка изношенного вала
Тщательно очистите поверхность от грязи и других загрязнений .
- Выточка Шлифовальная машина для вала
l, оснащенная подходящим диском для подрезки вала на 1/16″ (1,5 мм) по окружности.

- Обезжирить изношенный вал
Очистите подготовленную поверхность с помощью Belzona 9111 (очиститель/обезжириватель), чтобы удалить все поверхностные загрязнения.
- Нанесите разделительный состав
Нанесите Belzona 9411 (разделительный состав) на внутреннюю поверхность каркаса.
- Нанесите разделительный состав на поврежденный вал
Нанесите Belzona 9411 (разделительный состав) на участок, окружающий место ремонта Достигается равномерный цвет без каких-либо полос.
- Wet Out Form
Нанесите тонкий слой смеси Belzona 1111 на внутреннюю поверхность шпатлевки.
- Плотно нанесите
Нанесите тонкий слой смешанного материала на вал, плотно прижав его к шероховатому профилю.
- Сформируйте пик
Сформируйте пик по направлению к центру области нанесения.
- Расположите формирователь вала
Расположите шпангоут вокруг вала.

- Формирователь вала зажима
Закрепите шаблон в нужном положении с помощью крепежных деталей, убедившись, что лишний материал выдавливается с концов шаблона
- Удаление излишков
Удалите излишки материала и дайте нанесенному материалу высохнуть.
- Удаление накладки
После затвердевания осторожно снимите болты и накладку.
- Сглаживание
Зачистите поверхность области нанесения наждачной бумагой.
Эпоксидные растворы Belzona можно использовать для ремонта изношенных валов. Belzona также предлагает решения широкого спектра инженерных проблем и ремонтных ситуаций.
Заинтересованы в приобретении композитов Belzona на основе эпоксидной смолы?
Покупка Belzona
Примечание. Мы несем ответственность за защиту вашей конфиденциальности и гарантируем полную конфиденциальность ваших данных..jpg?1429168978113)
Юлия Бурова
Юлия Бурова, Директор по маркетингу, Belzona Inc., Майами, Флорида, США
Теги: Belzona 1111, эпоксидная смола, ремонт шпоночных пазов, восстановление металла, ремонт вала, эпоксидная смола для ремонта вала, методы ремонта вала, сварка для ремонта вала, изношенный вал
Восстановление зачищенных поверхностей вала и подшипника в соединениях с натягом путем твердого хромирования — Система университетских журналов Tarbiat Modares
Том 16, выпуск 9 (11-2016)
Модарес Машиностроение 2016, 16(9)): 57-64 |
Вернуться к просмотру страницы проблем
20.1001.1.10275940.1395.16.9.39.8
Скачать цитирование:
BibTeX | РИС | КонецПримечание | Медларс | Процит | Менеджер ссылок | RefWorks
Отправить ссылку по адресу:
Mendeley
Zotero
RefWorks
Сейфи Р. , Абаси К. Восстановление зачищенных поверхностей вала и подшипника в соединениях с натягом методом твердого хромирования. Модарес Машиностроение 2016; 16 (9):57-64
, Абаси К. Восстановление зачищенных поверхностей вала и подшипника в соединениях с натягом методом твердого хромирования. Модарес Машиностроение 2016; 16 (9):57-64
URL: http://mme.modares.ac.ir/article-15-8062-ru.html
Восстановление зачищенных поверхностей вала и подшипника в соединениях с натягом методом твердого хромирования
Rahman Seifi * , Kaveh Abasi
Abstract: (4119 Views)
Фитинг с натягом широко используется в промышленности для соединения валов и втулок. Этот тип соединений широко используется в качестве опоры подшипниковых деталей машин. Многократная разборка вала и втулки с натягом, производимая для ремонта и технического обслуживания деталей машин, может привести к серьезным повреждениям поверхности стыкуемых деталей в зависимости от шероховатости и качества поверхности соприкосновения стыкуемых деталей. Втулки обычно являются расходными деталями, но части вала представляют собой длинные интегрированные и сложные детали, поддерживающие другие компоненты машины. Таким образом, предоставление способа ремонта поверхности вала может считаться критическим и приводит к восстановлению поврежденного вала и снижению затрат. В этом исследовании мы исследовали влияние шероховатости поверхности натяга на прочность, коэффициент трения контактной поверхности и повреждение поверхности соединений с натягом во время процедуры разборки. Метод конечных элементов и экспериментальный анализ были проведены для оценки коэффициента трения на контактной поверхности деталей соединения. Также были применены увеличенные изображения контактных поверхностей, чтобы оценить степень повреждения контактной поверхности после разборки деталей соединения. Для ремонта поверхности вала было предложено твердое хромирование, и было экспериментально измерено влияние твердого хромирования на прочность соединений вала и втулки. Полученные результаты подтверждают успешное применение твердого хромирования при ремонте поверхности вала, так что прочность восстановленных соединений валов была равна, а в некоторых случаях даже больше, чем у исходных соединений.
Таким образом, предоставление способа ремонта поверхности вала может считаться критическим и приводит к восстановлению поврежденного вала и снижению затрат. В этом исследовании мы исследовали влияние шероховатости поверхности натяга на прочность, коэффициент трения контактной поверхности и повреждение поверхности соединений с натягом во время процедуры разборки. Метод конечных элементов и экспериментальный анализ были проведены для оценки коэффициента трения на контактной поверхности деталей соединения. Также были применены увеличенные изображения контактных поверхностей, чтобы оценить степень повреждения контактной поверхности после разборки деталей соединения. Для ремонта поверхности вала было предложено твердое хромирование, и было экспериментально измерено влияние твердого хромирования на прочность соединений вала и втулки. Полученные результаты подтверждают успешное применение твердого хромирования при ремонте поверхности вала, так что прочность восстановленных соединений валов была равна, а в некоторых случаях даже больше, чем у исходных соединений.
Ключевые слова: Соединение с натягом, Анализ методом конечных элементов, Прочность на растяжение, Твердое хромирование
Полный текст [PDF 597 КБ]
(5229 загрузок)
Тип статьи: Исследовательская статья |
Предмет:
Инструментарий
Получено: 7 июня 2016 г. | Принято: 4 августа 2016 г. | Опубликовано: 11.09.2016
Добавьте свои комментарии к этой статье: Ваше имя пользователя или адрес электронной почты:
| Права и разрешения | |
Эта работа находится под лицензией Creative Commons Attribution-NonCommercial 4.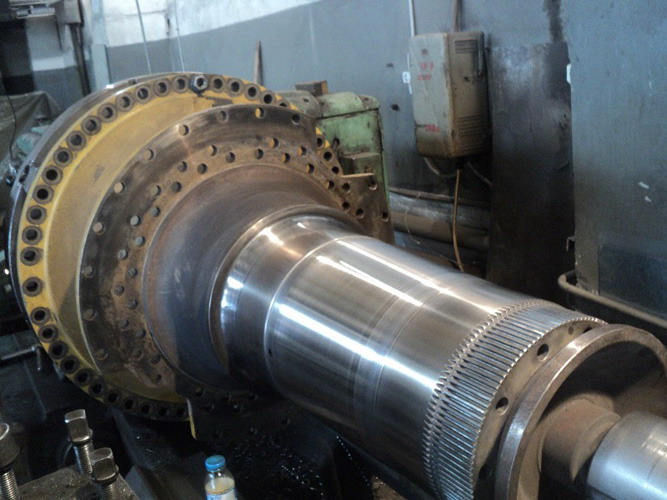  | |