Вращающийся центр для токарного станка своими руками: Как сделать ВРАЩАЮЩИЙСЯ ЦЕНТР для токарного станка — YouTube
Содержание
Центр вращающийся — конструкция, применение, виды, ГОСТы
Конструкция вращающихся центров
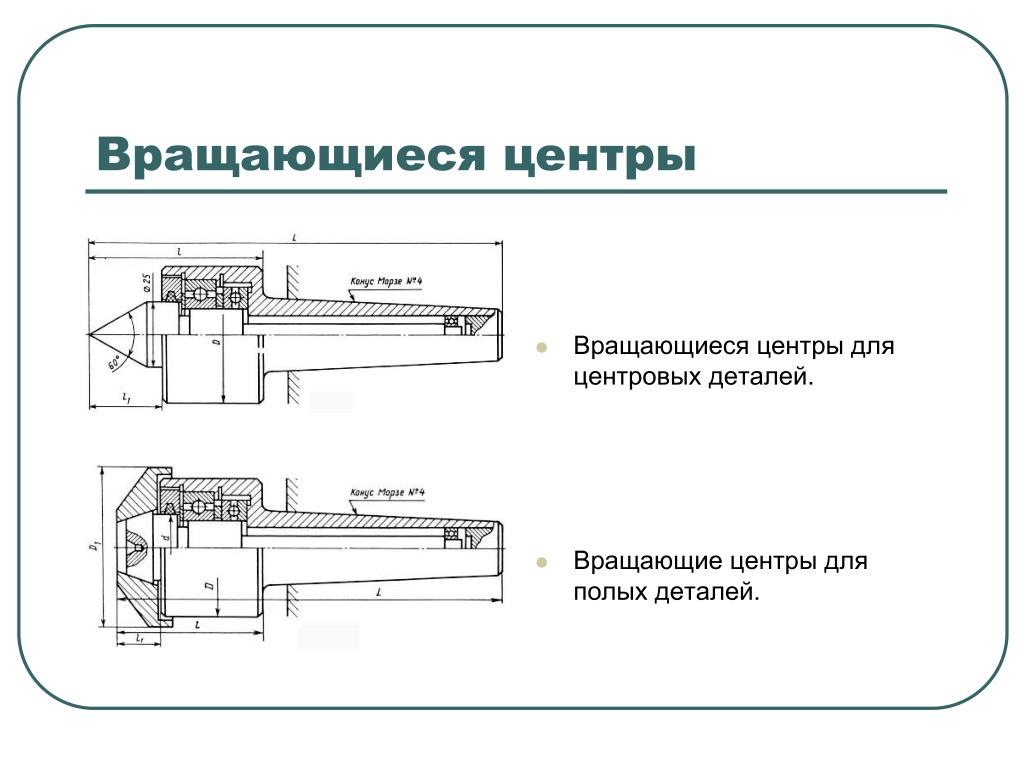
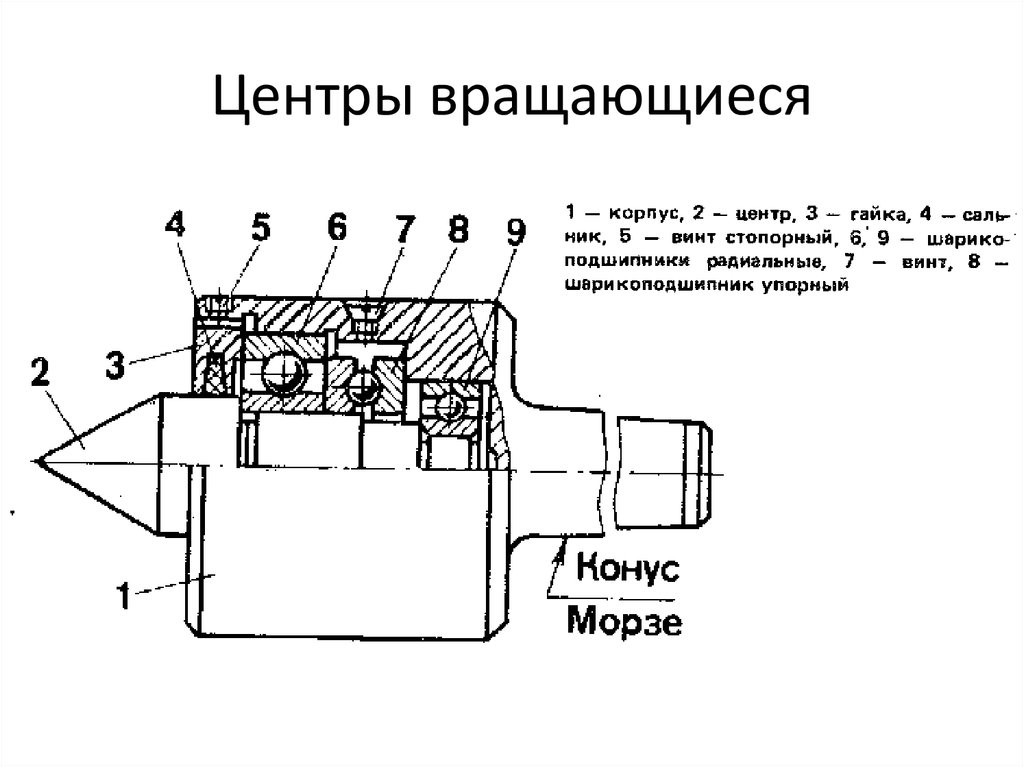
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Вращающийся центр для токарного станка своими руками
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу.
Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму.
Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров.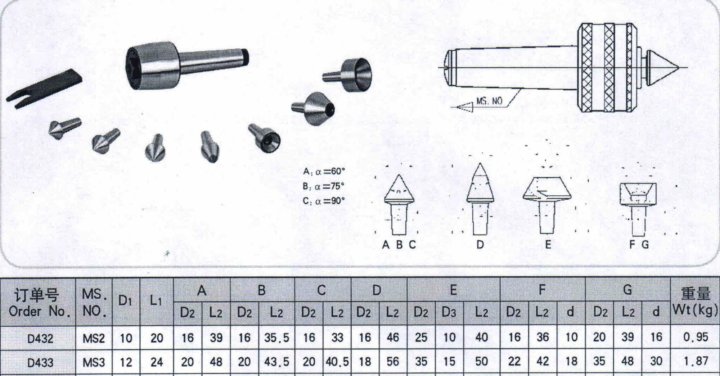
С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной.
Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно.
Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения.
В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Внешний вид станка Основные узлы Суппорт, резцедержатель и патрон Вид сбоку Задняя бабка Вид снизу на заднюю бабку Направляющие валы Конструкция суппорта Привод от двигателя
Чертеж №1 Чертеж №2 Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка.
Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата.
В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка.
Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт. Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма.
Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром.
Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла.

Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы.
На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью.
Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали.
Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.

- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Виды вращающихся центров
В зависимости от формы фиксирующей части выпускается два типа вращающихся центров:
- с рабочим конусом для крепления заготовок с центровыми отверстиями;
- с грибообразной насадкой для заготовок с внутренним отверстием – труб, полых валов и т. д.
По конструкции оснастка подразделяется на:
- Центр с постоянным валиком (тип А)
- Центр со сменной насадкой (тип Б)
Конус центрового валика проточен под 60° (исполнение 1) или может иметь дополнительную выточку под конус 30° (исп. 2).
Условное обозначение оснастки: Центр А-1-4-НП ГОСТ 8742-75
Тип А, исполнение 1 с конусом Морзе 4 повышенной точности и нормальной серии.
Таблица основных параметров оснастки
| Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик | ||||||||||
| Центр вращающийся тип-исполнение-конус морзе-серия | d | D | L 1 рядL 2 ряд | L 1 рядL 2 ряд | D1 | l1 | ||||
| Центр вращающийся А-1-2-Н | Центр вращающийся А-2-2-Н | Центр вращающийся Б-2-Н | 22 | 56 | 160 | 90 | 56 | 24 | ||
| Центр вращающийся А-1-3-Н | Центр вращающийся А-2-3-Н | Центр вращающийся Б-3-Н | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 |
| Центр вращающийся А-1-4-Н | Центр вращающийся А-2-4-Н | Центр вращающийся Б-4-Н | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 |
| Центр вращающийся А-1-5-Н | Центр вращающийся А-2-5-Н | Центр вращающийся Б-5-Н | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 |
| Центр вращающийся А-1-4-У | Центр вращающийся А-2-4-У | Центр вращающийся Б-4-У | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
| Центр вращающийся А-1-5-У | Центр вращающийся А-2-5-У | Центр вращающийся Б-5-У | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 |
| Центр вращающийся А-1-6-У | Центр вращающийся А-2-6-У | Центр вращающийся Б-6-У | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 |
Классификация
В зависимости от материала рабочей части центры подразделяются на два исполнения:
- Исполнение 1 – закаленный конус.

- Исполнение 2 – конус из твердых сплавов.
Неподвижный центр может быть с полным конусом или со срезанным, половиной рабочей части. Последние используются при подрезании торцов, когда резцом необходимо дойти почти до оси вращения обрабатываемой детали.
В зависимости от формы фиксирующей части неподвижные центры подразделяются на оснастку:
- с рабочим конусом для фиксации деталей с центрами и без сквозных или глухих продольных отверстий;
- с грибообразной насадкой для фиксации деталей с внутренним отверстием – труб, полых валов и т. д.;
- Упорные центры выпускаются с отжимной гайкой или без неё. Наличие гайки необходимо в тех случаях, когда на центр действует высокая осевая нагрузка. Применение отжимной гайки позволяет извлечь центр из пиноли без приложения больших усилий.
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т.
.jpg) д.
д. - Важную роль играет правильная установка детали. Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
- Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Центр для токарного станка: неподвижный, вращающийся, грибковый
В процессе изготовления деталей на токарном станке практикуется применение дополнительной оснастки. При обработке длинных заготовок на большой скорости резания необходима дополнительная фиксация заготовки.
В большинстве случаев используется вращающийся центр, который устанавливается в пиноль задней бабки.
Содержание:
- 1 Сфера применения и особенности
- 2 Цена
- 3 Конструкция вращающихся центров
- 4 Разновидности
- 5 Специфика эксплуатации
- 6 Действующие ГОСТы
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Цена
Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
|---|---|---|---|---|
Неподвижный | JET | МК-3 | 500 | |
Вращающийся | JET | МК-2 | 1800 | |
Вращающийся | JET | МК-5 | 3000 | |
Вращающийся | JET | для средних работ | МК-3 | 2000 |
Вращающийся | JET | для легких работ | МК-2 | 2800 |
Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Конструкция вращающихся центров
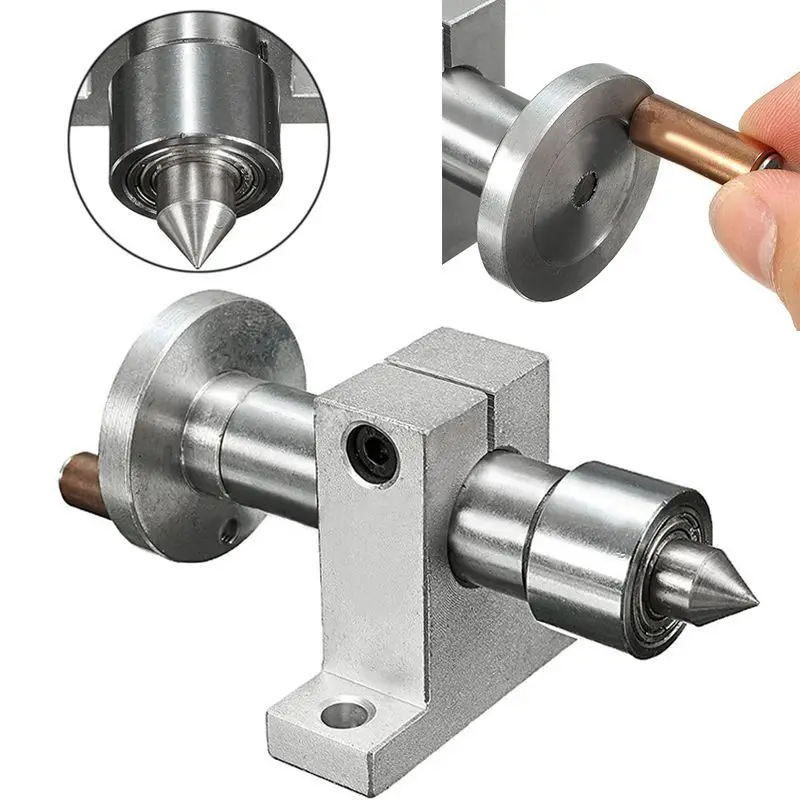
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки токарного приспособления в заднюю бабку понадобится конус Морзе 5.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Читайте также: токарный станок с ЧПУ своими руками
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие.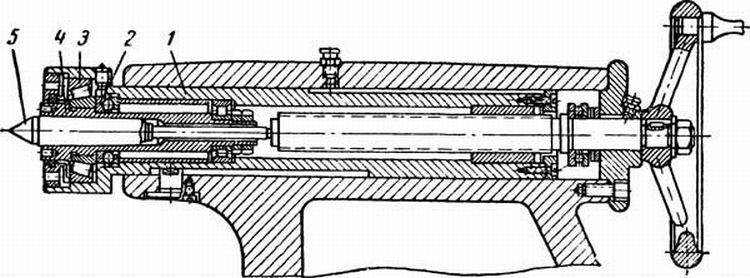 Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Действующие ГОСТы
Параметры вращающихся центров для токарного станка регулируются ГОСТом 8742-75. Общие стандарты и требования утверждены ГОСТом 13214-79.
Центр предназначен для создания дополнительной опоры во время обработки длинных или тяжелых деталей на токарном станке. Данная оснастка позволяет достичь высокой точности при минимальном биении. Приспособление подбирают исходя из габаритов детали, технических требований и режимов резания.
Поделиться в социальных сетях
Домашний живой центр | Rocky Roost Wood Turning
При токарной обработке шпинделя мы все осознаем необходимость живого центра и избавляемся от всего того дыма, который производил старый мертвый центр. Мы также понимаем, что живой центр играет огромную роль в хранении большого количества предметов различной формы, которые мы любим переворачивать. Некоторые из них, такие как центр чашки или центр 30 °, в зависимости от того, что мы поворачиваем. Если мы хотим, чтобы коммерческий продукт выполнял эту задачу, мы, прежде всего, смотрим на дорогое устройство, и у нас может быть 3 или 4 взаимозаменяемых центра, и все. Также большинство таких вариантов имеют очень маленький диаметр. Что нам делать, если мы хотим, чтобы горлышко вазы подходило к горлышку вазы диаметром 4 дюйма или больше?
Если мы хотим, чтобы коммерческий продукт выполнял эту задачу, мы, прежде всего, смотрим на дорогое устройство, и у нас может быть 3 или 4 взаимозаменяемых центра, и все. Также большинство таких вариантов имеют очень маленький диаметр. Что нам делать, если мы хотим, чтобы горлышко вазы подходило к горлышку вазы диаметром 4 дюйма или больше?
Live Center
Что ж, решение, которое я придумал, начинается с конуса Морзе, который подходит для хвостовой бабки вашего токарного станка и имеет резьбовую шпильку, с которой мы можем работать. У большинства из нас есть патрон для удержания сверл в задней бабке. Этот патрон имеет конус Морзе, и многие из этих патронов навинчиваются на конус Морзе. Таким образом, у вас уже может быть то, что вам нужно, или они доступны в продаже у поставщика, такого как Grizzly, или у вашего любимого поставщика принадлежностей для токарных станков.
- Строительство вашего живого центра
Шаг 1) Закажите следующие детали.
Товары, которые можно забрать в хозяйственном магазине.
1) Штуцер на 1/2 дюйма
2) Переходник с 1/2 на 1/4
3) Вам понадобится несколько дюймов круглой заготовки 3/8, я использую 2 дюйма, вы можете
- Заказывайте у поставщика подшипников
1) Вам нужны 2 радиальных шариковых подшипника. Я использую R6 (1604) размером 7/ Внешний диаметр 8 и внутренний диаметр 3/8 дюйма. Использование этого подшипника делает процесс строительства очень простым, у некоторых из нас есть сверло 7/8. Если нет, то они доступны.
2) Нам также нужен упорный подшипник, чтобы воспринимать усилие от задней бабки. Он имеет внешний диаметр 13/16 и внутренний диаметр 3/8. Этот подшипник поставляется с боковыми шайбами 3 разных толщин, я использую самые тонкие.
Упорный подшипник с боковыми шайбами.
Шаг 2)
Если у вас есть доступ к токарному станку по металлу, выровняйте соединение, чтобы резьба оказалась в центре. Я делаю это, помещая короткий патрубок 1/2 дюйма в патрон токарного станка, навинчивая на него штуцер и зачищая концы и радиус штуцера. Это позволяет более точно удерживать его при высверливании.
Я делаю это, помещая короткий патрубок 1/2 дюйма в патрон токарного станка, навинчивая на него штуцер и зачищая концы и радиус штуцера. Это позволяет более точно удерживать его при высверливании.
Шаг 3)
Соберите переходник и соединение. После того, как вы скрутите их вместе, вы захотите запустить свой 1/2 «x20 TPI. Нажмите на трубную резьбу, чтобы удалить конус трубной резьбы. Теперь вкрутите конус Морзе. Некоторые конусы Морзе поставляются с красивой короткой резьбой с правой резьбой. до плеча, другие нет.Возможно, вам придется надеть несколько шайб на шпильку, чтобы заполнить любую нерезьбовую часть шпильки, чтобы она затянулась до буртика.
Шаг 4)
Высверлить Союз. Я использовал токарный станок с установленной выше деталью в передней бабке и сверлильным патроном в задней бабке. Если ваш токарный станок просверлит прямое отверстие, вы уверены, что он не использует сверлильный станок.
Я начинаю со сверла 13/16″. Просверлите отверстие глубиной 1 дюйм. Затем замените сверло на 7/8 дюйма. Если все пойдет хорошо, вы можете собрать свой вал и подшипники. удерживайте подшипники, так что вам, возможно, придется немного увеличить вал с помощью ряда центрирующих меток. Надавите на подшипники. Вы также можете поместить шайбу между упорным подшипником и последним радиальным подшипником, чтобы лучше поддерживать упорный подшипник. Я тоже пользуюсь локтайтом 49.5, чтобы держать все на месте.
Просверлите отверстие глубиной 1 дюйм. Затем замените сверло на 7/8 дюйма. Если все пойдет хорошо, вы можете собрать свой вал и подшипники. удерживайте подшипники, так что вам, возможно, придется немного увеличить вал с помощью ряда центрирующих меток. Надавите на подшипники. Вы также можете поместить шайбу между упорным подшипником и последним радиальным подшипником, чтобы лучше поддерживать упорный подшипник. Я тоже пользуюсь локтайтом 49.5, чтобы держать все на месте.
ОК, вот что вы получите….
Теперь вы можете использовать любое количество разных концов, чтобы делать все, что вам нужно, в зависимости от проекта, над которым вы работаете. У меня центры от 3/4″ до 3″. У одних концы 45°, у других 30°. У меня также есть несколько сделанных из металла, которые являются чашечными центрами, вы можете делать все, что угодно.
Надеюсь, вам понравилось создавать свой первый Live Center. Сколько ты потратил??? Мой стоил менее 10 долларов, но у меня был конус Морзе.
1 мая 2013 г.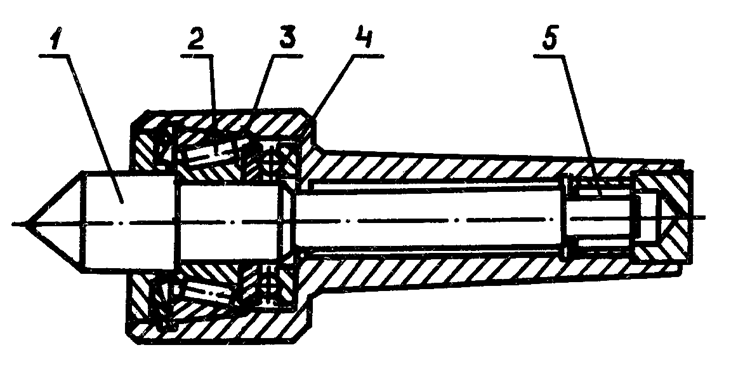 , 9:02
, 9:02
Начало работы в деревообработке — Токарный станок Видео
ИНЖЕНЕРНАЯ ПОДДЕРЖКА SHOPSMITH
Запишитесь на прием сегодня!
12:00 — 15:00
Понедельник — пятница • Восточное стандартное время
Всего 19,99 долларов США за первые 15 минут и 1 доллар США за минуту после
Записаться на прием | (937) 890-5197 Если наша техническая команда разговаривает по телефону, оставьте сообщение . Они перезвонят вам. |
КАК ЭТО РАБОТАЕТ:
| ✓ ГАРАНТИЯ | ✓ БЕЗ ГАРАНТИИ |
|---|---|
| Если ваше оборудование находится на гарантии, позвоните в нашу службу поддержки клиентов по телефону (937) 890-5197 бесплатно для вас.  | Если ваше оборудование не находится на гарантии , или вы приобрели его не у Shopsmith, , обратитесь к техническому эксперту Shopsmith. |
ВЫ ПРОСИЛИ, МЫ ДОСТАВЛЯЕМ
Имея более чем 63-летний опыт работы и более 600 000 машин в обращении, наши клиенты просили расширить доступ к службе поддержки инженеров Shopsmith, чтобы:
- Дайте рекомендации по поддержанию оптимальной эффективности вашей машины
- Помогите пройти процедуру
- Помощь с исходными материалами, такими как диаграммы, руководства и т. д.
- Руководство по выбору деталей для решения технической проблемы
- Направляйте вас к богатству материалов «Начало работы»
- Или даже просто показать, как начать!
Инженерную группу Shopsmith возглавляет наш инженер Shopsmith, ведущий специалист по обеспечению качества и ветеран Shopsmith со стажем более 40 лет.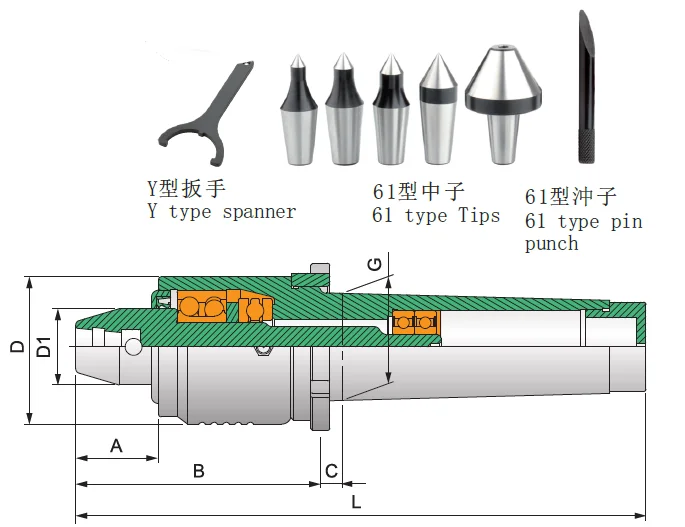 Если его команда не может помочь, скорее всего, никто не сможет.
Если его команда не может помочь, скорее всего, никто не сможет.
Хоть мы и хотели бы разливать экспертов по магазинам и иметь неограниченные ресурсы, они просто недоступны.
Поэтому мы создали специальную Линию технической поддержки Shopsmith, специально предназначенную для оборудования.
Больше не на гарантии. (Наше оборудование такого высокого качества, оно длится и длится!)
| # | ЧТО | КАК |
|---|---|---|
| 1 | Назначить встречу | Забронировать онлайн |
| Позвоните в службу поддержки клиентов по телефону (937) 890-5197, чтобы записаться на прием | ||
| 2 | Оплата кредитной картой | Предоставьте информацию о своей кредитной карте для выставления счетов за:
. |
| 3 | Получите максимум от своего звонка! | При самостоятельном онлайн-планировании вы сможете:
|
Непосредственный вызов инженерно-технической поддержки позволит вам получить немедленный ответ, если они доступны и не имеют запланированной встречи, в 12:00 и 15:00, с понедельника по пятницу, по восточному поясному времени.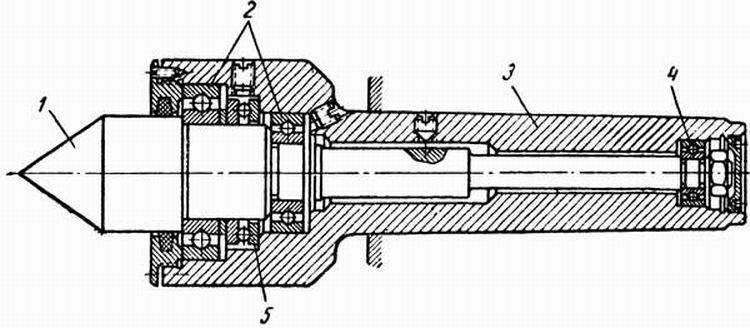  |