Все о концевых фрезах: Фреза концевая: виды, назначение, применение, ГОСТы
Содержание
Особенности и назначение концевых фрез
Из всех видов оборудования с программным управлением фрезерно-гравировальные станки имеют наибольший охват в плане выполняемых операций и производственных отраслей. Этому способствует большой ассортимент режущего инструмента, который можно зафиксировать в шпинделе, высокая скорость обработки и прецизионная точность исполнения команд. В отличие от ручного, компьютерное управление станком сводит к минимуму появление любого брака и обеспечивает максимальную идентичность серийных заготовок и изделий.
Ассортимент режущего инструмента для фрезерно-гравировального оборудования с ЧПУ
Фрезерное оборудование используются в металло- и деревообработке, интерьерном дизайне и рекламном бизнесе, при изготовлении ритуальных, сувенирных, бытовых товаров и еще во многих областях. В зависимости от установленного в цанговый патрон инструмента на станке можно сверлить, гравировать, фуговать, растачивать заготовки, снимать с них фаску, делать пазы, фигурные выемки, проводить черновую и чистовую обработки и т. д.
д.
Прямые концевые фрезы, которые наиболее часто устанавливают на станки с ЧПУ
Концевая фреза наиболее часто используется при обработке материалов и представляет собой тело вращения с острозаточенными элементами на нем. Хвостовая часть инструмента зажимается в цанговом патроне шпинделя, а другая, оснащенная режущими кромками, воздействует на поверхность заготовки. Большой выбор форм и сырья, из которого изготавливают концевые фрезы, позволяет подобрать подходящий инструмент практически для всех типов работ по любым материалам: от картона до металла. Основными критериями, на которые следует обращать внимание при приобретении концевой фрезы являются следующие:
-
материал для работы
Концевые фрезы делятся на две большие группы:
– для металлов – выполнены из сверхтвердых сплавов и имеют малый угол заточки. Это необходимо для того, чтобы фреза максимально долго не тупилась при любых скоростных режимах, так как в ходе обработки металла инструмент испытывает повышенные нагрузки;
– для древесины – угол заточки в таких фрезах больше и составляет 45-55°C, а материалом изготовления может выступать даже спрессованный металлический порошок (хотя, несмотря на относительную мягкость сырья, для древесины все же предпочтительна инструментальная сталь). При такой заточке не повреждается структура материала заготовки, а после чистовой фрезеровки остаются ровные и гладкие стенки.
При такой заточке не повреждается структура материала заготовки, а после чистовой фрезеровки остаются ровные и гладкие стенки.
-
материал фрезы
Основными требованиями к материалам, которые используются при производстве концевых фрез, являются термостойкость и устойчивость к износу. При изготовлении фрезерного инструмента наиболее часто применяют инструментальные, твердосплавные и быстрорежущие стали. Это материалы повышенной твердости и прочности, которые в состоянии длительное время выдерживать механическую и высокотемпературную нагрузки. Кроме того, исходным сырьем могут выступать искусственные и натуральные алмазы, минерало-керамика и порошковые смеси. Однако большая часть фрез производится из быстрорежущей инструментальной стали, которая отличается максимальной износостойкостью и по твердости в 3-5 раз превосходит углеродистую;
-
цель обработки
Фрезерная обработка подразделяется на черновую и чистовую.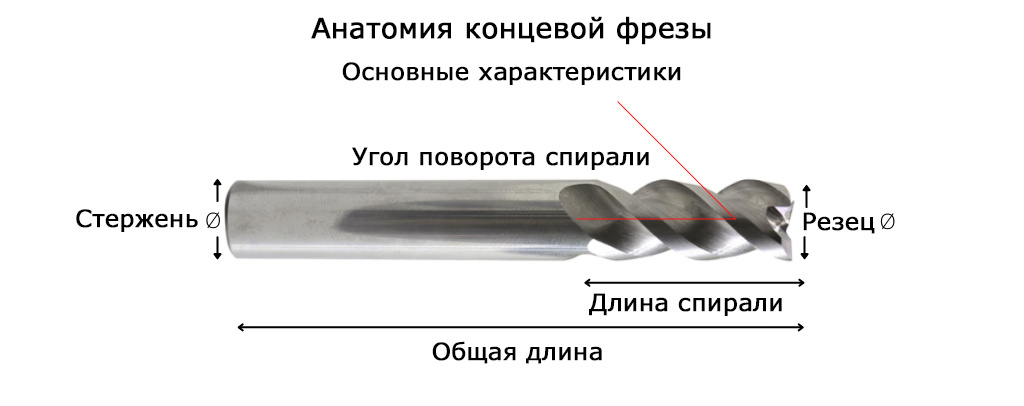 В первом случае работа заключается в снятии поверхностного слоя материала без высокой детализации. Для этого используются фрезы с небольшими зубцами на режущих кромках, которые хорошо измельчают стружку. Для чистовой обработки применяют острозаточенный инструмент нужной формы и диаметра, который доводит рельеф заготовки до конечного результата;
В первом случае работа заключается в снятии поверхностного слоя материала без высокой детализации. Для этого используются фрезы с небольшими зубцами на режущих кромках, которые хорошо измельчают стружку. Для чистовой обработки применяют острозаточенный инструмент нужной формы и диаметра, который доводит рельеф заготовки до конечного результата;
Концевая фреза для черновой обработки с характерными бороздками на кромках
Основным функциональном элементом любой концевой фрезы является острая кромка, которая вырезает из материала все излишки. Каждая поверхность совершает один рез за один оборот, соответственно, чем больше кромок, тем выше и точнее скорость обработки. Таких поверхностей может быть более пяти, но чаще всего используют двух-, трех- и четырехкромочные фрезы. В большинстве фрез режущие элементы размещены спирально, а расстояние между ними и угол заточки каждой кромки зависит от размера инструмента и его назначения;
-
геометрия
Классическая концевая фреза имеет сверлоподобную форму с центрорежущими зубьями, что позволяет заглублять инструмент в материал без предварительной подготовки. Это самый распространенный тип инструмента, всего же существует множество вариантов фрез, например, сферические, для 3D гравировки, угловые, с коническим телом, канавочные, профильные и прочие;
Это самый распространенный тип инструмента, всего же существует множество вариантов фрез, например, сферические, для 3D гравировки, угловые, с коническим телом, канавочные, профильные и прочие;
Центрорежущая и нецентрорежущая фрезы
-
стружкоотведение
Очень важный параметр, облегчающий работу с материалами, склонными к повышенному стружкообразованию (алюминий, пластики, дерево и т.д.). Наличие специальных канавок между выемками фрезы, отводящих стружки вверх, снижает вероятность перегрева инструмента, предотвращает затупление режущей кромки и облегчает контроль за исполнением процесса обработки. Существуют также фрезы с отводом стружки вниз, но они менее удобные, так как в этом случае отходы забивают готовые отверстия, пазы и прочие выемки.
Концевая Фреза По Металлу
Главная / Фрезерный станок с ЧПУ / Концевая Фреза По Металлу
Концевые фрезы применяются для фрезерования плоскостей, уступов, пазов и криволинейных контуров по разметке и копиру. По конструкции концевые напоминают торцовые фрезы небольшого диаметра с хвостовиком.
По конструкции концевые напоминают торцовые фрезы небольшого диаметра с хвостовиком.
Цельные концевые фрезы изготовляют с нормальным и крупным зубом из быстрорежущей стали по ГОСТу 8237-57 с криволинейным затылком (см. рис. 2, б, Зубья Фрезы). Концевые фрезы диаметром от 3 до 20 мм выполняют с цилиндрическим хвостовиком, а диаметром от 14 до 50 мм — с коническим. Фрезы с нормальным зубом имеют угол наклона винтовых канавок ω=30°, крупнозубые фрезы имеют угол ω=45° Для уменьшения вибраций, возникающих при работе на больших глубинах резания, концевые фрезы изготовляют с неравномерным (угловым) шагом (рис. 17, Зубья Фрезы).
Исполнительные размеры концевых фрез по ГОСТу 8237-57 приведены в МН 409-65÷МН 412-65 и для фрез с укороченным коническим хвостовиком в МН 4529-63÷МН 4530-63.
Концевые фрезы с режущей частью по ГОСТу 8237-57, но предназначенные для работы по копиру, т. е. имеющие цилиндрическую направляющую часть на хвостовике, выполняются по МН 413-65, 414-65, 415-65, 417-65, а имеющие направляющий ролик — по MH 416-65.
Все концевые фрезы с режущей частью по ГОСТу 8237-57 являются результатом многолетней совместной работы новатора Героя Социалистического Труда В. Я. Карасева с новатором фрезеровщиком Кировского завода И. Д. Леоновым.
Концевые фрезы с нормальным зубом предназначены для обработки стали различных марок. Фрезы с крупным зубом имеют большой объем стружечных канавок и предназначены в основном для обработки алюминиевых сплавов, латуни, меди и других цветных сплавов с хорошей обрабатываемостью. Фрезы с крупным зубом целесообразно применять также для обработки пазов в вязких сталях, так как при работе другими фрезами происходит запрессовка стружки в канавках. В тех случаях, когда уменьшение числа зубьев может быть скомпенсировано увеличением подачи на зуб, целесообразно эти фрезы применять и для обычных сталей.
Фрезы малого диаметра (3-14 мм) при работе на станках средних размеров обычно не вызывают вибраций, поэтому в таких случаях нет необходимости в применении фрез с неравномерным шагом зубьев. Если же работа выполняется на мелких фрезерных станках, то применение концевых фрез малого диаметра с неравномерным окружным шагом зубьев, как показывает опыт приборостроительных заводов, способствует значительному повышению производительности.
Если же работа выполняется на мелких фрезерных станках, то применение концевых фрез малого диаметра с неравномерным окружным шагом зубьев, как показывает опыт приборостроительных заводов, способствует значительному повышению производительности.
В качестве примера производительности концевых фрез по ГОСТу 8237-57 приведены на рис. 1 режимы резания, осуществленные на практике по данным В. Я. Карасева и А. Ш. Шифрина.
Рис. 1. Режимы резания при фрезеровании уступов концевыми фрезами по ГОСТу 8237-57 (фрезы из быстрорежущей стали P9; охлаждение — эмульсией; стойкость Т=60 мин; износ по задней поверхности h=0,3-0,4). Примечания: 1) При фрезеровании пазов в стали марки 45 рекомендуется скорость резания v=25-30 м/мин; подача Sz=0,1÷0,12 мм/зуб. 2) При фрезеровании пазов в чугуне СЧ 18-36 v=15-20 м/мин, Sz= 0,2÷0,3 мм/зуб. 3) При фрезеровании пазов в деталях из алюминиевого сплава для фрез диаметром 36 мм и z=4 рекомендуется v=160 м/мин и Sz=950 мм/мин
Концевые фрезы для обработки легких сплавов — двухзубые с цилиндрическим хвостовиком смотри в MH 1075-60÷MH 107-60; двухзубые и трехзубые с коническим хвостовиком смотри в МН 1077-60, MH 1079-60, MH 1080-60 и MH 1082-60.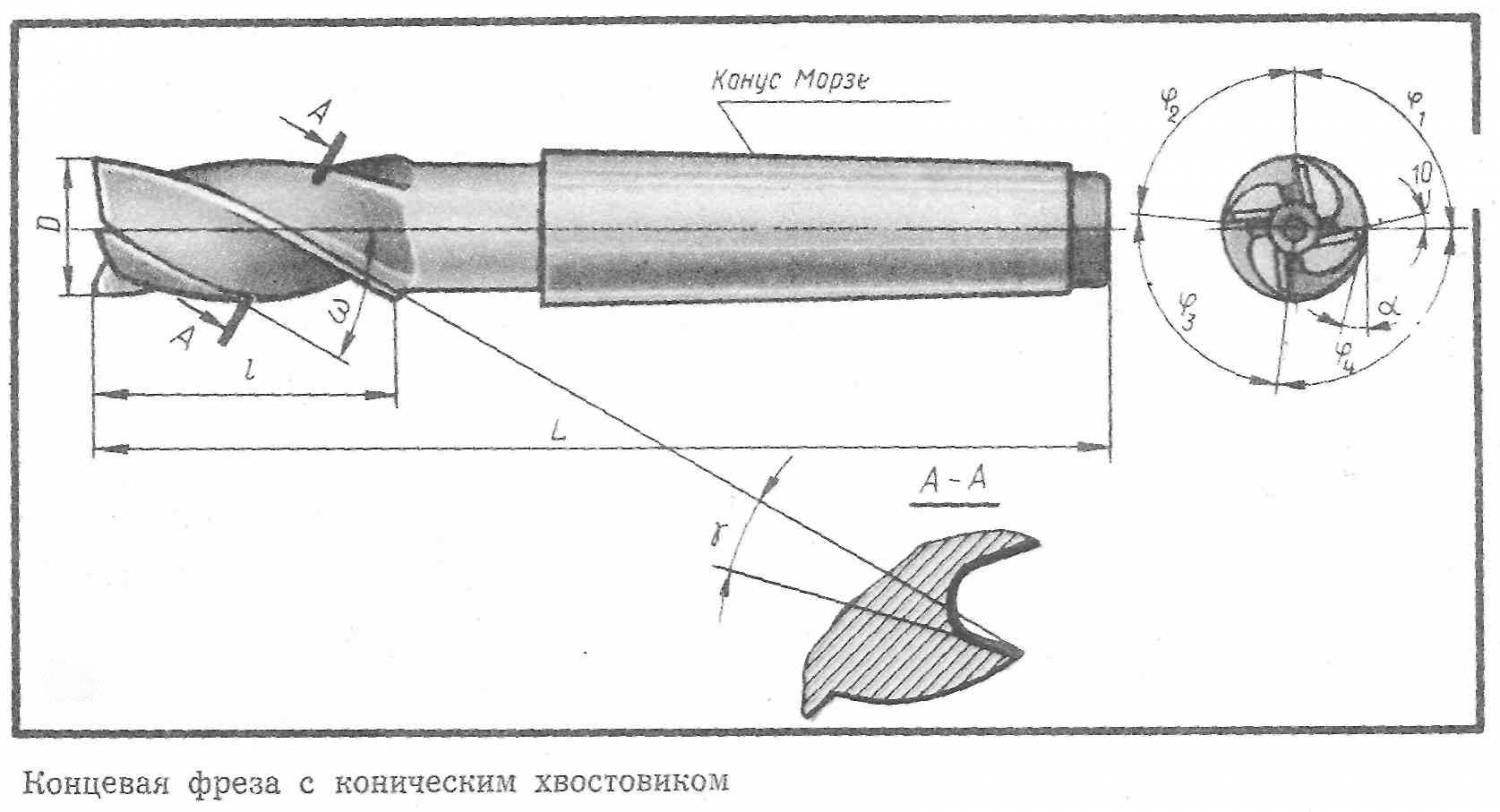
Для обдирочных работ рекомендуется применять концевые фрезы с затылованными зубьями и винтовыми стружкоделительными канавками по ГОСТу 4675-59, так называемые кукурузные концевые фрезы (рис. 2, б, Цилиндрические фрезы по металлу), которые дают высокую производительность. Профиль стружкоделительных канавок приведен в таблице (см. рис. 3,
Цилиндрические фрезы по металлу). В этой же статье описана геометрия режущей части, которая подобна цилиндрическим фрезам.
Под руководством Героя Социалистического Труда новатора В. Я. Карасева разработана конструкция концевых кукурузных фрез с остроконечными зубьями. Эти фрезы имеют увеличенный размер стружечных канавок вследствие уменьшенного количества зубьев и неравномерный окружной шаг. Исполнительные размеры фрез с торцовыми зубьями смотри в MH 3001-61, без торцовых зубьев в MH 3002-61. По данным фрезеровщиков-новаторов, эти фрезы производительнее, чем такие же фрезы с затылованными зубьями по ГОСТу 4675-59.
Концевые фрезы с напаянными винтовыми пластинками из твердого сплава (см. рис. 12, Зубья Фрезы) диаметром 16, 20, 25, 32, 40 и 50 мм изготовляют по ГОСТу 8720-58. Конструкция режущей части этих фрез аналогична цилиндрическим фрезам с напаянными винтовыми пластинками. Исполнительные размеры фрез с цилиндрическим хвостовиком смотри в MH 4163-62, с коническим хвостовиком в MH 4163-62, с коническим хвостовиком — в MH 4164-62, с резьбовым хвостовиком — в MH 4165-62.
рис. 12, Зубья Фрезы) диаметром 16, 20, 25, 32, 40 и 50 мм изготовляют по ГОСТу 8720-58. Конструкция режущей части этих фрез аналогична цилиндрическим фрезам с напаянными винтовыми пластинками. Исполнительные размеры фрез с цилиндрическим хвостовиком смотри в MH 4163-62, с коническим хвостовиком в MH 4163-62, с коническим хвостовиком — в MH 4164-62, с резьбовым хвостовиком — в MH 4165-62.
Концевые фрезы с напаянными винтовыми пластинками из твердого сплава ВК8 для обработки нержавеющих сталей смотри в MH 1582-61, а для обработки легких сплавов — в MH 1083-60÷MH 1087-60.
В последнее время применяют цельные твердосплавные насадные фрезы, называемые коронками. Коронку 1 надевают на коническую шейку оправки 2 и припаивают красной медью (рис. 2). ГОСТом 8720 предусмотрены фрезы концевые, оснащенные коронками, диаметром от 10 до 22 мм и шириной от 10 до 15 мм. Исполнительные размеры для фрез с цилиндрическим хвостовиком смотри в МН 4168-62, с коническим хвостовиком — в МН 4169-62 и с резьбовым хвостовиком — в МН 4170-62.
Рис. 2. Концевая фреза с коническим хвостовиком, оснащенная коронкой
Твердосплавные концевые фрезы применяют для копировальных работ, так как стойкость их при обычных скоростях резания во много раз превышает стойкость быстрорежущих концевых фрез, и таким образом размерная точность выполненных деталей получается выше при большем периоде между переточками.
Для обработки гравюр кузнечных штампов, кокилей, пресс-форм и т. п. на копировально-фрезерных станках применяют концевые фрезы со сферическим режущим концом и конусной периферийной режущей частью. Эти фрезы имеют часто напаянные винтовые пластинки из твердого сплава подобно изображенным на рис. 12, Зубья Фрезы.
Для фрезерования шпоночных канавок применяют шпоночные фрезы, которые подобны концевым с торцовыми зубьями, так как они работают с осевой подачей. Шпоночные фрезы из быстрорежущей стали по ГОСТу 9140-59 диаметром 2-20 мм изготовляют с цилиндрическим хвостовиком, диаметром 16-40 мм с коническим. Они имеют два режущих зуба с торцовой режущей кромкой. Эти фрезы имеют передний угол ү=20°, задний угол αn=6°, задний угол на торце α1= 16-20°; угол наклона винтовой канавки ω= 20÷25°. Исполнительные размеры смотри в МН 2994-61 и MH 2995-61.
Они имеют два режущих зуба с торцовой режущей кромкой. Эти фрезы имеют передний угол ү=20°, задний угол αn=6°, задний угол на торце α1= 16-20°; угол наклона винтовой канавки ω= 20÷25°. Исполнительные размеры смотри в МН 2994-61 и MH 2995-61.
Режущую часть концевых фрез изготовляют из быстрорежущей стали марки Р18 или P9. Фрезы диаметром 10 мм и выше выполняют сварными. Хвостовик фрезы изготовляют из стали марки 45 и 50 или марки 40Х. Твердость хвостовика должна быть не ниже HRC 35.
Шпоночные фрезы, оснащенные твердым сплавом, диаметром 8-16 мм изготовляют по ГОСТу 6396-59 с четырьмя режущими зубьями. Эти фрезы применяют для работы на шпоночно-фрезерных станках с маятниковой подачей. Передний угол фрез ү=0°, задний угол на торце α1=15° Исполнительные размеры смотри в МН 2996-61 и МН 2997-61.
Руководство по выбору концевой фрезы
| Инструменты RedLine
- Сверла
- Концевые фрезы
- Краны
- Развертки
- Резьбовые фрезы
- Твердосплавные стержни
- Боры
- Продукты охлаждающей жидкости
- Инструменты для скругления углов
- Инструменты для снятия фаски и зенкеры
- Двойные угловые фрезы
- Ключевые фрезы
- резаки типа «ласточкин хвост»
- Инструменты для гравировки
- Цанги и цанговые уплотнения
- Державки и аксессуары
- Приводные инструменты для токарных станков Haas
- Блоки токарных станков Haas
- Редукционные рукава
- Чип вентиляторы
- ВерсаСтоп
- Установки MQL и AirBlast
Ссылки на продукты
Loading. ..
..
Концевая фреза — это режущий инструмент, используемый для промышленного фрезерования. Он отличается от сверл своим применением, геометрией и изготовлением. В то время как сверло может резать только в осевом направлении, концевая фреза может резать во всех направлениях.
Концевые фрезы используются при фрезеровании, например при профильном фрезеровании, копировальном фрезеровании, торцевом фрезеровании, врезании, контурной обработке, прорезании пазов, сверлении и развертывании.
Существует несколько широких категорий концевых фрез.
Обратитесь к нашим основам концевых фрез и руководству по выбору, чтобы узнать о нескольких широких категориях и о том, как их лучше всего использовать.
Типы концевых фрез
Квадратные концевые фрезы
Квадратные концевые фрезы имеют 90-градусный профиль. Они используются для всестороннего фрезерования.
См. Выбор
Концевые фрезы Weldon
Концевые фрезы Weldon с хвостовиком производятся с плоскостью Weldon для предотвращения проскальзывания.
См. Выбор
Сферические концевые фрезы
Сферические концевые фрезы (с сферическим концом) имеют круглую режущую поверхность, используемую для фрезерования контурных поверхностей.
См. Выбор
Радиусные концевые фрезы
Угловые радиусные концевые фрезы имеют закругленный угол для обработки заданного радиуса.
См. Выбор
Финишные концевые фрезы
Финишные концевые фрезы обеспечивают гладкую и полированную поверхность за один проход. Не подходит для погружной резки.
См. Выбор
Концевые фрезы
Сверлильные фрезы используются для центровки, сверления, фрезерования и зенкования. Не рекомендуется для сверления стали.
См. Выбор
Концевые фрезы для черновой обработки
Концевые фрезы для черновой обработки, также известные как боровые фрезы, используются для удаления большого количества материала за один проход. Черновые концевые фрезы доступны с прямым и мелким шагом.
Черновые концевые фрезы доступны с прямым и мелким шагом.
См. Выбор
Концевые фрезы для скругления
Концевые фрезы для скругления углов используются для фрезерования круглых кромок. Конец инструмента усилен для уменьшения выкрашивания.
См. Выбор
Концевые фрезы для подрезки
Концевые фрезы для подрезки также известны как фрезы для леденцов. Это универсальные инструменты, которые можно использовать во многих случаях.
См. Выбор
Устройство концевой фрезы
Диаметр фрезы: Диаметр теоретического круга, образованного режущими кромками при вращении инструмента.
Диаметр хвостовика: Ширина хвостовика, удерживаемого в державке.
Общая длина: Общая длина инструмента между двумя осевыми концами.
Длина резания/Длина канавки: Функциональная глубина резания при осевой ориентации инструмента.
Длина ниже хвостовика: Также называется вылетом и представляет собой длину от суженной части до конца режущего конца инструмента.
Диаметр шейки: Диаметр шейки.
Угол спирали: Угол, измеренный от центральной линии инструмента и прямой линии, касательной вдоль режущей кромки.
Канавки: Спиральные режущие канавки в инструменте. Меньшее количество канавок обеспечивает более крупную стружку и большую глубину резания, но они слабее и лучше всего подходят для пластика и алюминия. Большее количество канавок повышает прочность инструмента, но уменьшает глубину резания, обеспечивая более гладкую резку, которая больше подходит для более твердых материалов.
Переменная спираль: Концевая фреза с изменяемой спиралью использует неравное расстояние между зубьями для уменьшения гармоник, что может значительно увеличить срок службы инструмента и улучшить качество обработки детали.
Переменный шаг : Относится к неравному расстоянию между режущими кромками. У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
Типы канавок
Канавки представляют собой режущую поверхность корпуса инструмента. Это полость, которая закручивается по спирали вдоль оси корпуса инструмента. Небольшое количество канавок обеспечивает больше пространства для стружки, что позволяет быстрее снимать материал, но делает инструмент менее прочным. Большее количество канавок увеличивает прочность инструмента и лучше подходит для резки более твердых материалов.
Однолезвийный: Используется для высокоскоростной обработки при съеме больших объемов материала часто из пластика или углепластика.
Две канавки: Используется для удаления больших объемов материала при прорезании пазов и карманов в цветных материалах.
Трехзубая: То же расстояние между канавками, что и у двухзубой концевой фрезы, но они прочнее. Используется для черных и цветных металлов.
Четырехзубая фреза : Более прочная, чем трехзубая концевая фреза, что позволяет работать с более высокими скоростями подачи. Они имеют меньше места для канавок, чем концевые фрезы с 3 канавками, и производят меньшую стружку. Они чаще всего используются при резке черных металлов.
Пятилезвие: Имеют меньшее расстояние между зубьями, чем у четырехзубых концевых фрез, что обеспечивает большую прочность, чем у четырехзубых концевых фрез. Они лучше подходят для высокоэффективного фрезерования твердых материалов.
Шесть зубьев и выше: Это концевые фрезы для чистовой обработки, обеспечивающие очень чистую обработку. Они также широко используются в динамической или высокоэффективной обработке (HEM).
Подложка режущего инструмента
Твердый сплав: Более жесткий, чем быстрорежущая сталь (HSS), и может работать в 2-3 раза быстрее. Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Быстрорежущая сталь (HSS): Используется для общего фрезерования.
Ванадиевая быстрорежущая сталь (HSSE): Имеют лучшую износостойкость, чем HSS. Хорошо подходит для нержавеющей стали и алюминия.
Покрытия и отделки
Покрытия играют решающую роль в производительности вашего режущего инструмента, однако геометрия инструмента не менее важна для успеха. Это лучшие покрытия для данного применения:
| P — стали | ||
| Лучшие покрытия: | AlCrN | |
| | AlTiNX | 9 0125 Нитрид титана алюминия Xtreme |
| | TiAlNX | Титан-алюминий нитрид Xtreme |
| | AlTiN | Алюминий Нитрид Титана |
| Альтернативы: | TiCN | Карбонитрид титана 9 0220 |
| | TiN | Нитрид титана |
| | CrC | Карбид хрома |
| M — нержавеющая сталь | ||
| AlCrN | Нитрид алюминия и хрома | |
| | AlTiNX | Алюминий Титан-нитрид Xtreme |
| | TiAlNX | Титан-алюминийнитрид Xtreme |
| | AlT iN | Алюминий Нитрид Титана |
| Альтернативы: | TiCN | Карбонитрид титана |
| | CrC | Карбид хрома |
| K – Чугун | ||
| Лучшие покрытия: | AlTiNX | Алюминий Нитрид Титана Xtreme |
| | TiAlNX 902 20 | Титан Алюминий Нитрид Xtreme |
| | AlTiN | Алюминий Титан нитрид |
| Альтернативы: | AlCrN | Алюминий Нитрид хрома |
| | TiCN | Карбонитрид титана |
| | TiN | Нитрид титана |
| N — цветной металл | ||
| Лучшие покрытия: | ZrN | Нитрид циркония |
| | TiCN | Карбонитрид титана |
| | TiB2 | Диборид титана |
| | Дополнение | Алмазоподобный карбид |
| S — жаропрочные сплавы | ||
| Лучшие покрытия: 901 26 | AlCrN | Нитрид хрома алюминия |
| | 9012 5 AlTiNX | Алюминий-нитрид титана Xtreme |
| | TiAlNX | Нитрид алюминия и титана Xtreme |
| | AlTiN | 901 25 Алюминий Нитрид Титана |
| Альтернативы: | TiCN | Титан Карбонитрид 9 0220 |
| | CrC | Карбид хрома |
Высокоэффективное фрезерование (HEM), также известное как динамическое фрезерование
HEM – это метод фрезерования, получивший значительную популярность благодаря повышению эффективности цеха, увеличению срока службы инструмента, повышению производительности и экономии средств. Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Мы надеемся, что это руководство по выбору концевой фрезы поможет вам найти правильный инструмент для вашей работы.
Купить сейчас
Для получения технической информации и информации по применению , включая скорости подачи, прорезание кромок, торцевание, винтовое врезание под углом, прямолинейные наклоны, регулировку длинного вылета, устранение конусности стенки при чистовой обработке, регулировку концевой фрезы с шаровым узлом, чистовую обработку поверхности.
Калькуляторы приложений
Включает: футы поверхности в минуту, дюймы в минуту, обороты в минуту, нагрузку на зуб, подачу на оборот, скорость съема металла.
Что такое концевое фрезерование? — Инструмент CGS | Концевые фрезы
Процесс истирания материалов существует уже тысячи лет.
лет. Будь то вручную или на машине, материалы были разрезаны, отшлифованы или
дробленый для создания широкого спектра продуктов. С 1800-х годов этот процесс
получил название «фрезерование».
Сегодня процесс фрезерования полностью автоматизирован.
Изготовленные фрезы и сверла крепятся к большому фрезерному станку.
и используется для удаления материала с данной заготовки. Из-за неограниченного
выбор различных сверл и
фрезерование заканчивается, процесс фрезерования способен производить практически все,
в том числе детали оружия, печатные платы, украшения и многое другое.
Благодаря использованию различных методов фрезерования и инструментов,
В современной мукомольной промышленности используются различные процессы измельчения.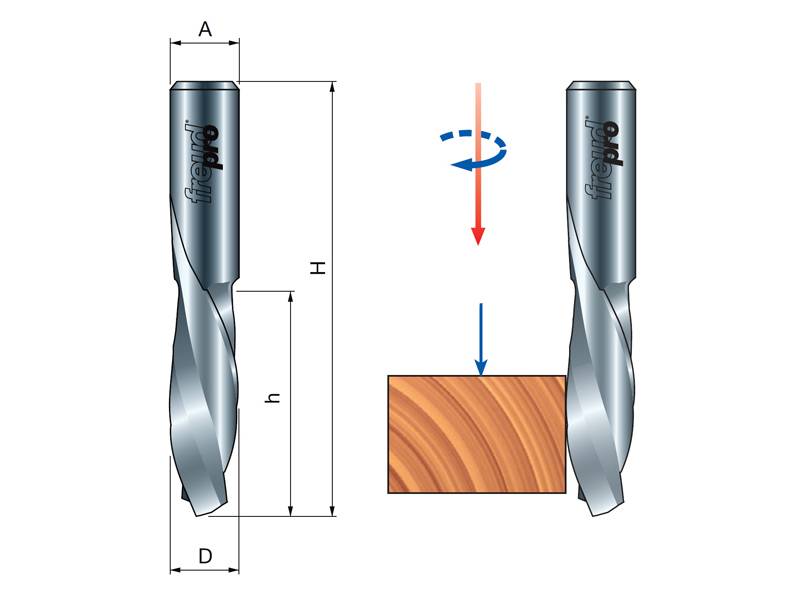
Одним из таких процессов является
концевая фреза .
Концевое фрезерование в первую очередь отличается от других процессов фрезерования.
из-за типа инструмента, который используется для истирания данного материала. В отличие от
фрезы и сверла, концевые фрезы имеют режущие зубья по бокам и на конце
мельница. Кроме того, фрезерные применения концевой фрезы уникальны.
Концевые фрезы обычно используются в приложениях, требующих профильного фрезерования,
фрезерование, фасонное фрезерование, торцевое фрезерование и врезание. Для нетрадиционных или
уникальные приложения, CGS Tools специализируется на разработке
изготовленные на заказ концевые фрезы из карбида.
Для удовлетворения конкретных потребностей применения концевые фрезы
изготовлены с различными конструкциями, материалами, диаметрами, длинами, канавками,
защитные покрытия и т. д. Популярные конструкции концевых фрез включают:
- Концевые фрезы для черновой обработки
- Концевые фрезы для чистовой обработки
- Квадратные концевые фрезы
- Шаровые концевые фрезы
- Концевые фрезы для скругления углов
Выбор концевой фрезы – непростая задача. Каждый бизнес должен
Каждый бизнес должен
подумайте, какая концевая фреза лучше всего подходит для желаемого применения и приводит к минимальному
производственные затраты.
Инструментальные материалы
–
Выход дорогих, высококачественных материалов
более прочные инструменты, которые могут работать на более высоких скоростях. Лучшие концевые фрезы
из карбидной стали. CGS Tools производит широкий спектр
твердый карбид
концевые фрезы
чтобы машинисты получали высокие
результаты производительности. Инструменты HHS и Cobalt HHS более доступны и адекватны
для многих приложений, но они не так долговечны и не могут работать при определенных условиях.
высокие скорости.
Покрытия концевых фрез
–
Защитные покрытия помогают увеличить
срок службы инструмента за счет уменьшения износа. Большинство покрытий, таких как титан
нитрида, помогают защитить инструмент, но другие помогают повысить эффективность
инструмент. Например, инструменты с покрытием TiAIN уменьшают или устраняют необходимость в
смазки, потому что покрытие помогает предотвратить прилипание алюминия к
инструмент.
