Заделка троса в наконечник: Установка обжимных наконечников на трос
Содержание
Заделка концов троса. Испытание под нагрузкой | Страница 6
sviristel
Я люблю строить самолеты!
#101
Превосходно.Все значительно упрощается.Спасибо.
KAA
Ненавижу Солидворкс!
#102
PAC1 сказал(а):
Есть вот такое нехитрое приспособление.
Думаю, что наверное можно использовать и для протяжки ленточных расчалок, только вальцы нужно делать овальные. Наконечники продаются в магазина «Катера и Яхты», резьбовые, ушковые и прочие.
Нажмите, чтобы раскрыть…
 Думаю, что наверное можно использовать и для протяжки ленточных расчалок, только вальцы нужно делать овальные. Наконечники продаются в магазина «Катера и Яхты», резьбовые, ушковые и прочие.
Думаю, что наверное можно использовать и для протяжки ленточных расчалок, только вальцы нужно делать овальные. Наконечники продаются в магазина «Катера и Яхты», резьбовые, ушковые и прочие. А откудова оно такое? И где приобресть? 😕
greis
летаем вместе
#103
JAK сказал(а):
Попутно проверил поведение зажима «восьмёрка», — трос ползёт, как намыленный.Заодно проверил соединительные скобы. Всё бы хорошо, только одну скобу забыл завинтить и вот результат.

Нажмите, чтобы раскрыть…
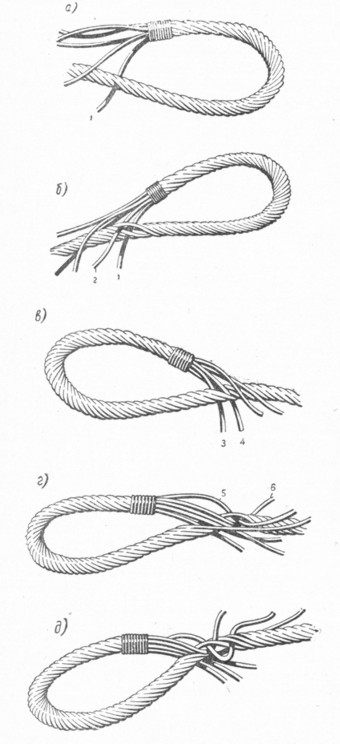
Заделка называется 3х4.но концы троса надо брать в зажимку.
пишите. если надо в личку, распишу все подробно
Андрей59
Я люблю летать и строить самолеты
#104
KAA сказал(а):
А откудова оно такое? И где приобресть? Озадачен
Нажмите, чтобы раскрыть…
Приобрести такое приспособление будет очень дорого по прайсу «Viadana» (Италия) — 2 305 евро. , я сейчас делаю сам это устройство, ничего сложного в нем нет.., как сделаю покажу.
, я сейчас делаю сам это устройство, ничего сложного в нем нет.., как сделаю покажу.
Swaging_machine_Viadana_code_95_01.jpg
48,8 КБ
Просмотры: 184
АВИ
Я люблю строить самолеты!
#105
Сейчас монтирую тросы управления. В связи с этим поэкспериментировал немного вчера. Ничего нового, только немного цифр, пока свежа память. Трос 2,8 мм. Трубки брал нержавейку и медные Все ф6х4. Давил между резцов сечением 16х11мм, т. е. длина обжимки 16мм. Давил пневмоскобой. Первый образец с заделкой с двух концов на коуш, с медной трубкой и нержавейкой. Трубки отжёг и раздал до деаметра 4,5 (просто загнал дюбель) для прохода петли. Тянул кранбалкой через 500 килограммовый динамометр. Тянуть плавно не получилось из-за особенностей кранбалки. Пришлось фиксировать поэтапно. Результат: Усилие 250кг. обе петли держали отлично. На 350кг нержавейка поползла и петля рассупонилась. Нержавеющая трубка со стенкой 1мм оказалась жестковата для скобы, а дожимать домкратом не стал для чистоты эксперимента. Освободившийся конец снова закрепили и потянули снова. На 380кг трос порвался. Медная заделка выдержала с честью. Второй образец с заделкой с одной стороны нержавейкой. Трубку рассверлил сверлом 4,5мм. Стенка получилась 0,75мм. До 380кг — всё отлично. Дали ещё нагрузку, стрелка скакнула, где-то между 450-500 и трос порвался. Заделка выдержала. Результаты на фото. Вывод: Так делать можно. Может кому-то пригодится .
е. длина обжимки 16мм. Давил пневмоскобой. Первый образец с заделкой с двух концов на коуш, с медной трубкой и нержавейкой. Трубки отжёг и раздал до деаметра 4,5 (просто загнал дюбель) для прохода петли. Тянул кранбалкой через 500 килограммовый динамометр. Тянуть плавно не получилось из-за особенностей кранбалки. Пришлось фиксировать поэтапно. Результат: Усилие 250кг. обе петли держали отлично. На 350кг нержавейка поползла и петля рассупонилась. Нержавеющая трубка со стенкой 1мм оказалась жестковата для скобы, а дожимать домкратом не стал для чистоты эксперимента. Освободившийся конец снова закрепили и потянули снова. На 380кг трос порвался. Медная заделка выдержала с честью. Второй образец с заделкой с одной стороны нержавейкой. Трубку рассверлил сверлом 4,5мм. Стенка получилась 0,75мм. До 380кг — всё отлично. Дали ещё нагрузку, стрелка скакнула, где-то между 450-500 и трос порвался. Заделка выдержала. Результаты на фото. Вывод: Так делать можно. Может кому-то пригодится .
DSC00061_002.
 JPG
JPG93,3 КБ
Просмотры: 210DSC00064_003.JPG
101 КБ
Просмотры: 185
Андрей59
Я люблю летать и строить самолеты
#106
Вот сделал и испытал Обжимной станок.
Заделка проса получается по заводскому, соответственно и наконечники ОСТовские. Трос и наконечники под канат 3,2 мм и обжимные ролики под ОСТ наконечников.
Stanok_obzhimnoj.jpg
51,7 КБ
Просмотры: 222
Samolyotow
Я ещё не лётчик ,я только лечусь.
#107
Где наконечники берёте?
Андрей59
Я люблю летать и строить самолеты
#108
ninnacolet сказал(а):
Где наконечники берёте?
Нажмите, чтобы раскрыть.
..
Точу по ОСТам или кто-то из форумчан присылает, у кого они есть. Можно еще использовать яхтенные наконечники, которые продаются в магазинах.
yurcha11
Я люблю строить самолеты!
#109
Если кому интересно, посмотрите по этой ссылке. Можно разобраться по всем размерам и видам сливов. http://www.enerprom.ru/pub/pdfcatalogs/takelaj2012_s.pdf
fan444
Авиация это моя жизнь
#110
Я делаю просто и вполне надежно. Отжигается медная трубка , диаметр 1, 8 диаметра троса , отрезается два куска по 40-50 мм и перед загибом троса одеваются на него , далее петля в чуть приплющенную заготовку трубок . Ставится коуш, подтягтвается трос и размеренными ударами плющится трубка с тросом , далее сплющенная трубка скручивается на 2 оборота, с небольшим напуском сопутствуещего троса плющится молотком, вторая трубка и процесс повторяется. Не подводил метод ни разу. Да ещё приятный вид создаст термотрубка надетая на соединение и обжатая зажигалкой. Трос с напуском является сигнальным указывающим на возможную вытяжку троса.
Отжигается медная трубка , диаметр 1, 8 диаметра троса , отрезается два куска по 40-50 мм и перед загибом троса одеваются на него , далее петля в чуть приплющенную заготовку трубок . Ставится коуш, подтягтвается трос и размеренными ударами плющится трубка с тросом , далее сплющенная трубка скручивается на 2 оборота, с небольшим напуском сопутствуещего троса плющится молотком, вторая трубка и процесс повторяется. Не подводил метод ни разу. Да ещё приятный вид создаст термотрубка надетая на соединение и обжатая зажигалкой. Трос с напуском является сигнальным указывающим на возможную вытяжку троса.
wildcat
В каждом самолете есть душа!
#111
Всем доброго здравия!
Хочу сделать вот такое приспособление для обжимки тросов.
Может кто делал такую,или покупал готовую?
Подскажите пожалуйста,какой диаметр отверстий должен быть в приспособлении,для тросов ф 2,3,4,5мм.
Спасибо.
400_0456800-supersize.jpg
62,3 КБ
Просмотры: 187
Dagerotip
Чем дальше в лес, тем толще партизаны!&l
#112
wildcat сказал(а):
Всем доброго здравия!
Хочу сделать вот такое приспособление для обжимки тросов.
Может кто делал такую,или покупал готовую?
Подскажите пожалуйста,какой диаметр отверстий должен быть в приспособлении,для тросов ф 2,3,4,5мм.
Спасибо.Нажмите, чтобы раскрыть…
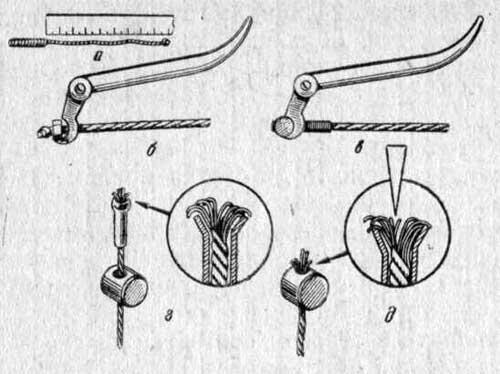
Делал из двух половинок сломанных токарных резцов. диаметры от 3 мм 12 мм. Этого набора отверстий обычно достаточно. Усилие задаётся при помощи гидравлического автомобильного домкрата.
На худой случай — молотком.
wildcat
В каждом самолете есть душа!
#113
Dagerotip сказал(а):
wildcat сказал(а):
Всем доброго здравия!
Хочу сделать вот такое приспособление для обжимки тросов.
Может кто делал такую,или покупал готовую?
Подскажите пожалуйста,какой диаметр отверстий должен быть в приспособлении,для тросов ф 2,3,4,5мм.
Спасибо.Нажмите, чтобы раскрыть…
Делал из двух половинок сломанных токарных резцов. диаметры от 3 мм 12 мм. Этого набора отверстий обычно достаточно. Усилие задаётся при помощи гидравлического автомобильного домкрата.
На худой случай — молотком.Нажмите, чтобы раскрыть…
Если не трудно,напишите под какой диаметр троса,какой диаметр отверстия?
Dagerotip
Чем дальше в лес, тем толще партизаны!&l
#114
wildcat сказал(а):
Если не трудно,напишите под какой диаметр троса,какой диаметр отверстия?
Нажмите, чтобы раскрыть.
..
Понятия не имею. Определяю методом «тыка».
Сталинский Сокол
Я люблю строить самолеты!
#115
Все очень просто. Простой домкрат на 8тонн. Сварная станина. Из резцов делается шаблон под разный диаметр. Заходишь в *Магазин-электрика* и покупаешь нужный диаметр алюминиевых гильз. Гильзу распиливаешь пополам, слегка ее сплющиваешь. Вставляешь трос в две половинки и сдавливаешь с дух сторон каждую. И будет Вам счастье.
wildcat
В каждом самолете есть душа!
#116
a.
jurow сказал(а):
Все очень просто. Простой домкрат на 8тонн. Сварная станина. Из резцов делается шаблон под разный диаметр. Заходишь в *Магазин-электрика* и покупаешь нужный диаметр алюминиевых гильз. Гильзу распиливаешь пополам, слегка ее сплющиваешь. Вставляешь трос в две половинки и сдавливаешь с дух сторон каждую. И будет Вам счастье.
Нажмите, чтобы раскрыть…
Как это все делается,я понял. Мне нужно знать,какой диаметр отверстия под какой диаметр троса используется. А то можно или не до давить,или передавить обжимку.
radiolubitel22
Старейший участник
#117
Есть клещи для обжима дюймовых тросов
http://www. aircraftspruce.com/catalog/topages/nicopresstool.php
aircraftspruce.com/catalog/topages/nicopresstool.php
могу померять…
wildcat
В каждом самолете есть душа!
#118
radiolubitel22 сказал(а):
Есть клещи для обжима дюймовых тросов
http://www.aircraftspruce.com/catalog/topages/nicopresstool.php
могу померять…Нажмите, чтобы раскрыть…
Ну если не трудно. : хотя бы примерно знать,какие диаметры должны быть.
nick
Я люблю строить самолеты!
#119
для обжимки клещами применяется и гильза спрусовская, поэтому нужно знать и размеры гильзы.
в Аэросе для проверки обжатия гильзы применяется калибр — «проходной»- «непроходной»
radiolubitel22
Старейший участник
#120
NICK сказал(а):
для обжимки клещами применяется и гильза спрусовская, поэтому нужно знать и размеры гильзы.
Нажмите, чтобы раскрыть…
есть и гильза, вечером отпишусь
Изготовление стальных тросов с наконечниками. Напрямую от производителя. Москва.
Выберите необходимый тип троса из списка ниже:
- Тросы на заказ
- Тросы с креплениями
- Тросы для автомобильных подъемников
- Тросы выдвижения и задвижения стрелы
- Тросы для КМУ
- Тросы для автокранов
- Оттяжки гуська крана
- Тросы страховочные для РВД
- Тросы для телескопических рукоятей (TeleDipper)
- Тросы для телескопических погрузчиков
- Тросы для бурильно-крановых установок
- Тросы для гусеничных кранов
- Тросы для экскаваторов и драглайнов
- Тросы для кинетических молотов
- Тросы для кранов
- Тросы для мусоровозов
- Тросы для парковочных систем
- Тросы для автомобильных лифтов
- Тросы для скиповых подъемников
- Тросы буровые
- Тросы страховочные для буровых шлангов
- Тросы для подвеса светильников
- Тросы растяжения и натяжения
- Тросы крепления крыш полуприцепов
- Тросы крепления понтона
- Тросы ограничения хода подвески
- Тросики предохранительные для электровозов
- Страховочные тросы на дышло прицепа
- Тросики крепления заднего борта
- Тросы буксировочные
- Тросики для лифтов
- Тросы для страховки
- Тросы для баннеров
- Тросы для секционных ворот
- Тросики створок гриля
- Тросы ГОСТ 2688-80 (метражом)
- Канаты для детских и спортивных площадок
Срочное (от 15 мин.
 ) изготовление стальных канатов с наконечниками на заказ по чертежам заказчика или по предоставленному образцу.
) изготовление стальных канатов с наконечниками на заказ по чертежам заказчика или по предоставленному образцу.
В наличии стальные канаты с диаметром от 1 до 50 мм.
Наконечники оперативно изготавливаем сами и опрессовываем на канате с усилием до 400 т.! Заделку тросов выполняем на высокотехнологичном импортном оборудовании, что позволяет выпускать продукцию премиального качества. При необходимости, сделаем термоусадку троса, выполним испытания на разрыв и растяжение.
Сортировать:
Товар
Цена
Стальные канаты – универсальные проволочные изделия, получаемые в процессе навивки стальной проволоки. Являются востребованной продукцией в любых грузоподъемных механизмах, на производствах, складах при выполнении такелажных и погрузочных работ любой сложности.
Производственное предприятие «РВД Маркет» занимается изготовлением стальных тросов с наконечниками и предлагает купить стальные канаты, произведенные согласно ГОСТ. При этом выдерживается технология производства с точными расчетами и испытаниями во избежание аварийных ситуаций во время эксплуатации.
При этом выдерживается технология производства с точными расчетами и испытаниями во избежание аварийных ситуаций во время эксплуатации.
При маркировке стальных тросов используют обозначения, которые показывают диаметр каната, грузовое или грузолюдское назначение, марку, вид свивки, точность и временное сопротивление разрыву.
Все эти технические показатели важны при выборе стального каната для нужд производства и спецтранспорта. Во время изготовления стальных канатов, по согласованию с заказчиком, может производиться опрессовка концов с использованием разного вида наконечников.
В процессе эксплуатации изделия могут подвергаться воздействию атмосферных осадков, изменению температуры воздуха, соприкосновению с агрессивными веществами, интенсивному изгибу. Прочность канатной продукции позволяет выдерживать влияние подобных факторов и выполнять работу даже в напряженных и сложных условиях.
Сферы применения стальных канатов
Тросы устанавливаются на кранах-манипуляторах, стационарных, башенных или автокранах, автоподъемниках, скреперах, экскаваторах и различных крановых грузоподъемных механизмах.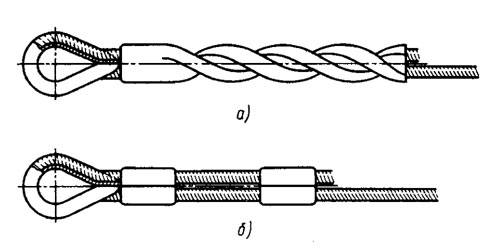
В таких изделиях нуждаются металлургические комбинаты, горнодобывающие предприятия, строительные компании, заводы по изготовлению специализированного транспорта, порты, авто и ж/д терминалы, складские комплексы, организации, обслуживающие подвесные дороги и др.
Как заказать изготовление тросов?
Для того чтобы купить стальные тросы ГОСТ, необходимо отправить запрос на почту или связаться по телефону с менеджером нашего производства. Уточните характеристики изделий, поперечное сечение, метраж, грузоподъемность и другие параметры, которые Вам важны. Узнайте цену на стальные канаты, способ доставки в Ваш регион и полную стоимость партии товара.
Специалист ответит на все вопросы, поможет оформить полный пакет документов и организует отправку. Продукцию всегда сопровождает паспорт качества от производителя.
Изготовление стальных канатов с наконечниками организовано на нашем предприятии с учетом всех необходимых требований и стандартов.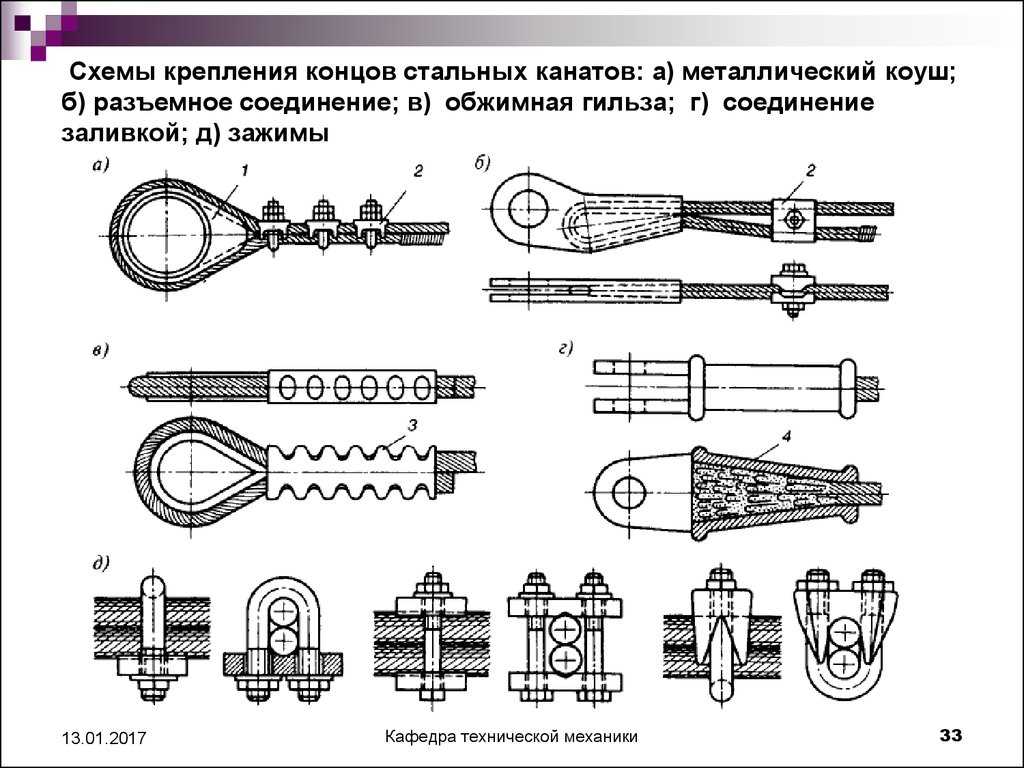 Продукция проходит испытания и тестирование. Качеством, большой грузоподъемностью, хорошим запасом прочности и надежностью наших стальных тросов останетесь довольны!
Продукция проходит испытания и тестирование. Качеством, большой грузоподъемностью, хорошим запасом прочности и надежностью наших стальных тросов останетесь довольны!
Отправить заявку
Формы заказа троса
Важно! При изготовлении тросов мы используем сертифицированные стальные канаты производства «Северсталь» (Россия) с улучшенными характеристиками и увеличенным сроком службы.
Резьбовая шпилька — резьбовая шпилька
Петля (коуш) — петля (коуш)
Петля (коуш) — резьбовая шпилька
Фитинг ушкообразный — фитинг ушкообразный
Резьбовая шпилька — фитинг ушкообразный
Коуш — Коуш
Заглушка — резьбовая шпилька
Петля (коуш) — резьбовые шпильки
Трос кольцевой (внутр.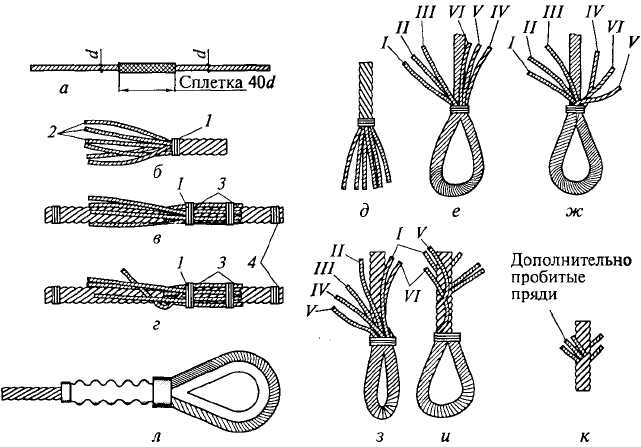 )
)
Тросы с нестандартными наконечниками
Если Вам нужен трос с другими типами наконечников, пришлите их фото, чертеж или размеры на почту [email protected] или позвоните по телефону: +7 (499) 404-00-79.
Советы установщика по подключению кабелей передачи данных
Советы установщика по подключению кабелей данных
Кабели для передачи данных постоянно развиваются, что ставит перед установщиком задачу идти в ногу со временем. Некоторые старожилы с любовью вспомнят станционный кабель Cat3, но, поскольку оптоволокно становится все более распространенным, рано или поздно все медные кабели устареют.
А пока мы рассмотрим некоторые типичные методы заделки медных и оптоволоконных кабелей и дадим несколько новых полезных советов.
При использовании кабелей любой категории важно быть уверенным в том, какой стандарт подключения используется. Для кабелей Cat 5, Cat 5e и Cat 6 существует два основных стандарта: T568A и T568B. Их можно использовать для разъемов RJ45, разъемов Keystone и модулей данных.
Кабель Ethernet состоит из четырех витых пар проводов. Каждая пара состоит из одного из следующих цветов: синего, зеленого, оранжевого и коричневого, причем один провод из каждой пары однотонный, а другой полосатый.
Эти два стандарта очень похожи, и часто говорят, что если на обоих концах кабеля используется один и тот же стандарт, не имеет значения, какой из них используется. Однако есть причины, по которым вы можете захотеть использовать стандарт T568B. T568A был выбран, поскольку он был обратно совместим со старым стандартом USOC (универсальный код заказа на обслуживание) для одной пары и двух пар, но теперь T568B заменил его, поскольку он по-прежнему совместим с USOC для одной пары, но лучше соответствует текущим и будущим потребностям.
Если вы работаете с сетями, использующими старый стандарт T568A, возможно, лучше придерживаться этого стандарта, чтобы избежать путаницы. Если вы строите сеть с нуля, лучше использовать T568B.
Рекомендуется снять защитную оболочку толщиной от 1,5 до 2 дюймов, чтобы восемь проводов можно было легко расположить и обрезать по длине, прежде чем вставлять их в разъем. Обязательно используйте инструмент для зачистки проводов подходящего размера, чтобы надрезать оболочку, а не перерезать провода под ней. Кроме того, если вам трудно вставить провод, вам поможет небольшое количество воды или лизунца.
После того, как провода правильно расположены, вставьте их в разъем, пока он обжимается, чтобы предотвратить вытягивание проводов. Доступны обжимные инструменты с храповым механизмом, которые облегчают эту задачу, а также освобождаются при достижении нужного натяжения.
Что касается оптоволокна, то хотя кабели внешне похожи на медные, внутри они совершенно разные. При концевой заделке волокна необходимо соблюдать предельную осторожность не только потому, что лазерный свет и осколки стекла могут повредить глаза, но и потому, что малейшая царапина или пятнышко грязи могут испортить соединение.
При концевой заделке волокна необходимо соблюдать предельную осторожность не только потому, что лазерный свет и осколки стекла могут повредить глаза, но и потому, что малейшая царапина или пятнышко грязи могут испортить соединение.
Прежде чем приступить к резке и зачистке волоконно-оптических кабелей, необходимо создать чистую рабочую среду, желательно с темной рабочей поверхностью, чтобы было легко найти осколки стекла. Эти обрезки следует тщательно утилизировать, потому что, если их собрать на чьи-то пальцы, они могут легко попасть в глаза.
Используйте инструменты, соответствующие размеру и типу оптоволоконного кабеля. Это означает знать, с какими типами кабелей вы можете столкнуться. Как правило, они относятся к основным категориям: одномодовые или многомодовые, а также разновидности с жесткой или свободной трубчатой буферизацией. Знание того, сколько защитной оболочки и буфера необходимо удалить, зависит от их типа.
Поскольку волокно довольно хрупкое, при зачистке кабеля необходимо соблюдать особую осторожность, чтобы не слишком сильно давить на стекловолокно. Удаление буфера на коротких участках также снижает трение и вероятность скручивания прядей.
Удаление буфера на коротких участках также снижает трение и вероятность скручивания прядей.
Используемые инструменты должны содержаться в исключительной чистоте, чтобы не повредить стеклянный сердечник. Используйте тонкую щетку для многократной очистки от пыли и мусора с резаков и съемников, но никогда не используйте сжатый воздух, так как это может привести к разбрасыванию осколков стекла.
После того, как кабель был обрезан и зачищен, его необходимо очистить и подготовить перед присоединением разъема. Это следует делать только с раствором, специально разработанным для оптоволокна, например, 9.9% чистый изопропиловый спирт. Что-либо еще может загрязнить поверхность, препятствуя правильному приклеиванию эпоксидного клея, используемого для крепления разъема.
Упрощенная практика заделки кабеля | EC&M
УРОК ШЕСТОЙ
Надлежащая практика заделки кабелей жизненно важна для полной и точной передачи как аналоговых, так и цифровых информационных сигналов.
Соединение со смещением изоляции (IDC) — это рекомендуемый метод подключения медных кабелей, признанный ANSI/TIA/EIA-568-A для кабельных заделок UTP. Эти соединения, обычно называемые врезными соединениями, требуют использования небольшого инструмента для вдавливания, чтобы правильно закрепить кабель на клеммной колодке.
Врезные соединения удаляют или смещают изоляцию проводника, когда он вставлен в разъем. Во время заделки вы зажимаете кабель между двумя краями металлического зажима, который смещает изоляцию и обнажает медный проводник. Это обеспечивает надежное соединение между медным проводником и концевым зажимом. Лицевые панели винтовых клемм, обычно используемые в голосовых приложениях, не рекомендуются ANSI/TIA/EIA-568-A для оконечных устройств UTP.
Обжимной разъем для медного и коаксиального кабеля зависит от формы и диаметра кабеля. Кабель может быть круглым или плоским. Вы должны убедиться, что выбрали правильный обжимной разъем для вашего конкретного кабеля.
Следующие типы кабелей в настоящее время признаны стандартом ANSI/TIA/EIA-568-A для использования в жилых помещениях:
• 100 Ом неэкранированная медная витая пара (UTP)
• 100 Ом экранированная витая пара медный кабель (ScTP)
• Экранированная медная витая пара 150 Ом (STP-A)
• Волоконно-оптический кабель
Функции предварительной заделки. Надлежащая подготовка к заделке кабеля не только повышает качество работы, но и сокращает время, необходимое для заделки. Вот как это работает. Во-первых, организуйте кабель по назначению. Поместите кабель, который нужно заделывать, в непосредственной близости от точки заделки и правильно идентифицируйте его, чтобы убедиться, что он заделывается в правильном положении.
Формовка и разделка кабеля включает в себя правильное выравнивание и укладку кабелей аккуратным и упорядоченным образом для заделки. Вы также должны принять во внимание длину кабеля, необходимого для достижения оконечной нагрузки. При определении этой длины вы должны оставить достаточный запас на тот случай, если по какой-либо причине вам потребуется повторное окончание. Кабельное соединение не будет завершено, пока все разъемы не будут должным образом идентифицированы и промаркированы. Давайте рассмотрим этот процесс шаг за шагом.
При определении этой длины вы должны оставить достаточный запас на тот случай, если по какой-либо причине вам потребуется повторное окончание. Кабельное соединение не будет завершено, пока все разъемы не будут должным образом идентифицированы и промаркированы. Давайте рассмотрим этот процесс шаг за шагом.
Рассортируйте кабели по назначению.
• Знать схему подключения. Если вы используете несовместимые детали для заделки, могут возникнуть серьезные последствия. Для медных разъемов IDC используются три основные схемы подключения: T568A, T568B и код универсального обслуживания (USOC). Только схемы проводки T568A и T568B соответствуют стандарту ANSI/TIA/EIA-568-A.
• При подключении к рабочему месту убедитесь, что все кабели доступны и имеют надлежащую маркировку в местах настенных розеток. В аппаратных убедитесь, что вы устанавливаете блоки и/или панели в соответствии с планировкой проектировщика.
• Убедитесь, что под рукой имеются нужные продукты для применения.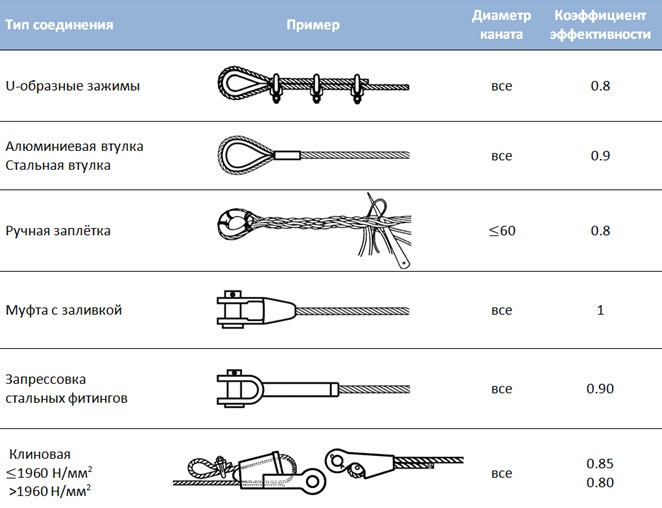 Для модульной мебели требуется другое количество розеток, чем для офисов из гипсокартона, поэтому убедитесь, что вы указали правильный тип продукта и производителя.
Для модульной мебели требуется другое количество розеток, чем для офисов из гипсокартона, поэтому убедитесь, что вы указали правильный тип продукта и производителя.
Сформируйте и разделите кабель на задней стороне панели.
• Сначала подготовьте кабель для заделки, собрав все кабели в пучок.
• На передней стороне стойки выделите как минимум одно место в стойке (единица) [44,5 мм (1,75 дюйма)] для укладки кабелей на каждые два места в стойке (устройство) [89мм (3,5 дюйма)] патч-панелей.
• Закрепите кабель, убедившись, что все кабели параллельны друг другу. Затем разгладьте их рукой, пока они не образуют аккуратный пучок.
• Кабели могут подходить к коммутационному шкафу с разных направлений, что часто приводит к тому, что кабели имеют разную длину. После определения необходимого провисания необходимо перемаркировать кабели и обрезать их до одинаковой длины. Обратите внимание, чтобы новая маркировка соответствовала старой маркировке.
• Для фиксации кабелей используйте стяжки или хомуты с петлями. Завязки или ремешки с крючками и петлями должны быть равномерно распределены по всей длине одежды. Затягивайте стяжки только вручную.
Завязки или ремешки с крючками и петлями должны быть равномерно распределены по всей длине одежды. Затягивайте стяжки только вручную.
Используйте надлежащее оборудование для прокладки кабелей.
• Существует несколько различных типов и стилей оборудования для укладки кабелей. Все эти продукты предназначены для надлежащей поддержки проложенных кабелей и снятия натяжения. Они также обеспечивают поддержку дополнительного кабеля, который может потребоваться установить в результате перемещения, добавления или изменения.
• Поскольку кабели UTP и ScTP защищены от перекрестных помех и невосприимчивы к электромагнитным помехам за счет скручивания и скручивания пар кабеля, убедитесь, что вы соблюдаете минимальный радиус изгиба кабеля. Это защищает целостность кабеля. Минимальный радиус изгиба для кабеля UTP и ScTP в четыре раза больше диаметра кабеля, а для оптоволоконного кабеля — в 10 раз больше диаметра.
Медная муфта IDC (врезная). Существует четыре основных типа клеммных блоков IDC, используемых для концевой заделки горизонтальных и магистральных медных кабелей: тип 66, тип 110, BIXTM и LSA. Они составляют большую часть рынка; однако доступны и другие устройства. Некоторые производители предлагают монтируемые в стойку и на стене терминальные устройства IDC, в которых можно разместить несколько клеммных блоков.
Они составляют большую часть рынка; однако доступны и другие устройства. Некоторые производители предлагают монтируемые в стойку и на стене терминальные устройства IDC, в которых можно разместить несколько клеммных блоков.
Чтобы обеспечить хорошее соединение, необходимо точно следовать спецификациям производителя соединительного оборудования IDC. Вы также должны соблюдать соответствующие процедуры для:
• Определение правильного метода и длины удаления интродьюсера.
• Раскручивание витой пары. (ANSI/TIA/EIA-568-A рекомендует не более 13 мм [0,5 дюйма] нескрученных пар, измеренных от последнего витка до IDC).
Каждый тип подключения IDC требует использования специально разработанного терминирующего инструмента для правильного выполнения подключения IDC. Несколько производителей продают инструменты для заделки со сменными лезвиями для использования с клеммными блоками IDC нескольких типов. Важно убедиться, что марка используемого вами инструмента совместима с лезвием.
Иногда разные лезвия выглядят одинаково, но есть небольшие различия в конструкции. Неправильное соответствие рукоятки инструмента для заделки и лезвия может привести к серьезным травмам, а также к некачественному заделыванию.
В следующих процедурах обычно рассматриваются надлежащие методы и инструменты, необходимые для заделки медного кабеля на каждом типе клеммной колодки IDC.
1. Определите метод и длину удаления интродьюсера. Вы можете удалить оболочку тремя способами:
Инструмент для кольцевания: Инструмент для звонка содержит лезвие бритвы, установленное на глубину, позволяющую разрезать оболочку достаточно глубоко, чтобы отделить оболочку, но не надрезать внутренние пары. Чтобы правильно использовать этот инструмент, вставьте в него кабель на длину от 13 до 19 мм (от 0,5 до 0,75 дюйма). Поверните инструмент, а затем удалите разорванную оболочку ножницами для электрика.
Ножницы электрика: С помощью ножниц электрика аккуратно прорежьте обшивку на глубину, чтобы обнажить разрывной шнур. Используя разрывной шнур, потяните оболочку вниз, пока вы не будете готовы удалить оболочку нужной длины. Затем удалите разорванную оболочку ножницами.
Используя разрывной шнур, потяните оболочку вниз, пока вы не будете готовы удалить оболочку нужной длины. Затем удалите разорванную оболочку ножницами.
Инструмент для резки: Аккуратно вставьте инструмент для резки между оболочкой кабеля и парами. Аккуратно двигайте инструментом вниз по оболочке, пока не подготовите необходимое количество оболочки для удаления. Затем удалите разорванную оболочку с помощью ножниц.
2. С помощью подходящего инструмента для снятия оболочки снимите оболочку кабеля в соответствии со стандартами ANSI/TIA/EIA-568-A и спецификациями производителя оконечного оборудования.
• Удалите только ту оболочку, которая необходима для заделки кабельных пар и обеспечения скручивания пар. Распространенным заблуждением в отрасли является то, что с кабеля следует снимать только 50–76 мм (2–3 дюйма) оболочки. Это требование может варьироваться в зависимости от блока, типа и размера кабеля, а также от производителя оборудования для оконечной нагрузки IDC.
3. Разделите, определите и завяжите группы связующего.
• Группы перемычек связаны с кабелями с числом пар 50 и более.
• Уникальный цветовой код идентифицирует каждую группу переплета. Кабели сгруппированы по 25 пар, при этом каждая группа из 25 пар (или подгруппа) индивидуально обмотана тканевой или пластиковой лентой для идентификации групп. В зависимости от производителя 25-парные связующие группы объединяются в идентифицируемые главные группы.
• Завяжите группы переплетов, чтобы они не идентифицировались до тех пор, пока они не будут готовы к завершению. Один полезный совет — используйте медную пару того же цвета, что и связующая группа. Аккуратно, но не туго скрутите его как с оболочкой, так и с внешним концом незащищенной группы кабельных стяжек. Это помогает идентифицировать связующие группы.
4. Разветвите и сформируйте кабельные пары из каждой группы креплений.
• Располагайте пары кабелей равномерно, чтобы они не пересекались и не мешали другим парам.
• Пары проводов должны быть параллельны, без натяжения в точке соединения и с одинаковым натяжением на всех соединениях.
Клеммная колодка типа 66. Оконечный блок IDC 66-го типа лучше всего подходит для подключения голосовых приложений, таких как УАТС, телефонные системы с ключом (KTS) и некоторые локальные сети. Несколько производителей клеммных блоков типа 66 обновили свои клеммные блоки для работы с высокоскоростными приложениями передачи данных и соответствуют требованиям ANSI/TIA/EIA-568-A Cat. 5 спецификации. Убедитесь, что вы устанавливаете соответствующий клеммный блок IDC 66-типа в новых установках. Как правило, клеммный блок типа 66 крепится к задней панели с помощью кронштейнов.
Соединительный блок типа 110. Профессионалы-электрики используют оконечное оборудование IDC типа 110 в приложениях для передачи голоса и данных. Вы обнаружите, что магистральные кабели обычно заканчиваются на настенных или стоечных клеммных блоках типа 110 с шагом 50, 100 или 300 пар, а также на настенном креплении на 900 пар.