Защита конструкций от коррозии: Библиотека государственных стандартов
Содержание
Защита строительных конструкций от коррозии СП 28.13330.2017
Версия для печати
Дата введения 2017-08-28
Сведения о своде правил
1 ИСПОЛНИТЕЛИ — АО «Научно-исследовательский центр «Строительство» (АО «НИЦ «Строительство»), ЗАО «Центральный научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова» (ЗАО «ЦНИИПСК им.Н.П.Мельникова»), ГОУ Санкт-Петербургский государственный политехнический университет (СПб ГПУ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПОДГОТОВЛЕН к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
4 УТВЕРЖДЕН приказом Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) от 27 февраля 2017 г. N 127/пр и введен в действие с 28 августа 2017 г.
5 ЗАРЕГИСТРИРОВАН Федеральным агентством по техническому регулированию и метрологии (Росстандарт). Пересмотр 28.13330.2012* «СНиП 2.03.11-85 Защита строительных конструкций от коррозии»
Пересмотр 28.13330.2012* «СНиП 2.03.11-85 Защита строительных конструкций от коррозии»
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте разработчика (Минстрой России) в сети Интернет
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Министерства строительства и жилищно-коммунального хозяйства Российской Федерации от 21 сентября 2018 г. N 608/пр c 22.03.2019
Изменение N 1 внесено изготовителем базы данных по тексту М.: Стандартинформ, 2018 год
Введение
В настоящем своде правил приведены требования, соответствующие целям Федерального закона от 30 декабря 2009 г. N 384-ФЗ «Технический регламент о безопасности зданий и сооружений» с учетом части 1 статьи 46 Федерального закона от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании».
Пересмотр СП 28.13330.2012 выполнен авторским коллективом: д-р техн. наук В.Ф.Степанова, д-р техн. наук Н.К.Розенталь, канд. техн. наук Г.В.Чехний, д-р материаловедения В.Р.Фаликман, инж. Г.В.Любарская и С.Е.Соколова, канд. техн. наук В.И.Савин, канд. техн. наук И.Н.Тихонов, канд. техн. наук В.З.Мешков (НИИЖБ им.А.А.Гвоздева), канд. техн. наук О.И.Пономарёв, д-р техн. наук Ю.В.Кривцов, канд. техн. наук А.Д.Ломакин, канд. техн. наук В.В.Пивоваров, канд. техн. наук И.Р.Ладыгина (ЦНИИСК им.В.А.Кучеренко), канд. хим. наук Г.В.Оносов, канд. техн. наук Н.И.Сотсков (ЗАО «ЦНИИПСК им.Н.П.Мельникова»), инж. С.А.Старцев (ГОУ СПб ГПУ).
Содержание
1. Область применения
2. Нормативные ссылки
3. Термины и определения
4. Общие положения
5. Бетонные и железобетонные конструкции
6. Деревянные конструкции
7. Каменные конструкции
8. Хризотилцементные конструкции
9. Металлические конструкции
10. Требования безопасности и охраны окружающей среды
11. Пожарная безопасность
Пожарная безопасность
Приложение А. Классификация сред эксплуатации
Приложение Б. Классификация агрессивности сред
Приложение В. Степень агрессивного воздействия сред
Приложение Г. Агрессивное воздействие хлоридов
Приложение Д. Виды цемента для бетона в агрессивных средах
Приложение Е. Показатели проницаемости бетона
Приложение Ж. Требования к бетонам и железобетонным конструкциям
Приложение И. Условия воздействия среды на закладные детали и соединительные элементы в зданиях с наружными стенами из трехслойных стеновых панелей
Приложение К. Защита от коррозии закладных деталей и соединительных элементов
Приложение Л. Требования к защите ограждающих конструкций
Приложение М. Требования к выбору покрытий в зависимости от условий эксплуатации конструкций
Приложение Н. Требования к изоляции различных типов
Приложение П. Виды защиты конструкций
Приложение Р. Требования к защите деревянных конструкций
Приложение С. Средства и способы защиты от биологической коррозии деревянных конструкций
Средства и способы защиты от биологической коррозии деревянных конструкций
Приложение Т. Защита от биологической коррозии деревянных конструкций
Приложение У. Требования к защите каменных конструкций
Приложение Ф. Лакокрасочные материалы для защиты каменных конструкций от коррозии
Приложение X. Конструкции металлические. Классификация агрессивных сред
Приложение Ц. Конструкции металлические. Требования к защите от коррозии
Приложение Ш. Требования к защите от биоповреждений
Приложение Щ. Особенности защиты гидротехнических сооружений от биологической коррозии
Библиография [1] Федеральный закон от 22 июля 2008 г. N 123-ФЗ «Технический регламент о требованиях пожарной безопасности»
СП 28.13330.2017 «СНиП 2.03.11-85 Защита строительных конструкций от коррозии» (Приказ Минстроя России от 27 февраля 2017 г. № 127/пр)
Опубликовано: 27 февраля 2017
Реквизиты для осуществления перевода денежных средств в доход федерального бюджета
Рекомендации в целях определения оптимальных процедур взаимодействия уполномоченных банков и застройщиков при переходе на проектное финансирование объектов долевого жилищного строительства с использованием счетов эскроу для учета и использования в работе застройщиками, реализующими проекты долевого жилищного строительства с использованием счетов эскроу, финансируемые за счет кредитов, и соответствующими кредитными организациями, осуществляющими кредитование указанных застройщиков
Посмотреть
Скачать
Об обязанности застройщиков по уплате обязательных отчислений (взносов) в компенсационный фонд
Приказ Минстроя России от 27. 09.2015 г. № 771/пр «Об утверждении Административного регламента по исполнению Министерством строительства и жилищно-коммунального хозяйства Российской Федерации государственной функции по осуществлению государственного контроля (надзора) за деятельностью саморегулируемых организаций в сфере теплоснабжения»
09.2015 г. № 771/пр «Об утверждении Административного регламента по исполнению Министерством строительства и жилищно-коммунального хозяйства Российской Федерации государственной функции по осуществлению государственного контроля (надзора) за деятельностью саморегулируемых организаций в сфере теплоснабжения»
Посмотреть
Скачать
Реестр описаний процедур, включенных в исчерпывающий перечень процедур в сфере жилищного строительства, утвержденный постановлением Правительства Российской Федерации от 30 апреля 2014 года, № 403
Федеральный закон от 21 июля 2014 года № 217-ФЗ «О внесении изменений в Жилищный кодекс Российской Федерации и отдельные законодательные акты Российской Федерации в части законодательного регулирования отношений по найму жилых помещений жилищного фонда социального использования»
Посмотреть
Скачать
Федеральный закон от 21 июля 2014 года № 255-ФЗ «О внесении изменений в Жилищный кодекс Российской Федерации, отдельные законодательные акты Российской Федерации и признании утратившими силу отдельных положений законодательных актов Российской Федерации» (о лицензировании управляющих компаний многоквартирных домов)
Посмотреть
Скачать
Постановление Правительства Российской Федерации от 05 мая 2014 года № 404 «О некоторых вопросах реализации программы «Жильё для российской семьи» в рамках государственной программы Российской Федерации «Обеспечение доступным и комфортным жильём и коммунальными услугами граждан Российской Федерации»
Посмотреть
Скачать
Федеральный закон от 21 июля 2014 года № 217-ФЗ «О внесении изменений в Жилищный кодекс Российской Федерации и отдельные законодательные акты Российской Федерации в части законодательного регулирования отношений по найму жилых помещений жилищного фонда социального использования»
Посмотреть
Скачать
Распоряжение Правительства РФ от 30 апреля 2014 года № 718-р «Об утверждении индексов изменения размера вносимой гражданами платы за коммунальные услуги в среднем по субъектам Российской Федерации и предельно допустимых отклонений по отдельным муниципальным образованиям от величины указанных индексов»
Посмотреть
Скачать
Указ Президента Российской Федерации от 07 мая 2012 года № 600 «О мерах по обеспечению граждан Российской Федерации доступным и комфортным жильем и повышению качества жилищно — коммунальных услуг»
Посмотреть
Скачать
Постановление Правительства РФ от 30 апреля 2014 года № 403 «Об исчерпывающем перечне процедур в сфере жилищного строительства»
Положение о Министерстве строительства и жилищно-коммунального хозяйства Российской Федерации
Посмотреть
Скачать
Указ Президента РФ от 1 ноября 2013г. №819 «О Министерстве строительства и жилищно-коммунального хозяйства Российской Федерации»
№819 «О Министерстве строительства и жилищно-коммунального хозяйства Российской Федерации»
Посмотреть
Скачать
Приказ Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России) от 5 мая 2014 г. № 223/пр г. Москва «Об утверждении условий отнесения жилых помещений к жилью экономического класса»
Посмотреть
Скачать
Приказ Минстроя России от 18 июня 2014 года № 321/пр О внесении изменений в перечень субъектов Российской Федерации, на территории которых осуществляется реализация программы «Жилье для российской семьи» в рамках государственной программы РФ «Обеспечение доступным и комфортным жильем и коммунальными услугами граждан Российской Федерации», утвержденный приказом Министерства строительства и жилищно-коммунального хозяйства от 27 мая 2014 года №258/пр.
Посмотреть
Скачать
Федеральный закон от 21 июля 2014 года № 217-ФЗ «О внесении изменений в Жилищный кодекс Российской Федерации и отдельные законодательные акты Российской Федерации в части законодательного регулирования отношений по найму жилых помещений жилищного фонда социального использования»
Посмотреть
Скачать
{{ item. text }}
text }}
{{ item.text }}
{{ inputError }}
Защита от коррозии — SteelConstruction.info
Экономичная защита стальных конструкций от коррозии не вызовет затруднений для обычных применений и сред, если с самого начала будут определены факторы, влияющие на долговечность.
Многие стальные конструкции успешно эксплуатируются в течение многих лет даже в неблагоприятных условиях. Первое крупное железное сооружение, мост в Коулбрукдейле, Великобритания, просуществовало более 200 лет, в то время как о железнодорожном мосту Форт, которому более 100 лет, ходят легенды.
Сегодня доступны современные долговечные защитные покрытия, которые при правильном использовании позволяют увеличить интервалы обслуживания и повысить производительность.
Ключ к успеху заключается в распознавании коррозионной активности окружающей среды, воздействию которой будет подвергаться конструкция, и в определении четких и подходящих спецификаций покрытия. Там, где сталь находится в сухом отапливаемом помещении, риск коррозии незначителен, и защитное покрытие не требуется. И наоборот, стальная конструкция, подвергающаяся воздействию агрессивной среды, должна быть защищена высокоэффективной обработкой и, возможно, должна быть спроектирована с учетом технического обслуживания, если требуется продление срока службы.
Там, где сталь находится в сухом отапливаемом помещении, риск коррозии незначителен, и защитное покрытие не требуется. И наоборот, стальная конструкция, подвергающаяся воздействию агрессивной среды, должна быть защищена высокоэффективной обработкой и, возможно, должна быть спроектирована с учетом технического обслуживания, если требуется продление срока службы.
Оптимальная защитная обработка, которая сочетает в себе соответствующую подготовку поверхности, подходящие материалы покрытия, требуемую долговечность и минимальную стоимость, достигается с помощью современной технологии обработки поверхности.
Содержание
- 1 Коррозия конструкционной стали
- 2 Влияние конструкции на коррозию
- 3 Подготовка поверхности
- 4 Лакокрасочные покрытия
- 5 Металлические покрытия
- 5.1 Горячее цинкование
- 5.2 Металлические покрытия, полученные термическим напылением
- 6 Соответствующие спецификации
- 7 Инспекция и контроль качества
- 8 Каталожные номера
- 9 Ресурсы
- 10 Дальнейшее чтение
- 11 См.
 также
также - 12 Внешние ссылки
- 13 CPD
[вверх]Коррозия конструкционной стали
Основная статья: Коррозия конструкционной стали
Схематическое изображение механизма коррозии стали
Коррозия конструкционной стали представляет собой электрохимический процесс, требующий одновременного присутствия влаги и кислорода. При отсутствии того и другого коррозия не возникает. По сути, железо в стали окисляется с образованием ржавчины, которая занимает примерно в 6 раз больше объема исходного материала, потребляемого в процессе. Здесь показан общий процесс коррозии.
Наряду с общей коррозией могут возникать различные виды локальной коррозии; биметаллическая коррозия, точечная коррозия и щелевая коррозия. Однако они, как правило, не имеют существенного значения для металлоконструкций.
Скорость, с которой развивается процесс коррозии, зависит от ряда факторов, связанных с «микроклиматом», непосредственно окружающим конструкцию, в основном от времени увлажнения и уровня загрязнения атмосферы. Из-за изменений в атмосферных условиях данные о скорости коррозии не могут быть обобщены. Тем не менее, среды можно классифицировать в широком смысле, и соответствующие измеренные скорости коррозии стали дают полезный показатель вероятной скорости коррозии. Дополнительную информацию можно найти в BS EN ISO 129.44-2 [1] и БС ЕН ИСО 9223 [2] .
Из-за изменений в атмосферных условиях данные о скорости коррозии не могут быть обобщены. Тем не менее, среды можно классифицировать в широком смысле, и соответствующие измеренные скорости коррозии стали дают полезный показатель вероятной скорости коррозии. Дополнительную информацию можно найти в BS EN ISO 129.44-2 [1] и БС ЕН ИСО 9223 [2] .
| Категория коррозионной активности | Низкоуглеродистая сталь Потеря толщины (мкм) a | Примеры типичных сред (только для справки) | |
|---|---|---|---|
| Внешний вид | Интерьер | ||
| C1 очень низкий | ≤ 1,3 | — | Отапливаемые здания с чистой атмосферой, напр. офисы, магазины, школы, гостиницы |
| C2 низкий | > 1,3 до 25 | Атмосферы с низким уровнем загрязнения: преимущественно сельские районы | Неотапливаемые здания, в которых может образовываться конденсат, напр. склады, спортивные залы склады, спортивные залы |
| C3 средний | > 25 до 50 | Городская и промышленная атмосфера, умеренное загрязнение двуокисью серы; прибрежная зона с низкой соленостью | Производственные помещения с повышенной влажностью и некоторым загрязнением воздуха, напр. предприятия пищевой промышленности, прачечные, пивоварни, молокозаводы |
| C4 высокий | > от 50 до 80 | Промышленные зоны и прибрежные районы с умеренным уровнем засоления | Химические заводы, плавательные бассейны, прибрежные суда и верфи |
| C5 очень высокий | > 80 до 200 | Промышленные зоны с повышенной влажностью и агрессивной атмосферой и прибрежные зоны с повышенной соленостью | Здания или зоны с почти постоянной конденсацией и высоким уровнем загрязнения |
| CX экстремальный | > 200 до 700 | Морские районы с высокой соленостью и промышленные районы с повышенной влажностью и агрессивной атмосферой, субтропической и тропической атмосферой | Промышленные зоны с повышенной влажностью и агрессивной атмосферой |
Примечания:
- 1 мкм (1 микрон) = 0,001 мм
- a Значения потери толщины даны после первого года воздействия.
 Убытки могут уменьшиться в последующие годы.
Убытки могут уменьшиться в последующие годы. - Значения потерь, используемые для категорий коррозионной активности, идентичны значениям, указанным в BS EN ISO 9223 [2] .
[вверх] Влияние конструкции на коррозию
Основная статья: Влияние конструкции на коррозию
Конструкция и детали конструкции могут влиять на долговечность любого нанесенного на нее защитного покрытия. Конструкции, спроектированные с большим количеством мелких конструктивных элементов и крепежных элементов, труднее защитить, чем конструкции с большими плоскими поверхностями. Ключевые вопросы, которые необходимо рассмотреть, включают:
- Доступ для нанесения покрытия и обслуживания
- Избегание ловушек для влаги и мусора
- Предотвращение или герметизация щелей
- Дренаж и вентиляция для минимизации времени увлажнения
- Осторожное управление контактом с другими материалами
Общие рекомендации по предотвращению коррозии за счет надлежащей детализации конструкции можно найти в BS EN ISO 12944-3 [3] , а некоторые типичные правила и запреты для зданий со стальным каркасом показаны ниже.
Примеры детализации зданий
[вверх]Подготовка поверхности
Основная статья: Подготовка поверхности
Стальная балка, выходящая из установки автоматической пескоструйной очистки
Подготовка поверхности — это обязательный первый этап обработки стальной подложки перед нанесением любого покрытия, который обычно считается наиболее важным фактором, влияющим на общий успех системы защиты от коррозии.
Характеристики покрытия в значительной степени зависят от его способности должным образом прилипать к материалу подложки. Исходное состояние поверхности стали может варьироваться в зависимости от количества остаточной прокатной окалины и степени начальной ржавчины. Однако, как правило, это неудовлетворительная основа для нанесения современных высокоэффективных защитных покрытий. Существует ряд методов подготовки и степеней чистоты, но, безусловно, наиболее важным и важным методом, используемым для тщательной очистки поверхностей от прокатной окалины и ржавчины, является абразивоструйная очистка. Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
- Sa 1 – Легкая пескоструйная очистка
- Sa 2 – Тщательная пескоструйная очистка
- Sa 2½ – Очень тщательная пескоструйная очистка
- Sa 3 – Дробеструйная очистка до визуально чистой стали
Ручная пескоструйная очистка
(Видео предоставлено Corrodere/MPI)
Процесс подготовки поверхности не только очищает сталь, но также обеспечивает подходящий профиль и амплитуду поверхности для нанесения защитного покрытия. Толстослойные лакокрасочные покрытия и металлические покрытия, полученные термическим напылением, требуют грубого угловатого профиля поверхности для обеспечения механического ключа. Это достигается за счет использования абразивных материалов. Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Абразивная дробь
Зернистый абразив
После абразивоструйной очистки можно проверить дефекты поверхности и изменения поверхности, возникшие в процессе изготовления, например, сварка. Некоторые поверхностные дефекты, появившиеся во время первоначальной обработки стали, могут не оказывать отрицательного влияния на характеристики покрытия в процессе эксплуатации, особенно для конструкций в категориях окружающей среды с относительно низким уровнем риска. Однако, в зависимости от конкретных требований к конструкции, может потребоваться дополнительная обработка поверхности для удаления поверхностных дефектов на сварных швах и кромках срезов, а также растворимых солей для обеспечения приемлемого состояния поверхности для окраски.
[вверх]Лакокрасочные покрытия
Основная статья: Лакокрасочные покрытия
Поперечное сечение многослойной системы окраски
Лакокрасочные покрытия для стальных конструкций разрабатывались на протяжении многих лет в соответствии с промышленным законодательством по охране окружающей среды и в ответ на требования владельцев мостов и сооружений о повышении долговечности. Краска состоит из пигмента, диспергированного в связующем и растворенного в растворителе. Наиболее распространены методы классификации красок либо по их пигментации, либо по типу связующего вещества.
Современная система окраски обычно включает последовательное нанесение красок или, альтернативно, красок, наносимых поверх металлических покрытий, для образования «дуплексной» системы покрытия. Защитные лакокрасочные системы обычно состоят из грунтовки, промежуточных/сборочных слоев и финишных слоев. Каждый «слой» покрытия в любой защитной системе выполняет определенную функцию, и различные типы наносятся в определенной последовательности: грунтовка, промежуточные/сборочные слои в цеху и, наконец, финишное покрытие (или верхнее покрытие) либо в цехе, либо на стройплощадке.
Предварительные грунтовки используются на металлоконструкциях сразу после пескоструйной очистки, чтобы сохранить реактивно очищенную поверхность в состоянии отсутствия ржавчины в процессе изготовления до тех пор, пока не будет проведена окончательная покраска. Эти типы грунтовки не используются перед нанесением термического напыления покрытий.
Способ нанесения систем окраски и условия нанесения оказывают существенное влияние на качество и долговечность покрытия. Стандартные методы, используемые для нанесения красок на стальные конструкции, включают нанесение кистью, валиком, обычным воздушным распылением и безвоздушным распылением/электростатическим безвоздушным распылением.
Безвоздушное распыление стало наиболее часто используемым методом нанесения лакокрасочных покрытий на стальные конструкции в контролируемых заводских условиях. нанесение кистью и валиком чаще используется для нанесения на месте, хотя также используются методы распыления. Покрытия «полосатые», наносимые на кромки и острые углы, обычно наносятся кистью.
- Безвоздушное распыление на стальные балки моста
Основными условиями, влияющими на нанесение лакокрасочных покрытий, являются температура стали и окружающей среды, а также влажность. Их легче контролировать в условиях магазина, чем на месте. С появлением современных высокоэффективных покрытий правильное нанесение становится все более важным для достижения намеченных характеристик. Промышленность признала это и ввела схему обучения и сертификации специалистов по нанесению красок (ICATS — Схема обучения специалистов по нанесению покрытий). Регистрация ICATS (или эквивалентная схема, например, Trainthepainter) впоследствии стала обязательным требованием для работы на мостах Highways England и сооружениях Network Rail.
Безвоздушное распыление краски
(Видео предоставлено Corrodere/MPI)
[вверх]Металлические покрытия
Основная статья: Металлические покрытия
Существует четыре широко используемых метода нанесения металлического покрытия на стальные поверхности. Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
[вверх]Горячее цинкование
Стальные элементы извлекаются из обычной ванны для горячего цинкования
Горячее цинкование представляет собой процесс, который включает погружение стального компонента, подлежащего покрытию, в ванну с расплавленным цинком (при температуре около 450 °C) после травления и флюсования, а затем его извлечение. Погруженные поверхности равномерно покрыты цинковым сплавом и слоями цинка, образующими металлургическую связь с подложкой. Полученное покрытие является прочным, прочным, устойчивым к истиранию и обеспечивает катодную (жертвенную) защиту любых небольших поврежденных участков на стальной основе.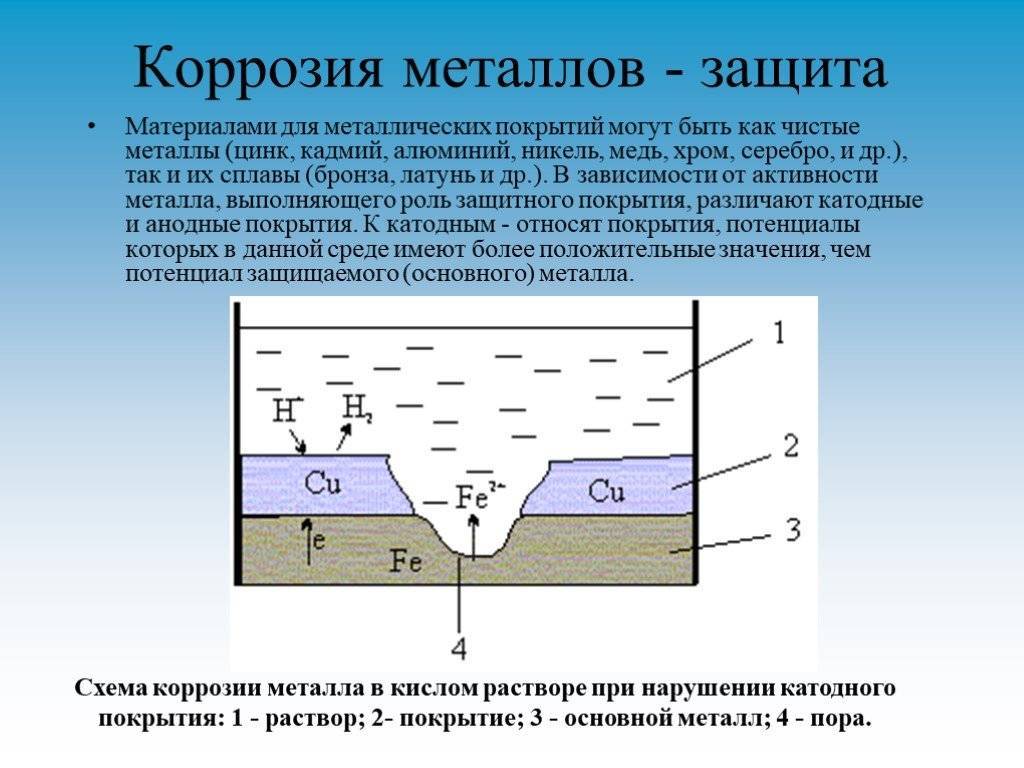 Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Поперечное сечение горячеоцинкованного покрытия
[вверх] Металлические покрытия термическим напылением
Поперечный разрез термически напыленного алюминиевого покрытия
Термически напыленные покрытия из цинка, алюминия и цинко-алюминиевых сплавов могут обеспечить долговременную защиту от коррозии стальных конструкций, подвергающихся воздействию агрессивных сред. Металл в виде порошка или проволоки подается через специальный пистолет-распылитель, содержащий источник тепла, которым может быть кислородное пламя или электрическая дуга. Капли расплавленного металла выдуваются струей сжатого воздуха на предварительно очищенную пескоструйным методом стальную поверхность. Легирования не происходит, покрытие состоит из перекрывающихся пластин металла и является пористым. Затем поры герметизируются путем нанесения тонкого органического покрытия, проникающего вглубь поверхности. Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Адгезия напыленных металлических покрытий к стальным поверхностям считается в основном механической по своей природе. Поэтому необходимо наносить покрытие на чистую шероховатую поверхность, и обычно рекомендуется пескоструйная очистка крупнозернистым абразивом.
Дуговое напыление
(Видео предоставлено Metallisation)
[наверх]Подходящие спецификации
Основная статья: Подходящие спецификации
Общий успех схемы защитного покрытия начинается с хорошо подготовленной спецификации. Это важный документ, предназначенный для предоставления подрядчику четких и точных инструкций о том, что и как следует делать. Спецификация должна быть составлена кем-то с соответствующими техническими знаниями, и в ней должно быть ясно, что требуется, а что является практичным и достижимым.
Он должен быть написан в логической последовательности, начиная с подготовки поверхности, проходя через каждую наносимую краску или металлическое покрытие и, наконец, касаясь конкретных областей, например. сварные швы. Он также должен быть максимально кратким, согласующимся с предоставлением всей необходимой информации. Наиболее важными элементами спецификации являются следующие:
- Обработка металла для удаления острых краев, выступов и т. д., а также стальных загрязнений.
- Требуемый метод подготовки поверхности и стандарт.
- Максимальный интервал между подготовкой поверхности и последующим грунтованием или металлическим покрытием.
- Типы используемых красок или металлических покрытий, поддерживаемые соответствующими стандартами.
- Используемый(е) метод(ы) применения.
- Количество наносимых слоев и интервал между слоями.
- Толщина влажной и сухой пленки для каждого слоя.
- Место нанесения каждого слоя (т.
 е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д.
е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д. - Детали для обработки сварных швов, болтовых соединений и т. д.
- Процедуры устранения повреждений и т. д.
Большинство стальных мостов защищены в соответствии с требованиями стандартов National Highways и Network Rail. Для других мостов могут быть указаны альтернативные системы и методы покрытия, но должны применяться те же стандарты и принципы надлежащей практики покрытия.
[вверх]Инспекция и контроль качества
Основная статья: Инспекция и контроль качества
Ассортимент инструментов для испытаний и контроля
Контроль является неотъемлемой частью контроля качества. Его целью является проверка соблюдения требований спецификации и предоставление клиенту отчета с надлежащими записями. Одним из самых больших преимуществ для инспектора по покрытиям является четкая письменная спецификация, на которую можно без сомнений ссылаться.
Назначение стороннего инспектора с соответствующей квалификацией следует рассматривать как инвестиции в качество, а не просто как дополнительные расходы. Проверка процессов, процедур и материалов, необходимых для нанесения защитного покрытия на стальные конструкции, имеет жизненно важное значение, поскольку серьезная ошибка даже в одной операции не может быть легко обнаружена после выполнения следующей операции, и, если ее не исправить немедленно, может значительно сократить ожидаемый срок службы до первого технического обслуживания.
[наверх]Ссылки
- ↑ 1.0 1.1 BS EN ISO 12944-2: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски. Часть 2. Классификация сред, BSI
- ↑ 2.0 2.1 BS EN ISO 9223: 2012, Коррозия металлов и сплавов. Коррозионная активность атмосферы. Классификация, определение и оценка BSI
- ↑ BS EN ISO 12944-3: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски.
 Часть 3. Вопросы проектирования, BSI
Часть 3. Вопросы проектирования, BSI - ↑ BS EN ISO 8501-1: 2007 Подготовка стальных поверхностей перед нанесением красок и сопутствующих продуктов. Визуальная оценка чистоты поверхности. Степени ржавчины и степени подготовки стальных поверхностей без покрытия и поверхностей после полного удаления предыдущих покрытий, ISO
Ресурсы
- Хенди, Ч.Р.; Айлс, округ Колумбия (2015) Группа стальных мостов: Руководящие указания по передовой практике строительства стальных мостов (6-й выпуск). (стр. 185). SCI
- Руководство 8.01 Подготовка к эффективной защите от коррозии
- Руководство 8.02 Защитная обработка крепежных изделий
- Руководство 8.03 Горячее цинкование погружением
- Руководство 8.04 Металлические покрытия, полученные термическим напылением
- Руководство 8.05 Высокоэффективные лакокрасочные покрытия
- Руководство 8.06 Проверка подготовки поверхности и обработки покрытий
- Стальные здания, 2003 г.
 , Британская ассоциация строительных металлоконструкций, ООО.
, Британская ассоциация строительных металлоконструкций, ООО.- Глава 12 – Защита от коррозии
[наверх]Дополнительная литература
- Д.Дикон и Р.Хадсон (2012 г.), Руководство по проектированию металлоконструкций (7-е издание), глава 36 – Коррозия и предотвращение коррозии, Институт стальных конструкций.
- Д.А. Bayliss & D.H.Deacon (2002), Steelwork Corrosion Control (2-е издание), Spon Press
[вверху] См. также
- Коррозия конструкционной стали
- Влияние конструкции на коррозию
- Подготовка поверхности
- Лакокрасочные покрытия
- Стандартные системы защиты зданий от коррозии
- Металлические покрытия
- Соответствующие спецификации
- Инспекция и контроль качества
[наверх]Внешние ссылки
- Британская федерация покрытий
- Ассоциация гальванистов
- Ассоциация исследования красок
- Ассоциация термического напыления и обработки поверхностей
- ИКАТС
- Корродор
- Защита от коррозии
Защита от коррозии — SteelConstruction.
 info
info
Экономичная защита от коррозии стальных конструкций не вызовет затруднений для обычных применений и сред, если с самого начала будут определены факторы, влияющие на долговечность.
Многие стальные конструкции успешно эксплуатируются в течение многих лет даже в неблагоприятных условиях. Первое крупное железное сооружение, мост в Коулбрукдейле, Великобритания, просуществовало более 200 лет, в то время как о железнодорожном мосту Форт, которому более 100 лет, ходят легенды.
Сегодня доступны современные долговечные защитные покрытия, которые при правильном использовании позволяют увеличить интервалы обслуживания и повысить производительность.
Ключ к успеху заключается в распознавании коррозионной активности окружающей среды, воздействию которой будет подвергаться конструкция, и в определении четких и подходящих спецификаций покрытия. Там, где сталь находится в сухом отапливаемом помещении, риск коррозии незначителен, и защитное покрытие не требуется. И наоборот, стальная конструкция, подвергающаяся воздействию агрессивной среды, должна быть защищена высокоэффективной обработкой и, возможно, должна быть спроектирована с учетом технического обслуживания, если требуется продление срока службы.
Оптимальная защитная обработка, которая сочетает в себе соответствующую подготовку поверхности, подходящие материалы покрытия, требуемую долговечность и минимальную стоимость, достигается с помощью современной технологии обработки поверхности.
Содержание
- 1 Коррозия конструкционной стали
- 2 Влияние конструкции на коррозию
- 3 Подготовка поверхности
- 4 Лакокрасочные покрытия
- 5 Металлические покрытия
- 5.1 Горячее цинкование
- 5.2 Металлические покрытия, полученные термическим напылением
- 6 Соответствующие спецификации
- 7 Инспекция и контроль качества
- 8 Каталожные номера
- 9 Ресурсы
- 10 Дальнейшее чтение
- 11 См. также
- 12 Внешние ссылки
- 13 CPD
[вверх]Коррозия конструкционной стали
Основная статья: Коррозия конструкционной стали
Схематическое изображение механизма коррозии стали
Коррозия конструкционной стали представляет собой электрохимический процесс, требующий одновременного присутствия влаги и кислорода. При отсутствии того и другого коррозия не возникает. По сути, железо в стали окисляется с образованием ржавчины, которая занимает примерно в 6 раз больше объема исходного материала, потребляемого в процессе. Здесь показан общий процесс коррозии.
При отсутствии того и другого коррозия не возникает. По сути, железо в стали окисляется с образованием ржавчины, которая занимает примерно в 6 раз больше объема исходного материала, потребляемого в процессе. Здесь показан общий процесс коррозии.
Наряду с общей коррозией могут возникать различные виды локальной коррозии; биметаллическая коррозия, точечная коррозия и щелевая коррозия. Однако они, как правило, не имеют существенного значения для металлоконструкций.
Скорость, с которой развивается процесс коррозии, зависит от ряда факторов, связанных с «микроклиматом», непосредственно окружающим конструкцию, в основном от времени увлажнения и уровня загрязнения атмосферы. Из-за изменений в атмосферных условиях данные о скорости коррозии не могут быть обобщены. Тем не менее, среды можно классифицировать в широком смысле, и соответствующие измеренные скорости коррозии стали дают полезный показатель вероятной скорости коррозии. Дополнительную информацию можно найти в BS EN ISO 129. 44-2 [1] и БС ЕН ИСО 9223 [2] .
44-2 [1] и БС ЕН ИСО 9223 [2] .
| Категория коррозионной активности | Низкоуглеродистая сталь Потеря толщины (мкм) a | Примеры типичных сред (только для справки) | |
|---|---|---|---|
| Внешний вид | Интерьер | ||
| C1 очень низкий | ≤ 1,3 | — | Отапливаемые здания с чистой атмосферой, напр. офисы, магазины, школы, гостиницы |
| C2 низкий | > 1,3 до 25 | Атмосферы с низким уровнем загрязнения: преимущественно сельские районы | Неотапливаемые здания, в которых может образовываться конденсат, напр. склады, спортивные залы |
| C3 средний | > 25 до 50 | Городская и промышленная атмосфера, умеренное загрязнение двуокисью серы; прибрежная зона с низкой соленостью | Производственные помещения с повышенной влажностью и некоторым загрязнением воздуха, напр. предприятия пищевой промышленности, прачечные, пивоварни, молокозаводы предприятия пищевой промышленности, прачечные, пивоварни, молокозаводы |
| C4 высокий | > от 50 до 80 | Промышленные зоны и прибрежные районы с умеренным уровнем засоления | Химические заводы, плавательные бассейны, прибрежные суда и верфи |
| C5 очень высокий | > 80 до 200 | Промышленные зоны с повышенной влажностью и агрессивной атмосферой и прибрежные зоны с повышенной соленостью | Здания или зоны с почти постоянной конденсацией и высоким уровнем загрязнения |
| CX экстремальный | > 200 до 700 | Морские районы с высокой соленостью и промышленные районы с повышенной влажностью и агрессивной атмосферой, субтропической и тропической атмосферой | Промышленные зоны с повышенной влажностью и агрессивной атмосферой |
Примечания:
- 1 мкм (1 микрон) = 0,001 мм
- a Значения потери толщины даны после первого года воздействия.
 Убытки могут уменьшиться в последующие годы.
Убытки могут уменьшиться в последующие годы. - Значения потерь, используемые для категорий коррозионной активности, идентичны значениям, указанным в BS EN ISO 9223 [2] .
[вверх] Влияние конструкции на коррозию
Основная статья: Влияние конструкции на коррозию
Конструкция и детали конструкции могут влиять на долговечность любого нанесенного на нее защитного покрытия. Конструкции, спроектированные с большим количеством мелких конструктивных элементов и крепежных элементов, труднее защитить, чем конструкции с большими плоскими поверхностями. Ключевые вопросы, которые необходимо рассмотреть, включают:
- Доступ для нанесения покрытия и обслуживания
- Избегание ловушек для влаги и мусора
- Предотвращение или герметизация щелей
- Дренаж и вентиляция для минимизации времени увлажнения
- Осторожное управление контактом с другими материалами
Общие рекомендации по предотвращению коррозии за счет надлежащей детализации конструкции можно найти в BS EN ISO 12944-3 [3] , а некоторые типичные правила и запреты для зданий со стальным каркасом показаны ниже.
Примеры детализации зданий
[вверх]Подготовка поверхности
Основная статья: Подготовка поверхности
Стальная балка, выходящая из установки автоматической пескоструйной очистки
Подготовка поверхности — это обязательный первый этап обработки стальной подложки перед нанесением любого покрытия, который обычно считается наиболее важным фактором, влияющим на общий успех системы защиты от коррозии.
Характеристики покрытия в значительной степени зависят от его способности должным образом прилипать к материалу подложки. Исходное состояние поверхности стали может варьироваться в зависимости от количества остаточной прокатной окалины и степени начальной ржавчины. Однако, как правило, это неудовлетворительная основа для нанесения современных высокоэффективных защитных покрытий. Существует ряд методов подготовки и степеней чистоты, но, безусловно, наиболее важным и важным методом, используемым для тщательной очистки поверхностей от прокатной окалины и ржавчины, является абразивоструйная очистка. Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
- Sa 1 – Легкая пескоструйная очистка
- Sa 2 – Тщательная пескоструйная очистка
- Sa 2½ – Очень тщательная пескоструйная очистка
- Sa 3 – Дробеструйная очистка до визуально чистой стали
Ручная пескоструйная очистка
(Видео предоставлено Corrodere/MPI)
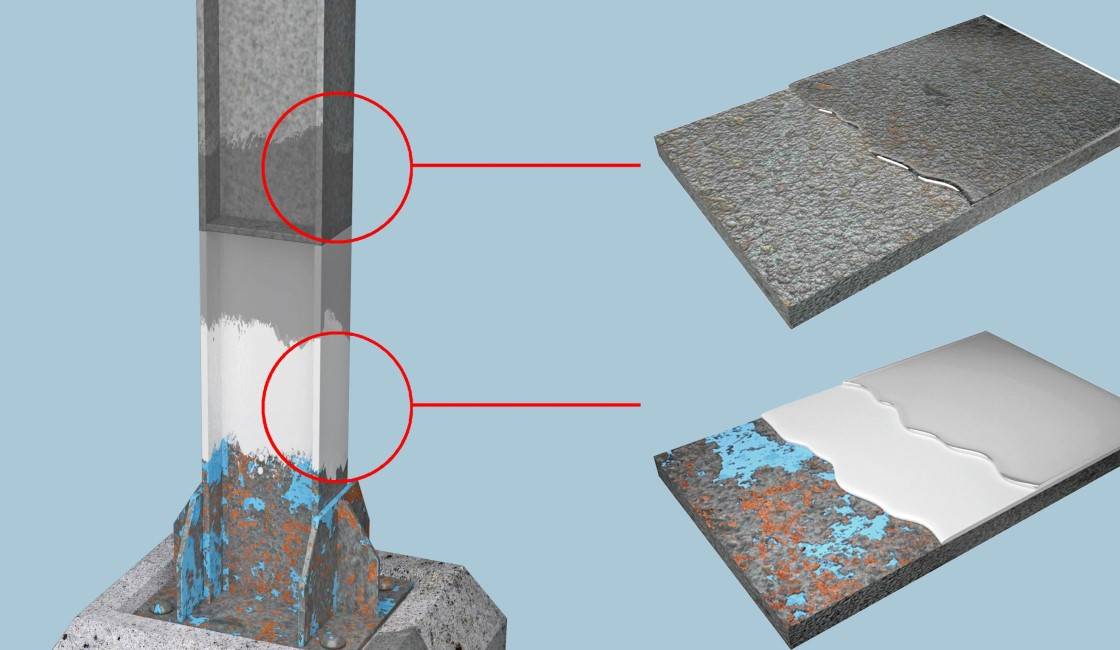
Процесс подготовки поверхности не только очищает сталь, но также обеспечивает подходящий профиль и амплитуду поверхности для нанесения защитного покрытия. Толстослойные лакокрасочные покрытия и металлические покрытия, полученные термическим напылением, требуют грубого угловатого профиля поверхности для обеспечения механического ключа. Это достигается за счет использования абразивных материалов. Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Абразивная дробь
Зернистый абразив
После абразивоструйной очистки можно проверить дефекты поверхности и изменения поверхности, возникшие в процессе изготовления, например, сварка. Некоторые поверхностные дефекты, появившиеся во время первоначальной обработки стали, могут не оказывать отрицательного влияния на характеристики покрытия в процессе эксплуатации, особенно для конструкций в категориях окружающей среды с относительно низким уровнем риска. Однако, в зависимости от конкретных требований к конструкции, может потребоваться дополнительная обработка поверхности для удаления поверхностных дефектов на сварных швах и кромках срезов, а также растворимых солей для обеспечения приемлемого состояния поверхности для окраски.![]()
[вверх]Лакокрасочные покрытия
Основная статья: Лакокрасочные покрытия
Поперечное сечение многослойной системы окраски
Лакокрасочные покрытия для стальных конструкций разрабатывались на протяжении многих лет в соответствии с промышленным законодательством по охране окружающей среды и в ответ на требования владельцев мостов и сооружений о повышении долговечности. Краска состоит из пигмента, диспергированного в связующем и растворенного в растворителе. Наиболее распространены методы классификации красок либо по их пигментации, либо по типу связующего вещества.
Современная система окраски обычно включает последовательное нанесение красок или, альтернативно, красок, наносимых поверх металлических покрытий, для образования «дуплексной» системы покрытия. Защитные лакокрасочные системы обычно состоят из грунтовки, промежуточных/сборочных слоев и финишных слоев. Каждый «слой» покрытия в любой защитной системе выполняет определенную функцию, и различные типы наносятся в определенной последовательности: грунтовка, промежуточные/сборочные слои в цеху и, наконец, финишное покрытие (или верхнее покрытие) либо в цехе, либо на стройплощадке.
Предварительные грунтовки используются на металлоконструкциях сразу после пескоструйной очистки, чтобы сохранить реактивно очищенную поверхность в состоянии отсутствия ржавчины в процессе изготовления до тех пор, пока не будет проведена окончательная покраска. Эти типы грунтовки не используются перед нанесением термического напыления покрытий.
Способ нанесения систем окраски и условия нанесения оказывают существенное влияние на качество и долговечность покрытия. Стандартные методы, используемые для нанесения красок на стальные конструкции, включают нанесение кистью, валиком, обычным воздушным распылением и безвоздушным распылением/электростатическим безвоздушным распылением.
Безвоздушное распыление стало наиболее часто используемым методом нанесения лакокрасочных покрытий на стальные конструкции в контролируемых заводских условиях. нанесение кистью и валиком чаще используется для нанесения на месте, хотя также используются методы распыления. Покрытия «полосатые», наносимые на кромки и острые углы, обычно наносятся кистью.
- Безвоздушное распыление на стальные балки моста
Основными условиями, влияющими на нанесение лакокрасочных покрытий, являются температура стали и окружающей среды, а также влажность. Их легче контролировать в условиях магазина, чем на месте. С появлением современных высокоэффективных покрытий правильное нанесение становится все более важным для достижения намеченных характеристик. Промышленность признала это и ввела схему обучения и сертификации специалистов по нанесению красок (ICATS — Схема обучения специалистов по нанесению покрытий). Регистрация ICATS (или эквивалентная схема, например, Trainthepainter) впоследствии стала обязательным требованием для работы на мостах Highways England и сооружениях Network Rail.
Безвоздушное распыление краски
(Видео предоставлено Corrodere/MPI)
[вверх]Металлические покрытия
Основная статья: Металлические покрытия
Существует четыре широко используемых метода нанесения металлического покрытия на стальные поверхности. Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
[вверх]Горячее цинкование
Стальные элементы извлекаются из обычной ванны для горячего цинкования
Горячее цинкование представляет собой процесс, который включает погружение стального компонента, подлежащего покрытию, в ванну с расплавленным цинком (при температуре около 450 °C) после травления и флюсования, а затем его извлечение. Погруженные поверхности равномерно покрыты цинковым сплавом и слоями цинка, образующими металлургическую связь с подложкой. Полученное покрытие является прочным, прочным, устойчивым к истиранию и обеспечивает катодную (жертвенную) защиту любых небольших поврежденных участков на стальной основе. Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Поперечное сечение горячеоцинкованного покрытия
[вверх] Металлические покрытия термическим напылением
Поперечный разрез термически напыленного алюминиевого покрытия
Термически напыленные покрытия из цинка, алюминия и цинко-алюминиевых сплавов могут обеспечить долговременную защиту от коррозии стальных конструкций, подвергающихся воздействию агрессивных сред. Металл в виде порошка или проволоки подается через специальный пистолет-распылитель, содержащий источник тепла, которым может быть кислородное пламя или электрическая дуга. Капли расплавленного металла выдуваются струей сжатого воздуха на предварительно очищенную пескоструйным методом стальную поверхность. Легирования не происходит, покрытие состоит из перекрывающихся пластин металла и является пористым. Затем поры герметизируются путем нанесения тонкого органического покрытия, проникающего вглубь поверхности. Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Адгезия напыленных металлических покрытий к стальным поверхностям считается в основном механической по своей природе. Поэтому необходимо наносить покрытие на чистую шероховатую поверхность, и обычно рекомендуется пескоструйная очистка крупнозернистым абразивом.
Дуговое напыление
(Видео предоставлено Metallisation)
[наверх]Подходящие спецификации
Основная статья: Подходящие спецификации
Общий успех схемы защитного покрытия начинается с хорошо подготовленной спецификации. Это важный документ, предназначенный для предоставления подрядчику четких и точных инструкций о том, что и как следует делать. Спецификация должна быть составлена кем-то с соответствующими техническими знаниями, и в ней должно быть ясно, что требуется, а что является практичным и достижимым.
Он должен быть написан в логической последовательности, начиная с подготовки поверхности, проходя через каждую наносимую краску или металлическое покрытие и, наконец, касаясь конкретных областей, например. сварные швы. Он также должен быть максимально кратким, согласующимся с предоставлением всей необходимой информации. Наиболее важными элементами спецификации являются следующие:
- Обработка металла для удаления острых краев, выступов и т. д., а также стальных загрязнений.
- Требуемый метод подготовки поверхности и стандарт.
- Максимальный интервал между подготовкой поверхности и последующим грунтованием или металлическим покрытием.
- Типы используемых красок или металлических покрытий, поддерживаемые соответствующими стандартами.
- Используемый(е) метод(ы) применения.
- Количество наносимых слоев и интервал между слоями.
- Толщина влажной и сухой пленки для каждого слоя.
- Место нанесения каждого слоя (т.
 е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д.
е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д. - Детали для обработки сварных швов, болтовых соединений и т. д.
- Процедуры устранения повреждений и т. д.
Большинство стальных мостов защищены в соответствии с требованиями стандартов National Highways и Network Rail. Для других мостов могут быть указаны альтернативные системы и методы покрытия, но должны применяться те же стандарты и принципы надлежащей практики покрытия.
[вверх]Инспекция и контроль качества
Основная статья: Инспекция и контроль качества
Ассортимент инструментов для испытаний и контроля
Контроль является неотъемлемой частью контроля качества. Его целью является проверка соблюдения требований спецификации и предоставление клиенту отчета с надлежащими записями. Одним из самых больших преимуществ для инспектора по покрытиям является четкая письменная спецификация, на которую можно без сомнений ссылаться.
Назначение стороннего инспектора с соответствующей квалификацией следует рассматривать как инвестиции в качество, а не просто как дополнительные расходы. Проверка процессов, процедур и материалов, необходимых для нанесения защитного покрытия на стальные конструкции, имеет жизненно важное значение, поскольку серьезная ошибка даже в одной операции не может быть легко обнаружена после выполнения следующей операции, и, если ее не исправить немедленно, может значительно сократить ожидаемый срок службы до первого технического обслуживания.
[наверх]Ссылки
- ↑ 1.0 1.1 BS EN ISO 12944-2: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски. Часть 2. Классификация сред, BSI
- ↑ 2.0 2.1 BS EN ISO 9223: 2012, Коррозия металлов и сплавов. Коррозионная активность атмосферы. Классификация, определение и оценка BSI
- ↑ BS EN ISO 12944-3: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски.
 Часть 3. Вопросы проектирования, BSI
Часть 3. Вопросы проектирования, BSI - ↑ BS EN ISO 8501-1: 2007 Подготовка стальных поверхностей перед нанесением красок и сопутствующих продуктов. Визуальная оценка чистоты поверхности. Степени ржавчины и степени подготовки стальных поверхностей без покрытия и поверхностей после полного удаления предыдущих покрытий, ISO
Ресурсы
- Хенди, Ч.Р.; Айлс, округ Колумбия (2015) Группа стальных мостов: Руководящие указания по передовой практике строительства стальных мостов (6-й выпуск). (стр. 185). SCI
- Руководство 8.01 Подготовка к эффективной защите от коррозии
- Руководство 8.02 Защитная обработка крепежных изделий
- Руководство 8.03 Горячее цинкование погружением
- Руководство 8.04 Металлические покрытия, полученные термическим напылением
- Руководство 8.05 Высокоэффективные лакокрасочные покрытия
- Руководство 8.06 Проверка подготовки поверхности и обработки покрытий
- Стальные здания, 2003 г.