Заточка расточного резца для сквозных отверстий: Расточные резцы и их установка
Содержание
Растачивание цилиндрических отверстий — Токарное дело
Растачивание цилиндрических отверстий
Категория:
Токарное дело
Растачивание цилиндрических отверстий
Предварительно просверленные отверстия или отверстия в заготовках, полученных литьем или ковкой, часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и малой шероховатости.
Растачивание менее производительно, чем свер-ленйе. но позволяет получить точные отверстия диаметральный допуск размера до 0,02 мм, шестой класс шероховатости поверхности) и исправить положение оси отверстия.
Расточные резцы. Расточные резцы бывают; проходные для сквозных отверстий и упорные для глухих отверстий. Расточный резец закрепляют в резцедержателе параллельно оси заготовки. Чтобы головка резца вписывалась в обрабатываемое отверстие, задний угол расточного резца принимается большим, чем у резца для наружного точения. Та часть державки расточного резца, которая расположена возле головки, выполняется тоньше той части, которая крепится в резцедержателе.
Та часть державки расточного резца, которая расположена возле головки, выполняется тоньше той части, которая крепится в резцедержателе.
У стандартных расточных резцов режущая кромка расположена на уровне верхней образующей цилиндрической державки и поэтому резец устанавливают ниже центра заготовки.
1. ЗЕНКЕРЫ:
а — устройство (части зенкера), б — четырехперый цельный быстрорежущий, е — твердосплавный, г — насадной быстрорежущий, д — насадной твердосплавный, е насадной со вставными ножами
2. КОМБИНИРОВАННЫЙ СТЕРЖНЕВОЙ 74 ИНСТРУМЕНТ СВЕРЛО-ЗЕНКЕР
3. ЗЕНКОВАНИЕ ФАСКИ ОТВЕРСТИЯ
4. КОЛЬЦЕВОЕ СВЕРЛ:
1 – нож, 2 — коронка, 3 направляющие колодки
5. ТЕХНОЛОГИЧЕСКАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ ОТВЕРСТИЯ Ф 50 А
6. РАСТОЧНЫЕ РЕЗЦЫ:
7. РАСПОЛОЖЕНИЕ РАСТОЧНЫХ РЕЗЦОВ В ОТВЕРСТИИ:
Это вынуждает применять расточные резцы с державкой значительно меньшего диаметра, чем диаметр растачиваемого отверстия. Такого недостатка не имеют расточные резцы токаря-новатора В. К. Лакура. Державка этого резца располагается в середине растачиваемого отверстия, поэтому может быть большего сечения, что устраняет опасность отжима резца и появления конусности обрабатываемого отверстия.
Такого недостатка не имеют расточные резцы токаря-новатора В. К. Лакура. Державка этого резца располагается в середине растачиваемого отверстия, поэтому может быть большего сечения, что устраняет опасность отжима резца и появления конусности обрабатываемого отверстия.
Применяют также расточные резцы, оснащенные твердосплавной коронкой «улиткой». Переточку «улитки» выполняют по передней поверхности.
Некоторый отжим резца при растачивании приводит к конусообразности обработанного отверстия, которую приходится выводить повторными проходами без врезания. Для предотвращения конусообразности, а также для растачивания на повышенных режимах применяют расточные резцы В. К. Семинского с державкой квадратного сечения. Резец Семинского крепится в призмах, вылет резца регулируют выдвижением из призм. Расточные оправки (борштанги). Отверстия 80—100 мм и более обычно растачивают расточными резцами, которые закрепляют в оправках.
Резец в оправке зажимается винтом с торца или с наружной поверхности оправки.
8. РАСТОЧНЫЕ РЕЗЦЫ СО СПИРАЛЬНОЙ ТВЕРДОСПЛАВНОЙ КОРОНКОЙ «УЛИТКОЙ»:
1 — проходной. 2 — упорный
9. РАСТОЧНЫЙ РЕЗЕЦ В. К. СЕМИНСКОГО:
1— подкладка-призма, 2 —резец. 3 — прижимная планки. 4 — болт резцедержателя
10. РАСГОЧНЫЕ ОПРАВКИ (БОРШТАНГИ):
а — с расточным проходным резцом, б — с расточным упорным резцом
Многие токари применяют универсальную расточную оправку с регулируемым вылетом. Оправку закрепляют в дополнительной державке, установленной в резцедержателе. В оправке можно крепить как резцы, так и пластины. На оправке выфрезерована канавка, по которой охлаждающая жидкость надает непосредственно на резец. Канавка служит и для стопорения болтами. Универсальную расточную оправку используют также для вытачивания внутренних канавок, нарезания внутренней резьбы и других работ.
11. УНИВЕРСАЛЬНАЯ РАСТОЧНАЯ ОПРАВКА К ТОКАРНОМУ СТАНКУ:
а — при помощи риски на резце. б – при помощи плоского упора, в — при помощи упора
12. КОНТРОЛЬ ГЛУБИНЫ ОТВЕРСТИЯ В ПРОЦЕССЕ РАСТАЧИВАНИЯ
КОНТРОЛЬ ГЛУБИНЫ ОТВЕРСТИЯ В ПРОЦЕССЕ РАСТАЧИВАНИЯ
1 — державка. 2 — оправка. 3 — резец. 4 пиши для крепления резца. 5 -расточном п.тетина
Мерные расточные пластины («ножи»). Расточная пластина (нож) имеет размер, соответствующий размеру растачиваемого отверстия. Растачивание пластиной обеспечивает получение отверстия правильной цилиндрической формы за один проход, так как действующие с двух сторон на пластину усилия взаимно уравновешиваются. Расточные пластины бывают цельные из быстрорежущей стали и напайные, оснащенные пластинками твердого сплава. Расточную пластину закрепляют в пазу расточной оправки. Приемы растачивания. Заданную глубину отверстия обеспечивают в процессе растачивания измерением линейкой, штангенглубиномером, шаблоном или настройкой при помощи лимба продольной подачи. Для облегчения обработки на резце наносят риску, соответствующую заданной глубине отверстия. Опытные токари закрепляют в резцедержателе металлическую планку (плоский упор), вылет которой равен вылету резца минус г лубина отверстия Л = L—I. Когда планка при автоматической подаче суппорта подойдет к заготовке на расстояние 2—3 мм, автоматическую подачу выключают и вручную подают суппорт до соприкосновения планки с заготовкой: это значит, что растачивание выполнено на заданную глубину. Упором moi \т служить державки с роликом (роликовый упор).
Когда планка при автоматической подаче суппорта подойдет к заготовке на расстояние 2—3 мм, автоматическую подачу выключают и вручную подают суппорт до соприкосновения планки с заготовкой: это значит, что растачивание выполнено на заданную глубину. Упором moi \т служить державки с роликом (роликовый упор).
13. УГЛЫ в ПЛАНЕ ПРИ РАБОТЕ РАСТОЧHЫM УПОРНЫМ РЕЗЦОМ:
14. РАСТАЧИВАНИЕ ВНУТРЕННИХ КАНАВОК:
Точность диаметра растачиваемого отверстия обеспечивается также, как и при наружном точении: пробными проходами с замером штангенциркулем, настройкой по лимбу поперечной подачи, по линейке поперечных салазок суппорта, при помощи индикатора, по поперечному упору.
Подрезание внутренних торцов и уступов. Внутренние торцы и уступы подрезают расточным упорным резцом подачей к центру, для этого расточный резец должен иметь главный угол в плане Ф более 90° (например, 95 ), тогда при подрезании торца отверстия фактический главный угол в плане <р составит.
Точность осевых размеров ступенчатого отверстия в процессе растачивания выдерживается с помощью лимба продольной подачи или упора с длиноограничителями, как при обработке ступенчатых валов. Растачивание внутренних канавок. Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как и у прорезных наружных резцов. Резцы для внутренних канавок бывают цельные и иоавпые (олравочные).
Растачивание внутренних канавок. Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как и у прорезных наружных резцов. Резцы для внутренних канавок бывают цельные и иоавпые (олравочные).
15. КОНТРОЛЬ ВНУТРЕННИХ КАНАВОК и ВЫТОЧЕК:
а, б — ширины выточки и расстояния до выточки штангенциркулем. в — ширины выточки шаблоном
Так как при вытачивании канавки токарю не видна зона обработки, особенно важно пользоваться лимбами продольных и поперечных полам, а также упорами.
Широкую внутреннюю канавку обрабатываю! последовательным врезанием на глубину канавки поперечной подачей (контроль по лимбу) и расширением канавки продольной подачей.
Ширину канавки в отверстии и расстояние oт торца заготовки до канавки контролирую! штангенциркулем и шаблоном. Диаметр выточки определяют измерением толщины стенки а до выточки; этот размер переносят на линейку (рис. 108, а). Затем вводят кронциркуль в канавку и, не изменяя раствора ножек, прикладывают кронциркуль к линейке. По размеру b, отсеченному ножкой кронциркуля на линейке, определяют толщину стенки: li=u—b, а диаметр выточки определяют расчетом: cl= D—2h, где D— наружный диаметр втулки.
По размеру b, отсеченному ножкой кронциркуля на линейке, определяют толщину стенки: li=u—b, а диаметр выточки определяют расчетом: cl= D—2h, где D— наружный диаметр втулки.
Более точно диаметр выточек измеряют штангенциркулем со специальными губками. К прочитанному на штангенциркуле размеру прибавляют двойную ширину ножек (2h).
Реклама:
Читать далее:
Развертывание
Статьи по теме:
- Основные направления модернизации токарных станков
- Применение группового метода обработки деталей
- Рационализация технологического процесса
- Уменьшение времени на управление станком
- Уменьшение времени на измерение детали
Приемы растачивания сквозных и глухих отверстий — Растачивание цилиндрических отверстий на токарном станке — Комплексные работы
Главная / Слесарное дело / Комплексные работы / Растачивание цилиндрических отверстий на токарном станке / Приемы растачивания сквозных и глухих отверстий
4 апреля 2012
Растачивать отверстия (внутренние цилиндрические поверхности) сложнее, чем обтачивать наружные поверхности.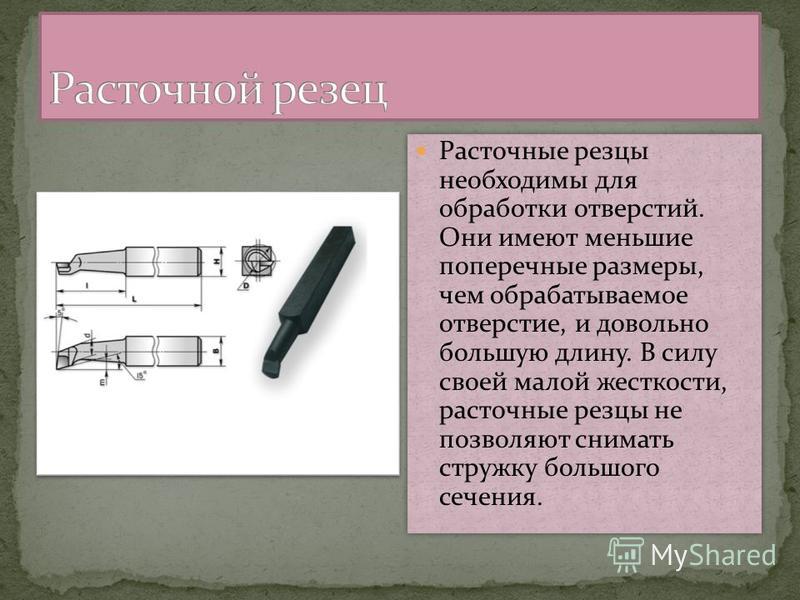 Основная трудность — малая жесткость расточного резца.
Основная трудность — малая жесткость расточного резца.
Сквозные отверстия растачивают расточными резцами, показанными на рисунке.
Смотрите рисунок — Расточной резец для сквозного отверстия
Для этого обрабатываемую заготовку крепят в патроне токарного станка. Проверяют надежность крепления заготовки и резца. Растачивают сначала черновым резцом, который при помощи маховичка суппорта плавно подводят к обрабатываемому отверстию.
Установив при помощи маховичка суппорта глубину резания, плавно сообщают резцу продольную подачу. Величину подачи для растачивания выбирают, учитывая жесткость резца, глубину резания и материал заготовки. Сделав один проход, резец отводят в первоначальное положение. Так поступают, пока не получат отверстие требуемого диаметра.
Для чистовой обработки отверстий применяют тонкое (алмазное) растачивание, которое ведут на высокой скорости резания, но при малых глубине резания и подаче. Растачивают чистовыми резцами и резцами с пластинками из твердого сплава. Приемы и последовательность растачивания те же, что и при черновом растачивании.
Приемы и последовательность растачивания те же, что и при черновом растачивании.
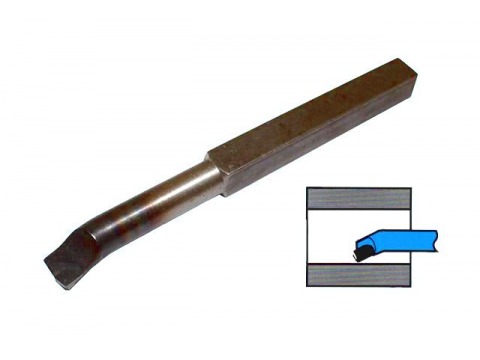
Глухие отверстия растачивают резцами, показанными на рисунке.
Смотрите рисунок — Расточной резец для глухого отверстия
При растачивании глухих отверстий резец необходимо перемещать в продольном направлении строго на глубину обрабатываемого отверстия.
Величину прохода резца устанавливают, нанеся мелом риску на державке резца. Приемы работ остаются те же, что и при растачивании сквозных отверстий.
Вопросы
- Какими резцами растачивают сквозные и глухие отверстия?
- Расскажите о последовательности приемов растачивания сквозных отверстий?
- Как определяют глубину прохода резца при растачивании глухих отверстий?
Упражнение
Изготовить корпус плашкодержателя по технологической карте, помещенной ниже.
Технологическая карта на изготовление корпуса плашкодержателя
| Материал | Ст. 3 3 | ||||
| Заготовка | Пруток | ||||
| № п/п | Последовательность обработки | Эскиз обработки | Инструменты | Оборудование и приспособления | |
| рабочий | разметочный иконтрольно-измерительный | ||||
| 1 | Подрезать торец заготовки | Резец подрезной | Линейка измерительная | Патрон токарный трехкулачковый | |
| 2 | Проточить заготовку под наружный размер корпуса плашкодержателя | Резец проходной | Штангенциркуль | Патрон токарный трехкулачковый | |
| 3 | Просверлить по центру отверстие в заготовке | Сверло спиральное | Штангенциркуль | Патроны токарный трехкулачковый и сверлильный | |
| 4 | Рассверлить отверстие в заготовке до диаметра, позволяющего войти головке расточного резца | Сверло спиральное | Штангенциркуль, линейка измеритель ная | Патроны токарный трехкулачковый и сверлильный | |
| 5 | Расточить отверстие под размер плашки | Резец расточной | Штангенциркуль, линейка измерительная | Патрон токарный трехкулачковый | |
| 6 | Отрезать по размеру деталь от заготовки | Резец отрезной | Штангенциркуль, линейка измерительная | Патрон токарный трехкулачковый | |
| 7 | Снять фаски 1×45° на корпусе плашко-держателя | Резец проходной | — | Патрон токарный трехкулачковый | |
«Слесарное дело», И. Г.Спиридонов,
Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Токарные резцы по металлу — определение, классификация, по металлу, для токарного станка
- СОДЕРЖАНИЕ:
- • Классификация резцов
- • Конструкция резца
- • Какой резец выбрать
- • Правила заточки
- • Как используются резцы в токарном и строгальном процессе
- • ГОСТы
Резец — вид режущего инструмента с одним лезвием. Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов.
Выбор инструмента будет заивсеть от того, какой материал Вы собираетесь обрабатвать и какие планируете операции.
Классификация резцов
— Проходные прямые резцы. Широкой востребованности в токарном процессе они не получили. Но мастера часто используют их для обработки изделий цилиндрической формы.
В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
— Проходные отогнутые резцы делятся на два вида. У одних рабочая часть выгнута вправо, у других – влево. В токарном процессе ими обрабатывают торцевую часть металлической
заготовки. Размер державок отогнутых резцов зависит от цели применения. Более всего у токарей пользуются спросом стержни размером 25х16 мм. Реже всего пользуются инструментами с державками 40х25 мм.
— Проходные упорные отогнутые резцы очень востребованы в токарном процессе. Таким режущим инструментом выполняют обработку цилиндрических изделий вдоль оси их вращения – это и
есть преимущество данного типа оснастки. Благодаря этому с детали за один раз можно спилить большой слой лишнего металла, что ускоряет процесс обработки. Державки упорных отогнутых металлоизделий
выпускаются в пяти разных размерах, в зависимости от способа работы.
— Подрезные отогнутые резцы похожи на проходные, но с одним отличием. Режущая часть у них сделана в виде треугольника. Таким резцом металлическое изделие нужно
обработать перпендикулярно оси вращения. Стержни у этого типа изделий бывают только трех размеров: 16х10 мм, 25х16 и 32х20 мм.
— Отрезной вид резцов самый востребованный для работ с металлическими изделиями на токарном оборудовании. Инструменты этого типа мастера применяют, когда нужно отпилить кусочек изделия ровно
под углом 90 градусов. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
— Резьбонарезные резцы применяются только для создания наружной резьбы. Чаще всего этим инструментом выполняют резьбу метрического вида. Но если поменять угол заточки,
то можно получить металлическую выделку другого типа. У инструмента режущая поверхность сделана в форме копья, а изготавливают его в трёх основных размерах: 16х10 мм, 25х16 мм и 32х20 мм.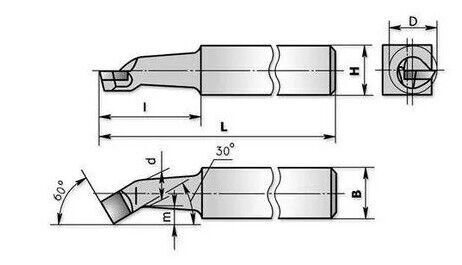
— Резцы для внутренней резьбы. Размеры таких оснасток следующие: 16х16х150, 20х20х200 и 25х25х300 миллиметров. У державки резца из металла
для внутренней металлообработки сечение сделано в виде квадрата.
Таким инструментом для манипуляций с металлом пользуются только в токарных устройствах, где установлены специальные приспособления, у профессиональных токарей называемые «гитарой».
— Расточные резцы применяются для растачивания сквозных отверстий, которые ранее были высверлены другими инструментами. У рабочей части детали
есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок.
— Существуют также универсальные (или сборные) резцы для токарного процесса. Эти режущие инструменты изготавливают с пластинами разного типа. Благодаря этому, меняя мини диски,
можно обрабатывать изделия под различными углами. Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия,
Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия,
контурную обточку и другие тонкие токарные работы.
В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
— Тангенциальный резец находиться под непрямым углом от плоскости, которую им обрабатывают. Его применяют в механизмах-автоматах и станках-полуавтоматах. Благодаря таким инструментам
процесс работы с изделиями из металла становится чистым и точным.
— Радиальные резцы устанавливают строго под углом 90 градусов к обрабатываемой заготовке. Их проще крепить на токарный станок. Такую модель используют для работ на промышленном оборудовании.
Конструкция резца
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку.
У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности,
прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия. Также у рабочего инструмента есть две кромки (главная и вспомогательная).
Также у рабочего инструмента есть две кромки (главная и вспомогательная).
Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней
точке пересечения – вершине металлорежущего инструмента.
Какой резец выбрать
Перед тем, как выбрать вид резца для работы с металлом, мастер изучает характеристики каждого типа детали.
Нужно учитывать, какие детали будут обрабатываться, насколько прочен материал изделия и какую деталь нужно получить в итоге.
Качество резцов тоже надо выбирать заранее: если они будут использоваться в домашних, бытовых условиях для личных нужд, можно выбрать недорогие инструменты.
Для профессионального применения на станке деталь должна быть износостойкой с большим запасом прочности
Правила заточки резцов
От качественного затачивания зависит работа инструмента, срок его службы и сила резания. В токарной оснастке обтачивают
обе грани режущего металлоизделия. Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Сначала мастер обрабатывает заднюю поверхность детали под углом примерно пять градусов – это угол. Второй шаг – это обтачивание тыльной
плоскости режущей грани резца. Угол заточки задней пластины должен быть больше, чем задний угол резания примерно на два градуса. Когда задняя
часть и режущая поверхность обточены, мастер формирует окончательный угол резки путём доводки.
Переднюю часть детали станка обрабатывают по тому же алгоритму. На передней части резца угол обтачивания создаётся доводкой или чистовым обтачиванием.
Рабочая кромка, с которой производится работа по очиниванию, должна располагаться параллельно шлифовальной поверхности станка.
Как используются резцы в токарном и строгальном процессе
В токарных и строгальных работах мастера применяют разные виды металлорежущих инструментов, в зависимости от поставленной задачи. Чтобы оформить сложную
Чтобы оформить сложную
деталь нестандартной формы, необходимы фасонные модели. Для работы с металлическими изделиями цилиндрической формы пригодятся прямые
проходные токарные детали. Подрезные и отрезные типы резцов применяют в токарном процессе, чтобы подрезать изделие под разным углом: острым или прямым.
Или чтобы отрезать от изделия металлический кусочек небольшого диаметра. Отверстия обрабатывают или расточным, или вставным резцом.
Чертеж токарного резца
ГОСТы
ГОСТ 10044-73: Резцы расточные державочные из быстрорежущей стали
ГОСТ 18062-72: Резцы расточные цельные твердосплавные со стальным хвостиком
ГОСТ 18874-73: Резцы токарные прорезные и отрезные из быстрорежущей стали
ГОСТ 28980-91: Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 18868-73: Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18877-73: Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
Конструкция и размеры
ГОСТ 18869-73: Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
ГОСТ 18878-73: Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18870-73: Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
ГОСТ Р 50026-92: Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
ГОСТ 18882-73: Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18883-73: Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
ГОСТ 18872-73: Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18873-73: Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
ГОСТ 29132-91: Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Типы и размеры
ГОСТ 26611-85: Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
Резец (инструмент) — 3D Tool
У этого термина существуют и другие значения, см. Резец.
Резе́ц — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки. Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
В процессе работы резцы подвержены износу (режущие кромки притупляются, а у резцов с твердосплавными пластинками наблюдается выкрашивание режущей части), поэтому осуществляют их переточку.[⇨]
Основные типы резцов в настоящее время стандартизованы.[⇨]
Содержание
- 1 Элементы токарного резца
- 1.1 Углы резца и их назначения
- 1.1.1 Углы резца в процессе резания
- 1.1 Углы резца и их назначения
- 2 Классификация резцов
- 2.1 По виду обработки
- 2.1.1 Токарные резцы
- 2.1.2 Строгальные и долбежные резцы
- 2.1 По виду обработки
- 3 ГОСТы
- 4 Заточка и доводка резцов
- 5 Литература
- 6 См. также
- 7 Примечания
- 8 Ссылки
Элементы токарного резца
Ниже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка);
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения
Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.

- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.

- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.

- Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
- Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.

Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
- Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
Классификация резцов
В этом разделе не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена. |
По направлению резцы бывают:
- Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
- Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
По конструкции бывают:
- Прямые — резцы, у которых ось головки резца является продолжением или параллельна оси державки.
- Отогнутые — резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
- Изогнутые — резцы, у которых ось державки при виде сбоку изогнута.
- Оттянутые — резцы, у которых рабочая часть (головка) уже державки.

- Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
- Конструкции Трутнева — с отрицательным передним углом γ, для обработки весьма твердых материалов.
- Конструкции Меркулова — с повышенной стойкостью.
- Конструкции Невеженко — с повышенной стойкостью.
- Конструкции Шумилина — с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
- Конструкции Лакура — с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
- Конструкции Борткевича — имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
- Расточный резец Семинского — высокопроизводительный расточный резец.

- Расточный резец «улитка» Павлова — высокопроизводительный расточный резец.
- Резьбонарезной резец Бирюкова.
- Круглые чашечные самовращающиеся.
По сечению стержня бывают:
- прямоугольные.
- квадратные.
- круглые.
По способу изготовления бывают:
- цельные — это резцы, у которых головка и державка изготовлены из одного материала.
- составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
- из инструментальной стали.
- из углеродистой стали. Обозначение такой стали начинается с буквы У, её применяют при малых скоростях резания.
- из легированной стали. Теплостойкость легированных сталей выше, чем у углеродистых и поэтому допустимые скорости резания для резцов из легированных сталей в 1,2-1,5 раза выше.

- из быстрорежущей стали (высоколегированной). Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
- из твердого сплава. Резцы, оснащённые пластинками из твёрдых сплавов, позволяют применять более высокие скорости резания, чем резцы из быстрорежущей стали.
- металлокерамические.
- вольфрамовые. Сплавы группы ВК состоят из карбида вольфрама, сцементированного кобальтом.
- титановольфрамовые. Сплавы группы ТК состоят из карбидов вольфрама и титана, сцементированных кобальтом.
- титанотанталовольфрамовые. Сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, сцементированных кобальтом.
- минералокерамические. Материалы на основе технического глинозема (Аl2O3) обладают высокой теплостойкостью, но в то же время и высокой хрупкостью, что ограничивает их широкое применение.
- керметовые.
 Основой этих материалов является минералокерамика, но для снижения хрупкости в неё вводят металлы и карбиды металлов.
Основой этих материалов является минералокерамика, но для снижения хрупкости в неё вводят металлы и карбиды металлов.
- керметовые.
- металлокерамические.
- эльборовые. На основе кубического нитрида бора.
- алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
- радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
- тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
- обдирочные (черновые).
- чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.

- резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на
- токарные
- строгальные
- долбёжные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов одинаков и отличается от работы токарных резцов, где резание непрерывно. Как при строгании, так и при долблении резец режет только при рабочем ходе. В то же время в моменты начала и конца каждого хода возникают толчки, вредно влияющие на работу этих резцов.
Токарные резцы
- проходные — для протачивания заготовок вдоль оси её вращения.
- подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
- отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.

- расточные — для растачивания отверстий.
- фасочные — для снятия фасок.
- фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
- прорезные (канавочные) — для образования канавок на наружных и внутренних цилиндрических поверхностях.
- резьбонарезные — для нарезания резьб.
Строгальные и долбежные резцы
- проходные — для строгания верхней поверхности обрабатываемой детали;
- боковые — подрезные для строгания детали с боков;
- отрезные и прорезные — для разрезания детали и прорезания канавок;
- долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
ГОСТы
Конструкции и размеры
Список ГОСТов на проходные и подрезные резцы
- ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали.
 Конструкция и размеры
Конструкция и размеры - ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов.
 Типы и основные размеры
Типы и основные размеры - ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий.
 Конструкция и размеры
Конструкция и размеры - ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали.
 Конструкция и размеры
Конструкция и размеры - ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Список ГОСТов на резьбонарезные резцы
- ГОСТ 18876-73 — Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18885-73 — Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Список ГОСТов на строгальные и долбежные резцы
- ГОСТ 10046-72 — Резцы долбежные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18887-73 — Резцы строгальные проходные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18888-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18889-73 — Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали.
 Конструкция и размеры
Конструкция и размеры - ГОСТ 18890-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18891-73 — Резцы строгальные проходные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18892-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18893-73 — Резцы строгальные подрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18894-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из твердого сплава. Конструкция и размеры
Прочие ГОСТы
- ГОСТ 18875-73 — Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18881-73 — Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 20872-80 — Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин.

- ГОСТ 24905-81 — Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и размеры
- ГОСТ 24996-81 — Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
- ГОСТ 29133-91 — Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры
Технические условия
- ГОСТ 5392-80 — Резцы зубострогальные для прямозубых конических колес. Технические условия
- ГОСТ 5688-61 — Резцы с твердосплавными пластинами. Технические условия
- ГОСТ 10047-62 — Резцы из быстрорежущей стали. Технические условия
- ГОСТ 13297-86 — Резцы и вставки алмазные. Технические условия
- ГОСТ 17368-79 — Резцы алмазные для профилирования червячных шлифовальных кругов. Технические условия
- ГОСТ 18064-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия
- ГОСТ 26613-85 — Резцы токарные с механическим креплением сменных многогранных пластин.
 Технические условия
Технические условия - ГОСТ Р 50300-92 — Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия
Обозначения
- ГОСТ 26476-85 — Резцы токарные и резцы-вставки с механическим креплением режущих сменных многогранных пластин. Обозначения
- ГОСТ 27686-88 — Резцы расточные с механическим креплением режущих сменных многогранных пластин. Обозначения
Заточка и доводка резцов
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Углы заточки резцов для дерева и металла отличаются[1]
This article uses material from the Wikipedia article
«Резец (инструмент)», which is released under the
Creative Commons Attribution-Share-Alike License 3.0. There is a list of all
authors in Wikipedia
обработка и восстановление на станках
Рис. 7.8.
7.8.
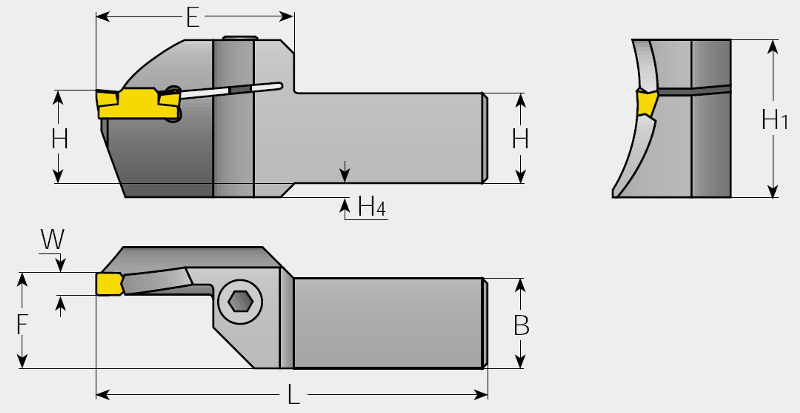
Токарные расточные резцы, оснащенные пластинками из твердого сплава для обработки сквозных (а) и глубоких (б) отверстий
Токарные расточные резцы для обработки сквозных и глухих отверстий показаны на рис.7.8. У токарных расточных стержневых резцов (рис.7.9,я-г) консольная часть выполняется круглой, а стержень, служащий для его крепления,- квадратным (12×12, 16 х 16, 20 х 20, 25×25 мм). Для этих резцов наименьший диаметр растачиваемого отверстия равен 30-65 мм.
Для повышения виброустойчивости режущую кромку резцов выполняют по оси стержня (см. рис.7.9, в и г) и крепят в специальных державках (рис.7.10).
Форма передней поверхности и все углы у расточных резцов, за исключением заднего, такие же, как и у проходных для наружного точения. Задний угол а 12° при растачивании отверстий диаметром менее 50 мм. Значение углов резания у расточных резцов можно изменять установкой расточного резца выше или ниже относительно продольной оси детали.
При установке резца выше линии продольной оси детали его вершина будет отжиматься под давлением стружки, причем размер отверстия будет меньше заданного, но его можно довести до нужного размера последующими рабочими ходами. Поэтому при чистовом растачивании режущую кромку резца следует устанавливать выше оси центров станка на 0,01 – 0,03 диаметра отверстия, при установке ниже центра резец тоже отжимается, но при этом возможно искажение формы отверстия и увеличение диаметра растачиваемого отверстия.
Поэтому при чистовом растачивании режущую кромку резца следует устанавливать выше оси центров станка на 0,01 – 0,03 диаметра отверстия, при установке ниже центра резец тоже отжимается, но при этом возможно искажение формы отверстия и увеличение диаметра растачиваемого отверстия.
Расточный резец имеет меньшее сечение державки и больший вылет (чем резец для наружного точения), что вызывает отжим резца и способствует возникновению вибраций; поэтому при растачивании, как правило, снимают стружку меньшего сечения и снижают скорость резания.
Рис. 7.9.
Токарные расточные стержневые резцы:
й-для растачивания сквозных отверстий,
6-
для растачивания глухих (несквозных) отверстий,
в
и
г
– конструктивные варианты резцов
Рис. 7.10.
Расточный резец, закрепляемый в державке:
/ – резец, 2
– винт крепления резца
,3 –
державка
При черновом растачивании стали глубина резания достигает 3 мм; продольная подача 0,08-0,2 мм/об, а скорость резания 25 м/мин для быстрорежущих резцов и 50-100 м/мин для твердосплавных резцов. При чистовом растачивании стали глубина резания не превышает 1 мм, продольная подача – 0,05-0,1 мм/об, а скорость резания – 40-80 м/мин для быстрорежущих резцов и 150-200 м/мин для твердосплавных резцов.
При чистовом растачивании стали глубина резания не превышает 1 мм, продольная подача – 0,05-0,1 мм/об, а скорость резания – 40-80 м/мин для быстрорежущих резцов и 150-200 м/мин для твердосплавных резцов.
Контроль отверстий, выполненных на токарном станке, производят посредством штангенциркуля с точностью до 0.02-0.04 мм ,индикаторного нутромера с точностью до 0,01 мм или калибрами для проверки отверстий, которые называют пробками. Рабочая часть пробки большей длины называется проходной стороной. Ее диаметр равен наименьшему предельному размеру отверстия, следовательно, она должна входить в отверстие. Рабочая часть меньшей длины, диаметр которой равен наибольшему предельному размеру, называется непроходной, или браковочной стороной. Эта сторона пробки не должна входить в проверяемое отверстие. На рукоятке, которой соединяются пробки наносят маркировку соответственно ПР и НЕ.
Читать также: Рейтинг зернодробилок для домашнего хозяйства
Элементы и режимы резания
Прежде чем говорить о способах обработки, познакомимся вкратце с элементами и режимом резания.
Здесь нам встретятся новые понятия: глубина резания, подача, скорость резания.
Все они связаны между собой, и величина их зависит от различных причин.
Глубиной резания называется толщина слоя металла, снимаемого за один проход резца. Она обозначается буквой t и колеблется от 0,5 до 3 и больше миллиметров при черновой обработке до десятых долей миллиметра при чистовой обточке.
Подача —это движение резца вдоль обрабатываемой поверхности. Численно она выражается в миллиметрах, обозначается буквой S и указывает на величину смещения резца за один оборот детали. В зависимости от прочности обрабатываемого материала, жесткости узлов станка и резца, величина подачи может меняться от 0,1—0,15 мм/об до 2—3 мм/об при скоростных режимах резания. Чем тверже металл, тем меньше должна быть подача.
Скорость резания зависит от числа оборотов шпинделя и диаметра детали и подсчитывается по формуле.
Выбирая ту или иную скорость резания, нужно учитывать твердость обрабатываемого материала и стойкость резца, которая измеряется временем непрерывной работы его до затупления в минутах.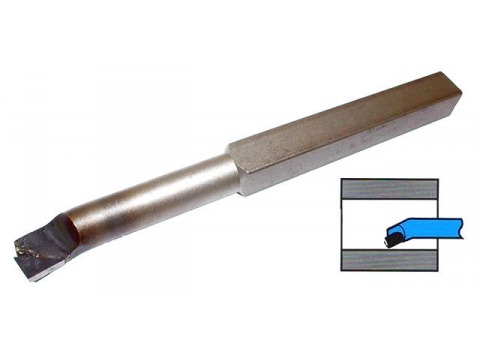 Она зависит от формы резца, его размеров, материала, из которого изготовлен резец, от точения с охлаждающей эмульсией или без нее.
Она зависит от формы резца, его размеров, материала, из которого изготовлен резец, от точения с охлаждающей эмульсией или без нее.
Наибольшую стойкость имеют резцы с пластинками из твердых сплавов, наименьшую — резцы из углеродистой стали.
Вот, например, какие скорости резания можно рекомендовать при точении различных материалов резцом из быстрорежущей стали. Стойкость его без охлаждения равна 60 минутам.
Примерные данные о скорости резания металлов:
| Материал | Скорость резания в м/мин. |
| Серый чугун | 25 |
| Твердая сталь | 25 |
| Мягкая сталь | 50 |
| Бронза | 75 |
| Латунь | 100 |
| Алюминий | 250 |
Обтачивание гладких цилиндрических поверхностей
Гладкие цилиндрические поверхности деталей обтачивают проходными резцами в два приема. Сначала черновым резцом производят обдирку — грубое обтачивание, — быстро снимая основную массу лишнего металла. На рисунке изображен прямой резец для черновой обработки:
На рисунке изображен прямой резец для черновой обработки:
Черновые резцы: а — прямой; б — отогнутый; в — конструкции Чекалина.
Отогнутый резец удобен при протачивании поверхности детали около кулачков патрона и для подрезания торцов. Обычно резцы имеют рабочий ход только в одну сторону, чаще всего справа налево. Двухсторонний проходной резец конструкции токаря-новатора Н. Чекалина позволяет ликвидировать обратный холостой ход резца, сокращая время обработки.
После обточки черновым резцом на поверхности детали остаются крупные риски и качество обработанной поверхности поэтому невысоко. Для окончательной обработки служат чистовые резцы:
Чистовые резцы: а — нормальный; б — с широкой режущей кромкой; в — отогнутый, конструкции А. В. Колесова.
Нормальный тип чистового резца применяется при точении с небольшой глубиной резания и малой подачей. Чистовой резец с широкой режущей кромкой позволяет работать на больших подачах и дает чистую и гладкую поверхность.
Подрезание торцов и уступов
Для подрезания торцов и уступов на токарном станке пользуются обычно подрезными резцами. Такой резец изображен на следующем рисунке:
Такой резец изображен на следующем рисунке:
Подрезание в центрах: а — подрезной резец; б — подрезание торца с полуцентром.
Его лучше употреблять при точении детали в центрах. Для того, чтобы торец можно было обрабатывать целиком, в заднюю бабку вставляется так называемый полуцентр.
Если деталь закреплена только одним своим концом — при обработке в патроне, — то для проточки торца может быть использован и проходной отогнутый резец. Для этой же цели и для проточки уступов используются и специальные подрезные упорные резцы, которые работают с поперечной и с продольной подачей.
Подрезание торцов: а — подрезание проходным отогнутым резцом, б — подрезной упорный резец и его работа.
При подрезании торцов и уступов юный мастер должен следить за тем, чтобы вершина резца была всегда установлена строго на уровне центров. Резец, установленный выше или ниже уровня центров, оставит на середине сплошного торца неподрезанный выступ.
Вытачивание канавок
Для вытачивания канавок служат прорезные резцы. Их режущая кромка точно воспроизводит форму канавки. Так как ширина канавок обычно невелика, режущую кромку прорезного резца приходится делать узкой, поэтому она получается довольно ломкой. Для повышения прочности такого резца высоту его головки делают в несколько раз больше ширины.
Их режущая кромка точно воспроизводит форму канавки. Так как ширина канавок обычно невелика, режущую кромку прорезного резца приходится делать узкой, поэтому она получается довольно ломкой. Для повышения прочности такого резца высоту его головки делают в несколько раз больше ширины.
Прорезной и отрезной резцы
По этой же причине головка имеет небольшой передний угол.
Отрезные резцы очень похожи на прорезные, но имеют более длинную головку. Более узкая головка делается с целью сократить расход материала при отрезании.
Длина головки должна подбираться по размерам детали и быть несколько больше половины ее диаметра.
При установке прорезных и отрезных резцов нужно тоже быть очень внимательным и точным. Небрежная установка резца, например небольшой его перекос, вызовет трение резца о стенки канавки, брак в работе, поломку инструмента.
Вытачивание узких канавок производится за один проход резца, который подбирается по ширине будущей канавки. Широкие канавки вытачивают в несколько проходов.
Последовательность операций при протачивании широкой канавки
Порядок работы таков: по линейке или другим мерительным инструментам намечают границу правой стенки канавки. Установив резец, протачивают узкую канавку, не доводя резец на 0,5 мм до нужной глубины — остаток для чистового прохода. Затем сдвигают резец вправо на ширину его режущей кромки и делают новую проточку. Выбрав таким образом канавку намеченной ширины, делают окончательный, чистовой проход резца, двигая его вдоль детали.
Установленную в центрах заготовку не следует разрезать до конца: обломившаяся часть может повредить инструмент. Короткую деталь, зажатую в патроне, можно отрезать начисто, пользуясь специальным отрезным резцом со скошенной кромкой.
Читать также: Схема беспроводного дверного звонка на батарейках
Прорезание детали до центра отрезным резцом со скошенной кромкой
Величина подачи и скорость резания при вытачивании канавок и отрезании должны быть меньше, чем при обработке цилиндров, потому что жесткость проходных и отрезных резцов не велика.
Вытачивание конусов
В практике юного токаря вытачивание конусов будет встречаться реже, чем другие работы. Наиболее простой способ— точение небольших конусов (не более 20 мм) специальным широким резцом.
Вытачивание конуса широким резцом
При изготовлении наружного или внутреннего конуса на детали, закрепленной в патроне, пользуются другим приемом. Повернув верхнюю часть суппорта на угол, равный половине угла конуса при его вершине, протачивают деталь, двигая резец с помощью верхних салазок суппорта. Так точат относительно короткие конусы.
Для изготовления длинных и пологих конусов нужно сместить задний центр, передвинуть на определенное расстояние к себе или от себя заднюю бабку.
Обтачивание конической поверхности при поперечном смещении заднего центра
Если деталь закреплена в центрах таким образом, что широкая часть конуса будет у передней бабки, то заднюю бабку следует сместить к себе, и наоборот, при перемещении задней бабки от работающего широкая часть конуса будет находиться слева — у задней бабки.
Этот способ точения конусов имеет серьезный недостаток: вследствие смещения детали происходит быстрый и неравномерный износ центров и центровых отверстий.
Проверка выточки шаблоном
Обработка внутренних поверхностей
Обработка отверстий может производиться различными инструментами, в зависимости от требуемой формы поверхности и точности обработки. На производстве встречаются заготовки с отверстиями, сделанными при отливке, ковке или штамповке. У юного металлиста готовые отверстия будут встречаться главным образом в отливках. Обработку отверстий в сплошных заготовках, не имеющих подготовленных отверстий, всегда придется начинать со сверления.
Сверление и рассверливание
Неглубокие отверстия на токарном станке сверлят перовыми и спиральными (цилиндрическими) сверлами.
Перовое сверло имеет плоскую лопатку с двумя режущими кромками, переходящую в стержень. Угол при вершине сверла обычно имеет 116—118°, однако он может быть, в зависимости от твердости материала, от 90 до 140°— чем тверже металл, тем больше угол.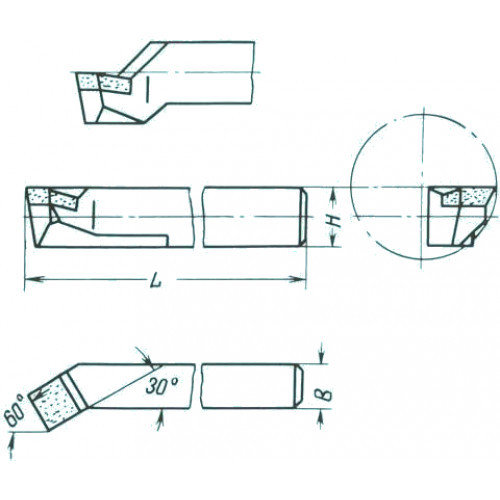 Точность отверстия при обработке перовым сверлом невелика, поэтому его употребляют тогда, когда большой точности не требуется.
Точность отверстия при обработке перовым сверлом невелика, поэтому его употребляют тогда, когда большой точности не требуется.
Спиральные сверла — основной инструмент для сверления. Точность обработки этими сверлами достаточно высока. Спиральное сверло состоит из рабочей и части конического или цилиндрического хвостовика, которым сверло крепится в пиноли задней бабки или в патроне.
Спиральные сверла: а — с коническим хвостовиком; б — с цилиндрическим хвостовиком
Рабочая часть сверла — цилиндр с двумя винтовыми канавками, образующими режущие кромки сверла. По этим же канавкам выводится наружу стружка.
Головка сверла имеет переднюю и заднюю поверхности и две режущие кромки, соединенные перемычкой. Идущие вдоль винтовых канавок фаски направляют и центрируют сверло. Величина угла при вершине спирального сверла одинакова с перовым и может изменяться в тех же пределах. Изготовляются сверла из легированной или быстрорежущей стали. Иногда сверла из легированной стали оснащаются пластинками твердого сплава.
Передняя часть спирального сверла
Закрепление сверла производится двумя способами, в зависимости от формы хвостовика. Сверла с цилиндрическим хвостовиком закрепляются в пиноли задней бабки при помощи специального патрона, сверла с коническим хвостовиком вставляются прямо в отверстие пиноли.
Патрон для закрепления сверл с цилиндрическим хвостовиком
Может случиться, что конический хвостовик мал по своим размерам, не подходит к отверстию. Тогда придется воспользоваться переходной втулкой, которая вместе со сверлом вставляется в пиноль.
Переходная втулка к сверлам с коническими хвостовиками: 1 — хвостовик сверла; 2 — втулка.
Чтобы вытолкнуть сверло из пиноли, нужно вращением маховичка затянуть ее в корпус задней бабки. Винт упрется в хвостовик сверла и вытолкнет его. С помощью специальной державки можно закрепить сверло и в резцодержателе.
При сверлении нужно внимательно следить за тем, чтобы сверло не уводило в сторону, иначе отверстие будет неправильным, а инструмент может сломаться. Подачу сверла производят медленным и равномерным вращением маховичка задней бабки или перемещением суппорта, если сверло с державкой закреплено в резцодержателе.
Подачу сверла производят медленным и равномерным вращением маховичка задней бабки или перемещением суппорта, если сверло с державкой закреплено в резцодержателе.
Высверливая глубокие отверстия, нужно время от времени выводить сверло из отверстия и убирать из канавки стружку.
Глубина отверстия не должна превышать длины рабочей части сверла, в противном случае стружка не будет выводиться из отверстия и сверло сломается. При сверлении глухих отверстий на заданную глубину можно проверять глубину сверления по делениям на пиноли. Если их нет, то отметку ставят мелом на самом сверле. Когда при сверлении слышится характерный визг, это значит, что либо сверло имеет перекос, либо оно затупилось. Сверление нужно немедленно прекратить, убрав сверло из отверстия. После этого можно остановить станок, выяснить и устранить причину визга.
Рассверливание — это то же сверление, но сверлом большего диаметра по уже имеющемуся отверстию. Поэтому все правила сверления относятся и к рассверливанию.
Другие методы обработки внутренних поверхностей
В практике юного токаря может встретиться и такой случай, когда диаметр нужного отверстия гораздо больше диаметра самого большого сверла в его наборе, когда в отверстии нужно выточить канавку или сделать его конусным. Для каждого из этих случаев существует свой метод обработки.
Растачивание отверстий ведется специальными расточными резцами — черновыми и чистовыми, в зависимости от нужной чистоты и точности обработки. Черновые резцы для проточки глухих отверстий отличаются от черновых резцов для точения сквозных отверстий. Чистовую обработку сквозных и глухих отверстий проводят одним и тем же чистовым резцом.
Читать также: Поплавковый клапан для емкостей с водой
Расточные резцы: а — черновой для сквозных отверстий; б — черновой для глухих отверстий; в — чистовой
Растачивание имеет свои трудности по сравнению с наружным точением. Расточные резцы обладают малой жесткостью, их приходится значительно выдвигать из резцодержателя. Поэтому резец .может пружинить и гнуться, что, конечно, отрицательно влияет на качество обработки. Кроме того, затруднено наблюдение за работой резца. Скорость резания и величина подачи резца должны быть поэтому меньше, чем при наружной обработке, на 10—20%.
Поэтому резец .может пружинить и гнуться, что, конечно, отрицательно влияет на качество обработки. Кроме того, затруднено наблюдение за работой резца. Скорость резания и величина подачи резца должны быть поэтому меньше, чем при наружной обработке, на 10—20%.
Особую трудность представляет обработка тонкостенных деталей. Зажимая такую деталь в патроне, ее легко деформировать, и резец выберет на вдавленных частях более толстую стружку. Отверстие не будет строго цилиндрическим.
Измерение глубины расточенного отверстия
Для правильной обработки при растачивании резец устанавливается на уровне центров. Затем нужно расточить отверстие на 2—3 мм в длину и замерить диаметр.
Неправильное растачивание детали, сильно зажатой в патроне
Если размер верен, можно растачивать отверстие на всю длину. При растачивании глухих отверстий или отверстий с уступами, так же как и при сверлении, на резце делают мелом отметку, указывающую глубину растачивания.
Подрезание внутреннего торца
Вытачивание внутренней канавки
Подрезание внутренних торцов производится подрезными резцами, а вытачивание внутренних канавок — специальными прорезными канавочными резцами, у которых ширина режущей кромки в точности соответствует ширине канавки. Резец устанавливается на соответствующую глубину по меловой риске на теле резца.
Резец устанавливается на соответствующую глубину по меловой риске на теле резца.
Измерение внутренней канавки: линейкой, штангенциркулем и шаблоном
Кроме расточных резцов, для растачивания цилиндрических отверстий употребляются зенкеры. Они похожи на спиральные сверла, но имеют три или четыре режущие кромки и не годятся для получения отверстий в сплошном материале.
Спиральные хвостовые зенкеры: а — из быстрорежущей стали; б — с пластинками из твердого сплава
Очень чистые и точные цилиндрические отверстия делают развертками. Оба эти инструмента применяют не для расширения отверстия, а для подгонки под точный размер и форму.
Развертки: а — хвостовая; б — назадная
Изготовление конических отверстий
Вытачивание внутренних конусов, пожалуй, наиболее трудное дело. Обработка ведется несколькими способами. Часто конические отверстия делают растачиванием резцом с поворотом верхней части суппорта.
Высверливание ступенчатого отверстия под конус
В сплошном материале предварительно нужно высверлить отверстие. Для облегчения растачивания можно высверлить ступенчатое отверстие. Следует помнить, что диаметр сверла нужно подбирать с таким расчетом, чтобы оставался припуск в 1,5—2 мм на сторону, который затем снимается резцом. После точения можно воспользоваться коническим зенкером и разверткой. Если уклон конуса невелик, сразу же после сверления применяют набор конических разверток.
Для облегчения растачивания можно высверлить ступенчатое отверстие. Следует помнить, что диаметр сверла нужно подбирать с таким расчетом, чтобы оставался припуск в 1,5—2 мм на сторону, который затем снимается резцом. После точения можно воспользоваться коническим зенкером и разверткой. Если уклон конуса невелик, сразу же после сверления применяют набор конических разверток.
Изготовление конического отверстия набором разверток
Последняя из основных операций, производимых на токарном станке, — нарезание резьбы.
Механическое изготовление резьбы возможно только на специальных винторезных станках. На простых станках эта операция производится вручную. Приемы ручного изготовления наружной и внутренней резьбы изложены выше.
Измерительный инструмент
В токарных работах используется тот же инструмент, что и при слесарной обработке: стальная линейка, кронциркуль, штангенциркуль и другие. О них уже было сказано раньше. Новыми здесь могут быть различные шаблоны, которые юный мастер будет изготовлять сам. Они особенно удобны при изготовлении нескольких одинаковых деталей.
Они особенно удобны при изготовлении нескольких одинаковых деталей.
Помните, что все измерения можно производить только после полной остановки станка. Будьте осторожны! Не производите замеров вращающейся детали!
Меры предосторожности
При работе на токарном станке нужно руководствоваться следующими правилами:
1) начинать работать на станке можно только после детального ознакомления со станком и методами обработки;
2) не работать на неисправном станке или негодным (тупым) инструментом;
3) прочно закреплять деталь и следить за исправностью ограждающих устройств;
4) не работать в свободной одежде: рукава завязывать у кисти, длинные волосы прятать под головной убор;
5) своевременно убирать стружку и следить за порядком на рабочем месте;
6) не останавливать руками вращающийся патрон;
7) в случае неисправности немедленно выключить станок.
Применение защитного щитка при точении
Уход за станком
Чем тщательнее уход за станком, тем лучше и дольше он будет работать. Это простое правило следует твердо запомнить и аккуратно его выполнять. Уход за токарным станком сводится к следующему.
Это простое правило следует твердо запомнить и аккуратно его выполнять. Уход за токарным станком сводится к следующему.
Основное — это смазка всех трущихся частей. Перед началом работы необходимо осмотреть станок и проверить, достаточно ли смазки. Наиболее внимательно нужно следить за смазкой подшипников, заполняя масленки и смазочные отверстия машинным маслом. Станок в это время, во избежание несчастного случая, должен быть остановлен.
После работы нужно вычистить станок, убрать стружку, протереть направляющие станины и суппорта, и смазать их тонким слоем масла.
Абсолютно чистыми должны быть и конические отверстия шпинделя и пиноли задней бабки. Точность работы станка будет зависеть от их хорошего состояния.
До начала работы нужно также проверить состояние приводного ремня. Его нужно оберегать от масляных брызг и капель, так как замасленный ремень проскальзывает и быстро срабатывается. Натяжение ремня должно быть не слишком сильным, но и не слишком слабым: слабо натянутый ремень проскальзывает, а при сильном его натяжении сильно греются и быстро изнашиваются подшипники. Ограждение приводного ремня тоже должно быть в порядке.
Ограждение приводного ремня тоже должно быть в порядке.
Режимы при токарной обработке
Токарь выбирает технологию в зависимости от множества факторов:
- материал заготовки, его прочность;
- параметры цилиндра;
- точность наладки станка;
- используемый резец и пр.
В соответствии с этим регулируется скорость вращения, подача и некоторые другие факторы. Рассмотрим ниже.
Основные параметры
В основном они меняются в зависимости от экономической целесообразности процесса, а именно:
- производительности – как много деталей за короткий срок можно изготовить;
- качества – отсутствие дефектов и достижение высокой точности согласно ГОСТ;
- себестоимость и конечная стоимость изделия;
- износ оборудования;
- срок эксплуатации резцов;
- нормы безопасности на производстве.
В связи с этим высокоскоростное точение конуса или цилиндра на токарном станке на пределе возможностей – не всегда выгодное решение. Опишем основные параметры.
Опишем основные параметры.
Глубина
Это размер срезанной стружки. Его заранее определяют, чтобы оставить припуск. В технических расчетах определяется по формуле: t = (D-d)/2, где:
D – диаметр заготовки; d – размер итоговой детали.
Осуществляется процедура обычно в 2 подхода, отсюда деление глубины резца на два.
Подача
Это поперечное перемещение резца по направляющим. Не всегда высокая скорость – это хорошо. Обычно производительность напрямую зависит от нее, но, к примеру, при повышении класса точности она должна быть невысокой, только так можно добиться правильной шероховатости. Существует продольное точение – это самый стандартный вид, когда вращается заготовка, а инструмент передвигается по линии. Второй тип, когда сам резец имеет два движения – горизонтальное и вращательное, применяется при сверлении и растачивании отверстий.
Скорость
Фактически это то, сколько метров поверхности будет обработано при перемещении режущей кромки на 1 мм. Параметр прямо зависит от количества оборотов заготовки и от подачи. Определяется по формуле:
Параметр прямо зависит от количества оборотов заготовки и от подачи. Определяется по формуле:
Скорость резания при точении – таблицы для черновой и чистовой металлообработки:
—
Растачивание цилиндрических отверстий
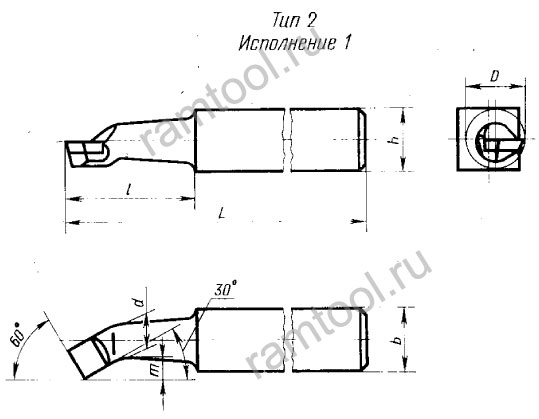
Назначение и инструменты. Растачивание применяют для обработки отверстий различных размеров и форм в полых заготовках с точностью до 9-го квалитета и шероховатостью до Ra=l мкм. Обладая универсальностью, этот способ вместе с тем мало производителен главным образом из-за недостаточной жесткости расточных резцов.
Расточные резцы по конструкции делятся на цельные и державочные (рис 61), а по назначению — для сквозных отверстий (рис 61, а) и глухих (рис 61, б).
Из-за недостаточной жесткости цельных резцов ими можно пользоваться только для растачивания отверстий глубиной до трех диаметров. Обработку более глубоких отверстий диаметром примерно свыше 30 мм выполняют державочными резцами. Такие резцы изготавливаются двух разновидностей: с прямым креплением резца 1 в державке 2 (рис 61, в) — для сквозных отверстий и с косым креплением (рис 61, г) — для глухих отверстий.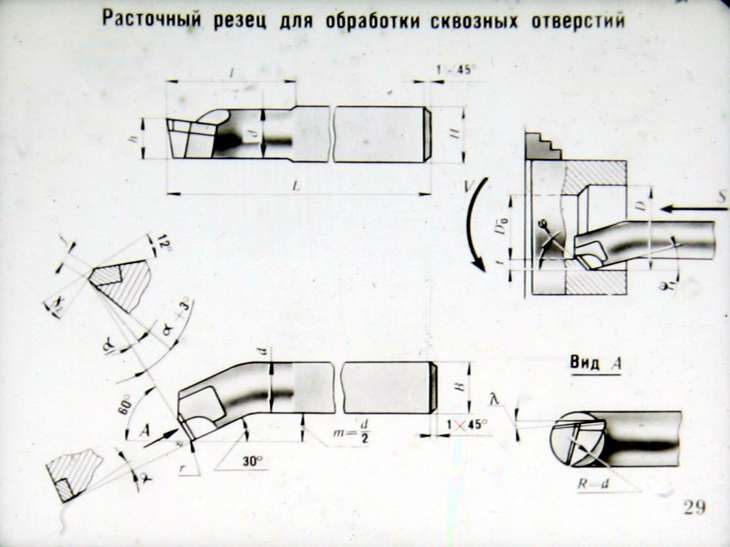 Лыски 3 на державке служат для устойчивого положения резцов в резцедержателе.
Лыски 3 на державке служат для устойчивого положения резцов в резцедержателе.
По действующим стандартам цельные расточные резцы (рис 62) выпускаются в двух исполнениях. Резцы исполнения А с круглой рабочей частью стержня предназначены для обработки отверстий с наименьшим диаметром расточки 10 мм, резцы исполнения Б с прямоугольным сечением стержня — для отверстий 40 мм. Их геометрические параметры приведены на рис 62, в и г.
Кроме того, стандартами разрешено изготовление резцов двух видов: с опущенной головкой (рис62, а) при расположении режущей кромки по оси резца и с нормальной головкой (рис 62, б).
Рис 61. Расточные резцы:
а, 6 — цельные; в, г — державочные
Рис 62. Стандартные расточные резцы
Первые обладают большей жесткостью, так как допускают примерно вдвое увеличить диаметр стержня за счет более рационального размещения его в отверстии.
Расточные резцы устанавливают параллельно оси обрабатываемого отверстия и закрепляют врезцедержателе с наименее возможным вылетом.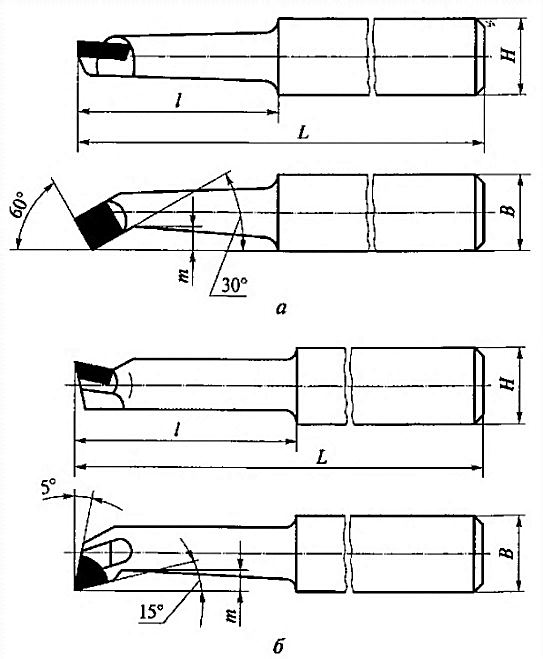 Вершина их должна быть на уровне оси центров станка или немного выше (примерно на 0, 02 диаметра отверстия), чтобы компенсировать возможный прогиб.
Вершина их должна быть на уровне оси центров станка или немного выше (примерно на 0, 02 диаметра отверстия), чтобы компенсировать возможный прогиб.
Приемы растачивания. Обработка отверстий резцами существенно не отличается отобтачивания наружных поверхностен. Заготовки закрепляют в токарном патроне ипри необходимости выверяют по отверстию. При обработке глухих и ступенчатых отверстий целесообразно придавать заготовкам постоянное продольное положение настанке при помощи шпиндельного упора. Припуски на чистовое растачивание послесверления или черновой обработки резцом оставляют в пределах I-2 мм на диаметр.
Установку резцана диаметр выполняют по результатам пробной расточки отверстия на глубину 3-4 мм с помощью лимба поперечной подачи. При этом следует учитывать особенности пользования лимбом при растачивании. Для выбора люфта в передаче резец вначале перемещают вперед на величину больше необходимой, а затем движением на себя устанавливают на требуемый размер.
Механическую продольную подачу включают после врезания резца в металл. Глубину растачиваний выдерживают по продольному лимбу или риске, наносимой на стержне резца. Выключать подачу следует за 2-3 мм до конца расточки. Оставшуюся часть обрабатывают ручным перемещением суппорта.
Глубину растачиваний выдерживают по продольному лимбу или риске, наносимой на стержне резца. Выключать подачу следует за 2-3 мм до конца расточки. Оставшуюся часть обрабатывают ручным перемещением суппорта.
Таблица 6
Брак при растачивании отверстий
| Причины | Способы устранения |
| Не выдержаны размеры отверстия | |
| Неточность измерений, ошибки при отсчетах по лимбу | Выбирать люфт в передаче при отсчетах по лимбу |
| Отжим резца | Применить более жесткий резец |
| Несвоевременное выключение продольной подачи | Продольную подачу выключать немного раньше окончания расточки |
| Часть поверхности отверстия осталась необработанной | |
| Мал припуск | Проверить достаточность припуска |
| Неправильная установка заготовки в патроне | Выверить положение заготовки в патроне по отверстию |
| Увеличенная шероховатость | |
| Неправильно выбран режим резания | Уменьшить подачу и увеличить скорость резания |
| Тупой резец или нежесткое его крепление | Заточить резец, уменьшить его вылет |
| Некруглое отверстие | |
| Неравномерный износ переднего подшипника шпинделя | Проверить и отремонтировать станок |
| Сильный Зажим тонкостенной детали в патроне | Закрепить тонкостенную деталь в кулачковом патроне при помощи разжим-вой втулки или немного уменьшить силу зажима |
Особую осторожность надо проявлять при растачивании тонкостенных втулок. При сильном зажиме в кулачках патрона такие детали деформируются, вследствие чего отверстие приобретает огранку трехгранной формы. Предотвратить это явление можно, уменьшив силу зажима заготовки в патроне и соответственно несколько снизив режим резания или установив обрабатываемую деталь в патроне с помощью дополнительной разжимной втулки (см. рис 48, б).
При сильном зажиме в кулачках патрона такие детали деформируются, вследствие чего отверстие приобретает огранку трехгранной формы. Предотвратить это явление можно, уменьшив силу зажима заготовки в патроне и соответственно несколько снизив режим резания или установив обрабатываемую деталь в патроне с помощью дополнительной разжимной втулки (см. рис 48, б).
Режим резания ибрак при растачивании. Учитывая сравнительно небольшую жесткость расточных резцов и более тяжелые условия работы, следует глубину резания и подачу для чернового растачивания ориентировочно уменьшать на 40-50% по сравнению с их соответствующими значениями чернового обтачивания. В остальном при выборе режимов резания для расточных работ можно пользоваться примерными данными § 12.
Возможные виды, причины и способы предупреждения брака при обработке отверстий резцами приведены в табл. 6.
Контрольные вопросы и задания:
Укажите область применения растачивания.
Какими резцами выполняют растачивание отверстий?
Как следует устанавливать расточной резец на станке?
Выполните задание № 75.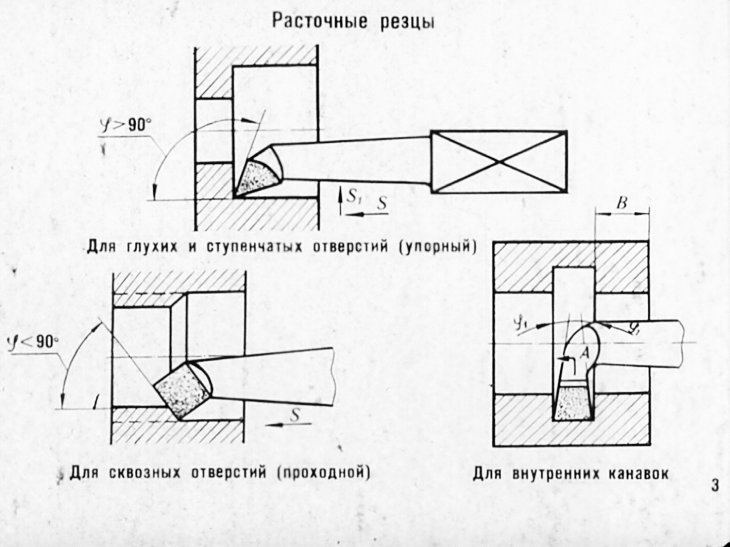
Укажите основные виды и причины брака при растачивании.
Технология растачивания отверстий
Аналогичная процедура возможна посредством сверления, рассверливания или зенкерования, но такой метод обычно не позволяет достичь максимально верных размеров, а также требует специального оборудования.
Работы позволяют добиться 8 – 10 квалитета точности и 0.8…3.2 мкм шероховатости.
Особенности процесса:
- Токари используют расточные резцы.
- Небольшой съем припуска с заготовки.
- Отведение стружки и подача смазки затруднены.
- Уменьшенная скорость резания.
Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий, ГОСТ 18883-73
ГОСТ 18883-73
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА ДЛЯ ОБРАБОТКИ ГЛУХИХ ОТВЕРСТИЙ
Конструкция и размеры
Carbide-tipped boring turning tools for blind holes. Design and dimensions
МКС 25. 100.10
100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 N 655
ВЗАМЕН ГОСТ 6743-61 в части типа VIII; МН 614-64; МН 5207-64; МН 5208-64; МН 616-64; МН 5211-64; МН 5212-64
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1981 г., июне 1985 г. (ИУС 4-81, 9-85)
1. Настоящий стандарт распространяется на токарные расточные резцы общего назначения с напаянными пластинами из твердого сплава для обработки глухих отверстий.
(Измененная редакция, Изм. N 1).
2. Резцы должны изготовляться двух типов:
1 — расточные с углом ;
2 — расточные виброустойчивые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Тип 1
Черт.1
Таблица 1
Размеры в мм
| Резцы | Тип пластин по ГОСТ 25397-90 | Диаметр наимень- шего растачи- ваемого отверстия | |||||
| угол врезки пластины 10° | угол врезки пластины 0° | Испол- нение | Сечение резца | Угол врезки пластин | |||
| Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | ||||
| 2141-0201 | 2141-0202 | 1 | 12х12 | ||||
| 2141-0056 | 2141-0041 | 16х12 | |||||
| 2141-0002 | 2141-0022 | ||||||
| 2141-0003 | 2141-0023 | 1 | 16х16 | ||||
| 2141-0004 | 2141-0024 | ||||||
| 2141-0005 | 2141-0025 | ||||||
| 2141-0057 | 2141-0042 | 20х16 | |||||
| 2141-0006 | 2141-0026 | ||||||
| 2141-0007 | 2141-0027 | 1 | 20х20 | ||||
| 2141-0008 | 2141-0028 | ||||||
| 2141-0009 | 2141-0029 | ||||||
| 2141-0058 | 2141-0043 | 25х20 | 10,0 | ||||
| 2141-0010 | 2141-0030 | 1 | 25х25 | ||||
| 2141-0011 | 2141-0031 | ||||||
| 2141-0059 | 2141-0044 | 32х25 | 12,0 | ||||
| 2141-0060 | 2141-0045 | 40х32 | 16,0 | ||||
Пример условного обозначения резца типа 1, исполнения 1, сечением мм, мм, с углом врезки пластины в стержень 10°, пластиной из твердого сплава марки ВК4:
Резец 2141-0002 ВК4 ГОСТ 18883-73
Тип 2
Черт. 2
2
Таблица 2
Размеры в мм
| Тип пластин по ГОСТ 25397-90 | Диаметр наименьшего растачиваемого отверстия | ||||
| Обозначение резцов | Приме- няемость | Испол- нение | Сечение резца | Угол врезки пластин | |
| 2141-0204 | 1 | 12х12 | |||
| 2141-0091 | 16х12 | ||||
| 2141-0205 | |||||
| 2141-0206 | 1 | 16х16 | |||
| 2141-0073 | |||||
| 2141-0074 | |||||
| 2141-0092 | 20х16 | ||||
| 2141-0075 | |||||
| 2141-0076 | 1 | 20х20 | |||
| 2141-0077 | |||||
| 2141-0078 | |||||
| 2141-0093 | 25х20 | 10,0 | |||
| 2141-0079 | 1 | 25х25 | |||
| 2141-0080 | |||||
| 2141-0094 | 32х25 | 12,0 | |||
| 2141-0095 | 40х32 | 16,0 | |||
Пример условного обозначения резца типа 2, исполнения 1, сечением мм, мм, с пластиной из твердого сплава марки Т15К6:
Резец 2141-0205 Т15К6 ГОСТ 18883-73
(Измененная редакция, Изм. N 1, 2).
N 1, 2).
4. Для резцов типа 1 угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
(Измененная редакция, Изм. N 1).
5. Величины радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
8. Технические требования — по ГОСТ 5688-61.
9. (Исключен, Изм. N 2).
Черт.2
Черт.2
Таблица 1
Размеры в мм
| Обозначение пластин по ГОСТ 25397-90 | ||||||||||||
| Сечение резца | Угол врезки пластин | Угол врезки пластин | ||||||||||
| 10° | 0° | |||||||||||
| 12х12 | ||||||||||||
| 16х16 | 06010 | |||||||||||
| 12,0 | ||||||||||||
| — | ||||||||||||
| 15,0 | 06030 | |||||||||||
| 20х20 | 17,0 | 11,1 | 11,2 | 06050 | 66050 | |||||||
| 25х25 | 24,0 | 15,0 | 12,1 | 13,0 | 10,0 | 10,2 | 12,7 | 15,2 | 06090 | 66090 | ||
https://youtu. be/fH_dR3krYyA
be/fH_dR3krYyA
§ 34. Растачивание отверстий. Токарные расточные резцы. Державка.
Растачивание отверстий на револьверных станках выполняется при необходимости обработки отверстий, диаметр которых нельзя обработать зенкером или сверлом на данном станке, и отверстий с неравномерным припуском или с непрямолинейной образующей.
Рис. 68. Токарные расточные резцы, оснащенные пластинками твердого сплава: а — для обработки сквозных отверстий, б — для обработки глубоких отверстий
Токарные расточные резцы для обработки сквозных и глухих отверстий показаны на рис. 68. У токарных расточных стержневых резцов консольная часть выполняется круглой, а стержень, служащий для его крепления,— квадратным 12×12, 16×16, 20× 20, 25×25 мм. Наименьший диаметр растачиваемого отверстия для этих сечений стержня 30—65 мм. Расточные резцы, применяемые на токарно-револьверных станках, делают круглого сечения и крепят в специальных державках (рис. 69).
69).
Рис. 69. Державка для расточного резца: 1 — резец, 2 — винт крепления резца, 3 — державка
Материал, форма передней поверхности и все углы у расточных резцов, за исключением заднего, принимаются такими же, как и у проходных, применяемых при наружном обтачивании. Задние углы α для отверстий более 50 мм равны или меньше 12°, а при меньших диаметрах отверстия и больше 12°.
Значения углов могут изменяться в зависимости от величины h установки расточного резца относительно продольной оси детали (рис. 70).
Рис. 70. Углы α, β и γ при установке резца относительно оси детали: а — на уровне оси, б — выше оси, в — ниже оси
При установке резца ниже осевой линии детали (рис. 70, в) передний угол γ увеличивается и это облегчает сход стружки с резца, что важно при черновом растачивании. Однако при значительном снижении резца относительно продольной оси детали возникает необходимость, увеличить задний угол α. При этом уменьшается угол заострения β, снижается прочность резца и ухудшается теплоотвод из зоны резания.
При установке резца выше линии продольной оси детали (рис. 70, б) под давлением стружки его вершина будет отжиматься, размер отверстия будет меньше заданного, но его можно довести до нужной величины последующими проходами. Это важно при чистовой обработке отверстий, так как при установке резца ниже центра резец тоже отжимается, но при этом возможно искажение формы отверстия и увеличение диаметра растачиваемого отверстия.
При растачивании резец находится в более тяжелых условиях, чем при наружном продольном точении, так как затруднен отвод стружки, подвод охлаждающей жидкости и хуже теплоотвод.
Расточный резец имеет меньшее сечение державки и больший вылет, что вызывает отжим резца и способствует возникновению вибраций, поэтому при растачивании, как правило, снимается меньшее сечение стружки и снижается скорость резания.
При черновом растачивании стали глубина резания принимается до 3 мм с продольной подачей 0,08—0,2 мм, скорость резания для быстрорежущих резцов около 25 м/мин и для твердосплавных — около 50—100 м/мин.
При чистовом растачивании стали глубина резания не превышает 1 мм, а продольная подача 0,05— 0,1 мм/об. Скорость резания быстрорежущими резцами составляет 40—80 м/мин, а твердосплавными — 150—200 м/мин.
Перейти вверх к навигации
Черт.4
Черт.4
Таблица 2
Размеры в мм
| Обозначение пластин по ГОСТ 25397-90 | |||||||||
| Сечение резца | Угол врезки пластин | Угол врезки пластины | Угол врезки пластины | ||||||
| 16х12 | 11,1 | 11,8 | 14,0 | 06050 | 66050 | ||||
| 20х16 | 15,0 | 12,1 | 13,0 | 14,8 | 17,5 | 06090 | 66090 | ||
| 25х20 | 10,0 | 18,8 | 15,7 | 16,9 | 18,8 | 22,0 | 06130 | 66130 | |
| 32х25 | 12,5 | 23,6 | 17,3 | 18,6 | 24,7 | 28,5 | 06170 | 66170 | |
| 40х32 | 30,3 | 16,6 | 18,3 | 30,6 | 35,5 | 06270 | 66270 | ||
При подрезании торцов деталей, устанавливаемых в центрах, обычный центр не следует применять, так как можно повредить режущую кромку резца. В этих случаях ставят упорный полуцентр (рис. 7.18в), обеспечивающий свободный подвод резца для подрезания всего торца с подачей от наружной поверхности к центру.
В этих случаях ставят упорный полуцентр (рис. 7.18в), обеспечивающий свободный подвод резца для подрезания всего торца с подачей от наружной поверхности к центру.
Подрезание торцов деталей, закрепляемых в патроне, целесообразно производить не подрезным, а проходным упорным отогнутым резцом с подачей резца от периферии к центру и наоборот. Последний имеет более массивную режущую часть и допускает более высокие режимы резания. На рис. 7.18 г показано подрезание уступа высотой до 5 мм за один рабочий ход при продольной ручной подаче. В этом случае используют проходной упорный резец с многогранной неперетачиваемой пластиной из твердого сплава. При подрезании уступа высотой более 5 мм подрезание производят за несколько рабочих ходов.
Обработку уступов большой высоты производят за несколько рабочих ходов, сочетая продольную подачу с поперечной. При подрезании большого количества одинаковых деталей с уступами применяют упоры, ограничивающие перемещение резца.
При обработке деталей ступенчатой формы по упорам, когда требуется выдержать длины отдельных ступеней независимо от глубины центровых отверстий, применяют так называемые плавающие центры.
При подрезании торцов и уступов припуски в зависимости от длины и диаметра заготовки определяют по справочным таблицам. Подачу при черновом и чистовом точении торцов и уступов определяют, исходя из глубины резания, шероховатости поверхности и физико-механических свойств заготовки. При этом меньшее значение подачи берется для более прочных материалов. Скорость резания при подрезании торцов непостоянна и уменьшается к центру детали по мере уменьшения диаметра обработки. При подрезании торцов скорость резания определяется в зависимости от наружного диаметра заготовки.
Обработка конических поверхностей
Такую обработку выполняют различными способами: смещением задней бабки в поперечном направлении, поворотом верхней части суппорта, с помощью конусной (копировальной) линейки и широкого резца.
Смещением задней бабки в поперечном направлении (7.19а) обрабатывают на длинных валах конические поверхности с углом конуса α ≤ 8–10°. Ось задней бабки смещена в поперечном направлении по отношению к оси шпинделя станка на величину h = L sin α, где
При малых углах sin α ≈ tg α, тогда
; при L = l h = (D – d)/2.
Заднюю бабку смещают на величину h, используя деления на торце опорной плиты и риску на торце корпуса задней бабки. Недостатки этого метода: невозможность растачивания конических отверстий; сильное затирание на центрах и большая разработка центровых отверстий заготовки; ограничение детали по углу конусности; ограничения по режиму обработки.
Поворот верхней части суппорта применяют при обработке коротких наружных и внутренних конических поверхностей. Верхнюю часть суппорта (рис. 7.19б) поворачивают на угол α, равный углу конуса, указанному на чертеже детали. Резец подают вручную рукояткой винта верхнего суппорта. Недостатки этого метода – необходимость использования ручной подачи и небольшая длина обрабатываемой конической поверхности, которая ограничивается длиной хода верхнего суппорта.
Рис. 7.19. Схемы точения конической поверхности:
а – смещением задней бабки; б – поворотом верхней части суппорта; в – с применением конусной линейки; г – широким резцом
Точение по конусной линейке применяют на специально оборудованных станках. Конусная линейка служит для обработки наружных и внутренних конических поверхностей с углом при вершине до 25° (рис. 7.19в). Работу ведут в следующем порядке. К станине станка прикрепляют плиту 6 с нанесенными на ней делениями, определяющими угол поворота линейки 5. Линейку поворачивают вокруг пальца 4 на необходимый угол и закрепляют болтами 7. По линейке свободно скользит ползун 3, соединяющийся с нижней поперечной частью 10 суппорта с помощью тяги 1 и зажима 2.
Для свободного перемещения поперечного суппорта по направляющим необходимо отсоединить винт поперечной подачи. При продольном перемещении суппорта резец получает два движения: продольное и поперечное от конусной линейки. При сложении этих движений обеспечивается перемещение резца вдоль образующей обрабатываемого конуса. После каждого прохода резец устанавливают на глубину резания с помощью рукоятки 8 верхней части 9 суппорта. Эта часть суппорта должна быть повернута на 90° относительно ее нормального положения. Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки можно найти по формуле:
tg a = (D – d) / (2 * l).
Если деления на плите обозначены не в градусах, а в миллиметрах, то число делений С, на которое необходимо повернуть линейку, определяют по формуле:
C = (D – d) * H / 2 * l,
где Н – расстояние от оси линейки до ее конца, мм;
l – длина конуса, мм.
При использовании конусной линейки обеспечиваются простота настройки, возможность растачивания внутренних конических поверхностей и обработки с ручной или механической подачей. Для обработки фасонных поверхностей вместо линейки устанавливают специальный фасонный копир с профилем, соответствующим профилю детали.
Обработку конических поверхностей широким резцом применяют при небольшой длине конуса (до 50 мм). Широкий резец должен иметь угол в плане, соответствующий углу уклона конуса на обрабатываемой детали (рис. 7.19 г). В этом случае резцу сообщается подача в поперечном или продольном направлении.
Растачивание отверстий
Растачиванием называется увеличение диаметра отверстия в заготовке. Растачивание осуществляют снятием металла с поверхности отверстия расточным резцом. Растачивание производят для исправления соосности отверстия к нарушенной поверхности и обработки отверстий больших размеров. Исправить просверленное или неравномерно изношенное отверстие можно только растачиванием. Заготовки с отверстиями, полученные при отливке, и детали с изношенными отверстиями обычно растачивают.
При растачивании отверстий можно получить отверстие с точностью по 8–10-му квалитету, шероховатость поверхностей для чистового растачивания Ra = 12,5–42,5 мкм. При растачивании цветных металлов твердосплавными резцами точность отверстия соответствует 6–7-му квалитету с Ra = 0,32–12,5 мкм.
Углы заточки расточных резцов выбирают в основном такими же, как у резцов для наружного точения (за исключением заднего угла, который для расточных резцов имеет большую величину). Величина заднего угла зависит от диаметра растачиваемого отверстия (чем меньше диаметр отверстия, тем больше должен быть задний угол резца).
При растачивании поперечное сечение резца должно быть меньше диаметра отверстия, а вылет резца из резцедержателя больше глубины растачиваемого отверстия на 5–10 мм, поэтому при растачивании глубокого отверстия возможны пружинение и изгиб резца, а при высоких скоростях резания – сильные вибрации.
Для определения глубины отверстия при растачивании глухих отверстий и уступов применяют различные упоры, позволяющие быстро расточить отверстие с требуемой глубиной. Глубину растачиваемого отверстия устанавливают путем нанесения риски на стержне резца (рис. 7.20а, 7.20б) на расстоянии от вершины А, равном расстоянию от торца заготовки до уступа.
Рис. 7.20. Схема растачивания отверстий
Чтобы расточить ступенчатое отверстие с применением упора, необходимо упор закрепить в резцедержателе вместе с резцом и расточить отверстие до тех пор, пока торец планки не подойдет вплотную к торцу заготовки.
При растачивании длинных небольших отверстий расточной резец (рис. 7.20в) отжимается под действием упругой деформации на величину припуска t1 относительно заданного диаметра обработки, а при выходе из отверстия возвращается в первоначальное положение.
При черновом растачивании резец необходимо устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров, учитывая, что вследствие действия силы резания резец отожмет вниз.
При растачивании деталей с тонкими стенками (втулок, стаканов, гильз), необходимо иметь в виду, что при закреплении заготовки в патроне возникает деформация (изменение формы) вследствие сильной затяжки.
Страницы:
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Черт.
5
Тип 2
Черт.5
Таблица 3
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25397-90 | |||||
| 12х12 | ||||||
| 16х16 | 06010 | |||||
| 9,0 | 06030 | |||||
| 20х20 | ||||||
| 11,0 | 11,1 | 11,0 | 06050 | |||
| 25х25 | 14,0 | 15,0 | 13,0 | 11,5 | 14,0 | 06090 |
Какие есть режимы работы
Эксплуатация проходных отогнутых токарных резцов довольно проста, и в зависимости от формы обрабатываемого изделия и метода обработки может быть осуществлена в продольном или поперечном направлении. В самом начале осуществляют черновую обработку поверхности только одним инструментом, которое будет предназначено для этих целей.
Стоит отметить, что инструменты, предназначенные для черновых работ, не рекомендуется использовать на чистовых работах и наоборот. При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
Основное назначение инструмента
Этот режущий инструмент применяется в машиностроении на самых разных станках: фрезерных; строгальных; долбёжных; токарных.
С помощью этого инструмента происходит обработка самых разных деталей, с определённой точностью. Чтобы получить изделие нужной формы, с детали снимается несколько слоёв металла. Для этого его прочно закрепляют в резцедержателе.
Рабочая поверхность инструмента имеет очень острую кромку, напоминающую клин. Он врезается в заготовку, деформирует её наружную поверхность. В результате она начинает скалываться. Передняя поверхность инструмента сдвигает её, превращая в стружку.
Поступательное движение продолжается, процесс скалывания не останавливается, продолжается образование стружки. Её внешний вид сильно зависит от нескольких факторов:
- Скорость вращения детали.
- Подача.
- СОЖ.
В зависимости от вида операции, оснастка подразделяется на несколько типов:
- Токарная.
- Долбёжная.
- Строгальная.
Для перемещения заготовки совместно с инструментом в горизонтальном направлении, устанавливается строгальный резец. Если резание происходит вертикально, пользуются долбёжным приспособлением. Оба приспособления работают по одному принципу. Они отличаются от аналогичной токарной оснастки, так как на этом станке процесс резания происходит непрерывно. Когда выполняется строгание или долбление, врезание происходит только во время рабочего хода.
Согласно технологическому процессу, обработка заготовки может иметь несколько операций:
- Черновую.
- Получистовую. Резец имеет режущую пластину с закруглённой режущей кромкой. В результате улучшается шероховатость поверхности.
- Чистовую.

- Тонкое точение.
Обработка глухих отверстий
Очень часто встречаются конструкции, где детали не имеют сквозных отверстий. Чтобы их расточить, применяется специальный, расточной резец для глухих отверстий. Все типы такого инструмента стандартизованы. В ГОСТе можно посмотреть размеры резца, а также его конструкцию.
Когда приходится обрабатывать глухие отверстия, устанавливается режущая пластина в виде треугольника. Для удобства работы, рабочая часть державки имеет небольшой изгиб. По диаметру отверстия, подбирается соответствующий габарит державки.
Растачивание сквозных отверстий
Чтобы использовать изогнутый резец, в детали предварительно сверлят отверстие. Его глубина находится в прямой зависимости от размера державки. Чем она длиннее, тем больше глубина отверстия. Толщина слоя снимаемого металла, при такой обработке примерно равна величине загиба режущей части.
Расточной инструмент для работы на токарном станке
Токарная обработка деталей считается одной из важнейших операции машиностроения. При помощи расточного инструмента выполняется обработка глухих или сквозных отверстий.
Использование расточного инструмента даёт возможность получить высокую точность обработки и отличную шероховатость поверхности. Расточные операции выполняются только в определённых ситуациях:
- Когда сверление не даёт точных размеров и нужной чистоты поверхности.
- Отсутствует нужный инструмент для получения требуемого диаметра.
- Необходимо получить прямолинейное отверстие с точным расположением оси. Диаметр обрабатываемого отверстия намного больше стандартного размера сверла.
- Очень маленькая длина отверстия.
Для обработки цветных металлов, пластмассы и других лёгких материалов, применяют резцы, для изготовления которых используется инструментальная сталь. Если в рабочую головку установлена твердосплавная пластина, используют прочную нержавеющую сталь.
Во время работы режущая часть начинает изнашиваться, происходит выкрашивание твердосплавной пластины. Резцы приходится перетачивать.
Правила заточки резцов
От качественного затачивания зависит работа инструмента, срок его службы и сила резания. В токарной оснастке обтачивают обе грани режущего металлоизделия. Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части. Сначала мастер обрабатывает заднюю поверхность детали под углом примерно пять градусов – это угол. Второй шаг – это обтачивание тыльной плоскости режущей грани резца. Угол заточки задней пластины должен быть больше, чем задний угол резания примерно на два градуса. Когда задняя часть и режущая поверхность обточены, мастер формирует окончательный угол резки путём доводки. Переднюю часть детали станка обрабатывают по тому же алгоритму. На передней части резца угол обтачивания создаётся доводкой или чистовым обтачиванием. Рабочая кромка, с которой производится работа по очиниванию, должна располагаться параллельно шлифовальной поверхности станка.
https://youtu.be/qaKkb0qj96Q
Лопаточные насадки — Bob Vila
Фото: istockphoto.com
Лопаточные насадки, кажется, всегда натыкаются на гвозди, по крайней мере, при грубом сверлении, связанном с ремонтными работами. Даже если вы хорошо разбираетесь в том, как пользоваться дрелью, гвозди, шурупы, скобы и другие препятствия, притупляющие лезвие, случаются. К счастью, лопаточные сверла являются одними из самых простых в заточке типов сверл.
Анатомия лопаточного лезвия
Прежде чем мы приступим к заточке, давайте взглянем на анатомическое строение лопаточного лезвия. Есть пять основных частей, три из которых вы будете точить:
- Хвостовик — это часть сверла, которая вставляется в патрон дрели. Вы захотите зажать эту часть в тиски, пока будете затачивать биту.
- Кабельное отверстие предназначено для крепления электрического кабеля, что позволяет пользователям протягивать провод обратно через отверстие после сверления.
- Центральная точка является самой высокой точкой на рабочем конце лопаточного долота и удерживает положение долота во время сверления. Потребуется заточка.
- Шпоры представляют собой остроконечные крылья на каждом конце лопаточного сверла, и они выполняют большую часть первоначальной резки, определяя ширину отверстия. Они также нуждаются в заточке.
- Плоскости представляют собой скошенные секции между выступами и центральной точкой, и они удаляют большую часть материала. Их тоже нужно точить.
Фото: Amazon.com
Как заточить лопаточное сверло
Если вы не знаете, какие части сверла следует затачивать и зачем, у вас могут возникнуть проблемы с этим процессом. В следующих разделах будет указано, на каких областях следует сосредоточиться, чтобы вы знали, как заточить лопату.
ШАГ 1: Заточите лыски.
Плоскости выполняют большую часть съема материала, и для эффективной работы они должны быть острыми. Когда сверло вращается вокруг центральной точки, лыски соприкасаются с древесиной внутри диаметра резания. Если плоские поверхности острые, они будут сбривать немного больше с каждым вращением. Если это не так, они нагреются и в конечном итоге сожгут дрова.
ШАГ 2: Заострите центральную точку.
Центральный наконечник не удаляет много материала, но он необходим для точного и симметричного сверления отверстия. Наконечник вонзается в древесину перед отрогами и выступами, поэтому он должен быть острым, чтобы не сбиться с курса. Если она не острая, добиться прогресса будет сложно, и у вас может не получиться симметричное отверстие.
ШАГ 3: Заточите шпоры.
Зубцы совпадают с краем лопаточного сверла, и важно, чтобы они были острыми, чтобы сверление было более легким и точным. При тщательной заточке эти точки эффективно удалят внешний материал, оставив отверстие идеального размера для прохождения остальной части лопаты. Если они тупые или заточены неправильно, пользователю придется пробивать биту силой, жертвуя точностью.
Реклама
Примечание: Не у всех лопаток есть шпоры. У некоторых есть лыски, которые простираются от центральной точки до края биты. Эти биты легче затачивать, но они немного менее точны.
Методы заточки лопаточного сверла
Существует несколько способов заточки лопаточного сверла. Следующие руководства предлагают три метода, каждый со своими плюсами и минусами. Обязательно выберите тот метод, который кажется наиболее подходящим для вашей ситуации. Это помогает, если у вас уже есть необходимые материалы.
Фото: istockphoto.com
1. Используйте настольную шлифовальную машину.
Установите подручник на настольном шлифовальном станке на 8 градусов вниз от горизонтали (то есть на 8 градусов после 3 часов, если смотреть на конец шлифовального круга).
Расположите сверло так, чтобы одно его плечо было заподлицо с колесом так, чтобы скошенная сторона была видна сверху. Перед запуском шлифовального станка затяните стопорное кольцо на валу сверла на волосок от края упора. Теперь запустите станок и шлифуйте кромку до тех пор, пока стопорное кольцо не предотвратит дальнейшее шлифование; переверните сверло, выровняйте режущую кромку на противоположном плече и повторите. Стопорное кольцо обеспечит симметричную заточку биты. Будьте осторожны, чтобы не зашлифовать центральную точку во время заточки, что может привести к смещению ее симметрии от центра.
Имейте в виду, что этот метод дает острую плоскость, но мало что дает для точки. Это также полностью удалит шпоры, поэтому лучше всего использовать биты без них. Но, пока плоские поверхности острые, это должно увеличить срок службы лопаты.
2. Используйте файл.
Хотя заточка лопаточного лезвия напильником немного утомительнее и требует больше времени, оно гораздо точнее, чем с помощью шлифовального станка, и оставляет лезвие полностью неповрежденным (кроме удаления притупившегося металла). Все, что вам нужно, это тиски или зажим и набор надфилей (которые вы можете найти на Amazon).
Advertisement
Начните с зажима лопаты в тиски или прочно прикрепите ее к рабочему столу. Затем выберите металлический напильник соответствующего размера для плоских поверхностей. Сопоставьте угол напильника с углом скоса на одной из граней (это проще, чем кажется). Сделайте несколько пасов вперед, слегка надавливая и считая на ходу. Как только плоскость будет заточена, переключитесь на другую сторону лезвия и сделайте такое же количество проходов на этой стороне, чтобы обеспечить симметрию.
Тот же самый процесс применяется к каждому ответвлению и центральной точке. Просто подберите угол скоса и сделайте несколько проходов напильником вперед, повторяя процесс с другой стороны.
Примечание: Ваш напильник должен проходить от хвостовика к наконечнику, не от наконечника к хвостовику . Если вы будете подпиливать к трензелю, вы рискуете задеть рукой центральную точку или шпору, что может привести к серьезной травме.
3. Используйте станок для заточки сверл.
Если вам посчастливилось иметь станок для заточки сверл с насадкой-лопатой, вы можете использовать его, чтобы освежить затупившиеся сверла. Процесс довольно прост:
- Зажмите лопатку в держателе. Это отдельная насадка от держателя спиральной биты, и на вашей машине ее может не быть. Если это так, используйте один из предыдущих методов, чтобы заточить биты.
- Вставьте держатель лопаточной насадки в станок и сдвиньте шлифовальный круг слева от насадки. Зафиксируйте биту на месте с помощью рычага на держателе лопаточной биты. Держатель будет выполнять роль приспособления во время заточки.
- Сдвиньте держатель лопатки назад и включите точилку. Сдвиньте держатель вперед, чтобы бита коснулась шлифовального круга, и используйте рычаг или нажимную рукоятку для перемещения шлифовального круга влево и вправо. Будьте осторожны, чтобы не стереть шпоры, если они есть. Форма шлифовального круга позволяет обновлять их края, а также края в центральной точке.
- Извлеките держатель лопаточных насадок из отверстия для заточки, переверните его и повторите процесс заточки.
Фото: istockphoto.com
Проверка свежезаточенной лопаты
Лучший способ проверить свежезаточенную лопату — просверлить несколько отверстий в куске дерева. Убедитесь, что в дереве нет гвоздей, шурупов или скоб, иначе вам придется вернуться к чертежной доске.
Когда сверло вонзается в древесину, оно должно резать плавно, без особых прыжков и шатаний. Он также не должен выделять дым. Остановитесь примерно на полпути к отверстию и проверьте, нет ли горения. Если сверло режет плавно и не вызывает пригорания, а отверстие выглядит симметричным, значит, вы правильно заточили его и оно готово к использованию.
Реклама
Часто задаваемые вопросы о том, как заточить лопаточные насадки
Если вы все еще не знаете, как использовать и затачивать лопаточные насадки, вот некоторые из наиболее часто задаваемых вопросов по этой теме.
В. Для каких проектов предназначены лопаточные биты?
Сверла-лопатки популярны при черновых столярных работах и электромонтажных работах, поскольку они позволяют пользователям быстро и точно просверливать отверстия в древесине, фанере и других более мягких материалах. Они также полезны для установки дверных ручек в межкомнатные двери, если их использовать осторожно.
В. Можно ли использовать лопату в сверлильном станке?
Вы можете использовать сверло в сверлильном станке, но при этом следует помнить о нескольких вещах:
- Убедитесь, что стол расположен достаточно низко, чтобы сверло не ударяло его. Вы можете добавить жертвенный кусок дерева внизу, если это необходимо.
- Убедитесь, что древесина надежно закреплена на сверлильном станке. Биты лопаты имеют тенденцию хватать древесину, потенциально отбрасывая ее по столу, как бейсбольную биту.
В. Отличается ли лопатка от биты Форстнера?
Да. Конструкция лопаточного сверла позволяет полностью сверлить материал. Сверло Форстнера может просверливать материал, но обычно оно используется для создания круглых углублений с плоским дном в заготовке для размещения дюбелей и петель, которые не проходят полностью.
В. Когда следует использовать лопату, а когда кольцевую пилу?
Лопатки — это грубые столярные и электрические инструменты, поэтому их лучше всего использовать для сверления отверстий, которые никто не увидит. Кольцевые пилы больше подходят для случаев, когда внешний вид отверстия и окружающие материалы имеют значение, например:
- Дверные ручки
- Гипсокартон
- Краснодеревщики
Кроме того, перфораторы не предназначены для работы с металлом, а некоторые кольцевые пилы предназначены специально для этой цели.
Реклама
Фото: Amazon.com
Заключительные мысли
Надеемся, теперь вы знаете, что куча тупых насадок в вашей мастерской не предназначена для мусора и что эти насадки на самом деле несложно точить. Независимо от того, решите ли вы использовать настольную шлифовальную машину, напильник или старую точилку для сверл, эти старые насадки можно вернуть к жизни.
Реклама
«Ручная работа по дереву» — Ручные инструменты по дереву, часть седьмая: расточные инструменты
Следующее взято из классического произведения Уильяма Нойеса 1910 года «Ручная работа по дереву». Посмотреть всю серию Handwork in Wood можно здесь.
Некоторые буровые инструменты, такие как шила, раздвигают материал, а некоторые, например шнеки, удаляют материал.
Шило, рис. 125, имеет клиновидную форму, поэтому при его использовании необходимо соблюдать осторожность, чтобы лезвие оставалось поперек волокон, чтобы не расколоть древесину, особенно тонкую древесину. Размер указан по длине нового клинка — глупый метод. Шило полезно для проделывания небольших отверстий в мягкой древесине, и его можно легко заточить путем шлифовки.
| Рис. 125. Брэд-Шило. | Рис. 126. Спиральное сверло. | Рис. 127. Винт. | Рис. 128. Немецкий буравчик-бит. | Рис. 129. Сверло с долотом. | Рис. 130. Буровое долото. |
| Рис. 131. Нож-заглушка. | Рис. 132. Центровочное сверло. | Рис. 133. Буровое долото Фёрстнера. | Рис. 134. Распорное сверло. | Рис. 135. Развертка. | Рис. 136. Зенковка розеток. |
Спиральные сверла, рис. 126, очень твердые и могут использоваться для сверления металла. Поэтому они полезны там, где есть опасность встречи с гвоздями, например, при ремонтных работах. Их размеры обозначены специальным калибром сверла, рис. 220. Буравчики и сверла похожи тем, что они режут материал, но отличаются тем, что режущая кромка буравчика находится сбоку, а режущая кромка сверла — на конец.
Спиральные сверла, рис. 127, похожи на спиральные сверла, за исключением того, что они недостаточно прочны для обработки металла. Их размеры указаны на хвостовике в 32 дюймах. И спиральные, и сверла имеют преимущество перед буравчиками в том, что они с меньшей вероятностью раскалывают древесину.
Спиральные долота и спиральные сверла затачиваются на точильном камне, при этом необходимо сохранить первоначальный угол режущей кромки, чтобы кромка соприкасалась с деревом и оставался зазор.
Немецкие сверла
, рис. 128, имеют то преимущество, что хорошо центрируются. Размер указан на хвостовике в 32 дюймах. Они полезны при растачивании отверстий под короткие тупые винты, а также глубоких отверстий. Их нельзя быстро заточить, но они дешевы и их легко заменить.
Сверла с острием, № 129, полезны для аккуратной работы, но дороги.
Буровые долота
, рис. 130, имеют несколько важных особенностей. Шпора центрирует сверло в его движении и, поскольку она имеет форму заостренного винта, втягивает шнек в древесину. Два острых наконечника с каждой стороны надрезают круг, из которого кромки вырезают стружку, которая затем выносится из отверстия основным винтом инструмента. Размер буровых долот указывается цифрой на хвостовике в 16-х долях дюйма. Таким образом, 9 означает диаметр 9⁄16″.
При использовании буровых долот необходимо соблюдать три основные меры предосторожности. (1) Один из них — сверление перпендикулярно поверхности. Хороший способ сделать это — положить заготовку горизонтально на верстак или в тиски и посмотреть сначала спереди, а затем сбоку от заготовки, чтобы убедиться, что сверло перпендикулярно в обоих направлениях. Испытание может также производиться с помощью угольника, рис. 137, или с помощью отвеса, либо рабочим, либо на сложных участках его товарищем по работе. Однако чувство перпендикулярности следует постоянно культивировать. (2) Еще одна мера предосторожности заключается в том, что при сквозном сверлении отверстия не должны быть просверлены насквозь с одной стороны, чтобы древесина не откололась с обратной стороны. Когда шпора проткнется, сверло следует вынуть, деталь перевернуть и закончить сверление, вставив шпильку в отверстие, проколотое в расточке с первой стороны. Редко необходимо нажимать на ручку скобы при сверлении, так как резьба на шпоре будет протягивать сверло, особенно в мягкой древесине. В самом деле, поскольку бита проходит почти сквозь доску, если слегка оттянуть ручку назад, то, когда шпора проткнет доску, бита вытащится из отверстия. Это избавляет от необходимости постоянно следить за задней частью доски, чтобы увидеть, не проходит ли шпора. (3) При сверлении с упором, как при сверлении дюбелей или при изготовлении глухого паза, следует соблюдать осторожность, чтобы не просверлить деталь насквозь. Для этого используют бур-долотомер, рис. 219., можно использовать, или деревянный брусок соответствующей длины, в котором просверлено отверстие, можно надеть на долото, или длину долота можно отметить до сверления, а затем вычесть длину выступающей части, или количество оборотов, необходимых для достижения требуемой глубины, может быть подсчитано на пробном образце. Завязывать веревку вокруг удила или делать на нем отметку мелом — глупость.
Рис. 137. Использование пробного угольника в качестве ориентира при растачивании.
Шнековые напильники затачиваются напильником, рис. 142 маленький плоский напильник с двумя узкими безопасными кромками на одном конце и двумя широкими безопасными кромками на другом. «Перья» должны быть заточены с внутренней стороны, чтобы диаметр выреза оставался таким же большим, как диаметр корпуса сверла. Режущая кромка должна быть заточена сбоку по направлению к шпоре, соблюдая осторожность, чтобы сохранить первоначальный угол, чтобы обеспечить зазор. Если затачивать с верхней стороны, то есть со стороны, обращенной к стержню, перья будут иметь тенденцию становиться короче.
Кусачки для заглушек, рис. 131, полезны для вырезания заглушек, которыми можно закрывать головки винтов с глубокой потайной головкой.
Центровочные долота, рис. 132, работают по тому же принципу, что и буровые долота, за исключением того, что шпоры не имеют винта, и, следовательно, их нужно вдавливать в древесину с усилием. Размеры даны в 16-х долях дюйма. Они полезны для мягкой древесины и для сверления больших отверстий в тонком материале, который может расколоться. Они затачиваются так же, как и буровые долота.
Долота Фёрстнера, рис. 133, отличаются тем, что не имеют шпоры, но центрируются острым краем по окружности. Размер указан на хвостовике в 16-х дюймах. Они полезны для сверления торцевых волокон и частичного сверления древесины настолько тонкой, что шпора может пройти сквозь нее. Затачивать их можно только специальными приспособлениями.
Экспансивные долота, рис. 134, сделаны так, чтобы просверливать отверстия разных размеров, регулируя подвижный наконечник и фрезу. Есть два размера: малый с двумя фрезами, расточкой от ½” до 1½” и большой, с тремя фрезами, расточкой от ⅞” до 4″. Они очень полезны в определенных случаях, но должны использоваться с осторожностью.
Развертки
, рис. 135, используются для расширения уже сделанных отверстий. Их делают квадратными, полукруглыми и шестиугольными по форме.
Зенкеры, рис. 136, представляют собой развертки в форме плоского конуса и используются для выполнения отверстий под головки винтов. Зенковка розы является наиболее удовлетворительной формой.
Рис. 138. Шайба-нож.
Шайборез, рис. 138, удобен не только для вырезания шайб, но и для вырезания отверстий в тонкой древесине. Размер регулируется.
Нойес, В. (1910 г.). Глава IV. ДЕРЕВЯННЫЙ РУЧНОЙ ИНСТРУМЕНТ. В «Ручная работа по дереву» (стр. 83–87). Пеория, Иллинойс: Manual Arts Press
Узнайте все о деревообработке и многое другое в Интернете на онлайн-курсах по деревообработке Школы деревообработки Heritage. В нашем блоге «Setting Up Shop» вы найдете информацию об основных инструментах, необходимых для начала работы с деревом.
«Ручная работа по дереву» — Ручные инструменты из дерева, часть шестая: другие плоскости
«Ручная работа по дереву» – Ручные инструменты для дерева, Часть восьмая: Инструменты для рубки и соскабливания
7 Советов о том, как вытащить свой Diamond Core Bit Bit
Adrian Try
•
Факты, проверенные по Николь PAV
Похоже, что -то в значительной степени о том, что подразумевается, о том, что подразумевается, о том, что подразумевается, о том, что подразумевается, о том, что подразумевается, о том, что подразумевается, о том, что подразумевается. алмазным буровым долотом. Алмазное корончатое сверло — это мощный инструмент для сверления твердых материалов. К таким веществам относятся бетон, гранит, стекло и другие твердые материалы независимо от плотности и толщины.
Для деликатной работы или универсального и прямого проникновения в твердые материалы алмазное корончатое сверло — это инструмент, необходимый для гладкой и гибкой работы.
Сверла должны быть самозатачивающимися, поэтому мы должны поддерживать их остроту на протяжении всего процесса сверления. Лучшие советы, необходимые для заточки корончатого сверла:
(Корончатая коронка по металлу с алмазным покрытием)
1.
Уменьшите расход воды при работе с алмазным корончатым сверлом
Этот наконечник представляет собой один из лучших способов сверления, который сохраняет максимально возможное острое сверло. Алмазное сверло полезно при обновлении или реконструкции ванной комнаты. Это также может быть полезно при изменении дизайна вашей кухни. Независимо от того, что вы сверлите алмазным сверлом, при использовании этого сверла основной задачей является получение воды на краю алмазного сверла.
— Чтобы сверла были влажными.
При сверлении стеклопластика очень важно контролировать поток воды. Этот совет также применим, независимо от того, используете ли вы сверло для бетона, алмазное сверло для стекла или алмазное сверло для гранита.
ПРИМЕЧАНИЕ. Процесс сверления можно выполнять с водой или без нее, но убедитесь, что поверхность алмазного сверла мокрая.
Уменьшение расхода воды позволяет вам контролировать процесс бурения, тем самым сохраняя заточку сверла на протяжении всего процесса.
Помните, что вашему буровому долоту нужна правильная смесь воды, чтобы разрушить материал, который он может покрыть глазурью, что приведет к снижению скорости бурения.
(алмазное корончатое сверло – уменьшает расход воды во время бурения)
2. Низкоскоростное алмазное буровое долото
Вам будет приятно узнать, что некоторые корончатые буровые долота более устойчивы к нагреву, чем обычные долота. Большинство корончатых сверл, используемых для сверления твердых материалов, работают на высокой скорости. Поэтому они используются для сверления нержавеющей стали и металлов, а также любых других твердых материалов.
Но имейте в виду, что алмазные коронки гораздо менее хрупкие, чем стандартные низкоскоростные коронки. Поэтому его не нужно заменять чаще. Они также более экономичны, чем биты любого другого типа.
(алмазное корончатое буровое долото на низкой скорости может достичь большего)
3. Временное алмазное корончатое буровое долото Увеличьте нагрузку на долото
Нагрузка на долото (WOB) увеличена на 15% до 20%
Долото давление или усилие, прикладываемое к долоту, должно быть как можно меньше при сохранении разумной скорости проходки. Вы должны приложить столько силы, примерно от 15% до 20% веса долота, сколько вам нужно, чтобы двигаться вперед. Для достижения разумной скорости проходки необходимо стремиться к идеальному сочетанию скорости вращения и давления долота.
(немного больше давления в процессе бурения)
4.Силикатный песок, добавленный в скважину
Не новость, что песок естественным образом состоит из кремнезема. Чтобы быть более конкретным, кварцевый песок можно насыпать в отверстие для сверления, чтобы обеспечить лучшее сцепление и избежать глазури на сверле. Количество песка, обычно засыпаемого в скважину, — это именно то количество, которое необходимо для поддержания работоспособности вашего инструмента в процессе бурения.
Этот наконечник также помогает избежать износа сверлильного станка. Скорость бурового долота регулируется после контакта с песком, засыпанным в скважину.
(грубые частицы на поверхности сверления)
5. Удаление остатков алмазного бурового долота
Одной из характеристик профессионального бурильщика является способность поддерживать чистоту и безопасность на рабочем месте. Чем чище рабочая среда, тем надежнее и комфортнее будет работать на поверхности в следующий раз.
Остатки очищаются от поверхностей сверления, чтобы избежать медленного процесса сверления. Остатки, как правило, попадают на острые края ваших сверл, что приводит к их износу. Этот метод является паршивым методом сверления для сохранения заточки ваших долот на протяжении всего процесса сверления.
ПРИМЕЧАНИЕ. Безопасная рабочая среда должна быть чистой и не содержать никаких остатков.
(безопасная рабочая зона для алмазных коронок)
6. Выберите правильные параметры долота
Выбор правильных параметров долота очень важен. Тип и характер работы, которую вы собираетесь выполнять, в значительной степени определяют тип бит, который вы должны использовать. Тем не менее, некоторые из сверл, используемых для сверления различных типов поверхностей, универсальны по своему назначению. Но вы также должны знать, что для каждого процесса сверления используется определенный тип сверла.
Примерами являются алмазное сверло для гранита, алмазное сверло для стекла, сверло для бетона, сверло для плитки, сверло для металла и стали.
Никогда не забывайте, что от вашего стиля работы также зависит, как долго вы сможете сохранять остроту сверла в процессе сверления. Очень многие стили бурения оставят ваши сверла тупыми. Поэтому рекомендуется поддерживать идеальный стиль работы, который, как известно, сохраняет остроту сверла на протяжении всего процесса сверления.
Как и в поговорке «никогда не скажешь, какую пользу охотник получает от тишины во время охоты», нельзя сказать, сколько времени и энергии уходит на правильное использование сверл для поддержания остроты сверл.
При работе с алмазными коронками всегда знайте, что ваша дрель не имеет себе равных.
Выбор правильных параметров бурового долота также играет важную роль в достижении приемлемой скорости проходки с превосходными характеристиками бурения.
(профессиональное алмазное сверло)
7.
Алмазное корончатое сверло по-прежнему не может быть улучшено
После выполнения вышеуказанного, если вы все еще не можете заточить свои алмазные сверла, я бы посоветовал вам повторить вышеуказанные шаги. . Приведенные выше советы познакомили вас с лучшими способами ухода за алмазным буровым долотом, чтобы система бурения работала долго и эффективно. Чтобы получить высокий прирост производительности в процессе сверления, сократить время простоя и обеспечить долгий срок службы остроты, вам необходимо приобрести наиболее подходящий инструмент для выполняемой работы. Вы, должно быть, ознакомились с советами, перечисленными выше, и убедились, что алмазное сверло простое в использовании и обслуживании. Он имеет длительный срок хранения.
Обычно вы не покупаете инструмент, такой как алмазный диск по бетону или пильный диск, не проверив его качество и не проверив удобство захвата. Но реальность верна и для алмазных сверл.
Если вам трудно заточить сверла, вам следует знать некоторые необходимые рекомендации. Эти рекомендации послужат руководством по предотвращению возгорания или повреждения ваших насадок.
Также имейте в виду, что существует прямая зависимость между параметрами бурения и другими факторами бурения. Параметры сверления зависят от твердости материала и диаметра используемого оборудования. Есть большое преимущество в понимании того, как регулировать параметры бурения. Понимание этого может помочь бурильщикам повысить эффективность бурения в сложных условиях бурения.
Попробуйте повторить описанные выше шаги, а также обратите внимание на лучшее.
(типы коронок для алмазного бурения)
Резюме:
Люди, работающие с алмазными коронками, должны соблюдать осторожность при обращении со сверлом. Это утверждение очень важно для того, чтобы не исказить остроту сверла.
Долото для корончатого сверления не сильно отличается по конструкции. Они могут различаться качеством материалов, используемых при их изготовлении.
NCCuttingtools может предоставить вам услуги, имеет опыт и силу. Свяжитесь с нами, чтобы заточить ваши сверла.
Острые советы и рекомендации по поддержанию формы сверл
Работа с любым электроинструментом требует соответствующих знаний для безопасного и практичного использования. От ежедневных ремонтных работ до крупномасштабных проектов — электроинструменты необходимы для эффективной работы. Несмотря на удобство, электроинструменты могут быть опасны при неправильном использовании. Для их безопасной эксплуатации требуются не только соответствующие знания, но и техническое обслуживание. Вот почему поддержание ваших инструментов в отличной форме имеет решающее значение для безопасного использования . Помимо обеспечения безопасности вашего электроинструмента, мы также хотим избежать таких проблем, как неэффективность, дорогостоящие несчастные случаи и брак деталей. Края сверла предназначены специально для резки и изнашиваются и снижают уровень эффективности после интенсивного использования. Тупые сверла могут привести к некачественному резу и перегреву. В случае более твердых материалов, таких как металл, тупое сверло может не полностью врезаться в материал. Заточка сверл — важный шаг в обслуживании ваших инструментов, чтобы убедиться, что они работают эффективно и продуктивно.
Анатомия сверла
Прежде чем научиться обслуживать сверло, важно понять, из чего оно состоит. Обычно сверло имеет две режущие поверхности. Эти поверхности, которые могут варьироваться от 60 градусов (для пластика) до 135 градусов (для алюминия и стали) — наиболее распространенный угол при вершине составляет 118 градусов, обычно называют «режущими кромками» . Как вы можете видеть на изображении ниже, каждая наклонная поверхность срезана под немного более узким углом, образуя другую плоскость в сверле — создавая режущую кромку. За этим краем находится рельефная область (обычно вырезается с рельефом ~12 градусов). Эта часть долота обеспечивает эффективное бурение за счет снижения уровня трения. Глядя на сверло, мы можем увидеть канавку, также известную как канавка, которая оборачивается вокруг и вниз по куску. Канавка позволяет лому отходить от режущей поверхности долота. Если бит острый, результат истинный, цилиндрическое отверстие в выбранном материале.
Рис. 1: Части сверла.
Ручное техническое обслуживание
Теперь, когда вы знакомы с устройством сверла, вы можете приступить к его заточке. Шлифовальный круг — это эффективный и простой способ заточки сверл. Начав с режущей кромки, мы располагаем ее горизонтально напротив колеса. Поворот биты по часовой стрелке позволяет отшлифовать область за режущей кромкой. Важно убедиться, что режущая кромка находится дальше всего от сверла. Удостоверьтесь, что деталь расположена по центру и даже имеет решающее значение для эффективной резки биты.
Тщательное шлифование имеет решающее значение для вашей дрели. На изображении ниже левая насадка является примером неправильной заточки. Эта часть не сможет функционировать так же эффективно, как та, что справа.
Машинная заточка — Drill Doctor
Когда дело доходит до заточки деталей, личным фаворитом Leading Edge Industrial является станок Drill Doctor . Этот эффективный станок заточит затупившиеся насадки за считанные секунды. Станок Drill Doctor воспроизводит тот же тип движения для заточки сверла, что и фабрики, когда они изначально изготавливают деталь. Машина стала невероятно популярной с момента своего появления в 1973, продано более 4 миллионов инструментов для заточки!
Добро пожаловать в эффективность
Совершенствуя навыки заточки сверл, вы сразу оцените преимущества. Вы не только сэкономите деньги, продолжая использовать одну и ту же биту вместо покупки замены, но также получите следующие преимущества: приводит к более быстрой обработке материалов. С помощью сверла вы сможете выполнить больше работы за меньшее время.
- Теплоизоляция – Когда сверло затупилось, пользователи, как правило, прилагают большее усилие, чтобы компенсировать снижение эффективности сверла. Это приводит к перегреву сверла, что способствует дальнейшему затуплению. Убедившись, что ваши сверла правильно заточены, вы также предотвратите эту проблему и снизите риск повреждения сверла. При перегреве инструмент может образовать микротрещины и сломаться. Простое обслуживание может сэкономить много денег в течение срока службы инструмента.
- Чистые срезы — Использование свежезаточенного сверла означает получение цилиндрических срезов, которые являются чистыми и соответствуют размеру и посадке сверла. Это помогает обеспечить чистую поверхность и точность ваших проектов.
- Надежная безопасность – Работа с затупленным оборудованием означает приложение большего давления или силы для получения тех же результатов, что и при использовании хорошо обслуживаемого инструмента. Увеличение давления на инструмент также увеличивает риск поломки или соскальзывания инструмента, что может привести к травме. Заточка сверл — это простой способ снизить ненужный риск.
Небольшой шаг вперед
Чистая работа может приносить невероятное удовлетворение. Будь то ручные усилия или удобная помощь мастера-сверлильщика, вам больше не придется иметь дело с тупыми сверлами. На самом деле, с вашим текущим запасом деталей у вас может хватить на всю жизнь проектов. Пара минут и повороты запястья и вы в кратчайшие сроки отправитесь к эффективному, экономичному и безопасному проекту!
Источники
https://www.gia.edu/bench-tip-how-to-sharpen-drill-bit
https://www.drilldoctor.com/feature-video/
http:/ /www.woodworkersjournal.com/drill-doctor-pointing-the-way-to-perpetually-sharp-drill-bits/
https://woodgears.ca/drill/sharpen.html
https://www. Drilldoctor.com/files_drill_bit_information/Drill_Bit_Anatomy.pdf
http://www.vikingdrill.com/viking-DrillBitTerms.php
URL-адрес изображения: https://www. storyblocks.com/stock-image/close-up-of -буровая-укладка-на-деревянные-балки-на-строительной-площадке-ruu5vu4smbj3mqb1su
Заточить лопаточные насадки 3 способа
На этой странице вы узнаете, как это можно сделать с помощью 3 различных методов, включая пошаговые инструкции и видео.
Содержимое
- 1 Лопатка С трудом просверливаете дерево?
- 1.1 Почему лопаточные насадки затупляются
- 1.2 Стоит ли затачивать лопаточные насадки?
- 1.3 Методы заточки лопаточного сверла
- 1.4 Точилка для лопаточных сверл
- 1.5 Стоит ли покупать точилку?
- 1. 6 Артикул:
Если ваше сверло не просверливает дерево, скорее всего, его необходимо заточить. Некоторыми признаками затупившейся лопаты являются вибрация и стук.
Внутренняя часть просверленного отверстия выглядит так, как будто оно было обожжено, что является еще одним признаком того, что сверло утратило остроту.
При сверлении вы обнаружите, что вам нужно усилить давление на заднюю часть ручной дрели, чтобы она начала резать. То же самое и со сверлильным станком при добавлении большего, чем обычно, давления на рукоятку, опускающую долото при сверлении.
Как лопаточные насадки затупляются
В основном они затупляются в процессе эксплуатации. Поскольку они движутся с высокой скоростью, лопатка испытывает сильное трение, из-за чего режущая кромка через некоторое время затупляется.
Неважно, какие у вас сверла, все они затупятся. Биты, изготовленные из быстрорежущей стали , дольше сохранят остроту лезвия, но в конце концов даже их приходится либо заменять, либо затачивать.
Есть вещи, из-за которых лопата затупляется быстрее, чем из-за других. Просверливание отверстий в твердой древесине затупит ее быстрее, чем в мягкой древесине.
Сверление дерева с гвоздями, шурупами или скобами определенно приведет к тому, что ваши сверла потеряют остроту или полностью повредятся. Если вы наткнулись на одно из этих препятствий, то велика вероятность того, что на режущей кромке осталась зазубрина.
Стоит ли точить лопаточные насадки?
Да, лопатки стоит заточить. Несмотря на то, что они недорогие, зачем тратить деньги, если лезвие можно легко заточить. Научиться затачивать лопаты и другие инструменты — ценная техника.
Изучить основы заточки несложно. Просто нужно немного терпения и времени, чтобы все сделать правильно.
Методы заточки лопаточного наконечника
Метод лопаточного напильника: Существует несколько способов заточки лопаточных насадок. Самый простой и наименее затратный способ — это использование слесарных тисков, нескольких деревянных обрезков и узкого плоского напильника, например надфиля или шнека. Шнековый файл — это тот, который я бы порекомендовал.
Напильники этого типа довольно универсальны и предназначены для обработки лопат и других инструментов.
Если у вас есть лезвия с шипами, лучше всего подойдет метод напильника, так как опиливание не удаляет шпоры, но их также можно использовать для их заточки.
Шаг 1: Поместите хвостовик лопаты между кусками дерева в тисках, чтобы не повредить хвостовик, когда вы будете его затягивать. Хвостовик биты должен быть полностью опущен в тисках до того места, где видна только лопаточная часть биты.
Шаг 2: Возьмите напильник, положите его на скошенную часть лопаты и перемещайте напильник вверх и вниз. Что это делает, так это помогает найти правильный угол, прежде чем вы действительно начнете файл.
Шаг 3: После того, как вы нашли, где напильник ложится ровно на скос, вам нужно просто перемещать напильник вперед, чтобы вернуть край туда, где он будет резать.
Важно подсчитывать удары так, чтобы всей лопатке уделялось одинаковое внимание. Вы не хотите, чтобы бита стала несбалансированной. Этот метод работает с зубчатой частью лезвия и наконечником. Заточка лезвий с помощью напильника
Заточка лезвий с помощью шлифовальной машины: Использование настольной шлифовальной машины — еще один распространенный метод заточки лопаточных насадок. Это довольно хорошее вложение для мастерской, так как его можно использовать для других целей .
Использование настольного шлифовального станка быстрее, чем использование метода напильника, но необходимо учитывать некоторые моменты.
Во-первых, вы не должны слишком долго держать биту на шлифовальном круге. Это приводит к тому, что бит слишком сильно нагревается до такой степени, что теряет самообладание. Слишком высокая температура разрушает сверла.
Если на ваших лезвиях есть шпоры, имейте в виду, что они будут отшлифованы. Нет возможности заточить шпоры с помощью точильного станка. Шпоры на удилах — это скорее роскошь, чем необходимость. Они просто обеспечивают более гладкое отверстие при растачивании, но ненамного.
Следующее, на что следует обратить внимание, это поддержание баланса битов. Подсчитайте, сколько секунд вы затачиваете, чтобы столько же времени вы могли применить к другим частям трензеля.
Для этого процесса вам понадобится крутой шлифовальный круг. Заводские шлифовальные круги, которые поставляются с настольным шлифовальным станком, слишком абразивны и выделяют много тепла.
Шаг 1: Угол скоса лопаточного сверла составляет 5 градусов вниз от центра шлифовального круга, поэтому опустите подручник на эту точку. Не беспокойтесь слишком сильно, если это немного не так, пока вы держите его близко к этому.
Шаг 2: Положите плоскую часть лопаты поверх подручника так, чтобы режущая кромка сверла была обращена к вам. Если вы не видите режущую кромку, значит, она перевернута.
Шаг 3: Вы будете работать над правым рулем и на правой стороне этого колеса. Слегка коснитесь битой шлифовального круга во время работы. Не давите слишком сильно, просто коснитесь битой колеса. Как только вы увидите блестящий край, переверните сверло и повторите процесс. Заточка лопастных сверл с помощью настольного шлифовального станка
Точилка для сверл
Точилка для сверл — это последний метод, который вы можете выбрать. Это также дороже, чем метод напильника и настольного шлифовального станка. Тем не менее, он отлично экономит время, а также избавляет от всех догадок, связанных с выяснением того, под каким углом затачивать лопаточные долота и другие сверла. Точилка для сверла с лопатой
Стоит ли покупать точилку для сверл?
Ну, это зависит от ваших обстоятельств. Если у вас много сверл и лопаток, которые вы часто используете. Тогда да, это хорошая инвестиция и экономит много времени. Это также окупит себя, поскольку вы не будете покупать лопаты так часто, как могли бы.
Если вам не нужно их часто затачивать, потому что вы не часто ими пользуетесь, то, вероятно, нет. Подойдет метод напильника или шлифовальный станок.
Артикул:
заточка лопастных сверл с помощью напильника
заточка лопастных сверл с помощью точильного станка
заточка лопастных сверл с помощью точильного станка
Categories Аксессуары Tags как заточить лопастные сверла, заточить лопастные сверла с помощью шлифовального станка, заточить лопаты напильником, используйте сверлильный станок для заточки лопаток
© 2022 Wyoming Woodworking • Создан с помощью GeneratePress
Ручной инструмент
| Типы и факты
ручной инструмент
См. все материалы
- Связанные темы:
- столовые приборы
пила
гаечный ключ
чешуйчатый инструмент
тиски
См. всю связанную информацию →
ручной инструмент , любой из инструментов, используемых ремесленниками в ручных операциях, таких как рубка, долбление, пиление, напильник или ковка. Дополнительные инструменты, часто необходимые в качестве вспомогательных инструментов для придания формы, включают такие инструменты, как молоток для забивания гвоздей и тиски для удерживания. Мастер может пользоваться также инструментами, облегчающими точные измерения: линейкой, делителем, угольником и др. Электроинструменты — обычно ручные инструменты с приводом от двигателя, такие как электрическая дрель или электрическая пила — выполняют многие из старых ручных операций и, как таковые, могут считаться ручными инструментами.
Инструмент — это приспособление или устройство, используемое непосредственно на куске материала для придания ему желаемой формы. Самые ранние из известных орудий труда, найденные в 2011 и 2012 годах в высохшем русле реки недалеко от кенийского озера Туркана, датируются возрастом 3,3 миллиона лет. Нынешний набор инструментов имеет общих предков заостренные камни, которые были ключом к выживанию раннего человека. Камни с грубыми трещинами, сначала найденные, а затем «сделанные» охотниками, нуждавшимися в универсальном инструменте, представляли собой своего рода «нож», которым также можно было рубить, колотить и рыть. В течение огромного промежутка времени возникло множество одноцелевых инструментов. С двойным развитием земледелия и одомашнивания животных примерно 10 000 лет назад многие требования оседлого образа жизни привели к более высокой степени специализации орудий труда; идентичность топора, тесла, долота и пилы была четко установлена более 4000 лет назад.
Общим знаменателем этих инструментов является удаление материала с заготовки, как правило, с помощью какой-либо формы резки. Таким образом, наличие режущей кромки характерно для большинства инструментов, и главной заботой производителей инструментов было поиск и создание улучшенных режущих кромок. Эффективность инструмента значительно повысилась за счет переделки — подгонки рукоятки к куску острого камня, что давало инструменту лучший контроль, больше энергии или и то, и другое.
Ранняя история ручных инструментов
Геологические и археологические аспекты
Посмотрите, как исследователь изготавливает олдованский кремневый отщеп из обсидиана с помощью техники, известной как раскалывание.
Просмотреть все видео к этой статье. геологически это середина плиоценовой эпохи (около 5,3–2,6 млн лет назад). За плиоценом последовала эпоха плейстоцена (от 2,6 млн до 11 700 лет назад), которая закончилась с отступлением последних ледников, когда ее сменила эпоха голоцена (от 11 700 лет назад до настоящего времени). Плейстоцен и каменный век находятся в приблизительном соответствии, так как до первого использования металла около 5000 лет назад камень был основным материалом для инструментов и орудий.
Сначала люди были случайными пользователями инструментов, используя удобные палки или камни для достижения цели, а затем выбрасывая их. Хотя люди могли разделять эту характеристику с некоторыми другими животными, их отличие от других животных могло начаться с преднамеренного изготовления инструментов по плану и для определенной цели. Особенно ценным был режущий инструмент, потому что из всех плотоядных животных только люди не снабжены рвущими когтями или клыками, достаточно длинными, чтобы прокалывать и разрывать кожу: людям нужны острые инструменты, чтобы добраться до мяса через кожу. Первыми инструментами были расколотые естественным образом куски породы с острыми краями, которыми можно было резать; за ними последовали намеренно отколотые камни. Для археологов обнаружение примитивных, специально изготовленных режущих инструментов указывает и подтверждает раннее присутствие людей на этом месте. Когда-то понятый огонь помогал формировать деревянные орудия до того, как для этой цели стали доступны соответствующие каменные инструменты.
Огонь также был основой металлургии. Когда в историческое время сила воды и ветра применялась для повседневных задач по измельчению зерна и подъему воды, путь к индустриализации был открыт.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Идея связать историю человечества с материалом, из которого были изготовлены инструменты, восходит к 1836 году, когда перед датским археологом Кристианом Юргенсеном Томсеном была поставлена задача выставить недокументированную коллекцию явно древних инструментов и орудий. Томсен использовал три категории материалов — камень, бронзу и железо — для представления того, что, по его мнению, было упорядоченной последовательностью технологического развития. С тех пор эта идея была формализована в обозначении каменного века, бронзового века и железного века.
Система трех веков не применяется к Америке, многим островам Тихого океана или Австралии, местам, в которых не существовало бронзового века до того, как европейские исследователи познакомили местных жителей с продуктами железного века. Каменный век еще вполне реален в некоторых отдаленных районах Австралии и Южной Америки, и он существовал в Новом Свете во время первого визита Колумба. Несмотря на эти оговорки, последовательность Камень-Бронза-Железо имеет ценность как концепция в ранней истории инструментов.
Каменный век был очень продолжительным, заняв практически всю плейстоценовую эпоху. Медь и бронза появились более 5000 лет назад; железо последовало в следующем тысячелетии или около того, и как эпоха включает в себя настоящее.
