Заточка расточного резца для сквозных отверстий: Резец расточной для сквозных отверстий ГОСТ 18882–73 – купить в Москве
Содержание
Углы заточки резцов — Инструментальные материалы
Главная » Материалы и свойства » Инструментальные материалы
Автор Admin На чтение 2 мин. Опубликовано
Выбор формы передней поверхности можно производить в соответствии с табл. 24. Рекомендуемые величины заднего и переднего углов резцов даны в табл. 25.
| Припуск на обработку (глубина резания, | Минимально необходимая длина режущей твердосплавной пластинки, мм, при главном угле в плане, град | |||
| 45 | 60 | 75 | 90 | |
| 2 | 4 | 3 | 3 | 3 |
| 4 | 8 | 6 | 6 | 6 |
| 6 | 12 | 10 | 9 | 8 |
| 8 | 15 | 13 | 12 | 11 |
| 10 | 19 | 16 | 14 | 14 |
| 12 | 23 | 19 | 17 | 16 |
| 14 | 27 | 22 | 20 | 19 |
| 16 | 31 | 25 | 23 | 22 |
| 18 | 35 | 28 | 25 | 25 |
| 20 | 38 | 31 | 28 | 27 |
Таблица 24
| Форма передней поверхности | Эскиз | Рекомендуемое применение |
| Плоская с фаской | Резцы всех типов для обработки стали | |
| Радиусная с фаской | Точение и растачивание стали (наличие лунки обеспечивает завивание стружки) | |
| Плоская без фаски | Резцы всех типов для обработки чугуна и жаропрочных сталей и сплавов с подачей меньше 0,5 мм | |
| Плоская отрицательная | Черновое точение и растачивание высокопрочной стали и стального питья с ОВ = 1000 МПа по корке, загрязненной неметаллическими включениями и при точении с ударами | |
| Плоская С фаской и опущенной верши Ной | Черновое точение и строгание стали с подачами более 1,5 мм |
Примечание. Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Таблица 25
| Обрабатываемый материал | 3адний угол ?, град | Передний угол ?, град | |
| При черновой обработке | При чистовой обработке | ||
| Сталь и стальное литье ?В < 800 МПа | 8/6 | 12/8 | 15/12 |
| Сталь и стальное литье ?В > 800МПа | 8/6 | 12/8 | 10/10 |
| Сталь и стальное литье ?В > 1000 МПа, а также при обработке по корке, загрязненной неметаллическими включениями и при работе с ударами | 8/6 | 12/10 | 10/8 |
| Чугун серый HB <220 | 6/6 | 10/10 | 12/8 |
| Чугун серый HB > 220 | 6/6 | 10/10 | 8/5 |
| Чугун ковкий | 8/8 | 10/10 | 8/8 |
Примечание. В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
Главный угол в плане следует выбирать в пределах 30-45°. В случае недостаточной жесткости системы станок – деталь – инструмент главный угол в плане следует устанавливать в пределах 60-90°.
Ширина фаски принимается в зависимости от сечения стержней резцов в следующих размерах: для черновых токарных и строгальных резцов – 0,4-1,2 мм; для черновых расточных резцов – 0,2-0,7 мм; для чистовых токарных, строгальных и расточных резцов – 0,2-0,3 мм.
Положительный угол наклона главной режущей кромки в пределах 12-15° рекомендуется для строгальных и токарных резцов при работе с ударами.
Расточные резцы, их назначение и устройство — Растачивание цилиндрических отверстий на токарном станке — Комплексные работы
Главная / Слесарное дело / Комплексные работы / Растачивание цилиндрических отверстий на токарном станке / Расточные резцы, их назначение и устройство
2 апреля 2012
Растачивают отверстия на токарных станках тогда, когда сверление и рассверливание не обеспечивают необходимой точности размеров отверстий и чистоты обработанной поверхности.
| Расточной резец для сквозного отверстия |
При черновой и чистовой обработке растачивают отверстия расточными резцами. В зависимости от вида растачиваемых отверстий различают расточные резцы для сквозных отверстий (смотрите рисунок выше) и для глухих отверстий (смотрите рисунок ниже).
| Расточной резец для глухого отверстия |
Эти резцы отличаются между собой главным углом в плане φ (фи).
При растачивании сквозных отверстий главный угол в плане φ = 60°. Если растачивают глухое отверстие с уступом 90°, то главный угол в плане φ = 90°.
Резцы бывают для чернового, чистового и тонкого растачивания. Отверстия глубже (длиннее) 100 мм растачивают резцами, закрепленными в специальных оправках (смотрите рисунок ниже), размеры которых зависят от диаметра и длины отверстий.
| Оправка с резцом |
Вопросы
- Для чего предназначены расточные резцы?
- Как различают резцы в зависимости от растачиваемых отверстий?
- Чем отличаются резцы для растачивания глухих отверстий от резцов для растачивания сквозных отверстий?
Устанавливают расточной резец так. Закрепляют резец в четырехместном поворотном резцедержателе параллельно оси центров станка. Головку резца направляют в сторону патрона.
Вершина резца должна располагаться на линии центров (смотрите рисунок ниже) станка или несколько выше. Если вершина резца расположена ниже линии центров, возникнет трение задней поверхности резца о заготовку.
| Установка расточного резца |
Контролируют положение вершины резца по высоте, подводя резец к вершине центра передней или задней бабки. Регулируют положение вершины резца подкладками разной толщины. Подкладок должно быть не больше двух, иначе резец будет вибрировать.
Регулируют положение вершины резца подкладками разной толщины. Подкладок должно быть не больше двух, иначе резец будет вибрировать.
Резец нужно закреплять с наименьшим вылетом (выступанием) из резцедержателя, который обеспечивал бы удобную и безопасную обработку заготовки. Большой вылет уменьшает прочность резца и дает возможность появлению вибрации при растачивании. Резец должен быть закреплен надежно не менее чем двумя болтами.
Запомните! Устанавливайте вершину резца по линии центров станка.
Вопросы
- Как правильно устанавливают резец в резцедержателе?
- Почему вершина резца должна располагаться по линии центров станка?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
3 лучших способа заточить лопаточное сверло — Боб Вила
Фото: istockphoto.com
Кажется, что лопаточные сверла всегда натыкаются на гвозди, по крайней мере, при грубом сверлении, связанном с ремонтными работами. Даже если вы хорошо разбираетесь в том, как пользоваться дрелью, гвозди, шурупы, скобы и другие препятствия, притупляющие лезвие, случаются. К счастью, лопаточные сверла являются одними из самых простых в заточке типов сверл.
Даже если вы хорошо разбираетесь в том, как пользоваться дрелью, гвозди, шурупы, скобы и другие препятствия, притупляющие лезвие, случаются. К счастью, лопаточные сверла являются одними из самых простых в заточке типов сверл.
Анатомия лопаточной насадки
Прежде чем мы приступим к заточке, давайте рассмотрим строение лопаточной насадки. Есть пять основных частей, три из которых вы будете точить:
- Хвостовик — это часть сверла, которая вставляется в патрон дрели. Вы захотите зажать эту часть в тиски, пока будете затачивать биту.
- Кабельное отверстие предназначено для крепления электрического кабеля, что позволяет пользователям протягивать провод обратно через отверстие после сверления.
- Центральная точка является самой высокой точкой на рабочем конце лопаточного долота и удерживает положение долота во время сверления. Потребуется заточка.
- Шпоры представляют собой остроконечные крылья на каждом конце лопаточного сверла, и они выполняют большую часть первоначальной резки, определяя ширину отверстия.
 Они также нуждаются в заточке.
Они также нуждаются в заточке. - Плоскости представляют собой скошенные секции между выступами и центральной точкой, и они удаляют большую часть материала. Их тоже нужно точить.
Фото: Amazon.com
Как заточить лопаточное сверло
Если вы не знаете, какие части сверла следует затачивать и зачем, у вас могут возникнуть проблемы с этим процессом. В следующих разделах будет указано, на каких областях следует сосредоточиться, чтобы вы знали, как заточить лопату.
ШАГ 1: Заточите лыски.
Плоскости выполняют большую часть съема материала, и для эффективной работы они должны быть острыми. Когда сверло вращается вокруг центральной точки, лыски соприкасаются с древесиной внутри диаметра резания. Если плоские поверхности острые, они будут сбривать немного больше с каждым вращением. Если это не так, они нагреются и в конечном итоге сожгут дрова.
ШАГ 2: Заострите центральную точку.
Центральный наконечник не удаляет много материала, но он необходим для точного и симметричного сверления отверстия. Наконечник вонзается в древесину перед отрогами и выступами, поэтому он должен быть острым, чтобы не сбиться с курса. Если она не острая, добиться прогресса будет сложно, и у вас может не получиться симметричное отверстие.
ШАГ 3: Заточите шпоры.
Зубцы совпадают с краем лопаточного сверла, и важно, чтобы они были острыми, чтобы сверление было более легким и точным. При тщательной заточке эти точки эффективно удалят внешний материал, оставив отверстие идеального размера для прохождения остальной части лопаты. Если они тупые или заточены неправильно, пользователю придется пробивать биту силой, жертвуя точностью.
Реклама
Примечание: Не у всех лопаток есть шпоры. У некоторых есть лыски, которые простираются от центральной точки до края биты. Эти биты легче затачивать, но они немного менее точны.
Методы заточки лопаточного сверла
Существует несколько способов заточки лопаточного сверла. Следующие руководства предлагают три метода, каждый со своими плюсами и минусами. Обязательно выберите тот метод, который кажется наиболее подходящим для вашей ситуации. Это помогает, если у вас уже есть необходимые материалы.
Фото: istockphoto.com
1. Используйте настольную шлифовальную машину.
Установите подручник на настольном шлифовальном станке на 8 градусов вниз от горизонтали (то есть на 8 градусов после 3 часов, если смотреть на конец шлифовального круга).
Расположите сверло так, чтобы одно его плечо было заподлицо с колесом так, чтобы скошенная сторона была видна сверху. Перед запуском шлифовального станка затяните стопорное кольцо на валу сверла на волосок от края упора. Теперь запустите станок и шлифуйте кромку до тех пор, пока стопорное кольцо не предотвратит дальнейшее шлифование; переверните сверло, выровняйте режущую кромку на противоположном плече и повторите. Стопорное кольцо обеспечит симметричную заточку биты. Будьте осторожны, чтобы не зашлифовать центральную точку во время заточки, что может привести к смещению ее симметрии от центра.
Стопорное кольцо обеспечит симметричную заточку биты. Будьте осторожны, чтобы не зашлифовать центральную точку во время заточки, что может привести к смещению ее симметрии от центра.
Имейте в виду, что этот метод дает острую плоскость, но мало что дает для точки. Это также полностью удалит шпоры, поэтому лучше всего использовать биты без них. Но, пока плоские поверхности острые, это должно увеличить срок службы лопаты.
2. Используйте файл.
Хотя заточка лопаточного лезвия напильником немного утомительнее и требует больше времени, оно гораздо точнее, чем с помощью шлифовального станка, и оставляет лезвие полностью неповрежденным (кроме удаления притупившегося металла). Все, что вам нужно, это тиски или зажим и набор надфилей (которые вы можете найти на Amazon).
Advertisement
Начните с зажима лопаты в тиски или прочно прикрепите ее к рабочему столу. Затем выберите металлический напильник соответствующего размера для плоских поверхностей. Сопоставьте угол напильника с углом скоса на одной из граней (это проще, чем кажется). Сделайте несколько пасов вперед, слегка надавливая и считая на ходу. Как только плоскость будет заточена, переключитесь на другую сторону лезвия и сделайте такое же количество проходов на этой стороне, чтобы обеспечить симметрию.
Сопоставьте угол напильника с углом скоса на одной из граней (это проще, чем кажется). Сделайте несколько пасов вперед, слегка надавливая и считая на ходу. Как только плоскость будет заточена, переключитесь на другую сторону лезвия и сделайте такое же количество проходов на этой стороне, чтобы обеспечить симметрию.
Тот же самый процесс применяется к каждому ответвлению и центральной точке. Просто подберите угол скоса и сделайте несколько проходов напильником вперед, повторяя процесс с другой стороны.
Примечание: Ваш напильник должен проходить от хвостовика к наконечнику, не от наконечника к хвостовику . Если вы будете подпиливать к трензелю, вы рискуете задеть рукой центральную точку или шпору, что может привести к серьезной травме.
3. Используйте станок для заточки сверл.
Если вам посчастливилось иметь станок для заточки сверл с насадкой-лопастью, вы можете использовать ее, чтобы освежить затупившиеся сверла. Процесс довольно прост:
Процесс довольно прост:
- Зажмите лопатку в держателе. Это отдельная насадка от держателя спиральной биты, и на вашей машине ее может не быть. Если это так, используйте один из предыдущих методов, чтобы заточить биты.
- Вставьте держатель лопаточной насадки в станок и сдвиньте шлифовальный круг слева от насадки. Зафиксируйте биту на месте с помощью рычага на держателе лопаточной биты. Держатель будет выполнять роль приспособления во время заточки.
- Сдвиньте держатель лопатки назад и включите точилку. Сдвиньте держатель вперед, чтобы бита коснулась шлифовального круга, и используйте рычаг или нажимную рукоятку для перемещения шлифовального круга влево и вправо. Будьте осторожны, чтобы не стереть шпоры, если они есть. Форма шлифовального круга позволяет обновлять их края, а также края в центральной точке.
- Извлеките держатель лопаточных насадок из отверстия для заточки, переверните его и повторите процесс заточки.
Фото: istockphoto. com
com
Проверка свежезаточенной лопаты
Лучший способ проверить свежезаточенную лопату — просверлить несколько отверстий в куске дерева. Убедитесь, что в дереве нет гвоздей, шурупов или скоб, иначе вам придется вернуться к чертежной доске.
Когда сверло вонзается в древесину, оно должно резать плавно, без особых прыжков и шатаний. Он также не должен выделять дым. Остановитесь примерно на полпути к отверстию и проверьте, нет ли горения. Если сверло режет плавно и не вызывает пригорания, а отверстие выглядит симметричным, значит, вы правильно заточили его и оно готово к использованию.
Реклама
Часто задаваемые вопросы о том, как заточить лопаточные насадки
Если вы все еще не знаете, как использовать и затачивать лопаточные насадки, вот некоторые из наиболее часто задаваемых вопросов по этой теме.
В. Для каких проектов предназначены лопаточные биты?
Сверла-лопатки популярны при черновых столярных работах и электромонтажных работах, поскольку они позволяют пользователям быстро и точно просверливать отверстия в древесине, фанере и других более мягких материалах.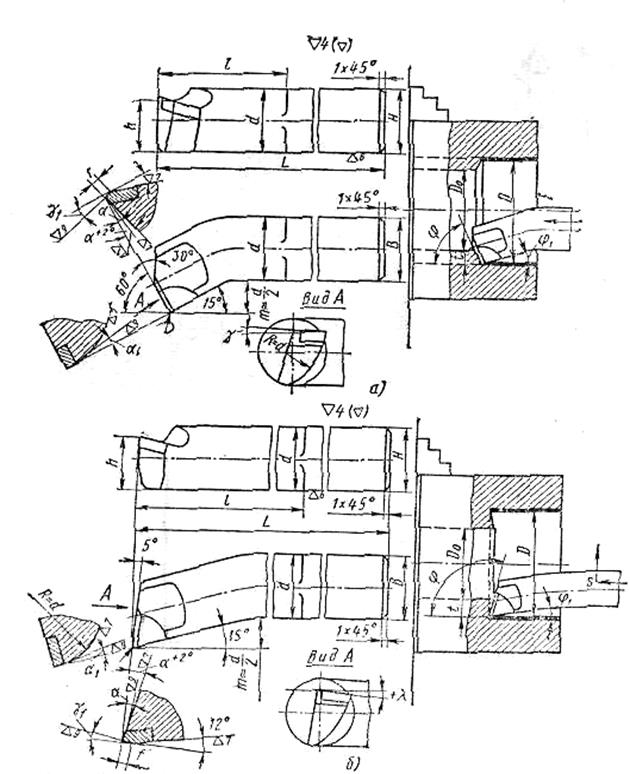 Они также полезны для установки дверных ручек в межкомнатные двери, если их использовать осторожно.
Они также полезны для установки дверных ручек в межкомнатные двери, если их использовать осторожно.
В. Можно ли использовать лопату в сверлильном станке?
Вы можете использовать сверло в сверлильном станке, но при этом следует помнить о нескольких вещах:
- Убедитесь, что стол расположен достаточно низко, чтобы сверло не ударяло его. Вы можете добавить жертвенный кусок дерева внизу, если это необходимо.
- Убедитесь, что древесина надежно закреплена на сверлильном станке. Биты лопаты имеют тенденцию хватать древесину, потенциально отбрасывая ее по столу, как бейсбольную биту.
В. Отличается ли лопатка от биты Форстнера?
Да. Конструкция лопаточного сверла позволяет полностью сверлить материал. Сверло Форстнера может просверливать материал, но обычно оно используется для создания круглых углублений с плоским дном в заготовке для размещения дюбелей и петель, которые не проходят полностью.
В. Когда следует использовать лопату, а когда кольцевую пилу?
Лопатки — это грубые столярные и электрические инструменты, поэтому их лучше всего использовать для сверления отверстий, которые никто не увидит. Кольцевые пилы больше подходят для случаев, когда внешний вид отверстия и окружающие материалы имеют значение, например:
- Дверные ручки
- Гипсокартон
- Краснодеревщики
Кроме того, перфораторы не предназначены для работы с металлом, а некоторые кольцевые пилы предназначены специально для этой цели.
Реклама
Фото: Amazon.com
Заключительные мысли
Надеемся, теперь вы знаете, что куча тупых насадок в вашей мастерской не предназначена для мусора и что эти насадки на самом деле несложно точить. Независимо от того, решите ли вы использовать шлифовальный станок, напильник или старую точилку для сверл, эти старые насадки можно вернуть к жизни.
Advertisement
Как заточить сверло с помощью точилки для сверл
Посмотрите это видео, чтобы узнать, как заточить сверло, а также как добиться экономии, индивидуальной настройки, улучшения чистоты поверхности и точности вместо покупки нового сверла биты. Посмотрите это видео, чтобы узнать, как заточить сверло и как сэкономить деньги, затачивая сверла вместо покупки новых. Затачивайте сверло правильно и эффективно, используя точилку для сверл, которая позволяет затачивать сверла различных диаметров, размеров и стилей. Эксперт технической группы Курт Репшер расскажет вам о том, что можно и чего нельзя делать при заточке сверл с помощью точилки для сверл. Подпишитесь на наш канал YouTube, чтобы увидеть еще больше потрясающих видеороликов о распаковке, особенностях продукта и применении, подобных этому!
Зачем точить сверло?
При многократном использовании сверло неизбежно начинает тупиться. Использование тупого сверла может привести к перегреву, неравномерному и грязному резанию и даже к поломке инструмента. Острое сверло обеспечивает оптимальную эффективность и производительность сверления. Без заточки сверло потребует замены, что будет стоить оператору ненужных затрат денег и времени.
Использование тупого сверла может привести к перегреву, неравномерному и грязному резанию и даже к поломке инструмента. Острое сверло обеспечивает оптимальную эффективность и производительность сверления. Без заточки сверло потребует замены, что будет стоить оператору ненужных затрат денег и времени.
- Когда вы начинаете работу над проектом, а сверло 118° просто не «режет» его, через пару минут вы превратите эти 118° в точку 140° или другой угол; сделайте свою работу и снова верните его на 118 °.
- Когда работа, над которой вы работаете, обязательно должна быть сделана сегодня, а единственное сверло нужного размера просто не дотянет до финишной черты, сделайте на нем новую точку и продолжайте втыкать эти дырки! Когда у вас есть точилка для сверл, вам не нужно ждать доставки ее замены.
- Использование острого сверла обеспечивает более гладкую поверхность и лучшую точность по сравнению с использованием тупого сверла или сверла со сколами.
Зачем использовать точилку для сверл?
С помощью точилки для сверл можно повторно заточить затупившееся сверло и быстро возобновить выполнение операций сверления без затрат на замену сверла. Точильные станки OTMT представляют собой портативное и простое в использовании решение, дающее немедленные результаты. Как только ваши сверла начинают заметно тупиться или их производительность начинает ухудшаться, использование устройства для заточки сверл для заточки режущих кромок сверл позволяет обновить сверла и получить острые, «как новые» кромки за считанные минуты. секунды!
Точильные станки OTMT представляют собой портативное и простое в использовании решение, дающее немедленные результаты. Как только ваши сверла начинают заметно тупиться или их производительность начинает ухудшаться, использование устройства для заточки сверл для заточки режущих кромок сверл позволяет обновить сверла и получить острые, «как новые» кромки за считанные минуты. секунды!
Преимущества станков для заточки сверл OTMT
Имея в наличии два различных станка для заточки сверл OTMT, вы можете выбрать тот, который лучше всего подходит для вашей мастерской, понимая, какая производительность вам потребуется чаще всего.
Точилка для сверл модели OTMT DBG13D
Точилка для сверл OTMT модели #DBG13D (номер для заказа 87-145-100) может затачивать сверла диаметром от 0,08 до 0,51 дюйма. В комплекте с двигателем 1/4 л.с., 180 Вт, 110 В. Эта мощная, легко переносимая точилка для сверл может затачивать режущие кромки сверл и стандартно поставляется с углом наклона передней вершины, углом зазора и регулируемой функцией размера режущей кромки. Дополнительные характеристики станка для заточки сверл OTMT модели #DBG13D включают в себя:
Дополнительные характеристики станка для заточки сверл OTMT модели #DBG13D включают в себя:
- Диапазон размеров: 0,08–0,51 дюйма (2,1–13 мм)
- Диапазон скоростей: 5300 об/мин
- Диапазон угла наконечника: от 90° до 135°
- Включает: (11) цанг ER20: 0,08–0,51 дюйма (2,1–13 мм)
- Вес: 22 фунта.
ПРИМЕЧАНИЕ. Скидка 30 % на точилку для сверл OTMT 87-145-100A до 6 марта 2022 г. или пока товар есть в наличии.
ТОЧИЛКА ДЛЯ СВЕРЛЕЙ OTMT, МОДЕЛЬ DBG26D
Точилка для сверл модели OTMT #DBG26D (номер для заказа 87-145-101) может затачивать сверла с диаметром хвостовика от 0,32 до 1,02 дюйма. В комплекте с двигателем мощностью 0,60 л.с., 450 Вт, 110 В. Эта мощная, легко переносимая точилка для сверл может затачивать режущие кромки сверл и стандартно поставляется с углом наклона передней вершины, углом зазора и регулируемой функцией размера режущей кромки. Дополнительные характеристики станка для заточки сверл OTMT модели #DBG26D включают в себя:
- Диапазон размеров: 0,32–1,02 дюйма (2,1–30 мм)
- Диапазон скоростей: 4000 об/мин
- Диапазон угла наконечника: от 85° до 140°
- Включает: (14) цанг ER40: 0,51″~1,02″ (13мм~26мм)
- Вес: 64 фунта.

