Заточка резца: Как заточить резец — РИНКОМ
Содержание
Заточка инструмента. Резцы. | МеханикИнфо
Содержание
- ПРИНЦИП ЗАТОЧКИ И ДОВОДКИ РЕЗЦОВ.
- ОСНОВНЫЕ ПРАВИЛА ЗАТОЧКИ.
КАЧЕСТВЕННАЯ ЗАТОЧКА — ОСНОВА РАЦИОНАЛЬНОЙ ЭКСПЛУАТАЦИИ РЕЗЦОВ.
От качества заточки зависит стойкость резцов, а следовательно и их производительность.
Повышенная чувствительность твердых сплавов к ударам и температурным воздействиям требует тщательного проведения процесса заточки.
По степени возрастающей трудности заточки (получения острых и чистых режущих кромок и граней) марки твердых сплавов можно расположить в следующем порядке:
ВК15, ВКП, ВКЮ, В КВ, Т5К10, Т14К8, ВК6, Т15К6, Т15К6Т, ВК3, ВК2, Т30К4 и Т60К6.
Качественную заточку резцов с твердыми сплавами можно получить только при правильно выбранных абразивных кругах, соблюдении рациональных режимов заточки, исправном заточном станке и достаточной квалификации заточника.
ПРИНЦИП ЗАТОЧКИ И ДОВОДКИ РЕЗЦОВ.
Чтобы получить правильные углы, сократить время на операции заточки и доводки, а также сократить расход твердого сплава, шлифовальных кругов и доводочных материалов, рекомендуется принять:
а) для передней поверхности, при плоской ее форме, принцип двойных углов;
б) для главной задней поверхности — принцип тройных углов;
в) для вспомогательной задней поверхности — принцип двойных углов.
Рис.1. Принцип заточки и доводки резцов с пластинками твердых сплавов.
ОСНОВНЫЕ ПРАВИЛА ЗАТОЧКИ.
1.Заточку резцов с пластинками твердых сплавов должны производить специально обученные заточники.
2.Заточку резцов можно производить на заточных станках любой конструкции вручную, без жесткого крепления резца на станке.
3.Конструкция станка должна быть жесткой, его шпиндель не должен иметь люфта.
4.При заточке резец должен быть установлен на зато- станке под заданными углами, при помощи подручников чем, во избежание захватывания кругом резца, стол подручника следует устанавливать как можно ближе к заточному кругу, а режущая кромка резца должна быть не ниже осевой линии круга.
5.Вращение круга должно быть направлено на пластинку, т. е. круг должен как бы набегать на режущую кромку.
6.Заточку резцов следует производить с охлаждением 3—5-процснтным раствором эмульсола, который должен поступать обильной и непрерывной струей в количестве не менее 6 л/мин; это дает возможность увеличить производительность заточки на 50%.
Недостаточное, прерывистое или капельное охлаждение приводит к появлению в пластинках твердого сплава трещин. При заточке резцов всухую нельзя охлаждать в воде нагревшиеся резцы.
7.При заточке резца важно правильно выбрать силу нажатия. При слишком большом нажатии увеличивается вероятность появления трещин на пластинках, а также повышает расход абразива. Поэтому нужно приложить небольшую силу нажатия, передвигая резец вдоль рабочей поверхности заточного круга.
8.Нельзя производить заточку резцов на засаленных кругах, так как это приводит к появлению трещин. Круги должны периодически правиться.
Заточка инструмента.
 Заточка резцов.
Заточка резцов.
9.Заточка резцов с пластинками твердого сплава производится:
а) заточка стержня резца по задним поверхностям — электрокорундовым кругом зернистостью 46—60, твердостью С1—СМ1, при окружной скорости 25 м/сек.
б) Предварительная заточка для сплавов марок ВК15, ВКП, ВКЮ, ВК8, В Кб, Т5КЮ, Т14К8 и Т15К6 — кругами из зеленого карбида кремния зернистостью 60—46, твердостью М3—СМ2.
в) Окончательная заточка (чистовая) для этих же марок сплавов — кругами из зеленого карбида кремния зернистостью 80—60, твердостью М2—М3.
г) Предварительная заточка для сплавов марок ВК2, ВКЗ, Т15К6Т, Т30К4 и Т60К6 — кругами из зеленого карбида кремния зернистостью 60, твердостью М2 —СМ1.
д) Окончательная заточка (чистовая) для этих же марок сплавов — кругами из зеленого карбида кремния зернистостью 80—100, твердостью М1—М2.
10.Окружная скорость заточного круга при черновой и чистовой заточке рекомендуется в пределах 12—18 м/сек.
ЧИТАЙТЕ ТАКЖЕ:
 Резец для нарезания червяка.
Резец для нарезания червяка.
Заточка токарных резцов, приспособления для заточки
Чтобы предупредить появление на точеных деталях задиров и сколов, избежать досадных срывов инструмента и прочих неприятностей в токарной работе, важно использовать правильно заточенные токарные резцы. Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям. Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.
Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям. Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.
Прежде всего, хорошо изучите приспособление
Весь комплект Wolverine Grinding Jig состоит из двух фиксаторов-оснований, выдвижного подручника с V-образным упором, регулируемого подручника с площадкой и двух дополнений: насадки-держателя для заточки косых резцов и универсального держателя.
Выдвижной подручник с V-образным упором можно использовать отдельно для заточки отрезных и обдирочных резцов или в паре с универсальным держателем (для ногтевидной заточки полукруглых резцов). Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом без множества мелких граней, типичных при ручной заточке.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом
Что нужно знать про точила и абразивные диски
Большинство моделей электроточил поставляются с дисками из серого электрокорунда, вращающимися с частотой около 3000 об/мин. Такая комбинация высокой окружной скорости и твердого абразива часто вызывает перегрев режущей кромки, приводящий к ее быстрому затуплению. Наши эксперты рекомендуют обзавестись более медленным электроточилом с частотой вращения 1725-2000 об/мин и белыми абразивными дисками диаметром 200 мм из окиси алюминия. Поверхность таких «мягких» дисков при заточке быстро изнашивается, обнажая новые острые частицы абразива. Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Для регулярной правки диска (очистки его от металлических частиц и выравнивания поверхности) потребуется сравнительно недорогой алмазный карандаш или специальное зубчатое приспособление — шарошка. Для получения лучшего результата заточку следует вести, слегка прижимая инструмент к вращающемуся диску и постоянно перемещая его из стороны в сторону, чтобы на диске не образовывались канавки. При использовании выдвижного подручника с V-образным упором в целях собственной безопасности следите, чтобы точка контакта инструмента с диском находилась значительно выше оси вращения диска. Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Обдирочный резец-рейер
Установите в V-образный упор подручника конец ручки рейера и прижмите его фаску к абразивному диску. Настройте подручник на заточку фаски под углом 45° (рис. 3). Коснитесь фаской резца вращающегося диска, начав заточку с одной стороны желобка. Плавно поворачивайте резец, слегка прижимая его к диску, чтобы за один прием получить равномерную фаску до другого уголка (фото С). Старайтесь выдержать угол 90°, показанный на рисунке.
Узкий рейер и резец для точения чаш
Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной. (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
(При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
Для заточки узкого рейера или резца для точения чаш зажмите инструмент в универсальном держателе так, чтобы его кончик выступал на 45 мм. Вставьте ножку держателя в вырез выдвижного подручника и коснитесь кончиком резца абразивного диска. Измените положение подручника и угол ножки держателя для заточки фасок (рис. 4 и 5). Не включая точила, коснитесь диска фаской резца и попрактикуйтесь в перемещении инструмента из стороны в сторону, стараясь добиться плавности и непрерывности, что поможет получить качественный результат. Затем включите станок и, слегка касаясь вращающегося диска фаской резца, покачивайте инструмент.
Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Косой резец-мейсель
Режущая кромка мейселя, обычно скошенная под углом 70°, образована двумя фасками под углом 20° (рис. 7). Если угол резца требует корректировки, установите площадку регулируемого подручника так, чтобы кончик резца был направлен точно к центру абразивного диска, и сточите скос под углом 70°. Сформировав скос, закрепите на выдвижном подручнике насадку-упор для заточки косых резцов. Поставьте мейсель в один из V-образных вырезов упора, направив скос в сторону диска. Приложив к диску фаску резца, настройте подручник для заточки фасок под углом 20°. Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.
Приложив к диску фаску резца, настройте подручник для заточки фасок под углом 20°. Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.
Полукруглый скребок
Фаски скребков обычно затачиваются под углом 75° (рис. 8), поэтому нужно установить площадку регулируемого подручника в соответствии с этим углом. Затачивая полукруглый скребок, начните работу у одного края и сточите фаску по всей ее длине одним непрерывным движением. Сделайте, если требуется, несколько проходов для получения плавной дуги. Избегайте кратковременных касаний резцом вращающегося диска.
Ромбический отрезной резец
Чаще всего отрезной резец заострен под углом 60° (рис. 9), хотя встречаются и другие варианты. Для заточки вставьте ручку инструмента в V-образный вырез выдвижного подручника и прижмите один из скосов к диску. Настройте подручник для заточки скоса под углом 30°. Теперь, слегка прижимая резец к диску, перемещайте его из стороны в сторону по всей ширине диска. Чаще переворачивайте инструмент, стачивая металл попеременно с обоих скосов, чтобы режущая кромка образовалась точно посередине ширины клинка. При заточке на круглых дисках скосы будут слегка вогнутыми, как показано на рисунке.
Настройте подручник для заточки скоса под углом 30°. Теперь, слегка прижимая резец к диску, перемещайте его из стороны в сторону по всей ширине диска. Чаще переворачивайте инструмент, стачивая металл попеременно с обоих скосов, чтобы режущая кромка образовалась точно посередине ширины клинка. При заточке на круглых дисках скосы будут слегка вогнутыми, как показано на рисунке.
Заточка — твердосплавный резец — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Станок модели 362В ( рис. 99) предназначен для заточки закрепленных твердосплавных резцов сечением от 10ХЮ Д 40X40 мм. На нем удобно затачивать резцы также вручную.
[31]
Для заточки резцов из инструментальных сталей применяют круги корундовые на керамической связке, для заточки твердосплавных резцов — круги из карбида кремния зеленого на керамической связке. Черный карбид кремния с содержанием карбида не менее 97 % также может быть использован для заточки твердосплавных резцов.
[32]
Применение п 0д 9 — 4 — 11 м / мин возможно и эффективно при заточке твердосплавных резцов на специальных станках-полуавтоматах, отличающихся высокой жесткостью и виброустойчивостыо.
[33]
| Схема ультразвукового станка.
[34] |
Ультразвуковая установка может быть использована в самых разнообразных отраслях промышленности — оптике для изготовления и шлифования линз, в электропромышленности для прорезания различных отверстий в стекле и фарфоре, в машиностроении для изготовления пуансонов, матриц, заточки твердосплавных резцов.
[35]
Усилие прижима резца к шлифовальному кругу при заточке только по твердому сплаву кругом КЗ 40 — 25 МЗК должно быть в пределах 30 — ь 35 кгс, а при заточке одновременно по твердосплавной пластинке и стальной державке усилие прижима следует увеличить до 40ч — 50 кгс. При заточке твердосплавных резцов алмазным кругом на металлической связке усилие прижима должно быть не более 10 кгс.
[36]
Для заточки резцов из инструментальных сталей применяют круги корундовые на керамической связке, для заточки твердосплавных резцов — круги из карбида кремния зеленого на керамической связке. Черный карбид кремния с содержанием карбида не менее 97 % также может быть использован для заточки твердосплавных резцов.
[37]
Односторонние точила имеют один шлифовальный круг из электрокорунда или карбида кремния. Двусторонние точила имеют один круг ( из электрокорунда) для заточки быстрорежущих резцов и второй ( из карбида кремния) — для заточки твердосплавных резцов.
[38]
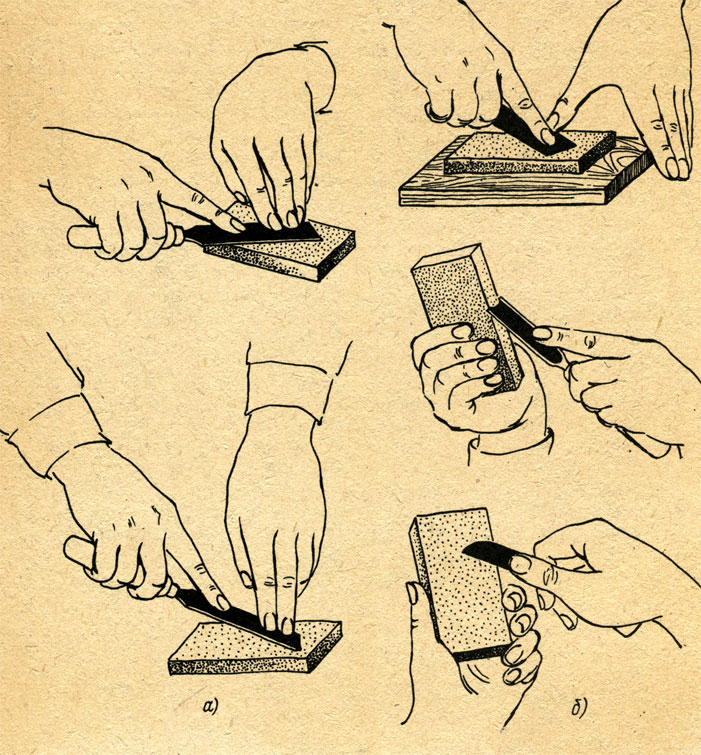
| Заточка ( а и доводка ( б токарных и строгальных резцов.
[39] |
На простых станках ( типа наждачных точил с подручником) выполняют простейшие заточные работы по несложному инструменту. На универсальных станках производят заточку самых различных режущих инструментов: зенкеров, разверток, фрез, специальных сверл, специальных резцов. Заточка твердосплавных резцов производится только на специализированных станках для заточки резцов, закрепляемых в поворотном приспособлении. Суппорт станка состоит из верхней и нижней кареток и поворотного стола. Перемещение нижней каретки производится в поперечном направлении механически; продольное перемещение верхней каретки производится вручную вдоль рабочей поверхности шлифовального круга.
Заточка твердосплавных резцов производится только на специализированных станках для заточки резцов, закрепляемых в поворотном приспособлении. Суппорт станка состоит из верхней и нижней кареток и поворотного стола. Перемещение нижней каретки производится в поперечном направлении механически; продольное перемещение верхней каретки производится вручную вдоль рабочей поверхности шлифовального круга.
[40]
Исследования влияния составляющих режима резания на стойкость резца, высоту микронеровностей и точность обработки позволили вывести стойкостные зависимости типа v f ( T, S, t, В), необходимые для разработки нормативов режимов резания при чистовом фрезеровании резцом с широким лезвием. Такие зависимости в технической литературе и справочниках по режимам резания отсутствуют, в то время как по торцовому фрезерованию с обычной геометрией заточки твердосплавных резцов ( ( fl 0) проведено много исследований, на основании которых разработаны нормативы режимов резания.
[41]
| Заточка резца на точильно-шлифовальном станке.
[42] |
Круг должен вращаться на резец, как показано на рис. 2.8. В этом случае силы резания дополнительно прижимают резец к столику, качество режущей кромки получается более высокое — уменьшается шероховатость обработки. С увеличением скорости вращения круга повышается производительность заточки резца, но при этом могут появиться прижоги на обрабатываемой поверхности резца. Поэтому абразивный материал шлифовального круга выбирают в зависимости от инструментального материала резца: при заточке быстрорежущих сталей абразивный материал круга — электрокорунд, при заточке твердосплавных резцов — карбид кремния зеленый; зернистость круга — 25 — 40; связка выбирается керамическая при заточке быстрорежущих резцов, а при заточке твердосплавных — также и бакелитовая.
[43]
Приспособление для заточки резцов по задней поверхности.
[44] |
При заточке резец необходимо установить относительно шлифовального круга так, чтобы затачиваемая поверхность была расположена параллельно рабочей поверхности круга. При ручной заточке установка резца осуществляется при помощи подручника, а при механической заточке передней и задних поверхностей и закруглении вершины резца установка и закрепление инструмента осуществляются с помощью приспособлений, которыми снабжаются станки моделей 362Б и 362В для заточки твердосплавных резцов.
[45]
Страницы:
1
2
3
4
Заточка резцов различных видов, быстро и недорого в Москве
Главная / Качественная заточка резцов в Москве
Рассчитать стоимость
При работе токарного оборудования происходит нагрев резца от трения образовавшейся стружки о поверхность круга и задней части детали в зоне реза. Такое повышение температуры приводит к постепенной потере остроты инструмента. В случае увеличения оптимальной степени износа инструмент не способен качественно выполнять резку материала, что требует его замены или происходит заточка резцов.
В случае увеличения оптимальной степени износа инструмент не способен качественно выполнять резку материала, что требует его замены или происходит заточка резцов.
Востребованность заточки в Москве
Данная процедура позволяет придать нужную форму и угол рабочей кромке. Проводится она при повышенном износе или перед работой. Выполненная заточка токарных резцов позволит продлить их срок службы, но правильно осуществить данные работы могут только специалисты на соответствующем оборудовании с соблюдением технологии.
Хотите получить быстрый расчет стоимости вашего заказа?
- Пришлите файл в формате AutoCad, КОМПАС и других;
- Пришлите файл в JPEG, PNG, PDF в виде чертежа или наброска;
Приложите файлы и мы бесплатно просчитаем стоимость выполнения работы.
Рассчитать стоимость
Конструкция резцов
Чтобы правильно выполнить заточку резцов, требуется знать конструктивные особенности данного инструмента. Основной его частью является стержень-державка. С его помощью происходит фиксация резца на оборудовании. Другая важная часть — и рабочая головка, режущую поверхность которой и требуется наточить. Она имеет две поверхности — переднюю и заднюю. По передней происходит отвод образующейся при работе стружки, а задняя сторона соприкасается с обрабатываемой деталью.
Основной его частью является стержень-державка. С его помощью происходит фиксация резца на оборудовании. Другая важная часть — и рабочая головка, режущую поверхность которой и требуется наточить. Она имеет две поверхности — переднюю и заднюю. По передней происходит отвод образующейся при работе стружки, а задняя сторона соприкасается с обрабатываемой деталью.
Наиболее важная часть резца – кромка, осуществляющая срез, находящаяся в месте соприкосновения двух поверхностей.
Инженер-технолог «Арсенкский Виктор Михайлович»
Основными характеристиками, которыми обладают резцы по металлу, считаются углы заточки. Они и определяют функциональные возможности. Они бывают основными и второстепенными. Для их определения берут две плоскости:
- основную. Она фиксируется на опорную часть резца, находящуюся в нижней его части;
- плоскость резания. Она будет находиться возле поверхности детали.
Особенности качественной заточки алмазных резцов
Для обработки потерявшей остроту детали используется специальное оборудование. Если осуществляется заточка алмазных резцов, то используется специальные средства, например, зеленый карборунд. К нему предъявляются определенные требования – он должен быть цельным, без изменения геометрии.
Если осуществляется заточка алмазных резцов, то используется специальные средства, например, зеленый карборунд. К нему предъявляются определенные требования – он должен быть цельным, без изменения геометрии.
Стандартная заточка резцов по металлу происходит алмазными элементами. Они придают чистоту кромке, что положительно сказывается на производительности.
Инженер-технолог «Арсенкский Виктор Михайлович»
Использование алмазных кругов положительно сказывается и на ресурсе резца, которому требуется меньшее количество заточек. Однако нужно учитывать, что целесообразно использовать его лишь тогда, если припуск около 2 мм. В ином случае лучше воспользоваться кругом из карборунда.
Заточка может происходить по-разному, в зависимости от величины износа. Она осуществляется по одной из поверхностей — задней, передней или по обеим. Облегчить процесс помогает шаблон для заточки резцов. Для обычного инструмента чаще всего применяется обработка по всем поверхностям. Если имеется малый износ, то происходит восстановление только задней части.
Если имеется малый износ, то происходит восстановление только задней части.
Выполняется заточка отрезного резца так, чтобы кромка находилась по центру станка, либо немного ниже, но не более чем на 5 мм. Направление кручения круга должно происходить в сторону станка, прижимая к нему резец. Гораздо лучше выполнять эту процедуру, если обеспечить постоянную подачу охлаждающей жидкости. Если она будет поступать периодически, то перегретая поверхность может покрыться трещинами.
Происходит заточка токарных резцов по дереву путем легкого нажима ими на круг и перемещения. Это позволяет сформировать ровную поверхность. Когда процедура будет завершена, проверяется правильность заточки, геометрия кромки, и для этого берется шаблон.
Заключительным этапом считается доводка. Когда заточка отрезного токарного резца будет завершена, следует выполнить притирку рабочих поверхностей инструмента. Осуществляется процедура в той же последовательности, что и заточка. Удаляются шероховатости, и происходит заключительная полировка до появления блеска. Чем чище будет рабочая часть, тем ниже будет коэффициент трения при работе, что положительно отразиться на сроке службы.
Чем чище будет рабочая часть, тем ниже будет коэффициент трения при работе, что положительно отразиться на сроке службы.
Процедура доводки происходит с применением паст карбида бора, с абразивным воздействием и диска. Также могут применяться и паста ГОИ или иные средства. Резец прижимается к работающему диску, и средство действует на поверхность инструмента, сглаживая неровности, шероховатости.
Стоимость качественной заточки резцов
| Диаметр | Черная сталь | Нержавеющая сталь | Алюминий |
|---|---|---|---|
| 100 мм | 1200 руб | 1800 руб | 950 руб |
| 300 мм | 2300 руб | 2950 руб | 1300 руб |
| 500 мм | 3600 руб | 4560 руб | 2800 руб |
| 1000 мм | 5500 руб | 6820 руб | 4630 руб |
Заказать качественную заточку резцов в Москве
Заточка резца, выполненная неправильно не только сокращает срок службы инструмента, но и влияет на качество работы. Поэтому доверять эту процедуру следует только профессионалам. Наиболее простым способом заказа данных работ является обращение в нашу компанию. Специалисты выполнят все работы с использованием необходимого оборудования и с соблюдением технологического процесса. Узнать обо всех особенностях заказа можно на сайте, где клиент может ознакомиться с ценами на предлагаемые услуги.
Поэтому доверять эту процедуру следует только профессионалам. Наиболее простым способом заказа данных работ является обращение в нашу компанию. Специалисты выполнят все работы с использованием необходимого оборудования и с соблюдением технологического процесса. Узнать обо всех особенностях заказа можно на сайте, где клиент может ознакомиться с ценами на предлагаемые услуги.
Это интерестно:
Углы заточки резцов — Инструментальные материалы
Главная » Материалы и свойства » Инструментальные материалы
Автор Admin На чтение 2 мин. Опубликовано
Выбор формы передней поверхности можно производить в соответствии с табл. 24. Рекомендуемые величины заднего и переднего углов резцов даны в табл. 25.
| Припуск на обработку (глубина резания, | Минимально необходимая длина режущей твердосплавной пластинки, мм, при главном угле в плане, град | |||
| 45 | 60 | 75 | 90 | |
| 2 | 4 | 3 | 3 | 3 |
| 4 | 8 | 6 | 6 | 6 |
| 6 | 12 | 10 | 9 | 8 |
| 8 | 15 | 13 | 12 | 11 |
| 10 | 19 | 16 | 14 | 14 |
| 12 | 23 | 19 | 17 | 16 |
| 14 | 27 | 22 | 20 | 19 |
| 16 | 31 | 25 | 23 | 22 |
| 18 | 35 | 28 | 25 | 25 |
| 20 | 38 | 31 | 28 | 27 |
Таблица 24
| Форма передней поверхности | Эскиз | Рекомендуемое применение |
| Плоская с фаской | Резцы всех типов для обработки стали | |
| Радиусная с фаской | Точение и растачивание стали (наличие лунки обеспечивает завивание стружки) | |
| Плоская без фаски | Резцы всех типов для обработки чугуна и жаропрочных сталей и сплавов с подачей меньше 0,5 мм | |
| Плоская отрицательная | Черновое точение и растачивание высокопрочной стали и стального питья с ОВ = 1000 МПа по корке, загрязненной неметаллическими включениями и при точении с ударами | |
| Плоская С фаской и опущенной верши Ной | Черновое точение и строгание стали с подачами более 1,5 мм |
Примечание. Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Таблица 25
| Обрабатываемый материал | 3адний угол ?, град | Передний угол ?, град | |
| При черновой обработке | При чистовой обработке | ||
| Сталь и стальное литье ?В < 800 МПа | 8/6 | 12/8 | 15/12 |
| Сталь и стальное литье ?В > 800МПа | 8/6 | 12/8 | 10/10 |
| Сталь и стальное литье ?В > 1000 МПа, а также при обработке по корке, загрязненной неметаллическими включениями и при работе с ударами | 8/6 | 12/10 | 10/8 |
| Чугун серый HB <220 | 6/6 | 10/10 | 12/8 |
| Чугун серый HB > 220 | 6/6 | 10/10 | 8/5 |
| Чугун ковкий | 8/8 | 10/10 | 8/8 |
Примечание. В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
Главный угол в плане следует выбирать в пределах 30-45°. В случае недостаточной жесткости системы станок – деталь – инструмент главный угол в плане следует устанавливать в пределах 60-90°.
Ширина фаски принимается в зависимости от сечения стержней резцов в следующих размерах: для черновых токарных и строгальных резцов – 0,4-1,2 мм; для черновых расточных резцов – 0,2-0,7 мм; для чистовых токарных, строгальных и расточных резцов – 0,2-0,3 мм.
Положительный угол наклона главной режущей кромки в пределах 12-15° рекомендуется для строгальных и токарных резцов при работе с ударами.
Выбор токарного резца
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержень — второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочая часть. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей
Рабочий элемент приспособления представляет собой набор поверхностей
— Резцы делятся на правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Прямые проходные резцы
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные резцы
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные резцы
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.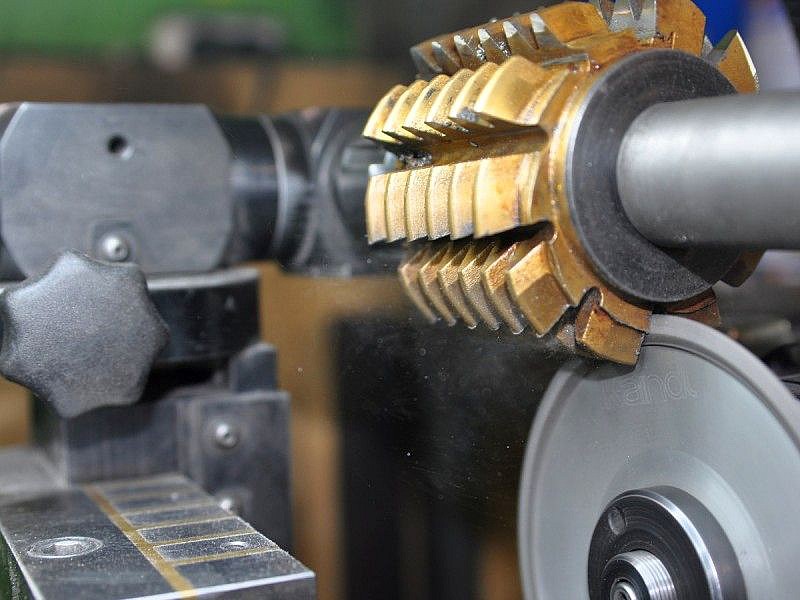
Отогнутые подрезные резцы
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Отрезные резцы
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов.
Резьбонарезные резцы для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные резцы для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные резцы для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные резцы для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Сборные резцы
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением
- Покрывая затачиваемую поверхность химическими средствами.

- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву.
 Усилия должны быть минимальны.
Усилия должны быть минимальны. - При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы необходимы для промышленного оборудования. От вида оснастки зависит то, какой результат получится, какие технологические операции будут доступны. Так как режущие инструменты быстро тупятся, нельзя забывать про заточку. Неправильно обработанная режущая кромка приведёт к браковке поверхности обрабатываемого материала.
Статья составлена на основе информации: https://metalloy.ru/obrabotka/rezka/vidy-tokarnyh-reztsov
Как заточить резак для бумаги различными способами
Несмотря на то, что компьютер стал предпочтительным методом ведения записей, использование бумаги как частными лицами, так и предприятиями по-прежнему широко распространено. Это означает, что машины, которые используются для обработки бумаги, все еще используются. Теперь одним из наиболее важных устройств для обработки бумаги является гильотинный резак для бумаги, и он является основой этой статьи.
Это означает, что машины, которые используются для обработки бумаги, все еще используются. Теперь одним из наиболее важных устройств для обработки бумаги является гильотинный резак для бумаги, и он является основой этой статьи.
В то время как острый гильотинный нож может помочь вам разрезать толстую пачку бумаги, тупой может доставить вам много хлопот и замедлить работу. Чтобы избежать этого, все, что вам нужно сделать, это держать его острым.0003
В этой статье мы рассмотрим, как заточить бумагу разными способами.
СОДЕРЖАНИЕ
- Вам действительно нужна заточка или хонингование?
- Заточка лезвия резака для бумаги
- Часто задаваемые вопросы (FAQ)
- Заточка резака для бумаги: заключение
Что вам действительно нужно: заточка или шлифовка?
Прежде чем пойти и заточить лезвие резака, сначала выясните, что действительно необходимо — заточка или хонингование. Лезвие очень тонкое у края заточки, и при обычном использовании оно может немного погнуться и создать впечатление, что оно тупое.
В таком случае нужно выпрямление; нет заточки. Чтобы заточить лезвие, просто взбейте его о точилку. Кроме того, вы можете разрезать алюминиевую фольгу несколько раз, чтобы заточить лезвие резака для бумаги.
Если после этого лезвие по-прежнему не режет должным образом, вы можете заточить лезвие любым из способов, описанных ниже.
Заточка лезвия резака для бумаги
Снятие лезвия
Очевидно, это первый шаг. Чтобы снять лезвие с крепления, отверните маленькие болты, удерживающие его, с помощью гаечного ключа. Самый простой способ открутить болты — начать с крайних, продвигаясь к центральным. Почему? Поскольку лезвие будет удерживаться на месте центральными болтами, пока оно не будет удалено.
Не забывайте, что лезвие все же является резаком и может вас порезать, поэтому обращайтесь с ним осторожно.
Заточка с помощью настольного шлифовального станка
Если вы хотите выполнить задачу быстро, вам больше всего поможет настольный шлифовальный станок. Из-за высокой скорости вращения шлифовальных кругов большое количество стали может быть удалено с высокой скоростью, поэтому будьте осторожны, чтобы не изнашивать и не ослаблять лезвие, пытаясь его заточить.
Из-за высокой скорости вращения шлифовальных кругов большое количество стали может быть удалено с высокой скоростью, поэтому будьте осторожны, чтобы не изнашивать и не ослаблять лезвие, пытаясь его заточить.
Зернистость должна быть высокой, и при заточке лезвия необходимо следить за углом, чтобы добиться ровности. Ориентация лезвия также важна; заострите наклонную сторону.
Чтобы добиться ровности и облегчить заточку инструмента, почему бы не использовать точилку? Вы можете получить его в магазине хозяйственных товаров или в интернет-магазине.
Когда вы затачиваете инструменты на шлифовальном станке, образуются искры, поэтому рекомендуется использовать какую-либо защиту для глаз.
Заточка с помощью камня
Как и ножи, лезвия для резки бумаги можно затачивать с помощью точильного камня. Фактически, эти два инструмента почти одинаковы, за исключением того, что лезвия резака обычно имеют плоскую сторону и наклонную сторону, поэтому вы будете затачивать только наклонную сторону.
Поскольку лезвие резака также длинное, вам понадобится точильный камень большего размера, чем для ножа, чтобы при каждом ударе лезвие прорезало его целиком. И еще раз, держите лезвие под правильным углом (около 20°) во время его заточки и старайтесь добиться однородности, не двигаясь слишком сильно.
После нескольких ударов по камню лезвие должно стать острым и блестящим. Вы даже можете попробовать разрезать им предмет, например резиновую перчатку, и посмотреть, насколько хорошо он режется. Как только вы будете удовлетворены степенью остроты, заточите плоскую сторону и установите лезвие на место.
Мелкозернистый камень (зернистость 1000 или выше) подойдет для заточки.
Профессиональные услуги
Если у вас нет времени на заточку лезвия или вы никогда не точили лезвие раньше и хотите добиться отличных результатов, то лучшим вариантом будет доверить это профессионалу. В большинстве городов есть множество служб заточки, и лучший способ найти их — через Интернет. Просто введите «сервисы заточки рядом со мной», и Google отобразит для вас список.
Просто введите «сервисы заточки рядом со мной», и Google отобразит для вас список.
Иметь запасной нож
В зависимости от интенсивности использования резака для бумаги может оказаться необходимым иметь запасной нож в магазине. Таким образом, вы будете уверены, что ваша работа не остановится, когда лезвие затупится. Удалив тупое лезвие и заменив его острым, вы сможете продолжить работу, а затем заточить тупое лезвие и оставить его в магазине.
Если вы используете гильотинный резак для рабочих целей и обычно используете его часто, вы можете даже оставить несколько запасных лезвий.
Советы по заточке лезвия резака для бумаги
Это основные способы поддержания остроты лезвия резака для бумаги, но прежде чем идти, вы можете ознакомиться с этими советами по заточке резака для бумаги:
Если вы не узнайте, как разобрать резак и снять лезвие, проверьте, что написано в руководстве пользователя резака, или позвоните производителю, если вы все еще не можете его снять.
Лезвие ножа для бумаги обычно имеет две стороны – плоскую и наклонную. Затачивайте только косую сторону.
Прежде чем затачивать лезвие, установите правильный угол заточки. Мы видели, как несколько человек рекомендовали 20°, и мы рекомендуем то же самое, но это также касается того, как вы держите лезвие.
Попробуйте смазать точильный камень, чтобы предотвратить скопление металлических опилок в порах камня.
Убедитесь, что лезвие заточено равномерно. Вы можете сделать это, поддерживая равномерное давление руками.
Заточите лезвие после того, как закончите его заточку, чтобы выпрямить загнутые края. Плоская сторона — это то, что нужно отточить.
Часто задаваемые вопросы (FAQ)
Можно ли заточить лезвие резака для бумаги?
Да, абсолютно. Все, что вам нужно сделать, это разобрать резак, чтобы снять лезвие, а затем, как только оно выйдет, заточить его на шлифовальном камне или шлифовальном круге или даже просто заточить его.
Как заточить гильотинный резак для бумаги?
Первым шагом является разборка резака. Затем определите наклонную сторону и заточите ее под углом около 20° с помощью камня или шлифовального круга.
Можно ли использовать алюминиевую фольгу для заточки ножа для резки бумаги?
Ну, алюминиевая фольга на самом деле не точит тупое лезвие ножа для бумаги, но она предотвращает затупление острого лезвия. Чтобы лезвие было острым, время от времени используйте его для резки листов алюминиевой фольги.
Как часто следует смазывать измельчитель бумаги?
Обычно это зависит от типа измельчителя бумаги. Измельчители Micro-cut имеют более сложные режущие механизмы, поэтому их следует смазывать каждый раз перед использованием, а при непрерывном использовании в течение длительного времени их следует смазывать не менее трех раз в час.
Режущие механизмы поперечного шредера менее сложны, поэтому машину можно смазывать реже, может быть, раз в час или раз в два часа при непрерывном использовании.
Как смазать резак для бумаги?
Правильная процедура заключается в том, чтобы смазать бумагу маслом, а затем разрезать ее резаком. Просто сбрызните бумагу растительным маслом или любым маслом, одобренным производителем, а затем разрежьте бумагу на станке. Отрежьте еще несколько промасленных бумаг с помощью машины, чтобы максимизировать эффективность смазки.
Заточка ножей для бумаги: Заключение
Как вы уже видели, заточка ножей для бумаги не так уж и сложна. Если вы не можете понять, как открыть резак и освободить лезвие, обратитесь к руководству пользователя. Помните, что сторона для заточки – скошенная, а угол заточки должен быть небольшим, возможно, до 20°.
Мы надеемся, что это руководство оказалось для вас полезным.
Как заточить нож для пиццы: лучший способ!
Вы когда-нибудь задумывались, как заточить нож для пиццы? Или если это вообще возможно? Эта статья научит вас всему, что вам нужно знать о заточке ножей для пиццы, чтобы вы могли разрезать пиццу на кусочки, как профессиональный шеф-повар!
Почему нож для пиццы тупой?
Многие ножи для пиццы, особенно дешевые, сделаны из низкокачественных материалов , что делает их неспособными оставаться острыми при использовании.
Еще одна причина, по которой ножи для пиццы затупляются, — неправильное использование . Вы должны резать пиццу на пластиковой или деревянной разделочной доске, чтобы не повредить лезвие во время нарезки. Никогда не нарезайте пиццу на камне для пиццы, стали для пиццы или в форме для пиццы. Все они имеют очень твердые поверхности, которые затупят край вашего ножа для пиццы.
Последняя причина, по которой нож для пиццы затупился, это неправильное хранение . Многие люди просто бросают свои ножи в ящик, заполненный другими кухонными принадлежностями. Если он заденет другие предметы, когда вы будете стучать по ящику, он повредит край. В худшем случае он может даже отколоть часть лезвия. Поэтому вы должны правильно хранить нож для пиццы, а не просто бросать его в переполненный ящик. Относитесь к нему как к ножу!
Можете ли вы наточить нож для пиццы?
Да, если ваш нож для пиццы затупился, его можно снова сделать острым. Однако лучший метод зависит от того, какой у вас нож для пиццы. В этой статье речь пойдет о двух основных типах ножей для пиццы: колесах для пиццы и лезвиях для пиццы , также называемых ножами для пиццы mezzaluna.
Однако лучший метод зависит от того, какой у вас нож для пиццы. В этой статье речь пойдет о двух основных типах ножей для пиццы: колесах для пиццы и лезвиях для пиццы , также называемых ножами для пиццы mezzaluna.
При заточке колеса для пиццы возникают две основные проблемы: форма кромки и ее вращение.
Заточка ножа для пиццы стала проще. Несмотря на то, что край изогнут, он намного ближе к ножу, поэтому, если вы знакомы с заточкой ножей, у вас не возникнет проблем с заточкой лезвия для пиццы.
Можете ли вы заточить все виды ножей для пиццы?
Нет, это зависит от материала, из которого сделан нож для пиццы. Пластиковые и фарфоровые колеса для пиццы, например, не подходят для заточки.
Как заточить колесо для нарезки пиццы
Точилка для ножей
Первый вариант – использовать точилку для ножей . Существует много типов точилок для ножей, я имею в виду те, через которые вы просто проводите ножом, чтобы заточить.
Можно использовать точилку для ножей, чтобы заточить нож для пиццы, но вращающееся лезвие усложняет эту задачу. По этой причине я не рекомендую использовать точилку для ножей исключительно для заточки ножей для пиццы. Но если это единственный инструмент в этом списке, который у вас уже есть, попробуйте!
Точильный камень
Другой вариант – использование точильного камня . Точильный камень — это инструмент, используемый для заточки металлических инструментов и ножей. Обычно он имеет плоскую поверхность и бывает разных 9 видов.0135 зернистость , что является показателем того, насколько мелким или грубым является камень.
Чтобы использовать точильный камень , замочите его в воде на 15 минут. Затем достаньте его из воды, положите на ровную поверхность, например на стол, и поверните колесо для пиццы под нужным вам углом. Вам необходимо убедиться, что колесо не вращается , удерживая его на месте или сняв с рукоятки. Убедитесь, что у вас получился ровный край вокруг колеса.
Убедитесь, что у вас получился ровный край вокруг колеса.
Я думаю, у каждого должен быть точильный камень для ножей. Это отличный инструмент для заточки тупых кухонных ножей, и вы можете купить хороший камень на Amazon примерно за 15 долларов. Но не идеален для заточки ножей для пиццы . Круглый край довольно трудно равномерно заточить точильным камнем.
Точилка для шайб
Альтернативой традиционному бруску является точилка для шайб . Точилка для шайб представляет собой тип ручного точильного камня , который работает таким же образом.
Для использования точилки для шайб, замочите его в воде на 5-10 минут , как точильный камень, затем крепко возьмитесь за него одной рукой и заточите лезвие ножа для пиццы, перемещая точилку вперед-назад под нужным углом .
Это работает немного лучше, чем точильный камень, хотя он лучше подходит для других инструментов, чем колеса для пиццы.
Ленточная шлифовальная машина
Другой вариант – заточка колеса для пиццы с помощью ленточной шлифовальной машины . Ленточно-шлифовальный станок — это электроинструмент, который в основном используется для отделки металлических изделий.
Чтобы заточить колесо для пиццы с помощью ленточной шлифовальной машины, включите шлифовальную машину и поместите колесо для пиццы под углом к движущейся ленте. Нажимая пальцем на колесо, вы предотвращаете его вращение с такой же скоростью, как и ремень. Это позволит колесу для пиццы вращаться с меньшей скоростью, и вы получите равномерный шлиф вокруг вращающегося лезвия. Но будьте осторожны, не пораньте палец о движущийся ремень или вращающееся лезвие.
Использование ленточной шлифовальной машины — довольно хороший вариант, она довольно проста в использовании, но с движущейся лентой и вращающейся кромкой нужно быть осторожным! Ленточно-шлифовальный станок также довольно большой и дорогой. Поэтому я не рекомендую приобретать его только для заточки ножей для пиццы.
Поэтому я не рекомендую приобретать его только для заточки ножей для пиццы.
Точилка для ножей для пиццы
Представьте себе, что существует волшебный инструмент, который может поддерживать остроту колеса для пиццы с минимальными усилиями. Вам никогда не придется беспокоиться о разочаровании резчика пиццы, который не может пройти через корку или стащить всю начинку с пиццы. Это было бы довольно удивительно, не так ли?
На самом деле я недавно нашел этот инструмент: Точилка для колесиков для пиццы KitchenIQ .
Все, что вам нужно сделать, это положить точилку на ровную поверхность, например, на стол или кухонную столешницу, и прокрутить нож для пиццы через точилку. Просто повторяйте этот процесс, пока лезвие не достигнет желаемой остроты. Супер легко! Точилка также поставляется с антипригарным основанием, благодаря чему она остается на месте во время использования. Этот метод не создаст бритвенно-острую кромку, но сделает резак как новый!
Основным преимуществом является простота использования. Просто прокатив колесо для пиццы через точилку, его почти невозможно испортить, в отличие от большинства других методов, которые я пробовал. Заточка колеса для пиццы буквально занимает всего несколько секунд.
Просто прокатив колесо для пиццы через точилку, его почти невозможно испортить, в отличие от большинства других методов, которые я пробовал. Заточка колеса для пиццы буквально занимает всего несколько секунд.
Самый быстрый и простой способ заточить колесо для пиццы с помощью точилки для пиццы. Точилка для пиццы работает как точилка для ножей, но специально разработана для работы с вращающимся лезвием ножа для пиццы.
Точилка для пиццы KitchenIQ – мой новый любимый кухонный гаджет, который я использую каждый раз, когда пеку пиццу. И менее чем за 15 долларов я определенно думаю, что это стоит вложений. Без дополнительной работы у вас всегда будет острый резак!
Точилка для колесиков для пиццы KitchenIQ
Если вы совершите покупку по этой ссылке, мы получим небольшую комиссию без каких-либо дополнительных затрат для вас.
Как заточить лезвие ножа для пиццы
Точилка для ножей
Точилка для ножей лучше подходит для лезвия для пиццы, чем колесо для пиццы. Они просты в использовании , но я не люблю эти точилки. Я просто не нашел тот, который дает удовлетворительный результат. По этой причине Я не рекомендую использовать точилку для ножей для заточки лезвия для пиццы. Но если у вас есть точилка для ножей, попробуйте!
Они просты в использовании , но я не люблю эти точилки. Я просто не нашел тот, который дает удовлетворительный результат. По этой причине Я не рекомендую использовать точилку для ножей для заточки лезвия для пиццы. Но если у вас есть точилка для ножей, попробуйте!
Точильный камень
Чтобы заточить нож для пиццы, замочите точильный камень в воде на 15 минут, выньте его из воды и заточите лезвие под нужным углом. Если у вас есть опыт заточки ножей на точильном камне, заточка лезвия для пиццы будет примерно такой же.
Наглядно понять, как использовать точильный камень, немного проще. Это отличное видео от Munchies показывает, как заточить нож, тот же метод можно применить для заточки лезвия для пиццы:
Использование точильного камня для заточки тупого лезвия для пиццы работает очень хорошо! Я рекомендую выбрать один с зернистостью 400/1000, который вы можете купить на Amazon или в местном магазине кухонных принадлежностей менее чем за 20 долларов.
Trilancer 400/1000 Whetstone
Если вы совершите покупку по этой ссылке, мы получим небольшую комиссию без каких-либо дополнительных затрат для вас.
Заточите у профессионалов
Другой вариант — заточить лезвие для пиццы в местном магазине ножей . Большинство из них точат ножи и другие инструменты за 5-20 долларов, в зависимости от предмета.
Хонинговальный стержень
Точильный стержень строго не предназначен для заточки, но я все же думаю, что о нем стоит упомянуть. Мы различаем заточку и заточку. В то время как заточка буквально означает, что кромка становится более острой, шлифуя часть материала. Хонингование, с другой стороны, представляет собой процесс повторного выравнивания кромки . Острая кромка очень тонкая, поэтому при использовании лезвия с острой кромкой сталь будет гнуться. Вот что исправляет хонингование.
Несмотря на то, что пользоваться лезвием для пиццы несколько неудобно, чем ножом, я рекомендую использовать его регулярно, чтобы лезвие оставалось острым.
Кулинарный керамический стержень Mercer
Если вы совершите покупку по этой ссылке, мы получим небольшую комиссию без каких-либо дополнительных затрат для вас.
Другие варианты
Замена ножа для пиццы
Если вы хотите полностью отказаться от процесса заточки, вы можете просто заменить нож для пиццы целиком. Если вы используете колесный нож за 4 доллара от Walmart, вы можете заменить его новым ножом для пиццы. Я бы не стал заморачиваться с заточкой продукта, который так дешево заменить. Это просто не стоит времени и усилий, особенно если вам нужно приобрести какие-либо инструменты. Металл, вероятно, не очень высокого качества, и вы, возможно, вообще не сможете сделать острую кромку на колесе для пиццы. Если у вас все в порядке с дешевым ножом для пиццы, вероятно, проще просто заменять его время от времени.
Приобретите качественный нож для пиццы со сменными лезвиями
Лучше приобрести нож для пиццы со сменными лезвиями . Отличный вариант — нож для пиццы Dexter-Russell 4″. Это качественный нож для пиццы, который также поставляется со сменными лезвиями.
Отличный вариант — нож для пиццы Dexter-Russell 4″. Это качественный нож для пиццы, который также поставляется со сменными лезвиями.
Нож для пиццы Dexter-Russell 4 дюйма
Если вы совершите покупку по этой ссылке, мы получим небольшую комиссию без каких-либо дополнительных затрат для вас.
Сменное лезвие ножа для пиццы Dexter-Russell
Если вы совершите покупку по этой ссылке, мы получим небольшую комиссию без каких-либо дополнительных затрат для вас.
Заключение
Лучший способ заточки колеса для пиццы — использовать точилку для пиццы. Он не идеален, но отлично справляется с затачиванием краев и сделает ваш нож для пиццы как новый! Простота использования и низкая цена делают его лучшим вариантом для заточки колес для пиццы на сегодняшний день.
Другой вариант — приобрести качественное колесо для пиццы со сменными лезвиями.
Для ножей для пиццы или ножей для пиццы mezzaluna лучше всего использовать точильный камень. Это довольно простой в использовании метод, дающий наилучшие результаты. Заточка точильным камнем — это навык, которому вы должны научиться, чтобы заботиться о своих ножах, если вы серьезный домашний повар. Я также рекомендую регулярно использовать точильный стержень для лезвия для пиццы, чтобы поддерживать острый край.
Это довольно простой в использовании метод, дающий наилучшие результаты. Заточка точильным камнем — это навык, которому вы должны научиться, чтобы заботиться о своих ножах, если вы серьезный домашний повар. Я также рекомендую регулярно использовать точильный стержень для лезвия для пиццы, чтобы поддерживать острый край.
Читать далее
Ножницы для пиццы – какой инструмент лучше всего подходит для нарезки пиццы?
Нож для пиццы Mezzaluna: лучший инструмент для нарезки пиццы?
Сталь для пиццы: оно того стоит? Секрет лучшей пиццы
8 лучших альтернатив камню для пиццы – Как приготовить потрясающую пиццу
Как заточить нож для пиццы: лучший способ!
Нет ничего хуже, чем подать вкусную пиццу после тяжелого рабочего дня и обнаружить, что нож для пиццы потерял свою остроту и не может нормально нарезать.
Хуже всего то, что вы не знаете, сможете ли вы его заточить, и не хотите раскошелиться на новый нож для пиццы, который неизбежно сделает то же самое в будущем.
Вот почему вы пришли в нужное место, и мы изучили все, что вам нужно знать о ножах для пиццы и их обслуживании. Мы расскажем вам, почему ножи для пиццы затупляются, а также узнаем, можно ли их заточить и как лучше всего их заточить.
Хотя ножи для пиццы были впервые изобретены в 189 г.2, они стали необходимостью на современной кухне, помогая создавать идеальные ломтики пиццы, которые просто невозможно сделать с помощью ножа и вилки.
Итак, если вы недавно приобрели нож для пиццы и хотите узнать, как обслуживать его в будущем, или если ваш долговечный нож для пиццы, наконец, затупился, мы расскажем вам, как правильно ухаживать за ним. ваша посуда.
Мы собрали все острые вопросы, которые у вас могли возникнуть о ножах для пиццы, и составили эту статью, чтобы ответить на наиболее часто задаваемые вопросы.
От того, откуда появились ножи для пиццы, до того, можно ли их затачивать и как их обслуживать, если они затупятся. После того, как вы закончите это руководство, вы станете экспертом в том, как работает нож для пиццы и как вы должны заботиться о нем.
После того, как вы закончите это руководство, вы станете экспертом в том, как работает нож для пиццы и как вы должны заботиться о нем.
Происхождение ножа для пиццы
Нож для пиццы был изобретен в 1892 году Дэвидом С. Морганом, но предназначался не для пиццы, а для обоев. Это имеет смысл из-за тонких линий, которые создает резак.
Первоначально известный как роликовый нож, он стал чрезвычайно популярным инструментом для нарезки пиццы за последнее десятилетие, и поэтому теперь он сделан специально для пиццы.
Ножницы для пиццы можно использовать и для овощей благодаря точности и простоте использования. Простая конструкция колеса и оси означает, что его можно переносить и использовать, оставаясь при этом безопасным и прочным, что позволяет создавать кусочки пиццы и других продуктов одинакового размера.
Резак был изобретен в период резкого увеличения иммиграции в Соединенные Штаты. Из огромных 20 миллионов человек, переехавших в Соединенные Штаты в период с 1880 по 1919 гг.20,4 миллиона из них были итальянцами.
Из огромных 20 миллионов человек, переехавших в Соединенные Штаты в период с 1880 по 1919 гг.20,4 миллиона из них были итальянцами.
Не случайно именно в это время такие традиционные итальянские блюда, как пицца, стали чрезвычайно популярными. Вполне вероятно, что роликовый нож в этот период стал синонимом нарезки пиццы.
Для чего можно использовать нож для пиццы?
То, что он называется ножом для пиццы, не означает, что его можно использовать только для пиццы. Вы можете использовать ножи для пиццы для овощей, лазаньи или десертов, таких как пирожные.
Это возможно благодаря круглому лезвию, которое легко прорезает и создает одинаковые меньшие кусочки. Использование ножа для пиццы на этих продуктах никоим образом не повредит лезвие и предотвратит беспорядок, который может быть сделан при использовании ножа и вилки.
Важно помнить, что изобретения обычно делаются для чего-то другого с самого начала. Точно так же, как резак для пиццы первоначально предполагалось использовать для резки обоев, вы можете использовать резак для чего угодно, если он может разрезать их.
Точно так же, как резак для пиццы первоначально предполагалось использовать для резки обоев, вы можете использовать резак для чего угодно, если он может разрезать их.
В настоящее время некоторые люди используют его даже для тонких тканей, так как он помогает резать ровно поперек и избежать любых колебаний, которые могут быть вызваны ножницами.
Ножницы для пиццы затупляются?
Ответ прост: да, ножи для пиццы затупляются. Поскольку они не предназначены для того, чтобы быть суперострыми, они могут очень легко и быстро затупиться, если их неправильно использовать.
Из-за круглой формы его может быть сложно заточить, так как лезвие трудно удерживать, но это возможно. Вы можете обнаружить, что, когда ваш нож для пиццы затупился, он не режет пиццу так, как должен, и, следовательно, вам нужно прикладывать большее давление, что еще больше повреждает ее.
Вместо ножа для пиццы можно использовать другие приспособления, в том числе ножи или безлезвийные инструменты. Имейте в виду, однако, что ножи также могут со временем затупиться, и резка без лезвия не даст таких же гладких и одинаковых результатов.
Имейте в виду, однако, что ножи также могут со временем затупиться, и резка без лезвия не даст таких же гладких и одинаковых результатов.
Благодаря конструкции колеса и оси ножа для пиццы простая непрерывная резка больших продуктов, таких как пицца, означает, что вы уменьшаете количество лишнего беспорядка на кухне и обеспечиваете более красивую презентацию, что идеально подходит, если у вас есть хорошая еда.
Почему нож для пиццы затупился?
Итак, вы обнаружили, что нож для пиццы затупился, и не знаете, почему это произошло. Если он у вас уже давно и вы использовали его долгое время, это, вероятно, из-за постоянного использования.
Однако другой причиной может быть то, что вы используете нож для пиццы не на той поверхности. Нож для пиццы можно затупить с таких поверхностей, как камень, сталь или кастрюли, поскольку они твердые, тогда как такие материалы, как дерево или пластик, идеальны, поскольку они мягче и позволяют избежать дальнейших повреждений.
Всегда лучше думать о ноже для пиццы как об остром ноже. Как и ножи, ножи для пиццы могут затупиться из-за продолжительного или неправильного использования. Несмотря на то, что они могут выглядеть по-разному из-за круглого лезвия ножа для пиццы, оно становится тусклым, поскольку не является естественным острым лезвием.
Из-за того, как нож для пиццы работает при прокручивании, лезвие равномерно используется по всему краю.
Однако, если вы оказываете большое давление на круг, особенно на твердой поверхности, как упоминалось ранее, это в конечном итоге приведет к затуплению лезвия, и оно не сможет эффективно резать.
Можно ли наточить нож для пиццы?
Как и большинство кухонных принадлежностей, ножи для пиццы можно затачивать и обслуживать. Хотя это может быть немного сложно в первый раз, когда вы делаете это из-за нетрадиционной формы, это становится проще, чем больше вы обслуживаете нож для пиццы.
Чтобы заточить нож для пиццы, вы должны держать его под углом 45 градусов и затачивать колесо изнутри наружу. Имея его под таким углом, он с меньшей вероятностью выйдет из-под контроля, и у вас будет лучшее сцепление.
Смочите нож для пиццы, отшлифуйте его о камень и надавите, чтобы убедиться, что края заточены.
Инструменты, которые можно использовать для заточки ножа для пиццы, включают точильные камни и точилки для ножей. Всегда следуйте инструкциям, прилагаемым к выбранному вами инструменту, чтобы убедиться, что вы используете его правильно, чтобы предотвратить необратимое повреждение инструмента для заточки, а также самого резака для пиццы.
Однако самым важным аспектом является обеспечение надежного захвата ножа для пиццы, так как вначале может быть трудно маневрировать колесом.
На каких поверхностях лучше всего использовать нож для пиццы?
Как упоминалось ранее, нож для пиццы лучше всего использовать на более мягких поверхностях, таких как дерево и пластик. Лучше всего использовать древесину, поэтому в ресторанах пиццу часто подают на деревянных досках.
Лучше всего использовать древесину, поэтому в ресторанах пиццу часто подают на деревянных досках.
Если вы решили использовать деревянную разделочную доску, выберите более твердую древесину, так как она прослужит долго. Хотя ножи для пиццы, вероятно, потребуют заточки в какой-то момент их жизни, это поможет сократить количество раз, когда вам придется это делать.
Всегда думайте о своем ноже для пиццы как об остром ноже и копируйте поверхности, на которых вы бы использовали острый нож, однако также обратите внимание, что круглое лезвие имеет уникальную и необычную форму для лезвия и поэтому требует особого ухода.
Имейте в виду, что если вы используете нож для пиццы на твердых поверхностях, это может привести к царапинам, которые не подлежат ремонту. Точно так же более мягкая древесина также может быть уязвима для царапин, которые хорошо видны благодаря более светлому цвету.
Выбирая твердую древесину, вы не только используете материал, безопасный для лезвия ножа для пиццы, но и царапины и порезы не будут столь заметны благодаря более темному цвету твердой древесины.
Можно ли использовать нож для пиццы на камне?
Хотя камни используются для заточки ножей для пиццы, они часто являются причиной затупления посуды.
Каменные поверхности могут повредить нож для пиццы при регулярном использовании из-за твердости поверхности. Лучше любой ценой избегать использования ножей для пиццы на каменных поверхностях. Это приведет только к дальнейшему повреждению и денег на ремонт или замену.
Многие люди предпочитают использовать точилки для ножей или точильные камни, так как они могут немного помочь в поддержании захвата ножа для пиццы и снизить риск повреждения.
Точилки для ножей, вероятно, являются лучшим вариантом, потому что ножи для пиццы очень похожи на острые ножи и требуют такого же ухода, как и они.
Также можно использовать точильные камни, которые являются популярным выбором, но они могут не заточить нож для пиццы так, как хотелось бы, из-за движения колеса ножа для пиццы.
Дать ли пицце остыть перед нарезкой?
Это не повлияет напрямую на остроту лезвия, но рекомендуется дать пицце остыть перед нарезкой, так как это предотвратит соскальзывание сыра с пиццы на лезвие.
Имейте в виду, что если большое количество сыра заблокирует нож, это может привести к излишнему давлению на нож при попытке продолжить нарезку и, следовательно, к затуплению краев, особенно при резке на твердой поверхности.
Если вы немного подождете, прежде чем резать, вы сможете избежать этого сценария и приложить необходимое усилие к резанию и, таким образом, сохранить остроту лезвия.
Знание того, когда лучше всего резать пиццу, поможет вам максимально эффективно использовать нож для пиццы и уменьшит преждевременное повреждение лезвия.
Хотя ножи для пиццы не являются самым дорогим товаром, это позволит не тратить на них больше денег, потому что они постоянно затупляются, а у вас нет инструментов для их обслуживания и заточки.
В заключение, ножницы для пиццы могут быть небольшой утварью на кухнях по всему миру, но, как и ножи, их необходимо правильно использовать и обслуживать как таковые. Если вы неправильно используете нож для пиццы, он может быть поврежден и нуждаться в заточке, прежде чем полностью сломается.
Хотя это не самая дорогая утварь на кухне, последнее, что вы хотите делать, это время от времени тратить больше денег на ножи для пиццы, когда их можно просто заточить, чтобы решить проблему.
Следуя рекомендациям и советам, приведенным в этом руководстве, вы сможете извлечь максимальную пользу из своего ножа для пиццы и, возможно, найдете для него больше применения в будущем, будете ли вы использовать его для овощей, пирожных или даже обоев!
Всегда помните о том, что по возможности не используйте нож для пиццы на твердых поверхностях, и старайтесь инвестировать в разделочные доски из твердых пород дерева, чтобы поддерживать нож в хорошем состоянии без необходимости часто его затачивать.
Когда дело доходит до заточки лезвия, лучше всего использовать точилку для ножей и постараться наклонить лезвие под углом 45 градусов, чтобы обеспечить лучший захват.
Делая это, вы снижаете риск для лезвия и себя. Ножницы для пиццы стали неотъемлемой частью любой кухни, и легко понять, почему.
От скромных ножниц для обоев до основной посуды для пиццы, ножницы для пиццы очень уникальны и просты по своей конструкции, но при этом обеспечивают наилучшие результаты.
3 способа заточки Наконечник режущего инструмента OneWay Easy-Core Core
Наконечник режущего инструмента OneWay Easy-Core System представляет собой мощную режущую динамо-машину, которую необходимо часто затачивать.
Как затачивать наконечник фрезы OneWay Easy-Core?
Существует несколько способов заточки фрезы OneWay Easy-Core. Вы можете заточить вручную с помощью алмазного точила, или есть несколько способов заточки Easy-Core Cutter на вашей станции заточки.
Как не затачивать односторонний резак
Возможно, вы смотрели на резак, установленный на стойке ножа системы одностороннего керна, и думали: «Я могу просто оставить резак в ноже и перенести всю рукоятку ножа на точилку. ”
Это не сработает, кроме того, вам нужно будет заточить установочный винт, чтобы заточить верхнюю поверхность резака.
Но не волнуйтесь, вы не одиноки, я тоже думал об этом. Есть лучшие способы заточить кончик резака, продолжайте читать.
В этой статье я расскажу вам о трех различных способах заточки наконечника фрезы OneWay Easy-Core.
Частота заточки режущей кромки
Если режущая кромка затупилась, для вырезания сердцевины потребуется большее усилие на режущем ноже. Дополнительное давление может привести к тому, что траектория ножа отклонится и изменится, а траектория резания станет шире, чем необходимо.
Наконечник керновой системы Easy-Core — это рабочая лошадка всей керновой системы, и он должен оставаться острым.
Каждая древесина различна и затупляет режущий кончик с разной скоростью.
Я обнаружил, что сухая твердая древесина может быть жесткой для наконечника кернореза. Иногда наконечник фрезы может потребоваться несколько раз заточить только для одного разреза агломерационной чаши.
С другой стороны, зеленая влажная древесина может стать мечтой для извлечения сердцевины. Я вырезал сердцевину из нескольких заготовок чаши из зеленой вишни, и мне нужно было только один раз заточить наконечник OneWay Cutter.
Когда затачивать
Если вы заметили, что нож OneWay Coring не так быстро продвигается к режущему проходу, возможно, пришло время заточить кончик ножа.
Другим признаком того, что режущий наконечник нуждается в повторной заточке, является размер пыли и стружки.
Разрез, сделанный OneWay Easy-Core Cutter, представляет собой гибрид соскабливания и разреза. Острым лезвием ножа вы, вероятно, увидите пыль на торцевых участках и некоторую волнистую стружку на боковых срезах, в зависимости от древесины.
Когда лезвие резака затупилось, при срезе будет образовываться более мелкая пыль, а при срезе боковых волокон стружка также может превратиться в пыль.
Если вы видите дым, исходящий из кернового реза, скорее всего, кончик резака необходимо немедленно заточить, а усилие, используемое для выполнения реза, скорость токарного станка или давление на рукоятку, или и то, и другое, необходимо уменьшить.
Перед тем, как заточить наконечник резака
Перед заточкой режущий инструмент OneWay Easy-Core необходимо снять с режущего ножа.
Верхнюю поверхность фрезы необходимо отшлифовать до гладкости, а выступающий шестигранный винт будет мешать процессу заточки.
Осторожно выкрутите шестигранный винт из режущей головки с помощью шестигранного ключа и поместите его на магнит или магнитный лоток. Этот маленький винт довольно маленький, и если его уронить на пол, покрытый стружкой, его можно легко потерять.
Также рекомендуется очистить от пыли лезвие ножа OneWay Coring System и само отверстие для винта. Это обеспечит правильную посадку режущего наконечника при его возврате.
Это обеспечит правильную посадку режущего наконечника при его возврате.
Держите под рукой емкость с водой, чтобы охладить резак, так как он может сильно нагреться в процессе заточки.
Затачивание ножа OneWay вручную
Самый быстрый и простой способ заточки наконечника ножа OneWay Easy-Core — вручную с помощью простой алмазной заточки.
Есть проблема с заточкой или хонингованием вручную, и это точность. Сохранение заводских углов и кромок на кончике фрезы может оказаться сложной задачей при ручном хонинговании.
Чтобы устранить слишком много различных направлений движения, положите алмазный точильный станок на плоскую поверхность. Плоская поверхность сохраняет стабильность одной части уравнения.
Вы не хотите держать заточку в одной руке, а режущий наконечник в другой. Это создаст множественные движения органической жидкости, и результатом будут изогнутые поверхности вместо острых, четких скосов резака.
Что требует заточки
Есть только три поверхности, требующие внимания: плоская верхняя поверхность и два скошенных края режущего острия.
Нет необходимости затачивать какие-либо другие области наконечника резака OneWay, потому что единственные поверхности, на которых делаются разрезы, — это вершина и заостренный кончик.
Я упомяну об этом, потому что это есть в инструкции, но это кажется довольно очевидным. Канавки в нижней части фрезы НЕ затачиваются. Они должны оставаться такими, какие они есть, потому что они захватывают и сцепляются с поверхностью режущего ножа.
Заточка вручную
С помощью алмазного хонингования на плоской поверхности начните с хонингования плоской верхней поверхности режущей головки. Плавными, плавными движениями проведите фрезой вверх дном по алмазному заточку.
После того, как вся верхняя поверхность резака OneWay станет чистой и гладкой, можно переходить к кончику, указанному стрелкой.
Заостренный наконечник — самая сложная часть процесса заточки. Не торопитесь и расположите руку так, чтобы каждый острый угол был на одном уровне с поверхностью алмазного шлифования.
Отрегулируйте свое положение, пока скошенная поверхность режущей кромки не станет плоской на хонинговальном станке. Просто совместите существующие углы на кончике фрезы.
Рекомендуется положить запястье на плоскую поверхность, чтобы стабилизировать движения вперед и назад.
Двигайте режущую головку вперед и назад, пока каждый скошенный край снова не станет чистым и четким.
Хотя этот метод ручной заточки и работает, поддерживать постоянство не так-то просто. Когда я это сделал, со временем углы лезвий фрезы немного сместились, а плоские режущие поверхности стали скорее округлыми, чем плоскими.
Потеря углов режущей кромки
Со временем углы режущей кромки могут немного сместиться и измениться, а то и хуже.
Углы скоса наконечника должны составлять 45° сверху вниз, а острие стрелки состоит из двух углов по 20°, которые встречаются посередине.
Конечно, как и в случае с многочисленными возможными углами выемки чаши, они не обязательно должны быть точными, но, вероятно, и не должны отклоняться слишком сильно.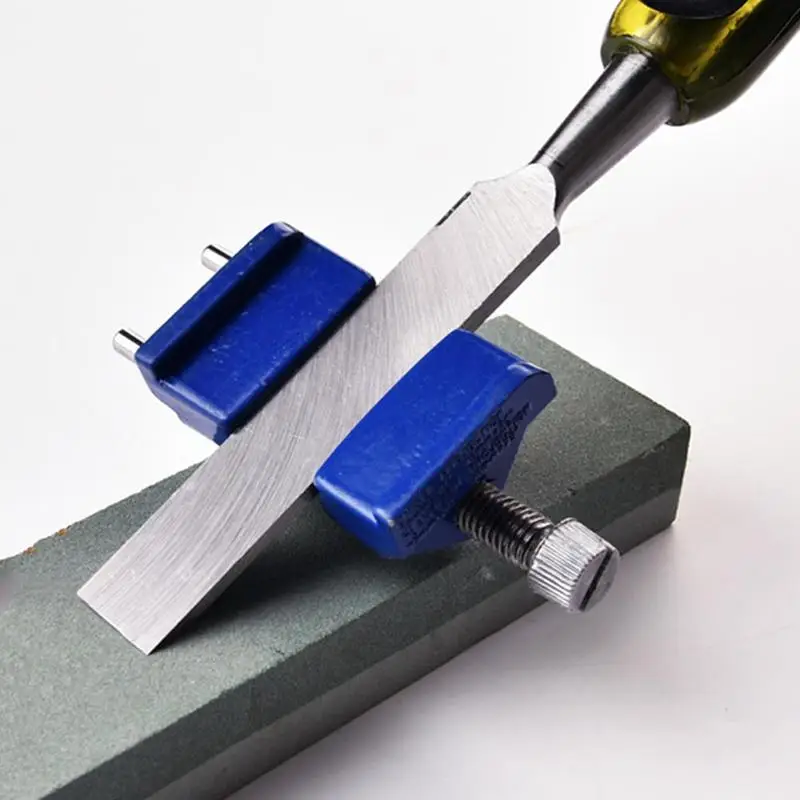
Можно ли затачивать фрезы OneWay Easy-Core на эльборовом круге?
Да, фрезу можно затачивать на эльборовом круге вручную или с помощью приспособления для заточки фрез OneWay Easy-Core.
Нож для заточки на ручном колесе
Второй способ заточки ножа для керновой системы Easy-Core заключается в использовании точильного круга на станции заточки и удерживании кончика ножа рукой.
Из-за небольшого размера режущей кромки контакт с точильным кругом немного раздражает. Если эта идея не для вас, перейдите к следующему способу заточки резака или попробуйте зажать кончик резака плоскогубцами.
Заточка на круге вручную требует установки площадки для заточки под углом, наилучшим образом совпадающим с угловыми скосами на кончике фрезы. Отрегулируйте платформу для заточки перед включением шлифовального станка.
Используйте самый лучший точильный круг, который у вас есть. Я использую круг из CBN с зернистостью 180 для заточки наконечников фрез OneWay Easy-Core.
Убедитесь, что платформа находится как можно ближе к заточному кругу. Любой зазор может позволить резаку зацепиться и уйти вниз.
Будьте в безопасности у точильного круга
Разумеется, наденьте все защитное снаряжение (защитные очки, перчатки, лицевой щиток также не помешает), на всякий случай.
Кроме того, наденьте пылезащитный чехол с пылевыми фильтрами 3M 2097, потому что металлическая стружка из вашей системы заточки гораздо более вредна, чем вы можете себе представить.
Не торопитесь и осторожно подвиньте режущие поверхности одну за другой в положение, при котором они соприкасаются с поверхностью точильного круга. Делайте только кратковременный легкий контакт и часто проверяйте поверхность.
Достаточно пары легких касаний колеса, чтобы восстановить кромку на фасках фрезы. Будьте осторожны, чтобы не резать слишком долго или со слишком большим давлением, потому что вы можете быстро изменить форму всего лезвия, затачивая слишком долго.
Приспособление для заточки фрез Easy-Core
Третий и текущий способ заточки фрезы OneWay — это приспособление для заточки фрез Easy-Core.
Когда я сказал, что помогу вам узнать все, что я знаю о точении деревянных чаш, я имел в виду именно это. Видите ли, теперь вы знаете два способа, которые работают без необходимости выполнять все эти шаги, если вы этого не хотите. Ха!
Безусловно, самый простой способ заточить эту маленькую режущую головку OneWay — использовать приспособление для заточки ножей Easy-Core. Приспособление действует как держатель и направляющая для удержания режущей головки, когда вы приводите ее в контакт с точильным кругом.
Использование приспособления для заточки фрез Easy-Core
Еще одной важной причиной для использования этого приспособления является то, что оно поставляется с шаблоном угловой платформы. При выключенном шлифовальном станке расположите платформу с помощью прилагаемого углового шаблона, и платформа будет установлена. Не нужно гадать или суетиться.
Не нужно гадать или суетиться.
Точилка поставляется с дополнительным винтом, который короче и вставляется в наконечник ножа, не мешая. Таким образом, верхняя поверхность фрезы четко видна и готова к гладкой заточке.
Первый проход для заточки
Используйте шаблон платформы с меньшим углом, который составляет 90°, чтобы настроить платформу для заточки на 90°. Это будет угол, необходимый для заточки верхней поверхности фрезы.
Прикрепив режущую головку к приспособлению, положите приспособление на бок на платформу и слегка прикоснитесь к вращающемуся заточному кругу, чтобы сгладить верхнюю поверхность.
Вторые проходы заточки
Затем используйте шаблон 45° или больше, чтобы настроить платформу на 45°. Опять же, с приспособлением, лежащим на боку на платформе, поднесите заостренный конец фрезы к точильному кругу.
Угол платформы учитывает скос поднутрения под углом 45°, но вам нужно будет аппроксимировать два угла по 20°, образующих острие.
Аккуратно коснитесь круга, пока одна сторона не станет 20°, и заточите поверхность гладкой и чистой. Затем поверните приспособление в сторону на противоположный угол и повторите угол 20° с другой стороны.
Заточка завершена
После того, как резак OneWay станет чистым, блестящим и гладким, осторожно верните его в канавки на режущем ноже.
Закрепите резак с помощью шестигранного винта и затяните винт шестигранным ключом.
Вы должны заметить более естественный и гладкий срез после того, как острую режущую головку вернули на нож OneWay Coring Cutting Knife.
По своему опыту могу заверить вас, что частая заточка ножа OneWay необходима в процессе обработки заготовок аэрационных стаканов с помощью системы OneWay Easy-Core.
На самом деле, как часть моей подготовки к вырезанию сердечника из деревянных чаш с помощью системы Oneway Coring System, я заранее затачиваю все режущие кромки, чтобы они были загрунтованы и готовы к резке на сто процентов.
Заточку можно выполнить вручную с помощью простого алмазного точила или, что более точно, с помощью специального приспособления для заточки. В любом случае, держите резак острым, и процесс удаления керна будет проходить гладко.
Полный список всех продуктов системы Oneway Easy-Core см. в «Рекомендованном руководстве по отбору проб».
Чтобы понять, как определить размеры и приобрести подходящие детали системы керноотборного станка Oneway Easy-Core для вашего токарного станка, обязательно прочитайте эту статью.
Подробную информацию о заготовках аэрационных чаш с помощью этой системы можно найти в полной иллюстрированной статье How To Use the Oneway Easy-Core System.
БОНУС: Дополнительные советы по заточке наконечника одностороннего сверлильного станка см. в этой статье, которую я узнал от Гленна Лукаса.
Острые инструменты необходимы для токарной обработки дежи. Прочтите следующие статьи:
• МЕТОДЫ ЗАТОЧКИ ЧАШЕЧНОЙ СТРУБКИ, ШАГ ЗА ШАГОМ
• КАК ЗАТОЧИТЬ ЦЕПНУЮ ПИЛУ – ИЛЛЮСТРИРОВАННОЕ РУКОВОДСТВО
• РУКОВОДСТВО ПО ЗАТОЧКЕ СКРЕБКА (УГОЛ СКАСКИ, ЗАРЕЗ, КАК СДЕЛАТЬ) • УГЛЫ ЗАТОЧКИ BOWL GOUGE – НЕОЖИДАННЫЙ ОТВЕТ
Happy Turning,
Kent
Как заточить диагональные кусачки – 2 метода застежки.
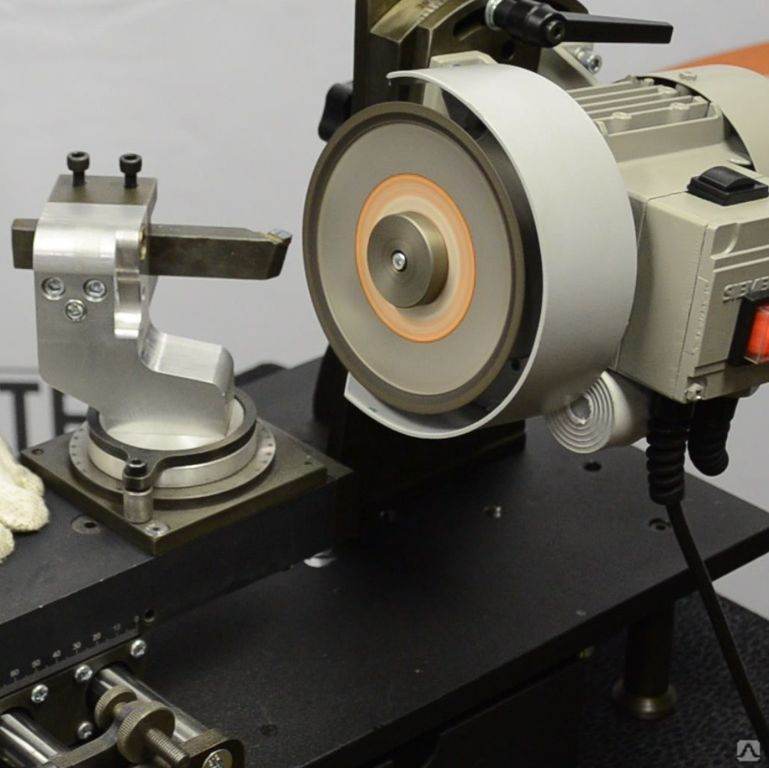 Их также можно использовать как плоскогубцы для вытягивания скоб или средство для удаления скоб, небольших гвоздей и полос из деревянных полов и мебели. Их заостренные кончики легко проходят под скобами, а слегка изогнутая головка обеспечивает рычаг для извлечения скоб и кнопок.
Их также можно использовать как плоскогубцы для вытягивания скоб или средство для удаления скоб, небольших гвоздей и полос из деревянных полов и мебели. Их заостренные кончики легко проходят под скобами, а слегка изогнутая головка обеспечивает рычаг для извлечения скоб и кнопок.
Основная задача бокорезов — резка. У них острые режущие кромки, которые легко перерезают провода и другие предметы. Однако резцы со временем затупляются и перестают эффективно резать или вообще не режут. Когда это происходит, приходится либо затачивать края, либо вообще заменять инструмент.
Содержание
- Признаки тупых бокорезов
- Как заточить тупые бокорезы
- Способ 1: Использование точильного камня или напильника
- Способ 2: Использование инструмента Dremel
Лично я предпочитаю сначала заточить кусачки, прежде чем рассматривать их утилизацию. Если только лезвия не подлежат восстановлению. Итак, в этой статье я поделюсь своими действиями при заточке тупых диагональных плоскогубцев. Но сначала, какие признаки говорят о том, что кусачки нуждаются в заточке или замене.
Но сначала, какие признаки говорят о том, что кусачки нуждаются в заточке или замене.
Вы знаете, что кусачки тупые и их нужно заточить, если:
- Кусачки не могут резать за один раз
- Лезвия прижимают проволоку вместо того, чтобы резать
- Кусачки оставляют хвосты с обеих сторон разрезаемого объекта
- Режущая кромка на ощупь и выглядит плоской и тусклой
- Режущая кромка покрыта ржавчиной
Но если лезвия слишком надрезаны или не закрываются полностью, я предлагаю заменить плоскогубцы.
Вы также можете подумать о замене дамбы, если фрезы не собираются вместе, когда вы смыкаете челюсти. Кусачки не закрываются, это означает, что губки согнуты и не могут сделать чистый срез, даже если лезвия острые.
Еще один способ определить, согнуты ли челюсти, это сомкнуть их и посмотреть на них с кончика. Кончики должны выровняться, если челюсти не согнуты. Кроме того, вы не должны видеть источник света, когда смотрите на него через сомкнутые челюсти.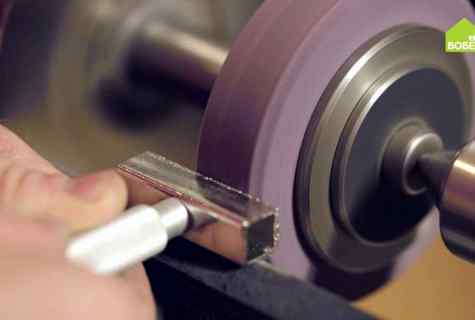
Как заточить тупые бокорезы
Метод 1: Заточка с помощью плоского напильника или точильного камня
Шаг 1: Сборка инструментов
Для начала упражнения по заточке вам потребуются следующие инструменты и расходные материалы.
- Плоский напильник, точильный камень или алмазный напильник
- Пара тупых напильников
- Таз со смесью средства для мытья посуды и воды
- Тряпка
- Раствор уксуса (опционально)
- Машинное масло Этап 2
- Как понять, что кусторезу требуется заточка
- Подготовка к заточке кустореза
- Заточка кустореза с помощью плоского напильника
- Удаление заусенцев с помощью бруска
- Должен ли я точить кусторез самостоятельно или обратиться к профессионалу?
- Плоский напильник
- Точильный камень
- Мягкая ткань
- Вода
- Растворитель смолы STIHL
- Защитная одежда
- Рабочие перчатки
- Защитные очки или защита для лица
- Всегда напиливайте по направлению к режущей кромке. Плоский напильник предназначен для работы только в одном направлении, и этот метод обеспечивает идеально острое лезвие.
- При заточке кустореза старайтесь использовать напильник под рекомендуемым углом заточки, который подробно описан в разделе «Технические данные» инструкции по эксплуатации вашего инструмента.
- Напильник эффективен только при движении вперед, поэтому его следует отрывать от поверхности, когда вы перемещаете его назад: избегайте «распиливания» поверхности напильником вперед и назад, так как это может снова затупить режущую кромку.
- Вы всегда должны быть осторожны, чтобы не снять слишком много материала во время заточки: предел истирания составляет 5 мм. Если вы отпилите больше, чем это, прочность материала может быть нарушена, что сделает ваш кусторез непригодным для использования.
- Используйте одинаковое количество ходов напильника для каждой режущей кромки, чтобы все лезвия имели одинаковую длину на конце.

- Заточка является частью текущего обслуживания вашего кустореза
- Перед заточкой необходимо очистить лезвия и увлажнить их перед использованием точильного камня
- Плоский напильник — хороший инструмент для заточки
- Заусенцы должны быть удалены с помощью точильного камня
- Нанесите растворитель смолы для восстановления защиты от коррозии
- Если вы хотите быть уверены, что ваш кусторез заточен правильно, обратитесь к одному из наших дилеров
3 Чистящие инструменты
Очистите накладки средством для мытья посуды и вытрите насухо тряпкой. Для удаления грязи можно использовать старую зубную щетку. Если плоскогубцы заржавели, замочите их в уксусе или попробуйте любой другой метод удаления ржавчины, описанный в этом окончательном руководстве по очистке и обслуживанию плоскогубцев.
Шаг 3: Установите дамбы в тиски
Полностью откройте пару тупых дамб и закрепите их в тисках. Зажмите открытые рукоятки плоскогубцев тисками так, чтобы кусачки были направлены вверх.
Шаг 4: Напилите или подточите режущую кромку
Возьмите ручной напильник или точильный камень и расположите его точно под тем же углом, что и скос на режущей кромке. Слегка надавливая на файл, перетащите его по режущей кромке от оси к кончику в одном направлении. Сохраняйте одинаковый угол и давление на протяжении всего хода, чтобы обеспечить постоянство.
Начните с внутренней стороны одного лезвия, затем снаружи. Сделайте не менее 5 взмахов с каждой стороны двух режущих лезвий.
Поскольку вы не хотите удалять много материала, используйте гладкий напильник и слегка надавите. Удаление большого количества материала с кромки может вызвать смещение губок и, следовательно, сделать плоскогубцы бесполезными.
Шаг 5. Проверка плоскогубцев
После завершения заточки выньте плоскогубцы из тисков и проверьте, стали ли они лучше резать. Попробуйте разрезать проволоку из разных материалов и разной толщины, чтобы узнать, режут ли остро заточенные плоскогубцы легче или их нужно больше заточить. Если они все еще кажутся тупыми, повторите последний шаг и проверяйте, пока они не станут такими острыми, как вам нужно.
Если они все еще кажутся тупыми, повторите последний шаг и проверяйте, пока они не станут такими острыми, как вам нужно.
Шаг 6: Протрите лезвия
Протрите лезвия влажной тканью, чтобы удалить металлические опилки и пыль с бруска.
Шаг 7: Нанесите машинное масло на лезвия
Нанесите несколько капель машинного масла на металлическую часть плоскогубцев и хорошо распределите, чтобы предотвратить ржавчину. Нанесите еще несколько капель масла вокруг шарнира и откройте и закройте ручки, чтобы масло проникло внутрь. Это освободит шарнир и защитит его от ржавчины.
Теперь ваши бокорезы готовы к следующей работе. Наконец, сделайте регулярной заточку и техническое обслуживание дамб, чтобы поддерживать их в хорошем состоянии все время.
Способ 2. Заточка кусачек с помощью дремеля
Если у вас есть вращающийся инструмент, такой как дремель, вы можете использовать его для заточки тупых диагональных кусачек. Все, что вам нужно, это правильный шлифовальный диск. Алмазный диск Dremel лучше всего подходит для заточки закаленных резцов плоскогубцев. Ниже я разместил ссылку на лучший алмазный отрезной круг для инструмента Dremel на Amazon.
Алмазный диск Dremel лучше всего подходит для заточки закаленных резцов плоскогубцев. Ниже я разместил ссылку на лучший алмазный отрезной круг для инструмента Dremel на Amazon.
Купить алмазный отрезной круг SpeedClic на Amazon
Шаги
Шаг 1: Соберите инструменты
Соберите инструменты, которые вам понадобятся для упражнения, и настройте рабочую станцию. Инструменты включают тупые кусачки, дремель и отрезной диск, тиски и
Шаг 2: Очистите плоскогубцы
Очистите плоскогубцы мыльной водой и вытрите насухо куском ткани. Если они ржавые, начните с замачивания их на ночь в домашнем растворе для удаления ржавчины, таком как уксус. Кроме того, вы можете использовать коммерческий раствор для удаления ржавчины, такой как Evapo-Rust. Он творит чудеса и занимает меньше времени, чтобы воздействовать на ржавчину.
Шаг 3: Закрепите плоскогубцы в зажиме тисков
Полностью откройте губки затупленных плоскогубцев и закрепите плоскогубцы в тисках за рукоятки так, чтобы губки были направлены вверх. Тиски помогают удерживать плоскогубцы от смещения во время заточки. Это помогает равномерно заточить все стороны режущей кромки, чтобы не повредить плоскогубцы.
Тиски помогают удерживать плоскогубцы от смещения во время заточки. Это помогает равномерно заточить все стороны режущей кромки, чтобы не повредить плоскогубцы.
Шаг 4: Установите алмазный отрезной диск на вращающийся инструмент
Установите алмазный отрезной диск на дремель и включите инструмент. Причиной выбора алмазного диска является то, что вы можете использовать его плоскую поверхность для шлифовки, и он устойчив к закаленным поверхностям.
Шаг 5: Заточите ножи
Используйте плоскую поверхность диска для заточки. Просто поместите его под тем же углом, что и заводской край, и работайте от задней части края к кончику. Перемещайте его медленно и не оказывайте давления, чтобы не забрать много материала. Просто шлифуйте, пока край не станет блестящим. Достаточно 2-4 проходов.
Отшлифуйте как внутреннюю, так и внешнюю кромки на обоих фрезах и сделайте одинаковое количество ходов, чтобы предотвратить смещение фрез.
Шаг 5: Проверка
Проверьте новые заточенные кусачки, перерезав проволоку, чтобы убедиться, что они режут лучше. Если они недостаточно острые, повторите последний шаг.
Если они недостаточно острые, повторите последний шаг.
Шаг 6: Нанесите масло
Немного масла на ножи предохранит их от ржавчины и предохранит петлю от заедания. Если вы возьмете в привычку наносить тонкий слой машинного масла на плоскогубцы, они не заржавеют, а губки будут открываться и закрываться с такой легкостью.
Заключительные слова
Заточка кусачек плоскогубцев может увеличить их полезность при резке. Но если вы пытаетесь заточить их тогда, а они все равно кажутся тупыми, лучшее решение — приобрести новые.
Кроме того, если ваши плоскогубцы затупились из-за разрезания стяжек и других легких материалов, не тратьте время на их заточку. Кусачки просто не очень хорошего качества, и вам нужно приобрести себе приличную пару кусачек.
Прочтите эту статью о лучших бокорезах, чтобы узнать о самых надежных дамбах с закаленными резцами, которые прослужат долго.
Правильная заточка ножниц для живой изгороди | STIHL
Смола и толстые ветки со временем затупляют режущие лезвия. Мы объясняем, как можно быстро и легко заточить кусторез.
Мы объясняем, как можно быстро и легко заточить кусторез.
Список содержимого
Как понять, что ваш кусторез для живой изгороди нуждается в заточке
Ваш кусторез уже не так эффективен, как раньше? Это не редкость: частое использование затупляет лезвия резака, поэтому их нужно заточить. Возможно, проблема связана с другой проблемой, поэтому проверьте следующие симптомы, чтобы быстро определить вероятную причину:
Ветки продолжают застревать в триммере зубья во время обрезки, поэтому они блокируют инструмент, не разрезая их, это говорит о том, что верхнее и нижнее лезвия кустореза больше не соприкасаются, а не указывает на необходимость заточки. Это происходит из-за того, что прокладки между лезвиями со временем изнашиваются. Ваш дилер может исправить это, заменив прокладки для вас.
Это происходит из-за того, что прокладки между лезвиями со временем изнашиваются. Ваш дилер может исправить это, заменив прокладки для вас.
Ветки срезаются неровно
Если ваш бензиновый или электрический кусторез оставляет после себя неровный и потрепанный край, это означает, что вам необходимо заточить лезвия кустореза. Вы можете обратиться к одному из наших дилеров для заточки ножниц для живой изгороди, или, как вариант, вы можете привести инструмент в идеальное состояние самостоятельно, приложив немного терпения.
Для правильной заточки электрического кустореза вам потребуются следующие инструменты и материалы:
Инструкции: заточка кустореза
В идеале заточку следует выполнять до того, как на лезвиях появятся видимые признаки износа.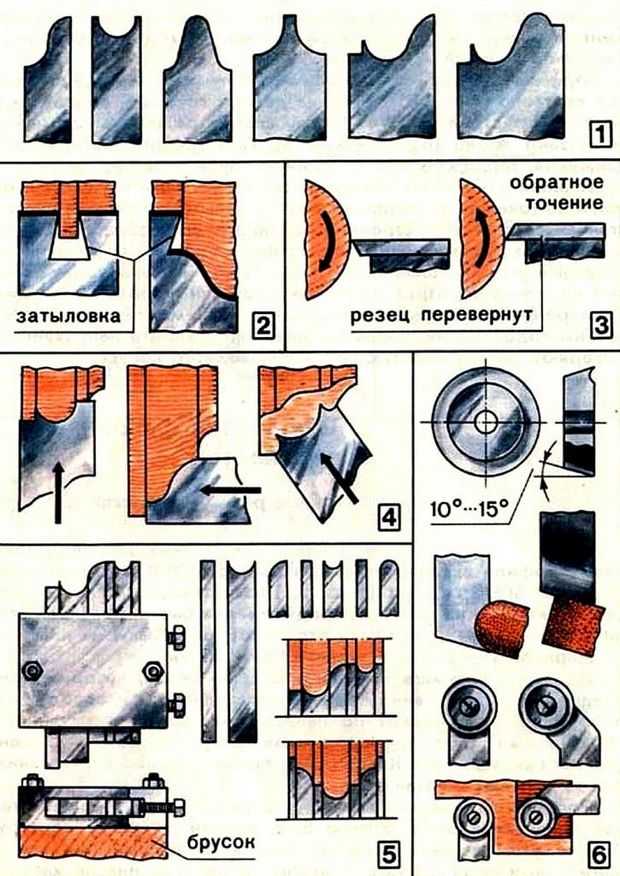 Помните, что срок службы кустореза во многом зависит от регулярного технического обслуживания. Таким образом, мы рекомендуем проводить заточку после каждых 50 часов использования, чтобы обеспечить постоянную производительность стрижки и позволить вам наслаждаться своим кусторезом в течение длительного времени. Вы также можете найти всю важную информацию о заточке кустореза в инструкции по эксплуатации.
Помните, что срок службы кустореза во многом зависит от регулярного технического обслуживания. Таким образом, мы рекомендуем проводить заточку после каждых 50 часов использования, чтобы обеспечить постоянную производительность стрижки и позволить вам наслаждаться своим кусторезом в течение длительного времени. Вы также можете найти всю важную информацию о заточке кустореза в инструкции по эксплуатации.
Важные меры предосторожности:
Прежде чем приступить к заточке, подумайте, как лучше защитить себя. Надевайте защитные очки и перчатки из прочного материала, чтобы предотвратить травмы. Вы также должны убедиться, что ваш инструмент не может случайно запуститься или соскользнуть во время заточки.
Шаг 1: очистите зубья
Во время использования растительный сок и смола скапливаются на режущем аппарате кустореза. Удалите эту грязь мягкой тканью, прежде чем приступить к заточке лезвий.
Шаг 2. Заточите лезвия кустореза с помощью плоского напильника
Всего за несколько шагов, необходимых для ручной заточки кусторезов, вы сможете обеспечить длительную эффективность стрижки. Сначала вы будете использовать плоский файл.
Сначала вы будете использовать плоский файл.
Полезно знать: Затачивать следует только режущую кромку каждого зуба. Не подпиливайте встроенную защиту от порезов или оранжевую пластиковую защиту от порезов.
Этап 3: удалите заусенцы с помощью точильного камня
Для этого этапа заточки вам понадобится точильный камень. Используйте его, чтобы сгладить любые заусенцы, которые образовались на нижней стороне лезвий во время заточки.
Переверните кусторез так, чтобы можно было работать с обратной стороной лезвий, и слегка увлажняйте их во время работы. Проведите точильным камнем вдоль каждого лезвия, осторожно проводя движением в направлении кончика и сглаживая шероховатую поверхность по ходу движения.
Шаг 4: уход после заточки
Почти готово! Теперь вам нужно немного поработать над своим только что заточенным кусторезом.
Сначала удалите шлифовальную пыль, образовавшуюся на предыдущих шагах. В процессе опиливания будет удалена защита от коррозии, которая ранее была на лезвиях, поэтому вам необходимо распылить на режущий аппарат растворитель смолы STIHL.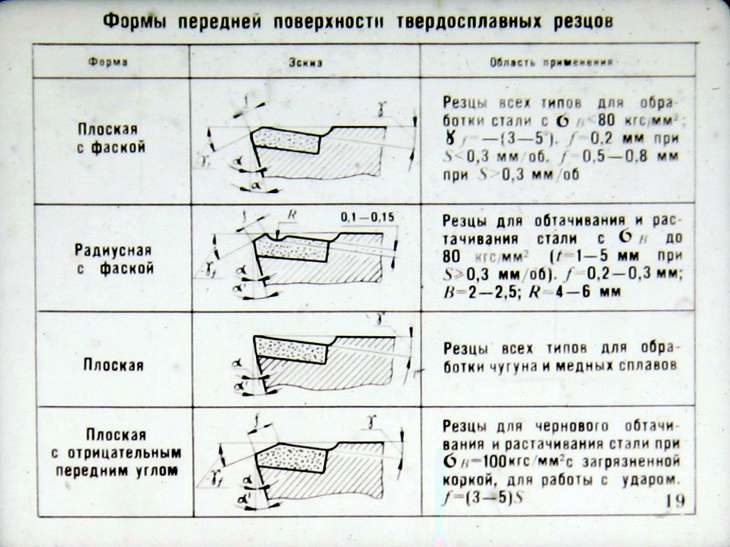 Это гарантирует, что машина будет продолжать работать безупречно и будет служить вам долгие годы
Это гарантирует, что машина будет продолжать работать безупречно и будет служить вам долгие годы
Посмотрите пошаговые инструкции в нашем видео-руководстве:
Должен ли я точить кусторез дома или брать это профессионалу?
Не все уверены в самостоятельной заточке инструментов. Наши дилеры STIHL будут рады помочь и могут профессионально заточить лезвия для достижения оптимального результата без удаления слишком большого количества материала.
Резюме
Часто задаваемые вопросы
Можно ли затачивать лезвия кустореза?
Лезвия ножниц для живой изгороди можно затачивать вручную, и рекомендуется делать это регулярно: для работы потребуется плоский напильник, точильный камень и немного внимательности.
