Заточка сверла: Как заточить сверло по металлу — РИНКОМ
Содержание
Заточка сверл в Санкт-Петербурге, цены
Стоимость заточки свёрл
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Несмотря на то, что сверла стоят недорого, всегда есть смысл затачивать их, а не выбрасывать сразу же, как только они затупились. Мы выполняем быструю заточку изделий следующих типов:
Мы выполняем быструю заточку изделий следующих типов:
- спиральное;
- винтовое;
- перьевое;
- с центром и подрезателями;
- чашечное.
За дополнительную плату в размере 100% к цене заточки изменим угол, под которым расположены режущие плоскости инструмента. Для работы используем профессиональное оборудование и качественные абразивы.
Доверьтесь профессионалам
Неправильный подход к затачиванию сверл – легкий способ привести их в полную негодность. Чтобы этого не произошло, воспользуйтесь услугой нашей мастерской.
Работаем оперативно и доставляем обработанные изделия по обратному адресу. Вам даже не придется никуда ехать. Просто оставьте онлайн-заявку, и мы вышлем курьера.
Заточка сверла по металлу своими руками (приспособление)
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется – конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Таблица типоразмеров Конуса Морзе
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного – причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности – причина: затупление сверла.
4. Перегрев сверла – причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины – это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
Рис.2
Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Рис.3 Правка торца наждачного круга эльборовым резцом.
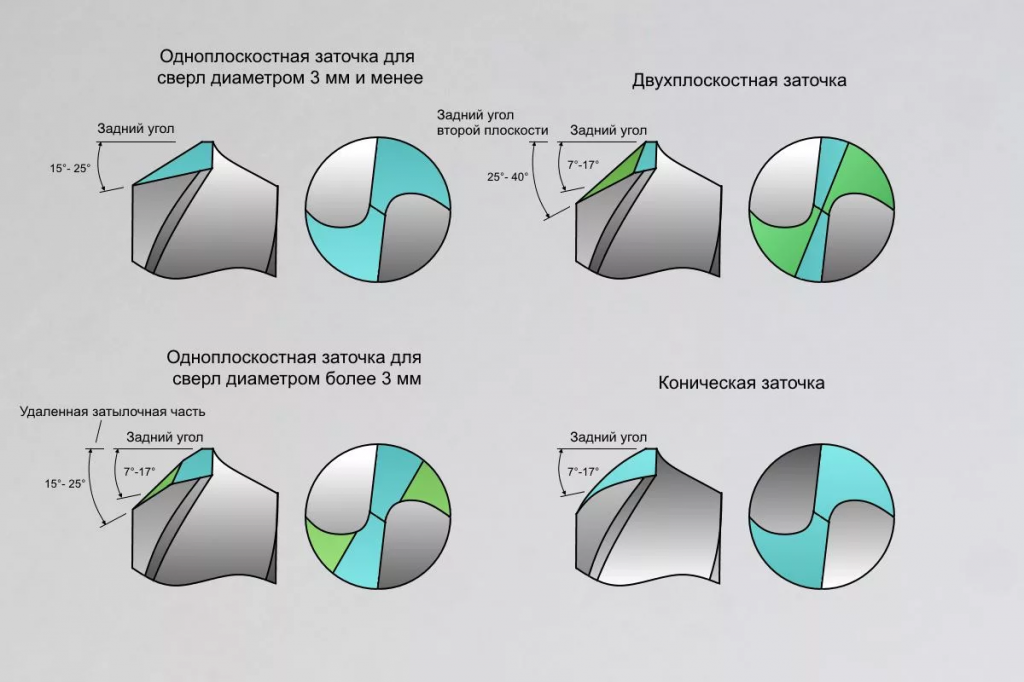
При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточки
Правильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.

Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.
Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.
Основное назначение данного прибора – это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая – бытовая – предназначена для не частого использования в быту, и вторая – « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.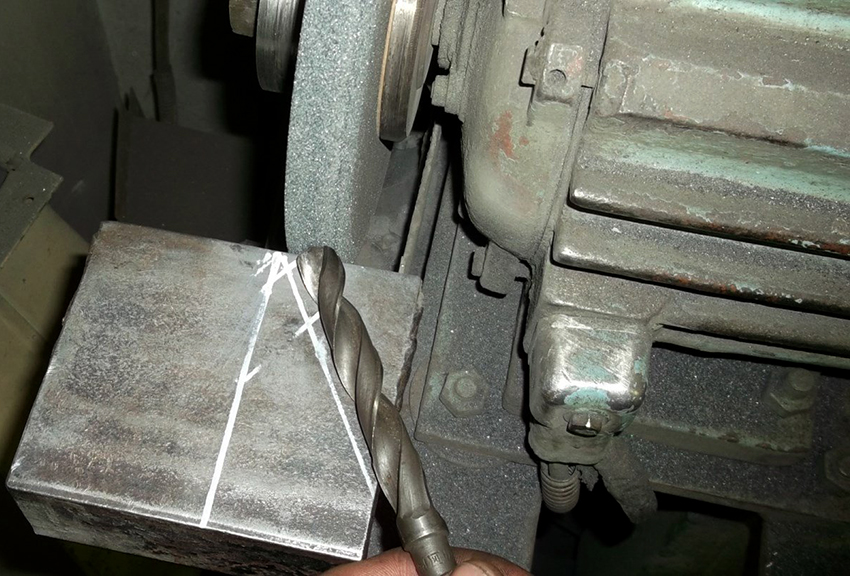
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.
Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Станок для заточки спиральных сверл
Заточка свела на специальных станках
Partner PP-13
Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC – 200 приобретается отдельно.
Дополнительные технические характеристики:
- Габариты – 320×180×190 мм;
- Вес – 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.
- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.
Внимание Уважаемые
|

Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Набор сверл Tormek T8
Набор сверл Tormek T8 включает в себя T8 шлифовальный станок/точило с водяным охлаждением и приспособление для заточки сверл TOR-DBS22 . Восстанавливайте затупившиеся или сломанные сверла до идеальной режущей формы с непревзойденной точностью, которую может обеспечить только Tormek. Экономьте по сравнению с индивидуальной ценой.
Восстанавливайте затупившиеся или сломанные сверла до идеальной режущей формы с непревзойденной точностью, которую может обеспечить только Tormek. Экономьте по сравнению с индивидуальной ценой.
Качество Tormek
Точилка Tormek T8 имеет множество имитаторов, но для тех, кто понимает качество и универсальность этой точилки, замены нет. Качество этой точилки заложено в дизайн, а 7-летняя гарантия производителя свидетельствует о долгосрочной приверженности качеству. Мы не питаем иллюзий, что это недорогая точилка, владение Tormek — это долгосрочная приверженность острым инструментам и ножам.
Повторяемость Tormek
Ключевое слово при заточке методом Tormek — повторяемость. Инструменты направляются в шаблоны, и при каждой заточке вы снимаете лишь малую часть стали, что делает процесс быстрым. Дополнительным преимуществом является то, что ваши инструменты служат дольше. Вы можете настроить инструмент точно под свои нужды. Даже такие сложные формы, как выемки для обработки ногтей, выемки для резьбы по ложкам и овальные косые стамески с закругленным краем, легко затачиваются.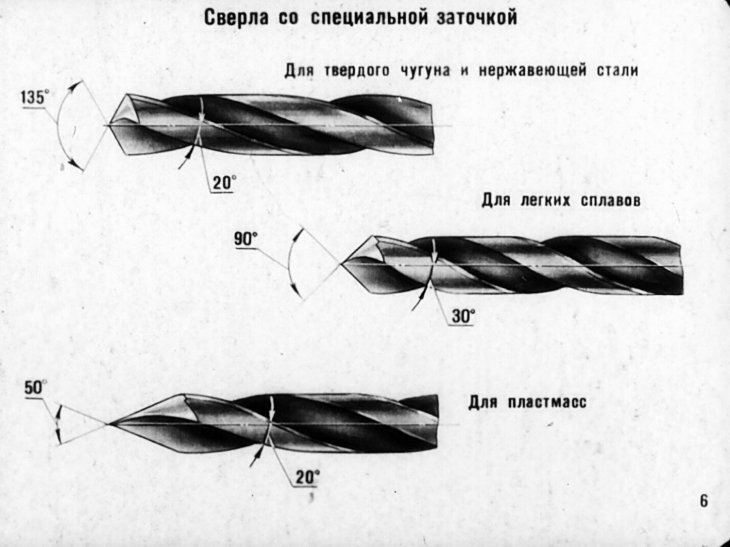 После того, как форма создана, вы можете повторно заточить менее чем за минуту.
После того, как форма создана, вы можете повторно заточить менее чем за минуту.
Надежность и безопасность Tormek
Низкоскоростной точильный камень с водяным охлаждением соответствует физическим законам, управляющим стальным инструментом — лезвие не перегревается и не теряет свою твердость. Вы завершаете процесс заточки на кожаном шлифовальном круге, который позволяет отполировать лезвие до бритвенной остроты. Кроме того, отсутствует шлифовальная пыль, загрязняющая воздух. Частицы стали оседают в желобе для воды. Метод Тормека безопасен. На низкой скорости вы можете полностью контролировать резкость.
Покупка Tormek — это надежное вложение в качество и производительность. Сделано в Швеции.
Этот двигатель предназначен для работы от сети 120 В, мы не предлагаем модели на 220 В и не можем поставлять электрические точилки за пределы США.
Технические характеристики T8:
| Корпус | Литой цинковый верх, рама, опора двигателя и внутреннее ведущее колесо с боковинами из АБС-пластика |
| Точильный камень | 250×50 мм (10″×2″) |
| Кожаный шлифовальный круг | 220×31 мм (8 5/8″×1 7/32″) |
| Индикатор диаметра камня | Да |
| Главный вал, гайка и шайба из нержавеющей стали | Да |
| Ручка для переноски | Да |
| Быстроразъемное соединение для точильный круг | Да |
| Хонингование с помощью SE-77 Приспособление Square Edge на кожаном шлифовальном круге | Да |
| Двигатель 115 В 1~ 60 Гц | 200 Вт (вход) |
| Моторный режим | Непрерывный |
| Рабочая скорость | 90 об/мин |
| Ширина Глубина Высота | 270 мм (10 5/8″) 270 мм (10 5/8″) 330 мм (13″) |
Вес без учета веса.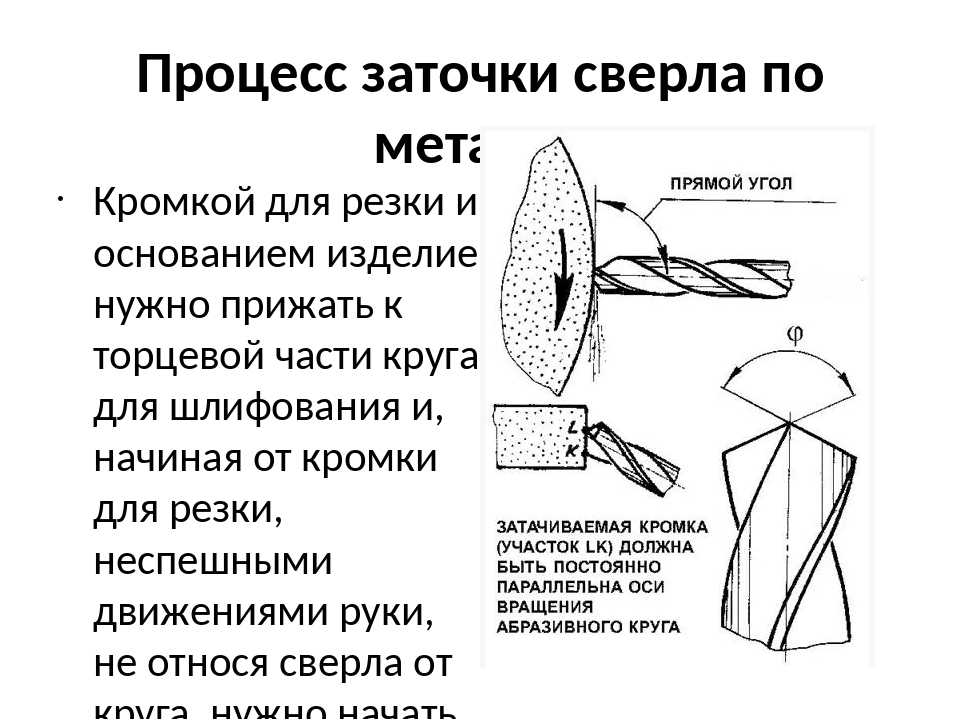 упаковка упаковка | 32,6 фунта |
| Поставляется с — Стандартный точильный камень SG-250 — Кожаный хонинговальный круг LA-220 — Приспособление для квадратных кромок SE-77 — AngleMaster WM-200 — Хонинговальная паста PA-70 — Масло для кожаных колес — Справочник — Инструмент для правки ТТ-50 — Грейдер для камня SP-650 — Поилка T8 — Лоток для хранения T8-00 | Да Да Да Да Да Да Да Да Да Да Да |
| Дополнительные точильные камни — Кремний Blackstone SB-250 — Японский водный камень SJ-250 — Грубый алмаз DC-250 — Мелкий алмаз DF-250 -Сверхтонкий алмаз DE-250 | Да, дополнительно (просмотр) Да, дополнительно (просмотр) Да, дополнительно (просмотр) Да, дополнительно (просмотр) Да, дополнительно (просмотр) |
| Гарантия | 5 лет + дополнительно 3 при регистрации — включает коммерческое использование |
| Включает | |
| Приспособление для заточки сверл С DBS-22 теперь вы можете заточить сверла с высочайшей точностью.  Оптимальные углы при вершине и задний угол могут быть установлены в соответствии с каждым требованием сверления. Восстановите изношенные или сломанные сверла до идеальной формы. Оптимальные углы при вершине и задний угол могут быть установлены в соответствии с каждым требованием сверления. Восстановите изношенные или сломанные сверла до идеальной формы. | |
В. В чем разница между различными пакетами Tormek T8?
A. См. наше сравнение комплектов Tormek T8 для получения информации о различиях между комплектами Tormek T8.
В. В чем разница между T4 и T8?
A. Все хотят знать, какую модель следует приобрести. Эта диаграмма делает сравнение между T4 и T8 очень четким. Сравнение Tormek T8 и T4
Как заточить сверла, чтобы защитить ваши инвестиции в высококачественные электроинструменты
Многие не знают, что сверла требуют регулярной заточки, чтобы они служили наилучшим образом. Подобно ножам и топорам, тупое сверло требует гораздо большего усилия для выполнения той же работы. Вместо того, чтобы утомлять пользователя, тупое сверло неизбежно изнашивает вашу дрель. Регулярная точечная заточка сверл с помощью напильника — лучший способ защитить ваши инвестиции в высококачественные электроинструменты.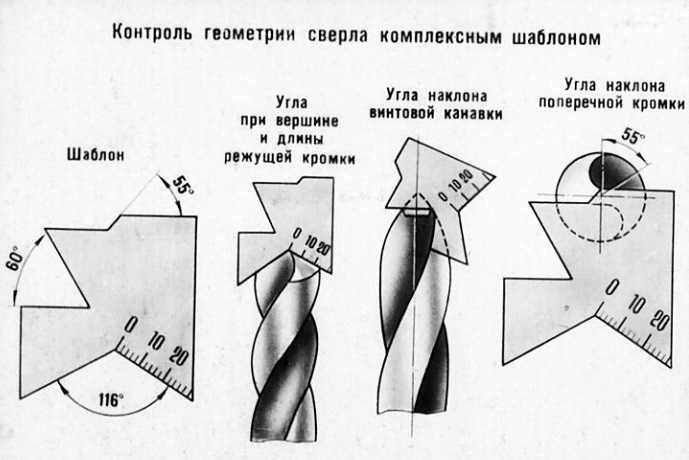 Brazos Industries знает о важности правильной заточки сверл, и мы хотели бы поделиться с вами тем, как заточить сверла, чтобы защитить ваши инвестиции.
Brazos Industries знает о важности правильной заточки сверл, и мы хотели бы поделиться с вами тем, как заточить сверла, чтобы защитить ваши инвестиции.
Подготовка к заточке сверл
Перед началом работы Brazos Industries соблюдает меры предосторожности, так как при заточке сверл металл будет летать по воздуху. Наша команда также носит защитные очки, чтобы предотвратить травмы и ошибки. Кожаные перчатки также помогут защитить ваши руки.
При необходимости наша команда в Brazos Industries использует тиски или приспособление для заточки, чтобы удерживать сверло. Используйте плоскогубцы, если у вас нет доступа к этому. Идеально держать руки подальше от кофемолки.
Заточка сверл для предотвращения перегрева
Для правильной заточки сверл необходимо, чтобы шлифовальный станок работал на малой скорости. Размещение насадки у основания колеса позволяет наклонной стороне касаться фрезы. Для большинства бит этот угол должен быть около 60 градусов. Кончик биты не должен касаться шлифмашины.
Кончик биты не должен касаться шлифмашины.
Brazos Industries медленно вращает насадку по часовой стрелке, вынимая и помещая ее в стакан с водой каждые несколько секунд. Это предотвратит перегрев биты.
Проверка сверла помогает предотвратить ошибки
Время от времени наши сварщики проверяют остроту сверла. Этого можно добиться, просто коснувшись сверла пальцем. Если он острый, то вам не нужно будет продолжать использовать кофемолку. Кроме того, вам нужно будет изучить угол сверла.
Brazos Industries предлагает использовать угломер, чтобы убедиться, что долото по-прежнему имеет угол 60 градусов. Периодическая проверка этого на протяжении всего процесса предотвратит любые ошибки.
Методичное использование металлического напильника для заточки сверл во избежание несчастных случаев
Как только сверло станет достаточно острым, вам нужно будет использовать металлический напильник, чтобы закончить работу, так как это предотвратит чрезмерную заточку сверла.