Заточка сверла под нержавейку: Как просверлить нержавейку, чем, каким сверлом, угол заточки, сверление в домашних условиях дрелью своими руками
Содержание
как правильно наточить сверло по металлу
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
- Признаки затупления сверла по металлу
- Степень и виды повреждения сверла по металлу износом
- Анатомия сверла
- Основные типы сверл и особенности их заточки
- Как правильно точить сверло по металлу: подробная инструкция
- Оборудование для заточки сверла по металлу
- Чем можно заточить сверло по металлу
- Как заточить сверло по металлу: видео
- Как правильно заточить сверло по металлу: вывод
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО МЕТАЛЛУ
- Повышение шумовых проявлений;
- Значительный внезапный разогрев работающей части и тела;
- Неровность и «рваность»краев разрабатываемого отверстия;
- Необходимость увеличения физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Повышение температуры поверхности изделия;
- Появление не характерного ранее скрежетания и треска в момент работы.


СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО МЕТАЛЛУ ИЗНОСОМ
- Изнашивание задних поверхностей.
- Изнашивание передних поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
АНАТОМИЯ СВЕРЛА
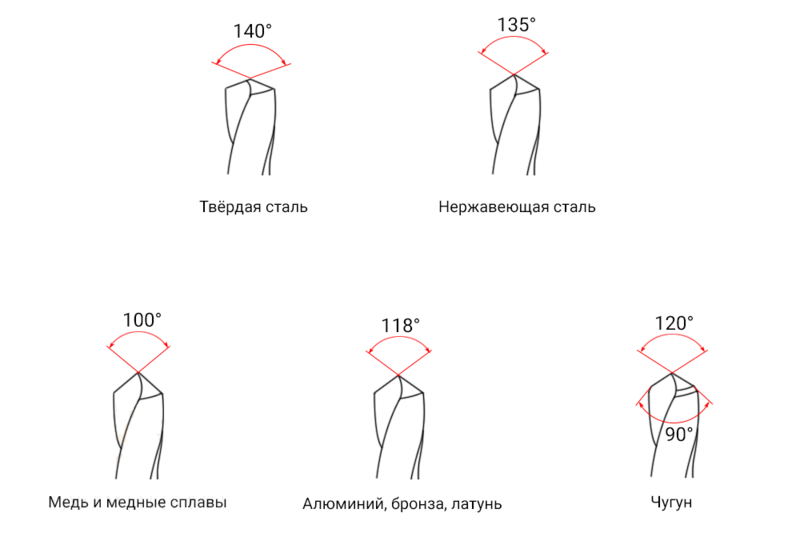
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов. Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
- Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.

- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.
Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
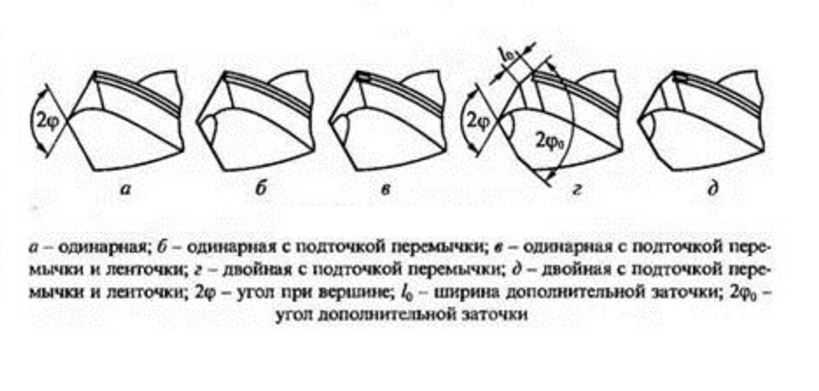
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
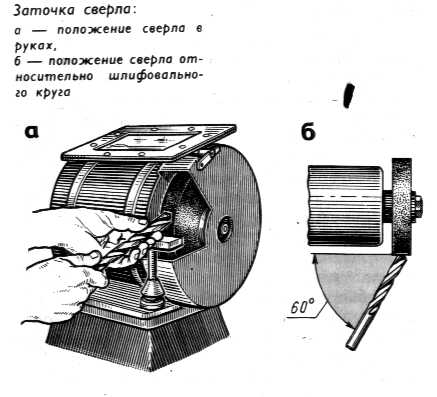
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стенке. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость.
 Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.
Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению. - Двухплоскостные. Отличием от одноплоскостных является только наличие дополнительной плоскости.
- Конические сверла. Основным нюансом заточки является необходимость сохранения четкого конуса. Заточка производится колебательными движениями без отрыва от точильного приспособления.
КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента производятся по встречному направлению относительно затачиваемой плоскости.
- Важно выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.
Стоит учитывать, что для каждого металла, угол имеет свои параметры:
- Чугун и сталь. Для этих металлов оптимально допустимым считается угол в диапазоне 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь.
 Выдерживаемый угол имеет четкие границы и равен 125 градусам;
Выдерживаемый угол имеет четкие границы и равен 125 градусам; - Алюминий. Данный металл, так же как и медь предполагает выдержанный угол в 140 градусов.
Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
- Восстановительные манипуляции при обработке кромок производятся за один рабочий подход.
- Разогретая часть хвостовика подлежит охлаждению в момент изменения положения.
- При работе с одноплоскостными сверлами с диаметром не более 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превышающими диаметр в 4 мм, важно свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавно, по форме конуса и в одно касание.
 Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов. - Необходимым условием является сохранение переднего угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Замер производится специальным приспособлением в основной плоскости.
- Важно так же обращать внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен располагаться на вершине между кромками.
Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе «как правильно заточить сверло по металлу» является выдерживание правильности самой кромки. Особенно актуальным данный момент является для сверл больших диаметров, превышающих 10мм. Кроме обязательных к протачиванию поверхностей, у сверл с большим диаметром, подточке подвергается передняя поверхность. Связана такая необходимость с тем, что уменьшение угла наклона передней плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки.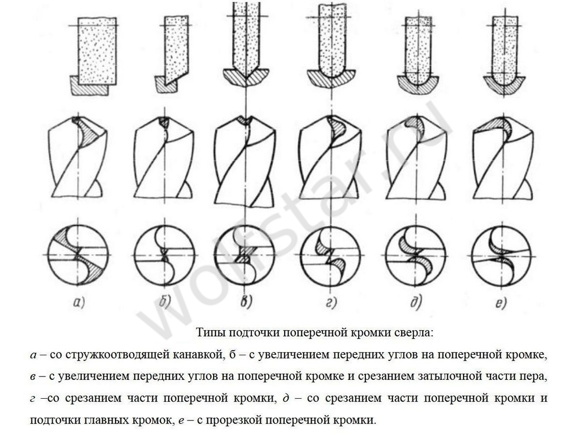 В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
- Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью.
 Заточка таких сверл требует наибольшей осторожности;
Заточка таких сверл требует наибольшей осторожности; - Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента.
Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла. - Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
- Фиксирующее устройство.
- Угломер.
- Средства индивидуальной защиты: очки и перчатки.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ
Процесс затачивания сверл устроен следующим образом:
Шлифовочной машинкой (болгаркой)
Процесс затачивания проводится в несколько этапов.
- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в соответствии с типом сверла и его предназначением;
- Включенная машинка подносится к сверлу.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Электрической дрелью
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.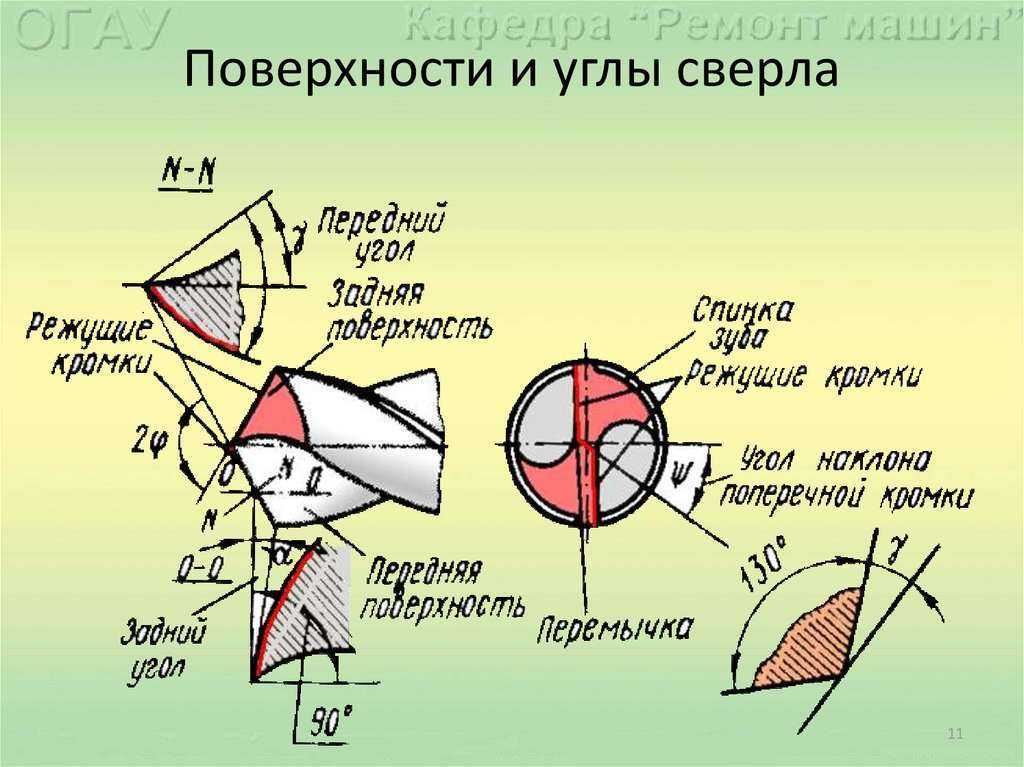
Нюансы работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Производится затачивание с выведением необходимого угла, который чаще всего равен 120 градусам.
На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания.
Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны только при работе со сверлами не превышающими 4-10мм в диаметре;
- Сверла с серьезными повреждениями и значительным износам затачиванию таким методом не подлежат;
- Подобрать индивидуальный угол при использовании насадки не возможно. В связи с этим, если речь идет не о стандартных углах, потребуется доработка, позволяющая соблюсти необходимые угловые параметры.
Напильником (надфилем)
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВИДЕО
КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
металл кобальт — Митино опт.
- Все
- биты магнитные
- бур
- выключатели
- диск отрезной сегмент
- диск пильный по дереву
- для болгарки
- для дрели
- для пилы
- для рубанка
- для электролобзика
- мясорубки
- подшипники
- разное
- ремни
- сабельные пилки
- свёрла
- фрезы
- щётки графит
- .
 ..
..
25 ТОВАРОВ
Поиск товаров
View
List
- List
- Gallery
показывать
по коду товара
- по популярности
- по дате
- цена: по возрастанию
- цена: по убыванию
- по коду товара
на странице по
60
- 20
- 40
- 60
204060
Hide Filter
в упаковке x 1
всего
₽250
количество
+
мало
цена от ₽20000
₽250
цена
₽250
в упаковке x 1
всего
₽300
количество
+
мало
цена от ₽20000
₽300
цена
₽300
металл кобальт ,
свёрла
12,5мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽450
количество
+
мало
цена от ₽20000
₽450
цена
₽450
в упаковке x 1
всего
₽350
количество
+
мало
цена от ₽20000
₽350
цена
₽350
в упаковке x 1
всего
₽400
количество
+
мало
цена от ₽20000
₽400
цена
₽400
в упаковке x 1
всего
₽600
количество
+
мало
цена от ₽20000
₽600
цена
₽600
металл кобальт ,
свёрла
2,0мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽20
количество
+
мало
цена от ₽20000
₽20
цена
₽20
металл кобальт ,
свёрла
2,5мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽20
количество
+
мало
цена от ₽20000
₽20
цена
₽20
металл кобальт ,
свёрла
3,0мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽30
количество
+
мало
цена от ₽20000
₽30
цена
₽30
металл кобальт ,
свёрла
3,2мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽30
количество
+
мало
цена от ₽20000
₽30
цена
₽30
металл кобальт ,
свёрла
3,5мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽35
количество
+
мало
цена от ₽20000
₽35
цена
₽35
металл кобальт ,
свёрла
4,0мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽40
количество
+
мало
цена от ₽20000
₽40
цена
₽40
металл кобальт ,
свёрла
4,2мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽50
количество
+
мало
цена от ₽20000
₽50
цена
₽50
металл кобальт ,
свёрла
4,5мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽60
количество
+
мало
цена от ₽20000
₽60
цена
₽60
металл кобальт ,
свёрла
5,0мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽70
количество
+
мало
цена от ₽20000
₽70
цена
₽70
металл кобальт ,
свёрла
5,2мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽75
количество
+
мало
цена от ₽20000
₽75
цена
₽75
металл кобальт ,
свёрла
5,5мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽75
количество
+
мало
цена от ₽20000
₽75
цена
₽75
металл кобальт ,
свёрла
6,0мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽90
количество
+
мало
цена от ₽20000
₽90
цена
₽90
металл кобальт ,
свёрла
6,5мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽110
количество
+
мало
цена от ₽20000
₽110
цена
₽110
металл кобальт ,
свёрла
7,0мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽120
количество
+
мало
цена от ₽20000
₽120
цена
₽120
металл кобальт ,
свёрла
7,5мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽140
количество
+
мало
цена от ₽20000
₽140
цена
₽140
металл кобальт ,
свёрла
8,0мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽160
количество
+
мало
цена от ₽20000
₽160
цена
₽160
металл кобальт ,
свёрла
8,5мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽180
количество
+
мало
цена от ₽20000
₽180
цена
₽180
металл кобальт ,
свёрла
9,0мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽190
количество
+
мало
цена от ₽20000
₽190
цена
₽190
металл кобальт ,
свёрла
9,5мм, SKOLE , кобальт 5% двойная заточка, легко сверлить нержавейку
в упаковке x 1
всего
₽250
количество
+
мало
цена от ₽20000
₽250
цена
₽250
Буровое долото HSS Co — Биты HSS
Перейти к основному содержанию
Бескомпромиссность с Nuron Испытайте новейшие беспроводные инновации. Откройте для себя Нурон
Откройте для себя Нурон
Функции и области применения
Функции и области применения
Особенности
Специально разработанный наконечник с точкой разделения для точного самоцентрирования и более быстрого запуска
Быстрый старт благодаря острому углу наконечника 135 градусов
Прочное высококачественное сверло из стали M35 с содержанием кобальта 5 % — для быстрых и точных результатов даже в сложных условиях, например при сверлении нержавеющей стали.
Гораздо прочнее и долговечнее благодаря содержанию кобальта
Прецизионные сверла HSS Co (кобальтовая быстрорежущая сталь), изготовленные в соответствии с DIN 338
Приложения
Сверление нержавеющей стали, высокопрочной стали, жаропрочных сплавов, термообработанных материалов
Технические данные
Консультации и поддержка
Рейтинги и обзоры
Зарегистрируйтесь здесь
Работайте быстрее онлайн.
Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Возникли проблемы со входом в систему или вы забыли свой пароль?
Пожалуйста, введите свой адрес электронной почты ниже. Вы получите инструкции по созданию нового пароля.
Нужна помощь? Свяжитесь с нами
Войдите, чтобы продолжить
Показать пароль
Забыли пароль
Не выходить из системы
Нужна помощь? Связаться с нами
Зарегистрируйтесь здесь
Выполняйте работу онлайн быстрее.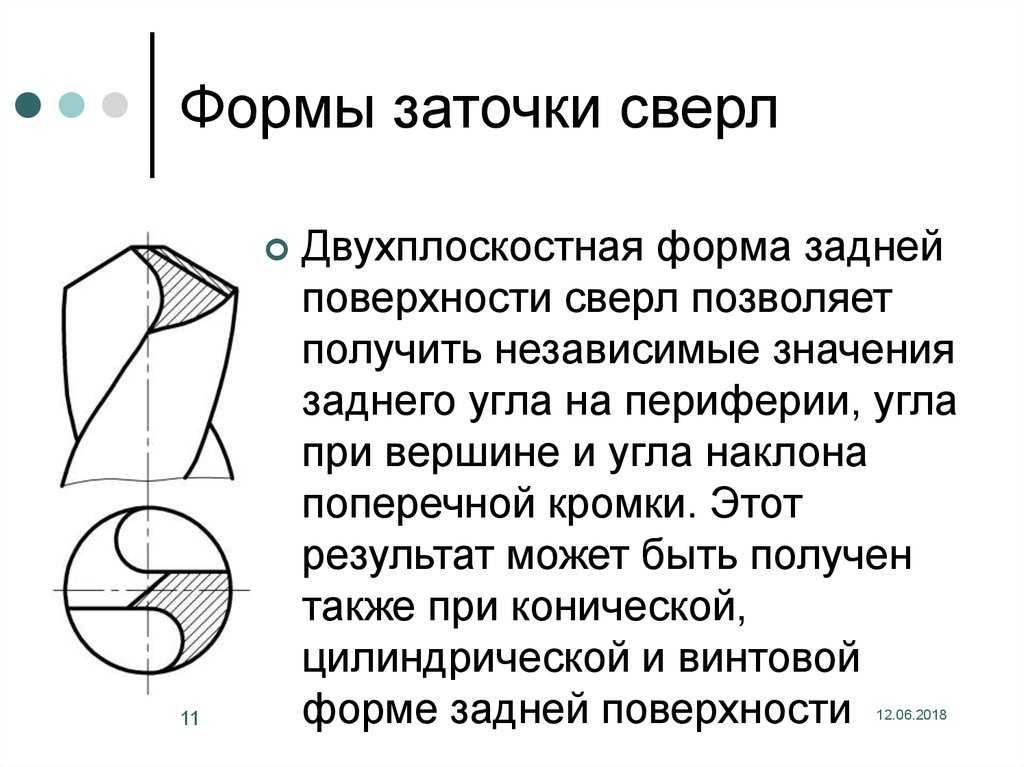
Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Выберите следующий шаг, чтобы продолжить
Ошибка входа в систему
К сожалению, мы не можем войти в систему.
Используемый вами адрес электронной почты не зарегистрирован для {0}, но зарегистрирован для другого веб-сайта Hilti.
Выберите один из следующих вариантов:
Зарегистрироваться
Войти с другим адресом электронной почты
Отменить и закрыть
В корзину
В корзину
Перейти в корзину
Обновление количества
Обратите внимание, объем заказа обновлен. Это связано с упаковкой и минимальным объемом заказа.
Обратите внимание, объем заказа был обновлен до . Это связано с упаковкой и минимальным объемом заказа.
Как выбрать правильное сверло для металла
Посмотрите наше последнее видео и узнайте, как выбрать правильное сверло для работы. Избавьтесь от догадок о сверлении отверстий в металле, поскольку Курт Репшер расскажет вам о наших рекомендациях по сверлению закаленных или нержавеющих сталей, мягких или углеродистых сталей и алюминия. Подпишитесь на наш канал, чтобы увидеть больше эксклюзивных видеороликов и советов от профессионалов.
Выбор правильного сверла
ЛУЧШИЕ СВЕРЛА ДЛЯ АЛЮМИНИЯ:
Рекомендуемые сверла для алюминия:
Rushmore USA’s Solid Carbide Jobbers Length Twist Drills
Precision Twist Drill Bright Finish High Speed Steel Jobbers Length Drills
Алюминий очень легко обрабатывать, но он абразив, поэтому режущие инструменты быстро изнашиваются.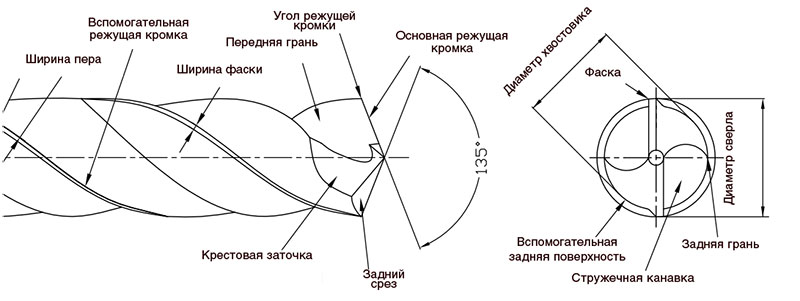 Лучшие сверла для алюминия — твердосплавные, потому что твердосплавные сверла очень твердые и остаются острыми намного дольше, чем другие материалы, что обеспечивает более длительный срок службы инструмента. Если вы проделываете всего несколько отверстий, подойдет быстрорежущая сталь (HSS). Использование кобальтового сверла не стоит дополнительных затрат, потому что по алюминию уровень его производительности примерно такой же, как у быстрорежущей стали. Откажитесь от покрытий на этих сверлах — нет необходимости увеличивать и без того высокую стоимость. Особенно избегайте любых покрытий, содержащих «алюминий» в ингредиентах (AlTiN, TiAlN и т. д.). Идеально подойдет сверло с блестящей поверхностью.
Лучшие сверла для алюминия — твердосплавные, потому что твердосплавные сверла очень твердые и остаются острыми намного дольше, чем другие материалы, что обеспечивает более длительный срок службы инструмента. Если вы проделываете всего несколько отверстий, подойдет быстрорежущая сталь (HSS). Использование кобальтового сверла не стоит дополнительных затрат, потому что по алюминию уровень его производительности примерно такой же, как у быстрорежущей стали. Откажитесь от покрытий на этих сверлах — нет необходимости увеличивать и без того высокую стоимость. Особенно избегайте любых покрытий, содержащих «алюминий» в ингредиентах (AlTiN, TiAlN и т. д.). Идеально подойдет сверло с блестящей поверхностью.
СОВЕТ ПРОФЕССИОНАЛА:
Старайтесь избегать самых дешевых сверл, иначе в конечном итоге вы можете потратить больше. Всегда используйте смазочно-охлаждающую жидкость или охлаждающую жидкость для любых операций сверления.
НАИЛУЧШИЕ СВЕРЛА ДЛЯ МЯГКОЙ СТАЛИ (углеродистой стали):
Рекомендуемые сверла для мягкой или углеродистой стали:
Viking’s M42 135° 8% кобальт Быстрорежущая сталь Сверла Jobbers Length
Precision’s 135° Split Point Bronze Point Bronze Split Point Сверла Cobalt Jobbers Length
Сверла TTC Production для обработки быстрорежущей стали с покрытием TiAlN
Высококачественное сверло из быстрорежущей стали (HSS) подходит для работы с низкоуглеродистой сталью, но если вам нужно получить от него много пользы, используйте кобальтовые сверла M35. , или даже вышеупомянутые кобальтовые сверла М42.
, или даже вышеупомянутые кобальтовые сверла М42.
Покрытия полезны при сверлении низкоуглеродистой стали, поскольку они:
- Повышают твердость поверхности инструмента.
- Увеличивает смазывающую способность, что способствует эвакуации стружки.
- Разрешить увеличение подачи и скорости.
ЛУЧШИЕ СВЕРЛА ДЛЯ ЗАКАЛЕННОЙ ИЛИ НЕРЖАВЕЮЩЕЙ СТАЛИ:
Рекомендуемые сверла для закаленной или нержавеющей стали:
Сверла Jobbers Length Drill
Кобальтовые сверла лучше всего подходят для обработки труднообрабатываемых металлов, включая закаленную или нержавеющую сталь. Кобальт смешивается с быстрорежущей сталью, чтобы сделать сверла более прочными и износостойкими. Поскольку каждое кобальтовое сверло состоит из быстрорежущей стали с небольшим процентным содержанием кобальта, чем выше процентное содержание кобальта, тем более термостойким и долговечным является сверло.
- Сверла из быстрорежущей стали с кобальтом: содержат 5–8% кобальта
- Стальные кобальтовые сверла M35: содержат 5% кобальта
- Стальные кобальтовые сверла M42: содержат 8% смеси кобальта, что позволяет сверлить на более высоких скоростях, чем кобальтовые сверла M35
При сверлении закаленной или нержавеющей стали угол сверления должен составлять не менее 135°. Это распределяет рабочую нагрузку по большей режущей поверхности. Поскольку в закаленной и нержавеющей стали довольно сложно сверлить, использование сверлильного станка или фрезерного станка должно обеспечить наилучшие результаты.
Это распределяет рабочую нагрузку по большей режущей поверхности. Поскольку в закаленной и нержавеющей стали довольно сложно сверлить, использование сверлильного станка или фрезерного станка должно обеспечить наилучшие результаты.
СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ:
Нержавеющая сталь может «упрочняться» при нагревании, поэтому сохраняйте спокойствие, не торопитесь и следите за тем, чтобы инструмент и рабочая зона оставались хорошо смазанными.
Нужна дополнительная помощь в выборе подходящего сверла для обрабатываемого материала или области применения? Свяжитесь с нашей технической командой!
Хотите узнать больше?
Мы верим, что правильный инструмент — это все™, и мы стремимся поделиться своим опытом и знаниями, чтобы вы могли выбрать правильный инструмент для своего приложения, следовать передовым методам и могли еще больше повысить свою производительность.
Загрузите наше Руководство по сверлению отверстий, нажав ниже.
