Заточной станок своими руками для ленточных пил: Заточной станок для ленточных пил
Содержание
Заточной станок для ленточных пил в Украине в категории «Промышленное оборудование и станки»
Заточной станок для ленточных пил Profi 001
Доставка по Украине
50 000 грн
Купить
ТОВ «АРМОТ»
Станок для заточки ленточных пил Lenker GM-3 (заточной станок)
На складе
Доставка по Украине
от 11 000 грн
Купить
ЧП «Интер Плюс»
Заточной станок для ленточных пил Trak-Met OPT-125
Под заказ
Доставка по Украине
83 460 грн
Купить
Scheppach
Заточной станок для ленточных пил Trak-Met OPT-125
Под заказ
Доставка по Украине
114 280 грн
Купить
Интернет-магазин «Megainstrument»
Универсальная заточная машина My Project CSG65A Станок для заточки
На складе в г. Сумы
Доставка по Украине
1 080 — 1 099 грн
от 2 продавцов
1 099 грн
Купить
EuroTool
Заточка сверл,заточный станок FERRUM FRDBS16 : 3-16мм
На складе
Доставка по Украине
по 1 470 грн
от 2 продавцов
1 470 грн
Купить
AtmoSfera
Станок для заточки дисковых пил FDB Maschinen MF 126 (0. 37 кВт, 700 мм)
37 кВт, 700 мм)
Доставка из г. Днепр
по 10 500 грн
от 2 продавцов
12 075 грн
10 500 грн
Купить
Заточной станок для дисковых пил CORMAK JMY8-70(755853052756)
Доставка по Украине
13 225 грн
11 114 грн
Купить
Интернет магазин «pro100market»
Заточная станция для свёрл , ножей и стамесок PARKSIDE PSS 65 A1
Доставка по Украине
по 1 099 грн
от 2 продавцов
1 099 грн
Купить
EuroTool
Абразивный заточной круг 150x6x32 Andre Abrasive для заточки ленточных пил
Доставка из г. Черкассы
220 грн
Купить
VITOOL
Станок для развода ленточных пил Lenker DWS-3 (разводной на два зуба)
На складе
Доставка по Украине
15 000 грн
Купить
ЧП «Интер Плюс»
Заточной станок для дисковых пил AL-FA ALS8
Доставка из г. Ивано-Франковск
3 057 грн
2 987 грн
Купить
Instrumentos.in.ua интернет-магазин
Станок для заточки дисковой пилы CORMAK JMY 8-70
Доставка по Украине
10 250 грн
Купить
ТОВ «ЛІСОВА ТЕХНІКА»
Многофункциональный точильный станок PARKSIDE® (Оригинал) Германия
На складе
Доставка по Украине
1 706. 67 — 1 821.84 грн
67 — 1 821.84 грн
от 3 продавцов
2 277.30 грн
1 821.84 грн
Купить
€vro ViLka
Станок для заточки цепей всех видов Max MXCG-01 : 650 Вт Польша!
Доставка из г. Сумы
1 630 грн
Купить
EuroTool
Смотрите также
Станок для заточки цепей всех видов Max MXCG-01 : 650 Вт Польша!
На складе в г. Сумы
Доставка по Украине
1 630 грн
Купить
AtmoSfera
Ленточная пила по металлу для станка
На складе
Доставка по Украине
167 грн/пог.м
Купить
ЧП «Интер Плюс»
Ленточные пилы по металлу 13 -41мм K-0 для станков
На складе
Доставка по Украине
167 грн/пог.м
Купить
ЧП «Интер Плюс»
Заточной станок для дисковых пил CORMAK JMY8-70 | заточний верстат для ріжучих дисків
Доставка по Украине
11 820 грн
Купить
BORVEN — Ваш надежный поставщик техники, оборудования и инструмента
Станок для разводки ленточных пил Lenker DWS-2 (разводной станок)
На складе
Доставка по Украине
от 11 000 грн
Купить
ЧП «Интер Плюс»
Точильный станок для заточки ножей, сверл, ножниц, стамесок LEX LXMFS45 Poland
На складе в г. Сумы
Сумы
Доставка по Украине
1 320 грн
Купить
AtmoSfera
Заточной станок для дисковых пил CORMAK JMY8-70 (0.25 кВт, 125 мм)
Доставка из г. Луцк
по 11 830 грн
от 2 продавцов
13 605 грн
11 830 грн
Купить
«Море инструментов»
Holzmann MTY 8-70 заточной станок для дисковых пил
На складе
Доставка по Украине
16 960 грн
10 230 грн
Купить
Магазин «СТАН МАШ» Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Заточной станок для дисковых пил CORMAK JMY8-70
На складе
Доставка по Украине
11 356.8 — 11 780 грн
от 2 продавцов
11 356.80 грн
Купить
Магазин «СТАН МАШ» Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Точильный станок для заточки ножей, сверл, ножниц, стамесок LEX LXMFS45 Poland
На складе
Доставка по Украине
1 320 грн
Купить
EuroTool
Заточной станок для дисковых пил Holzmann MTY 8-70
Доставка по Украине
по 10 220 грн
от 2 продавцов
16 960 грн
10 220 грн
Купить
VITOOL
Заточной станок для дисковых пил CORMAK JMY8-70(4908997771756)
Доставка по Украине
13 450 грн
11 116 грн
Купить
Интернет магазин «pro100market»
СТАНОК ЗАТОЧНОЙ ДЛЯ ДИСКОВЫХ ПИЛ 3Д692
Доставка из г. Никополь
Никополь
20 000 грн
Купить
NMZ
СТАНОК ЗАТОЧНОЙ ДЛЯ ДИСКОВЫХ ПИЛ 3692
Доставка из г. Никополь
20 000 грн
Купить
NMZ
Заточка ленточных пил – способы заточки и виды заточных станков
- Основные сведения о ленточных пилах
- Типы разводки ленточных пил
- Способы заточки и оборудование для нее
Если вы пользуетесь ленточной пилой, имейте в виду, что заточить ее самостоятельно совсем несложно. При этом вам не придется оплачивать услуги по заточке, оказываемые специализированными мастерскими.
Полотно ленточной пилы
Основные сведения о ленточных пилах
Ленточная пила – это режущий инструмент, выполненный в виде зубчатой ленты, имеющей замкнутый контур. Для его обслуживания необходим специальный заточной станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных дисковых моделей. Наиболее значимым из таких отличий является возможность получения с помощью такого инструмента пропила с минимальной шириной. Следует отметить, что это особенно актуально тогда, когда необходимо выполнить распил древесины ценных пород и заготовок из дорогого металла.
Следует отметить, что это особенно актуально тогда, когда необходимо выполнить распил древесины ценных пород и заготовок из дорогого металла.
Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей, изготовленных из разных материалов и имеющих различную конфигурацию. Такая обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством реза и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке выполняется не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно если вы справляетесь с этим своими силами) необходимо строго придерживаться рекомендаций квалифицированных специалистов.
Aвтоматическая ленточная пила BOMAR
Ленточные пилы в зависимости от характеристик обрабатываемого материала могут быть изготовлены из разных материалов, отличаться геометрией режущих зубьев. Если говорить о разделении заготовок из металла, здесь наибольшее распространение получили две марки стали, используемые для изготовления пил: 9ХФ и В2Ф. Оборудование для распила древесины оснащается пилами, выполненными из инструментальной стали, твердость которой по шкале HRC составляет не менее 45 единиц.
Если говорить о разделении заготовок из металла, здесь наибольшее распространение получили две марки стали, используемые для изготовления пил: 9ХФ и В2Ф. Оборудование для распила древесины оснащается пилами, выполненными из инструментальной стали, твердость которой по шкале HRC составляет не менее 45 единиц.
Ленточные инструменты для распиловки древесины дополнительно подразделяются на три типа: столярные, делительные, для обработки бревен. Инструменты, относящиеся к разным типам, естественно, имеют разные параметры (размеры полотна, форма и угол заточки). Более твердые породы дерева обрабатывают инструментом с меньшим углом заточки.
Сегодня все активнее используются ленточные пилы биметаллического типа, которые необходимы для разделения заготовок, выполненных из твердых сортов стали. Биметаллическими такие пилы называются потому, что состоят из двух разных металлов: режущие зубья – из стали с большим содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна значительно дороже типовых моделей, так как для их изготовления необходимо специальное оборудование, в котором соединение двух разнородных металлов происходит под действием электронного луча.
Конечно, такие полотна значительно дороже типовых моделей, так как для их изготовления необходимо специальное оборудование, в котором соединение двух разнородных металлов происходит под действием электронного луча.
Биметаллическая ленточная пила
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм. Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты.
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты.
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.

- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Чтобы облегчить процесс выполнения заточки, полотно ленточной пилы предварительно выворачивают и в таком состоянии подвешивают на 10–12 часов.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Способы заточки и оборудование для нее
Решать, какой способ заточки выбрать, надо в конкретном случае, но существует две основных схемы выполнения данного процесса.
Заточка по полнопрофильной схеме
Для выполнения такой заточки применяют автоматизированные станки, на которые установлены круги эльборового типа. Выполнить такую заточку своими руками очень сложно. Технология обработки по этой схеме предполагает выбор точильного круга для каждого типа ленточной пилы. При этом учитываются размеры и форма зубьев. Сама заточка имеет следующие особенности: она выполняется за одно перемещение круга, при этом он одновременно обрабатывает поверхности двух зубьев, расположенных рядом. При таком методе заточки удается получить плавный переход у основания зубьев. Самый большой минус такой технологии заточки заключается в необходимости использования отдельных заточных кругов для обработки пил с разными характеристиками режущих зубьев.
Заточка только граней режущих зубьев
Таким способом можно заточить инструмент для своей пилорамы и вручную, и на станке. Заточить грани зубьев пилы вручную можно при помощи обычного гравера или надфиля. Однако более качественно и быстро сделать заточку по такой технологии позволяют специальные станки. В таком случае также придется подбирать круги для ленточных пил разного размера и с различной конфигурацией зубьев.
Однако более качественно и быстро сделать заточку по такой технологии позволяют специальные станки. В таком случае также придется подбирать круги для ленточных пил разного размера и с различной конфигурацией зубьев.
Устройство для заточки ленточных пил АЗУ-02/6.
Конструкция стандартного заточного станка включает в себя следующие элементы:
- основание;
- приводы для обеспечения подачи полотна пилы, вращения и качания точильного круга;
- устройство для закрепления обрабатываемого инструмента.
Управление всеми движениями заточного круга и ленты пилы осуществляется при помощи специального электронного блока.
При выполнении заточки зубьев пилы своими руками (особенно если у человека, который этим занимается, нет соответствующего опыта) могут возникать следующие проблемы: появление неправильной формы пазух между зубьями и несоблюдение угла их наклона. Причины таких недостатков заключаются, как правило, в следующем: для точения используется круг несоответствующего профиля, выбран неправильный угол его наклона, смещен эксцентрик заточного станка.
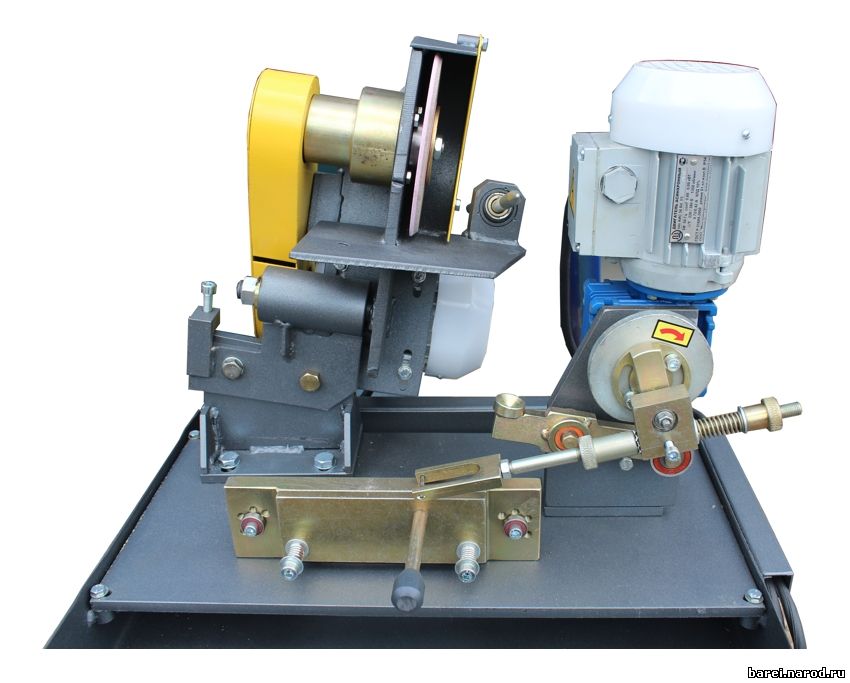
Настройка заточного станка для ленточных пил
Содержание
- 1 Заточка ленточных пил по дереву видео.
- 2 Характерные особенности
- 3 Что нужно знать об углах заточки зубьев
- 4 Как правильно заточить ленточную пилу
- 4.1 Разводка
- 4.2 Заточка
- 5 Распространённые ошибки
Приступая к заточке ленточных пил Вы должны знать, что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д. Заточка ленточных пил, процесс ответственный, но не очень сложный. Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
В первую очередь надо осмотреть ленту на наличие видимых трещин, обломанных зубьев. Для этого берёте ленту в руки зубьями от себя и перемещая руки, слегка заламывая ленту начинаете просмотр. При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить.
При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить.
Во вторую очередь ленту необходимо очистить от грязи и налипшей на неё древесной смолы. После всех этих процедур лента готова к заточке.
Аккуратно берёте ленту во избегании травм, так как зубья имеют остроту способную повредить Вам руки и вставляете на станок для заточки. Ленту необходимо установить на все держатели на станке и специальным зажимом зафиксировать.
В паз между зубьями опускаем штангу толкателя, с помощью этой штанги регулируется подача ленты. Сверху на ленту опускается точильный камень, он фиксируется штоком, регулирующим глубину заточки.
Перед началом запуска заточного станка выставляете угол заточки, для летнего леса этот угол 55-60 градусов, а для зимнего 70-80. Угол выставляется путём поворота станины на которой закреплён камень, согласно делениям, на корпусе станка.
Обратите внимание, камень для заточки имеет фаску под углом 45 градусов и во время подготовки к процессу заточки Вы должны поправить камень если фаска не соответствует вышеуказанному углу. Правка производится инструментом алмаз или простым крупным камнем.
Правка производится инструментом алмаз или простым крупным камнем.
Сразу заметим, что правка простым камнем сложнее и требует некоторых навыков, так же не соответствует правилам техники безопасности.
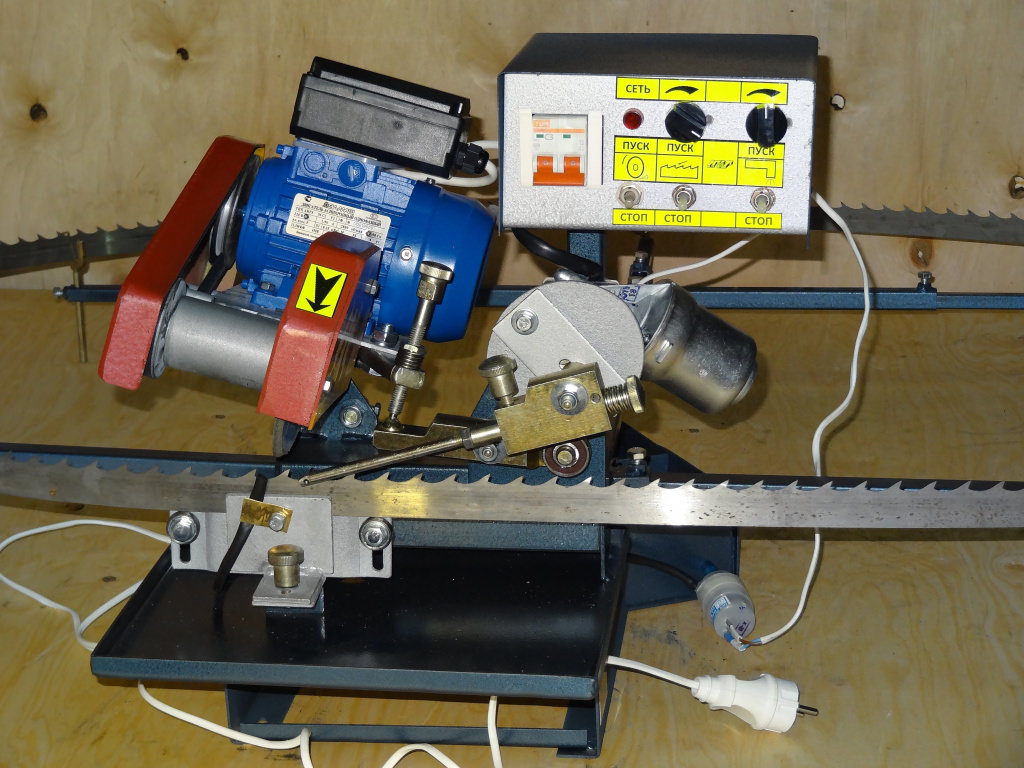
Запуск заточного станка
Вы подготовили станок и пилу для начала заточки, теперь приступим к самому процессу заточки ленточной пилы.
Первым делом включаете подачу на самой низкой скорости, для этого предусмотрены тумблеры для включения двигателя и регулятор скорости подачи, он уменьшает либо увеличивает обороты двигателя.
При помощи винта на штанге подачи отводим зуб пилы вперед либо назад и следим что бы камень ровной стороной (без фаски) начал касаться прямой стороны зуба.
Затем включаем второй тумблер, который приводит в движение двигатель с камнем. Понемногу без резких движений начинаете опускать камень с помощью винтового штока который его фиксирует, до тех пор, пока камень не будет полностью проходить карман от одного зуба к другому.
Ни в коем случае нельзя допускать посинения ленты поэтому старайтесь сильно не опускать камень, так же задвигать шток подачи назад либо вперёд иначе камень у Вас просто «съест» зуб. Заточка ленточных пил, должна проходить плавно согласно заводскому профилю зуба.
Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Заточка ленточных пил в зимний период
Зимняя заточка практически не отличается от летней с единственной разницей, угол наклона зубьев более прямой доходит до 90 градусов, в зависимости от промерзания древесины. Чем сильнее промерзает древесина, тем больше угол заточки, но имейте в виду что летом с таким углом усиливается нагрузка на пилу и возможен быстрый выход её из строя.
Заточка ленточных пил по дереву видео.
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.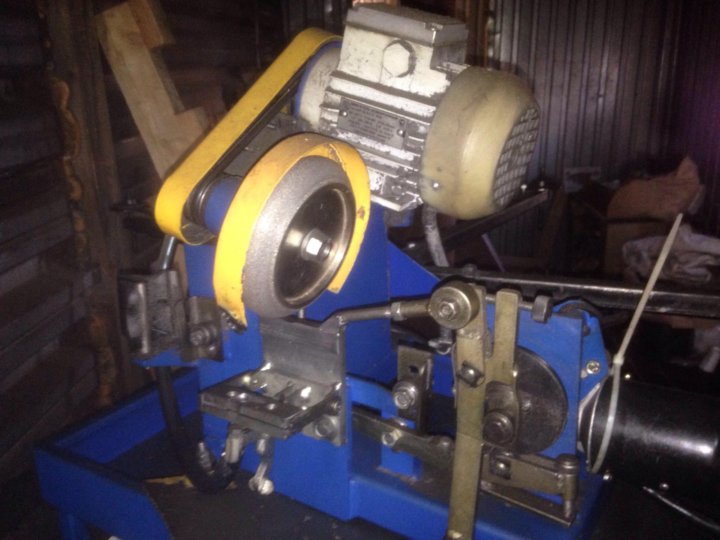
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки.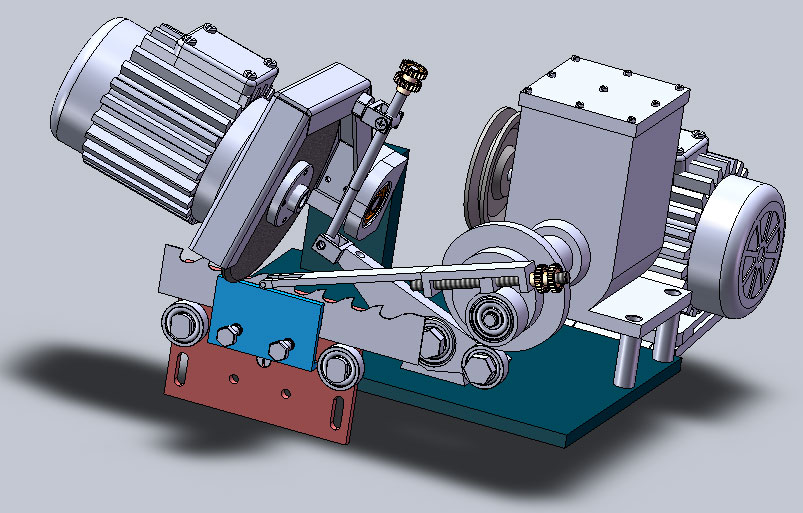 Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.

Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
а) Настройка заточного станка:
1. Шлифовальный круг должен находиться перпендикулярно пиле при взгляде сверху((I-) — правильно, (/-) — не правильно) (достигается регулировкой основания на котором закреплён вал с шлифовальным кругом)
2. Шлифовальный круг должен быть центрирован относительно пилы (достигается выдвижением на себя или задвиганием от себя направляющей, на которой находится круг; на зажимы сверху кладёте дощечку толщиной 2-3мм, с проведённой карандашом линией так, чтобы линия совпадала с линией зажима пилы, затем опускаете круг и вы увидите куда смещён круг (влево или вправо от «пилы»).Без этой настройки пилу будет уводить либо постепенно вверх, либо постепенно вниз в зависимости от того куда смещён круг, и как хороша ваша заточка.
3. Пила должна находится на зажимах горизонтально на нулевом уровне(достигается наложением уровня на кончики зубьев пилы и регулировкой поддерживающих направляющих пилы) 4. Пила должна выступать над зажимом на величину 2-3 мм, но не более того.
б) Выбор и правка камня:
1. Выбирается заточной камень следующих марок(по российскому ГОСТу) СТ1,С2,С1,СМ2,СМ1 — желательно на керамической основе, хотя «умные» книжки советуют на бакелите, но это ещё зависит от марки стали.
2. Толщина камня должна быть в пределах от 20 до 33% от шага зуба. Для шага 22мм — это камни толщиной 6мм, по нашему стандарту.
3. Камень правится в следующей очерёдности: сначала параллельно «карману» зуба правится нижняя часть камня, затем параллельно спинке зуба, правится правая часть камня.
4. Левую сторону камня править нельзя, так как это изменит угол заточки, (за левой стороной глаз да глаз. ).
5. Правка камня должна проводиться перед каждой заточкой пилы, но только не во время заточки.
© ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.
При использовании материалов с данного сайта — ссылка на него обязательна!
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB
| Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
Извините. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: Тип ошибки: 404 Меня интересует ………. Ресурсы Главная Видео – Знак Книжный магазин Пиломатериалы/древесина/разное Калькуляторы О WOODWEB Связаться с WOODWEB Пользовательское соглашение и условия Ссылка на Стать Каталог продукции Каталог продукции Работа Ламинирование и наплавка Пиломатериалы Машины -ЧПУ -Дверь -Снаряжение -Производство дюбелей -Разное Молдинги Электроинструменты Планы и публикации Завод Распиловка Поставщики Инструменты Шпон Токарная обработка дерева Галереи Проект Форумы Последние сообщения со всех форумов 313 -й Weordnetwork 313131313 -й Woodnetwork 1313131313 Недавние . — Job-Gram — Lumber-Gram — Machinery-Gram База знаний База знаний: Поиск или просмотр — Клейки и связы Архитектурный — Пользовательские — Двери — Полы — Общие — Столярные изделия — Токарный станок — Погонаж — Столярные работы — Лестницы — Запас Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование Пиломатериалы Обработка Основной Дерево |
 .. введенный вами адрес недоступен.
.. введенный вами адрес недоступен.
Точилка для ленточной пилы своими руками.
 . .
. .
Кевин
Дерево хорошее.
#1
Время от времени смотрю новые видео о самодельных точилках и как-то пропустил это. Очень круто.
Подпружиненная
Любительская машина для производства опилок
#2
Я видел несколько идей для приспособлений для заточки ленточных пил, но это НАМНОГО крутее! Парень заслуживает больше, чем два больших пальца за это!
Кевин
Дерево хорошее.
#3
Это не самое впечатляющее, что я видел, но самое реалистичное для обычного производителя. Проверьте это. . .
Подпружиненная
Любительская машина для производства опилок
#4
Хорошо, это еще более впечатляюще!
(И, я согласен — первый более реалистичен для среднестатистического производителя.)
СЭНК
…
#5
Очень круто, но это заставляет меня задаться вопросом… сколько лезвий вы могли бы купить за стоимость материалов и времени на постройку этой последней машины?
Деннис Форд
Участник
#6
Недавно я построил один с похожим дизайном; если я смогу понять, как получить видео в правильном формате, я его загружу (у меня есть видео в формате .wmv, но оно не было принято для загрузки).
Что касается стоимости: у меня была хорошая коллекция подшипников и двигателей в куче хлама, я потратил всего около 65 долларов на детали, которых у меня не было.
Время — это отдельная история, но я на пенсии и с удовольствием его строил.
Кевин
Дерево хорошее.
#7
SENC сказал:
Очень круто, но это заставляет меня задаться вопросом.
.. сколько лезвий вы могли бы купить за стоимость материалов и времени на постройку этой последней машины?
Нажмите, чтобы развернуть…
Новые лезвия стоят от 15 до 20 долларов, а у меня сотни бывших в употреблении. Стоимость переточки составляет от 6 до 8 долларов за лезвие, включая доставку, поэтому, если вы посчитаете, система заточки за 3000–5000 долларов не имеет смысла, если вы не работаете полный рабочий день и не используете много лезвий. Я установил для себя гораздо более простую систему, используя старый Craftsman RAS и колесо.
Деннис Не могу дождаться, когда увижу это. Вы не можете загрузить видео прямо на форум — не уверен, что есть какие-либо форумы, на которых есть такая возможность. Он должен быть размещен в таком месте, как vimeo/liveleak/youtube и т. д.
Деннис Форд
Участник
#8
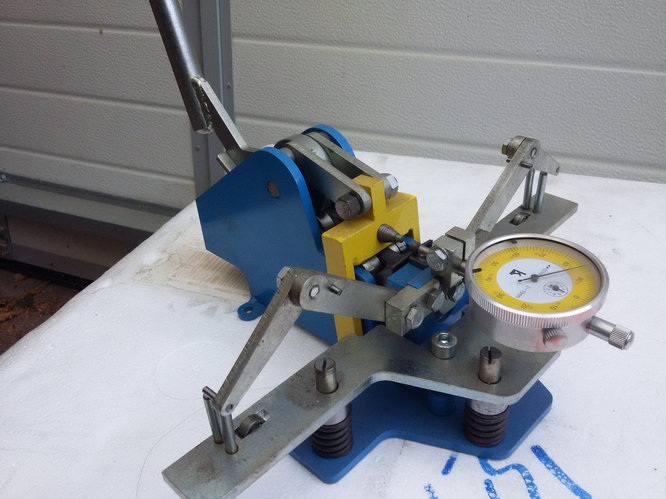
Вот мои фото:
На этих кадрах опоры для лезвий сняты (все остальное есть).
Посмотреть приложение 45183
Последнее редактирование модератором:
Кевин
Дерево хорошее.
#9
Деннис это очень впечатляет. Похоже, что это был путь проб и ошибок, не так ли? Я вижу, что некоторые вещи, такие как небольшой радиус канала, должны быть идеальными почти даже с допущенными вами корректировками — это было много настроек?
Было это или нет, но это *супер* впечатляет.
Деннис Форд
Участник
#10
Кевин сказал:
Денис, это очень впечатляет. Похоже, что это был путь проб и ошибок, не так ли? Я вижу, что некоторые вещи, такие как небольшой радиус канала, должны быть идеальными почти даже с допущенными вами корректировками — это было много настроек?
Было это или нет, но это *супер* впечатляет.
Нажмите, чтобы развернуть…
Спасибо, я посмотрел несколько видеороликов на U-Tube о других машинах, и это было не так уж сложно. «Труба» на самом деле представляет собой цельный алюминиевый стержень, но изгиб не критичен, просто нужно больше места для регулируемых тяг. Единственным методом проб и ошибок было изготовление кулачка таким образом, чтобы шлифовальный круг следовал профилю зубьев пилы (большую часть дня я потратил на формирование кулачка). Этот кулачок подходит для лезвий Lenox «C-Sharp» 1 tpi. Я думаю, что я сделаю еще один кулачок, чтобы заточить лезвия 1/2 «3 tpi на моей магазинной ленточной пиле.
woodtickgreg
спиральная, плоская, вращающаяся
#11
Вау, это просто круто. Я люблю все механическое, и это в пиках. Я не могу дождаться, чтобы увидеть, как он работает. Удивительная штуковина, дохикская штуковина, LOL.
СЭНК
…
#12
Действительно впечатляет. И круто тоже. Особенно, если его можно легко переделать/модифицировать для работы с разным количеством зубьев/стилем граблей. Я согласен с Кевином, вероятно, не так много смысла для типичного любителя, поскольку мы не используем достаточное количество лезвий, чтобы оправдать время или затраты. Конечно, если бы я применял тот же подход ко всему своему оборудованию, у меня не было бы никакого оборудования. .. особенно в последнее время, когда у меня было так мало времени на покупки, как у меня было. Я мог бы, конечно, купить целую кучу сделанных на заказ утиных манков на то, что я вложил в оборудование и древесину. Но я думаю, то, что я купил вместо этого, было способом расслабиться и получить удовольствие от работы с деревом. Учитывая все обстоятельства, неплохое вложение… и, Деннис, похоже, ты так же относишься к своей точилке.
Нобби40
Участник
№13
Интересные инструменты. Больше всего я трачу на цепь для бензопилы и полотна для ленточной пилы. Мое решение состояло в том, чтобы купить алмазные шлифовальные боры у китайских продавцов на Ebay и использовать их в шлифовальном станке с подделкой. Если я качаю любой из них, это проблема, я делаю это часто из-за материалов, которые я использую. Чтобы заново заточить лезвия, не требуется много времени, я гоняю их до тех пор, пока они не сломаются, и обычно это происходит не в месте сварки. Мой сосед вырезает алебастр, и у него есть сварочный аппарат, поэтому мы покупаем катушки лезвий. Я все еще слишком скуп, я возьму лишние несколько минут и отточу их, в любом случае хорошо сделать перерыв, обычно усталость удаляет или укорачивает придатки.
Заточите ленточную пилу на лесопилке
На протяжении многих лет я затуплял множество ленточных пил на своей лесопилке, и долгое время я боролся за их остроту. Я испробовал множество инструментов и методов, чтобы добиться этого, но только в течение последнего года я чувствую, что нашел хорошее решение.
Проблема начинается с самого полотна ленточной пилы. Это привередливое нагромождение загнутых зубьев, вырезанных из тонкого куска гибкой стали, который каким-то образом должен прорезать прямую линию, не только спереди назад, но и из стороны в сторону, и если он плохо обработан и остр , шансов на то, что это произойдет, нет ни у одного снежного кома.
В начале моей карьеры, когда новое пильное полотно затуплялось и начинало резать волны, я пробовал такие вещи, как увеличение натяжения полотна, замедление скорости подачи или даже регулировка направляющих полотна. Что бы я ни пробовал, тупое лезвие все равно делало волнистый разрез. Однако, если бы я использовал точно такую же настройку, но установил новое лезвие, рез снова был бы идеальным. На самом деле, почти любая другая регулировка может быть далеко не идеальной, и острое лезвие все равно сделает хороший рез. Из 15-летнего опыта ясно, что мне нужно держать лезвие пилы острым и больше ничего не трогать.
Мой стандартный порядок действий — надевать новое или только что заточенное лезвие Wood-Mizer, когда срез начинает волноваться. Это отличный способ жить. Ничто так не режет, как новое лезвие, и надевать его — настоящее удовольствие. Даже заточенные лезвия отлично режут, так как они проходят полную заводскую обработку, включая очистку, полную заточку и настройку зубьев. У меня всегда были отличные результаты от Wood-Mizer, и я очень рекомендую их новые лезвия и услуги по их заточке. (Отказ от ответственности: мне не платит Wood-Mizer, и Wood-Mizer не знает, что я пишу этот пост — они, вероятно, даже не знают, что я существую.)
Проблемой для меня было то время, когда я нарезал как новый и нарезал как дерьмо. У меня было бы лезвие, которое отлично резало, но я чувствовал, как оно тянет сильно и на грани плохого резания. Я не хотел снимать его с пилы, потому что он работал так хорошо, но в то же время я знал, что мое время ограничено. Если бы я мог просто вернуть лезвие, я мог бы продолжать резать тем же лезвием и не возиться с отправкой лезвия на заточку, и я бы сэкономил 7 долларов (кстати, я думаю, что 7 долларов — отличная цена для лезвия). качество обслуживания, но я бы предпочел не тратить его, если мне не нужно). Итак, я пошел искать способ заточить лезвия самостоятельно.
Раньше я пытался использовать ручную точилку, которая поставлялась с моей первой ленточной пилой. Он работал, как и было задумано, но результаты были не очень хорошими. Помимо того, что нужно было снять лезвие с фрезы и установить его в точилку, в нем использовался камень, который быстро изнашивался и не сохранял плоскую, ровную поверхность зуба (оглядываясь назад, я, вероятно, должен был попробовать какой-нибудь другой каменные варианты, но я не делал).
Позже я попробовал несколько других подходов. Во-первых, я использовал шлифовальную машину для бензопилы, подобную приведенной ниже, у которой была такая же проблема, как и у первой шлифовальной машины. Маленькие камни быстро изнашивались, а тонкое полотно ленточной пилы разрезало камни пополам.
Эта шлифовальная машина отлично подходит для бензопил, но не для ленточных пил, потому что камни слишком быстро изнашиваются.
Следующая попытка использовала шлифовальный диск на дрели. Мне понравилась идея использовать наждачную бумагу, потому что она сохраняла ровную поверхность во время шлифовки — она стиралась, но не меняла форму. Этот показал потенциал, но его было невероятно трудно контролировать, потому что вращательное движение тянуло сверло вверх и от лезвия.
В конце концов я сдался, чувствуя, что исчерпал все варианты дешевле, чем покупать полностью автоматический шлифовальный станок, как на заводе, но я никогда не отказывался от идеи наждачной бумаги как хорошего абразива, который не меняет форму.
До этого момента все мои попытки были сосредоточены на заточке пилы путем заточки передней части зуба. Я не мог придумать ничего другого, что могло бы поместиться между зубами и скрежетать передними зубами. Но потом я подумал о стачивании верхних зубов. До этой поверхности легче добраться, и снятие материала с вершины все равно приведет к острию — на самом деле не имеет значения, какая поверхность будет стачиваться.
Я начал с моей 3-дюймовой ленточной шлифовальной машины Porter-Cable, просто чтобы попробовать, и она отлично сработала. Я мог контролировать верхний край зуба, и скорость была достаточно медленной, чтобы не чувствовать, что я прожигаю металл (который смягчает зубы). Единственной проблемой был вес ленточной шлифовальной машины, который с таким же успехом мог составлять 1000 фунтов. потому что я не мог держать его, чтобы заточить все зубья на лезвии.
В то время у меня не было маленькой ленточно-шлифовальной машины, поэтому я рискнул и купил компактную ленточно-шлифовальную машину Porter-Cable 371. Я полагал, что даже если это не сработает для заточки лезвия, у меня, по крайней мере, будет еще один инструмент в моем деревообрабатывающем арсенале, и что будет много раз, когда пригодится небольшая ленточная шлифовальная машина. Однако найти другое применение для нового шлифовального станка не составило большой проблемы, потому что он отлично подходит для заточки лезвий и всегда припаркован (подключен к сети) прямо рядом с моей пилой, готовый к следующему затуплению.
Я просто оставляю лезвие на пиле и шлифую вершину каждого зуба ровно настолько, чтобы вернуть остроту. Свободной рукой я стабилизирую лезвие и продвигаю пилу к следующему зубу. Всего через несколько минут я могу вернуться к стрижке, чувствуя, что победил систему.
Левой рукой я стабилизирую лезвие и продвигаю его к следующему зубу.
Существуют ограничения на заточку пилы таким образом. Во-первых, независимо от того, насколько хорошо вы работаете со шлифовальной машиной, лезвие не будет таким хорошим, как новое или полностью отшлифованное на заводе, потому что эта шлифовка меняет геометрию и без того привередливого лезвия. И это ничего не сделает для улучшения лезвия, которое просто плохо работало или плохо работало по определенной причине, например, при ударе о камень или металл (все эти проблемные лезвия отправляются на полную переточку). Это, однако, заставит лезвие, которое работало хорошо, продолжать работать хорошо и делать плоские, прямые разрезы намного дольше.
Как правило, получается, что я подкрашиваю лезвие шлифовальной машиной раз или два, а затем отправляю его на полное техническое обслуживание или, для некоторых из них, они продолжают отлично работать, и я продолжаю затачивать их с помощью шлифовать, пока они не сломаются.
