Зенкер и зенковка отличие: Зенкер и зенковка по металлу
Содержание
назначение и особенности. Зенковка отверстий. Отличие зенковки от зенкера.
Сверло-зенкер(ступенчатое сверло) DIN8374 HSS 90°
Сверло-зенкер, Тип n HSS 900 с укороченной частью малого диаметра для сквозных отверстий Сверление и зенковка в одном процессе Указание: скорость сверления устанавливать по большому диаметру, а подачу по маленькому диаметру
| Сверло-зенкер по металлу DIN 8374 HSS 90° Ruko(Германия) | Артикул | Цена с НДС * |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M3 3,2/6х9мм S=6мм 102601 | 102601 | 3722 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M4 4,3/8х11мм S=8мм 102602 | 102602 | 4320 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M5 5,3/10х13мм S=10мм 102603 | 102603 | 5389 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M6 6,4/11,5х15мм S=11,5мм 102604 | 102604 | 6066 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M8 8,4/15х19мм S=15мм 102605 | 102605 | 10002 |
| Сверло-зенкер по металлу Ruko DIN8374 HSS VAP 90° M10 10,5/19х23мм S=19мм 102606 | 102606 | 12689 |
*Цены действительны на 12 Ноября 2021, оптовая стоимость, условия для торг. организаций по запросу
организаций по запросу
Основные определения
Зенковка-особый режущий инструмент, позволяющий изготавливать отверстия канонического или цилиндрического вида. С его помощью обрабатывают уже готовые отверстия с целью снятия фаски центрового отверстия.
Зенкер-инструмент состоящий из определенного количества лезвий, предназначенный для резки. Предназначена для улучшения качества отверстия и расширения уже готовых отверстий, создания отверстий цилиндрической или канонической формы. Обработка отверстий при помощи зенкера называется-зенкерование. Зенкерование относят к получистовой обработке металла.
Можно встретить неверное понятия, когда говорят что зенкер и зенковка одно и тоже. При помощи зенкера повышают технические качества отверстия. И он не предназначен для изготовления углублений.
Зенкование отверстий-снятие стружки или неровностей с просверленного отверстия. Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.
Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.
Зенкерование отверстия
Раззенковка отверстий-обработка просверленных отверстий под головки или шляпки болтов, саморезов, метизов.
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием.
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т. д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Классификация в соответствии с назначением приведена в таблице 1, на рис.3 показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Рис.3. Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Таблица 1. Типы зенковок
Центровочными зенковками обрабатываются предварительно засверленные1 отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».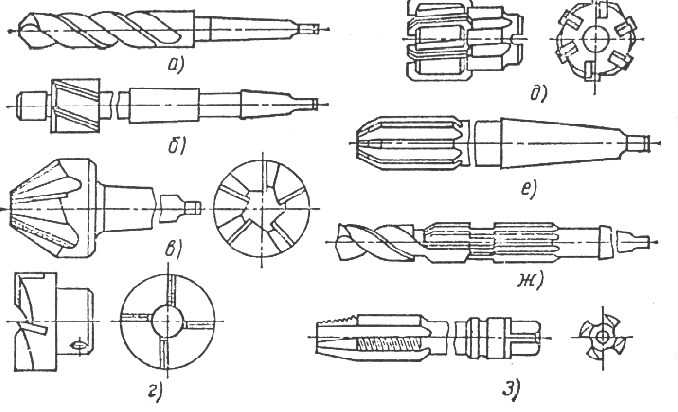
В конструкции цековок всех типов предусмотрена направляющая цапфа (рис. 4). Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.
Рис.4. Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
Особенностью конструкции является обратная конусность – диаметр D равномерно уменьшается по направлению к хвостовику. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм. Стандартные цековки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов в зависимости от вида цапфы и способа установки в оборудование.
Таблица 2. Типы
Типы
Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Разновидности зенковок
Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
- Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям.
- Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия
- Торцевые зенковки.
При помощи зенковки возможно выполнять следующие действия над отверстием:
- Обработка отверстия с созданием конуса
- Получения конического углубления для саморезов или другого крепежного элемента.

- Удаление фаски и стружки из отверстий.
Зенковки изготавливаются из легированной или углеродистой стали інструментального назначения.
Устройство и характеристики
Рассматриваемый инструмент состоит из трех основных элементов:
- сверла;
- зенковки;
- хвостовой части.
Профессиональные модели оснащают регулируемым ограничителем глубины сверления.
Тип используемого материала зависит от предназначения приспособлений. Например, для изготовления сверла зенковки по металлу применяют специальную быстрорежущую сталь.
По конструкции зенковки делят на два типа:
- Цилиндрическая. Обычно имеет износоустойчивое покрытие. Количество режущих элементов – от 4 до 10, исходя из диаметра приспособления. Конструкция напоминает обычное сверло.
- Коническая. Угол наклона конуса зависит от назначения модели. Параметр варьируется в диапазоне от 60 до 120º. Количество режущих кромок – от 6 до 12.
 Показатель прямо связан с длиной инструмента.
Показатель прямо связан с длиной инструмента.
Независимо от типа обработки при изготовлении зенковок в качестве основного материала используют специальные сорта стали:
- инструментальные;
- быстрорежущие;
- твердосплавные;
- легированные;
- углеродистые.
Для рассверливания металлических изделий обычно используют твердосплавные сорта стали. Они отличаются высокой устойчивостью к продолжительным нагрузкам. Для обработки менее прочных поверхностей, таких как дерево или цветной металл, применяют быстрорежущие зенковки.
При работе со сложными материалами при высоких нагрузках необходимо позаботиться о дополнительном охлаждении инструмента с помощью специальных эмульсионных составов.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.

- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Зенкер
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.
Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.

Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности h21
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.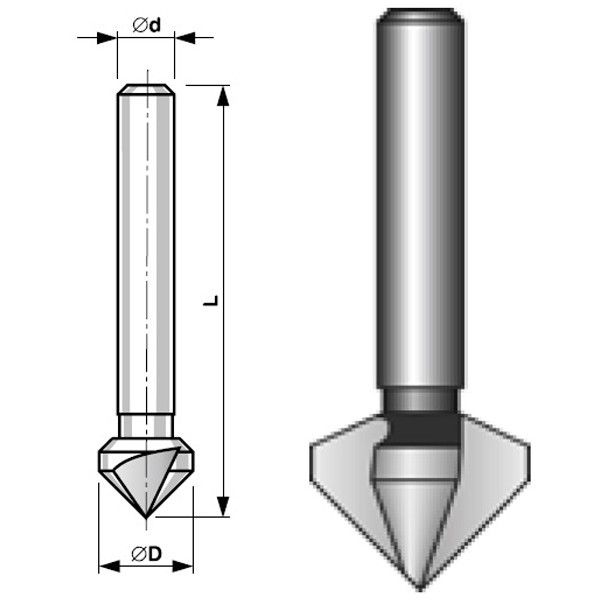
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера
В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
Зенковки – узнайте как с их помощью обработать отверстия в металле + видео.
Для обработки отверстий применяется несколько видов инструментов, в том числе зенкеры, зенковки, цековки. Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком.
Официальный источник по терминам ГОСТ 25751-83 «Инструменты режущие. Термины и определения», к сожалению, не дает ответа на вопросы: чем отличается зенкер от зенковки, зенкерование от зенкования и цекования. С этой целью рассмотрим конструкцию и применение каждого из указанных инструментов.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла
Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60°, у всех типов зенкеров для глухих отверстий φ=90°.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки. Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Технические характеристики зенкеров по металлу
Технические характеристики описаны в определенных государственных документах. Параметры для цельной оснастки цилиндрической формы:
Параметры для цельной оснастки цилиндрической формы:
- Допустимые типы — с цилиндрическим хвостовиком, насадные, с коническим хвостовиком.
- Конус Морзе — от 1 до 4.
- Диаметр — от 7,8 до 50 мм.
- Длина рабочей части — от 75 до 220 мм.
- Общая длина — от 156 до 369 мм.
Получить больше информации о технических характеристиках оснастки можно из ГОСТ 12489-71. Геометрические параметры, материал описаны в ГОСТ 14953-80.
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием
Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т.д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т.д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
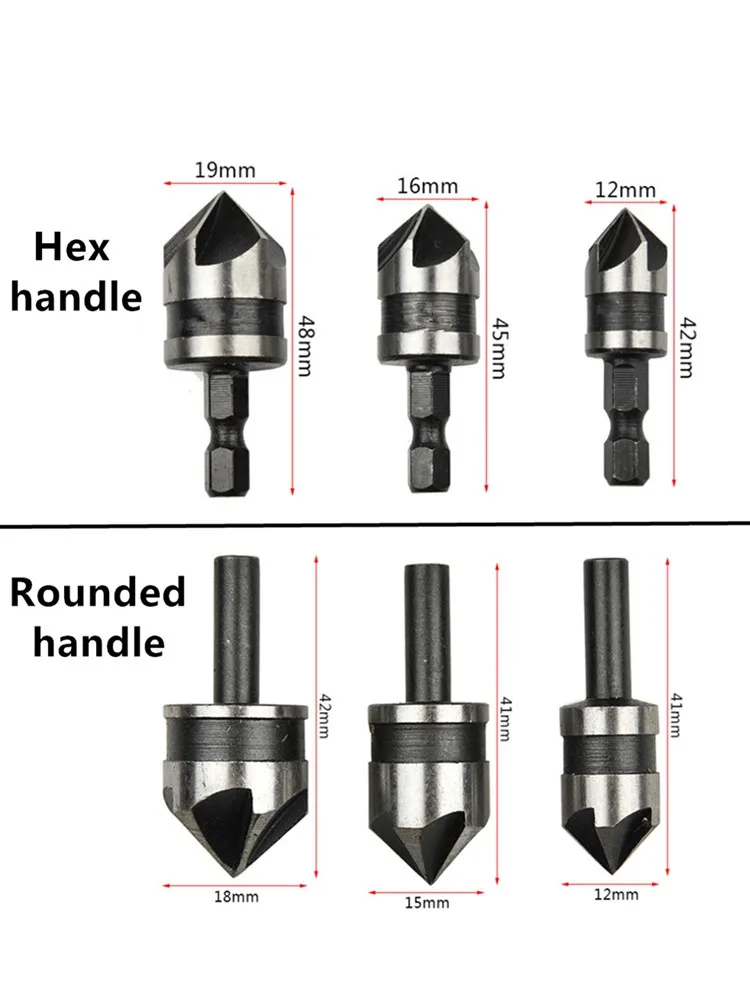
Конические зенковки (фаскосъемники)
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рисунке показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рисунке показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Типы зенковок
Центровочными зенковками обрабатываются предварительно засверленные отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
В конструкции цековок всех типов предусмотрена направляющая цапфа. Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.
Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
Особенностью конструкции является обратная конусность – диаметр D равномерно уменьшается по направлению к хвостовику. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
Стандартные цековки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов в зависимости от вида цапфы и способа установки в оборудование.
Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Комбинированные зенкеры
Комбинированные зенкеры изготовляются цельными и сборными. Зенкеры с затылованным зубом и зенкеры малых диаметров изготовляются цельными.
Двухступенчатые зенкеры со спиральными канавками (Рис.1. а, б) могут быть с режущими лезвиями, расположенными на общей спирали (Рис.1.а), и с чередующимися режущими лезвиями, когда зубья каждой ступени смещены относительно друг друга (Рис.1. б). Первые применяются в случаях небольшой разницы в диаметрах ступеней отверстия, а вторые — при значительном перепаде диаметров ступеней.
В производстве используются трех-, четырех-, пяти- и шестиступенчатые зенкеры. Многоступенчатые зенкеры обладают высокой производительностью и допускают большое число переточек. Длины ступеней у этих зенкеров делаются равными соответствующим глубинам ступеней обрабатываемого отверстия. Длины калибрующих участков выбираются в зависимости от длин и диаметров обрабатываемых отверстий, но не более 15-20 мм. Диаметры канавок для выхода шлифовального круга выбираются конструктивно. Торцовое затылование зенкера производится так, чтобы спад для каждой ступени был одинаков; в противном случае при переточке зенкера будут изменятся длины ступеней. Остальные элементы зенкера выбираются так же, как у одноразмерного затылованного зенкера. Иногда для облегчения изготовления зенкера затылование в радиальном направлении заменяется обратным конусом 0,2-0,3 мм на 100мм длины.
Многоступенчатые зенкеры обладают высокой производительностью и допускают большое число переточек. Длины ступеней у этих зенкеров делаются равными соответствующим глубинам ступеней обрабатываемого отверстия. Длины калибрующих участков выбираются в зависимости от длин и диаметров обрабатываемых отверстий, но не более 15-20 мм. Диаметры канавок для выхода шлифовального круга выбираются конструктивно. Торцовое затылование зенкера производится так, чтобы спад для каждой ступени был одинаков; в противном случае при переточке зенкера будут изменятся длины ступеней. Остальные элементы зенкера выбираются так же, как у одноразмерного затылованного зенкера. Иногда для облегчения изготовления зенкера затылование в радиальном направлении заменяется обратным конусом 0,2-0,3 мм на 100мм длины.
Рис.1. Комбинированные двухступенчатые зенкера: а — с режущими лезвиями, расположенными на общей спирали; б — с чередующимися режущими лезвиями.
Рис.2. Комбинированный насадной зенкер со вставными ножами, оснащенными твердым сплавом, для одновременной обработки торца и фаски.
Насадные комбинированные зенкеры со вставными ножами (Рис.2.) применяются для одновременной подрезки торца большого диаметра и зенкерования конических углублений. Корпус зенкера центрируется и крепится на консольной оправке.
Рис.3. Комбинированное сверло — зенкер: сверло из быстрорежущей стали и двухзубый затылованный зенкер, оснащенный твердым сплавом для одновременного сверления и зенкерования отверстия.
Комбинированные зенкеры со сверлами (Рис.3.) применяются для одновременного сверления и зенкерования отверстий в сплошном материале.
Похожие материалы:
Похожие статьи:
Архив новостей:
Daoist Yoga
ВСТРЕЧНАЯ РАКОВИНА VS РАСЧЕТКА — Новости-блог
Воскресенье, 06 января 2019 г.
Многие заказчики спрашивают о возможностях Headpcb в отношении столешницы для мойки, и их легко не совместить с раковиной и расточенным отверстием. На самом деле, существует большая разница между зенковкой и цековкой, сегодня старший инженер Headpcb Макрос Чжан опубликовал статью о зенковке и цековке, надеюсь, это поможет вам лучше понять их.

ВСТРЕЧНАЯ РАКОВИНА
Зенковка выполняется путем выполнения конусообразного отверстия, которое позволяет крепежу с плоской головкой сидеть заподлицо при установке. Это предотвращает заедание или повреждение верхней части застежки, что может произойти, если она не находится на одном уровне с поверхностью.
С деревом, если вы не раззенкуете и не ввинтите шуруп в поверхность, это не только будет плохо выглядеть, но и поставит под угрозу устойчивость дерева. Древесина может треснуть и расколоться от закручивания шурупа, а волокна будут повреждены и деформированы. Зенковка также позволяет вам иметь все ваши винты на одинаковой постоянной глубине.
ЗЕНКОВКА
Зенковка аналогична концепции зенкерования, за исключением того, что отверстие больше и имеет плоское дно, что позволяет винту или болту входить в него и быть заподлицо с поверхностью. Винт или болт имеют плоскую нижнюю сторону, которая обеспечивает надежную фиксацию.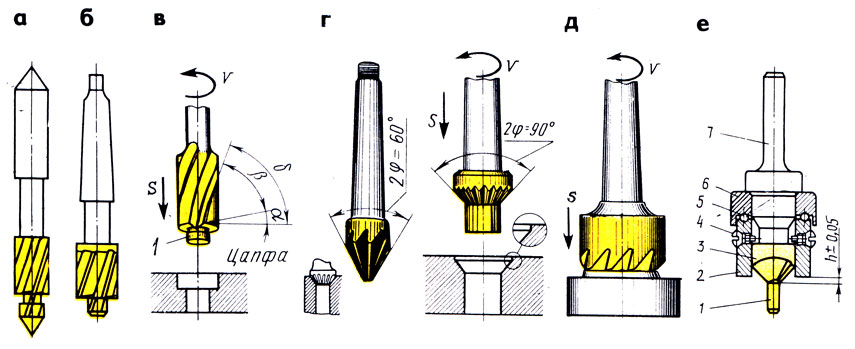
Зенковка часто делается достаточно большой, чтобы на застежке можно было установить гнездо.
Приведенная ниже анатомия поможет легче их понять.
Столешница больше используется в опыте Headpcb, поэтому мы объясняем применение и углы для столешницы индивидуально.
Зенкеры имеют более широкий спектр применения и углов. На складе сверл Headpcb стандартные размеры включают 60°, 82°, 90°, а также менее популярные углы 100°, 110⁰ и 120°. Из-за угла наклона этого вращающегося инструмента с хвостовиком его можно использовать для удаления заусенцев или снятия фаски с угла детали.
Многие виды зенкеров популярны, и каждый из них имеет свои преимущества. Бесканавочные зенкеры имеют форму конуса с желаемым внутренним углом с отверстием, просверленным сбоку конуса, имеется зазор для обеспечения свободного резания. Наиболее практичное применение – снятие заусенцев.
Наиболее практичное применение – снятие заусенцев.
Зенкеры с одной и несколькими канавками используются для снятия фаски с резьбовых отверстий или обеспечения хорошей посадки для крепежа с потайной головкой. Существуют также инструменты, предназначенные для снятия фаски или обработки обратной стороны просверленного или нарезанного отверстия. В просверленное или резьбовое отверстие вставляется хвостовик инструмента, а с обратной стороны собирается фреза. Затем инструмент поворачивается и выполняет операцию снятия фаски или торца.
Кроме того, существует еще один аналогичный инструмент, называемый комбинированным сверлом и зенкером. Эти инструменты с двойным концом используются для создания центра на конце круглого изделия, чтобы деталь можно было удерживать между центрами на токарном станке или станке с ЧПУ.
Что такое винт с потайной головкой и как его зенковать?
Что такое винт с потайной головкой?
Винт с потайной головкой, также известный как винт с плоским нагревом, представляет собой тип винта, который предназначен для установки заподлицо с объектом или поверхностью, в которую он вставлен. Винты с потайной головкой просто характеризуются плоской головкой, что позволяет им ввинчиваться в предметы и материалы.
Винты с потайной головкой просто характеризуются плоской головкой, что позволяет им ввинчиваться в предметы и материалы.
Винты с потайной головкой называются потому, что они «утопают» в предметах и поверхностях. Они имеют плоскую головку, которая сужается вдоль стержня. Поэтому, когда вы ввинчиваете шуруп с потайной головкой в объект или поверхность, головка погружается так, что находится на одном уровне с соответствующим материалом.
Большинство винтов, конечно же, имеют закругленную или полукруглую головку. Винты с потайной головкой отличаются тем, что имеют плоскую головку. У них все еще есть внешние спиральные гребни.
Почему используются винты с потайной головкой?
Винты с потайной головкой используются для самых разных креплений. Например, вы часто увидите винты с потайной головкой, используемые для крепления дверей к раме. У традиционных винтов головка винта будет выступать наружу. А если вы закроете дверь, закрепленную выступающими головками винтов, это создаст нагрузку как на дверь, так и на коробку.
Винты с потайной головкой решают эту проблему, позволяя двери плотно прилегать к раме. Головка винтов с потайной головкой полностью скрыта, поэтому между дверью и рамой имеется гладкий и ровный контакт.
Шурупы с потайной головкой также используются во многих других деревообрабатывающих и столярных работах. Поскольку головки тонут, их можно скрыть с помощью колпачка или наполнителя. После ввинчивания шурупа с потайной головкой в предмет или поверхность рабочий может закрыть его колпачком или наполнителем. Это невозможно с другими типами винтов, так как головка будет выступать наружу.
Что такое винт с непотайной головкой?
Головка винта с потайной головкой, с другой стороны, выступает из поверхности, в которую он вставлен. Вместо того, чтобы погружаться в поверхность заготовки, он выступает наружу. Головки винтов с непотайной головкой не сужаются к хвостовику. Вместо этого у них узкий стержень, за которым сразу следует широкая головка.
Без сужения винты с потайной головкой можно устанавливать только до их головки. Когда головка коснется поверхности заготовки, винт остановится. Это то, насколько можно вкручивать шурупы без потайной головки в поверхность.
Когда головка коснется поверхности заготовки, винт остановится. Это то, насколько можно вкручивать шурупы без потайной головки в поверхность.
Винты с потайной головкой также используются в деревообработке. Часто они предпочтительнее шурупов с потайной головкой, потому что они создают меньшую нагрузку на заготовки. Коническая область вокруг винтов с потайной головкой шире, чем их соответствующий хвостовик.
В результате установка винтов с потайной головкой в заготовку может привести к ее повреждению. Винты с потайной головкой защищают от таких повреждений, потому что у них нет сужения. Винты с непотайной головкой вбивают в заготовку только хвостовик.
Как зенковать винты?
Когда вы научитесь зенковать винты в своих проектах, ваша работа сразу станет выглядеть более профессионально. Это не так сложно сделать, и с помощью правильных инструментов (а иногда и без специальных инструментов) вы можете придать своим деревообрабатывающим проектам более безупречный вид.
Что значит зенковать винт?
Возможно, вы заметили, что некоторые из моих бесплатных чертежей по дереву требуют использования шурупов с потайной головкой. Если вы только начинаете заниматься деревообработкой, эта фраза может и не показаться вам знакомой, но она довольно проста.
Когда вы вкручиваете шуруп в любой материал, вы обычно останавливаетесь, когда головка шурупа касается поверхности. Зенковка того же самого винта означает, что вы собираетесь вбить его под поверхность.
Типы зенкеров
Существует множество способов зенковки винта. Идеальным методом является использование специальной биты, предназначенной для этой цели. Есть несколько разных типов.
Зенковка для предварительного сверления
Зенковка для предварительного сверления делает одновременно направляющее отверстие для винта и коническую зенковку. Этот метод легко обеспечивает постоянство при переходе от винта к винту.
Отдельное сверло с зенковкой
Второй метод заключается в использовании двух разных сверл.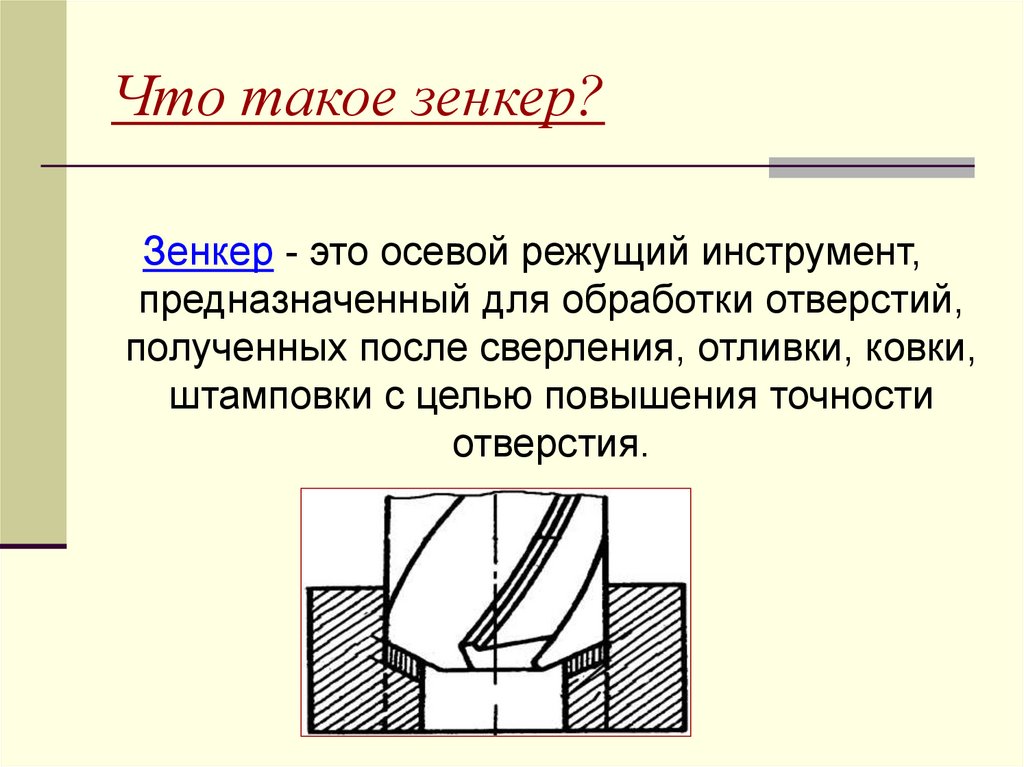 Первый предварительно просверливает отверстие для винта. Второй бит делает конусообразное отверстие в поверхности дерева, что позволит головке шурупа сидеть ниже поверхности.
Первый предварительно просверливает отверстие для винта. Второй бит делает конусообразное отверстие в поверхности дерева, что позволит головке шурупа сидеть ниже поверхности.
Этот метод занимает немного больше времени, но позволяет создавать более чистые отверстия. Отдельный зенкер обычно можно использовать как для дерева, так и для металла, что делает его более универсальным, если вы работаете с обоими на регулярной основе.
Быстросменное сверло с зенковкой и отверткой
Если вы ненавидите постоянно переключаться между зенковкой и отверткой, это то, что вам нужно! Я планирую забрать этот набор в следующий раз, когда буду в местном магазине Rockler. Он имеет металлическую втулку, которая надевается на зенковку и может быть оснащена подходящим сверлом для закручивания этих винтов.
Существуют и другие типы, у которых с одной стороны имеется зенковка, а с другой — отвертка. Просто переверните бит, чтобы быстро переключаться между операциями.
Как зенковать винты?
На что следует обратить внимание: Прежде чем приступить к сверлению, следует учесть несколько моментов.
- Вы планируете заполнить отверстие шпатлевкой или заглушкой?
- Если вы рисуете свой проект, погрузив головки винтов немного ниже поверхности и заполнив отверстие шпаклевкой для дерева, вы получите безупречный вид.
- Если вы оставляете головку шурупа открытой, просверлите отверстие так, чтобы головка шурупа была на одном уровне с поверхностью дерева.
- Насколько велика головка вашего винта? Он плоский или округлый? Какой угол составляет нижняя часть головы?
- Плоская головка винта с конической нижней стороной — лучший выбор для зенкерных винтов. Убедитесь, что размер головки винта соответствует размеру зенковки, которую вы планируете использовать.
- Если вы прикрепляете тонкий кусок фанеры или металла к более толстому, вам может понадобиться винт с головкой под углом 100°, а не со стандартной головкой под углом 82°. Это дает ему большую площадь поверхности, за которую он может держаться, и снижает риск того, что он протянет материал.

Шаг-1. Отметьте положение отверстия
Отметьте положение каждого отверстия на заготовке карандашом. Если вы соединяете две детали под прямым углом, как показано ниже, нарисуйте линию, чтобы отметить центр доски, в которой вы планируете сверлить.
Шаг 2. Выберите правильный размер зенковки
Размер зенковки должен соответствовать размеру винта, который вы планируете использовать. Номер размера винта обычно указан на упаковке. № 6, 8 и 10 являются наиболее распространенными. Убедитесь, что винт имеет плоскую головку с конической формой внизу.
Шаг 3. Отрегулируйте высоту зенковки
Установите высоту зенковки в соответствии с длиной шурупа. Для этого вставьте соответствующий шестигранный ключ в отверстие сбоку, чтобы ослабить. Затем поднимите или опустите его, чтобы он соответствовал глубине винта, который вы будете использовать в своем проекте.
Шаг-4. Проверка посадки
После того, как вы сделаете первое отверстие с зенковкой, проверьте, как шуруп сидит. Если он слишком высок, головка шурупа поднимется над поверхностью дерева. Слишком низко, и потребуется больше времени, чтобы заполнить отверстие. Сначала протестировав посадку на куске дерева, вы сможете усовершенствовать отверстие с зенковкой, прежде чем сверлить свой проект!
Как зенковать без сверла?
Если у вас нет зенковки, вы можете создать ее двумя способами, используя стандартные биты.
Метод двух сверл
Предварительно просверлите отверстие, соответствующее диаметру используемого винта. Поместите кусок ленты на сверло, чтобы отметить точку остановки на той же длине, что и винт, чтобы вы не проходили через материал.
Затем выберите насадку размером чуть больше головки винта. Сделайте неглубокое отверстие, чтобы головка шурупа располагалась чуть ниже поверхности дерева или металла. Это не самая чистая дыра в мире (та, что слева), но сойдет, если вы все равно планируете позже закрыть ее древесным наполнителем.
Метод Philips Head Bit
Если вы вышли на работу и у вас нет зенковки, этот метод будет работать в крайнем случае. Возьмите насадку Philips Head и поместите ее в то место, куда войдет винт. Запустите сверло и перемещайте его круговыми движениями, расширяя отверстие по мере продвижения, пока не получите желаемый размер.
Этот метод позволяет сделать удивительно чистое отверстие (центральное), хотя оно и слишком маленькое. Головка шурупа находится чуть выше поверхности дерева, и шпатлевка не сможет ее скрыть.
Сокрытие винтов с потайной головкой
После того, как вы закончите зенковку винтов, вы можете оставить их как есть или заставить их исчезнуть! Существует два различных метода сокрытия винтов с потайной головкой.
Скрыть винты с потайной головкой с помощью шпатлевки по дереву
Это мой предпочтительный метод скрытия головок винтов, когда объект будет окрашиваться. Используйте любой тип наполнителя для дерева или шпаклевки, чтобы закрыть отверстие, слегка переполнив его. Как только шпаклевка высохнет, отшлифуйте ее до гладкости и покрасьте. Пуф, дырки больше нет!
Шурупы с потайной головкой и дюбелями для дерева
Я не использовал деревянные дюбели ни в одном из своих проектов, так как они больше подходят для тонкой обработки дерева, а я предпочитаю работать по дереву.
Просверлив отверстие зенковки глубже или используя специальное сверло, вы можете заполнить отверстия деревянной пробкой, которая исчезает в волокне. Вы также можете использовать контрастный цвет дерева или пуговицу, чтобы показать отверстие!
Как зенковать палубные винты?
Саморезы с потайной головкой
Среди всех специальных винтов, доступных на рынке настила, найти саморезы несложно. Они могут легко утонуть под поверхностью доски, а древесина покрывает специально разработанную головку винта, не оставляя неровностей.
Комплект зенковки для настила
Если вы обнаружите, что вам нужно зенковать винты настила старомодным способом, вы можете приобрести набор, который включает в себя направляющую насадку, насадку с зенковкой и отвертку. Зенковка немного больше, чем обычно, поэтому вы можете использовать заглушку, чтобы скрыть отверстие.
Болты с потайной головкой
При строительстве настила вам, как правило, придется установить шурупы или болты с затяжкой, чтобы скрепить компоненты каркаса. Вы можете установить их, оставив головку и шайбу открытыми, или вы также можете их раззенковать.
Сначала измерьте ширину винтовой части лаги и подберите соответствующую фрезу. Затем измерьте размер шайбы, которую вы будете использовать, и найдите лопастную фрезу чуть большего размера.
Чтобы сделать зенкерное отверстие, которое скроет шайбу и головку болта, просверлите отверстие для тела лаги, а затем вернитесь и, используя лопастное сверло, вырежьте отверстие достаточно глубокое, чтобы шайба и головка лаг сели под поверхностью.
Как зенковать шурупы для гипсокартона?
Основная предпосылка при заворачивании шурупа для гипсокартона на нужную глубину — знать, когда остановиться! Эта недорогая насадка не позволит вам залезть слишком глубоко и сломать бумажную поверхность. Прочность гипсокартона в первую очередь заключается в бумажной поверхности, поэтому идеальная зенковка в гипсокартоне не ломает бумажную поверхность; он просто опускается немного ниже поверхности.
