Зенкерование применяют для: Что такое зенкерование и для чего оно нужно?
Содержание
Зенкерование отверстий
Зенкерованием называется операция по обработке готовых отверстий, полученных сверлением, штамповкой или отливкой, с целью придания им строго цилиндрической формы, большей точности и лучшей чистоты поверхности. Эту операцию выполняют режущим инструментом, называемым зенкером.
Зенкеры более прочны, чем сверла, и, имея три и более режущих кромок вместо двух, как у сверл, допускают большие подачи и снимают соответственно большее количество металла. Кроме того, при распределении усилий резания на три-четыре режущие кромки зенкера обеспечивается более равномерная, чем при сверлении, работа и получение чистого и достаточно точного отверстия.
Зенкерование обеспечивает получение отверстий 4— 5-го класса точности. Отверстия 2—3-го класса точности требуют, кроме обработки зенкером, последующей обработки развертками.
Зенкеры изготовляют следующих типов: цельные с коническим хвостовиком, хвостовые с напаянными пластинками из твердого сплава, насадные с напаянными пластинками из твердого сплава, насадные со вставными ножами.
Цельные зенкеры с коническим хвостовиком (рис. 82, а) изготовляют короткими от 140 до 250 мм и длинными от 160 до 290 мм. Эти зенкеры предназначены для развертывания отверстий диаметром от 10 до 32 мм. Они имеют не менее трех зубьев. Геометрия зуба характеризуется углами α =8°, φ=60° и γ =20° (рис. 82, б).
Рис. 82. Зенкеры:
а — цельный с коническим хвостовиком, б — хвостовой с напаянной пластинкой из твердого сплава, в — насадной с напаянной пластинкой из твердого сплава, г — насадной со вставными ножами, д — комбинированный для зенкерования и сверления
Хвостовые зенкеры с напаянными пластинками из твердого сплава (см. рис. 82, б) применяют для развертывания отверстий диаметром (от 14 до 38 мм. Они изготовляются короткими (от 160 до 290 мм) и длинными (от 190 до 350 мм).
Хвостовые зенкеры изготовляют с тремя-четырьмя зубьями. Геометрия зуба: α=8°, φ=60°, γ=8°, γ1=0° — для зенкеров, оснащенных пластинками твердого сплава ВК, и φ1=30° — для зенкеров с пластинками из сплава ТК.
Насадные зенкеры с напаянными пластинками из твердого сплава (рис. 82, в) применяют для развертывания отверстий диаметром от 34 до 80 мм. Они изготовляются длиной от 40 до 65 мм, с числом зубьев не менее четырех. Геометрия зубьев этих зенкеров такая же, как у зенкеров хвостовых с напаянными пластинками из твердого сплава. Насадные зенкеры соединяются с оправкой, закрепленной в шпинделе сверлильного станка, с помощью выступа на оправке и выреза на торце зенкера.
Насадные зенкеры со вставными ножами (рис. 82, г) применяют для развертывания отверстия диаметром от 40 до 100 мм. Они изготовляются длиной от 45 до 70 мм, имеют число ножей: четыре у зенкеров диаметром от 40 до 55 мм и шесть у зенкеров диаметром от 58 до 100 мм. Ножи изготовляют из быстрорежущей стали Р18 или Р9.
При зенкеровании отверстий широко применяют комбинированные инструменты, позволяющие совмещать зенкерование со сверлением или зенкованием. На рис. 82, д показан комбинированный зенкер для сверления и зенкерования отверстий с направлением по кондукторной втулке. Применение комбинированных инструментов для одновременного сверления и зенкерования повышает производительность труда.
Применение комбинированных инструментов для одновременного сверления и зенкерования повышает производительность труда.
Зенкерование отверстий выполняют на сверлильных станках с помощью электрических и пневматических машин так же, как и сверление. Подача при зенкеровании допускается в 2—2,5 раза больше, чем при сверлении. Припуски на обработку отверстий зенкерованием берут по табл. 10.
| Диаметр отверстия, мм | 10—18 | 18—30 | 30-50 | 50—80 | 80—100 |
| Припуск по диаметру, мм | 0,8—1 | 1—2 | 1,2—2,5 | 1,5—3 | 2—4 |
|
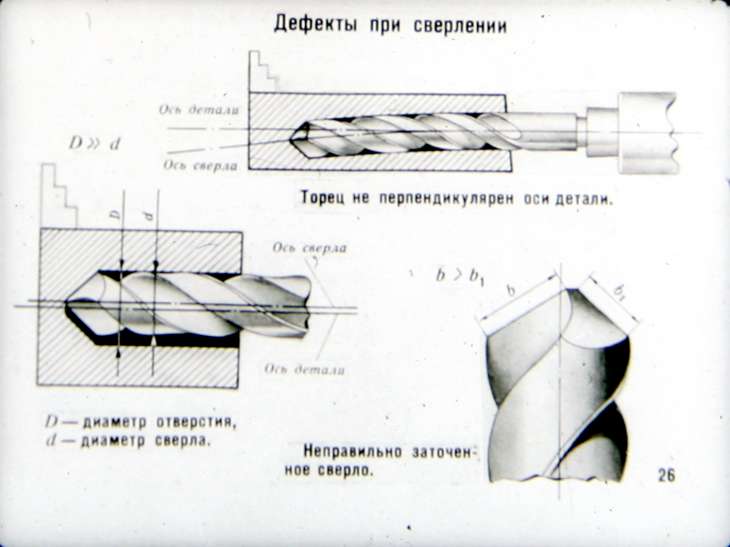
Зенкерование Категория: Зенкерование и развертывание Зенкерование Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьем, ковкой или штамповкой, или предварительно просверленных с целью увеличения диаметра. Рис. 1. Особые случаи сверления: Рис. 2. Сверло-лопатка В. И. Красавцева Зенкерование обеспечивает точность обработки отверстий в пределах 8 —13-го квалите-тов, шероховатость обработанной поверхности в пределах .4 —6-го классов. Зенкерование — операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5 — 3 раза больше, чем при сверлении. Инструментом, которым выполняют зенкерование, является зенкер, который, как и сверло, закрепляют в коническом отверстии шпинделя станка. Работает зенкер так же, как и сверло, совершая вращательное движение вокруг оси, а поступательное — вдоль оси отверстия. По внешнему виду цельный зенкер напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок (3 — 4) и спиральных канавок. Три-четыре режущие кромки лучше центрируют инструмент в отверстии, придают ему большую жесткость, чем обеспечивается получение высокой точности. Зенкер состоит из рабочей части, шейки, хвостовика и лапки. Рабочая часть состоит из режущей (заборной) и калибрующей частей. Рис. 3. Зенкер Рис. 4. Геометрия зуба зенкера: Рис. 5. Зенкеры: Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой (так же, как и после талла, а направляющая часть служит для направления зенкера в отверстии, для зачистки поверхности, для придания отверстию правильной цилиндрической формы и получения правильного размера отверстия. Ленточки (фаски) на направляющей части зенкера уменьшают трение и облегчают резание. Зенкеры имеют переднюю поверхность, режущие кромки, сердцевину, заднюю поверхность, ленточки, а также углы: а — задний, у — передний, р — в плане, ш — наклона винтовой канавки, величины которых определяют в зависимости от твердости металлов. Зенкеры изготовляют из быстрорежущей стали двух типов: с коническим хвостовиком (зенкер № 1), насадные (зенкер № 2). Цельные зенкеры с коническим хвостовиком и насадные зенкеры предназначаются для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий. Цельные зенкеры с коническим хвостовиком (рис. 239, а) изготовляют диаметром от 10 до 40 мм и длиной рабочей части от 80 до 200 мм с числом зубьев 3. Насадные зенкеры изготовляют диаметром от 32 до 80 мм и длиной от 10 до 18 мм с числом зубьев. Для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий в деталях из чугуна и стали изготовляют цельные зенкеры с коническим хвостовиком и насадные, оснащенные пластинками из твердого сплава. Кроме того, изготовляют зенкеры насадные со вставными ножами (рис. 239, в), из быстрорежущей стали для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий в деталях из чугуна и стали, а также зенкеры со вставными ножами, оснащенными пластинками из твердого сплава (ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т14К8, Т15К6), имеющие три-четыре ножа (клина) — цельные с коническим хвостовиком и четыре-шесть зубьев — насадные. Зенкерование выполняется на сверлильных станках с подачей в зависимости от диаметра зенкера по чугуну от 0,20 до 0,35 мм на один зуб, а по стали 0,15 — 0,30 мм на один зуб и скоростью резания зенкерами с пластинками из ВК — 55 м/с, а с пластинками из ТК — 80 м/с. В качестве охлаждающей жидкости применяют эмульсию. Для зенкеров со вставными ножами из быстрорежущей стали подачу выбирабт от 0,20 до 0,26 мм на один зуб, скорость резания от 11,6 до 22,5 м/мин в зависимости от диаметра зенкера. В качестве охлаждающей жидкости применяют 5% -ный (по массе) раствор эмульсии в воде. Насадные зенкеры с напаянными пластинками из твердого сплава применяют для развертывания отверстий диаметром от 34 до 80 мм. Они’изготовляются длиной от 40 до 65 мм с числом зубьев не менее 4. Насадные зенкеры соединяют с оправкой с помощью выступа на оправке и выреза на торце зенкера. При зенкеровании отверстий широко применяют комбинированные инструменты, позволяющие совмещать зенкерование со сверлением. Зенкеры изготовляют двух номеров: № 1 для обработки отверстий под развертывание и № 2 для окончательной обработки отверстий. При зенкеровании стружку удаляют сильной струей сжатого воздуха или . воды или перевертывая деталь, если она не тяжелая. При зенкеровании деталей из стали, меди, латуни, дюралюминия применяют охлаждение мыльной эмульсией. Для получения правильного и чистого отверстия припуски на диаметр под зенкерование должны составлять 0,05 (до 0,1 мм) от диаметра. Реклама:Читать далее:Зенкование
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|



14 Типы разверток, используемых при обработке
Развертки — это семейство широко используемых высокоточных инструментов. Они позволяют базовым станкам и даже ручной работе производить отверстия с допуском 0,0002 дюйма. Эта точность достигается за счет процесса шлифования с использованием режущего инструмента для удаления материала и расширения отверстия не более чем на 10% — обычно меньше. Целью требования такой точности является создание точных подгонок. Система допусков на основе отверстия (например, H7/g6), используемая для указания этой точности, позволяет регулировать размеры вала для различных целей. От «свободной посадки» для приблизительной посадки/местоположения до «малого зазора» для пар скольжения и подшипников и «принудительной посадки», позволяющей неподвижно закрепить приводные валы на нагретых шкивах (например), многие узлы нуждаются в такой высокой точности.
Они позволяют базовым станкам и даже ручной работе производить отверстия с допуском 0,0002 дюйма. Эта точность достигается за счет процесса шлифования с использованием режущего инструмента для удаления материала и расширения отверстия не более чем на 10% — обычно меньше. Целью требования такой точности является создание точных подгонок. Система допусков на основе отверстия (например, H7/g6), используемая для указания этой точности, позволяет регулировать размеры вала для различных целей. От «свободной посадки» для приблизительной посадки/местоположения до «малого зазора» для пар скольжения и подшипников и «принудительной посадки», позволяющей неподвижно закрепить приводные валы на нагретых шкивах (например), многие узлы нуждаются в такой высокой точности.
Развертки бывают разных стилей и предназначены для множества конкретных применений. Примеры: ручные развертки, регулируемые развертки и машинные развертки многих специализированных типов. Каждый с различными хвостовиками, формами и номерами канавок, типами наконечников и многим другим. Точность может со временем снижаться из-за различных причин, таких как: точность станка, износ развёртки, выкрашивание, превышение скорости подачи или скорости вращения.
Точность может со временем снижаться из-за различных причин, таких как: точность станка, износ развёртки, выкрашивание, превышение скорости подачи или скорости вращения.
В этой статье обсуждаются 14 типов разверток, используемых при механической обработке, их конкретные цели и способы их использования.
1. Твердосплавные развертки
Твердосплавные материалы (карбид вольфрама, карбид титана и карбид тантала) являются одними из самых твердых материалов, которые можно производить в больших масштабах. Инструменты для развертывания также являются основным применением керметов, семейства материалов, сочетающих металлы и керамику. Твердосплавные развертки, к сожалению, очень хрупкие, поэтому их необходимо монтировать и использовать с большой осторожностью, чтобы избежать растрескивания и сколов. Твердосплавные наконечники можно устанавливать на развертки из металлокерамики или инструментальной/быстрорежущей стали (HSS). В качестве альтернативы вся фреза может быть изготовлена из цельного куска карбида. Эта конструкция зависит от размера расширителя. На развертки большого диаметра надеваются напаянные наконечники, а мелкие приспособления вытачиваются из цельных твердосплавных валов.
Эта конструкция зависит от размера расширителя. На развертки большого диаметра надеваются напаянные наконечники, а мелкие приспособления вытачиваются из цельных твердосплавных валов.
2. Развертки с коническими штифтами
Развертки с коническими штифтами имеют конические канавки (режущие поверхности), позволяющие точно устанавливать конические штифты. Эти фрезы могут иметь прямые канавки, слегка скрученные (спиральные) канавки или сильно скрученные (спиральные) канавки. Они классифицируются по диаметру наконечника, диаметру основания и длине, а не по номинальному диаметру и углу. Развертки с коническими штифтами поставляются с целым рядом параллельных и конических хвостовиков, подходящих для различных цанг, патронов и конических замков. Они также обычно имеют квадратный верхний конец хвостовика, что позволяет использовать их вручную. Развертки с коническими штифтами обычно изготавливаются из стали HSS, но также доступны с твердосплавными наконечниками.
3. Ручные развертки
Ручные развертки представляют собой прецизионно заточенные режущие инструменты, используемые для расширения предварительно просверленных отверстий до точного диаметра вручную. Как правило, они имеют прямые или слегка изогнутые канавки, а также небольшой скос на конце и коническую входную часть. Скос и конус облегчают запуск развертки под точным углом, поскольку инструменты не выигрывают от блокировки в фиксированном обрабатывающем устройстве. Поскольку развертки сделаны из закаленного, хрупкого материала, их относительно легко сломать, поэтому необходимо соблюдать осторожность и следить за тем, чтобы развертка совпадала с осью отверстия. При ручном развертывании оператор должен удалять только небольшое количество материала за один раз. Инструмент с большей вероятностью сойдет с правильной оси, если он вгрызается в слишком много материала, что приведет к потере точности и риску поломки инструмента.
Как правило, они имеют прямые или слегка изогнутые канавки, а также небольшой скос на конце и коническую входную часть. Скос и конус облегчают запуск развертки под точным углом, поскольку инструменты не выигрывают от блокировки в фиксированном обрабатывающем устройстве. Поскольку развертки сделаны из закаленного, хрупкого материала, их относительно легко сломать, поэтому необходимо соблюдать осторожность и следить за тем, чтобы развертка совпадала с осью отверстия. При ручном развертывании оператор должен удалять только небольшое количество материала за один раз. Инструмент с большей вероятностью сойдет с правильной оси, если он вгрызается в слишком много материала, что приведет к потере точности и риску поломки инструмента.
4. Насадные развертки
Насадные развертки специально изготовлены для отверстий большего диаметра – обычно ¾” и больше. Это отдельные рифленые наконечники, предназначенные для установки на существующие хвостовики. Эта функция снижает их стоимость, поскольку они используют меньше материала и требуют меньше этапов производства.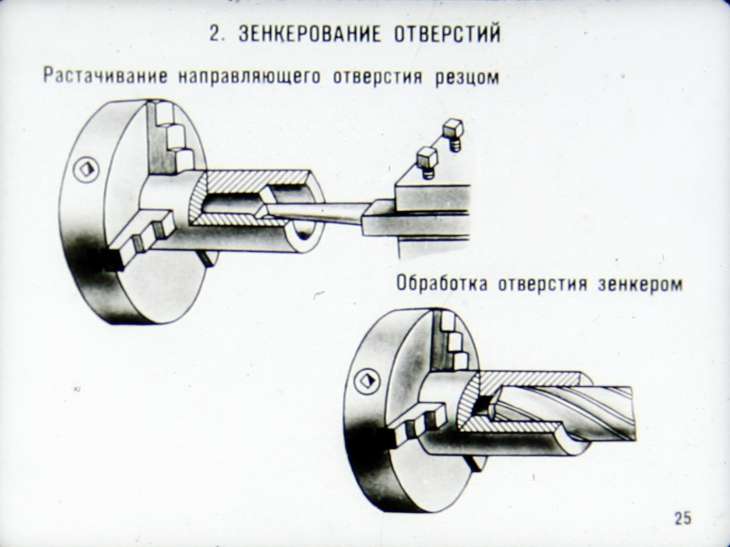 Насадные развертки можно найти в любом из стандартных типов канавок: прямых, витых и спиральных. Канавки, которые вращаются против часовой стрелки, предназначены для глухих отверстий, а по часовой стрелке более распространены.
Насадные развертки можно найти в любом из стандартных типов канавок: прямых, витых и спиральных. Канавки, которые вращаются против часовой стрелки, предназначены для глухих отверстий, а по часовой стрелке более распространены.
5. Расширяемые развертки
Расширяемые развертки — это именно то, на что они похожи; внешний диаметр их канавки можно отрегулировать, чтобы оператор мог расширить отверстие нестандартного размера. Они также могут быть полезны для машинистов, которые способны затачивать тупые лезвия для развертывания (хотя этот процесс требует высокой квалификации). После заточки расширяемый развертку можно снова отрегулировать, чтобы он снова соответствовал нужным размерам. Расширяемые развертки работают по тому же принципу, что и регулируемые развертки, за исключением того, что расширение нельзя обратить вспять. После того, как внутренний винт отогнул канавки наружу, они не вернутся к своим первоначальным размерам.
6. Развертки с прямыми канавками
Развертки с прямыми лезвиями имеют канавки, которые не закручиваются по длине вала. Примечательно, что развертки с прямым лезвием не идеальны для ручного использования, поскольку они не удаляют стружку так же хорошо, как развертки с изогнутыми канавками. Разрезные отверстия, например те, которые крепятся к валу или содержат шпоночный паз или продольный паз, нельзя развернуть с помощью развертки с прямой канавкой, потому что лезвия «упадут» в паз и зафиксируются.
Примечательно, что развертки с прямым лезвием не идеальны для ручного использования, поскольку они не удаляют стружку так же хорошо, как развертки с изогнутыми канавками. Разрезные отверстия, например те, которые крепятся к валу или содержат шпоночный паз или продольный паз, нельзя развернуть с помощью развертки с прямой канавкой, потому что лезвия «упадут» в паз и зафиксируются.
7. Плавающие расширители
Плавающий расширитель представляет собой обычный машинный расширитель любого типа, который крепится к плавающему держателю расширителя. Плавающая развертка — это устройство, которое несет цангу или патрон на независимой подшипниковой системе. Цанга позволяет ему «плавать» от оси привода станка и следовать траектории, определяемой существующим отверстием. Это конструктивное новшество устраняет один из источников машинной ошибки в процессе развертывания. Привод может быть эксцентричным по отношению к отверстию и при этом обеспечивать точный результат с точки зрения осевой линии отверстия.
8. Развертки Jobbers
Развертка Jobbers — это любой инструмент для развертки, хвостовик которого позволяет использовать его как в патроне станка, так и в воротке. Любая развертка, имеющая параллельный ИЛИ машинный конусный хвостовик И квадратный конец хвостовика, может считаться джобберской или джоббинговой разверткой.
9. Патронные развертки с прямыми канавками
В то время как у развертки с прямым срезом хвостовик имеет квадратный конец, у развертки с зажимным патроном только гладкий параллельный хвостовик без квадратного конца. Он предназначен для использования с цанговым или трехкулачковым патроном (отсюда и термин «зажим»). Чтобы быть разверткой с прямыми канавками, она также должна иметь прямые канавки, которые не поддаются ручному развёртыванию.
10. Развертки со спиральной канавкой
Развертки с зажимным патроном имеют круглое поперечное сечение, предназначенное для установки в цанговый или трехкулачковый патрон (в отличие от квадратного хвостовика, предназначенного для воротков).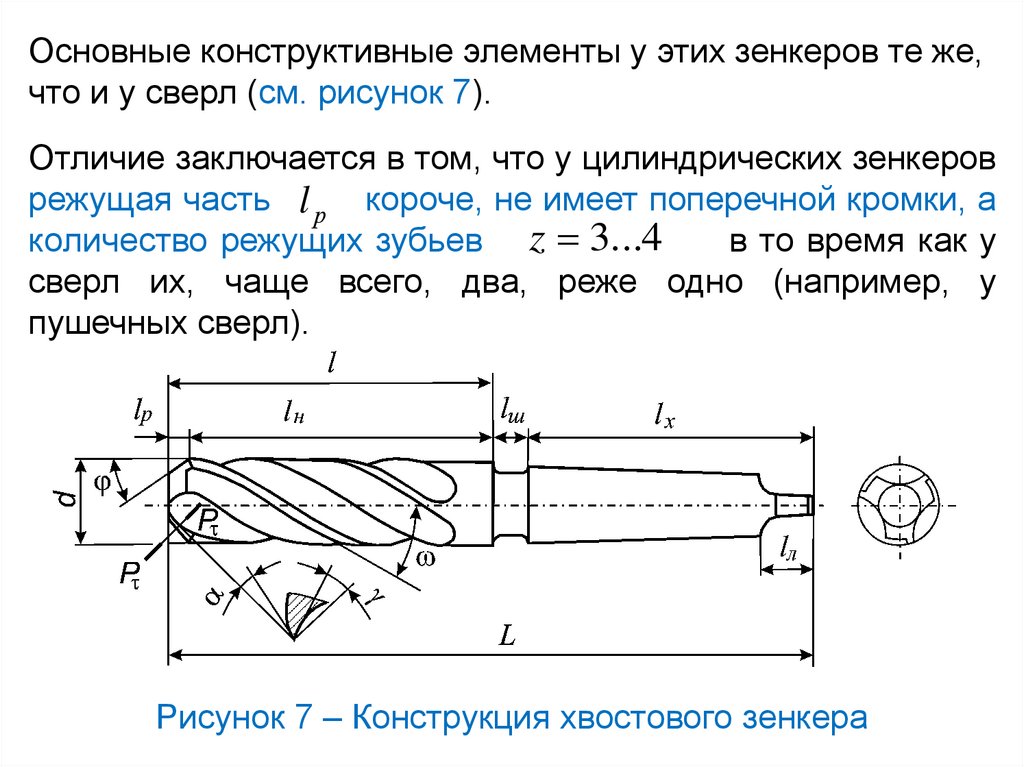 Чтобы развертка была спиральной, канавки должны хотя бы частично охватывать окружность инструмента, как правило, с наклоном более 30°.
Чтобы развертка была спиральной, канавки должны хотя бы частично охватывать окружность инструмента, как правило, с наклоном более 30°.
11. Машинные развертки с короткими винтами
Эта этикетка может быть нанесена на любой тип разверток, если они имеют поперечное отверстие для штифта в валу, что позволяет использовать их в плавающем держателе разверток. Эта функция доступна в большинстве стилей разверток, как правило, без квадратного наконечника, что указывает на возможность их использования в качестве ручных разверток.
12. Развертки Diemaker’s
Как правило, они имеют три канавки, нарезанные на многооборотной спирали. Они подходят для быстрой резки и развертывания отверстий со шпоночными канавками и масляными каналами, которые в противном случае могли бы заклинить инструменты с пологими или прямыми канавками.
13. Конструкционные развертки
Эти устройства очень похожи на другие развертки, за исключением того, что они обычно имеют хвостовик с конусом Морзе и больший диаметр. Они обычно используются для рассверливания заклепок и штифтовых отверстий в крупных конструкционных узлах, таких как корабли и мосты. Структурные развертки стали менее распространенными, поскольку заклепки вышли из моды.
Они обычно используются для рассверливания заклепок и штифтовых отверстий в крупных конструкционных узлах, таких как корабли и мосты. Структурные развертки стали менее распространенными, поскольку заклепки вышли из моды.
14. Спиральные (спиральные) развертки канавки
Развертки со спиральной канавкой — это те, в которых спиральный угол самой канавки ярко выражен. Их лучше всего использовать на твердых и упрочняемых материалах с твердостью по Бринеллю 200-400, таких как нержавеющая сталь и износостойкая сталь. Спиральные развертки имеют тенденцию царапать стенки в более мягких материалах, портя отверстие.
Что такое развертка?
Развертки представляют собой радиально-симметричные инструменты с прямыми, слегка изогнутыми или спиральными режущими поверхностями, отшлифованными до очень точного диаметра. Они используются для финишной обработки отверстий, которые были просверлены, фрезерованы или пробиты, что позволяет получить очень точные размеры. Инструменты для развертки предназначены только для удаления небольшого количества материала и корректировки отверстий с несовершенной округлостью или не совсем прямых.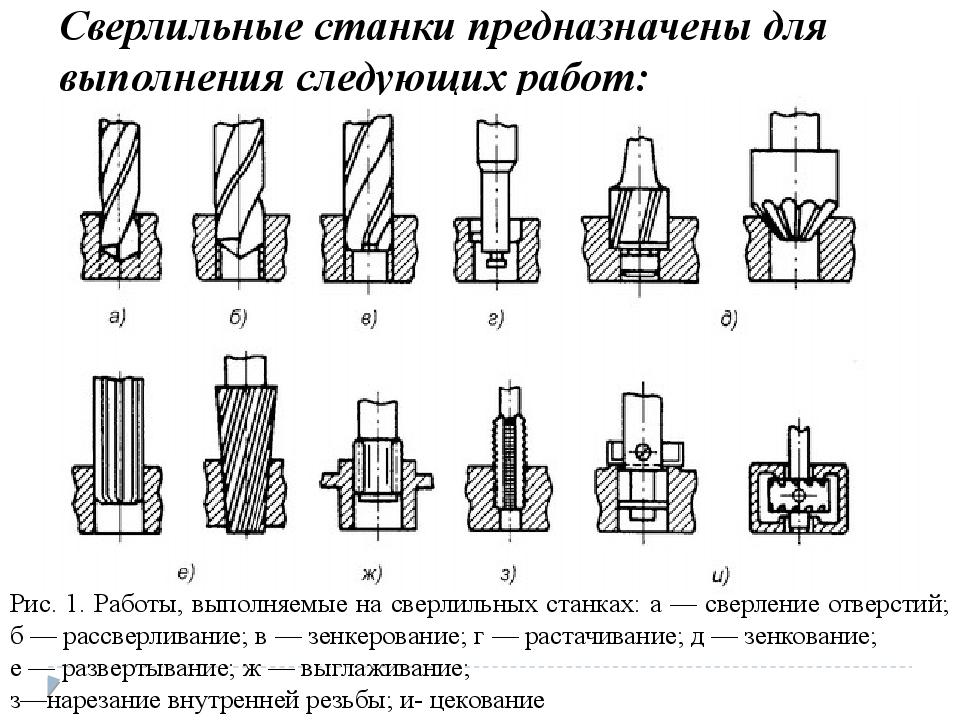
Для чего нужна развертка?
Развертка предназначена для получения гладких и точно круглых отверстий очень высокой диаметральной точности. Они не могут создать дыру там, где ее нет; расширители могут расширить существующее отверстие только на 10%.
Как работает развертка?
Развертки имеют как минимум три прецизионно заточенных лезвия вдоль хвостовика. Они работают, вращаясь внутри существующего отверстия, поэтому лезвия могут соскребать материал со стены, увеличивая ее диаметр и сглаживая поверхность. Рассверленные отверстия можно использовать для следующих целей:
- Точно установленные установочные штифты (шпонки).
- Текущие посадки таких компонентов, как втулки, открытые для установки на прецизионно отшлифованные валы.
- Точная посадка деталей подшипников в машину.
- Горячая муфта вала с шестерней, образующая неподвижную пару.
Существует множество онлайн-руководств, которые дают советы по использованию разверток.
Подачи и скорости
Обороты фрезы и скорость врезной подачи высоки зависит от ряда факторов. Среди них: разрезаемый материал, материал развертки, требуемая точность и тепловое расширение. Как правило, наилучшие результаты дает машина хорошего качества с низкой скоростью подачи, малым числом оборотов в минуту и сильным охлаждением. Но когда производительность вызывает беспокойство, рекомендуется обратиться к рекомендациям производителя развёртки по подаче/об/мин для разрезаемого материала. Ручное развертывание представляет собой особый случай, поскольку трудно контролировать скорость резания, подачу и эксцентрическую силу. Однако опытная рука может добиться самых высоких допусков с инструментом хорошего качества.
Полезен ли инструмент для развертки?
Да, развертки полезны. Для такой простой технологии развертки могут достигать поразительной точности. И в качестве бонуса инструменты для развёртки, созданные для металла, также очень хорошо работают с твёрдыми пластиками.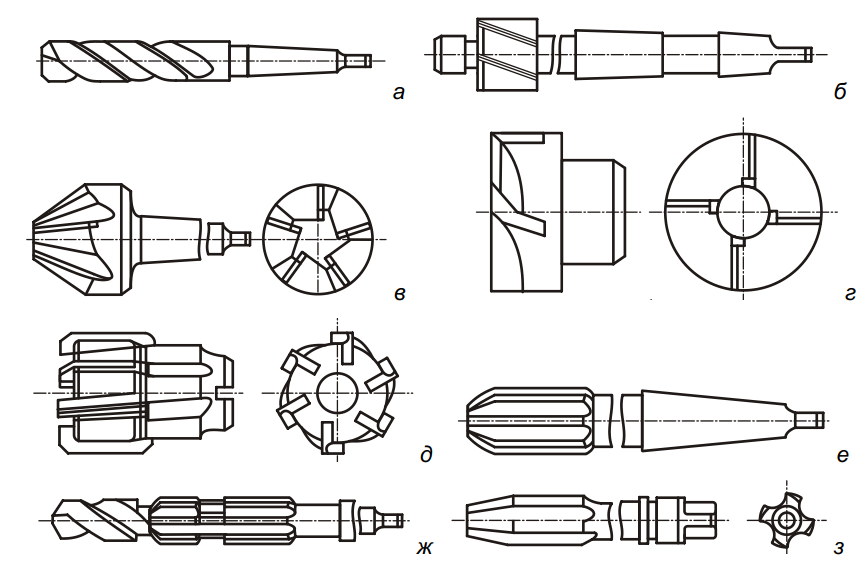 Они являются ключевыми инструментами в любой рабочей области точного машиностроения.
Они являются ключевыми инструментами в любой рабочей области точного машиностроения.
Резюме
В этой статье представлены различные типы разверток, объяснено, что они из себя представляют, и обсуждено, когда использовать каждый из них. Чтобы узнать больше об инструментах для разверток, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об ограничении ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry.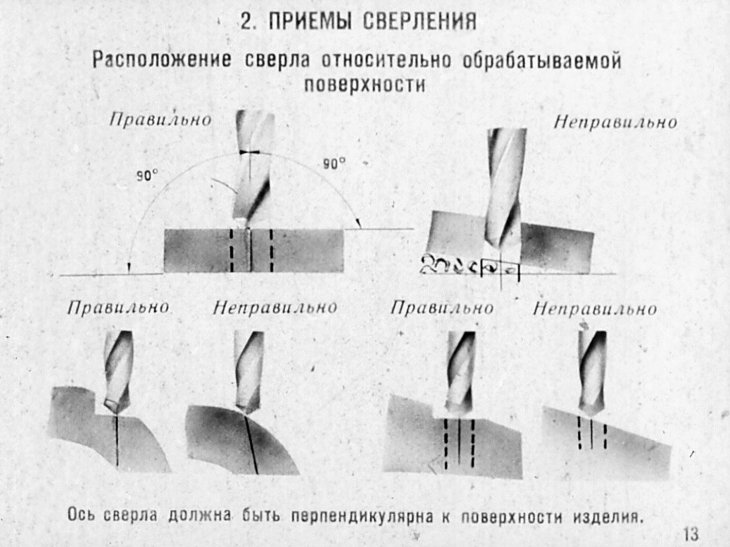 Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Что такое развертка и ее функции?
Знания
Развертки представляют собой вращающиеся инструменты с одним или несколькими зубьями, используемые для удаления тонкого слоя металла с поверхности обрабатываемого отверстия. Эти вращающиеся чистовые инструменты используются для добавления желаемой отделки внутренней части предварительно просверленных отверстий.
Опубликовано: 19 апреля 2022 г.
- Что такое развертка?
- Назначение расширителя
- Эксплуатация расширителя
- Типы разверток
- Расчетные точки — диаметры разверток и допуски
Что такое развертка?
Развертка — это режущий инструмент, используемый для механической обработки, предназначенный для небольшого увеличения размера просверленного отверстия, но с высокой точностью, обеспечивающий гладкую поверхность внутренней поверхности отверстия. Развертки являются наиболее точными инструментами для сверления отверстий, доступными в настоящее время, и обычно используются для соблюдения высоких допусков H6/H7, требуемых стандартами ISO. Метрические стандарты ISO и ANSI относятся к стандартам, применимым к крепежным изделиям, которые можно свободно собирать и разбирать. При правильном использовании инструмент для развертывания может развернуть тысячи отверстий с высокой точностью без ущерба для производительности.
Развертки являются наиболее точными инструментами для сверления отверстий, доступными в настоящее время, и обычно используются для соблюдения высоких допусков H6/H7, требуемых стандартами ISO. Метрические стандарты ISO и ANSI относятся к стандартам, применимым к крепежным изделиям, которые можно свободно собирать и разбирать. При правильном использовании инструмент для развертывания может развернуть тысячи отверстий с высокой точностью без ущерба для производительности.
Существует множество типов разверток, в том числе развертки с механическим инструментом и ручные развертки. Высокоточные механические развертки часто используются в токарных станках или обрабатывающих центрах. Развертка — это прецизионный инструмент, и его точность зависит от машины, способности оператора управлять машиной и функциональных характеристик самого инструмента. Развертки могут изготавливаться из твердого сплава, быстрорежущей стали или металлокерамических композитов.
Назначение развертки:
Развертка имеет один или несколько зубьев, которые снимают тонкий слой металла с обрабатываемой поверхности отверстия. Развертку применяют, в основном, для повышения точности обработки отверстия и уменьшения шероховатости его поверхности. Ручное развертывание часто используется для отделки отверстий под дюбеля или точечных отверстий, чтобы обеспечить посадку с натягом между отверстием и дюбелем. Развертки могут удалить только очень небольшое количество материала, обычно от 0,005 до 0,008 дюйма, поэтому они идеально подходят для получения высококачественной отделки поверхностей отверстий.
Развертку применяют, в основном, для повышения точности обработки отверстия и уменьшения шероховатости его поверхности. Ручное развертывание часто используется для отделки отверстий под дюбеля или точечных отверстий, чтобы обеспечить посадку с натягом между отверстием и дюбелем. Развертки могут удалить только очень небольшое количество материала, обычно от 0,005 до 0,008 дюйма, поэтому они идеально подходят для получения высококачественной отделки поверхностей отверстий.
Хотя развертки чаще используются для обработки цилиндрических отверстий, конические развертки можно использовать для обработки конических отверстий; но это довольно редко. Ручные и машинные развертки широко распространены и могут использоваться как для прямого, так и для конического хвостовика.
Эксплуатация развертки:
Поскольку развертка удаляет только тонкий слой материала с поверхности обработанного отверстия, ее нельзя использовать для удаления большого количества материала. Количество удаляемого материала зависит от нескольких факторов, включая обрабатываемый материал, размер и качество предварительно просверленных отверстий. Для механики это процесс, требующий тщательной балансировки. Для эффективной работы развертки очень важно иметь правильный припуск в отверстии. Слишком большой припуск может привести к тому, что развертка будет плохо работать, а отверстие может быть деформировано. Если припуск слишком мал, развертка будет тереться и изнашиваться, что приведет к ухудшению качества отверстия. Режущая кромка развертки должна иметь определенную твердость, чтобы продлить срок службы; он также должен иметь хорошую прочность, чтобы инструмент не вышел из строя при нормальном использовании. Правильное использование требует тщательного выбора соответствующего инструмента для обрабатываемого материала и тщательного контроля припуска, чтобы обеспечить длительный срок службы развертки и высокое качество обработки отверстия.
Кроме того, если заготовка не удерживается надежно при развертывании, может возникнуть вибрация, качество обработки детали будет плохим, а режущая кромка затупится. Трение и сильный нагрев также могут вызвать проблемы во время развертывания, а это означает, что эффективная смазка необходима не только для охлаждения инструмента, но и для продления срока службы расширителя. Смазка также увеличивает скорость резания, сокращает время цикла и удаляет стружку, помогая улучшить качество обработки заготовки.
Типы разверток:
- Развертки делятся на ручные и машинные в зависимости от способа их использования.
- Развертки могут быть цилиндрическими или коническими, в зависимости от формы расширяемого отверстия.
- В зависимости от направления стружечной канавки развертки могут быть как с прямой канавкой, так и со спиральной канавкой.
- Развертки могут иметь прямые или конические хвостовики.
- Развертки могут быть изготовлены из быстрорежущей стали или иметь вставки из цементированного карбида.
Развертки могут иметь различное количество зубьев и зубчатых пазов:
Количество зубьев развертки влияет на точность развертывания, шероховатость поверхности, расстояние между стружками и прочность зубьев. Его значение обычно определяется в зависимости от диаметра развертки и материала заготовки. Когда диаметр расширителя больше, можно выбрать большее количество зубьев. При обработке пластичных материалов количество зубьев должно быть меньше. При обработке хрупких материалов предпочтительнее большее количество зубьев. Для облегчения измерения диаметра развертки число зубцов должно быть четным. Для отверстий диаметром от 8 до 40 мм количество зубьев обычно составляет 4–8.
Расчетные точки — диаметры и допуски развертки
Допуск диаметра развертки напрямую влияет на точность размеров обрабатываемого отверстия, стоимость изготовления и срок службы развертки. При развёртывании из-за радиального биения зубьев фрезы, величины развёртывания и смазочно-охлаждающей жидкости апертура будет больше, чем диаметр развёртки. Это явление называется расширяющимся расширением. В то же время, поскольку тупой радиус лезвия сжимает стенку отверстия, отверстие восстанавливается и сжимается. Этот эффект называется усадкой при расширении. Расширение с помощью развертки из быстрорежущей стали обычно приводит к объяснению, в то время как развертывание с помощью развертки из карбида обычно приводит к усадке. Эта возникающая в результате усадка обычно больше при расширении тонкостенных отверстий. Номинальный диаметр развертки равен номинальному диаметру отверстия. Понимая эффекты расширения и сжатия и учитывая необходимый допуск на износ, можно определить верхнее и нижнее отклонение расширителя.
Опубликовано 19 апреля 2022 г.
Источник: kknews,
Источник :kknews
Дальнейшее чтение
Горячая тема
Вас также может заинтересовать …
Заголовок
Знание
Знаете ли вы о селективном лазерном спекании 3D-печати?
Селективное лазерное спекание — это технология аддитивного производства, при которой мелкие частицы полимерного порошка спекаются в трехмерную трехмерную структуру с помощью мощного лазерного излучения; таким образом, это также называется 3D-печатью с селективным лазерным спеканием или 3D-печатью SLS.
Заголовок
Знание
Краткое руководство по автоматизированному управляемому транспортному средству (AGV)
Во время работы фабрики поток материалов определяет эффективность производства фабрики. В последнее время на производственных линиях постепенно добавлялось оборудование для автоматизации, но подача материалов на производственную линию и обратно по-прежнему зависит от ручных операций. Это часто приводит к нестабильной логистике и прерыванию производственного потока. Чтобы избежать перебоев в поставках и сократить складские и производственные площади, технология Automated Guided Vehicle (AGV) предлагает беспилотное решение для управления.
Заголовок
Знание
Типы процессов производства пластмасс
Пластмассовые изделия можно увидеть повсюду в повседневной жизни, и различные пластмассовые изделия изготавливаются с помощью различных технологий обработки. Производство пластмасс — это процесс превращения пластика в полуфабрикаты или продукты, имеющие практическую ценность. Производство пластмасс обычно включает в себя первичную и вторичную переработку пластмасс.
Заголовок
Знание
Как роботы с искусственным интеллектом повлияют на обрабатывающую промышленность?
Искусственный интеллект принес новое поколение технологий робототехники: Robotics 2.0. Основной задачей является переход от исходных методов ручного программирования к истинно автономному обучению. Столкнувшись с этой проблемой инноваций в робототехнике с искусственным интеллектом, как обрабатывающая промышленность Тайваня может наилучшим образом воспользоваться этой возможностью?
Заголовок
Знание
Знаете ли вы о цепочке поставок полупроводников?
Цепочка поставок полупроводников включает в себя все виды производства полупроводников и отраслей проектирования, таких как производство ИС, упаковка и тестирование ИС, проектирование ИС и производство дискретных компонентов.
Заголовок
Знание
Какие существуют типы электрических линейных приводов?
В связи с непрерывным развитием отрасли производства линейных приводов и непрерывным расширением областей применения линейных приводов глобальный спрос на линейные приводы быстро растет. В 2019 году, мировой рынок линейных приводов превысил 15 миллиардов юаней.
Заголовок
Знание
Каковы распространенные типы пластикового оборудования в индустрии пластмасс?
Технология обработки литья пластмасс широко используется в производстве многих высокотехнологичных продуктов, таких как автозапчасти, электронные продукты 3C, разъемы, дисплеи, мобильные телефоны, пластиковые оптические линзы, продукты биомедицинского применения, предметы первой необходимости и т. д. , С тенденцией к диверсификации использования продукта и изменчивости функциональных требований технология обработки литья пластмасс стремительно развивается день ото дня.
Заголовок
Знание
Какова структура фрезерного станка?
Фрезерные станки обеспечивают поддержку обрабатывающей промышленности. Фрезерные станки могут выполнять практически любые фрезерные операции, такие как зубофрезерование, фрезерование резьбы, угловое фрезерование и т. д.
Заголовок
Знание
Что такое штамповочные прессы?
Штамповочный пресс — это машина, которая может обрабатывать листовой металл до нужной формы. Он обычно используется для штамповки металла, чтобы преобразовать плоский металлический лист в определенную форму. Какие бывают виды штамповочных машин? Давайте выкопаем это!
Заголовок
Знание
Что такое осциллограф?
Осциллограф — это диагностический прибор, отображающий электрические сигналы. Будь то простой или сложный продукт, он включает в себя электронные компоненты, а его конструкция, проверка и процесс отладки требуют осциллографа для анализа множества электрических сигналов, которые заставляют продукт просыпаться.
Заголовок
Знание
Ключевые компоненты автомобильных полупроводников: ECU, MCU и датчик
Рынок автомобильных полупроводников по-прежнему настроен оптимистично. В настоящее время основные автомобильные полупроводниковые микросхемы включают микроконтроллеры (MCU), ИС управления питанием, контроллеры цифровых сигналов (DSP), датчики, силовые полупроводники, дискретные компоненты, микроэлектромеханические (MEMS), память, индивидуальные прикладные ИС (ASIC) и т. д. Цепочка поставок автомобильных чипов сложна и длинна. После шторма дефицита в 2021 году автопроизводители начали сокращать цепочку поставок полупроводников, надеясь сократить длинную цепочку. У некоторых автопроизводителей даже есть идея самостоятельно разрабатывать и проектировать автомобильные полупроводники.
Заголовок
Знание
Что такое обработка листового металла?
«Листовой металл» при обработке листового металла относится к тонким металлическим пластинам, которые можно обрабатывать путем растяжения, штамповки, гибки и т.
