Зенкерование зенкование: Технология зенкования и зенкерования отверстий
Содержание
§ 92. Сверловщик (3-разряд) \ КонсультантПлюс
§ 92. СВЕРЛОВЩИК
3-й разряд
Характеристика работ. Сверление, рассверливание, зенкерование и развертывание отверстий по 8 — 11 квалитетам в различных деталях, а также сверление отверстий по 12 — 14 квалитетам в сложных, крупногабаритных деталях. Сверление глубоких отверстий в деталях различной конфигурации на глубину сверления свыше 5 до 15 диаметров сверла на сверлильных станках, а также на глубину свыше 10 до 20 диаметров сверла с применением специальных направляющих приспособлений, а также на специальных налаженных станках на глубину свыше 10 диаметров сверла. Установка и крепление сложных деталей на угольниках, призмах, домкратах и прокладках с выверкой в двух и более плоскостях. Сверление отверстий под разными углами и в различных плоскостях. Сверление отверстий в различных деталях под нарезание резьбы. Нарезание резьбы диаметром до 2 мм и свыше 24 до 42 мм на проход и в упор. Подналадка станка с применением универсальных и специальных приспособлений и самостоятельное определение технологической последовательности обработки деталей и режимов резания. Управление подъемно-транспортным оборудованием с пола. Строповка и увязка грузов для подъема, перемещения, установки и складирования.
Должен знать: устройство, правила подналадки и проверки на точность сверлильных станков различных типов; устройство и правила применения контрольно-измерительных инструментов, зажимных и установочных приспособлений; геометрию, правила заточки и установки универсального и специального режущего инструмента; элементы и виды резьб; систему допусков и посадок; квалитеты и параметры шероховатости.
Примеры работ
1. Бабки задние токарных станков — сверление отверстий под болты.
2. Валы, оси — сверление косых смазочных отверстий.
3. Детали из титановых сплавов — нарезание резьбы метчиками на проход и в упор.
4. Детали металлообрабатывающих станков — гитары токарных станков, шпиндели различных станков — сверление отверстий по разметке.
5. Детали, узлы и сварные конструкции разные — сверление отверстий, зенкерование пневмоинструментом.
6. Детали часов — сверление, развертывание, зенкование отверстий.
7. Днища сферические для фильтров — сверление, зенкерование, зенкование.
8. Корпуса фильтров — сверление отверстий во фланцах.
9. Корпуса и крышки подшипников судовых опорных с диаметром вала до 500 мм и упорных с диаметром вала до 400 мм — сверление и подрезка отверстий на разъемах под болты для спаривания.
10. Корпуса и крышки редукторов в сборе — сверление, зенкерование, зенкование.
11. Корпуса подшипников — сверление отверстий под шпильки и болты в местах соединения.
12. Кольца прижимные для крышек изделий «т» и «к» и кремальерных крышек и дверей — сверление отверстий по разметке, зенкование.
13. Коробки кабельные — сверление отверстий.
14. Корпуса кремальерных крышек и дверей — сверление отверстий под установку съемных клиньев и прижимных колец.
15. Платы печатные III группы сложности — сверление, зенкование отверстий.
16. Плиты акустические — сверление.
17. Стулья, стаканы, фланцы и другие детали — нарезание резьбы диаметром до 2 мм и свыше 24 мм до 42 мм на проход и в упор.
18. Тройники, патрубки, колена с фланцами — сверление отверстий во фланцах.
19. Фланцы, кольца диаметром свыше 500 мм — сверление отверстий по разметке или кондуктору, зенкование, цекование, зенкерование.
20. Шестерни зубчатой передачи совместно с зубчатым венцом — сверление и развертывание отверстий.
21. Шестерни и шкивы разъемные — сверление отверстий в местах соединений и под смазку.
22. Штампы — сверление отверстий под направляющие колонки.
20. Зенкерование, развертывание, цекование и зенкование.
3. Зенкеры. Обеспечивают 11 квалитет. Обрабатывают отверстия в литых, штампованных заготовках, а также предварительно просверленных отверстий. (Отличие)Снабжены 3-4 режущими кромками и не имеют поперечного лезвия, что повышает прочность, жесткость. Режущая (заборная) часть выполняет основную работу резания. Калибрующая направляет и обеспечивает точность и шероховатость поверхности.
Зенкерование отличается от сверла количеством режущих кромок.,отсутствием перемычки,наличие жесткого стержня. Зенкер с лапкой а фреза с отверстием. 3 или 4 зуба!!! t=3…4мм
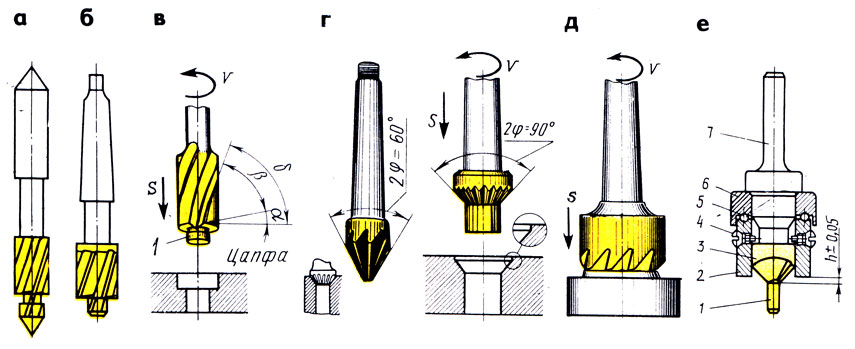
По виду зенкеры делят на:
— цилиндрические,
-конические
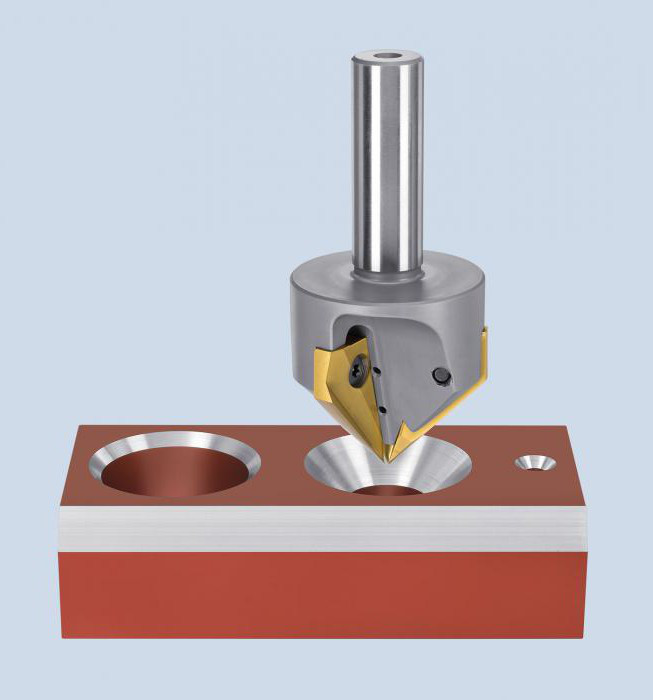
— торцовые. –называются цековка (предназначены для обработки отверстий под шайбу или головку болта).
Зенкеры под углом 450 называются ценковка(применяют для снятия фаски в отверстиях)
Зенкеры бывают цельные, сборные и насадные. Первые диаметром до 32 мм, вторые до 100.
Припуск под зенкерование 0,5-3 мм на сторону. Rz =10
Износ зенкеров — по задней поверхности hЗ= 1,2+1,5 мм по уголкам и ленточке.
Развертки .
Развертывание(для увеличения точности отверстий)
Развертка 6-14 кромок параллельных стржню. При развертывании t=0,1…0,05мм
Бывают ручная и машинная.На машинной хвостовик с конусом морзе,ручная с квадратиком на хвосте.Развертка для 9 степени точности.Развертки бывают предварительные и чистовые. Они не перетачиваются.Конические и цилиндрические.
Обеспечивают 9 квалитет. Применяются для обработки в основном малых диаметров. Окончательная обработка отверстий. Припуск 0,15-0,5 мм для черновых и 0,05-0,25 для чистовых, Ra = 0,32+0,63. По форме — цилиндрические, конические. Имеют 6-12 главных режущих лезвий. По способу применения – ручные(на конце квадрат для того чтобы одевать вороток) и машинные(на конце лапка). По способу крепления зубьев — цельные, составные, напайные и с механическим креплением. По материалу режущей части ~ углеродистые, быстрорежущие, твердосплавные. За критерий затупления принимают: а) при обработке незакаленных сталей износ задней поверхности hз, — 0,4-0,7 мм; б) при обработке закаленных hз= 0,4-0,35 мм. Развертки служат до переточки.
Зенкерование и развертывание жаропрочных сталей на никелевой основе, обрабатывается плохо. Применяют сталь Р9Ф5, скорость резания в 2 раза меньше, чем при сверлении. Обильное охлаждение эмульсией, сульфофрезолом.
Титановых сплавов. При диаметре больше 10 мм инструмент из ВК8, при меньших -Р18, Р6К10 и Р9Ф5. HRC 63-65. СОЖ — касторовое масло, олеиновая кислота.
Режимы зенкерования инструментом из ВК8 V= 10-15 м/мин, S =0,1-0,3 мм/об, t = 0,5+1 мм; развертывание V = 10-15 м/мин, S = 0,15+0,2 мм/об, t = 0,05+0,1.
Из быстрорежущих сталей: зенкерование V = 3-5 м/мин, S = 0,05-0,2 мм/об, t = 0,3-0,8. Развертывание V = 2-3 м/мин, S = 0,05-0,2 мм/об, t = 0,05-0,1 мм
21. Оборудование и приспособления для обработки отверстий.
3. Приспособления для обработки заготовок сверл.
Широко применяют прижимные планки (трубные доски), тиски, 3х или 4* кулачковые патроны (цилиндрические части). При сверлении отверстий в цилиндрических заготовках их устанавливают на призмы и зажимают прихватами. Для сверления точно расположенных отверстий используют кондукторы.
Переходные втулки, патроны и оправки.
Обработка отверстий выполняется на :1)вертикальных сверлильных сианках;2)радиально-сверлильных станках; 3) многошпиндельных сверлильных станках; 4) горизонтальных сверлильных станках для грубого сверления; 5) центровальных — для получения в торцах заготовок центровочных отверстий; 6) расточных станках -а) горизонтально-, расточные.; б) координатно-расточные, в) алмазно-расточные.
Расточные станки применяются в основном для обработки отверстий с точно координированными осями в крупно- и среднегабаритных деталях. На расточных станках выполняют: сверление, зенкерование, развертывание, обрабатывание наружных цилиндрических поверхностей резцом, растачивание отверстий, подрезание торцов, нарезание резьбы и фрезерование плоскостей.
Поверхность формируется за счет сочетания главного вращательного движения резца и движения подачи, сообщаемого резцу или заготовке.
Руководство по проектированию зенковки — SendCutSend
Установка и стоимость зенкерования
Зенковка добавляет к вашему заказу минимум 9 долларов. Цены начинаются с 3 долларов США за отверстие с потайной головкой, при этом скидки за количество начинаются при заказе более одной идентичной детали.
Количество одинаковых деталей
Отверстий на деталь
Всего отверстий
Общая стоимость
Разбивка
4
отверстий0024
4
$ 12
$ 3 за лунку x 4 отверстия = $ 12
2
4 Холос
8
$ 19.20
$ 3 $ 3. = $19.20
10
4 holes
40
$85.20
$3 per hole x 40 holes = $120 $120 x 29% qty discount = $85. 20
40
4 holes
160
$ 288,00
$ 3 за отверстие x 160 лунок = 480 долл. США $ 480 x 40% Q размер детали, поэтому мы внедрили минимальные и максимальные размеры, которых должна придерживаться ваша деталь, чтобы ее можно было утопить:
Минимальный размер детали 1 x 4 дюйма
Минимальная длина самой короткой стороны 1”
Минимальная длина самой длинной стороны 4 дюйма
Максимальный размер детали 14 x 46 дюймов
Максимальная длина самой короткой стороны 14 дюймов
Максимальная длина самой длинной стороны 46 дюймов
5
5
Обязательно ознакомьтесь с нашей таблицей минимальных/максимальных значений обработки для получения дополнительной информации о минимальной и максимальной геометрии для конкретного материала, толщины и размера детали.
Доступные материалы для зенкования
В настоящее время мы предлагаем 7 материалов для зенкования:
ABS : 0,125–0,500” (3,18–12,7 мм) и рекомендации по дизайну
Подтверждение размещения зенковки в нашем приложении
Когда вы загрузите свой файл в наше приложение, вы сможете просмотреть свою деталь в 3D-модели, чтобы убедиться, что конечный продукт будет работать так, как вы задумали. Используйте эту модель, чтобы убедиться, что ваши зенкеры размещены в правильной ориентации с вашей стороны. Зенковки можно размещать на верхней или нижней грани детали, поэтому важно тщательно проверять, чтобы они были указаны на правильной грани.
Потайные отверстия с указанием
При настройке файла для зенкования помните, что вам нужно включить только внутреннюю окружность отверстия (называемого второстепенным), которое должно быть зенковано. Не включайте внешнюю окружность (размер зенковки, называемой Major) в свой файл, так как это то, что будет вырезано в процессе обработки, в результате чего ваше отверстие будет слишком большим для зенковки. Ваш файл должен выглядеть так, как показано здесь:
Размер отверстия
Размер основного отверстия должен быть такого же размера или немного больше, чем диаметр используемой вами аппаратной головки. В качестве эталона лучше всего использовать точный диаметр головки крепежа, но хорошее эмпирическое правило — делать зенкер на 50% больше, чем внутреннее отверстие (незначительное).
При выборе операций с отверстиями для желаемого отверстия в вашей конструкции мы автоматически изменим размер отверстия до требуемого размера, если начальное отверстие меньше 0,500 дюйма в диаметре. Имейте в виду, что, поскольку они будут изменять размер, вам нужно будет убедиться, что у вас есть достаточный зазор до других элементов и краев материала.
Вы можете увидеть примеры размеров зенкерования в таблице ниже. Важно отметить, что эти примеры основаны на образце аппаратного обеспечения (ссылка на диаграмму), а технические характеристики и стили аппаратного обеспечения будут различаться в зависимости от производителя.
Imperial/SAE Примеры:
Размер оборудования
Диаметр оборудования.
0,411 ”
0,194”
0,411 ”
0,127”
¼-20, ⅜ ”HEX Drive Плостя.0024
0.161”
Metric Examples:
Hardware Size
Hardware Head Diameter
Countersink Minor Diameter
Countersink Major Diameter
Countersink Depth
M5 x .8mm, 14mm Винт с плоской головкой с шестигранной головкой
10 мм
5 мм
10 мм
2,8 мм
Винт с шестигранной головкой M8 x 1,25 мм, 12 мм с плоской головкой
16 мм
024
8 мм
16 мм
4,4 мм
Глубина и угол
Глубина зенковки должна быть не более 60% толщины материала. Если углубиться глубже, вы рискуете структурной целостностью материала и детали. Если ваша зенковка должна превышать эту глубину, убедитесь, что отверстия расположены достаточно далеко друг от друга, чтобы предотвратить чрезмерное напряжение.
Угол зенковки зависит от используемого оборудования. В идеале фурнитура должна как минимум на 50 % соприкасаться с потайным отверстием, но это не обязательно точное совпадение. Стандартный угол зенковки для метрической фурнитуры равен 9.0°, а стандартный угол зенкерования для дюймовой фурнитуры составляет 82°. Мы предлагаем размеры в обоих углах.
Доступные размеры
Показанный здесь «большой» размер представляет собой больший диаметр в верхней части зенковки, а «небольшой» размер представляет собой меньший диаметр в нижней части зенковки, где отверстие является наименьшим
Когда выбрав операции с отверстиями для желаемого отверстия в вашей конструкции, мы автоматически изменим размер отверстия до требуемого размера, если начальное отверстие меньше 0,500 дюйма в диаметре.
Имейте в виду, что, поскольку они будут изменять размер, вам нужно будет убедиться, что у вас есть достаточный зазор до других элементов и краев материала.
90 ° (общая для метрических болтов)
Метрический болт плоской головки
Основной
Минор
M2 x 0,4 мм
4MM (0,157 ”)
9mm 2,39 2,39 мм 2 2,39 мм 2 2,39 мм 2,39 мм 2,39 мм 2,39 мм 2,39 мм 2,39 мм 2,39 мм 2,39 мм 2,39 2,39 мм 2,39 ммм 2,39 ммм 2,39 ммм 2,39 ммм 2,39 мм 2,39 мм
Детали могут иметь остатки масла/смазки на поверхности идеально обработанная отделка. Ожидается некоторое количество очков.
Порошковое покрытие добавит 0,003–0,005 дюйма (0,076–0,13 мм). Мы скорректируем размер отверстия, чтобы учесть это, но имейте в виду, что посадка может быть плотной на зенкерах с порошковым покрытием.
Файл представляет собой файл двумерного векторного формата.
Все отверстия и вырезы имеют толщину материала не менее 50% для деталей, вырезанных лазером.
Все отверстия и вырезы имеют размер не менее 0,070 дюйма для большинства деталей, вырезанных гидроабразивной струей.
Все отверстия и вырезы имеют размер не менее 0,125 дюйма для всех деталей, обработанных на станках с ЧПУ.
Файл создается в масштабе 1:1, предпочтительно в дюймах или миллиметрах.
Все объекты находятся на одном слое
Все случайные точки, повторяющиеся линии, пустые объекты и текстовые области были удалены.
Нет фигур с открытыми контурами
Все формы были объединены, объединены или объединены
Весь текст был преобразован в контуры или контуры
Вырезанный текст (перевернутый текст) имеет перемычки или нанесен трафаретом
Технический совет Proto: Зенковка — Блог Protocase
Каждую неделю команда Protocase представляет вам видеоролик Proto Tech Tip, в котором мы даем информативный взгляд на конкретный аспект изготовления листового металла и обработки на станках с ЧПУ.
На этой неделе Эллисон расскажет вам о зенковке винтов с плоской головкой и о том, почему они являются полезным дополнением к нестандартному корпусу или детали.
Посмотрите полное видео ниже или, если вы предпочитаете прочитать его Proto Tech Tip, у нас есть полная транскрипция под видео.
Обязательно подпишитесь на канал Protocase на YouTube, чтобы не пропустить ни одного технического совета Protocase!
Привет всем, это Эллисон из Protocase с еще одним техническим советом Proto. Сегодня речь пойдет о зенкеровке.
Таким образом, крепежные винты бывают либо с полукруглой, либо с плоской головкой. Для установки винта с плоской головкой вырез, в который вставляется винт, должен быть утоплен.
Зенковка — это использование сверлильного станка для создания конического отверстия в вашей детали, которое соответствует углу и размеру головки определенного винта.
Зенковка обеспечивает плотное прилегание винтов к металлической поверхности корпуса или детали. Таким образом, есть три основные причины, по которым обычно используется зенкерование. Во-первых, чтобы избежать помех. Например, если в полноразмерном корпусе для монтажа в стойку использовать винты с полукруглой головкой, корпус, скорее всего, будет тереться о корпус, установленный сверху или снизу. Винты с плоской головкой, которые были потайными, создадут ровную поверхность, что даст вам больше зазора.
Еще одна причина, по которой некоторые дизайнеры предпочитают использовать зенкеры, заключается в том, что они должны создать хорошее уплотнение. Например, вам может потребоваться светонепроницаемый корпус. Конечно, прокладки также были бы полезны в этом сценарии.
Наконец, зенкерование отлично подходит для создания обтекаемого вида. Многие дизайнеры предпочитают винты с потайной головкой из соображений эстетики.
Итак, есть несколько конструктивных требований, которые необходимо учитывать при выборе зенковки. Во-первых, вы должны заранее сообщить нам, какой тип винта вы хотите использовать. Каждые винт имеет соответствующий размер резьбы. Размер резьбы также указывает угол зенковки на головке. Так, например, размер резьбы 100 градусов под номером 2 указывает угол зенковки 100 градусов при стандартном размере резьбы 2-56.
Итак, еще один совет: материал потайной детали также должен быть достаточно толстым, чтобы соответствовать глубине головки используемого винта. Если ваш материал недостаточно толстый, ваш винт упрется в дно, прежде чем он сможет встать на одном уровне с поверхностью. Стандартные винты обычно 100,9Углы 0 или 82 градуса. Если вы хотите использовать крепеж, которого нет у нас в Protocase, а внешний диаметр головки винта больше, чем мы обычно можем использовать, просто свяжитесь с нами. Скорее всего, мы можем настроить сверлильный станок по индивидуальному заказу, чтобы учесть то, что вы ищете.
Зенковка обычно выполняется перед порошковым покрытием детали. Итак, как вы можете видеть на образце, у нас есть стандартные зенкеры. Сверху у нас есть зенкеры с черным порошковым покрытием Sandtex, а внизу у нас есть зенкеры с зернистой отделкой.
Поэтому, как правило, вы всегда должны учитывать номинальную толщину, которую порошковое покрытие добавит к вашему вырезу, чтобы гарантировать, что ваша застежка правильно войдет в ваш вырез. Но при зенкеровании вам фактически не нужно учитывать дополнительную толщину порошкового покрытия, потому что наши зенкеры достаточно глубоки, чтобы учесть эту дополнительную толщину .
Совет: Protocase Designer — это наше программное обеспечение для 3D-дизайна, которое позволяет создавать вырезы с потайной головкой прямо в проекте. Мы связались с учебником ниже по этому вопросу.
 Управление подъемно-транспортным оборудованием с пола. Строповка и увязка грузов для подъема, перемещения, установки и складирования.
Управление подъемно-транспортным оборудованием с пола. Строповка и увязка грузов для подъема, перемещения, установки и складирования.

 Калибрующая направляет
Калибрующая направляет При развертывании t=0,1…0,05мм
При развертывании t=0,1…0,05мм Развертки
Развертки При сверлении отверстий в
При сверлении отверстий в
 20
20  125 ”-. 500” (3,18 мм-12,7 мм)
125 ”-. 500” (3,18 мм-12,7 мм) Не включайте внешнюю окружность (размер зенковки, называемой Major) в свой файл, так как это то, что будет вырезано в процессе обработки, в результате чего ваше отверстие будет слишком большим для зенковки. Ваш файл должен выглядеть так, как показано здесь:
Не включайте внешнюю окружность (размер зенковки, называемой Major) в свой файл, так как это то, что будет вырезано в процессе обработки, в результате чего ваше отверстие будет слишком большим для зенковки. Ваш файл должен выглядеть так, как показано здесь: Важно отметить, что эти примеры основаны на образце аппаратного обеспечения (ссылка на диаграмму), а технические характеристики и стили аппаратного обеспечения будут различаться в зависимости от производителя.
Важно отметить, что эти примеры основаны на образце аппаратного обеспечения (ссылка на диаграмму), а технические характеристики и стили аппаратного обеспечения будут различаться в зависимости от производителя.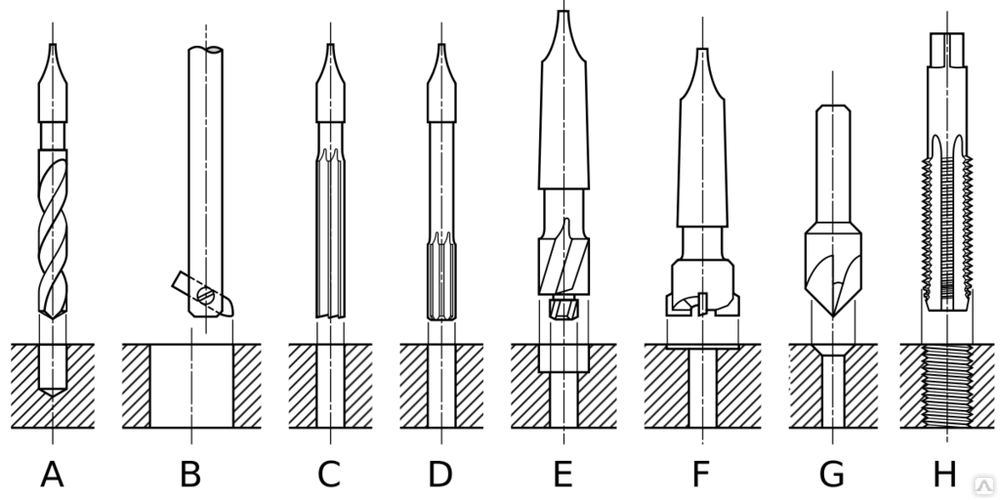 Если углубиться глубже, вы рискуете структурной целостностью материала и детали. Если ваша зенковка должна превышать эту глубину, убедитесь, что отверстия расположены достаточно далеко друг от друга, чтобы предотвратить чрезмерное напряжение.
Если углубиться глубже, вы рискуете структурной целостностью материала и детали. Если ваша зенковка должна превышать эту глубину, убедитесь, что отверстия расположены достаточно далеко друг от друга, чтобы предотвратить чрезмерное напряжение.
 (0,630 дюйма)
(0,630 дюйма) Ожидается некоторое количество очков.
Ожидается некоторое количество очков.

 Многие дизайнеры предпочитают винты с потайной головкой из соображений эстетики.
Многие дизайнеры предпочитают винты с потайной головкой из соображений эстетики. 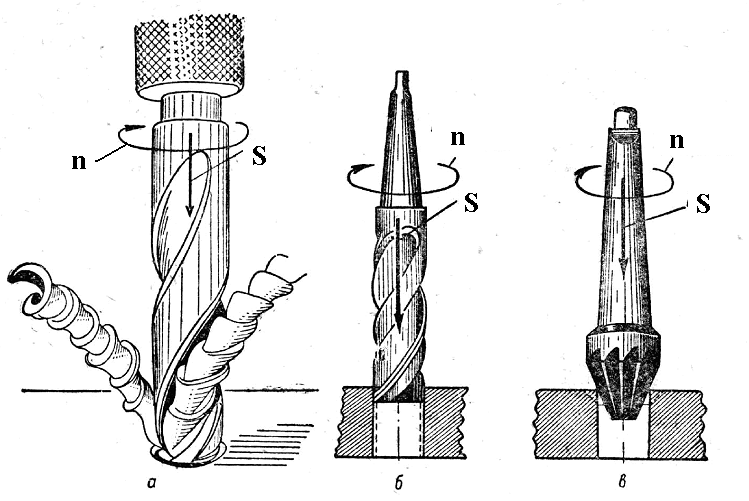 Скорее всего, мы можем настроить сверлильный станок по индивидуальному заказу, чтобы учесть то, что вы ищете.
Скорее всего, мы можем настроить сверлильный станок по индивидуальному заказу, чтобы учесть то, что вы ищете. 
