Зенкование зенкерование: Зенкование и зенкерование – как обработать металлические детали? + Видео
Содержание
Сверление, зенкование, зенкерование и развертывание при слесарных работах в автомобилестроении
Сверление, зенкование, зенкерование и развертывание при слесарных работах в автомобилестроении
Сверлением называется процесс образования сверлом отверстии в сплошном материале. Сверлением достигаются 4—5-й классы точности и шероховатость.
Сверла по конструкции бывают спиральные и др. Наибольшее применение находят спиральные сверла, которые по форме хвостовика могут быть с цилиндрическим и коническим хвостовиком. Спиральные сверла изготавливают главным обра-30м из быстрорежущих сталей, для сверления чугуна и материалов повышенной твердости применяют спиральные сверла, оснащенные пластинками твердого сплава ВК8 или монолитные сверла из твердых сплавов марок ВК6М, ВКЮМ.
Спиральное сверло (рис. 0) имеет форму цилиндрического стержня с конусообразным рабочим концом, у которого по сторонам имеются две винтовые канавки с наклоном к продольной оси сверла в 25—30°. По этим канавкам стружка отводится наружу. Угол заточки при
По этим канавкам стружка отводится наружу. Угол заточки при
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
вершине сверла может быть разным и зависит от обрабатываемого материала. Для обработки мягких материалов он должен быть от 80 до 90°, для стали и чугуна 116—118°, для очень твердых металлов 130—140°.
Заточка сверл. В процессе работы сверла изнашиваются по передней и задней поверхностям, срабатывается фаска, округляются уголки (рис. 1, а). Затупленные сверла затачивают на заточных станках. Контроль основных элементов режущей части осуществляется шаблонами (рис. 1, б).
Рис. 0. Спиральное сверло:
1 — рабочая часть сверла, 2 — шейка, 3 — хвостовик, 4 — лапка, 5 — канавка, 6 — перо, 7 — направляющая фаска (ленточка), 8 — поверхность задней заточки, 9 — режущие кромки, 10 — перемычка, 11 — режущая часть
Ручное сверление осуществляют ручными дрелями, электрическими дрелями и пневмодрелями.
Ручная дрель (рис. 2) состоит из шпинделя, на котором находится патрон, конической зубчатой передачи (состоящей из большого и малого зубчатых колес), неподвижной рукоятки, подвижной рукоятки и нагрудника. Сверло вставляется в патрон и закрепляется в нем. При сверлении слесарь удерживает дрель левой рукой за неподвижную рукоятку, а правой вращает подвижную рукоятку, опираясь грудью на нагрудник.
Рис. 1. Схема износа (а) и шаблон для контроля основных элементов (б) сверла
Электрическая дрель (рис. 3) состоит из электродвигателя, находящегося в корпусе дрели, зубчатой передачи и шпинделя с патроном, в котором зажимается сверло. Различают электрические дрели легкого типа — для сверления отверстий диаметром до 15 мм в форме пистолета; среднего типа — для сверления отверстий диаметром 15—20 мм с замкнутой рукояткой на конце; тяжелого типа — для сверления отверстий диаметром до 32 мм с двумя боковыми рукоятками и грудным упором.
Рис. 2. Ручная дрель:
1 — патрон, 2 — зубчатая передача, 3 — подвижная рукоятка, 4 — нагрудник, б — неподвижная рукоятка
Пневматическая дрель (рис. 4) изготавливается с пневматическими двигателями поршневого и ротационного типа. Пневматическая дрель удобна в работе, так как имеет небольшие габариты и массу. Для механизации процесса сверления используются сверлильные станки.
4) изготавливается с пневматическими двигателями поршневого и ротационного типа. Пневматическая дрель удобна в работе, так как имеет небольшие габариты и массу. Для механизации процесса сверления используются сверлильные станки.
Рис. 3. Электрическая дрель:
1 — рукоятка, 2 — корпус, 3 — шпиндель
Сверлильные станки подразделяются на настольно- -сверлильные, вертикально-сверлильные и радиально-сверлильные. Настольно-сверлильные станки предназначены для сверления отверстий небольшого диаметра (до 12—15 мм). Радиально-сверлильные
станки применяют для сверления отверстий в крупных деталях. Они дают возможность обработать отверстие в любом месте детали в пределах кольцевой площадки.
Более всего распространены универсальные вертикально-сверлильные станки (рис. 5). Обрабатываемая заготовка или деталь помещается на столе, который можно поднимать и опускать при помощи винта. Рукояткой стол закрепляют на станине на неооходимои высоте. Сверло устанавливают и закрепляют в шпинделе. Шпиндель приводится во вращение электродвигателем через коробку скоростей, автоматическая подача осуществляется коробкой подач. Вертикальное перемещение шпинделя осуществляется вручную маховиком.
Шпиндель приводится во вращение электродвигателем через коробку скоростей, автоматическая подача осуществляется коробкой подач. Вертикальное перемещение шпинделя осуществляется вручную маховиком.
Рис. 4. Пневматическая дрель:
1 — шпиндель, 2 — корпус, 3 — ниппель
Техника сверления. Сверление производят по разметке, по кондуктору, с применением универсально-сборных приспособлений (УСП).
При сверлении по разметке размечают отверстие, накернивают его по окружности и по центру, закрепляют обрабатываемую заготовку в тисках или в другом приспособлении. Сверление по разметке обычно осуществляют в два приема. Сначала просзерливают отверстие на глубину четверти диаметра. Если полученное отверстие (несквозное) совпадает с размеченным, то продолжают сверление, в противном случае исправляют установку сверла и только после этого продолжают сверление.
При сверлении отверстия под резьбу необходимо пользоваться справочными пособиями для выбора величины диаметра сверла в соответствии с видом резьбы, а также с учетом механических свойств обрабатываемого материала.
При обработке большого количества одинаковых деталей применяются кондукторы. Они состоят из корпуса, куда укладывается и ориентируется в определенном положении деталь, и кондукторной плиты с отверстиями и запрессованными в них кондукторными втулками для направления сверла.
Кроме кондукторов, применяются универсально-сборные приспособления (УСП), состоящие из нормализованных элементов (плит с Т-образными пазами, установочных деталей — пальцев, дисков, шпонок, подкладок, направляющих, прижимных и крепежных деталей). Из них собирают приспособления для определенной операции. По окончании работы приспособления разбирают, а их детали используют вновь. УСП значительно уменьшают стоимость обработки и обеспечивают высокую точность.
Зенкован и ем называется последующая (после сверления) обработка отверстий, заключающаяся в удалении заусенцев, снятии (фасок и получении конусного или цилиндрического углубления у входной части отверстия. Зенкование осуществляется зенковками.
По форме режущей части зенковки делятся на цилиндрические и конические (рис. 6, а, б). Конические зенковки применяют для обработки конических углублений под головки винтов, потайные заклепки, клапаны. Конические зенковки бывают с углом при вершине 60, 75, 90 и 120°.
Цилиндрическими зенковками обрабатывают цилиндрические углубления под крепежные детали, плоскости бобышек. Цилиндрическая зенковка имеет направляющую цапфу, которая входит в обрабатываемое отверстие и обеспечивает правильное направление зенковки. Зенковки изготавливают из быстрорежущей стали и с пластинками из твердого сплава.
Рис. 5. Одношпиндель-ный вертикально-сверлильный станок:
1 — винт, 2 — стол, 3 — шпиндель, 4 — маховик, 5 — коробка подач, 6 — коробка скоростей, 7 — электродвигатель, 8 — рукоятка, 9 — станина
Зенкерован и е — операция по увеличению размеров или изменению формы отверстия, полученного сверлением, штамповкой или отливкой. При зенкеровании получается точность За — 5-го класса.![]()
Зенкерование отверстий выполняют зенкером. По внешнему виду зенкер напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок (3—4) и спиральных канавок. По конструкции зенкеры разделяют на цельные (рис. 7, а), насадные (рис. 7, б) с напаянными пластинками и сборные со вставными ножами (рис. 7, в). Материалы для зенкеров: быстрорежущие стали Р9, Р18, Р9К5, Р9КЮ, пластинки твердого сплава марок ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т15К6. Зенкерование выполняют на сверлильных станках или при помощи электрических и пневматических дрелей.
Развертывание — окончательная обработка отверстий после сверления, зенкерования или расточки для придания им высокой точности и малой шероховатости. Развертыванием достигается 2—3-й классы точности и классы шероховатости.
Развертывание отверстий выполняется разверткой.
По форме обрабатываемого отверстия развертки подразделяются на цилиндрические и конические, по способу применения — на ручные и машинные, по способу закрепления — на хвостовые и насадные.
Ручные развертки (рис. 58) состоят из рабочей части и хвостовика. Хвостовик цилиндрический с квадратом на конце под вороток. Рабочая часть делится на режущую и калибрующую. Режущая часть имеет коническую форму с углом заборного конуса <р = 1°, на конце для предохранения зубьев от выкрашивания делается фаска под углом 45°.
Чтобы развертка свободно входила в отверстие, диаметр заборной части делают меньше диаметра предварительно обработанного отверстия. Калибрующая часть направляет развертку в отверстие и калибрует его, у заборного конуса она имеет цилиндрическую форму, ближе к хвостовику — обратный конус для уменьшения трения.
Рис. 6. Зенковки:
а — цилиндрическая, б — коническая
Рис. 7. Зенкеры:
а — цельный, б — насадной, в — со вставными ножами
Число зубьев развертки четное — 6, 8, 10, 12; выполняют их с неравномерным шагом, что обеспечивает лучшую обработку.
Машинные развертки .отличаются от ручных меньшей длиной рабочей части и длинной шейкой (для развертывания глубоких отверстий). Заборный конус у них короткий с углом ср = 5° для обработки хрупких материалов и ср = 15° для вязких материалов. Развертки, оснащенные твердыми сплавами, имеют угол ф = 35—45°.
Заборный конус у них короткий с углом ср = 5° для обработки хрупких материалов и ср = 15° для вязких материалов. Развертки, оснащенные твердыми сплавами, имеют угол ф = 35—45°.
Конические развертки служат для обработки предварительно просверленного цилиндрического отверстия на конус или калибрования конического отверстия, выполненного другим способом.
Ручные развертки изготовляют из стали У12А, 9ХС, Р9 и Р18, машинные — из стали Р9, Р18, РК8; они оснащаются твердыми сплавами ВК2, ВК4, ВК6, ВК8, Т15К6. Рабочая часть термически обрабатывается.
Рис. 8. Основные элементы ручной цилиндрической развертки
На развертках наносятся номинальный диаметр (на сборных — предельные диаметры), номер по точности или посадка для доведенной развертки, марки стали или твердого сплава. На конических развертках маркируются номинальный диаметр или номер конуса, конусность, марка стали.
Ручное развертывание. При ручном развертывании инструмент вращается воротками.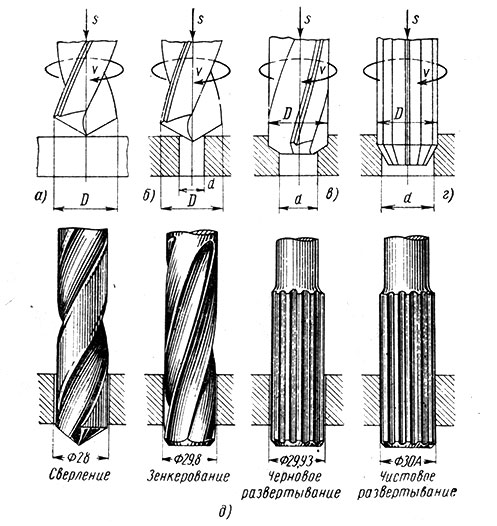 Для обработки глубоких отверстий на развертку надевают удлинители. Мелкие заготовки или детали закрепляют в тисках, а большие обрабатывают без закрепления.
Для обработки глубоких отверстий на развертку надевают удлинители. Мелкие заготовки или детали закрепляют в тисках, а большие обрабатывают без закрепления.
Машинное развертывание выполняется на сверлильных станках, а также при помощи механизированного инструмента.
Лучше развертывание выполнять сразу после сверления, не перезажимая детали. Это обеспечивает соосность отверстий. При работе на станках применяют качающиеся оправки, они дают возможность развертке самоустанавливаться по оси предварительно обработанного отверстия и исключают влияние неточностей станка на точность отверстия.
10) Сверление, зенкование, зенкерование, развёртывание отверстий.
1)
Сверлением
— называется образование снятием стружки
отверстий в сплошном материале с помощью
режущего инструмента – сверла. Сверление
применяют для получения отверстий не
высокой степени точности, и для получения
отверстий под нарезание резьбы,
зенкирование и развёртывания.
2)
Перовое
сверло –
данное сверло предназначено для
неответственных отверстий диаметром
до 25 мм.
Спиральное
сверлоСвёрла
для глубокого сверления
– применяются на специальных станках
для получения точных отверстий большей
длины малого диметра.Кольцевое
сверло –
предназначено для изготовления отверстий
в сплошном материале с целью его
экономии.Центровое
сверло –
предназначено для получения центровых
отверстий, применяемых преимущественно
в деталях вращения.Комбинированный
инструмент:
Сверло-сверло.
Сверло-зенковка.
Сверло-зенкер.
Сверло-зенкер
развёртка.Сверло-метчик.
3)
Ручная дрель
— инструмент ручного сверления, при
использовании силы человека. Применяется
для сверления отверстий в различных
материалах.
• Механическое
изменение скорости осуществляется
изменением передаточного числа редуктора.
Обычно используется редуктор с двумя
передаточными числами (2-скоростной),
реже с бо́льшим. При понижении скорости
возрастает крутящий момент, выходная
мощность почти не изменяется.
Электрическая
дрель — Дрель
представляет собой инструмент, чаще
всего, в форме пистолета, внутри которого
расположены тяговый преобразователь,
пусковой выключатель, реверс, реостат
или тиристорный регулятор мощности,
электродвигатель (УКД) и (в большинстве
случаев) механизм для сверления с ударом.
На валу (шпинделе) дрели расположен
патрон, предназначенный для установки
различных слесарных и строительных
насадок. У мощных дрелей в шпинделе
имеется посадка «конус Морзе» для
непосредственной фиксации в ней сверла.
• Электронная
регулировка скорости осуществляется
с помощью реостата, который управляется
изменением нажатия на кнопку выключателя
— чем глубже вдавлена кнопка, тем выше
скорость. Часто на кнопке располагается
колёсико, которым выставляется ограничение
максимальной скорости. При понижении
При понижении
скорости электронным способом выходная
мощность снижается. В настоящее время
от реостатного управления с большим
выделением тепла на реостате перешли
к тиристорному управлению мощностью с
меньшим выделением тепла.
4)
Зенкование
– это процесс обработки специальным
инструментом цилиндрических или
конических углублений и фасок просверленных
отверстий под головки болтов, винтов и
заклёпок.
5)
Зенкерованием
— называется процесс обработки зенкерами
цилиндрических и конических необработанных
отверстий в деталях, полученных литьём,
ковкой штамповкой, сверлением, с целью
увеличения их диаметра, качества
поверхности, повышения точности
(уменьшение конусности, овальности).
Зенкеры
бывают двух типов:
● Цельные
с коническим хвостиком (для предварительной
обработки отверстий).
●Насадные
( для окончательной обработки отверстий).
6)
Развёртывание
– это процесс чистовой обработки
отверстий, чем зенкерование и обеспечивающее
высокую точность размеров и чистоту
поверхности.
7)
Развёртки:
По
форме обрабатываемых отверстий
Цилиндрические
Конические
По
конструкции
Цельные
Насадные
С
прямыми и винтовыми зубьямиПостоянные
Регулироваемые
Точность
отверстия обработки развёртыванием в
соответствии 3-2 классу, а шероховатость
поверхности 6-10 класса.
Структура и применение зенкеров
Зенковка, поперечная фреза и плоская зенкеровка RUKO
Зенковка – это процесс последующей обработки существующих просверленных отверстий. Это означает, что зенкер не врезается в весь материал. Существуют разные зенкеры, которые выполняют разные функции. Они делятся на:
- зенкер
- Фреза для поперечных отверстий
- плоская зенковка
- раковинное грузило
Зенковка
Головка зенковки имеет коническую форму. Коническая форма вызывает снятие заусенцев или зенковку в существующем отверстии.
Коническая форма вызывает снятие заусенцев или зенковку в существующем отверстии.
Характеристики зенковки
Угол зенковки имеет решающее значение для зенкеровки. Существуют различные углы, которые предназначены для различных приложений. Для зенковки:
- 60° для удаления заусенцев
- 75° для головок заклепок
- 82° для винтов с потайной головкой стандарт США
- 90° для винтов с потайной головкой
- 120° для зенкования заклепок из листового металла
Количество режущих кромок обычно нечетное для плавного хода при зенкеровании. Наши зенкеры имеют три режущие кромки.
Чип удаляется через профиль канавки . Хвостовик доступен в четырех различных версиях: цилиндрический хвостовик , хвостовик с конусом Морзе, хвостовик биты и трехгранный хвостовик . Например, хвостовик биты или хвостовик с тремя поверхностями предотвращает проскальзывание инструмента в патроне дрели и делает их идеальными для использования в ручных дрелях.
Заусенец на конце отверстия
Что означает снятие заусенцев?
Обычно на конце кромки отверстия образуются небольшие клочки материала, выдавленные спиральным сверлом для сквозного отверстия . Эти клочки называются заусенцами. Для удаления этих заусенцев используется зенкер, который зачищает край отверстия, т.е. удаляет заусенец. Эти зенкеры имеют угол зенкерования 60° . В принципе, однако, удаление заусенцев можно выполнять с любым углом зенкерования.
Особенно при сверлении металла образуется заусенец . Это может быть с очень острыми краями и представлять опасность травмы . Поэтому вы должны удалить заусенец после сверления. Не только из соображений безопасности, но и для улучшения внешнего вида просверленного отверстия.
Зенковка отверстия расширяет область входа и облегчает, например, вставку сверла. О том, как нарезать внутреннюю резьбу, рассказывается в нашей статье «Как нарезать внутреннюю резьбу в 3 шага».
Зенковка винта
Для зенковка винта заподлицо с поверхностью заготовки, используется зенкер . Окончательный результат выглядит следующим образом.
Винт с потайной головкой в сквозном отверстии
Фреза для поперечных отверстий
Особенностью этой зенковки является просверленное отверстие поперек зенковки.
Характеристики фрезы с поперечными отверстиями
Фрезы с поперечными отверстиями имеют наклонное отверстие около 45° к оси зенкерования. Таким образом, это отверстие в головке образует две режущие кромки. Стружка выводится через отверстие , что предотвращает ее застревание между сверлом и заготовкой. Фрезы с поперечными отверстиями также крайне редко застревают в материале.
С сердечником с поперечными отверстиями можно добиться чистых результатов и с ним легко работать . Зенковка не имеет заусенцев и болтовни.
Угол зенкерования поперечного отверстия 90°. С помощью стержня с крестообразным отверстием вы также можете сделать зенкер для винта с потайной головкой .
Фреза для поперечного отверстия
Зенковка плоская
Зенковка плоская имеет цилиндрическую форму по сравнению с зенковкой. Зенкеры используются для изготовления зенкеров для винтов с цилиндрической головкой, винтов с шестигранной головкой и гаек .
Особенности плоской зенковки
На ее конце имеется неподвижная направляющая , которая вставляется в предварительно просверленное отверстие . Это обеспечивает стабильное управление бурильной машиной и точную работу.
Режущие кромки разрезают материал и оставляют место для головки винта . Винты с цилиндрической головкой и винты с шестигранной головкой находятся заподлицо с поверхностью заготовки.
Винт с цилиндрической головкой в сквозном отверстии
Плоские зенкеры доступны в двух версиях: для сквозного отверстия и резьбового отверстия . Отличие заключается в двух заготовках, которые соединяются винтом.
Отличие заключается в двух заготовках, которые соединяются винтом.
При сквозном отверстии резьба есть только во втором материале. С отверстием под резьбу оба материала имеют резьбу .
Диаметр неподвижной направляющей для сквозного отверстия больше, чем для отверстия под резьбу . Так, для сквозного отверстия под резьбу М12 (мелкий сорт) диаметр составляет 13,0 мм. Для отверстия под резьбу диаметр неподвижной направляющей для резьбы М12 составляет 10,2 мм.
Диаметр неподвижной направляющей для сквозного отверстия больше, чем для отверстия под резьбу
Раковинное грузило
В ракушечном грузиле зенкер устанавливается на спиральное сверло. Таким образом, сверление спиральным сверлом и последующее зенкерование можно выполнить только за один рабочий этап .
Поскольку зенкеры подходят только для сверления отверстий в древесине, древесных материалах или пластике, мы не включаем их в наш ассортимент.
Application
Поскольку наши зенкеры изготовлены из инструментальной стали HSS, HSSCo 5 и карбида вольфрама , вы можете использовать их для резки самых разных металлов. Зенкеры доступны с покрытиями TiN, TiAlN и нашим RUnaTEC .
В таблице применения (PDF за изображением) вы найдете обзор всех наших зенкеров и областей их применения.
Чрезвычайно важным для зенкеров является угол зенкерования . Различные углы зенковки подходят для различных применений .
| Countersink angles | Application | Product |
|---|---|---|
| 60° | for deburring | Countersink |
| 75° | for rivet heads | Countersink |
| 82° | for countersunk screws Стандарт США | Зенковка |
| 90° | для винтов с потайной головкой | Зенковка и поперечная фреза |
| 120° | for countersinking of sheet metal rivets | Countersink |
| 180° | for cylinder head screws, hexagon head screws and nuts | Flat countersink |
Cutting speed
When countersinking важно, чтобы прикладывал меньше усилий , потому что зенкерование требует лишь небольшого давления на шлифование .
Помимо давления при шлифовке следует также обратить внимание на скорость резания . Особенно с твердыми материалами, такими как твердая древесина или металл, вы должны выбрать очень низкую скорость . Чем медленнее, тем лучше. Зенковка не гремит и не сильно греется. Таким образом, срок службы не снижается.
К столу скоростей для зенкеров
Насколько глубоко я могу резать?
В зависимости от области применения вы можете резать на разную глубину. Например, при удалении заусенца вы углубляетесь в материал всего на несколько миллиметров, чтобы удалить только заусенец.
Если вы хотите зенковать винт, вы можете использовать зенкер, чтобы врезаться в заготовку непосредственно перед или до максимального диаметра.
Максимальный диаметр
Заключение и резюме
Зенковки в основном используются для зенкерования отверстий, зенкерования винтов и удаления заусенцев.
Зенковка расширяет отверстие и облегчает последующее нарезание резьбы. При зенкеровании шурупов создается место для головки шурупа, чтобы она сомкнулась с поверхностью заготовки. Во время удаления заусенцев на отверстии удаляются заусенцы из соображений безопасности и/или оптики.
При зенкеровании шурупов создается место для головки шурупа, чтобы она сомкнулась с поверхностью заготовки. Во время удаления заусенцев на отверстии удаляются заусенцы из соображений безопасности и/или оптики.
Важно выбрать правильный угол зенкерования в зависимости от области применения и работать с низкой скоростью резания .
Полный ассортимент зенкеров, включая поиск продукции, можно найти в разделе Продукты > Зенковка.
Если у вас возникли проблемы с поиском нужного сверла для листового металла, не стесняйтесь обращаться к нам.
Лучшие методы зенкования отверстий в углеродном волокне
Углеродное волокно выглядит великолепно, но с ним сложно работать. Ранее мы публиковали статьи о том, как сверлить отверстия и резать углеродное волокно с помощью легкодоступных инструментов (здесь и здесь), а теперь в этом посте мы расскажем о зенкеровке, потому что вы не хотите, чтобы уродливые аппаратные головки портили внешний вид вашего нового крутого инструмента.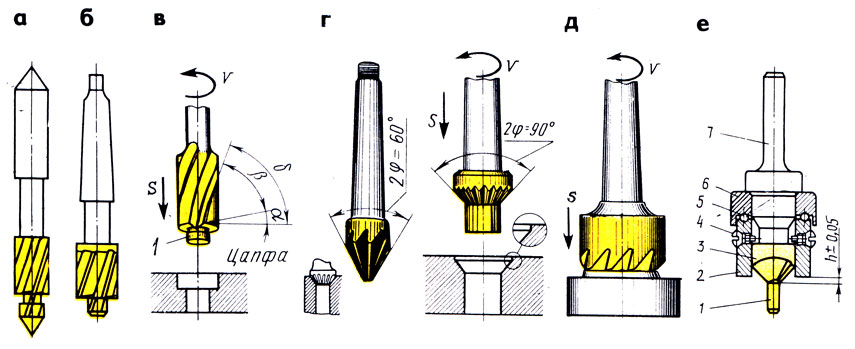 часть из углеродного волокна.
часть из углеродного волокна.
Безопасность превыше всего
Если вы еще не читали нашу статью «Хорошие, лучшие и лучшие способы сверления углеродного волокна», найдите минутку, чтобы прочитать ее сейчас, особенно безопасность и подготовка. Пыль из углеродного волокна является раздражителем, поэтому необходимо использовать надлежащее защитное оборудование.
Правильный инструмент
Зенковки из быстрорежущей стали
Зенковка очень похожа на сверление, когда речь идет о долговечности инструмента и отделке. Стандартная бита HSS, доступная в большинстве хозяйственных магазинов или даже уже находящаяся в вашем ящике для инструментов, будет хорошо работать, когда она острая, но очень быстро затупится. Вы сможете сделать около 10 отверстий, прежде чем он испортится и просто начнет сжигать смолу, а не резать. Сверло из быстрорежущей стали также оставит потертые и осколочные края вокруг верхней части потайного отверстия.
Твердосплавные зенкеры
Если вам нужен инструмент, который прослужит дольше, при работе с углеродным волокном вам подойдет твердосплав. Твердосплавная зенковка выдерживает сотни отверстий без особого износа. Карбид будет работать с ручными инструментами так же, как и бита из быстрорежущей стали, хотя у него больше шансов захватить вашу деталь и втянуться в углерод. Карбид все еще может вызывать растрескивание верхней поверхности углерода, но не так сильно, как быстрорежущая сталь. Наклеивание малярной ленты на область может помочь уменьшить ее.
Твердосплавная зенковка выдерживает сотни отверстий без особого износа. Карбид будет работать с ручными инструментами так же, как и бита из быстрорежущей стали, хотя у него больше шансов захватить вашу деталь и втянуться в углерод. Карбид все еще может вызывать растрескивание верхней поверхности углерода, но не так сильно, как быстрорежущая сталь. Наклеивание малярной ленты на область может помочь уменьшить ее.
KEO 55816 Цельный твердосплавный односторонний зенкер
Твердосплавный вращающийся напильник
Если вы хотите добиться идеальной обработки верхней стороны отверстия, вращающийся напильник (также называемый бором) — это то, что вам нужно. Подойдут как двойные, так и ромбовидные боры. Эти биты требуют более высоких оборотов, чем стандартная зенковка, но они все равно будут работать в стандартной дрели. McMaster-Carr предлагает широкий выбор боров, нам нравятся конусообразные боры, изображенные ниже.
Конусные твердосплавные боры на McMaster-Carr
Контроль глубины
Для постоянной глубины зенковки вы можете использовать так называемый микростопор. Микростопор обычно используется для поверхностей самолетов, чтобы убедиться, что все винты с плоской головкой находятся идеально заподлицо, чтобы минимизировать трение кожи. Для микростопов требуются специальные насадки, называемые пилотными резцами, которые ввинчиваются в сердцевину корпуса микростопа. Обычно эти биты изготовлены из быстрорежущей стали, но в некоторых специализированных магазинах можно найти и твердосплавные. Предупреждение об использовании этого инструмента: убедитесь, что конец микростопа и поверхность детали чистые, иначе можно поцарапать углеродное волокно. Наклеивание куска малярной ленты на участок, который вы хотите раззенковать, может помочь предотвратить это.
Микростопор обычно используется для поверхностей самолетов, чтобы убедиться, что все винты с плоской головкой находятся идеально заподлицо, чтобы минимизировать трение кожи. Для микростопов требуются специальные насадки, называемые пилотными резцами, которые ввинчиваются в сердцевину корпуса микростопа. Обычно эти биты изготовлены из быстрорежущей стали, но в некоторых специализированных магазинах можно найти и твердосплавные. Предупреждение об использовании этого инструмента: убедитесь, что конец микростопа и поверхность детали чистые, иначе можно поцарапать углеродное волокно. Наклеивание куска малярной ленты на участок, который вы хотите раззенковать, может помочь предотвратить это.
Набор микростопов с пилотной фрезой из быстрорежущей стали в компании Northern Tool
Твердосплавная пилотная фреза в компании по поставке инструментов для самолетов
Вынос
- Чем больше канавок, тем лучше
- Более высокие скорости (об/мин) обеспечивают лучшую отделку
- Цельные твердосплавные сверла выдерживают сотни отверстий
- Поворотные файлы подойдут
Удачи в вашем проекте и дайте нам знать, если у вас есть другие вопросы в комментариях ниже.
