Зенковать отверстие: Технология зенкования и зенкерования отверстий
Содержание
1.7 Сверление, зенкерование, зенкование и развертывание отверстий
Сверлением
называется образование снятием стружки
отверстий в сплошном материале с помощью
режущего инструмента – сверла. Сверление
применяют для получения отверстий не
высокой степени точности, и для получения
отверстий под нарезание резьбы,
зенкерование и развёртывания.
Общие
сведения о сверлении.
Сверление
применяется: для получения неответственных
отверстий невысокой степени точности
и значительной шероховатости, например
под крепёжные болты, заклёпки, шпильки
и т.д.; для получения отверстий под
нарезание резьбы, развёртывания и
зенкерование.
Сверление
можно получить отверстие с точностью
по 10-му, в отдельных случаях – по 11-му
квалитету и шероховатостью поверхности
Rz 320…80.
Свёрла
бывают различных видов (рис. а-и) и
изготовляются из быстрорежущих,
легированных и углеродистых сталей, а
также оснащаются пластинками из твёрдых
сплавов.
Сверло
имеет две режущих кромки. Для обработки
Для обработки
металлов различной твёрдости, применяют
свёрла с различным углом наклона винтовой
канавки. Для сверления стали пользуются
свёрлами с углом наклона канавки 18…30
градусов, для сверления лёгких и вязких
металлов – 40…45 градусов, при обработки
алюминия, дюралюминия и электрона – 45
градусов.
Хвостовики
у спиральных свёрл могут быть коническими
и цилиндрическими. Конические хвостовики
имеют свёрла диаметром 6…80мм. Эти
хвостовики образуются конусом Морзе.
Шейка
сверла, соединяющая рабочую часть с
хвостовиком, имеет меньший диаметр, чем
диаметр рабочей части.
Свёрла
бывают оснащённые пластинками из твёрдых
сплавов, с винтовыми, прямыми и косыми
канавками, а также с отверстиями для
подвода охлаждающей жидкости,
твёрдосплавных монолитов, комбинированных,
центровочных и перовых свёрл. Эти свёрла
изготовляют из инструментальных
углеродистых сталей У10, У12, У10А и У12А, а
чаще – из быстрорежущей стали Р6М5.
Зенкерованием
называется процесс обработки зенкерами
цилиндрических и конических необработанных
отверстий в деталях, полученных литьём,
ковкой штамповкой, сверлением, с целью
увеличения их диаметра, качества
поверхности, повышения точности
(уменьшение конусности, овальности).
Общие
сведения о зенкеровании.
По
внешнему виду зенкер напоминает сверло,
но имеет больше режущих кромок (три –
четыре) и спиральных канавок. Работает
зенкер как сверло, совершая вращательное
движение вокруг оси, а поступательное
— вдоль оси отверстия. Зенкеры изготавливают
из быстрорежущей стали; они бывают двух
типов – цельные с коническим хвостиком
и насадные. Первые для предварительной,
а вторые для окончательной обработки
отверстий.
Зенкование
– это процесс обработки специальным
инструментом цилиндрических или
конических углублений и фасок просверленных
отверстий под головки болтов, винтов и
заклёпок.
Общие
сведения о зенковании.
Основной
особенностью зенковок по сравнению с
зенкерами является наличие зубьев на
торце и направляющих цапф, которыми
зенковки вводятся в просверленное
отверстие.
Зенковки
бывают; цилиндрическая имеющая
направляющую цапфу, рабочую часть,
состоящую из 4…8 зубьев и хвостовика;
коническая имеет угол конуса при вершине
30, 60, 90 и 120 градусов; державка с зенковкой
и вращающимся ограничителем позволяет
зенковать отверстия на одинаковую
глубину, что трудно достичь при пользовании
обычными зенковками; ценковки в виде
насадных головок, имеют торцевые зубья,
используют их для обработки бобышек
под шайбы, упорные кольца и гайки.
Крепление зенковок и ценковок не
отличается от крепления свёрл.
Развёртывание
– это процесс чистовой обработки
отверстий, обеспечивающий точность по
7…9-му квалитетам и шероховатость
поверхности Ra 1,25…0,63.
Общие
сведения о развертывании.
По
форме обрабатываемого отверстия
развёртки подразделяют на цилиндрические
и конические. Ручные и машинные развёртки
состоят из трёх основных частей: рабочей,
шейки и хвостовика. У ручных развёрток
обратный конус составляет 0,05…0,1мм, а у
машинных – 0,04…0,3мм.
Машинные
развёртки изготовляют с равномерным
распределением зубьев по окружности.
Число зубьев развёрток чётное – 6, 8, 10
и т.д. Чем больше зубьев, чем выше качество
обработки.
Ручные
и машинные развёртки выполняют с прямыми
(прямозубые) и винтовыми (спиральные)
канавками (зубьями).
Развёртки
подразделяются на несколько видов:
ручные
цилиндрические развёртки;
машинные
развёртки с коническим и цилиндрическим
хвостиком;
машинные
насадные развёртки и со вставными
ножами;
машинные
развёртки с квадратной головкой;
машинные
развёртки, оснащённые пластинками из
твёрдого сплава;
раздвижные
(регулируемые) машинные развёртки.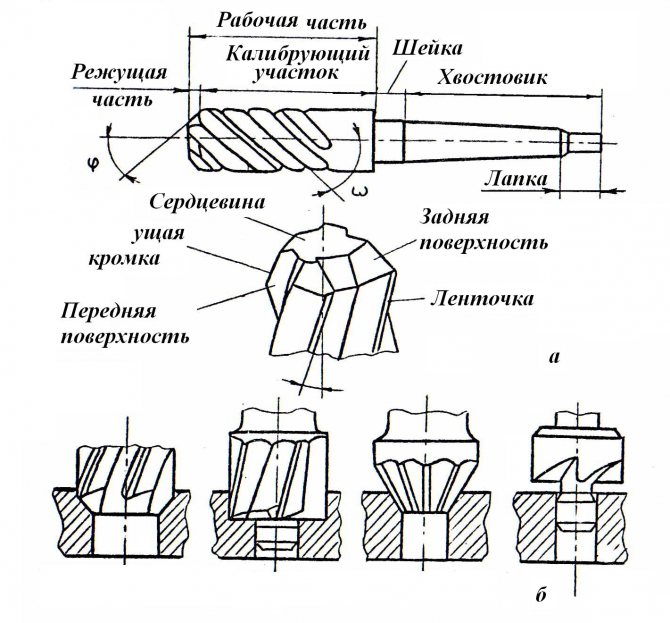
Приёмы
развёртывания.
Развёртыванию
всегда предшествует сверление и
зенкерование отверстий. Глубина резания
определяется толщиной срезаемого слоя,
составляющей половину припуска на
диаметр. При этом нужно иметь в виду,
что для отверстий диаметром не более
25мм под чёрное развёртывание оставляют
припуск 0,01…0,15мм, под чистовое –
0,05…0,02мм.
Ручное
развёртывание. Приступая к развёртыванию,
прежде всего следует:
выбрать
соответствующую развёртку, затем
убедиться, что на режущих кромках нет
выкрошившихся зубьев или забоин;
осторожно
установить в отверстие развёртку и
проверить её положение по угольнику 90
градусов; убедившись в перпендикулярности
оси, в отверстие вставляют конец развёртки
так, чтобы её ось совпала с осью отверстия;
вращение осуществляют только в одном
направлении, так как при вращении в
обратном направлении может искрошиться
лезвие.
Для
последовательности обработки отверстия
диаметром 30мм в стальной детали по
6…7-му квалитету:
I
– сверление отверстия диаметром 28мм;
II
– зенкерование зенкером диаметром
29,6мм;
III
– развёртывание черновой развёрткой
диаметром 29,9мм;
IV
– развёртывание чистовой развёрткой
диаметром 30мм.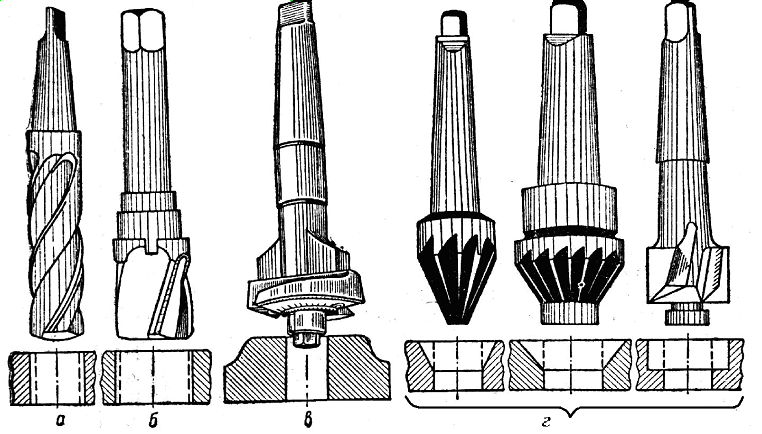
Обработка
конических отверстий. Вначале обрабатывают
отверстие ступенчатым зенкером, затем
применяют развёртку со стружколомающими
канавками и далее – коническую развёртку
с гладкими режущими лезвиями.
Зенковки Bohre [борэ] с хвостовиком Weldon
В соответствии с официальной терминологией, принятой в системе технического регулирования, зенковкой называется «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра» (ГОСТ 25751-83). Отличием зенковок от зенкеров являются зубья на торце рабочей части и направляющие цапфы для точного ввода инструмента в обрабатываемое отверстие.
Преимущества зенковок (фаскосъемников) Bohre
Зенковка состоит из рабочей части и хвостовика. Хвостовики могут быть цилиндрическими и коническими, строение рабочей части определяется назначением инструмента.
Конические зенковки Bohre применяются для обработки отверстий с целью снятия фаски и формирования конических углублений под крепеж.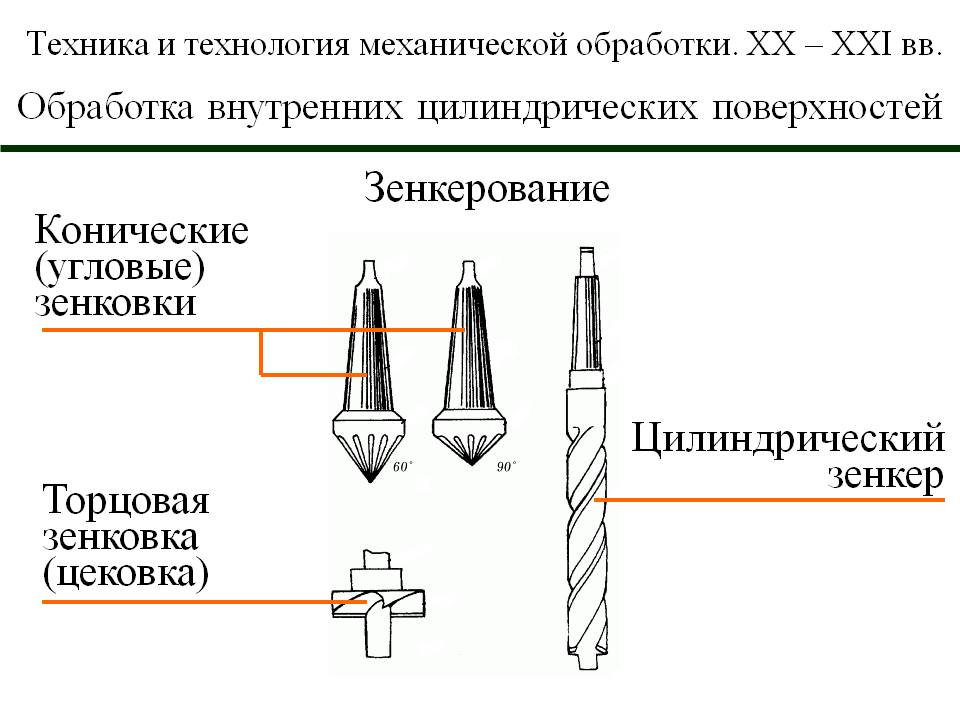
Зенковки (фаскосъемники) состоят из рабочей части и хвостовика. Рабочие части зенковок Bohre имеют форму конуса с углом вершины 90° и оснащены тремя режущими зубьями. Зенковки выпускаются с хвостовиками в двух вариантах исполнения – Weldon 19,05 мм и цилиндрическими диаметрами от 8 до 16 мм.
Геометрия граней
Выверенная геометрия заточки торцовых граней bohre™ позволяет увеличить ресурс зенковки без потери эффективности зенкования
Заточка лезвий
Уникальные заточка лезвий и геометрия стружечных канавок bohre™ обеспечивают эффективное и точное зенкование
Универсальный хвостовик Weldon
Подходит к магнитным станкам со шпинделем Weldon 19.05 любых производителей
В машиностроении с помощью конических зенковок решаются технологическая задача – создание качественных опорных поверхностей под детали крепежа (болты, винты, гайки и др.). Спиральные сверла в этой области неэффективны в силу особенностей своей конструкции. При обработки конических углублений под крепеж инструмент с двумя главными режущими кромками не позволяет получить качественный результат. Зенковки благодаря своей конструкции успешно справляются с данной задачей.
Зенковки благодаря своей конструкции успешно справляются с данной задачей.
Зенковки Bohre с хвостовиком Weldon
| Артикул | Наименование |
|---|---|
| КБ010090 | Фаскосъемник 3-25*45*90° |
| КБ010275 | Фаскосъемник 3-30*47*90° |
| КБ010170 | Фаскосъемник 3-40*52*90° |
| КБ010670 | Фаскосъемник 3-50*57*90° |
| КБ010671 | Фаскосъемник 3-55*60*90° |
Обозначение зенковки (фаскосъемника) с хвостовиком Weldon включает в себя четыре символа:
- символ (число), идентифицирующий количество зубьев;
- символ (число), идентифицирующий диаметр рабочей части;
- символ (число), идентифицирующий общую длину;
- символ (число), идентифицирующий угол конуса;
Фаскосъемники Bohre с цилиндрическим хвостовиком
| Артикул | Наименование |
|---|---|
| К0006673 | Фаскосъемник 8 3-12,4*56*90° |
| К0006674 | Фаскосъемник 10 3-16,5*60*90° |
| К0006675 | Фаскосъемник 10 3-20,5*63*90° |
| К0006676 | Фаскосъемник 10 3-25*67*90° |
| К0006677 | Фаскосъемник 12 3-31*71*90° |
| К0006678 | Фаскосъемник 16 3-40*100*90° |
Обозначение зенковки (фаскосъемника) с ц/х включает в себя пять символов:
- символ (число), идентифицирующий диаметр цилиндрического хвостовика;
- символ (число), идентифицирующий количество зубьев;
- символ (число), идентифицирующий диаметр рабочей части;
- символ (число), идентифицирующий общую длину;
- символ (число), идентифицирующий угол конуса;
© 2023 Все права защищены.
Продукция
Cверлильный станок Bohre MC-42
Рельсовые корончатые сверла
Корончатые сверла TCT
Корончатые сверла HSS
Адаптеры втулки для метчиков
Твердосплавные борфрезы
Зенковки (фаскосъемники)
Смазочно-охлаждающая жидкость
Резьбонарезное масло
Переходники
Удлинители Weldon
Спиральные сверла Weldon
Штифты выталкивающие центрирующие
Патроны сверлильные
Марка Bohre
Главная
Марка Bohre
Контакты
Фреза с зенкером из быстрорежущей стали с направляющим отверстием 3/32 дюйма — внешний диаметр 1/2 дюйма x 130 градусов — использование со сменными направляющими
Загрузите наш полный каталог Загрузите наш мини-каталог Brown Aviation Tool Supply, LLC | Предметы Прокрутите изображение, чтобы увеличить Нет гарантии точности изображения или описания товара. Зенковка из быстрорежущей стали с направляющим отверстием 3/32 дюйма — внешний диаметр 1/2 дюйма x 130 градусов — использование со сменными направляющими Код изделия CC1/2X130 Цена $14,95 Количество Извините, вы ввели недопустимое значение! Используйте эту фрезу со сменными направляющими зенковками серии BAT-4420. У вас может быть один корпус зенковки с направляющими размерами разных размеров. Пилоты вставляются в сквозное отверстие 3/32″ и фиксируются на месте с помощью установочного винта. Сменные пилоты продаются отдельно. Промышленный стандарт резьбы 1/4-28. Диаметр корпуса 1/2 дюйма, две канавки, 130 градусов Деталь # CC1/2X130
| |||||||||||||||||||

 США
США США
СШАЗенковка с отверстием | Евромарк
Зенковка с отверстием | Евромарк
Магазин будет работать некорректно в случае, если куки отключены.
Возможно, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Перейти к содержанию
Поиск
Меню
Счет
Зенковка типа отверстия
Посмотреть продукт
Перейти к началу галереи изображений
Нужна помощь?
НУЖНА ПОМОЩЬ?
Не беспокойтесь! Мы здесь, чтобы помочь — вот как вы можете связаться с нами…
Вход по вашей цене
HSS — кобальтовый материал, для удаления заусенцев со всех металлов, включая нержавеющую сталь
Торговая цена
Кол-во
ДРАХТ0409
Размер: 4–9 мм
Хвостовик: 16 мм OV Диаметр: 10 мм OV Длина: 46
Наличие: В наличии
Просмотр спецификации
Скрыть Spec
4–9 мм
В наличии
- loading.
 ..
..
DRACHT0613
Размер: 6–13 мм
Хвостовик: 8 мм OV Диаметр: 14 мм OV Длина: 46
Наличие: В наличии
Посмотреть спецификацию
Скрыть Spec
6 — 13 мм
В наличии
- загрузка…
DRACHT0819
Размер: 8–19 мм
Хвостовик: 10 мм OV Диаметр: 21 мм OV Длина: 64,5 мм
Наличие: Есть в наличии
Посмотреть спецификацию
Скрыть Spec
8–19 мм
В наличии
- loading…
ДРАХТ1024
Размер: 10–24 мм
Хвостовик: 12 мм OV Диаметр: 28 мм OV Длина: 80
Доступность: Мало на складе
Посмотреть спецификацию
Hide Spec
10–24 мм
Низкий склад
- loading.

