Зернистость шлифовальных кругов: Круг шлифовальный — применение и маркировка, зернистость, профиль, ГОСТ
Содержание
Таблица зернистости шлифматериалов
| Стандарт ГОСТ 52381-2005 | Стандарт FEPA 42Д | ||
| зернистость | Размер зерен основной фракции, мкм | зернистость | Размер зерен основной фракции, мкм |
| шлифзерно | |||
| №200 | 2500-2000 | F10 | 2400-2000 |
| №160 | 2000-1600 | F12 | 2000-1700 |
| №125 | 1600-1250 | F14 | 1700-1400 |
| — | — | F16 | 1400-1180 |
| №100 | 1250-1000 | F20 | 1180-1000 |
| №80 | 1000-800 | F24 | 850-710 |
| №63 | 800-630 | F30 | 710-600 |
| №50 | 630-500 | F36 | 600-500 |
| — | — | F40 | 500-425 |
| №40 | 500-400 | F46 | 425-325 |
| №32 | 400-315 | F54 | 355-300 |
| №25 | 315-250 | F60 | 300-250 |
| №20 | 250-200 | F70 | 250-212 |
| №16 | 200-160 | F80 | 212-180 |
| — | — | F90 | 180-150 |
| шлифпорошки | |||
| №12 | 160-125 | F100 | 150-125 |
| №10 | 125-100 | F120 | 125-106 |
| №8 | 100-80 | F150 | 106-75 |
| №6 | 80-63 | F180 | 90-75 |
| №5 | 63-50 | F220 | 75-63 |
| микрошлифпорошки | |||
| М63 | 63-50 | F230 | 63-53 |
| М50 | 50-40 | F240 | 53-44. 5 5 |
| — | — | F280 | 44.5-36.5 |
| М40 | 40-28 | F320 | 36.5-29.2 |
| — | — | F360 | 29.2-22.8 |
| М28 | 28-20 | F400 | 22.8-17.3 |
| М20 | 20-14 | F500 | 17.3-12.8 |
| М14 | 14-10 | F600 | 12.8-9.3 |
| М10 | 10-7 | F800 | 9.3-6.5 |
| М7 | 7-5 | F1000 | 6.5-4.5 |
| М5 | 5-3 | F1200 | 4.5-3 |
| М3 | 3-2 | — | — |
| М2 | 2-1 | — | — |
| М1 | 1-0 | — | — |
<< Назад в раздел
Зернистость кругов материалы для связки
Связка шлифовальных кругов
Связка шлифовальных кругов — это связующее вещество, при помощи которого абразивные зерна шлифовального инструмента соединяются в массу высокой прочности. Использование при изготовлении шлифовальных кругов связок различного характера влияет на прочность оборудования, тип материала и вид работ, в которых его применение будет максимально эффективным. Тип применяемой связки обозначается на инструменте при помощи латинских букв или кириллицы. Чтобы его определить, следует посмотреть на пятое обозначение в маркировке шлифовального круга, которое идет после маркировки используемого абразива, зернистости, твердости и структуры. К примеру, в обозначении 25A 60 K 6 V 2, латинская буква «V» обозначает использование керамической связки.
Использование при изготовлении шлифовальных кругов связок различного характера влияет на прочность оборудования, тип материала и вид работ, в которых его применение будет максимально эффективным. Тип применяемой связки обозначается на инструменте при помощи латинских букв или кириллицы. Чтобы его определить, следует посмотреть на пятое обозначение в маркировке шлифовального круга, которое идет после маркировки используемого абразива, зернистости, твердости и структуры. К примеру, в обозначении 25A 60 K 6 V 2, латинская буква «V» обозначает использование керамической связки.
Типы связок шлифовальных кругов
При изготовлении абразивного инструмента используют два основных вида связок — неорганическую и органическую. К неорганическим связкам шлифовальных кругов относят изготовленные из веществ минерального происхождения — металлическую, силикатную, керамическую, магнезиальную. Их получают путем термической обработки материалов. В результате происходит химическая реакция и образуется связующий материал с высокой прочностью.
К органическим связкам относят бакелитовую, вулканитовую, грифталевую, эпоксидную и поливинилформалевую, которые изготавливаются из природных материалов.
Каждая связка имеет свои преимущества, которые необходимо изучить перед началом выполнения шлифовальных и полировочных работ.
Неорганическая связка
Как уже было сказано, неорганические связующие материалы основаны на использовании синтетических материалов, подданных термическому воздействию. Постараемся подробнее описать преимущества, технологию производства, структуру и маркировку каждого типа связки.
Керамическая
Керамическая связка по своей структуре являет собой соединение элементов, среди которых огнеупорная глина, полевой шпат, кварц, которые при обработке в термической печи образовывают стеклоподобное или фарфороподобное вещество. Стекловидные абразивы отличаются большей прочностью. Маркируются латинской буквой V, хотя сегодня по-прежнему используется и старая маркировка буквой К. Свойства этого типа связки позволяют использовать её при изготовлении кругов из электрокорунда и карбида кремния. Используется инструмент на керамической связке в широком спектре ответственных шлифовальных работ, но ввиду высокой хрупкости материала, не рекомендуется его применение для выполнения шлифования, в процессе которого диск с большой силой прижимается к обрабатываемой поверхности.
Используется инструмент на керамической связке в широком спектре ответственных шлифовальных работ, но ввиду высокой хрупкости материала, не рекомендуется его применение для выполнения шлифования, в процессе которого диск с большой силой прижимается к обрабатываемой поверхности.
Металлическая
Применяется для соединения абразивов из алмаза и эльбора. В структуру металлической связки включают различные металлы: вольфрам и кобальт, железо и никель, медь и олово. Шлифовальные круги со связкой этого типа маркируются буквой М и обычно имеют светло-серый оттенок. Подобный инструмент используется при обработке деревянных, каменных, керамических и композитных поверхностей.
Силикатная
В структуру силикатной связки входит жидкое стекло, которое смешивается с окисленным цинком, а также мелом и глиной. Абразивные зерна в таком инструменте быстро затупляются, жидкое стекло не в состоянии обеспечить достаточно прочную связь. Применение такого типа связки целесообразно при работе с быстронагревающимися поверхностями, так как она выделяет совсем немного тепла и не требует охлаждения. Обозначается буквой С.
Обозначается буквой С.
Магнезиальная
В состав магнезиальной связки входит смесь каустического магнезита и хлористого магния. Инструмент на таком типе связки имеет нераспространенное применение в шлифовании, так как материал не обеспечивает однородность абразивных зерен, они быстро затупляются. Поэтому используется она только при сухом шлифовании на скорости не более 20 м/с. Маркировка — буква М.
Органическая связка
Бакелитовая
В ее структуру входит бакелит жидкой или порошкообразной консистенции. Бакелит — это смола с высоким уровнем прочности и эластичности, что делает её идеальным средством для выполнения чистового шлифования. К недостаткам относят ее быстрый перегрев, поэтом не рекомендуется применять абразивный инструмент на бакелитовой основе при работе с материалами, нагревающимися до температуры свыше трехсот градусов по Цельсию. Также рекомендуется использовать жидкость для охлаждения. Маркируется латинской буквой В или русской Б.
Вулканитовая
Вулканитовая связка изготавливается из каучука, к которому добавляют серу и другие элементы.
 Формируется при прессовании каучука с примесями. Абразивные зерна, скрепленные такой связкой, не выдерживают высоких температур и размягчаются, поэтому рекомендуется использование при отрезных работах на низкой температуре. Маркировка — русская буква В.
Формируется при прессовании каучука с примесями. Абразивные зерна, скрепленные такой связкой, не выдерживают высоких температур и размягчаются, поэтому рекомендуется использование при отрезных работах на низкой температуре. Маркировка — русская буква В.
Грифталевая
Грифталевая связка производится при химическом соединении глицерина и фталевого ангидрида. В результате получается материал, напоминающий канифоль. Наиболее эффективным применение инструмента на грифталевой связки будет при финальном шлифовании поверхностей, доведения их до идеального состояния. Маркировка — буква Г.
Таким образом, тип связки определяется перед началом работы в зависимости от ее вида, типа обрабатываемой поверхности, температуры нагревания.
Посмотрите также:
- Связка абразивных материалов
- Монолитный абразив
- Состав абразивных кругов
- Хранение абразивных кругов
- Плотность абразивных кругов
- Вес шлифовальных кругов
- Твердость шлифовальных кругов
- Характеристики абразивных кругов
- Структура шлифовальных кругов
Источник
Маркировка заточных кругов
Содержание
- Размер круга
- Скорость вращения
- Форма круга
- Вид абразива
- Зернистость шлифовального круга
- Твердость круга
- Структура круга для шлифования
- Вид связки
- Класс точности
- Класс неуравновешенности
- Другие обозначения на шлифовальных кругах
Круги для заточных и шлифовальных станков применяются для самых разных работ. Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
Как расшифровывается маркировка шлифовальных кругов
На первый взгляд все просто. Нужно посмотреть параметры оборудования, и будет понятно, какая оснастка к нему подходит. Учитывается и вид предстоящих работ. Однако надо иметь в виду, что производители используют две системы маркировки. Одни ориентируются на советский ГОСТ, другие — на современный ГОСТ Р. Мы опишем каждый пункт маркировки шлифовальных кругов отдельно и укажем, как он обозначается в разных ГОСТах.
1. Размер круга
Указывается в названии шлифовального круга и дублируется на упаковке. Например, в названии круг шлифовальный 175х20х32 мм цифры означают следующее: 175 мм — это наружный диаметр, 20 мм — высота круга, 32 мм — внутренний, посадочный диаметр. Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
2. Скорость вращения
Зависит от прочности круга. Он должен выдержать скорость, которую придаст ему шлифовальный или заточный станок. Если оснастка будет недостаточно прочной, ее износ произойдет быстро, и совсем скоро придется покупать новую. Производители указывают на кругах максимально допустимую скорость вращения оснастки в двух единицах измерения — м/с и об./мин.
Как в маркировке кругов обозначается скорость вращения
3. Форма круга
Определяет характер работы, которую можно выполнять этой оснасткой. Кругом с прямым профилем выправляют лезвия ножей. Круг конического профиля нужен для пильных цепей и дисков. Существуют 14 форм оснастки. По старым стандартам форма круга обозначается буквами и числами, по современным — только числами. Один из вариантов маркировки чаще всего есть в названии. Пример числовой маркировки: круг шлифовальный 1 — изделие, которое имеет прямой профиль.
Пример числовой маркировки: круг шлифовальный 1 — изделие, которое имеет прямой профиль.
Формы шлифовальных кругов и их маркировка
4. Вид абразива
Абразивный материал — мельчайшее зерно с острыми кромками, которое снимает с заготовки слой за слоем. От свойств частиц зависит, какой станет поверхность после обработки — гладкой или шероховатой. Основные качества абразивных материалов — это твердость, устойчивость к механическим воздействиям, высоким температурам и химикатам.
Виды абразивов, их свойства и маркировка
У каждого материала есть подвиды, которые отличаются друг от друга по параметрам и в работе проявляют себя по-разному. Например, электрокорунд нормальный состоит из 93 — 96% оксида алюминия, а его разновидность — электрокорунд белый имеет в своем составе до 98 — 99% этого вещества. Поэтому он тверже и обладает повышенной абразивной способностью и хрупкостью. Шлифование такой оснасткой проходит качественнее, прижогов металла меньше. Обозначается этот материал как 22 А или иначе — 23А, 24А или 25А. Чем больше числовое значение, тем прочнее и качественнее зерно.
Чем больше числовое значение, тем прочнее и качественнее зерно.
Маркировка абразивов
5. Зернистость шлифовального круга
Показывает размер абразивов и измеряется в микронах. Чем однороднее частицы по размеру, тем качественнее обрабатывается поверхность. Существуют две системы маркировки шлифовальных кругов по этому параметру. В советском ГОСТ 3647-80 применяется числовая система обозначений. Цифрой 1 обозначается размер зерна в 10 мкм. Если зернистость круга 40, то размер зерен составляет 400 мкм. Новый ГОСТ Р 52381-2005 повторяет систему маркировки FEPA, принятую во всем мире. В ней зернистость обозначается буквой F с числом. Чем выше числовое значение, тем мельче абразивные частицы. Например, маркировка F70 означает, что размер зерен составляет 200 — 250 мкм, а F40 говорит о том, что размер равен 400 — 500 мкм.
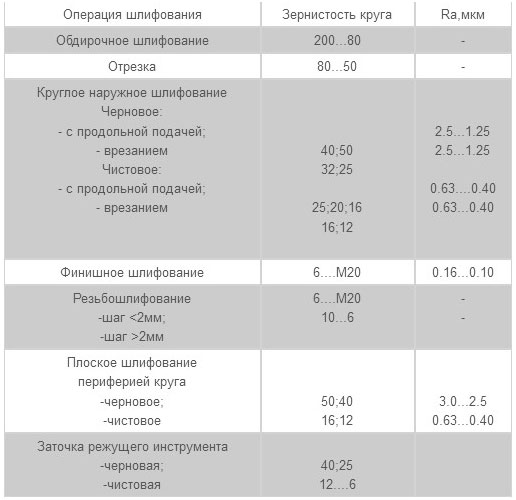
Обычно зернистость выбирают в зависимости от обрабатываемого материала, нужной шероховатости заготовки, толщины снимаемого слоя. Например, сначала проводят черновую шлифовку кругом с крупной зернистостью, затем оснасткой с мелким зерном проводят чистовую обработку.
6. Твердость круга
Обозначает способность связки сопротивляться выкрашиванию зерен и говорит об износоустойчивости оснастки. Зерно должно полностью выработать свой ресурс и только затем выпасть из связки, открыв следующий слой абразива.
Степень твердости в маркировке шлифовальных кругов
Наиболее распространены круги средней твердости. Но все же выбор зависит от предстоящей задачи: каким оборудованием и какой материал предстоит обрабатывать. Ошибка в выборе скажется на качестве работ. Недостаточно твердая оснастка быстро выработает свой ресурс. Если же твердость будет слишком высока, на обрабатываемой поверхности появятся трещины или прижоги.
7. Структура круга для шлифования
Показывает пропорции смешивания абразива и связки. Чем больше зерен, тем выше плотность. Чем больше связки, тем больше пространства между абразивными кристаллами и тем более пористой будет структура круга.
Типы структуры круга в маркировке
Выбор оснастки по этому параметру зависит от материала, который предстоит обрабатывать. Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
8. Вид связки
Связка бывает бакелитовой, керамической и вулканитовой. Состав связки влияет на характеристики и сферу применения шлифовальной оснастки.
Виды и свойства связок
Обозначение связки в маркировке шлифовальных кругов
9. Класс точности
Показывает степень соответствия оснастки заявленной геометрической форме и размерам. Здесь же оценивается однородность абразивных зерен, их сорт и уравновешенность рабочей поверхности. Существуют три класса точности, которые указываются в маркировке шлифовальных кругов.
АА — высокоточные круги для многорукавных станков и автоматизированных линий.
А — точно выполненная оснастка для работы с большинством оборудования, например, в цехах или крупных мастерских.
Б — наименее качественная оснастка для бытовых и полупрофессиональных станков.
10. Класс неуравновешенности
От выверенности геометрической формы зависит сбалансированность круга. Если зерно и связка тщательно перемешаны и равномерно распределены по рабочей поверхности, то на ней не будет слишком тяжелых или слишком легких участков. Соответственно, вращаться круг будет равномерно, качество обработки поверхности окажется выше. Существуют четыре класса неуравновешенности, где к первому классу относятся наиболее уравновешенные круги. Кроме качества обработки этот параметр влияет на срок службы оборудования. Чем лучше оснастка, тем меньше изнашиваются узлы станка.
Соотношение классов точности и неуравновешенности
11. Другие обозначения на шлифовальных кругах
На оснастке часто размещают изображения с требованиями техники безопасности.
Расшифровка пиктограмм
Как видите, маркировка шлифовальных кругов дает исчерпывающую информацию о работе с ними. Примените новые знания на практике.
Как читать маркировку
Теперь вы знаете, как читать маркировку шлифовального круга, чтобы получить всю информацию о нем. Но если вопросы все же остались, перед покупкой оснастки проконсультируйтесь с менеджером ВсеИнструменты.ру по телефону 8 800 550-37-51. Он поможет вам сделать правильный выбор. Заказывайте подходящую оснастку прямо сейчас!
Но если вопросы все же остались, перед покупкой оснастки проконсультируйтесь с менеджером ВсеИнструменты.ру по телефону 8 800 550-37-51. Он поможет вам сделать правильный выбор. Заказывайте подходящую оснастку прямо сейчас!
Источник
Лучший инструмент и оборудование». e-mail: [email protected]
Для придания шлифовальным кругам необходимой формы и размеров в состав кругов входят связующие вещества, которые принято называть связками. Под этим термином понимается вещество илисовокупность веществ, используемых для закрепления зерен в инструменте. Связки бывают неорганические (минеральные), органические (смолы, каучук) и металлические. В промышленности около 60% инструментов изготовляют на неорганической связке, около 33 % — на бакелитовой, около 6 % — на вулканитовой и около 1 % — на прочих связках.
НЕОРГАНИЧЕСКИЕ СВЯЗКИ. В группу неорганических входят керамические, магнезиальные и силикатные связки. Сырьем для керамических связок являются стекло, полевой шпат и другие минералы. Керамические связки обозначаются буквой К. В зависимости от состава они делятся на плавящиеся (стекловидные) и спекающиеся (фарфоровидные). Абразивные инструменты, содержащие зерна электрокорунда, изготовляют на основе плавящихся связок, а инструменты, содержащие зерна из карбида кремния,-на основе спекающихся связок.
Керамические связки обозначаются буквой К. В зависимости от состава они делятся на плавящиеся (стекловидные) и спекающиеся (фарфоровидные). Абразивные инструменты, содержащие зерна электрокорунда, изготовляют на основе плавящихся связок, а инструменты, содержащие зерна из карбида кремния,-на основе спекающихся связок.
В зависимости от содержания различных компонентов керамические связки выпускают разных марок: KI, К2, …, К8. Шлифовальные круги с электрокорун- довыми зернами зернистостью 125… 16 изготовляют на связке К8, мелкозернистые шлифовальные круги (зернистость
12.. . 4) — на связке К7, круги, содержащие зерна из белого электрокорунда, — на связке К1 и на боросодержащей связке К5, что позволяет получить повышенную износостойкость кромок и профиля круга. Шлифовальные круги, содержащие абразивные зерна из карбида кремния зернистостью 50… 16, изготовляются на связке КЗ, а мелкозернистые круги зернистостью 12… 4 — на связке К2.
Шлифовальные круги на керамической связке влаго- и температуроустойчивы, но отличаются хрупкостью и не допускают работу с ударными нагрузками.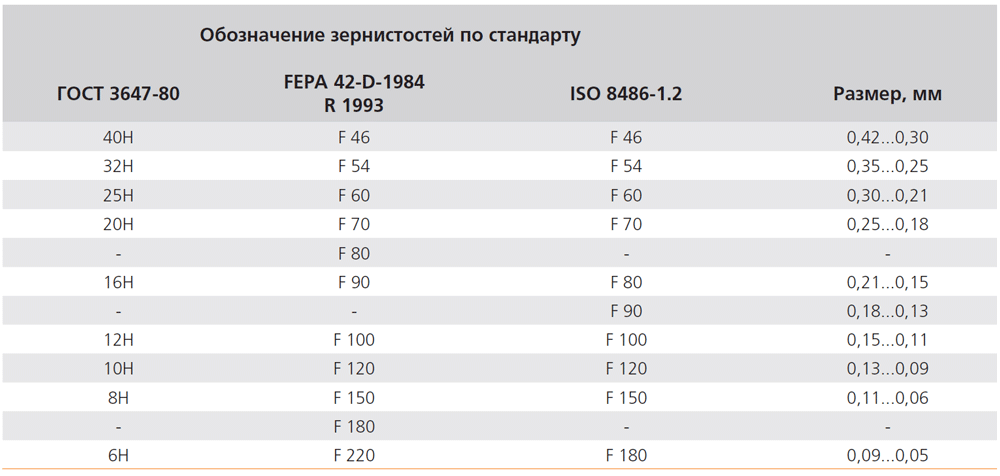 Благодаря хрупкости керамической связки абразивные зерна, достигшие некоторого критического значения износа, при очередном рабочем цикле выламываются из монолита, обнажая лежащие ниже абразивные зерна и тем самым обеспечивая самозатачивание в процессе шлифования. Шлифование кругами на керамической связке ведется, как правило, с применением охлаждающих жидкостей.
Благодаря хрупкости керамической связки абразивные зерна, достигшие некоторого критического значения износа, при очередном рабочем цикле выламываются из монолита, обнажая лежащие ниже абразивные зерна и тем самым обеспечивая самозатачивание в процессе шлифования. Шлифование кругами на керамической связке ведется, как правило, с применением охлаждающих жидкостей.
Магнезиальные (на основе каустического магнезита и хлорида магния) и силикатные (на основе растворимого стекла) связки применяются сравнительно редко в кругах для обработки вязких сталей.
ОРГАНИЧЕСКИЕ СВЯЗКИ. К органическим связкам относятся бакелитовая, вулканитовая, глифталевая и др. Основой этих связок являются синтетические смолы.
Наибольшее распространение в этой группе получили бакелитовые связки на основе фенолоформальдегид- ной смолы: пульвербакелит марок Б и Б1, жидкий бакелит марки Б2 и специальный бакелит марки БЗ.
Бакелитовые связки придают шлифовальным кругам прочность и эластичность.![]() При нагреве до температуры выше 200 °C бакелитовые связки становятся хрупкими и шлифовальные круги быстро изнашиваются. При продолжительном воздействии температур порядка 250… …300 °C бакелитовая связка выгорает. На бакелитовые связки разрушающее действие оказывают щелочные растворы и поэтому вода, применяемая для охлаждения, не должна содержать более 1,5% соды.
При нагреве до температуры выше 200 °C бакелитовые связки становятся хрупкими и шлифовальные круги быстро изнашиваются. При продолжительном воздействии температур порядка 250… …300 °C бакелитовая связка выгорает. На бакелитовые связки разрушающее действие оказывают щелочные растворы и поэтому вода, применяемая для охлаждения, не должна содержать более 1,5% соды.
Шлифовальные круги, в том числе и алмазные, изготовленные на бакелитовой связке, обладают хорошими режущими свойствами и способны обрабатывать материалы с малыми силами резания. Используя это свойство, а также малую длительность рабочих циклов, алмазными и эльборовыми кругами на бакелитовой связке можно затачивать лезвия режущих инструментов без применения охлаждающих жидкостей.
Мелкозернистые шлифовальные круги, содержащие зерна из электрокорундов и карбида кремния и изготовленные на бакелитовой связке, применяют для чистового и доводочного шлифования чугунов, сталей и цветных металлов. Шлифовальные круги на бакелитовой связке БЗ применяют для шлифования резьб и разрезки прутков.
Шлифовальные круги на бакелитовой связке устойчивы к влаге и маслам, имеют значительно большую ударную вязкость и прочность на сжатие, чем круги на керамической связке.
Основой вулканитовой связки является каучук, в который для осуществления процесса вулканизации добавляется сера. Вулканитовые связки в зависимости от
содержания компонентов выпускаются нескольких марок — Bl, В2 и ВЗ. Теплостойкость каучука низкая (150… 180 °C), и это ограничивает режимы шлифования и требует применения жидкостей для охлаждения. Вместе с тем вулканитовая связка придает шлифовальным кругам большую эластичность и способность, изгибаясь, выдерживать без разрушения боковые нагрузки. Эти качества вулканитовой связки позволяют изготовлять тонкостенные шлифовальные круги, в частности, дисковой формы. Они применяются для шлифования узких криволинейных пазов в деталях и инструментах. Шлифовальные круги на связке В2 позволяют шлифовать резьбы с малым шагом. В процессе шлифования часть каучука выгорает, распространяя запах горелой резины.
Глифталевую связку получают на основе синтетической смолы из глицерина и фталиевого ангидрида. Шлифовальные круги на глифталевой связке применяют при отделочном шлифовании закаленных сталей.
Некоторые физико-механические свойства абразивных кругов на неорганических и органических связках приведены в табл. 17.4.
МЕТАЛЛИЧЕСКИЕ СВЯЗКИ. Различают два основных вида металлических связок — порошковые и гальванические. Порошковые металлические связки получают спеканием порошков из медных и алюминиевых сплавов. Связки на основе бронз имеют обозначение Ml. Связки на основе алюминиево-цин- ковых сплавов имеют общее обозначение М5 и подразделяются на связки ТМ2, МО13 и МВ1. Гальванические связки выполняются на никелевой основе методом гальванического закрепления зерен на металлическом корпусе.
Характерной особенностью металлических связок являются их высокая механическая прочность и незначительная пористость. Связка охватывает зерна практически со всех сторон и надежно удерживает их в монолите и, несмотря на их значительный износ, препятствует самозатачиванию круга. Поэтому на металлической связке изготовляют только алмазные и эльборовые круги, зерна которых обладают высокой износостойкостью.
Поэтому на металлической связке изготовляют только алмазные и эльборовые круги, зерна которых обладают высокой износостойкостью.
Алмазные и эльборовые круги на металлической связке применяются для предварительного и чистового шлифования твердых и хрупких материалов, а также для заточки поверхностей лезвий режущих инструментов. Удельный расход алмазных зерен и износ режущей поверхности алмазных кругов на металлической связке меньше, чем кругов на бакелитовой связке. Металлические связки теплопроводны и быстро нагреваются по всему объему круга до высоких температур. Поэтому шлифование алмазными кругами на металлических связках ведется с обязательным применением охлаждающих жидкостей.
НАПОЛНИТЕЛИ. Для изготовления шлифовальных кругов с требуемой пористостью в формовочную массу, состоящую из абразивных зерен и связки, добавляют различные наполнители. Наполнители бывают двух типов. К первому типу относятся вещества, которые в процессе изготовления шлифовального круга растворяются или возгоняются. К таким наполнителям относятся древесная мука, опилки, молотый уголь, пластмассы, поваренная соль, нафталин. Наполнители второго типа образуют поры непосредственно при шлифовании благодаря хрупкому выкрашиванию в областях, прилегающих к режущей поверхности. В качестве таких наполнителей используются
К таким наполнителям относятся древесная мука, опилки, молотый уголь, пластмассы, поваренная соль, нафталин. Наполнители второго типа образуют поры непосредственно при шлифовании благодаря хрупкому выкрашиванию в областях, прилегающих к режущей поверхности. В качестве таких наполнителей используются
известняк, мрамор, кварц, гипс. При изготовлении алмазных кругов на бакелитовой связке в качестве наполнителей используются абразивные материалы: зерна электрокорунда, карбиды кремния и бора, металлические порошки и другие более сложные по составу композиции. Это делается в целях экономии основного абразивного материала — алмаза, а также способствует лучшему самозатачиванию круга.
В шлифовальные круги на керамической связке с абразивными зернами из электрокорунда и карбида кремния добавляют наполнители в количестве до 6 % по массе. В алмазных шлифовальных кругах на бакелитовой связке содержание наполнителей достигает 38%.
ТВЕРДОСТЬ АБРАЗИВНЫХ ИНСТРУМЕНТОВ. Под твердостью абразивного инструмента понимается условная величина, характеризующая свойство абразивного инструмента сопротивляться нарушению сцепления между зернами и связкой.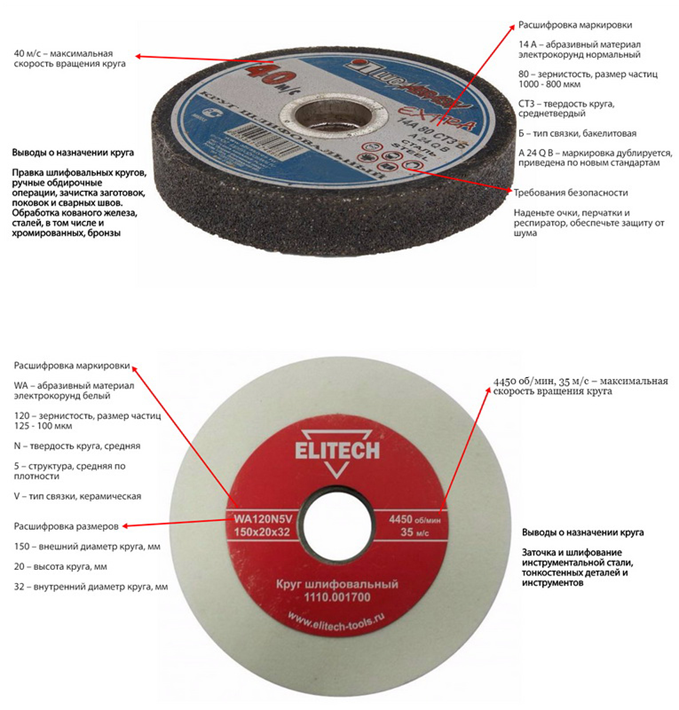 По твердости абразивные инструменты делятся на мягкие (Ml, М2, М3), среднемягкие (СМ1, СМ2), средние (С1, С2), среднетвердые (СТ1, СТ2, СТЗ), твердые (TI, Т2), весьма твердые (ВТ1, ВТ2) и чрезвычайно твердые (ЧТ1, ЧТ2).
По твердости абразивные инструменты делятся на мягкие (Ml, М2, М3), среднемягкие (СМ1, СМ2), средние (С1, С2), среднетвердые (СТ1, СТ2, СТЗ), твердые (TI, Т2), весьма твердые (ВТ1, ВТ2) и чрезвычайно твердые (ЧТ1, ЧТ2).
Чем меньше твердость абразивных инструментов, тем слабее сцепление между зернами и связкой и тем легче отдельные зерна под действием внешних сил могут быть вырваны из режущей поверхности круга. По мере возрастания сил сцепления между зернами и связкой возрастает и сопротивление разрушениям под действием внешних сил.
Абразивные инструменты на керамической связке изготовляют всех степеней
твердости, инструменты на бакелитовой связке — только от СМ1 до Т1; для инструментов на вулканитовой связке твердость не указывается.
В процессе шлифования абразивные зерна инструментов изнашиваются тем интенсивнее, чем тверже обрабатываемый материал и чем выше его истирающие свойства. С изнашиванием зерен возрастают силы резания, способные выломать (вырвать) из режущей поверхности круга изношенные зерна. Выламывание изношенных зерен приводит к обновлению режущей поверхности — включению в резание неизношенных зерен из нижних слоев круга. Таким образом, происходит самозатачивание круга, сопровождаемое изменением положения режущей поверхности (уменьшением наружного диаметра при плоском и круглом шлифовании).
Выламывание изношенных зерен приводит к обновлению режущей поверхности — включению в резание неизношенных зерен из нижних слоев круга. Таким образом, происходит самозатачивание круга, сопровождаемое изменением положения режущей поверхности (уменьшением наружного диаметра при плоском и круглом шлифовании).
Чтобы использовать свойство самозатачивания абразивных инструментов, шлифование твердых материалов с повышенными истирающими свойствами ведут мягкими шлифовальными кругами. Например, заточка твердосплавных инструментов ведется кругами с твердостью М2… СМ2. Чем мягче обрабатываемый материал, тем тверже выбирают круги: шлифование термообработанных конструкционных и инструментальных сталей твердостью HRC50… 65 ведут электро- корундовыми кругами с твердостью СМ и С; шлифование конструкционных сталей и чугунов в состоянии поставки — электрокорундовыми кругами с твердостью СТ, а сплавов алюминия и меди — кругами с твердостью Т1. Круги с твердостью ВТ и ЧТ используются для предварительной обработки и очистки литья, снятия грата на сварных швах, обработки заготовок в заготовительных цехах, т.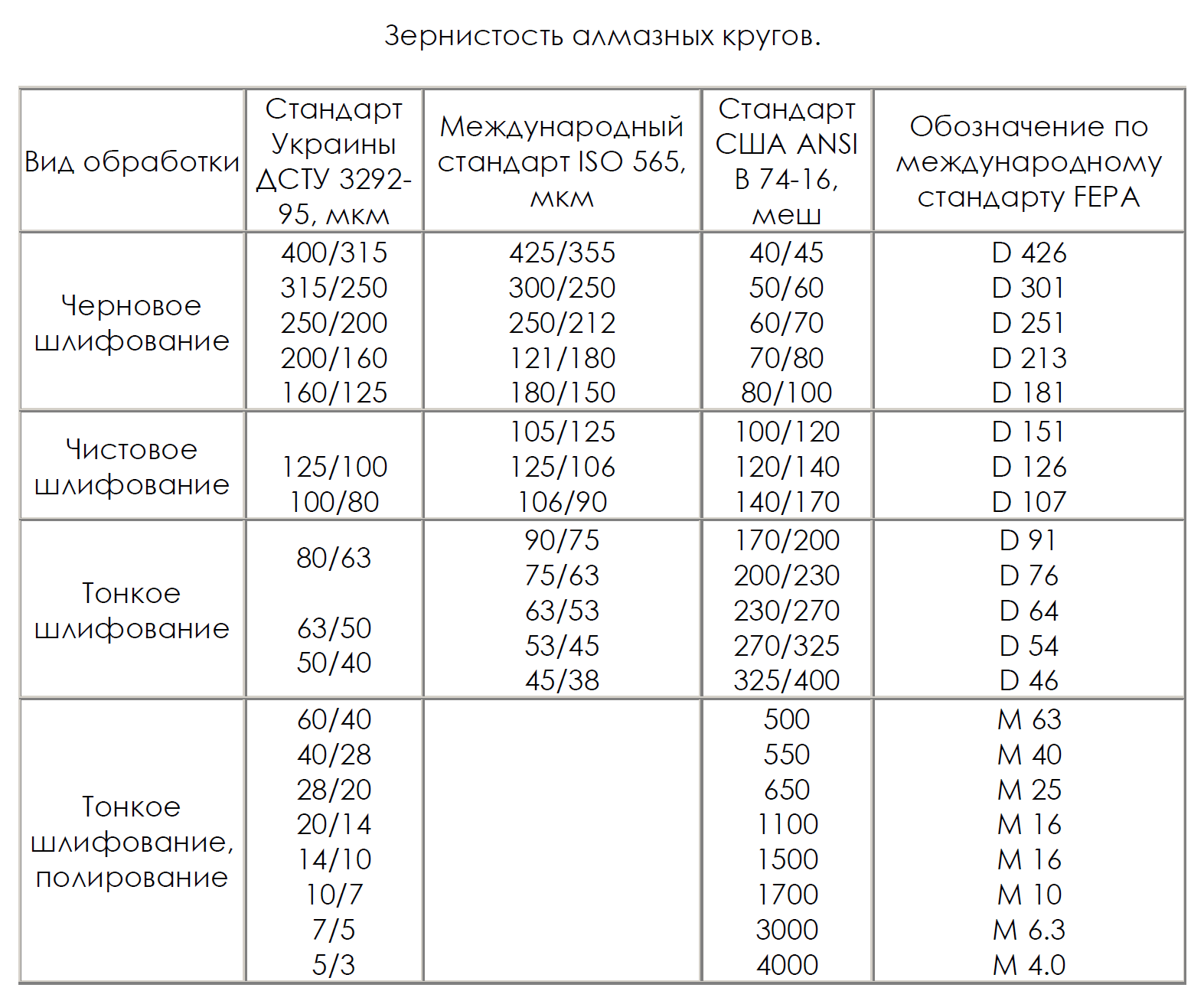 е. когда не требуются высокая точность обработки и высокое качество обрабатываемых поверхностей.
е. когда не требуются высокая точность обработки и высокое качество обрабатываемых поверхностей.
С изменением твердости изменяется пористость круга. В абразивных инструментах на керамической связке объем пор уменьшается с 46,5 у кругов с твердостью Mlдо 33% у кругов с твердостью СТЗ
Источник
4-1/2 x 1/4 x 7/8 Тип 27 Шлифовальный круг серии DA для алюминия 24 Зернистость 25 в коробке
4-1/2 x 1/4 x 7/8 Тип 27 Шлифовальный круг серии DA для алюминия 24 Зернистость 25/коробка
Магазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Название списка желаний нельзя оставить пустым
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Серия DA Шлифовальные круги с вогнутым центром, тип 27, особенно хорошо подходят для шлифовки, зачистки сварных швов и удаления заусенцев. Все колеса полностью усилены и соответствуют или превосходят стандарты и спецификации безопасности США/Канады.
Все колеса полностью усилены и соответствуют или превосходят стандарты и спецификации безопасности США/Канады.
— Для мягких цветных металлов, меди, латуни, бронзы и др.
— Алюминий
— AL24M Зернистость
— Максимальное число оборотов в минуту: 13 700.
Заказывайте товары круглосуточно и без выходных 365 дней в году на нашем ведущем сайте электронной коммерции. Нужна помощь? Задайте вопрос одному из наших знающих представителей сегодня!
| Номер детали AF | Товар | Применение | Цена | Скидки за объем | Статус запаса | ||||
|---|---|---|---|---|---|---|---|---|---|
11DA4510 | Шлифовальный круг 4-1/2 x 1/4 x 7/8 Тип 27 Серия DA для алюминия 24 Зернистость 25 шт. | Мягкие цветные металлы | 152,50 $ / Коробка (6,10 $/шт.) | Купить 1 коробку 152,50 доллара США Купить 6 коробок 5,55 долл. США за штуку Купить 12 коробок 4,35 долл. США за штуку | В наличии | 25 | |||
 в упаковке
в упаковке Подробности
Отзывы
4-1/2×1/4×7/8 Тип 27 GW DA для алюминия
Напишите свой отзыв
Вы пишете отзыв: Шлифовальный круг 4-1/2 x 1/4 x 7/8, тип 27, серия DA для алюминия, зернистость 24, 25 шт. в упаковке
в упаковке
Резюме
Обзор
Будьте в курсе последних новостей и предложений
Адрес электронной почты
2″ ШЛИФОВАЛЬНЫЙ КРУГ TUFF-FLEX TWIST LOCK ИЗ ОКСИДА АЛЮМИНИЯ — ЗЕРНО 36
Нажмите здесь, чтобы увеличить изображение
2″ TUFF-FLEX TWIST LOCK ИЗ ОКСИДА АЛЮМИНИЯ ШЛИФОВАЛЬНЫЙ КРУГ — 36
- 9 0132 АРТИКУЛ#: DY87722036
- СТАНДАРТНАЯ УПАКОВКА: 1 ШТ.
- ПОСТАВКА:
- ОГРАНИЧЕНИЯ: нет
Описание продукта
Шлифовальные круги Tuff-Flex™ — цельнометаллические шлифовальные круги
- Сочетает характеристики удаления металла мягкого шлифовального круга с возможностями чистовой обработки шлифовального диска
- Работает без вибрации и сопротивляется загрузке
- Плавно изгибается, чтобы предотвратить выдавливание
- Идеально подходит для смешивания и чистовой обработки нержавеющей стали и алюминия
- Зерно из оксида алюминия
- Предлагается с простой в использовании втулкой с поворотным замком
2″ ШЛИФОВАЛЬНЫЙ ДИСК TUFF-FLEX TWIST LOCK ИЗ ОКСИДА АЛЮМИНИЯ — ЗЕРНО 36
| Наименование продукта: | Шлифовальные круги Tuff-Flex |
| Тип абразива: | Диск для смешивания |
| Диаметр: | 2 дюйма |
| Категория абразива: | Хлопковое волокно |
| Оправка: | 882-7-0002 |
| Центральное крепление: | 2-дюймовый поворотный замок |
| Зернистость: | 36 |
| Сплав: | Средне-мелкий |
Макс. число оборотов: число оборотов: | |
| «Угловая шлифовальная машина»: | Шлифовальная машина |
| Применение : | Цельнометаллический |
| Абразивный материал: | Оксид алюминия |
| Цвет: | Серый |
| Без болтовни Устойчив к загрузке | |
| Прямая шлифовальная машина° Угловая шлифовальная машина: | Прямая шлифовальная машина |
| Особенности: | Отсутствие вибрации° Устойчивость к нагрузкам |
| Наименование продукта: | Шлифовальные диски Tuff-Flex |
| Тип абразива: | |
| Диаметр: | 2 дюйма |
| Категория абразива: | Хлопковое волокно |
| Оправка: | |
| Центральное крепление: | 2-дюймовый поворотный замок |
| Зернистость: | 36 |
| Сплав: | Средне-мелкий |
Макс.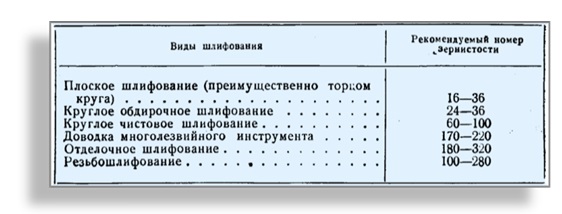 число оборотов в минуту: число оборотов в минуту: | 30000 |
| «Угловая шлифовальная машина»: | Шлифовальный станок |
| Применение: | Цельнометаллический |
| Абразивный материал: | Оксид алюминия |
| Серый | |
| Особенности: | Не вибрирует, не поддается нагрузке |
| Прямая шлифовальная машина° Угловая шлифовальная машина: | Прямая шлифовальная машина |
| Особенности: | Без вибрации° Устойчивость к нагрузкам |
| Наименование продукта: | Шлифовальные круги Tuff-Flex |
| Тип абразива: | Диск для смешивания |
| Диаметр: | 2 дюйма |
| Категория абразива: | Хлопковое волокно |
| Оправка: | 882-7-0002 |
| Центральное крепление: | 2-дюймовый поворотный замок |
| Зернистость: | 36 |
| Класс: | Средне-тонкий |
Макс.  |