Зерно шлифовального круга: Маркировка зернистости шлифовальных кругов | Расшифровка (таблица) | Обозначение абразивных кругов
Содержание
Шлифовальные круги
ШЛИФОВАЛЬНЫЕ КРУГИ, искусственные камни из абразивных материалов в виде кругов, горшков, сегментов и т. п., применяемые для обработки шлифованием изделий из металлов, камня, дерева, резины и искусственных масс. В отличие от других режущих инструментов, имеющих оттачиваемое и устанавливаемое под определенным углом резания лезвие, шлифовальные круги снимают весьма тонкую стружку острыми гранями кристаллов очень высокой твердости. Неправильность и случайность углов резания и тонкость слоя стружки, снимаемой каждым отдельным зерном, с избытком компенсируются громадным числом режущих зерен и весьма большой скоростью резания. Толщина стружки, снимаемой каждым отдельным зерном, измеряется в десятитысячных долях мм, суммарная же толщина всех стружек, снимаемых за один проход кругом, равняется 0,002—0,007 мм. Снятие такой тонкой и в то же время вполне равномерной стружки дает возможность получения максимальной точности обработки.
Шлифовальный круг представляет собой массу режущих зерен, кристаллов, связанных друг с другом в одно целое цементом — связкой. В этом отношении шлифовальный круг может быть сравнен с фрезером со вставленными в оправу зубьями из твердого металла. Подобно зубьям фрезера у шлифовального круга лишь кристаллы производят работу резания, связка же не принимает участия в резании.
В этом отношении шлифовальный круг может быть сравнен с фрезером со вставленными в оправу зубьями из твердого металла. Подобно зубьям фрезера у шлифовального круга лишь кристаллы производят работу резания, связка же не принимает участия в резании.
Отличие от фрезера состоит в том, что оправа у последнего весьма крепко держит вставные зубья, которые по мере затупления требуют заточки, тогда как в шлифовальном круге каждое зерно работает до затупления, после чего увеличивающееся давление резания выламывает его, назначение же связки — держать прочно зерно, пока оно не затупилось, и давать возможность затупившемуся зерну выпасть, с тем, чтобы было подведено и вступило в работу новое зерно, причем связка, окружающая зерно, также должна выпасть, не «засаливая» обрабатываемое изделие. Таким образом шлифовальный круг, в отличие от других режущих инструментов, обладает свойством самозатачиваемости. Свойство удерживать зерно связка проявляет в зависимости от развивающихся при работе усилий. По мере затупления зерна затупившееся зерно начинает вызывать все большее и большее сопротивление резанию, и наконец усилия становятся достаточными, чтобы вырвать зерно из связки. Если усилия недостаточны, чтобы вырвать затупившееся зерно, то зерно, потеряв способность резать, будет вызывать трение, нагревать изделие — связка для данной работы слишком тверда; наоборот, если усилия при работе велики, а связка мягка, то зерно, слегка только притупившееся, но вполне сохранившее способность резания, будет выпадать преждевременно, круг будет быстро изнашиваться. Т. о. в зависимости от рода работы надо брать круг более мягкий или более твердый.
По мере затупления зерна затупившееся зерно начинает вызывать все большее и большее сопротивление резанию, и наконец усилия становятся достаточными, чтобы вырвать зерно из связки. Если усилия недостаточны, чтобы вырвать затупившееся зерно, то зерно, потеряв способность резать, будет вызывать трение, нагревать изделие — связка для данной работы слишком тверда; наоборот, если усилия при работе велики, а связка мягка, то зерно, слегка только притупившееся, но вполне сохранившее способность резания, будет выпадать преждевременно, круг будет быстро изнашиваться. Т. о. в зависимости от рода работы надо брать круг более мягкий или более твердый.
Твердость шлифовального круга не имеет ничего общего с твердостью шлифующего материала (абразивных зерен) — их способностью проникать в другое тело (царапать). Можно из самых твердых кристаллов приготовить мягкий круг, в котором зерна будут легко отрываться, и наоборот. Твердостью круга называют способность связки удерживать с большей или меньшей силой зерна; она зависит исключительно от крепости самой связки, толщины ее слоя между отдельными зернами и от величины пор. Чем меньше крепость связки, чем меньше ее слой и чем больше поры, тем мягче круг.
Чем меньше крепость связки, чем меньше ее слой и чем больше поры, тем мягче круг.
Методики для определения числового значения твердости шлифовального круга пока не установлено, и техника довольствуется относительными определениями твердости. Обозначения твердости по союзному стандарту и соответствующая им наиболее распространенная в Америке и Европе шкала твердостей фирмы Нортон приведены в табл. 1.
Износ круга в работе зависит, во-первых, от условий самой работы, точнее от усилий, возникающих при работе, воздействующих на камень, и, во-вторых, от способности камня сопротивляться этим усилиям, т. е. от его твердости. При одних и тех же усилиях более мягкий камень будет давать больший износ, т. к. зерна в нем будут отрываться с меньшей степенью затупления. Более мягкий камень при тех же условиях работы работает с зернами меньшей степени затупления, более острыми, следовательно, при работе более мягкими кругами, т. е. с более острыми зернами, станок меньше загружается при одних и тех же подачах, при увеличении же подачи до более полной нагрузки станка за одно и то же время мягким кругом можно снять стружки больше.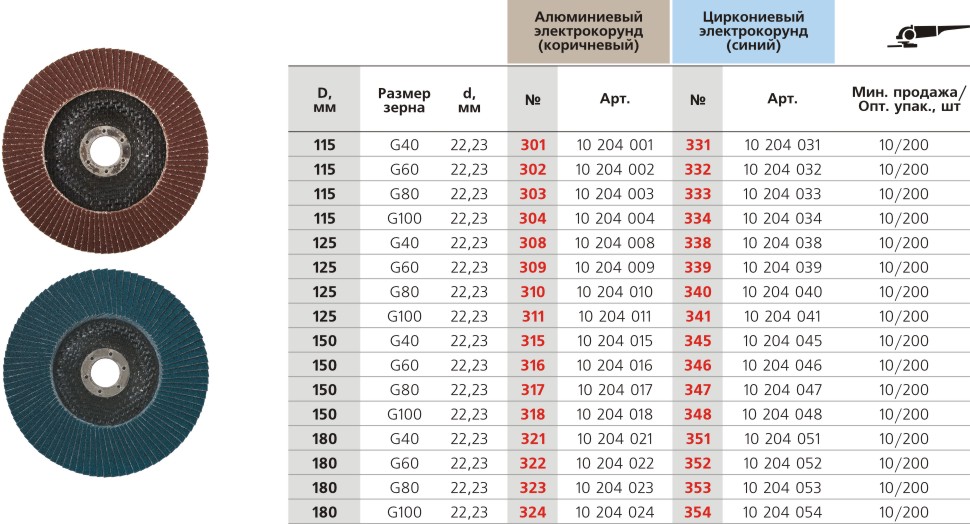 Поэтому во многих случаях работа шлифования, слагаясь из стоимости рабочей силы, стоимости износа круга и энергии, будет дешевле при работе более мягкими кругами (несмотря на большой износ круга) за счет экономии на рабсиле.
Поэтому во многих случаях работа шлифования, слагаясь из стоимости рабочей силы, стоимости износа круга и энергии, будет дешевле при работе более мягкими кругами (несмотря на большой износ круга) за счет экономии на рабсиле.
Помимо твердости шлифовального круга имеет большое значение его зернистость, или шероховатость. Если твердость не зависит от абразивных зерен, а представляет крепость связки, то шероховатость зависит исключительно от величины шлифующих зерен, входящих в состав круга. Абразивные зерна сортируются по своей величине при просеивании через сита, которые обычно нумеруются номером, обозначающим число отверстий на погонный дюйм (п. дм.). По номерам сит обозначается и зернистость абразивных зерен: если зерно проходит через сито с двадцатью отверстиями на п. дм. (сито N° 20) и задерживается на сите № 24, то это будет зерно № 20. Величины зерен разных номеров указаны в табл. 2.
Самые мелкие зерна (пыль) уже не рассеиваются на ситах, а разделяются по величине путем отмучивания, т. е. путем взбалтывания в воде и осаждения из мути. Чем зерна крупнее, тем они быстрее осаждаются. Осаждающиеся в течение 1 мин. называются одноминутниками (№ 250), в течение 5 мин. — пятиминутниками (№ 280) и т. д.; 10-, 15-, 30-, 60-минутниками (N°N° 320, 400, 500 и 600). В зависимости от условий работы применяют шлифовальные круги: весьма крупной зернистости (№№ 10, 12) для грубых обдирочных работ; крупнозернистые (№№ 16, 20, 24) — для обдирочных работ; среднезернистые (№№ 36, 46, 60) — для шлифовальных работ и точки инструментов; мелкозернистые (№№ 80, 100, 120) — для окончательной шлифовки; тонкие (№№ 150,180,200) — для правки инструментов и наконец весьма тонкие (минутники) — для полировки и правки инструментов. Обычно круг состоит из зерен разной зернистости и маркируется номером наиболее крупных зерен, входящих в его состав и составляющих от 30 и более % всех зерен.
е. путем взбалтывания в воде и осаждения из мути. Чем зерна крупнее, тем они быстрее осаждаются. Осаждающиеся в течение 1 мин. называются одноминутниками (№ 250), в течение 5 мин. — пятиминутниками (№ 280) и т. д.; 10-, 15-, 30-, 60-минутниками (N°N° 320, 400, 500 и 600). В зависимости от условий работы применяют шлифовальные круги: весьма крупной зернистости (№№ 10, 12) для грубых обдирочных работ; крупнозернистые (№№ 16, 20, 24) — для обдирочных работ; среднезернистые (№№ 36, 46, 60) — для шлифовальных работ и точки инструментов; мелкозернистые (№№ 80, 100, 120) — для окончательной шлифовки; тонкие (№№ 150,180,200) — для правки инструментов и наконец весьма тонкие (минутники) — для полировки и правки инструментов. Обычно круг состоит из зерен разной зернистости и маркируется номером наиболее крупных зерен, входящих в его состав и составляющих от 30 и более % всех зерен.
Естественные точила в виде кругов и бруски, применяемые для точки деревообделочных и других инструментов, делаются из песчаника, состоящего из кварцевых зерен, связанных кремнеземистым цементом. Для правки бритв и других тонких инструментов применяются также естественные камни — бруски «Арканзас» и «Индиана», носящие название по наименованию штатов в Северной Америке, где находятся их месторождения. Наиболее широкое распространение получили искусственные шлифовальные круги, изготовленные из карборунда или искусственного корунда на связках: минеральной, растительной или керамиковой. К минеральной связке относится магнезитовая, где связывающим веществом является цемент Сореля (магнезит и хлористый магний). Способ приготовления шлифовальных кругов с этой связкой весьма прост, не требует сложного оборудования, но круги, изготовленные этим способом, могут работать только всухую, разлагаются от сырости, быстро изнашиваются в работе и применяются лишь в случае недостатка более производительных кругов с керамиковой связкой. Кроме магнезитовой к минеральной связке относится силикатная, в которой связкой служит смесь глины, кремневой пыли и жидкого стекла (силиката). Круги с этой связкой мягкие, почему и являются весьма ценными при окончательной тонкой правке и шлифовке.
Для правки бритв и других тонких инструментов применяются также естественные камни — бруски «Арканзас» и «Индиана», носящие название по наименованию штатов в Северной Америке, где находятся их месторождения. Наиболее широкое распространение получили искусственные шлифовальные круги, изготовленные из карборунда или искусственного корунда на связках: минеральной, растительной или керамиковой. К минеральной связке относится магнезитовая, где связывающим веществом является цемент Сореля (магнезит и хлористый магний). Способ приготовления шлифовальных кругов с этой связкой весьма прост, не требует сложного оборудования, но круги, изготовленные этим способом, могут работать только всухую, разлагаются от сырости, быстро изнашиваются в работе и применяются лишь в случае недостатка более производительных кругов с керамиковой связкой. Кроме магнезитовой к минеральной связке относится силикатная, в которой связкой служит смесь глины, кремневой пыли и жидкого стекла (силиката). Круги с этой связкой мягкие, почему и являются весьма ценными при окончательной тонкой правке и шлифовке.
Таким же свойством не отжигать обрабатываемых изделий обладают и шеллаковые круги (связка — шеллак), более устойчивые, но и более дорогие, чем олеонитовые. К упруго связанным кругам относятся и круги на бакелитовой связке, введенной в технику сравнительно недавно, но уже вытесняющей круги с вулканитовой связкой и заменяющей в отдельных случаях круги с керамиковой связкой.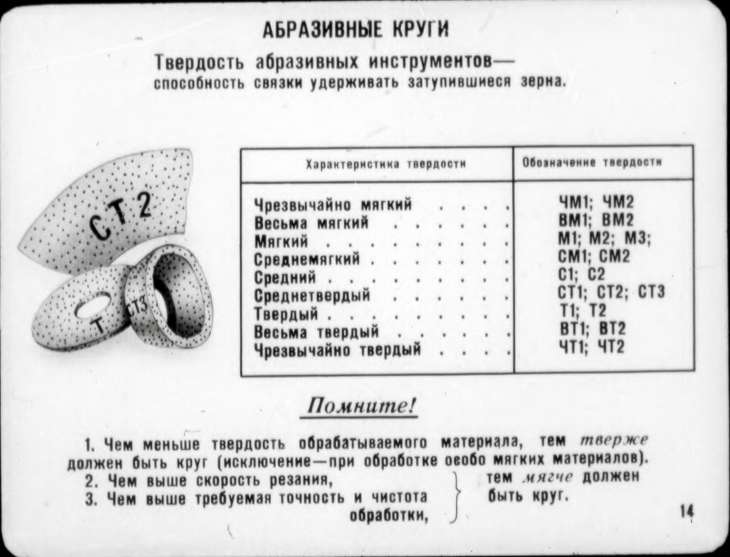 Наиболее распространенной (до 85 %) все же пока остается керамиковая связка, составной частью которой являются огнеупорная глина, полевой шпат, кварц и тальк. После измельчения составных материалов они смешиваются в определенных соотношениях. Готовая связка (от 8 до 20%) смешивается с абразивными зернами, затем из полусухой массы, к которой добавляется незначительное количество силиката или декстрина, формуются и прессуются в стальных формах, при давлении 100 кг/см2 и более, круги, подвергающиеся после освобождения из формы сушке, а затем обжигу. Это — прессованные круги. Вторым способом, все более распространяющимся и дающим круги более пористые и более удовлетворяющие современным требованиям, являются литые. Масса связки и зерен смешивается с добавлением небольшого количества воды, т. ч. образуется жидкая кашица, разливаемая в формы. Получаемым в форме болванкам, имеющим после высушивания крепость кирпича-сырца, на станках придается желаемая форма круга или же круг вытесывается или выштамповывается из болванки, когда она еще не высохла, но, потеряв часть воды, может сохранить форму, придаваемую штампом или вырезкой.
Наиболее распространенной (до 85 %) все же пока остается керамиковая связка, составной частью которой являются огнеупорная глина, полевой шпат, кварц и тальк. После измельчения составных материалов они смешиваются в определенных соотношениях. Готовая связка (от 8 до 20%) смешивается с абразивными зернами, затем из полусухой массы, к которой добавляется незначительное количество силиката или декстрина, формуются и прессуются в стальных формах, при давлении 100 кг/см2 и более, круги, подвергающиеся после освобождения из формы сушке, а затем обжигу. Это — прессованные круги. Вторым способом, все более распространяющимся и дающим круги более пористые и более удовлетворяющие современным требованиям, являются литые. Масса связки и зерен смешивается с добавлением небольшого количества воды, т. ч. образуется жидкая кашица, разливаемая в формы. Получаемым в форме болванкам, имеющим после высушивания крепость кирпича-сырца, на станках придается желаемая форма круга или же круг вытесывается или выштамповывается из болванки, когда она еще не высохла, но, потеряв часть воды, может сохранить форму, придаваемую штампом или вырезкой. Обжиг как прессованных, так и литых кругов производится подобно фарфору в печах при температуре 1320°С. Обжиг особенно крупных кругов требует продолжительной выдержки при охлаждении, чтобы они не дали трещин. После обжига круги подвергаются обточке на токарных станках при употреблении в качестве инструмента алмаза или особых стальных конусов, звездочек и чугунных шарошек. Готовые круги испытываются на прочность и балансировку при двойной против рабочей скорости. В настоящее время искусственные шлифовальные круги изготовляются исключительно из искусственных абразивов: карборунда (для обработки изделий из чугуна, бронзы, алюминия, камня, рога, стекла, кости, фарфора) и искусственного корунда (при обработке изделий из закаленной и сырой стали, ковкого чугуна, железа, стального литья и т. п.).
Обжиг как прессованных, так и литых кругов производится подобно фарфору в печах при температуре 1320°С. Обжиг особенно крупных кругов требует продолжительной выдержки при охлаждении, чтобы они не дали трещин. После обжига круги подвергаются обточке на токарных станках при употреблении в качестве инструмента алмаза или особых стальных конусов, звездочек и чугунных шарошек. Готовые круги испытываются на прочность и балансировку при двойной против рабочей скорости. В настоящее время искусственные шлифовальные круги изготовляются исключительно из искусственных абразивов: карборунда (для обработки изделий из чугуна, бронзы, алюминия, камня, рога, стекла, кости, фарфора) и искусственного корунда (при обработке изделий из закаленной и сырой стали, ковкого чугуна, железа, стального литья и т. п.).
Источник: Мартенс. Техническая энциклопедия. Том 26 — 1934 г.
74. Толщина среза, приходящаяся на 1 зерно шлифовального круга
Для
анализа влияния элементов режима резания
на точность и чистоту обработанной
пов-ти исследуем влияние этих факторов
на глубину резания, приходящ. на 1 зерно
на 1 зерно
шлиф. круга.
При
заданной глубине резанияt
шлиф. круг и заготовка соприкос. на части
цилиндрич. пов-ти, ограниченной дугой
ACA1.
Пусть
время перемещ. т.С круга в т.А равно τ.
Тогда длина дуги АС=l=Vkτ.
Кроме
того, отпечаток зерна на заготовке имеет
относит. движ-ие со скор. Vз.
Т.к. за время τ заготовка поворач. на
дугу АВ= Vзτ/60,
траектория движения т.С по заготовке
примет вид дуги ВС. Когда т.С перейдёт
в положение А, её место займёт т.А1,
след-но, объём мат-ла загот-ки, соотв.
площади АВС, будет срезан зёрнами,
находящимися на пов-ти круга, определяемой
дугой АС.
Если
кол-во зёрен, приход. на единицу дуги
АС, обозн. через m,
а наиб. высоту площадки АВС в направлении
радиуса ВВ1 – через t1,
то средняя глубина резания, приход. на
1 зерно:
При
малых знач-ях углов α и β приближённо
ВВ1=АВsin(α+β).
Следовательно:
и
Из
ур-ия (2) следует, что для получения
большей чистоты обработ. пов-ти нужно
пов-ти нужно
работать мелкозерн. кругами с возможно
большей скоростью круга, с малой глубиной
резания и малой скоростью заготовки.
75. Силы резания при шлифовании
Определяют
стойкость круга, точность обработки и
температуру шлифования. Равнодействующая
сила резания R
может быть разложена на три составляющие
силы: тангенциальную Рz,
радиальную
Pv
и
осевую силу Рх.
При
шлифовании радиальная
сила
Ру,
как
правило, больше силы Pz.
Составляющая Рx
всегда
меньше Рz,
и
при определении мощности обычно в расчет
не принимается.
Численные
значения Рх,
Ру
и
Pz
определяются
опытным путем при помощи динамометров.
На основании экспериментальных данных
для различных условий шлифования
предложены уравнения, определяющие
средние значения составляющих силы
резания.
1)
Величина силы Рг:
2) Мощность двиг-ля,
привод. в движение круг:
где
η1 — КПД передачи момента от двигателя
к кругу.
3)
Мощность двиг-ля для вращ. заготовки:
где
η2 — КПД передачи момента от двигателя
к заготовке.
76. Износ и стойкость шлифовальных кругов. Самозатачивание и засаливание
Затупление
шлифовального круга, как правило,
совершается в два этапа. Сначала
происходит обламывание и вырывание из
связки отдельных, непрочно укрепленных
зерен. Затем наступает второй этап,
характеризуемый расщеплением и
округлением больших количеств находящихся
в работе абразивных зерен, забиванием
лор круга стружками обрабатываемого
материала и абразивной пылью, а также
налипанием частиц обрабатываемого
материала на поверхность зерен.
При
круглом шлифовании на проход наиболее
активно изнашиваются «крайние,
расположенные ближе к торцам участки
режущей поверхности круга, вследствие
чего он приобретает бочкообразную
форму.
Правильно
выбранный круг должен работать с
самозатачиванием; однако практически
с полным самозатачиванием абразивные
круги работают лишь на некоторых черновых
операциях. На чистовых операциях работа
с самозатачиванием не обеспечивает
заданной точности Ичистоты
обработанной
поверхности, ‘поэтому необходима
периодическая правка круга. Правкой
называется операция удаления с
‘поверхности абразивного инструмента
изношенных зерен. Практика эксплуатации
абразивных инструментов показывает,
что правильный выбор метода правки
обеспечивает получение заданной
точности и чистоты обработанной
поверхности, производительность
операции, а также нормальный ‘расход
шлифовальных кругов и правящих
инструментов.
На
рис. 1 показан график износа
абразивного круга Э40СМ1К за период
шлифования и за одну правку, из которого
видно, какое значение имеет правка в
общем расходе абразива. Правка кругов
Правка кругов
производится алмазами, шлифовальными
кругами, шарошками и другими способами
безалмазной правки.
Схема
метода правки шлифовальных кругов
обтачиванием приведена на рис. 2, а;
в
качестве правящего инструмента при
этом методе правки наиболее часто
используются алмазные карандаши и
алмазы в оправках.
При безалмазной
правке правящий инструмент, вращающийся
свободно на оправке, прижимается к
принудительно вращающемуся кругу и
вырывает с его поверхности затупившиеся
абразивные зерна (рис. 2, б). При
принудительном вращении правящего
инструмента он получает движение от
самостоятельного привода (рис. 2, в).
Плоскошлифовальные круги: типы и характеристики
На плоскошлифовальном станке абразивный шлифовальный круг, который вращается с очень высокой скоростью, удаляет материал с поверхности заготовки, которая подается против круга.
Как изготавливаются абразивные круги и каковы характеристики шлифовального круга? Давайте подробно рассмотрим плоскошлифовальный круг.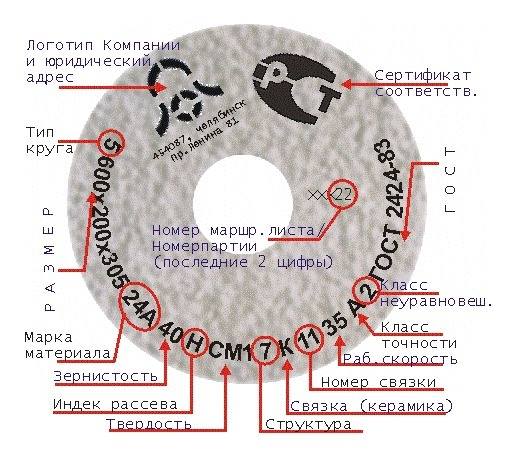
Содержание страницы
- Что такое шлифовальный круг?
- Тип абразивов
- Размеры зерна
- Тип связи
- Уровень колеса
- Структура
- Условия эксплуатации
- Балансировка шлифовального руля
- Тринг
Что представляет шлифовальное колесо?
Шлифовальный круг содержит абразивные зерна выбранного размера, скрепленные связующим веществом. Однако не весь объем шлифовального круга заполнен абразивными зернами и связующим элементом, в результате чего между абразивными зернами и связующим элементом образуются зазоры, называемые порами.
Абразивное зерно в вашем шлифовальном круге обладает уникальным качеством, которое называется « рыхлость »; Хрупкость — это способность абразивного зерна разрушаться под действием больших сил резания, чтобы улучшить его способность к резанию.
Целью использования шлифовального круга в качестве инструмента является получение высококачественной обработки поверхности, прецизионной геометрической точности (с допуском до 0,0025 мм) и способности шлифовать закаленные поверхности, твердые сплавы и керамику.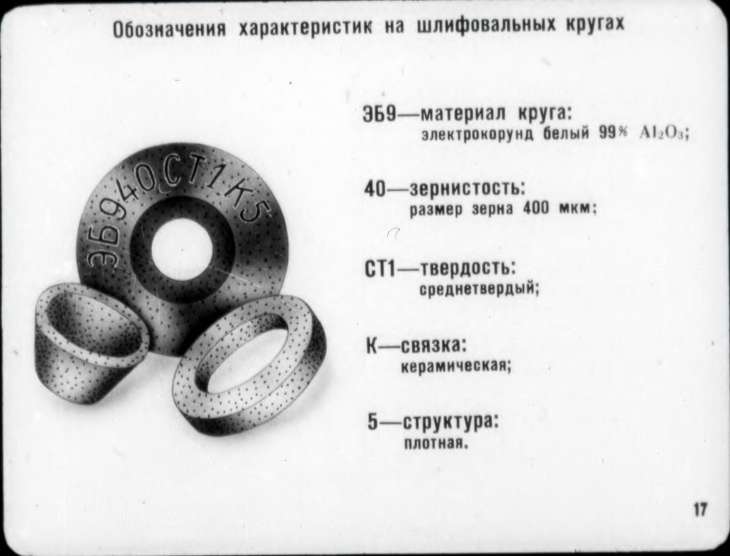 Производительность вашего шлифовального круга с точки зрения скорости съема материала и чистоты поверхности зависит от типа и размера абразивных зерен, типа связующего материала и пор или пустого пространства между абразивом и связующим материалом. Давайте рассмотрим каждый из следующих факторов.
Производительность вашего шлифовального круга с точки зрения скорости съема материала и чистоты поверхности зависит от типа и размера абразивных зерен, типа связующего материала и пор или пустого пространства между абразивом и связующим материалом. Давайте рассмотрим каждый из следующих факторов.
- Тип абразива
- Зернистость
- Тип облигации
- Марка колеса
- Структура колеса
Тип абразива
Абразивы бывают двух видов – природные и искусственные, однако из-за примесей природные абразивы не используются.
Широко используемые промышленные абразивы представляют собой оксид алюминия, карбид кремния, алмаз и кубический нитрид бора.
Можно использовать шлифовальные круги из оксида алюминия, карбида кремния, кубического нитрида бора и алмаза, как указано ниже:
| Тип абразива | Твердость по Кнупу | Типичное использование |
Оксид алюминия. | 2100 ХК | Пластичные материалы, такие как сталь и другие высоколегированные материалы. Можно использовать и для чугуна. |
| Карбид кремния. | 2400 Гонконг | Чугун, алюминий, медь и латунь. |
| Кубический нитрид бора. | 5000 гонконгский | Закаленные инструментальные стали и твердые сплавы. |
| Алмаз (синтетический или поликристаллический алмаз). | 6000 Гонконг | Инструмент из стекла, керамики и твердого сплава. |
Зернистость
Зернистость вашего шлифовального круга влияет на скорость съема материала и чистоту поверхности, а размер зерна варьируется от 8 до 600 (8 — крупный, 600 — очень мелкий) .
Размер зерна шлифовального круга определяет возможную глубину резания. Зерна большего размера больше выступают на периферии или поверхности шлифовального круга, что приводит к большей глубине резания, а зерна меньшего размера выступают меньше, что приводит к меньшей глубине резания. Следовательно, размер стружки подходит для кругов с меньшим размером зерна.
Следовательно, размер стружки подходит для кругов с меньшим размером зерна.
Вверху: Шлифовальные круги с различной зернистостью.
Зернистость вашего шлифовального круга классифицируется как крупный 8-30, средний 30-60, мелкий 70-180 и очень мелкий 200-600 . Скорость съема материала будет больше для вашего шлифовального круга с грубыми абразивами и меньше для круга с мелкими абразивами; также шлифовальные круги с мелкими или очень мелкими абразивами обеспечивают лучшую отделку по сравнению со шлифовальными кругами со средним или крупным зерном. Кроме того, вы должны использовать шлифовальные круги с крупным зерном для мягкого материала и шлифовальный круг с мелким зерном для твердого материала.
Тип облигации
Связка — это материал, используемый для склеивания абразивных зерен в шлифовальном круге; В качестве связующих материалов используются стекловидная, силикатная, резиновая, резиноидная и металлическая связки.
Керамическая связка ( V ) – Большинство ваших шлифовальных кругов, используемых в промышленности, имеют керамическую связку и представляют собой комбинацию глины и керамики. Ваш шлифовальный круг на керамической связке обладает хорошей прочностью, термической стабильностью и может работать со скоростью до 2000 метров в минуту; он инертен к маслу и воде и подходит для мокрого измельчения.
Силикатная связка ( S ) — Ваш шлифовальный круг с силикатной связкой содержит силикат соды и используется для операций шлифования, при которых тепло, выделяемое при шлифовании, должно быть сведено к минимуму, например, шлифование закаленного инструментального материала.
Резиноидная связка ( B ) – В ваших шлифовальных кругах на резиноидной связке используется термореактивная смола в качестве связки, и они используются для отделочных операций и в качестве отрезных кругов.
Ваша резиновая связка ( R ) круги в основном используются для отрезных кругов и являются гибкими.
Шеллачная связка ( E ) – Ваши шлифовальные круги на шеллаковой связке имеют высокую прочность, низкую жесткость и используются для финишных операций; кроме того, она создает меньшую температуру при шлифовании, чем стекловидная связка.
Металлическая связка (M) — Ваш шлифовальный круг с металлической связкой используется для шлифования алмаза и кубического нитрида бора, а связующим материалом является латунь.
Класс колеса
Марка вашего шлифовального круга указывает на прочность связующего материала с абразивными зернами, а также на то, насколько прочно связка удерживает абразивные зерна. Марка вашего шлифовального круга также называется твердостью круга. Марка шлифовального круга обозначена буквами от A до Z; A указывает на мягкую марку; M указывает на средний класс, а Z указывает на твердый класс.
Вы используете твердый шлифовальный круг для шлифования мягких материалов и мягкий шлифовальный круг для шлифования твердых материалов; также вы используете твердый сплав для высокой производительности съема материала (низкое качество поверхности) и мягкий сплав для низкой производительности съема материала (высокая чистота поверхности).
Структура
Структура вашего шлифовального круга указывает на количество пространства или воздушных карманов между связующим материалом и абразивными зернами.
Структура вашего шлифовального круга представлена числами в диапазоне от 1 до 15 , причем меньшие числа указывают на плотную структуру, а большие — на открытую структуру.
Вы используете шлифовальные круги с открытой структурой для высокой скорости съема материала (мягкий материал и низкое качество поверхности) и шлифовальные круги с плотной структурой для низкой производительности съема материала (твердый материал и высокое качество поверхности).
Условия эксплуатации
Успех вашего процесса плоского шлифования зависит от скорости шлифовального круга, рабочей или поперечной подачи, подачи, охлаждающей жидкости, балансировки и правки шлифовального круга.
Скорость вашего шлифовального круга выражается в оборотах в минуту или метрах в секунду (окружная скорость).
Рабочая скорость — это скорость, с которой заготовка проходит по периферии или поверхности круга.
Отношение скорости круга к рабочей скорости очень важно для вашего процесса шлифования, и необходимо поддерживать правильное значение.
Балансировка шлифовального круга
Вибрация в вашем плоскошлифовальном станке во время процесса шлифования имеет решающее значение с точки зрения срока службы круга и чистоты поверхности заготовки
Поскольку шлифовальный круг вашего станка вращается с высокой скоростью, даже Незначительная дисбалансировка может вызвать сильную вибрацию и привести к ухудшению качества поверхности, более быстрому износу колеса и даже может быть опасна для оператора.
Балансировочные грузы находятся на монтажном фланце шлифовального круга. Вы должны собрать шлифовальный круг, надеть его на оправку и поставить на стенд для статической балансировки.
Выполните статическую балансировку колеса, перемещая грузы на монтажном фланце до тех пор, пока колесо не станет неподвижным при любом угле поворота.
Правка
После того, как колесо отбалансировано, возьмите его на машину и зачистите, чтобы оно работало правильно. Повторите процесс статической балансировки еще раз.
Если у вас есть возможность динамической балансировки, вы можете ею воспользоваться.
Шлифовальный круг: Материал, связка, размер зерна, класс, спецификация, типы структура, типы, дефекты, а также мы знаем, как читать спецификацию шлифовального круга.
Шлифовальный круг является частью процесса шлифования, а процесс шлифования является частью производственного процесса.
Шлифовальный круг играет наиболее важную роль в процессе шлифования.
Он оснащен различными типами шлифовальных станков, такими как плоскошлифовальный станок, шлифовальный станок для инструментов и фрез, бесцентровый шлифовальный станок, круглошлифовальный станок и т. д., а затем выполняет.
В настоящее время все эти типы шлифовальных станков полностью автоматизированы и работают на станках с ЧПУ.
Шлифовальный круг используется для чистовой обработки, а также для резки черных и цветных металлов.
Цель изучения данной темы — дать вам возможность знать, как создать отличное качество обработки поверхности, придание высокого качества точности формы и размеров, заточку режущих кромок режущих инструментов, отделку литых и сварных поверхностей и многое другое.
Итак, сначала давайте узнаем о процессе шлифования, который осуществляется шлифовальным кругом.
Процесс шлифовки
В этом процессе резка металла, то есть шлифовка, используется для удаления нежелательного материала и обеспечения окончательной обработки.
При шлифовании металл снимается в виде стружки.
| Процесс шлифования |
Определение шлифовального круга
Материал шлифовального круга
Состоит из двух компонентов, перечисленных ниже
1. Абразив
2. Связка/связующие вещества
Абразив
Абразивные частицы представляют собой очень прочные и твердые гранулированные материалы, которые используются для срезания пиков, присутствующих на заготовки.
Выбор абразивных частиц зависит от материала, который используется для шлифования.
Абразивы для шлифовальных кругов
Два типа, которые указаны ниже
• Натуральный абразив
• Искусственный абразив
Натуральный абразив
Абразив, встречающийся в природе, известен как природный абразив.
Например, корунд, наждак, алмаз и т. д.
д.
Искусственный абразив
Произведенный абразив, не встречающийся в природе в свободном виде, известен как искусственный абразив.
Существуют следующие типы искусственных абразивов:
• Оксид алюминия
• Карбид кремния
• Искусственный алмаз
Оксид алюминия
Его частицы очень твердые, прочные и с острыми краями. Он используется для измельчения углеродистой стали, низкоуглеродистой стали, кованого железа и штамповой стали.
Это означает, что в промышленности или на заводе используется большая часть абразивного шлифовального круга из оксида алюминия.
Обозначается буквой А.
Карбид кремния
Молекулы карбида кремния хрупкие. Поэтому шлифовальный круг из карбида кремния используется для шлифования металлов с низкой прочностью на растяжение, таких как чугун, бронза, медь, керамика и т. д.
Обозначается буквой C.
Искусственный алмаз
Алмаз, полученный искусственным путем, известен как искусственный алмаз.
Тверд, как природный алмаз.
Обозначается буквой D.
Связка/Вяжущие вещества
Склеивание – явление, при котором материал прочно удерживается. При склеивании используются многие виды абразивных зерен, такие как силикат, шеллак, резина, металл.
Типы связки в шлифовальном круге
Связующие материалы, используемые для изготовления круга, указаны ниже
• Производительная связь
• Силикатная связь
• Shellac Bond
• Смола или резиноидная связь
• Резиновая связь
• Металлическая связь
• Оксихлоридная связь
• Укрепленная резиновая связь
5555555555 гг. Основным компонентом является полевой шпат, который смешивают с каким-либо другим огнеупорным материалом для образования прочной связи.
Не подвержен влиянию воды, кислых масел и обычных температурных условий.
Обозначается буквой В.
Силикатная связка
В этой связке силикат используется для связывания абразивных частиц.
Обозначается буквой S.
Связка Shellac
В этой связке абразивные частицы смешиваются с шеллаком и затем нагреваются.
Обозначается буквой E.
Связка на основе смолы или резиноида
В основном используется для шлифования на столе, поворотном шлифовании, шлифовании с заеданием, кулачковом шлифовании и т. д.
Обозначается буквой B.
Резиновая связка
Абразивная частица смешивается с каучуком и серой, а затем вытягивается в форму после нагревания.
Используются для хорошей отделки поверхности. Обозначается буквой B.
Металлическая связка
Используется для шлифования очень твердых металлов, таких как карбид вольфрама и т. д.
Обозначается буквой M.
Оксихлоридная связка
в производстве напильников или бритвенных лезвий.
Армированная смоляная связка
Этот тип связки в основном используется в обрабатывающей промышленности и обозначается BF.
Зернистость или размер шлифовального круга
Размер абразивных частиц известен как размер зерна или размер зерна.
В соответствии со стандартом IS размер зерна разделен на четыре группы
(i) Крупный размер
(ii) Средний размер
(iii) Мелкий размер
(iv) Очень мелкий размер
Крупный размер
Размер зерна номер от 10 до 24.
средний размер
размер зерна номер от 30 до 60.
мелкий размер
Размер зерна от 80 до 190
Очень мелкий размер
Размер зерна от 200 до 600.
Класс шлифовального круга
Классификация выполняется от А до Z в шлифовальном круге, который указан ниже
• Мягкий класс
•Средний класс
•Твердый класс
Мягкий класс
Если используется мягкий шлифовальный круг, выберите класс круга от A до H.
Означает мягкий шлифовальный круг, обозначаемый буквой от A, B, C, D, E …… до H.
Средний класс
Если используется шлифовальный круг среднего класса, выберите класс круга от I до P.
Это означает шлифовальный круг среднего качества, обозначаемый буквами от I, J, K, L, M . ….. до P. Z сорта колеса.
….. до P. Z сорта колеса.
Означает твердый шлифовальный круг, обозначаемый буквами от Q, R, S, T, U …… до Z.
Структура шлифовального круга
Структура шлифовального круга относится к сущности шлифовального круга.
Существует два типа структуры:
• Открытая структура
• Закрытая структура
Открытая структура
Структура, в которой разделение между частицами обеспечивается за счет использования большого количества связующего, называется открытой структурой.
Близкая структура
Структура, в которой не обеспечено разделение между частицами, называется закрытой структурой.
Вяжущее, используемое в закрытой структуре в меньшем количестве, чем предыдущее.
Спецификация шлифовального круга
Чтобы указать шлифовальный круг, необходимо знать следующие термины, которые я уже обсуждал. Итак, здесь мы знаем, как читать спецификацию шлифовального круга.
• Материал шлифовального круга
• Связующий материал шлифовального круга
• Зернистость шлифовального круга
• Марка шлифовального круга
• Структура шлифовального круга
| Спецификация шлифовального руля |
Теперь мы указали рустое руль с помощью рисунка One
(1) на рисунке показана Demension of Grindming of Grindming.
Где,
105 – Диаметр шлифовального круга
1.2 – Толщина шлифовального круга
16 – размер отверстия
(2) На рисунке показан шлифовальный круг
A 46 N BF
Где,
A — Обозначается тип абразива, где «A» означает оксид алюминия.
46 – Обозначает размер зерна шлифовального круга, где «46» означает средний размер.
N – это определенный класс шлифовального круга, где «N» означает средний класс.
BF – Определяет связующие материалы для шлифовального круга, где «BF» обозначает усиленную смоляную связку.
Типы шлифовальных кругов
Шлифовальные круги изготавливаются различных форм и операций и для использования на различных типах станков.
Различные размеры Обычно встречаются следующие типы шлифовальных кругов:
• Прямой круг
• Конический круг
• Цилиндрический круг
• Прямой чашечный круг
• Чашечный круг для сельди
0 • Тарелка Тарелочный круг
• Алмазный круг
Прямой круг
Используется для круглого, бесцентрового и плоского шлифования.
Конический круг
Используется для зачистки зубьев зубчатых колес и т. д.
Цилиндрический круг
Используется для шлифования плоской или криволинейной поверхности.
Прямой чашечный круг
Используется для ручной шлифовки.
Чашечное колесо для сельди
Используется для заточки фрезы.
Тарельчатый круг
Используется для шлифования пазов и приспособлений.
Тарелочное колесо
Используется для заточки фрез и спиральных сверл.
Алмазный круг
Используется для шлифования чрезвычайно твердых материалов.
Процессы шлифования
Следующая операция выполняется на шлифовальном круге перед шлифованием
• Правка шлифовального круга
• Правка шлифовального круга
• Балансировка шлифовального круга
• Монтаж круга на станке
Дефекты шлифовального круга
Дефекты шлифовального круга следующие:
• Нагружение
• Остекление
Нагружение
Заполнение шлифованной стружки между абразивными частицами шлифовального круга называется нагружением.
