Зерно шлифовального круга: Назначение шлифовального круга в зависимости от размеров абразивного зерна
Содержание
64. Толщина среза, приходящаяся на 1 зерно шлифовального круга
Для
анализа влияния элементов режима резания
на точность и чистоту обработанной
пов-ти исследуем влияние этих факторов
на глубину резания, приходящ. на 1 зерно
шлиф. круга.
П
ри
заданной глубине резания t
шлиф. круг и заготовка соприкос. на части
цилиндрич. пов-ти, ограниченной дугой
ACA1.
Пусть
время перемещ. т.С круга в т.А равно τ.
Тогда длина дуги АС=l=Vkτ.
Кроме
того, отпечаток зерна на заготовке имеет
относит. движ-ие со скор. Vз.
Т.к. за время τ заготовка поворач. на
дугу АВ= Vзτ/60,
траектория движения т.С по заготовке
примет вид дуги ВС. Когда т.С перейдёт
в положение А, её место займёт т.А1,
след-но, объём мат-ла загот-ки, соотв.
площади АВС, будет срезан зёрнами,
находящимися на пов-ти круга, определяемой
дугой АС.
Если
кол-во зёрен, приход. на единицу дуги
АС, обозн. через m,
а наиб. высоту площадки АВС в направлении
радиуса ВВ1 – через t1,
то средняя глубина резания, приход. на
на
1 зерно:
При
малых знач-ях углов α и β приближённо
ВВ1=АВsin(α+β).
Следовательно:
и
Из
ур-ия (2) следует, что для получения
большей чистоты обработ. пов-ти нужно
работать мелкозерн. кругами с возможно
большей скоростью круга, с малой глубиной
резания и малой скоростью заготовки.
65. Силы резания при шлифовании
Определяют
стойкость круга, точность обработки и
температуру шлифования. Равнодействующая
сила резания R
может быть разложена на три составляющие
силы: тангенциальную Рz,
радиальную
Pv
и
осевую силу Рх.
При
шлифовании радиальная
сила
Ру,
как
правило, больше силы Pz.
Составляющая Рx
всегда
меньше Рz,
и
при определении мощности обычно в расчет
не принимается.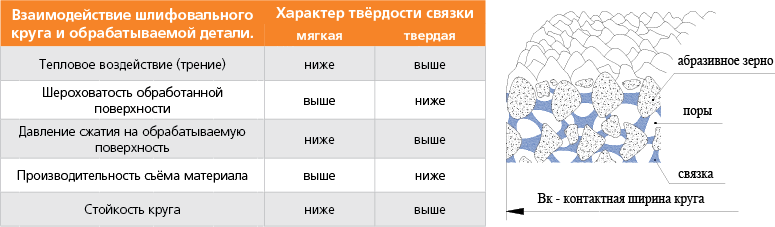
Численные
значения Рх,
Ру
и
Pz
определяются
опытным путем при помощи динамометров.
На основании экспериментальных данных
для различных условий шлифования
предложены уравнения, определяющие
средние значения составляющих силы
резания.
1)
Величина силы Рг:
2) Мощность двиг-ля,
привод. в движение круг:
где
η1 — КПД передачи момента от двигателя
к кругу.
3)
Мощность двиг-ля для вращ. заготовки:
где
η2 — КПД передачи момента от двигателя
к заготовке.
66. Износ и стойкость шлифовальных кругов. Самозатачивание и засаливание
Затупление
шлифовального круга, как правило,
совершается в два этапа. Сначала
происходит обламывание и вырывание из
связки отдельных, непрочно укрепленных
зерен. Затем наступает второй этап,
Затем наступает второй этап,
характеризуемый расщеплением и
округлением больших количеств находящихся
в работе абразивных зерен, забиванием
лор круга стружками обрабатываемого
материала и абразивной пылью, а также
налипанием частиц обрабатываемого
материала на поверхность зерен.
При
круглом шлифовании на проход наиболее
активно изнашиваются «крайние,
расположенные ближе к торцам участки
режущей поверхности круга, вследствие
чего он приобретает бочкообразную
форму.
П
равильно
выбранный круг должен работать с
самозатачиванием; однако практически
с полным самозатачиванием абразивные
круги работают лишь на некоторых черновых
операциях. На чистовых операциях работа
с самозатачиванием не обеспечивает
заданной точности И чистоты
обработанной
поверхности, ‘поэтому необходима
периодическая правка круга. Правкой
называется операция удаления с
‘поверхности абразивного инструмента
изношенных зерен. Практика эксплуатации
абразивных инструментов показывает,
что правильный выбор метода правки
обеспечивает получение заданной
точности и чистоты обработанной
поверхности, производительность
операции, а также нормальный ‘расход
шлифовальных кругов и правящих
инструментов.
На
рис. 1 показан график износа
абразивного круга Э40СМ1К за период
шлифования и за одну правку, из которого
видно, какое значение имеет правка в
общем расходе абразива. Правка кругов
производится алмазами, шлифовальными
кругами, шарошками и другими способами
безалмазной правки.
Схема
метода правки шлифовальных кругов
обтачиванием приведена на рис. 2, а;
в
качестве правящего инструмента при
этом методе правки наиболее часто
используются алмазные карандаши и
алмазы в оправках.
При безалмазной
правке правящий инструмент, вращающийся
свободно на оправке, прижимается к
принудительно вращающемуся кругу и
вырывает с его поверхности затупившиеся
абразивные зерна (рис. 2, б). При
принудительном вращении правящего
инструмента он получает движение от
самостоятельного привода (рис. 2, в).
Технология изготовление шлифовального круга — Применение абразивных и огнеупорных материалов
Шлифовальный круг – это приспособление, предназначенное для резки, полировки и фрезеровки таких материалов, как, к примеру, стекло или металл. Принцип работы шлифовального круга такой же, как и у шлифовального станка. Он основан на трении частиц абразива о поверхность обрабатываемого материала. В процессе шлифования круг самозатачивается. Это происходит потому, что абразивные частицы ломаются, образуя новые острые частицы.
Принцип работы шлифовального круга такой же, как и у шлифовального станка. Он основан на трении частиц абразива о поверхность обрабатываемого материала. В процессе шлифования круг самозатачивается. Это происходит потому, что абразивные частицы ломаются, образуя новые острые частицы.
Шлифовальный круг изготавливают из нескольких минеральных и химических составляющих. Состав шлифовального круга зависит от того, для какого действия он предназначен, будь то резка, полировка или шлифовка, и для каких материалов он будет использован. Если необходим шлифовальный круг для работы по металлу, то в его состав входят абразивные частицы на основе электрокорунда белого. Если шлифовальный круг предназначен для резки неметаллических предметов, таких как камень или цемент, применяются абразивные частицы на основе карбида кремния, или карборунд (SiC).
Весы, запрограммированные компьютером, автоматически взвешивают составляющие будущей смеси. Это примеси и добавки, такие как минеральный криолит и оксид железа, которые смазывают абразивные частицы. Все компоненты смеси соединяет вместе порошкообразная и жидкая смолы. Первые составляющие, поступающие в смеситель, — это порошкообразная смола и добавки. Спустя минуту, к ним добавляют жидкую смолу и абразивные материалы. Все это тщательно перемешивается 5 минут до тех пор, пока смесь по консистенции не будет напоминать сырой песок.
Все компоненты смеси соединяет вместе порошкообразная и жидкая смолы. Первые составляющие, поступающие в смеситель, — это порошкообразная смола и добавки. Спустя минуту, к ним добавляют жидкую смолу и абразивные материалы. Все это тщательно перемешивается 5 минут до тех пор, пока смесь по консистенции не будет напоминать сырой песок.
Для того, чтобы смесь стала абсолютно однородной, ее просеивают через специальное сито, отделяя комки. Далее смесь заливается в круглые формы с помощью устройства, называемого «челнок». Диаметр и глубина формы зависит от модели шлифовального круга. Дно формы армируется стекловолокном.
В центр каждой формы устанавливается кольцо, изготовленное из оцинкованной стали. Оно закрепляет смесь в четырех местах. Оно специально предназначено для защиты вала, вращающего шлифовальный круг, от повреждений. Затем изделие сдавливается гидравлическим прессом. Давление на него составляет порядка 350 кг/см2 , эквивалентное давлению 30 легковых автомобилей. После того, как шлифовальный круг сходит с конвейера, его обязательно взвешивают, чтобы убедится в его соответствии техническим нормам.
Взвесив, круги отправляют в духовой шкаф. Температура в нём за сутки увеличивается с 20 ?С до 200?С. Благодаря этому смола затвердевает, тем самым соединяя составляющие смеси. После духового шкафа шлифовальные круги достают уже твёрдые, как камень.
Заключительный этап производства шлифовального круга – это наклеивание этикетки. Шлифовальные круги перемещаются по конвейеру, периодически останавливаясь. В это время на них опускается насадка, из которой на круг выпускается 8 капель горячего клея, а затем наклеивается этикетка. На ней описаны параметры круга, максимальная скорость вращения, сфера его применения и, конечно же, изображен логотип фирмы производителя. Затем круги переворачивают на другую сторону, куда наклеивается этикетка с указанием правил безопасности.
Диаметр шлифовального круга варьируется от 5 до 50 сантиметров и больше, толщина – 1-12мм. Самые маленькие шлифовальные круги используются в автомобильном кузовостроении, а самыми большими можно перерезать железнодорожные рельсы или другие крупные предметы.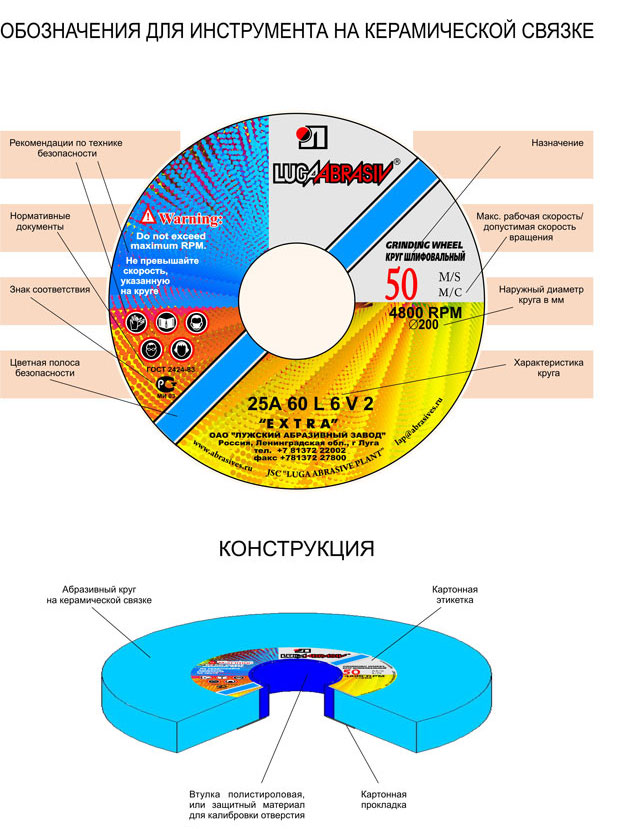
Плоскошлифовальные круги: типы и технические характеристики
На плоскошлифовальном станке абразивный шлифовальный круг, который вращается с очень высокой скоростью, удаляет материал с поверхности заготовки, которая подается против круга.
Как изготавливаются абразивные круги и каковы характеристики шлифовального круга? Давайте подробно рассмотрим плоскошлифовальный круг.
Содержание страницы
- Что такое шлифовальный круг?
- Тип абразива
- Зернистость
- Тип связки
- Марка круга
- Структура
- Условия эксплуатации
- Балансировка шлифовального круга
- Правка
- Тип абразива
- Зернистость
- Тип облигации
- Марка колеса
- Структура колеса
1 Что такое шлифование круга?
Шлифовальный круг содержит абразивные зерна выбранного размера, скрепленные связующим веществом. Однако не весь объем шлифовального круга заполнен абразивными зернами и связующим элементом, в результате чего между абразивными зернами и связующим элементом образуются зазоры, называемые порами.
Абразивное зерно в вашем шлифовальном круге обладает уникальным качеством, которое называется « рыхлость »; Хрупкость — это способность абразивного зерна разрушаться под действием больших сил резания, чтобы улучшить его способность к резанию.
Целью использования шлифовального круга в качестве инструмента является получение высококачественной обработки поверхности, прецизионной геометрической точности (с допуском до 0,0025 мм) и способности шлифовать закаленные поверхности, твердые сплавы и керамику. Производительность вашего шлифовального круга с точки зрения скорости съема материала и чистоты поверхности зависит от типа и размера абразивных зерен, типа связующего материала и пор или пустого пространства между абразивом и связующим материалом. Давайте рассмотрим каждый из следующих факторов.
Тип абразива
Абразивы бывают двух видов – природные и искусственные, однако из-за примесей природные абразивы не используются.
Широко используемые промышленные абразивы — это оксид алюминия, карбид кремния, алмаз и кубический нитрид бора.
Можно использовать шлифовальные круги из оксида алюминия, карбида кремния, кубического нитрида бора и алмаза, как указано ниже:
| Тип абразива | Твердость по Кнупу | Типичное использование |
| Оксид алюминия. | 2100 НК | Пластичные материалы, такие как сталь и другие высоколегированные материалы. Можно использовать и для чугуна. |
| Карбид кремния. | 2400 Гонконг | Чугун, алюминий, медь и латунь. |
| Кубический нитрид бора. | 5000 Гонконг | Закаленные инструментальные стали и твердые сплавы. |
| Алмаз (синтетический или поликристаллический алмаз). | 6000 Гонконг | Инструмент из стекла, керамики и твердого сплава. |
Зернистость
Зернистость вашего шлифовального круга влияет на скорость съема материала и чистоту поверхности, а размер зерна варьируется от 8 до 600 (8 — крупный, а 600 — очень мелкий) .
Зернистость шлифовального круга определяет возможную глубину резания. Зерна большего размера больше выступают на периферии или поверхности шлифовального круга, что приводит к большей глубине резания, а зерна меньшего размера выступают меньше, что приводит к меньшей глубине резания. Следовательно, размер стружки подходит для кругов с меньшим размером зерна.
Вверху: Шлифовальные круги с различной зернистостью.
Зернистость вашего шлифовального круга классифицируется как крупная 8–30, средняя 30–60, мелкая 70–180 и очень мелкая 200–600 . Скорость съема материала будет больше для вашего шлифовального круга с грубыми абразивами и меньше для круга с мелкими абразивами; также шлифовальные круги с мелкими или очень мелкими абразивами обеспечивают лучшую отделку по сравнению со шлифовальными кругами со средним или крупным зерном. Кроме того, вы должны использовать шлифовальные круги с крупным зерном для мягкого материала и шлифовальный круг с мелким зерном для твердого материала.
Кроме того, вы должны использовать шлифовальные круги с крупным зерном для мягкого материала и шлифовальный круг с мелким зерном для твердого материала.
Тип связки
Связка — это материал, используемый для склеивания абразивных зерен в шлифовальном круге; В качестве связующих материалов используются стекловидная, силикатная, резиновая, резиноидная и металлическая связки.
Керамическая связка ( V ) – Большинство ваших шлифовальных кругов, используемых в промышленности, имеют керамическую связку и представляют собой комбинацию глины и керамики. Ваш шлифовальный круг на керамической связке обладает хорошей прочностью, термической стабильностью и может работать со скоростью до 2000 метров в минуту; он инертен к маслу и воде и подходит для мокрого измельчения.
Силикатная связка ( S ) – Ваш шлифовальный круг с силикатной связкой содержит силикат соды и используется для операций шлифования, при которых тепло, выделяемое при шлифовании, должно быть сведено к минимуму, например, шлифование закаленного инструментального материала.
Резиноидная связка ( B ) – В ваших шлифовальных кругах на резиноидной связке в качестве связки используется термореактивная смола, и они используются для отделочных операций и в качестве отрезных кругов.
Ваши круги на резиновой связке ( R ) в основном используются для отрезных кругов и являются гибкими.
Шеллачная связка ( E ) – Ваши шлифовальные круги на шеллаковой связке обладают высокой прочностью, малой жесткостью и используются для финишных операций; кроме того, она создает меньшую температуру при шлифовании, чем стекловидная связка.
Металлическая связка (M) — Ваш шлифовальный круг с металлической связкой используется для шлифовки алмаза и кубического нитрида бора, а связующим материалом является латунь.
Класс круга
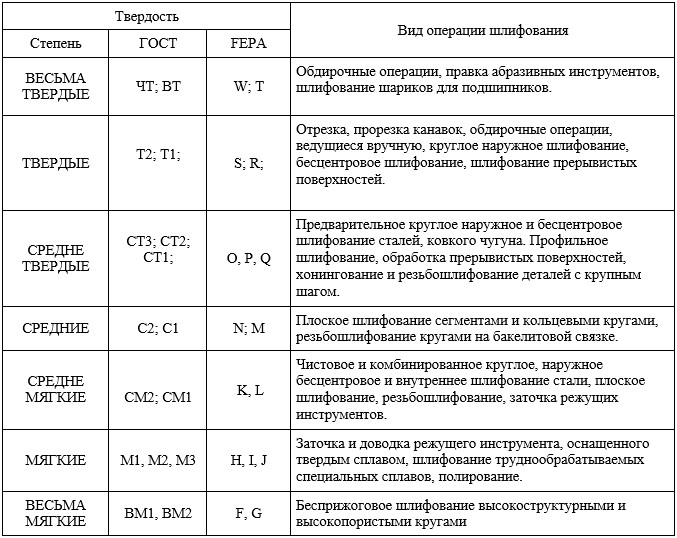
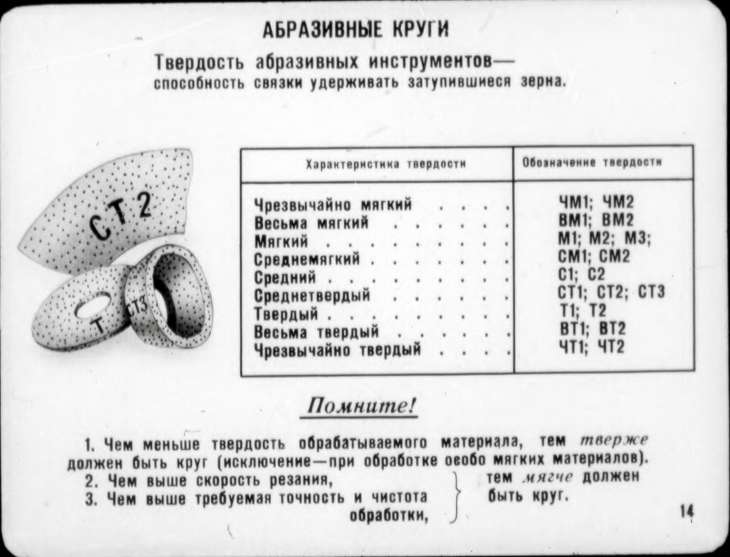
Марка вашего шлифовального круга указывает на прочность связки материала с абразивными зернами, а также на то, насколько прочно связка удерживает абразивные зерна. Марка вашего шлифовального круга также называется твердостью круга. Марка шлифовального круга обозначена буквами от A до Z; A указывает на мягкий класс; M указывает на средний класс, а Z указывает на твердый класс.
Марка вашего шлифовального круга также называется твердостью круга. Марка шлифовального круга обозначена буквами от A до Z; A указывает на мягкий класс; M указывает на средний класс, а Z указывает на твердый класс.
Вы используете твердый шлифовальный круг для шлифования мягких материалов и мягкий шлифовальный круг для шлифования твердых материалов; также вы используете твердый сплав для высокой производительности съема материала (низкое качество поверхности) и мягкий сплав для низкой производительности съема материала (высокая чистота поверхности).
Структура
Структура вашего шлифовального круга указывает на количество пространства или воздушных карманов между связующим материалом и абразивными зернами.
Структура вашего шлифовального круга представлена числами в диапазоне от 1 до 15 , причем меньшие числа указывают на плотную структуру, а более высокие — на открытую структуру.
Вы используете шлифовальные круги с открытой структурой для высокой скорости съема материала (мягкий материал и низкое качество поверхности) и шлифовальные круги с плотной структурой для низкой производительности съема материала (твердый материал и высокое качество поверхности).
Условия эксплуатации
Успех вашего процесса плоского шлифования зависит от скорости шлифовального круга, рабочей или поперечной подачи, подачи, охлаждающей жидкости, балансировки и правки шлифовального круга.
Скорость вашего шлифовального круга выражается в оборотах в минуту или метрах в секунду (окружная скорость).
Рабочая скорость — это скорость, с которой заготовка проходит по периферии или поверхности круга.
Отношение скорости круга к рабочей скорости очень важно для вашего процесса шлифования, и необходимо поддерживать правильное значение.
Балансировка шлифовального круга
Вибрация на плоскошлифовальном станке во время процесса шлифования имеет решающее значение с точки зрения срока службы круга и чистоты поверхности заготовки
Поскольку шлифовальный круг вашего станка вращается с высокой скоростью, даже небольшая дисбалансировка может привести к сильным вибрациям и привести к ухудшению качества поверхности, более быстрому износу круга и даже может быть опасна для оператора.
Балансировочные грузы находятся на монтажном фланце шлифовального круга. Вы должны собрать шлифовальный круг, надеть его на оправку и поставить на стенд для статической балансировки.
Выполните статическую балансировку колеса, перемещая грузы на монтажном фланце до тех пор, пока колесо не станет неподвижным при любом угле поворота.
Правка
После того, как колесо отбалансировано, возьмите его на свой станок и зачистите, чтобы оно работало правильно. Повторите процесс статической балансировки еще раз.
Если у вас есть возможность динамической балансировки, вы можете ею воспользоваться.
Шлифовальный круг: Материал, связка, размер зерна, класс, спецификация, типы структура, типы, дефекты, а также мы знаем, как читать спецификацию шлифовального круга.
Шлифовальный круг является частью процесса шлифования, а процесс шлифования является частью производственного процесса.
Шлифовальный круг играет наиболее важную роль в процессе шлифования.
Он оснащен различными типами шлифовальных станков, такими как плоскошлифовальный станок, шлифовальный станок для инструментов и фрез, бесцентровый шлифовальный станок, круглошлифовальный станок и т. д., а затем выполняет.
В настоящее время все эти типы шлифовальных станков полностью автоматизированы и работают на станках с ЧПУ.
Шлифовальный круг используется для чистовой обработки, а также для резки черных и цветных металлов.
Цель изучения данной темы — дать вам возможность знать, как создать отличное качество обработки поверхности, придание высокого качества точности формы и размеров, заточку режущих кромок режущих инструментов, отделку литых и сварных поверхностей и многое другое.
Итак, сначала давайте узнаем о процессе шлифования, который осуществляется шлифовальным кругом.
Процесс шлифовки
В этом процессе резка металла, то есть шлифовка, используется для удаления нежелательного материала и обеспечения окончательной обработки.
При шлифовании металл снимается в виде стружки.
Шлифовальный процессМатериал шлифовального кругаСостоит из двух компонентов, перечисленных ниже. заготовки. Выбор абразивных частиц зависит от материала, который используется для шлифования. Абразивы для шлифовальных круговСуществует два типа, которые указаны ниже • Натуральный абразив •Искусственный абразив Природный абразивАбразив, встречающийся в природе, известен как природный абразив. Например, корунд, наждак, алмаз и т. д. Искусственный абразивПроизведенный абразив, не встречающийся в свободном доступе в природе, известен как искусственный абразив. Существуют следующие типы искусственных абразивов: • Оксид алюминия • Карбид кремния • Искусственный алмаз Оксид алюминия Его частицы очень твердые, прочные и с острыми краями. Это означает, что в промышленности или на заводе используется большая часть абразивного шлифовального круга из оксида алюминия. Обозначается буквой А. Карбид кремнияМолекулы карбида кремния хрупкие. Поэтому шлифовальный круг из карбида кремния используется для шлифования металлов с низкой прочностью на растяжение, таких как чугун, бронза, медь, керамика и т. д. Обозначается C. Искусственный алмазАлмаз, полученный искусственным путем, известен как искусственный алмаз. Тверд, как природный алмаз. Обозначается буквой D. Связка/Вяжущие веществаСклеивание – это явление, при котором материал прочно удерживается. При склеивании используются многие виды абразивных зерен, такие как силикат, шеллак, резина, металл. Типы связки в шлифовальном кругеСвязующие материалы, используемые для изготовления круга, указаны ниже • Производительная связь • Силикатная связь • Shellac Bond • Смола или резиноидная связь • Резиновая связь • Металлическая связь • Оксихлоридная связь • Водушевленная Resin Bond 44052• Водушевленная Resin Bond 4441000 2. Не подвержен влиянию воды, кислых масел и обычных температурных условий. Обозначается буквой В. Силикатная связкаВ этой связке силикат используется для связывания абразивных частиц. Обозначается буквой S. Шеллачная связкаВ этой связке абразивные частицы смешиваются с шеллаком и затем нагреваются. Обозначается буквой E. Связка на основе смолы или резиноидаВ основном используется для шлифования на столе, поворотном шлифовании, шлифовании с заеданием, кулачковой шлифовки и т. д. Обозначается буквой B. Резиновая связкаАбразивная частица смешивается с каучуком и серой, а затем вытягивается в форму после нагревания. Используются для хорошей отделки поверхности. Обозначается буквой B. Металлическая связка Используется для шлифования очень твердых металлов, таких как карбид вольфрама и т. Обозначается буквой M. Оксихлоридная связкав производстве напильников или бритвенных лезвий. Армированная смоляная связкаЭтот тип связки в основном используется в обрабатывающей промышленности и обозначается BF. Зернистость или размер шлифовального кругаРазмер абразивных частиц известен как размер зерна или размер зерна. В соответствии со стандартом IS размер зерна разделен на четыре группы (i) Крупный размер (ii) Средний размер (iii) Мелкий размер (iv) Очень мелкий размер Крупный размерРазмер зерна номер от 10 до 24. средний размерразмер зерна номер от 30 до 60. мелкий размерРазмер зерна от 80 до 190 Очень мелкий размерРазмер зерна от 200 до 600. Класс шлифовального кругаГрадация выполняется от А до Z в шлифовальном круге, который указан ниже • Мягкий класс •Средний класс •Твердый класс Мягкий класс Если используется мягкий шлифовальный круг, выберите класс круга от A до H. Означает мягкий шлифовальный круг, обозначаемый буквой от A, B, C, D, E …… до H.
Средний классЕсли используется шлифовальный круг среднего класса, выберите класс круга от I до P. Это означает средний шлифовальный круг, обозначенный буквами от I, J, K, L, M …… до P.
Hard GradeZ сорта колеса. Означает твердый шлифовальный круг, обозначаемый буквами от Q, R, S, T, U …… до Z.
Структура шлифовального кругаСтруктура шлифовального круга относится к сущности шлифовального круга. Существует два типа структуры: • Открытая структура • Закрытая структура Открытая структураСтруктура, в которой разделение между частицами обеспечивается за счет использования большого количества связующего, называется открытой структурой. Близкая структура Структура, в которой не обеспечено разделение между частицами, называется закрытой структурой. Вяжущее, используемое в плотной структуре в меньшем количестве, чем предыдущее. Спецификация шлифовального кругаЧтобы указать шлифовальный круг, необходимо знать следующие термины, которые я уже обсуждал. Итак, здесь мы знаем, как читать спецификацию шлифовального круга. • Материал шлифовального круга • Связующий материал шлифовального круга • Зернистость шлифовального круга • Марка шлифовального круга • Структура шлифовального круга
Теперь мы указали шлифовальное руль с одним на рисунке. Где, 105 – Диаметр шлифовального круга 1.2 – Толщина шлифовального круга 16 – размер отверстия (2) На рисунке показан шлифовальный круг A 46 N BF Где, A — Обозначается тип абразива, где «A» означает оксид алюминия. 46 – Обозначает размер зерна шлифовального круга, где «46» означает средний размер. N – это определенный класс шлифовального круга, где «N» означает средний класс. BF – Определяет связующие материалы для шлифовального круга, где «BF» обозначает армированную смоляную связку. Типы шлифовальных круговШлифовальные круги изготавливаются различных форм и операций и для использования на различных типах станков. Различные размеры Обычно встречаются следующие типы шлифовальных кругов: • Прямой круг • Конический круг • Цилиндрический круг • Прямой чашечный круг • Чашечный круг для сельди 0 • Тарелка Тарелочный круг • Алмазный круг Прямой кругИспользуется для круглого, бесцентрового и плоского шлифования. Конический кругИспользуется для зачистки зубьев зубчатых колес и т. д. Цилиндрический круг Используется для шлифования плоской или криволинейной поверхности. Прямой чашечный кругИспользуется для ручной шлифовки. Чашечное колесо для сельдиИспользуется для заточки фрезы. Тарельчатый кругИспользуется для шлифования пазов и приспособлений. Тарелочное колесоИспользуется для заточки фрез и спиральных сверл. Алмазный кругИспользуется для шлифования очень твердых материалов. Процессы шлифованияСледующая операция выполняется на шлифовальном круге перед шлифованием • Правка шлифовального круга • Правка шлифовального круга • Балансировка шлифовального круга • Монтаж круга на станке Дефекты шлифовального кругаДефекты шлифовального круга следующие: • Нагружение • Остекление НагружениеЗаполнение шлифованной стружки между абразивными частицами шлифовального круга называется нагружением. Нагрузка вызвана (i) Постановкой заготовки колесом.  |
 Он используется для измельчения углеродистой стали, низкоуглеродистой стали, кованого железа и штамповой стали.
Он используется для измельчения углеродистой стали, низкоуглеродистой стали, кованого железа и штамповой стали. Основным компонентом является полевой шпат, который смешивают с каким-либо другим огнеупорным материалом для образования прочной связи.
Основным компонентом является полевой шпат, который смешивают с каким-либо другим огнеупорным материалом для образования прочной связи. д.
д.