Как загнуть профильную трубу в домашних условиях без трубогиба видео: Как согнуть профильную трубу в домашних условиях без трубогиба – 12 способов+видео
Содержание
Как согнуть трубу: 10 способов самостоятельной работы
Время от времени в быту приходится деформировать металлические трубы различной конфигурации и длины. Как согнуть трубу без трубогиба, если нет возможности его приобрести, или стационарно установить? Тем не менее, существуют достаточно простые технологические приёмы, позволяющие имеющимися подручными средствами изогнуть металлическую (алюминиевую, медную и даже стальную) трубу своими руками, причём не только круглого поперечного сечения, но даже и профильную.
Почему не стоит получать такие изделия при помощи обычного молотка и наковальни
Чаще всего гибка труб выполняется с целью обеспечения сантехнических коммуникаций или внутренней разводки водопроводной сети в доме. Высокое значение момента сопротивления полого элемента не просто увеличивает усилие, но и сопровождается значительной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Обычная гибка труб при помощи молотка (либо кувалды – если есть желание согнуть профильную трубу с большим периметром) и наковальни с надлежащим качеством невозможна. Дело в том, что при сосредоточении изгибающей нагрузки по внешней поверхности трубы, внутренний её периметр никаким силовым фактором не уравновешивается. В результате возникают опасные растягивающие напряжения, которые становятся причиной появления многочисленных складок, трещин и гофров.
Таким образом, для качественного результата следует создать в зоне гиба подпирающее усилие, благодаря которому в зоне деформации создастся объёмное напряжённое состояние. Последнее повышает пластичность, и позволяет выполнять деформирование без опасности разрушения.
Применение горячего метода
Для подогрева металла пригодна паяльная лампа, строительный фен, включенный на максимальной температуре нагрева, или газовая горелка. В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки.
В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки.
Важно! Необходимо следить за температурой накала, перегрев чреват плавлением металла. Метод уместен для труб с сечением свыше 10 см.
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Особенности сгиба полипропиленовых заготовок без трубогиба
Необходимость сгибания полипропиленовой трубы возникает очень редко, так как выполнять подобные действия с материалом не рекомендуется.
Однако если без этого процесса не обойтись, то можно воспользоваться следующими методами:
- Нагревание места изгиба. Для достижения желаемого результата лучше всего использовать строительный фен, нагревание следует довести до температуры 1500С. Затем можно сгибать изделие, придавая ему нужную форму. Выполнять все действия необходимо в перчатках, устойчивых к высоким температурам. Важно помнить одно правило: сгиб выполняется в сторону менее толстой стены, то есть утолщенная стенка полипропиленовой заготовки должна размещаться с внешней стороны изгиба. После полного остывания изделия следует внимательно осмотреть его. На поверхности не должны наблюдаться вмятины или трещины.
- Второй метод – холодное сгибание. Полипропиленовую трубу можно согнуть руками, но сгиб должен иметь радиус, не превышающий 8 диаметров заготовки. В противном случае материал просто сломается.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.
Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Обратите внимание! Чтобы не возникло проблем с удалением пружины из полости профильной трубы после процедуры сгибания, к ближайшему ее концу следует надежно прикрепить кусок проволоки.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Рекомендуем ознакомиться: Спирально-навивные конструкции воздуховодов
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
По окончании работ клинья удаляются, а песок высыпается.
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Это важно! Метод подходит для труб из цветных металлов, не подверженных коррозии.
Применение шаблонов
При необходимости прогиба в нескольких плоскостях либо под разным радиусом для сверки используют шаблон. Его изготавливают из проволоки. В качестве рисунка можно использовать саморезы. Их применяют для криволинейных перегибов. Саморезы вкручивают в жесткое основание, придавая нужную конфигурацию.
Выгибание выполняют постепенно, прикладывая изделие к шаблону для сверки. Проверку иногда приходится выполнять многократно. При прогреве поверхности следует учитывать минимально допустимый размер на изгиб. Его высчитывают с учетом сечения детали. Наименьший размер для перегиба составляет 3 диаметра. Длина нагреваемого участка зависит от радиуса изгиба:
Проверку иногда приходится выполнять многократно. При прогреве поверхности следует учитывать минимально допустимый размер на изгиб. Его высчитывают с учетом сечения детали. Наименьший размер для перегиба составляет 3 диаметра. Длина нагреваемого участка зависит от радиуса изгиба:
- 90⁰ — 6 диаметров;
- 60⁰ — 4 диаметра;
- 45⁰ — 3 диаметра.
Участок прогиба рекомендуется отметить на поверхности мелом. При подогреве следует контролировать участки на качество прогрева. При недостаточной температуре при прогибе возникают складки. Оптимальная температура накала металлических деталей – появление окалины. Если поверхность перегрелась, ее осторожно остуживают водой.
Сгибание профильных изделий посредством трубогиба
Чтобы придать нужный радиус изгиба профильной трубы, применяют специальный слесарное устройство под названием «трубогиб». Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Трубогибы классифицируются по способу привода:
- С ручным приводом. Этот способ применяется для изгиба трубы небольшого поперечного сечения.
- Электрический. Станки с электрическим приводом оправданы в тех случаях, когда требуется сгибать большое количество профильного проката с большими габаритами. Изгибаемые элементы получаются с ровными и гладкими краями.
Для того как согнуть профильную трубу в единичном количестве, а также для выполнения одноразовых работ покупать собственный трубогибочный станок нецелесообразно и нерентабельно.
Стоит подумать об аренде устройства или, о самостоятельном изготовлении устройства своими руками.
Валки
Многие строители интересуются, как согнуть трубу в домашних условиях без трубогиба подручными средствами. Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.
Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.
Валки также используют в рычажном трубогибе домашнего производства. Заготовка продвигается по двум роликам, расположенным горизонтально, а с помощью центрального валка выполняют перегиб. Приспособление уместно для прогиба арочного типа. Сгиб получается равномерным большого радиуса.
Как согнуть трубу из металлопластика
Итак, давайте начнем с того, что разберем, как сгибать металлопластиковые трубы. Обычно при установке подобных труб на них нужно сделать достаточно много плавных изгибов. Это поможет максимально тщательно использовать все возможности такого изделия.
Как сделать изгиб предельно плавным и ровным? Все достаточно просто, нужно лишь прочитать приведенные ниже варианты:
Итак, первый, и наиболее легкий вариант – плавное ручное сгибание трубы. Если Вы решили изгибать трубу таким способом, обязательно помните о том, что изгиб на каждые 2 сантиметра должен парировать в районе 20 градусов, или хотя бы в их пределах. Именно так можно сделать все необходимые на изделии изгибы.
Если Вы решили изгибать трубу таким способом, обязательно помните о том, что изгиб на каждые 2 сантиметра должен парировать в районе 20 градусов, или хотя бы в их пределах. Именно так можно сделать все необходимые на изделии изгибы.
Следующий способ посложнее, но при этом он не менее эффективен. Для того, чтобы согнуть трубу таким образом, нужно заготовить несколько кусочков проволоки достаточно маленького размера, с помощью которых нужно до упора заполнить все внутреннее пространство трубы. За счет полного заполнения трубы проволокой изгибы получатся максимально ровными и плавными.
Это два самых простых и наиболее распространенных способа, если Вам интересны более сложные варианты, обратитесь в интернет. Там, к счастью, различных способов достаточно.
Совет! Если Вам кажется, что у Вас не получится согнуть изделие максимально качественно и без изъянов, лучше обратитесь к профессионалам своего дела. Таким образом Вы сэкономите не только свое время, но и изделие.
Более того, подобная работа стоит относительно недорого.
Пружины
Метод хорошо зарекомендовал себя для деталей с квадратным сечением, но пригоден он и на трубах другой конфигурации. Необходима пружина такой же формы, как и сам профиль.
Пружинный механизм можно изготовить из твердой стальной проволоки. Диаметр прутка зависит от толщины стенок. Пружину подбирают в соответствии с сечением детали, свободно входить внутрь и выниматься. Перед выгибанием металл прогревают, затем прогибают, удерживая клещами.
Важно! Откорректировать радиус прогиба можно болванкой.
Труба профильная – что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.

- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15\ | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
- Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.

Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.
Нержавеющие или стальные
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.
Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию.
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе.
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева. Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.
Методы сгибания трубы под прямым углом
Металлические изделия отличают особой прочностью, однако особое воздействие на этот материал позволяет придать ему необходимую форму.
Согнуть металлическую трубу самостоятельно можно несколькими способами:
- С помощью колышков.
 При таком способе сгибания возрастает риск образования дефектов трубы или ее поломки. Решить проблему помогает заполнение внутренней полости сухим мелким песком. Предотвратить его высыпание можно с помощью заглушек на обоих концах трубы. После этого можно приступать к непосредственному сгибанию трубного изделия. Заготовку вкапывают в землю и методом рычага стараются выполнить сгибание. Для проверки своих сил можно потренироваться на не пригодных стройматериалах аналогичного состава. Такой способ становится решением задачи, как согнуть тонкую трубу, например, диаметром 16-20 мм. Допускается применять этот прием и для более толстых конструкций, но стоит помнить, что это будет более трудно. Особенно важно помнить, что не все материалы можно сгибать указанным методом. Оцинкованные изделия требуют использования других способов.
При таком способе сгибания возрастает риск образования дефектов трубы или ее поломки. Решить проблему помогает заполнение внутренней полости сухим мелким песком. Предотвратить его высыпание можно с помощью заглушек на обоих концах трубы. После этого можно приступать к непосредственному сгибанию трубного изделия. Заготовку вкапывают в землю и методом рычага стараются выполнить сгибание. Для проверки своих сил можно потренироваться на не пригодных стройматериалах аналогичного состава. Такой способ становится решением задачи, как согнуть тонкую трубу, например, диаметром 16-20 мм. Допускается применять этот прием и для более толстых конструкций, но стоит помнить, что это будет более трудно. Особенно важно помнить, что не все материалы можно сгибать указанным методом. Оцинкованные изделия требуют использования других способов. - Методом нагревания. Изменить форму алюминиевых или стальных трубопроводов можно при нагревании. Конструкция заполняется песком и закрепляется в тисках.
 С помощью газовой горелки нагревается участок трубы, где планируется выполнить сгиб. Определить предел температуры нагревания алюминиевых труб можно следующим образом: бумажный листок, поднесенный к нагреваемому участку, должен начать дымиться (про
С помощью газовой горелки нагревается участок трубы, где планируется выполнить сгиб. Определить предел температуры нагревания алюминиевых труб можно следующим образом: бумажный листок, поднесенный к нагреваемому участку, должен начать дымиться (про
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать трубному материалу сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы. Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр.
Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Свойства пластикового трубопровода
Все пластиковые трубы можно поделить по материалу их изготовления: они производятся из полимеров, полиэтилена, поливинилхлорида. Перечисленные материалы обладают хорошими гигиеническими показателями, поэтому отлично применяются для обустройства сети теплоснабжения, а также для организации водопровода в квартире.
Не всегда получается самостоятельно согнуть материал, поэтому приходится использовать популярные методы
Чтобы согнуть самостоятельно пластиковую трубу необходимо подробнее узнать о ее свойствах:
- Кольцевая жесткость. Высокие показатели жесткости ПВХ позволяют выдерживать атмосферное давление в 120 атмосфер.
- Стойкость к нагреванию. Пластик устойчив к нагреву, поэтому его применяют для обустройства водопровода с горячей и холодной водой, а также для организации трубопровода с отоплением. При нагреве пластик удлиняется только на 5%.
- Низкая устойчивость к морозу. Из-за малой сопротивляемости морозу, материалы не выдерживают температуру ниже -15 градусов, поэтому требуют дополнительной термоизоляции.
- Высокая проницаемость свет. Окрашенная в различные цвета ПВХ труба устойчива к ультрафиолету.
Изделия из ПВХ для обустройства трубопровода выпускаются в различных диаметрах
При нагревании пластиковую трубу можно аккуратно согнуть, потому, как она обладает хорошими показателями эластичными. Изделия из гнущегося поливинилхлорида при производстве могут изначально сматывать в кольца – в таком виде они поступают в продажу.
Изделия из гнущегося поливинилхлорида при производстве могут изначально сматывать в кольца – в таком виде они поступают в продажу.
Условия для сгиба ПВХ трубы
Пластик отлично сгибается, если на него воздействовать определенными показателями температуры. Важно соблюсти несколько условий для изгиба:
- разогревание участка до 75 градусов в том месте, где будет произведен изгиб;
- воздействие на элемент с помощью парообразных веществ.
Чтобы не покупать массу ненужных фитингов, которые требуют внимательности при установке, мастера зачастую используют различные методики изгиба. При работе с нагретым воздухом, который будет воздействовать на пластик, следует проявлять осторожность: можно не только полностью сжечь место нагрева, но и обжечь руки. В данном деле важно производить манипуляции аккуратно и постепенно.
Полипропилен и поливинилхлорид отлично поддаются сгибанию
Бывает сложно добиться идеального изгиба, поэтому перед тем, как приступить к работе, рекомендуется тщательно продумать все будущие повороты трубопровода. Заранее стоит потренироваться сгибать изделие на небольшом отрезке.
Угловые трубогибы
К угловым трубогибам мы относим все множество подобных инструментов, в котором зафиксированная труба обтягивается вокруг подобранного для ее сечения башмака. Они могут быть ручными, механическими, гидравлическими, да хоть атомными – суть от этого не поменяется.
Неважно как было создано усилие, важен сам принцип работы. А чтобы лучше его понять советуем посмотреть следующее видео.
Как видите, работать на таком оборудовании действительно несложно, а предусмотренный конструкцией транспортир позволит точно изготовить заданный угол. Единственный минус – это громоздкость. Действительно заслуживающие внимание образцы в большинстве своем или стационарны, или же стоят немалых денег.
Сгибаем металлическую трубу
Сделать это не просто, но вполне реально. Почти для всех металлических труб используют один и тот же метод. Например, при сгибании медной, что бы избежать надлома и неправильной деформации, ее набивают песком.
Песок помогает сохранить форму сечения на сгибе. Но, медь — металл довольно мягкий, и при сгибании медной трубки сложностей возникнуть не должно. А как быть с алюминиевой или стальной профильной трубой? Тут уже ни как не обойтись без газовой горелки.
На заметку! Оцинкованные трубы таким способом гнуть не рекомендуется.
Труба должна быть зафиксирована в тисках. Ее надо предварительно нагреть в месте сгиба. Готовность к сгибанию можно проверить так: если труба алюминиевая, нужно поднеси к нагретому месту листок бумаги, он должен воспламениться или задымить.
Сгибание заготовок из пластика
Чтобы изогнуть трубопровод из пластика, вам нужно сделать следующее:
- В ДВП вырезаем шаблон, который поможет придать пластиковой трубе нужную конфигурацию. Шаблон стоит тщательно отшлифовать наждачкой, чтобы не было зазубрин и неровностей.
- Далее из силикона на формовочной машине делается оправа для заготовки из пластика. Она позволит закрепить отрезок трубопровода в шаблоне и защитит его от царапин, сколов и вмятин.

- Помещаем пластиковый элемент в подготовленную оболочку из силикона.
- Затем деталь фиксируется в оправе и помещается в формовочную машину.
- Во время нагревания заготовки пластик будет размягчаться и оседать в оправу. В итоге заготовка приобретёт нужную конфигурацию.
- После этого стоит подождать четверть часа, пока пластик немного затвердеет, вынуть трубу из оправы и дать ей окончательно остыть.
Как согнуть профильную трубу в домашних условиях без трубогиба
Оглавление:
- Сложность при выполнении работ
- Зависимость способа гибки от вида материала
- Методы гибки
- Приспособления для выполнения работы
Профильная труба применяется для создания различных металлических конструкций. При выполнении таких работ часто возникает необходимость согнуть трубу. В производственных масштабах применяются специализированные гибочные станки. Приобретать профессиональный гибочный станок для применения в бытовых условиях нерентабельно. Поэтому многих людей интересует вопрос: как согнуть профильную трубу в домашних условиях?
Поэтому многих людей интересует вопрос: как согнуть профильную трубу в домашних условиях?
Сложность при выполнении работ
Чтобы согнуть профильную трубу, нужно применить физическую силу. Для уменьшения силы, необходимой для изгиба, осуществляют нагрев требуемого участка до высокой температуры. В домашних условиях нагрев можно выполнить паяльной лампой или газовой горелкой.
Во время сгибания на разные стенки участка действуют различные силы:
- На внутреннюю воздействует сила сжатия.
- На наружную – сила растяжения.
Воздействие на один участок различных сил и вызывает трудности. Наружная поверхность во время изгиба подвергается растяжению. Излишнее давление может привести к порыву внешней поверхности или к уменьшению ее толщины. Внутренняя сторона, которая подвержена сжатию, может превратиться в складки.
Так, если не правильно осуществлять сгибание, можно помять или порвать заготовку. Во избежание повреждений детали, необходимо учитывать несколько важных факторов:
- Размер сечения.

- Толщину.
- Величина радиуса изгиба.
- Характеристики металла, из которого изготовлена деталь.
При выполнении процесса необходимо контролировать равномерность изгиба боковых стенок. Неравномерный изгиб боковых сторон может привести к нахождению различных частей одной заготовки в разных плоскостях.
Учитывая все перечисленные факторы, удастся правильно согнуть профильную трубу в домашних условиях.
Зависимость способа гибки от вида материала
Трубы могут иметь различное поперечное сечение. Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Чтобы правильно согнуть профильную трубу квадратного или прямоугольного сечения, не повредив ее, при расчетах необходимо отталкиваться от ее высоты. Если высота составляет менее 20 мм, то можно выполнять сгибание на промежутке, длина которого в два с половиной раза больше, чем высота. Предметы, высота которых более 20 миллиметров, необходимо сгибать на промежутках, имеющих длину в три с половиной раза больше.
Предметы, высота которых более 20 миллиметров, необходимо сгибать на промежутках, имеющих длину в три с половиной раза больше.
Процесс гибки профильной трубы с помощью оправки
Большую роль при выборе способа гибки играют и характеристики металла, из которого изготовлена труба. При сгибании заготовки из низкоуглеродистой стали следует учитывать, что материал после проведения процесса частично вернет свою первоначальную форму. Поэтому, при выполнении работ в домашних условиях, следует загнуть требуемый участок немного сильнее. После отпружинивания металла изделие приобретет необходимую форму.
На минимально допустимый радиус сгиба влияет и толщина стенки. Для профилей, толщина стенок которых составляет менее двух миллиметров, лучше применить способ резки с последующим применением сварочных работ. Для более толстых стенок можно применить способы горячего или холодного прокатывания.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.

Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой.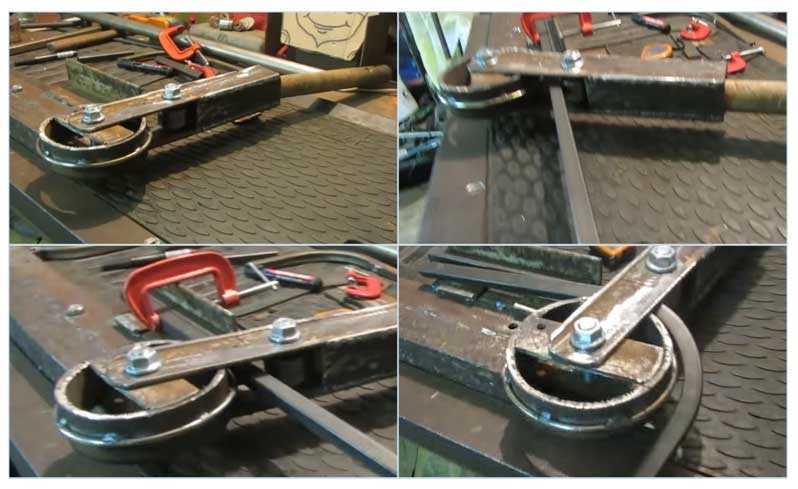 Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.
Приспособления для выполнения работы
Согнуть профильную трубу в домашних условиях можно быстро и качественно, если изготовить специальные приспособления. Создать приспособление для гибки можно своими руками из подручных материалов.
Чтобы сгибать предметы с небольшим диаметром поперечного сечения и маленькой толщиной, можно использовать горизонтальную плиту с упорами. Для этого необходимо закрепить на плите штыри из металла. За счет упора, в штыри осуществляется сгибание предмета.
Как сделать трубогиб для гибки профильных труб
Изделия с высотой более 10 миллиметров, следует гнуть в роликовых приспособлениях. Работа с роликовыми приспособлениями позволяет выполнить сгибы высокой точности. Для снижения силы, прикладываемой оператором, давление на ролик осуществляется при помощи рычага.
Видео: Как согнуть трубу без трубогиба для навеса
Похожие статьи
Как правильно согнуть трубу профилькую, металлопластиковую, без трубогиба
Содержание
- Приспособления для сгибания труб
- Трубогиб
- Плоскопараллельная пластина
- Стальная пружина
- Методы сгибания труб без трубогиба из разных материалов
- Советы по сгибу металлопластиковой трубы
- Сгибаем трубу из полипропилена
- Как согнуть профильную трубу
При проведении строительных или ремонтных работ очень часто приходится сталкиваться с необходимостью согнуть под определенным углом трубу для монтажа систем водопровода, отопления и пр. Если заранее не были приобретены уже готовые изогнутые трубы, то это можно сделать в домашних условиях с имеющимися трубами, но делать это необходимо правильно, с учетом всех требований. Иначе можно просто поломать дорогой материал.
Если заранее не были приобретены уже готовые изогнутые трубы, то это можно сделать в домашних условиях с имеющимися трубами, но делать это необходимо правильно, с учетом всех требований. Иначе можно просто поломать дорогой материал.
Приспособления для сгибания труб
Согнуть трубу можно самыми разными способами, даже вручную, но при этом существует высокий риск поломки. Поэтому лучше всего для сгибания использовать специальное оборудование или подручные материалы, которые в разы облегчат процедуру сгибания.
Трубогиб
Для того чтобы согнуть металлическую трубу применяются специальные приспособления – профессиональные трубогибы, различные по своей конструкции:
- ручной трубогиб используется для сгибания труб с небольшим диаметром поперечного сечения. Как правило, на данном устройстве можно гнуть трубы из цветных металлов и нержавеющей стали. Перед тем как согнуть алюминиевую трубу или из нержавеющей стали, необходимо один ее конец вставить в трубогиб и при помощи рычага постепенно сгибать изделие до нужного угла.

- гидравлические трубогибы – это устройства, предназначены для сгибания труб больших диаметров. В данном устройстве все приложенные для сгибания усилия компенсируются за счет гидроцилиндров. Как согнуть трубу большого диаметра с помощью гидравлического трубогиба? Сначала необходимо определить место сгиба, затем закрепить один конец трубы в пазах трубогиба и с помощью рычага выполнять поступательные движения.
- чтобы согнуть трубы, имеющие разный диаметр поперечного сечения, используются электромеханические трубогибы. Они отличаются высокой производительностью, точностью выполнения сгиба трубы и отсутствием необходимости в физической силе оператора. Такие устройства дорогостоящие, поэтому приобретать их для частного использования не стоит.
Плоскопараллельная пластина
В случае если согнуть трубу крайне необходимо, а под рукой нет трубогиба, то для сгибания трубы можно использовать пластину – уже изогнутую заготовку с пазом, которая подходит для сгибания металлических и металлопластиковых труб с диаметром до 45 мм. Трубу, которую необходимо изогнуть, вставляют в специальный хомут на пластине, зажимают и гнут ее вдоль пластины по пазу. Данный способ сгибания без трубогиба, достаточно примитивный, но, как показывает практика, очень надежный.
Трубу, которую необходимо изогнуть, вставляют в специальный хомут на пластине, зажимают и гнут ее вдоль пластины по пазу. Данный способ сгибания без трубогиба, достаточно примитивный, но, как показывает практика, очень надежный.
Важно! С помощью плоскопараллельной пластины можно сгибать только короткие трубы.
На рисунке изображена простейшая конструкция плоскопараллельной пластины, где 1 – это плита, 2 – пластина, 3 – хомут, 4 – труба, которую необходимо согнуть. Такое устройство можно сделать самому.
Стальная пружина
Для сгибания труб из цветных металлов, достаточно мягких и податливых, которые зачастую при сгибании повреждаются, лопаются, применяется стальная пружина средней жесткости, диаметр которой должен позволять ей войти вовнутрь трубы. Пружина вводится до места будущего сгиба, после этого трубу можно сгибать на колене или закрепив ее в тисках. Стальная пружина позволит стенкам трубы легко сгибаться, не деформируясь и не лопаясь, потому как принимает на себя все усилия сжатия и растяжения металла.
Помните! Перед тем как вставлять стальную пружину в трубу, закрепите к ее концу длинную проволоку или прочный шнур, с помощью которого вы без проблем достанете пружину из трубы после сгибания.
Методы сгибания труб без трубогиба из разных материалов
Зачастую бывает, что согнуть трубу необходимо сиюминутно, чтобы успеть завершить прокладывание водопровода, монтажа теплого пола или окончить создание криволинейного изделия, а под рукой трубогиба нет и к ближайшей мастерской очень далеко. Что делать в такой ситуации? И как ее согнуть без трубогиба?
Советы по сгибу металлопластиковой трубы
В строительстве частных домов часто используются металлопластиковые трубы, как правило, гнутые. Но сгибать их с помощью трубогиба не рекомендуется! Поэтому их сгибать лучше вручную – так и проще и быстрее. Но и одним махом гнуть трубу не стоит. Ведь существует большой риск ее повреждения. Поэтому лучше выполнять сгибание постепенно, медленно, поступательными движениями. Для этого необходимо взять трубу в руки и в 5-6 подходов согнуть ее под нужным углом.
Для этого необходимо взять трубу в руки и в 5-6 подходов согнуть ее под нужным углом.
Сгибаем трубу из полипропилена
Гнутые полипропиленовые трубы, как правило, используются при прокладывании систем водопровода, отопления, канализации в обход какого-то препятствия. Но полипропилен – это достаточно твердый материал, который не поддается сгибанию, при сгибании пружинят и возвращаются в исходное положение.
Тогда как согнуть полипропиленовую трубу? С помощью применения промышленного фена! Постепенно прогревая в месте сгиба, можно согнуть ее под любым углом. Главное, постоянно греть и в то же время сгибать ее плавными движениями. Но помните, что сильно разогревать трубу из полипропилена тоже нельзя, потому как он начнет плавиться.
Как согнуть профильную трубу
Профильные трубы в основном используются при строительстве теплиц, беседок и прочих придомовых строений. Однако если трубу с круглым сечением можно согнуть при помощи ручного или профессионального трубогиба, то профильную так согнуть не получится – она просто в месте сгиба сплющится или треснет. Как правило, для того чтобы ее согнуть, используются специальные станки – профилегибы. Но для частного применения такие станки очень дорогие и в их покупке нет надобности. Поэтому для частного использования можно приобрести ручные трубогибы, на которых можно сгибать трубы как с квадратным сечением, так и с круглым.
Как правило, для того чтобы ее согнуть, используются специальные станки – профилегибы. Но для частного применения такие станки очень дорогие и в их покупке нет надобности. Поэтому для частного использования можно приобрести ручные трубогибы, на которых можно сгибать трубы как с квадратным сечением, так и с круглым.
Единственный нюанс, который появляется при сгибании профильных труб на ручном трубогибе, – это необходимость в применении пользователем достаточно большой физической силы. При этом важно помнить, что на ручном трубогибе можно сгибать исключительно стальные, медные и полимерные трубы с небольшим диаметром поперечного сечения.
Но можно воспользоваться еще и «народными методами». Например, согнуть можно с помощью песка или воды.
Как согнуть квадратную трубу с помощью песка? Для этого необходимо вовнутрь нее засыпать сухой песок, чтобы он плотно заполнил все внутреннее пространство. Затем концы трубы необходимо закрыть заглушками, чтобы песок не высыпался. После этого необходимо создать упоры для концов. Можно, как вариант, зажать их в тисках. Теперь резиновым молотком или деревянной киянкой слегка постукивать по трубе и изгибать ее до нужного радиуса.
После этого необходимо создать упоры для концов. Можно, как вариант, зажать их в тисках. Теперь резиновым молотком или деревянной киянкой слегка постукивать по трубе и изгибать ее до нужного радиуса.
Применяя песок при сгибании трубы, ее металлические стенки не деформируются и не ломаются.
В случае если необходимо согнуть квадратную трубу со значительным радиусом изгиба, то желательно для этого использовать паяльную лампу или газовую горелку и нагревать ее стенки. Как результат, нагретый металл легко будет легко поддаваться сгибанию. Знаком того, что уже можно приступать к сгибанию трубы, считается появление окалины на ней.
Помните! Оцинкованную профильную трубу таким способом сгибать нельзя, потому как может нарушиться целостность ее покрытия.
Также можно согнуть профильную с помощью воды. Такой метод будет наиболее уместным при прокладывании водопровода или системы отопления в зимний период года. Для этого в трубу заливают воду, перед этим закрыв один из ее концов пробкой, и выставляют ее на мороз. После того как вода полностью замерзнет, можно приступать к сгибанию. Но движения необходимо также делать плавно и поступательно.
Помните: дюралевые и латунные трубы можно сгибать таким же образом!
Идеального изгиба в домашних условиях добиться достаточно тяжело. Поэтому лучше воспользоваться услугами профессионалов, которые выполнят работы на специальном оборудовании с учетом всех необходимых условий.
Чем и как обработать ламинат от плесени и грибка
Чем и как удалить плесень с деревянной поверхности
Как избавиться от грибка и плесени в погребе, овощной яме
Что делать и как избавиться от плесени и грибка на кирпиче
5 способов как согнуть круглую стальную трубу
Если вам нужен отвод на 90 градусов или просто нужно согнуть круглую трубу, можно воспользоваться одним из способов, как выполнить задуманное быстро и без лишних заморочек.
Содержимое
- 1 Как согнуть круглую трубу под 90 градусов без трубогиба
- 1.1 Основные этапы работ
- 1.2 Видео
- 2 Новый способ сварки круглой трубы под 90 градусов
- 2.1 Основные этапы работ
- 2.2 Видео
- 3 Как согнуть стальную круглую трубу под 90 градусов
- 3.1 Основные этапы работ
- 3.2 Видео
- 4 Как согнуть круглую металлическую трубу, используя бумажный шаблон
- 4.1 Разметка и резка трубы
- 4.2 Видео
- 5 Как согнуть круглую трубу под углом без трубогиба
- 5.1 Изготовление бумажного шаблона
- 5.2 Разметка трубы
- 5.3 Видео
Как согнуть круглую трубу под 90 градусов без трубогиба
Если под рукой нет трубогибочного станка, согнуть круглую стальную трубу под углом 90 градусов можно другим способом. Рассказываем, как это сделать. Этим способом поделился автор YouTube канала Neri herreria tv.
Первым делом потребуется сделать разметку. Для этого делаем простой бумажный шаблон.
Читайте также:
3 полезных самоделки из пластиковой трубы
Отрезаем лист бумаги нужного размера (по диаметру трубы), потом складываем его пополам, и чертим линию в месте сгиба.
Советуем прочитать: как вырезать седловину в круглой стальной или пластиковой трубе.
От начерченной центральной линии откладываем по две точки по краям. После чего соединяем эти точки линиями, которые должны быть параллельны центральной линии.
Читайте также:
Быстрый способ разметки профильной трубы
Основные этапы работ
На следующем этапе оборачиваем бумажный шаблон вокруг трубы, затем делаем разметку, и чертим на ней три продольных линии.
Читайте также:
Как нарезать протектор на покрышке: с регрувером и без
После этого на центральной линии ставим отметки с шагом 0,5 см, и чертим продольные линии, как показано на фото ниже.
Читайте также:
3 простых идеи, как сделать штроборез своими руками
Затем останется только сделать прорези болгаркой, и согнуть трубу. Фиксируем трубу в таком положении, и обвариваем.
Такой способ можно использовать в том случае, если согнутая труба не будет использоваться в системе водопровода, а нужна для изготовления какой-либо металлоконструкции.
Читайте также: как отрезать трубу под 45 градусов с помощью лекала.
Видео
Подробно о том, как согнуть круглую стальную трубу под 90 градусов без трубогиба, можно посмотреть на видео.
Doblez de Tubo Redondo a 90 Grados con Esmeril, Metodo por Cortes.
Новый способ сварки круглой трубы под 90 градусов
В данном обзоре автор делится собственным способом сварки круглой трубы под углом 90 градусов. Берите на заметку!
Как сделать сегментный угол, автор показывает на примере трубы диаметром 60 мм. Но этот способ применим к трубам любого диаметра.
Первым делом на торце надо будет начертить маркером две линии (параллельно друг друга), разделив таким образом трубу пополам.
Рекомендуем также прочитать статью-обзор: как сделать классные трубные тисы своими руками. Такая самоделка должна быть в арсенале каждого сварщика или слесаря.
От одной из отметок автор откладывает расстояние в 30 мм (диаметр трубы делим на 2) и ставит точку для ориентира.
Основные этапы работ
На следующем этапе при помощи листа бумаги нужно будет соединить точку на расстоянии 30 мм от края с «нулевой» точкой на торце трубы. Чертим две линии с двух сторон.
Далее болгаркой обрезаем кусок трубы по разметке. Таким же способом мастер вырезает второй кусок круглой трубы.
Из пластиковой бутылки автор сделал шаблон, который полностью повторяет срез первой заготовки. И с помощью шаблона вырезаем соединительный сегмент.
На последнем этапе останется только все зачистить и сварить. Вот такой интересный способ.
Видео
Подробнее об этом способе смотрите на видео ниже. Обзор создан на основе видеоролика с YouTube канала Welder DIY.
Как отрезать трубу под 90 градусов новый способ
Как согнуть стальную круглую трубу под 90 градусов
Для работы нам потребуются:
- стальная круглая труба;
- лист бумаги;
- маркер для разметки;
- линейка;
- болгарка с отрезным диском;
- сварочный аппарат.
Своим личным опытом сгибания стальной круглой трубы под углом 90 градусов поделился с нами автор YouTube канала 5 phút sáng tạo.
Основные этапы работ
Первым делом необходимо измерить наружный диаметр трубы. Это можно сделать с помощью штангенциркуля или обычной линейкой.
После этого отрезаем полоску из плотной бумаги и оборачиваем вокруг трубы. Стыкуем края, чтобы они были вплотную друг к другу. Затем сгибаем полосу ровно пополам, прикладываем к трубе.
Маркером ставим две отметки параллельного друг другу и чертим линии по всей длине трубы.
На следующем этапе от первой линии (можете выбрать любую из двух начерченных отрезков) откладываем отметки в разные стороны на расстояние 0,5 мм и чертим параллельно еще пару отрезков.
Отступаем от края трубы нужное расстояние и ставим точку.
От этой точки надо будет отложить на боковых линиях несколько точек (расстояния указаны на фото).
На второй линии, которая находится на противоположной стороне трубы, также необходимо сделать разметку, как показано на фото.
После этого соединяем точки на противоположных сторонах трубы между собой (подробный процесс разметки смотрите на видео) и заштриховываем области, которые нужно вырезать с помощью болгарки. Ну и затем вырезаем.
В завершении останется только удалить заусенцы наждачкой или напильником и согнуть трубу под 90 градусов.
Фиксируем сначала на прихватки, потом — обвариваем полностью и зачищаем сварные швы. Результат получается достойный.
Видео
Подробно о том, как согнуть стальную круглую трубу под 90 градусов, рекомендуем посмотреть в авторском видеоролике ниже.
Cách bo ống tròn thành góc vuông 90 độ nhanh và đẹp ! Secret Pipe cutting tricks
Как согнуть круглую металлическую трубу, используя бумажный шаблон
В этой статье рассмотрим один из способов, как в домашних условиях согнуть круглую трубу из металла под углом 90 градусов.
Разметку будем делать с помощью бумажного шаблона, резать — болгаркой.
Первым делом отрезаем кусок плотной бумаги (подойдет офисная бумага для принтера). Оборачиваем ее вокруг трубы, соединяем края и фиксируем изолентой или малярным скотчем.
Устанавливаем шаблон в нужном месте трубы, и делаем отметки маркером по краям.
Далее снимаем шаблон, сгибаем его пополам, чтобы найти центр, и ставим отметки маркером. Надеваем шаблон на трубу, и переносим на нее отметки. На противоположной стороне также ставим отметки.
Рекомендуем прочитать статью-обзор: простой способ, как сделать гроверы из металла своими руками.
На одной стороне трубы чертим одну линию. На противоположной стороне отступаем от отметок по 1 см в каждую сторону, и чертим две линии.
Разметка и резка трубы
На следующем этапе с помощью специального шаблона автор ставит риски с шагом 5 мм. Потом вкруговую чертим линии, как показано на фото.
Берем УШМ с отрезным диском по металлу, и прорезаем трубу по нанесенной разметке.
Уже на этом этапе труба сгибается, но не до конца.
Чтобы согнуть ее под 90 градусов, необходимо дополнительно вырезать кусочки металла в центральной части.
Теперь заготовка сгибается ровно под прямым углом. Обвариваем место соединения. Оставшиеся отверстия можно замазать холодной сваркой. Потом нужно зачистить место соединения наждачкой и покрасить.
Понятно, что для системы водопровода такая труба не годится. Использовать ее можно только для изготовления каких-либо декоративных конструкций из металла.
Видео
Пошаговый процесс работ можно посмотреть в видеоролике ниже. Идеей поделился автор YouTube канала Fab2Ku.
How To Bend Metal Pipe At Home
Как согнуть круглую трубу под углом без трубогиба
Если под рукой нет трубогибочного станка, а согнуть трубу надо позарез, то можно воспользоваться альтернативным вариантом, о котором мы расскажем в данной статье.
Своим личным опытом по сгибанию стальной круглой трубы без трубогиба поделился с нами автор YouTube канала Mr Technic. Берите на заметку.
Способ сгибания трубы довольно простой, однако нужно будет немного повозиться с математическими расчетами и разметкой.
Изготовление бумажного шаблона
Первым делом необходимо будет изготовить бумажный шаблон. Для этого нам потребуется плотный лист бумаги или картона.
На бумаге ставим произвольную точку. Откладываем от нее два перпендикулярных отрезка. Угол между ними должен быть 90 градусов.
Далее на вертикальном отрезке от начальной точки откладываем расстояние в 10 см. С помощью циркуля соединяем два отрезка радиусом.
На следующем этапе с помощью циркуля измеряем диаметр трубы, которую нужно согнуть.
Переносим это расстояние на бумагу, отталкиваясь от верхней точке на отрезке, после чего чертим радиус.
«Вооружаемся» ножницами, и вырезаем бумажный шаблон. Разрезаем его на две части, чтобы получились большой и малый радиусы.
Разметка трубы
Отрезаем полосу бумаги, оборачиваем ее вокруг трубы, отмечаем маркером нужную длину, и обрезаем.
Складываем полосу пополам, прикладываем к трубе, и отмечаем две точки. Чертим на трубе продольные линии, которые должны быть параллельны друг другу.
От каждой линии откладываем расстояние по 0,5 мм в обе стороны. Чертим дополнительно еще по две продольных линии, как показано на фото ниже.
Далее, используя значения, полученные путем математических вычислений (подробно об этом можно посмотреть на видео), автор разметил трубу, и вырезал ненужные части.
На последнем этапе останется только зачистить места реза, согнуть трубу под 90 градусов, и заварить швы с помощью сварки.
Вот такой способ сгибания трубы. Напишите в комментариях, что вы думаете по этому поводу.
Видео
How To Bend Round Tube In Any Angle | Tube Bending | mr technic
Андрей Васильев
Задать вопрос
Как согнуть трубу без трубогиба своими руками?
Наверняка вы сталкивались с ситуацией, когда при сборке трубопровода становится необходимо выгнуть трубу на определенный градус.
Для таких задач применяют специальный инструмент, именуемый трубогиб. Трубогибы бывают самыми разными. Они предназначаются для сгибания труб из металлов, пластика, различных сплавов и т. д.
Все это конечно очень хорошо, но что делать, если надо согнуть трубу без трубогиба? К примеру, если трубогиба у вас в наличии нет, а дело не терпит отлагательства.
Выгибание металлопластиковой трубы с пружиной внутри
Что же, есть способы выполнить подобные действия и своими руками. Мы вам о них расскажем.
Cодержание статьи
- 1 Особенности процесса
- 1.1 Как обезопасить себя?
- 2 Отличия в зависимости от материала трубы
- 2.1 Взаимодействие с металлическими образцами
- 2.2 Рабочий процесс
- 2.3 Дополнительные советы
- 2.4 Работа с пластиковыми трубами
- 2.5 Выгибание трубы без трубогиба (видео)
- 2.6 Отличия труб из разных видов пластика
- 2.7 Похожие статьи
Особенности процесса
На самом деле сгибать трубы достаточно легко. Это только кажется, что для подобных действий необходимо огромное количество сил и энергии. Конечно, при работе с металлическими трубами все же придется попотеть, но даже в этом случае процесс занимает всего несколько десятков минут, и это с учетом подготовительных работ.
Но просто согнуть трубу недостаточно. Надо сделать это правильно, чтобы в итоге получить рабочий, а не испорченный образец. Если мы загибаем трубы своими руками, то шанс их повреждения существенно возрастает, так как согнуть трубу в домашних условиях можно только с помощью подручных средств.
Все дело в том, что труба при изгибании меняет свою структуру, натурально деформируется. И процесс деформации проходит непредсказуемо.
Это только кажется, что модель из той же стали изгибается красиво и плавно, как будто бы по волшебству сохраняя свою форму.
На самом деле это не так. В момент изгибания, особенно если работаете вы только подручными средствами, стенки трубы деформируются неравномерно.
Внутренняя стенка как бы накапливает в одной точке больше материала, становится толще, образуются даже микроскопические складки. Наружная же, наоборот, растягивается, что чревато появлением микротрещин. Согните ее слишком быстро или без предварительной подготовки – и ее повреждение будет практически неминуемым.
Как обезопасить себя?
Впрочем, себя можно легко обезопасить или хотя бы свести шанс повреждения трубы к минимуму. Для этого применяют несколько хитростей.
Во-первых, при изгибании своими руками трубу нагревают до определенной температуры. Это нормально, без прогрева согнуть отрезок, да еще и стальной, крайне сложно. Вы потратите уйму сил и энергии, а результат же вас вряд ли порадует.
Достигла ли поверхность трубы нужной температуры, проверяется с помощью обычной бумажки. Считается что труба прогрелась, если бумажка при контакте с ней начинает тлеть.
Процесс загибания стальной трубы
Способ, конечно, довольно топорный и дает только относительные результаты, но для домашней работы большего и не требуется.
Во-вторых, в полость трубы обязательно добавляют стабилизирующий материал. Это делается до момента ее прогрева.
В качестве стабилизирующего материала применяются разные варианты, от песка до пружин. Трубу с обеих сторон закупоривают, а затем уже принимаются за работу.
Внутри трубы песок играет роль пластификатора. Он не дает материалу деформироваться рывками, при этом сохраняет изначальную форму заготовки, что тоже крайне важно.
Также перед началом работы необходимо создать деревянную или стальную заготовку, для упрощения процесса деформации. Необязательно сильно мучиться и что-то создавать, надо просто выбрать подходящий материал.
К примеру, если вам нужно загнуть трубу под прямым углом своими руками, то хватит и наличия профильной трубы или же стола.
Если же радиус загиба достаточно большой, то придется подобрать обратную трубу нужных размеров или же деревянное полено.
Отличия в зависимости от материала трубы
Материал трубы оказывает огромное влияние на то, как мы будем с ней взаимодействовать
Трубы разделяют на:
- Металлические;
- Пластиковые.
Металлические трубы требуют один подход, пластиковые – совсем другой. К тому же и конкретные материалы различаются по своей прочности, устойчивости, принципу деформации и т. д. Все это следует учитывать, в особенности, когда мы работаем без специализированного инструмента, то есть своими руками.
Взаимодействие с металлическими образцами
Металлические трубы в домашних условиях изгибать сложнее всего. Да вы впрочем, и сами это понимаете.
Металл хоть и пластичный, но очень прочный. Вручную, без предварительной подготовки, с ним просто не совладать.
Перед обработкой трубу желательно нагреть горелкой
Зато если все продумать заранее, то и результат вас наверняка порадует. Также не будем забывать, что есть металлы мягкие, а есть жесткие. Цветные металлы – по большей степени мягкие. С ними работать проще.
Та же медь, при желании, вообще деформируется вручную. Тонкую медную трубу реально загнуть руками, чем часто сантехники и пользуются.
Укрепленная медь уже прочнее, но все равно не сравнится по прочности со сталью или хорошим алюминием.
Рабочий процесс
Рассмотрим алгоритм, позволяющий нам изгибать металлические отрезки труб своими руками.
Этапы работы:
- Подготавливаем инструмент, находим горелку, собираем песок, заглушки и т.д.
- Засыпаем песок внутрь трубы.
- Закупориваем ее.
- Нагреваем ее газовой горелкой.
- Проверяем температуру нагрева. Если бумажный лист при контакте с металлом загорелся либо начал тлеть, значит все нормально, можно начинать.
- Монтируем трубу в рабочее положение.
- Загибаем отрезок с применением физической силы. Желательно делать это в перчатках, так как металлы отлично проводят тепло.
- При достижении нужного угла оставляем трубу на сутки.
Вот и все. После завершения работы остается только проверить качество изгиба. К сожалению, в нагретом состоянии это сделать не удастся.
Дополнительные советы
Песок следует засыпать до момента полного заполнения трубы. Заглушки желательно брать не пластиковые, а стальные. Пластик может расплавиться и сцепиться со сталью. Ничего страшного конечно не произойдет, но и лишние проблемы нам ни к чему.
Выгнуть трубу малого диаметра можно даже вручную, применив усиленное плечо
Нагревают трубу равномерно, то есть со всех сторон, акцентируя внимание на внешней. Именно на ней пройдут самые серьезные деформации.
Нагретую трубу разрешается загибать только в термостойких перчатках. Иначе можно обжечься. Да и вообще, если собираетесь действовать по приведенной инструкции, то желательно позаботиться о личной безопасности, надеть экипировку и т.д.
Рекомендуем загибать трубу не рывками, а поступательными плавными движениями. Впрочем, тут каждый действует так, как ему видится возможным.
Работа с пластиковыми трубами
Пластик загибать проще, это совершенно очевидно. Он намного мягче, во многих случаях пластичнее, да весит легче. Однако у пластика есть одна неприятная характеристика, он имеет предел прочности. То есть может треснуть, если приложение сил будет излишним. Это надо учитывать.
Помните, что трещина в трубе – это необязательно огромная дыра, в которую можно засунуть палец. Как раз образование такой трещины в трубе – большое благо, потому что ее легко заметить.
Проблемы же появляются, когда в пластике образуются микротрещины или даже зачатки трещин. Они незаметны и будут ждать своего часа, чтобы затем в самый неподходящий момент заявить о себе.
Выгибание трубы без трубогиба (видео)
Отличия труб из разных видов пластика
Проще всего работать с металопластиком. Этот материал является комбинацией алюминиевого стержня и пластикового сплава, он очень прочен, но в то же время пластичен.
Процесс его гибки, практически ничем не отличается от аналогичного при взаимодействии со стальными образцами. Причем трубу, если она малого диаметра, даже прогревать нет нужды. Можно выгнуть просто руками. Только опять же, нужно позаботиться о наличии стабилизатора в ее полости, чтобы деформация прошла успешно.
В качестве стабилизатора можно применять не только песок. Хорошо действует проволока или даже стальная пружина высокой прочности.
Полипропилен гнуть тоже можно, но тут надо быть очень осторожным. Производители полипропиленовых труб не рекомендуют загибать их самостоятельно. Если все же это необходимо, тогда позаботьтесь о наличии у вас строительного фена.
Им можно прогреть стенки трубы, а затем выгнуть ее на заранее подготовленной заготовке. Размещайте трубу так, чтобы утолщенная стенка находилась на внешней стороне изгиба. Тогда шанс повреждения отрезка существенно уменьшиться.
Тонкие пластиковые трубы, казалось бы, гнуть проще всего. Вот только они ломаются при физическом воздействии. Здесь надо применить хитрость и все ту же термическую обработку.
Строительным феном мы нагреваем трубу до температуры в 200 градусов, а затем легко и плавно начинаем ее изгибать. В некоторых случаях пластик станет настолько мягким, что сам начнет гнуться. Тогда просто уложите ее так, как вам необходимо, а затем постарайтесь зафиксировать.
Как согнуть профильную трубу в домашних условиях: способы, технология выполнения
РЕКЛАМА
Содержание:
- Распространённые способы сгибания профильных труб
- Преимущества и возможности отечественных трубогибов
- Самые простые способы согнуть профильную трубу вручную
- Видео — Самодельный станок трубогиб
Навес необходим практически на любом участке: это хорошее место для размещения автомобиля, он пригодится для создания мини-теплицы, зоны отдыха и т. д. Конструкция навеса чаще всего предполагает строительство каркаса из профильных труб: они имеют небольшой вес и обладают большой несущей способностью.
Однако их достаточно трудно гнуть для придания нужной формы, поэтому с их помощью трудно создавать арочные и иные сложные конструкции. Как согнуть профильную трубу в домашних условиях?
Распространённые способы сгибания профильных труб
Вариантов, как согнуть профильную трубу для навеса, достаточно много, но в большинстве случаев требуется использование специальных инструментов или оборудования. Рассмотрим подробнее несколько основных способов:
- Использование сварочного аппарата и нагретого, хорошо просушенного песка. Этот метод даёт возможность получить плавную линию, и таким образом трубе можно придать желаемую полукруглую форму. Один конец трубы закрывается заглушкой, в неё насыпается сухой кварцевый песок.
Он нужен для того, чтобы труба не сплющилась в процессе обработки, а приобрела правильную форму без ненужного искривления в одну из сторон. Второй конец трубы закрывается заглушкой с маленьким отверстием, после чего трубу разогревают сварочным аппаратом или газовой горелкой. Вместо сварочного аппарата можно использовать паяльную лампу.
Важно! При таком способе нельзя допускать перегревания металла. При этом будет появляться окалина, снижающая прочность металлической конструкции.
К оцинкованным трубам такой способ вообще неприменим, так как цинковое покрытие просто сгорит, и сталь окажется беззащитной перед коррозией. Такой каркас устанавливать нельзя: он быстро проржавеет и может обрушиться в любой момент.
- Применение трубогиба. Это специальный инструмент, дающий возможность получить трубу именно нужной формы. При правильном использовании не будет заломов или каких-либо дефектов, трубогиб позволяет сгибать даже изделия большого размера.
- Для тонких труб можно пользоваться ручным станком, для более толстых применяются гидравлические или электромеханические трубогибы. Чтобы работать с ручным инструментом, нужна большая физическая сила, в то время как использовать гидравлический станок может каждый.
- Как согнуть профильную трубу без трубогиба? Ещё одним доступным способом является использование газовой горелки и простой болгарки с насадками по металлу.
- Есть кустарный способ, как согнуть профиль для навеса. Для этого нужно закрыть один конец трубы заглушкой, затем в неё насыпается сухой песок. Труба закрывается со второй стороны, а затем равномерно сгибается вокруг металлической болванки.
В этом случае нужно просчитать радиус будущей трубы и сделать несколько поперечных надрезов. Они позволят аккуратно согнуть металл и получить требуемую форму. После сгибания пропилы нужно заварить.
Такая работа требует навыка и физических усилий, это один из самых трудных вариантов. Чтобы ускорить процесс, можно подогреть металл газовой горелкой.
Каждый из перечисленных способов имеет и плюсы, и минусы: сгибать профильные трубы в любом случае приходится очень осторожно, рассчитывая радиус. Металл не рассчитан на многократное сгибание, поэтому такую работу желательно закончить за один раз.
РЕКЛАМА
Если приходится проводить его повторно, труба может просто сломаться, в любом случае несущая способность такого каркаса будет намного ниже. Поскольку кустарные методы являются намного менее надежными, лучше воспользоваться трубогибом.
Преимущества и возможности отечественных трубогибов
Как согнуть профильную трубу полукругом? Для придания ей нужной формы можно использовать различные модели трубогибочных станков и ручных инструментов. Их применение выгодно по нескольким причинам:
- Работы по сгибанию труб можно проводить без специального образования и навыков. Обращаться со сварочным аппаратом умеет не каждый домашний мастер, а с механическим прибором будет намного проще разобраться.
- Можно получить трубы с точным соблюдением первоначально запланированного размера. Это очень важно, если нужно получить несколько одинаковых элементов, например, для строительства теплицы.
- Металл сохранит свои характеристики, и на нём не будет заломов и трещин. Это позволит качественно провести работу и получить отличный материал для каркаса навеса или теплицы.
Медные трубы сгибать намного проще, чем стальные, поэтому для них можно использовать ручные инструменты.
Самая распространённая модель станка такого типа — «ПГ-1»: три ролика, установленных на станине, дают возможность согнуть трубу квадратного сечения до состояния полного кольца.
Трубогиб «ПГ-2» стоит почти в полтора раза дороже, такой станок предназначен для труб большего размера сечения и более прочных металлов. Мощная конструкция даёт возможность сгибать трубы, профиль которых составляет 30 на 60 мм.
Самые простые способы согнуть профильную трубу вручную
Как согнуть трубу для навеса, если ни сварочный аппарат, ни современные трубогибы недоступны? Есть несколько способов гибки, которые можно проводить в обычной мастерской. Хотя они не могут похвастаться повышенной точностью, некоторый навык и народная смекалка позволяет получать неплохой результат.
- Гибка труб из меди с помощью воды и болванки. Способ очень похож на вариант с песком, но использование сварочного аппарата не является обязательным. Конец трубы закрывается заглушкой, после чего внутрь заливается холодная вода.
- Гибка с применением пружины квадратного сечения. Согнуть её можно из обычной проволоки, а затем она позволит придать трубе нужный изгиб.
Труба закрывается второй заглушкой и выносится на мороз. Когда вода превратится в лед, трубу можно будет без проблем согнуть на болванке, такую работу можно проводить вручную. Со стальными изделиями метод результатов не даст.
Пружина вставляется в трубу, с помощью паяльной лампы нужное место изгиба прогревается и становится более пластичным. После этого с помощью болванки можно без особых затруднений придать ей подходящую форму
Такие методы всегда дают только относительный результат. На станке результат будет точнее, а домашняя работа во многом зависит только от опыта мастера. Кустарные методы подходят для создания обычных каркасов для теплиц и парников, но при строительстве сложных инженерных сооружений они могут оказаться бесполезными.
Приобрести стационарный заводской трубогиб могут себе позволить далеко не все, но можно без проблем воспользоваться услугами специалистов в этой области. Если нужно согнуть трубы, лучше доверить такую работу специалистам, чтобы потом не сомневаться в прочности несущего каркаса.
Профильные трубы дают возможность воплощать различные строительные проекты и интересные решения, а правильно выполненные изгибы позволят возводить навесы и другие каркасные пристройки с криволинейными элементами.
РЕКЛАМА
Как сгибать трубки и когда это делать
Майк Гейгель, специалист по стратегическим услугам, Swagelok Pittsburgh и инструктор, Advanced Tube Bending, Swagelok Company
При проектировании и сборке новой гидравлической системы или при замене компонентов в существующем. Одно из первых решений, которое необходимо принять, заключается в том, должна ли система быть построена из труб из нержавеющей стали или трубы.
Хотя резьбовая труба исторически была надежным выбором в жидкостных системах, трубка является выгодной альтернативой по целому ряду причин. Одной из таких причин является возможность легкого изгиба и прокладки трубок, что может помочь операторам создать более сложную и эффективную конструкцию жидкостной системы с меньшим количеством точек соединения.
Запросить дополнительную информацию об обучении гибке труб
Краткий обзор между трубами и трубами
Изогнутые трубки могут обеспечить некоторые значительные преимущества по сравнению с традиционными трубами в различных промышленных жидкостных системах, в том числе:
- Меньшее количество соединений. Меньшее количество отдельных компонентов означает меньшее количество потенциальных мест утечки, что может повысить эффективность и уменьшить разливы и неорганизованные выбросы.
- Экономия времени. Трубные системы не только обеспечивают более простую установку, но и изгибы труб могут сэкономить время операторов, устраняя необходимость резать, удалять заусенцы и устанавливать новый фитинг для каждого простого изменения направления.
- Меньше турбулентности. Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов.
- Меньшая занимаемая площадь. Изгибы труб и низкопрофильные трубки обеспечивают более компактную площадь основания системы и облегчают доступ к находящемуся рядом оборудованию для обслуживания.
Передовой опыт в области гибки труб
Чтобы максимально использовать преимущества гибки труб, важно быть уверенным, что вы понимаете, как определить, где изгибы труб наиболее применимы в ваших системах, передовые методы изготовления высококачественных изгибов и как используйте правильное оборудование. Ниже приведены рекомендации по принятию решения о том, когда следует сгибать трубы и как обеспечить безопасность и эффективность системы.
1.) Определите, будет ли трубка предпочтительнее трубы. Здесь необходимо сделать несколько замечаний. Чтобы выполнить желаемый участок с использованием трубы, трубу необходимо разрезать, очистить от заусенцев и нарезать резьбу. Вся наружная резьба должна быть обмотана лентой из ПТФЭ или покрыта герметиком. Затем фитинги затягиваются гаечным ключом. Хорошо построенная система может обеспечить высокую надежность, но процесс сборки может занимать значительное количество рабочего времени, особенно для сложного системного приложения. Кроме того, каждое новое введенное фитинговое соединение является потенциальной точкой утечки, даже если оно было собрано опытным сборщиком, а дополнительные точки утечки могут привести к увеличению выбросов.
Здесь трубка может дать некоторые преимущества. Его также необходимо обрезать и удалить заусенцы, но большинство изменений направления можно выполнить с помощью изгиба вместо нового фитинга. Одна изогнутая труба может выполнять несколько изменений направления, в отличие от трубы, где требуется много разных участков и фитингов. Кроме того, по сравнению с отводом трубы, изгиб трубы создает меньшую турбулентность при протекании через него системной среды. Трубка также легче трубы и не требует большого количества дополнительных опор.
2.) Определите, как вы будете выполнять изменения направления . Изменение направления будет осуществляться за счет изгибов или соединения отдельных отрезков труб с помощью высококачественных трубных фитингов. Изгибы применимы для многих изменений направления, но ваш выбор между изгибом или фитингом во многом зависит от ситуации.
Простые изменения направления на 90 градусов (как показано здесь), которые полезны для любых необходимых смещений в вашей линии, часто могут быть наиболее эффективно выполнены с помощью изгибов. Например, если трубопровод должен проходить через панель, не препятствуя легкому доступу (как показано здесь), серия из 9Изгибы под углом 0 градусов могут быть эффективными. Изгиб также удобен в ограниченных пространствах, где несколько отрезков трубы должны менять направление в непосредственной близости друг от друга. Также могут применяться более сложные методы, такие как прокатка со смещением, параллельные, сложные и сегментированные изгибы, которые могут потребовать продвинутых навыков и опыта в области гибки.
Изгибы применимы не везде. Требуется минимальная длина трубки, чтобы согнуть ее, но при этом обеспечить безопасную установку трубки в трубный фитинг. Если вы имеете дело с несколькими короткими отрезками труб, более целесообразно использовать фитинговые соединения для изменения направления. Кроме того, если определенное требуемое изменение направления потребует более сложного изгиба, чем вам удобно делать, может быть полезно использовать фитинг. Эта ситуация показывает, почему следование передовым методам так важно для создания безопасных, эффективных и экономичных систем с изогнутыми трубками.
3.) Убедитесь, что у вас есть необходимые навыки для гибки труб. Гибка труб — это не только мастерство, но и искусство, требующее от техников мыслить в трех измерениях, чтобы превратить проекты на бумаге в физические системы.
Операторы также должны знать, как использовать трубогиб и другое оборудование для выполнения точных и качественных изгибов. Есть два распространенных вида оборудования, которые применимы во многих случаях гибки: ручной трубогиб и настольный трубогиб. В следующих видеороликах вы можете найти практические инструкции по использованию каждого типа трубогиба:
Как пользоваться ручным трубогибом:
Из этого видео вы узнаете, как использовать ручной трубогиб для точного и эффективного изгиба труб на 90° и 180°. Ручные трубогибы Swagelok ® обеспечивают стабильные высококачественные изгибы труб, изготовленных из большинства материалов, используемых с трубными обжимными фитингами Swagelok.
Как пользоваться настольным трубогибом:
Из этого пошагового обучающего видео вы узнаете, как использовать настольный трубогиб Swagelok ® для получения точных, воспроизводимых и высококачественных изгибов труб. изготовлен из большинства материалов.
Следуя рекомендациям, изложенным в этих видеороликах, можно помочь техническим специалистам избежать множества распространенных дефектов, которые могут поставить под угрозу целостность даже самых простых изгибов, что приведет к пустой трате времени, труда и денег.
Учебные курсы могут иметь неоценимое значение для обучения техников практическим знаниям, необходимым для создания безопасных и эффективных жидкостных систем с изогнутыми трубками. Вот почему компания Swagelok разработала учебные курсы по гибке труб — от основ до более продвинутых методов — чтобы помочь специалистам по жидкостным системам освоить практические навыки, которые они могут применять на своих предприятиях. Если вы хотите узнать больше о том, как мы можем помочь вам улучшить ваши навыки гибки труб, свяжитесь с нашей командой сегодня.
Запросить дополнительную информацию об обучении гибке труб
Основное руководство по гибочному станку
Что такое гибочный станок?
Гибочный станок — это машина, используемая для гибки и формовки заготовок.
Существует множество типов и функций гибочных станков, которые можно использовать в качестве пресса или гибочного станка.
Некоторые гибочные станки могут напрямую обрабатывать листовой металл без зажимных приспособлений.
Для некоторых гибочных станков требуются зажимные приспособления для помощи при гибке.
Металлический лист фиксируется зажимным устройством и не будет двигаться в течение всего процесса обработки.
Гибочный станок использует гибочный инструмент для обработки металлической пластины и изготовления профиля.
Для корпуса станка и инструментов гибочного станка должны использоваться специальные материалы.
Это может гарантировать, что корпус машины и инструменты не будут повреждены давлением во время обработки.
Типы гибочных станков
Существует множество типов гибочных станков, в том числе трубогибочные станки, листогибочные станки, листогибочные станки, гидравлические гибочные станки, механические гибочные станки, электрические гибочные станки с сервоприводом, электрические трубогибочные станки, резка и пробивной станок и др.
Трубогибочный станок
Что такое трубогиб
Трубогиб — это машина, используемая для прокатки и гибки металлических труб и профилей.
Профиль квадратный или прямоугольный из толстого длинномерного металла.
Изгиб — это процесс растяжения, и между инструментами и трубами возникает трение.
Для продления срока службы оснастки и трубогиба.
Масло для волочения можно использовать для уменьшения сопротивления между трубой и гибочным инструментом.
Трубогибочное и производственное оборудование используется для выполнения операций гибки, обжатия, развальцовки и опрессовки.
Трубогибом можно гнуть нержавеющую сталь, железо, медь, алюминий, титан и углеродистую сталь.
Металлические материалы обладают пластичностью и малой упругой деформацией, что может поддерживать структуру изгибаемой секции.
Труба, обработанная трубогибом, имеет плавный изгиб, снаружи нет смятия, внутри нет складок.
Труба представляет собой полую емкость, которая используется для транспортировки газов, твердых и жидких веществ в промышленном, медицинском и другом оборудовании.
Трубогиб в основном используется для укладки труб в зданиях, автомагистралях, железных дорогах, мостах и т. д.
Конструкция трубогибочного станка шайба стеклоочистителя и оправка.
Матрица трубогиба обычно изготавливается из закаленной стали для предотвращения повреждений.
Однако формы, такие как скребковые формы, изготавливаются из алюминия или латуни, чтобы предотвратить повреждение труб.
Изгиб матрицы
Гибочный штамп является важной частью процесса ротационного волочения, также называемого радиусным штампом.
Потому что гибочная матрица определяет внутренний радиус трубы, а она круглая.
Плашка для гибки удерживает трубу и изгибает ее в процессе волочения.
Зажимная матрица
Зажимная матрица используется, чтобы помочь гибочной матрице прижать трубу к гибочной матрице.
Зажимная матрица может предотвратить скольжение трубы при вращении гибочной матрицы.
Матрица скребка
Зачистная матрица предназначена для предотвращения изгиба внутреннего радиуса трубы и повреждения наружной поверхности.
После обработки гибочной матрицы труба будет пластически деформирована и может сморщиться.
По этой причине зачистная матрица используется для сглаживания поверхности трубы.
Для предотвращения повреждения трубы грязесъемник изготовлен из более мягкого сплава, например алюминия или латуни.
Пресс-матрица
Пресс-матрица используется для приложения давления к трубе для обеспечения криволинейного профиля трубы.
Оправка
Оправка используется для поддержки гибки малых радиусов, тонких труб и твердых материалов.
Когда эти трубы сгибаются, они могут сморщиться внутри и сломаться снаружи.
Этого можно избежать, если оправка работает с зачистной матрицей.
Как работает трубогибочный станок?
При гибке трубы необходимо протолкнуть трубу в трубогибочный станок под давлением.
Привод трубогибочного станка может быть гидравлическим, сервоприводным, пневматическим или ручным.
Зажимной блок и формовочные инструменты зажимают трубу на месте и подгоняют ее под форму штампа.
После того, как труба зажата, она фиксируется на месте, когда ее конец вращается и катится вокруг матрицы.
Существуют также некоторые методы обработки, такие как гибка труб для формирования профилей с помощью роликов.
При изгибе трубы оправка помещается внутрь трубы, чтобы предотвратить складывание и разрушение внутренней части заготовки.
Зачистная матрица трубогиба может поддерживать натяжение трубы и избегать повреждений при приложении силы к трубе.
Матрица стеклоочистителя обычно изготавливается из алюминия или латуни, чтобы предотвратить появление царапин на сырье.
Методы гибки трубогибочных машин включают гибку прессом, гибку с вращающимся вытягиванием, гибку сжатием, гибку вальцами, гибку труб на оправке, гибку с помощью зачистного штампа, гибку с индукцией тепла, набивку песком и формование горячих плит, а также гибку поршнем.
Станок для гибки листового металла
Станок для гибки листового металла используется для обработки листового металла в профили.
Металлический лист сначала укладывается на нижнюю матрицу верстака.
Затем пуансоны вдавливаются в нижнюю матрицу для выполнения гибочного хода.
Энергосистема приводит в движение ползунок, а ползунок приводит в движение пуансон, чтобы он двигался вниз.
Фальцевальная машина может сгибать металлические листы или трубы под любым углом.
Машина, предназначенная для гибки труб, представляет собой трубогибочную машину.
Фальцевальная машина подходит для обработки некоторых крупных заготовок, которые трудно обработать на других машинах.
Силовая система приводит в действие зажимной вал для фиксации заготовки в определенном положении.
После фиксации заготовки складной рычаг поворотной балки будет двигаться по дуге, чтобы согнуть фланец под требуемым углом.
Листогибочный станок
Механический листогибочный станок пирамидального типа используется для гибки и формовки металлических листов.
Его дно приводится в движение двигателем и редуктором и может катиться.
Верхний ролик имеет требуемый радиус изгиба, регулируемый вручную вверх и вниз.
Станок для гибки стальных листов оснащен двусторонним устройством предварительного зажима.
Его уникальная конструкция позволяет двум нижним роликам заранее зажимать заготовку.
Верхний ролик представляет собой ролик, закрепленный и предварительно зажатый двумя нижними роликами через гидроцилиндры.
Листогибочный пресс
Листогибочный пресс представляет собой разновидность гибочного станка, используемого для гибки металлических листов.
Существует множество видов листогибочных прессов с различными системами питания.
Не менее трех валов на заднем упоре листогибочного пресса.
Следовательно, можно контролировать точность, скорость и ход листогибочного пресса.
Листогибочный пресс прост в эксплуатации и способен обрабатывать заготовки партиями.
Трубогибочные станки Руководство по выбору: типы, характеристики, области применения
Трубогибочные станки используются для гибки труб и труб для производства готовых деталей. Трубы представляют собой конструкционные полые трубопроводы, которые используются в качестве трубопроводов для жидкостей и газов в пневматических, гидравлических, медицинских и технологических приложениях. Трубы измеряются по внешнему диаметру и обычно меньше и менее жесткие, чем трубы. Трубы — это сосуды, которые используются в транспортных системах для жидкостей и твердых тел. Как правило, они имеют больший диаметр и измеряются по внутреннему диаметру независимо от толщины стенки. Оборудование для гибки и изготовления труб используется для выполнения таких операций, как гибка, обжимка, развальцовка и отбортовка.
Существует семь основных типов трубогибочных станков, и каждый из них работает по-своему. Как описано ниже, способ работы каждой машины зависит от нескольких характеристик.
Трубчатая гидроформовка. Изображение предоставлено: H&H Tube
Типы
Существует множество различных типов трубогибочных станков.
Станки с числовым программным управлением (ЧПУ) Гибочные станки производят гибки с малым радиусом, гибки с большим радиусом и эллиптические гибки — все на одной и той же детали. Это сложные машины, гарантирующие высокий уровень производительности и воспроизводимости. Гибочные станки с ЧПУ используются для создания сложных трубчатых деталей, поскольку они могут автоматически манипулировать трубой и точно позиционировать ее. Они состоят из трех осей и каретки с сервоприводом, которая автоматически позиционирует расстояние между изгибами и их плоскостью. Гибочные станки с ЧПУ не имеют гидравлических или пневматических функций, что обеспечивает большую повторяемость и удобство работы. Эти машины используются в нескольких отраслях, включая автомобилестроение, HVAC, судостроение и железные дороги. Станки для гибки осей с ЧПУ бывают трех типов:
Трубогибочные станки Vector выпускаются в различных моделях и предназначены для автоматизированного производства труб. Они бывают разных размеров, осевых скоростей и управляемости для ускорения и замедления. В высокотехнологичных моделях цепи не используются. Эти машины могут использоваться для изготовления высокопрочных авиационных и автомобильных выхлопных труб.
Электрические трубогибочные станки Vector Flex являются самыми современными и обеспечивают высокий уровень производительности, качества и надежности. Электрическое управление станками позволяет экономить больше энергии, чем обычные трубогибочные станки с гидравлическим приводом. Эти машины способны изменять направление вращения гибочной головки, что дает операторам гибкость при выполнении сложных операций гибки. Эти машины оснащены усовершенствованным пользовательским интерфейсом с сенсорным экраном для программирования и мониторинга производительности.
Гибочные станки с орбитальной головкой обеспечивают значительную гибкость и могут использоваться для сложной гибки труб с ЧПУ. Эти машины без особых усилий производят трубчатые детали с змеевиками, фитингами и шлангами, а также могут быть легко интегрированы с автоматическим загрузочным и разгрузочным оборудованием. Они используются с компьютерным управлением на сенсорном экране с высоким разрешением. Усовершенствованные функции этих станков позволяют одновременно вращать головку и цанги вокруг деталей, что сокращает время цикла и гарантирует оптимальную производительность. Машины являются идеальным решением для кондиционирования воздуха, автомобилей, грузовиков и других сложных приложений.
Гидроформовочное оборудование использует давление жидкости для формования материалов из черных и цветных металлов в форму штампа. Составные части машины состоят из гидравлического гидроформовочного пресса, мультипликаторов давления, водяной системы гидроформовки и узла гидроформовки. Пресс открывает и закрывает разлитую полость формы, позволяя вставить заготовку и извлечь готовый продукт. Насос создает внутреннее давление, а поршневые цилиндры герметизируют концы трубы, удерживая давление при деформации. Преимущества использования этого процесса включают снижение веса, уменьшение количества деталей и увеличение вариантов конструкции. Гидроформинг может создать уникальную геометрию за один процесс.
Процесс гидроформинга. Изображение предоставлено: ALF Engineering
Станки для гибки под давлением и помещают трубу или трубу в пресс-форму. Трубка или труба удерживается за два конца, а ползун продвигается по центральной оси, чтобы согнуть трубу. Труба или трубка деформируются внутри и снаружи кривизны. В зависимости от толщины трубы или материала трубы этот процесс деформирует трубу или трубу в овальную форму. Это самый простой и наименее затратный процесс гибки. Изгибание штока лучше всего использовать для электрических кабелепроводов и аналогичных изделий малого диаметра.
Изгиб рамы. Изображение предоставлено: Automotive Space Frame Design
Оборудование для термической гибки размещает индукционную катушку вокруг трубки или трубы и прикладывает изгибающее усилие, когда объект проходит через нагретую катушку.
Набивка песком или Станки для гибки горячих плит заполняют трубу песком, закрывают концы и нагревают. Труба изгибается вокруг штифтов с помощью механического усилия. Этот процесс сводит к минимуму деформацию поперечного сечения трубы.
Гибочные станки с оправкой или Роторно-гибочные станки вставляют оправку, стационарную контргибочную матрицу, в трубу во время гибки, чтобы сохранить форму и диаметр и не деформировать изгибы. Оправка поддерживает трубу внутри и гарантирует, что внутренняя кривизна трубы будет иметь наилучший возможный изгиб и не будет деформирована. Это самый распространенный процесс гибки. Гибка на оправке сохраняет хорошую отделку и лучше всего используется для перил, декоративных металлических изделий, выхлопных труб, каркасов безопасности и всех труб из нержавеющей и алюминиевой стали.
Изгиб оправки. Изображение предоставлено: Tricktools
- Валкогибочные станки — это оборудование для гибки и изготовления труб, в котором используются три приводных ролика, расположенных треугольным образом. В отличие от изгиба на оправке, внутренняя часть трубы не поддерживается. Верхний ролик оказывает давление вниз, а два нижних ролика толкают трубу вверх, деформируя ее. Можно использовать два или три приводных ролика, а процесс можно регулировать вручную или гидравлически. Этот процесс лучше всего использовать, когда требуется большой радиус, например, для изготовления навесов и других круглых предметов.
Небольшой трубогиб с 3 роликами. Видео: GMK / CC BY-SA 4.0
Трубогибочные станки также включают:
- Намоточное оборудование
- Оборудование для гибки тонких стенок
- Бустерные трубогибы
- Изгибы перил
- Локтевые сгибатели
Возможности
Дополнительные возможности трубогибочных станков могут включать различные процессы.
Отжиг и термообработка — это процесс, при котором металл нагревается до определенной температуры, а затем медленно охлаждается. Отжиг позволяет легче резать металл и придавать ему форму.
Полировка и полировка делает шероховатую поверхность гладкой. Полировка может быть выполнена режущим движением, которое дает гладкую, полублестящую и однородную поверхность, перемещая заготовку против направления круга со средним или сильным давлением или цветным движением, чтобы получить яркую, блестящую и чистую поверхность. перемещая заготовку в направлении круга со средним или легким давлением.
Два основных буферных движения. Изображение предоставлено: Caswell
Сплющивание концов — это операция пробивного пресса, которая производит плоский конец трубы для трубных сборок. Специализированная матрица способна сплющить конец трубки, обрезать углы и просверлить отверстие для крепления трубки.
Уплощение конца. Изображение предоставлено: Harco
Прорезные операции различаются в зависимости от деталей и желаемого применения слотов. Процесс может быть выполнен с использованием штамповочного пресса, механической обработки или лазерной операции. Штамповочный пресс идеально подходит для производства из-за его экономической эффективности, а механическая обработка или лазерные операции лучше всего подходят для трубчатых сложных конструкций.
Вырубка — это метод, который сочетает в себе пробивной пресс со специальной пуансоновой матрицей для изменения формы конца трубы. Надрезы позволяют собирать трубы с трубным соединителем или сварочным аппаратом.
Боковые насечки. Изображение предоставлено: Harco
Пробивка отверстий может быть одинарной или двойной. В стиле с двумя углублениями используются два отдельных пуансона, которые движутся навстречу друг другу во время цикла прессования. Стиль ударов без поддержки, поэтому они создают ямочку. Пробойники с одним отверстием имеют пробойник, который проходит через трубу с одной стороны. В нижней части трубки предусмотрена опора, чтобы второе отверстие было «чистым» и не имело ямочек.
Пробивка отверстий на оправке использует внутреннюю опору, поэтому внешний диаметр не изменяется при создании отверстия. Этот стиль используется, когда трубы должны входить друг в друга, потому что он более точен и имеет более жесткие допуски, даже если он дороже, чем пробивка отверстий с углублениями.
Пробивка отверстий. Изображение предоставлено: Harco
Характеристики труб и трубопроводов
При выборе трубогибочного станка необходимо учитывать характеристики труб и трубопроводов. К ним относятся материал и форма трубы, которые могут повлиять на тип требуемого оборудования.
Материал
Многие гибкие трубы и трубки изготавливаются из таких материалов, как:
- Алюминий
- Латунь
- Углеродистая сталь
- Нержавеющая сталь
- Медь
- Никелевые сплавы
- Поливинилхлорид (ПВХ)
- Пластик
- Титан
- Суперсплавы
Форма
Большинство трубок имеют цилиндрическую форму. Однако в некоторых процессах изготавливаются изделия с различными поперечными сечениями, включая:
- Овальное
- Раунд
- Квадрат
- Прямоугольный
Профили труб. Изображение предоставлено: DIYTrade
Операции
Некоторые трубогибочные станки могут выполнять дополнительные операции, в том числе:
- Обжимка
- Развальцовка
- Выемка
- Крепление
- Сборка
- Бисероплетение
Ссылки
Обзор отрасли обработки металлов
Трубы и методы гибки труб
Различия между трубами и трубами
Изготовление труб
Трубогибочные станки | Корпорация Карелл
проверка сайта google: googlefde2938ea54d7d44.html
Трубогибы и трубогибы | Корпорация Карелл
Tube & Pipe Benders
Нажмите Изображение или прокрутка вниз для описания,
Стандартное оборудование, опционы и технические характеристики
Carell Specials
request-a-Quote
Tube & Pipe Bending. Такие процедуры, как «гибка прессом» или «гибка вращающейся вытяжкой», используются для придания заготовке формы штампа. Прямую трубную заготовку можно формовать с помощью гибочного станка, чтобы создать множество одиночных или множественных изгибов и придать заготовке желаемую форму.
— Подробнее о гибке труб и труб —
СЕРИЯ ETM
Серия ETM оснащена самыми современными технологиями, предназначенными для гибки труб и профилей с оправкой или без нее, и способна изгибать как прямо, так и левое направление. Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов, и они могут изгибаться более чем на 180° с высочайшим качеством отделки при минимальном радиусе изгиба, равном 3-кратному диаметру трубы.
Благодаря нашему новому «цифровому сенсорному экрану программирования гибки» эти станки чрезвычайно просты в использовании: он позволяет выбрать до 99 программ, каждая из них с последовательностью 5 остановов в операции гибки с автоматической регулировкой упругости материала. Более того, он также может сохранять каждый проект как повторяемую программу.
Верхний к верхней
Верхний
Верхний
Верхний
Вверху
КОМПРЕССОВЫ Цитата
НАВЕРХ
Корпорация Carell гордится тем, что является национальным дистрибьютором ротационных прессов Pedrick!
Компания Pedrick Tool & Machine Co., основанная в 1875 году в Филадельфии, штат Пенсильвания, разработала нашу линейку ротационных компрессионно-гибочных станков для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру с использованием самых передовых материалов и компонентов в машиностроении для гибки тяжелых стен. трубы, трубы и конструкционные секции. Линейка включает 12 моделей для любого бюджета и сферы применения.
Изгибы, выполненные по радиусу 3D-изгиба, соответствуют спецификациям Американского института нефти (API) в отношении овальности (сплющивания) и утончения стенки.
КОНЦЕПЦИЯ: Вращательный метод гибки сжатия использует стационарную формовочную матрицу и мощный рычаг, который вращается вокруг матрицы и тянет заготовку вокруг матрицы для создания изгиба. Рычаг стеклоочистителя фиксируется на вращающейся верхней пластине. Различные конструкционные, профилированные и экструдированные профили также могут быть сформированы с использованием процесса ротационного прессования, что экономит время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю плиту из толстого нормализованного стального листа, установленного на прочной раме из литой или легированной стали. Гибочный рычаг приводится в действие электрическим самотормозящим бесщеточным прямоугольным мотор-редуктором SEW-Eurodrive, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф типа NEMA с внешним разъединителем с предохранителем Lock-Out/Tag-0ut. Регулируемые концевые выключатели и ручное управление входят в стандартную комплектацию.
Особенности: (нажмите, чтобы открыть файл в формате pdf)
• Механический привод. (Гидравлика или
пневматика не используются для гибки труб или труб)
• Прочный чугунный или стальной корпус
• Редуктор с конической шестерней
с двигателем и тормозом TEFC
• Валы из термообработанного сплава
5
25
2 Сферические роликоподшипники
• Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и портативных устройств!
Опции:
• Инструменты являются дополнительными и рассчитываются в соответствии с
в соответствии с производственными потребностями.
Машины доставляются прямо с нашего предприятия к вам после обширных испытаний
нашими механиками, обученными на заводе
ТРУБОГИБНЫЕ МАШИНЫ СЕРИИ UNI
Бесшпиндельные модели: UNI-42 UNI-70 UNI-03 C UNI-76 UNI-89
Ротационные гибочные станки, изготовленные из прочной стали, но недорогие по цене, с компактными размерами, системой быстрой смены инструментов и цифровым программированием для точной воспроизводимости.
Request-A-Quote
BACK TO TOP
UNI-42 BENDER 3/4″
Трубогибочный станок без стержня
Цифровое сохранение 9 программ, до 9 изгибов в каждой
0 Односкоростная гибка 25 Поворотный привод с питанием, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскостей изгиба
UNI-60 BENDER 1-1/2″
Бездорновый поворотный трубогиб
Цифровое хранение 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Электрический привод вращения, 220 В, только одна фаза
ОПЦИИ Гибка с объемной оправкой, гибка с малым радиусом Принадлежности
UNI-60 Combi-Cal 1-1/2″
Ротационный гибочный станок без оправки
Цифровое хранение 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Электрический привод вращения, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости гибки
UNI-63 BENDER 1-1/2″ 900 Rotless Трубогибочный станок
Цифровое хранение 50 программ, до 9 гибов в каждой
Двухскоростная гибка
Электрический вращающийся привод, 220/460 В, 3 фазы
ОПЦИИ Позиционеры, набор оправок для гибки малых объемов оправок, аксессуары для узких радиусов
Uni-70/C Bender 2 «
Бесполосная ротационная трубка и труба
Хранители в цифровом виде 50 программ с до 9 изгибов каждые
Двойной скоростной изгиб
Электрический ротационный привод
2 Приводные размеры. UNI-76 BENDER 2-1/2″
Вращающийся трубогиб без стержня
Цифровое хранение 50 программ, до 9 изгибов в каждой
Гибка на двух скоростях
Вращающийся привод с электроприводом
3 Приводные размеры беседки поставляются
Опции
Трубки и наборы и комплекты
Трутливые аксессуары Radius
Uni-89 Бендер 3 «
Бендри. Каждый
Двухскоростной гибочный станок
Поворотный привод с электроприводом
3 размера приводной оправки
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности для узких радиусов
Request-A-Quote
UNI-МАДРЕЛЬ ТИПА РОТАЦИОННЫЕ ТРУБОГИБКИ
Модели дорна: UNI-70/HC UNI-80 UNI-90
Прочные стальные
недорогие и спроектированы с компактными размерами, системой быстрой смены инструментов и цифровым программированием для точной воспроизводимости.
НАВЕРХ
UNI-70HC ГИБОЧНЫЙ МАШИН 1-1/2 »
Вращающийся трубогиб с оправкой
в цифровом магазине 50 программ с до
9 изгибов каждые
Гидравлические зажимы, программируемые
Извлечение гидравлической мандрели, программируемое
Варианты
Манрельский изгиб и 80005
. 11, 15 и 18 футов
UNI-80 BENDER 2 дюйма
Вращающийся трубогиб
Цифровое хранение 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Гидравлическое извлечение оправки, программируемое
Двухскоростная гибка, электрический привод вращения
ОПЦИИ
Инструменты и принадлежности для гибки оправки
UNI-90 BENDER 2-1/2 »
Вращающийся трубогиб с дорном
Цифровое хранение 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Гидравлическое извлечение дорна, программируемое
Двойное изгиб скорости, электрический роторный привод
Опционы
Инструменты изгиба и аксессуары изгиба Mandrel
Длина кровати сутки
от 5 ‘, 8’, 11 ‘, 15’ и 18 ‘
НАВЕРХ
Механический трубогиб для круглых труб. Как сделать трубогиб для трубы своими руками: чертежи, схемы, видео.
Видео
Для работы с трубами или уголком требуется специальный станок, называемый трубогибом. Такая конструкция позволяет изгибать металлические элементы под заданным углом. При необходимости можно сделать профессиональный трубогиб своими руками, который используется в самых различных отраслях промышленности. В отличие от промышленного варианта, самодельный трубогиб намного дешевле. При проведении работ можно использовать подручные материалы, что в большей степени удешевит конструкцию. Рассмотрим подробнее, как сделать трубогиб своими руками в домашних условиях.
Трубогибочное устройство
Разновидностей рассматриваемого устройства просто огромное количество. Перед проведением работ по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы можно изготовить самостоятельно, учитывая следующие особенности его устройства:
- Обкатка. Такой трубогиб характеризуется тем, что один конец заготовки закреплен, а фиксированный шаблон используется для гибки. Приработка осуществляется с помощью прижимных роликов. Эта схема ручного трубогиба используется уже много лет.
- Обмотка. Специальный трубогиб для алюминиевых труб отличается тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка осуществляется между роликом в движении и специальным упором. Как правило, привод электрический, так как требуемый показатель прикладываемого усилия достаточно высок.
- Конструкция арбалета. Эта схема представлена комбинацией двух неподвижных роликов и подвижного шаблона. Усилие передается на заготовку через подвижный шаблон, который расположен между двумя роликами. Управляя движением подвижного элемента, выбирается наиболее подходящий угол изгиба. Следует учитывать, что пробойник трубогиба, выполняющий роль шаблона, может иметь различную форму.
- Прокатка или прокатка. В этом случае схема представлена устройством с тремя роликами, два из которых опорные и один подвижный. Радиус изгиба регулируется изменением положения центрального ролика. Следует учитывать, что такое приспособление считается универсальным, так как радиус изгиба можно регулировать в достаточно широком диапазоне. Габариты данного типа трубогиба сравнительно небольшие; самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самоделки, следует учитывать, что вариант, работающий по принципу накатки, часто изготавливается промышленным способом из-за сложности высокой сложности основных механизмов. Арбалетный метод гибки сегодня используется крайне редко, так как имеет один существенный недостаток: давление концентрируется на верхней части шаблона. При использовании арбалетного станка существует вероятность значительного уменьшения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать такое приспособление для гибки тонкостенных заготовок.
Наиболее распространена конструкция, работающая по принципу качения. Он практически лишен всех вышеперечисленных недостатков, имеет сравнительно небольшие размеры, может быть переносным, имеется возможность регулировки угла изгиба.
Самодельный станок может иметь самые разнообразные конструкции. При выборе типа обращают внимание на то, какой радиус должен получиться. Наиболее важными параметрами заготовки, которые могут повлиять на выбор подходящей конструкции, являются толщина стенки трубы и ее диаметр.
Типы трубогибов
Рассматриваемые конструкции можно классифицировать по достаточно большому количеству признаков. В продаже есть универсальные версии, а также для узконаправленного применения. Устройство различается по следующим параметрам:
- Типом накопителя. Важным элементом конструкции можно назвать привод, который может быть гидравлическим, электрическим, ручным или электрогидравлическим. В последнее время все большее распространение получил электропривод, так как он компактен и очень эффективен. Гидравлический более эффективен, но сложен в эксплуатации, занимает много свободного места и требует периодического обслуживания. Ручной трубогиб отличается наличием механизма, значительно увеличивающего прикладываемое усилие. Если рассматривать самодельные варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме того, вы можете создать электрический трубогиб своими руками. А вот гидравлический вариант изготовить самостоятельно практически невозможно.
- Классификация проводится по степени подвижности. Существуют стационарные и переносные варианты конструкции. В большинстве случаев универсальный ручной трубогиб изготавливается в виде переносной конструкции. Самодельный трубогиб для круглой трубы можно прикрепить к основанию различными способами. Следует учитывать, что при выполнении работ часть возникающего напряжения отводится именно на базу. Поэтому при создании самодельного варианта исполнения необходимо обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку — основной признак классификации. Например, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлических или металлопластиковых труб. Кроме того, выделяют структуру, работающую по принципу прокатки, намотки или прокатки.
Самодельный трубогиб для металлопластиковых труб может быть различного типа, но чаще всего создают механического типа, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время достаточно широкое распространение получил вопрос, как сделать трубогиб своими руками. Такое оборудование требуется при налаживании производственной деятельности самых разных видов. Самый простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что сделать ролики для трубогиба своими руками достаточно сложно.
Рассматривая шаблоны трубогибов для круглой трубы, отметим следующие моменты:
- При изготовлении конструкции часто используется массив дерева. Это значительно упрощает работу и снижает затраты. Однако следует иметь в виду, что низкая прочность и жесткость древесины обуславливает использование такого станка только для гибки алюминия, обладающего высокой пластичностью.
- Используемый деревянный брусок должен иметь размеры, превышающие диаметр обрабатываемой заготовки.
- Радиус шаблона должен соответствовать радиусу изгиба. Для того чтобы упростить процесс, в центральной части поверхности, которая соприкасается с заготовкой, создается небольшая канавка.
- Для удобства работы созданы две ручки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом является то, что рассматриваемая конструкция применима в большей степени для гибки на большой диаметр. Кроме того, башмак для трубогиба данного типа не требуется, нагрузка распределяется равномерно, что позволяет обрабатывать тонкостенные заготовки.
Можно сделать трубогиб своими руками по другим чертежам. Прежде чем выбрать наиболее подходящую конструкцию, следует учитывать, как часто будут проводиться работы, для каких заготовок изготавливается станок, насколько масштабным будет производство. Конструкция шаблонного типа отличается довольно большими размерами, однако для ее изготовления достаточно проведения столярных работ, используемые материалы имеют низкую стоимость.
Самой сложной конструкцией считается самодельный роликовый трубогиб. В этом случае для передачи усилия используется прижимной ролик. При изготовлении конструкции может использоваться металл и дерево, все зависит от того, насколько она должна быть подвижной и на какое усилие рассчитана.
К особенностям данной конструкции можно отнести следующие пункты:
- Для труб из мягких материалов в качестве основного материала больше подходит дерево. Из него можно сделать валик. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет значительной. При желании ролики можно приобрести или сделать своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус изгиба во многом зависит от размера используемых роликов. Поэтому подвижный ролик необходимо при необходимости быстро демонтировать, чтобы установить вариант с другим диаметром.
- Устанавливаемый держатель также должен вращаться.
- К установленному держателю крепится ручка, при вращении которой будет передаваться усилие. Следует иметь в виду, что ручка выполняет роль рычага. Именно поэтому от его длины зависит количество усилия, которое может быть передано.
Такой станок подходит для производства большими партиями, так как ролики для трубогибов своими руками сделать достаточно сложно. Устройство подходит для работы с круглыми трубами.
Распространённым вопросом можно назвать насколько проблематично изготовление такого механизма. При использовании гибочного станка данного типа следует учитывать следующие моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только поняв принцип его работы, можно создать эффективное оборудование с широким спектром применения.
- Основные элементы этой конструкции относительно небольшие. Примером могут служить два шкива, которые могут быть изготовлены из дерева или стали, рама с рычагом и прижимной ролик. Очень важно создать прочную основу, которая потребует некоторых усилий.
Принцип работы достаточно прост:
- Заготовка помещается в стационарный рольганг.
- Труба фиксируется в нужном положении хомутом.
- С помощью рычага заготовка оборачивается вокруг шаблона, который также используется как валик определенного диаметра.
Для значительного повышения КПД конструкции можно использовать электропривод. Однако следует учитывать, что при электроприводе контролировать показатель диаметра кривизны довольно сложно. Кроме того, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения ролика мала. Для этого устанавливается редуктор или клиноременная передача.
Арбалетный трубогиб
Арбалетный станок имеет довольно необычную конструкцию. Он получил свое название из-за сходства со средневековым оружием. Арбалетный трубогиб имеет следующие характеристики:
- Основу конструкции представляет рама, которую можно изготовить из уголков и швеллеров. Соединение всех элементов осуществляется при помощи сварки; разъемные методы использовать не рекомендуется, так как полученная конструкция должна обладать высокой жесткостью.
- После создания каркаса крепятся два ролика.
- Самодельный вариант можно охарактеризовать тем, что усилие передается напрямую через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно хватить. Передача усилия осуществляется через башмак из прочного металла с низким показателем пластичности.
Трубогиб арбалетного типа больше подходит для круглых заготовок. Это связано с тем, что изделие с разным сечением может сильно деформироваться под давлением.
Трубогиб гидравлический
При изготовлении трубогибочного станка своими руками следует определиться с тем, какой будет привод. В большинстве случаев самодельные версии имеют ручной привод, поскольку он прост в изготовлении и дешев. Однако такая конструкция не может работать с заготовками, изготовленными с использованием жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и значительной толщины стенки, однако конструкция достаточно сложная и имеет множество особенностей.
При изготовлении станка для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия осуществляется посредством рабочей жидкости, в качестве которой используется масло или вода. Все магистрали должны иметь высокую степень герметичности, а также быть рассчитаны на определенное давление.
- Компрессор можно использовать для создания давления.
- Давление передается на орудие через гидроцилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самые разнообразные конструкции. Важным элементом в данном случае является привод, позволяющий автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего при изготовлении самодельного трубогиба в качестве основного элемента используется домкрат. Он бывает нескольких типов. Сам домкрат изначально сделан для того, чтобы увеличить и сконцентрировать прикладываемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, например, автомобили.
Самодельный трубогиб из домкрата, как правило, имеет достаточно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на зазор между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус изгиба и величину усилия, необходимого для получения определенного угла.
Как ранее отмечалось, при использовании домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое приспособление представляет собой относительно простой станок, который за счет распределения приложенного усилия изгибает трубы и другие заготовки аналогичного типа. Их часто применяют для гибки изделий, изготовленных с применением цветных сплавов и стали. Промышленный вариант конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать затраты, связанные с изготовлением самодельного варианта, в несколько десятков раз. Именно поэтому самодельный трубогиб больше подходит для бытового использования или мелкосерийного производства.
При проведении ремонтных работ часто возникает необходимость придать трубам определенную форму. Хотя здесь можно использовать подручные инструменты, наилучшие результаты все же можно получить с помощью ручного трубогиба. Этот инструмент можно приобрести в любом специализированном магазине, но при желании его можно изготовить самостоятельно. Каждый мастер должен позаботиться о наличии в своем арсенале этого приспособления, так как в самый неожиданный момент может возникнуть необходимость выполнить гибку трубных изделий.
По своей конструкции этот инструмент отличается рядом особенностей, благодаря которым ему удается без проблем гнуть металлические трубы, придавая им необходимый угловой радиус, что осуществляется с минимальными физическими усилиями. Имеющееся на сегодняшний день оборудование для гибки профильных и круглых труб можно разделить на несколько типов:
- гидравлический;
- руководство;
- пружина;
- оправка.
Наряду с ними можно выделить орудия и другого исполнения:
- арбалет;
- сегмент;
- электромеханический.
Все вышеперечисленные инструменты обладают определенными положительными и отрицательными качествами, но любой из них позволяет в короткие сроки и с минимальными физическими усилиями согнуть круглую металлическую трубу.
Самый простой вариант – посетить ближайший специализированный магазин, предлагающий аналогичные инструменты. Но если у владельца есть опыт изготовления самых разных приспособлений своими руками, то он может рассмотреть вариант создания ручного трубогиба в домашних условиях. Но прежде чем приступить к сборке такого устройства, следует подготовить все необходимое: чертежи, материалы и специальный инструмент .
Основное назначение устройства
В последние годы широкое распространение получили различные профильные металлические заготовки, на основе которых создаются заборы, сетки, садовая мебель необычного исполнения.
Профильные трубы получили широкую популярность как материал для изготовления конструкций для навесов автомобилей, гаражей и теплиц, а кроме того, и беседок на даче. В конструкции таких изделий предусмотрено большое разнообразие элементов, и в их состав непременно входит изогнутые трубы .
Для выполнения гибки профильной или круглой трубы с целью придания ей определенной формы в большинстве случаев прибегают к такому приспособлению, как трубогиб.
Имея под рукой такой универсальный инструмент, владелец может без особых усилий согнуть профильную и круглую трубу под прямым углом, для чего ему не нужно прилагать значительных физических усилий.
В состав оборудования таких устройств может входить гидравлический или электромеханический привод. При этом наиболее распространенным вариантом являются ручные трубогибы. Такое устройство позволяет выполнять определенные операции с трубами. малых и больших диаметров различного назначения.
На сегодняшний день такое оборудование, как трубогиб для профильных, металлических и металлопластиковых труб, получило широкое применение в самых разных отраслях промышленности.
Если говорить об их применении в промышленности, то обычно здесь подразумевают профессиональные трубогибы, которые приводятся в действие гидравлическим или электромеханическим приводом.
Если возникает проблема использования устройства для решения бытовых задач, то чаще всего выбор останавливается на самодельных агрегатах, для изготовления которых используются подручные материалы. Естественно, всех проблем, сопровождающих процесс изготовления трубогиба своими руками, можно избежать, если посетить специализированный магазин и подобрать вариант этого инструмента, отвечающий требованиям. Однако изготовление трубогиба своими руками привлекательно в первую очередь тем, что позволяет сэкономить немалую сумму денег.
Особенности конструкции
Вне зависимости от того, планируете ли вы приобрести трубогиб в магазине или изготовить его самостоятельно, он может иметь разные конструкции , что определяется его разновидностью и назначением.
Каждое такое устройство характеризуется определенными элементами, которые присутствуют в конструкции любой модели трубогиба:
- жесткая рама;
- гидроцилиндр;
- полоски металлические;
- прочные опоры
- ролики для трубогиба.
Если вы планируете собрать трубогиб своими руками, то он обязательно должен включать в себя вышеперечисленные элементы. Рама трубогиба может быть выполнена в закрытом или открытом исполнении. В роли элемента, который будет нести основную силовую нагрузку, будет выступать гидроцилиндр. Самодельный трубогиб непременно должен быть оснащен инъекционным устройством, для размещения которого выбирается место на крайней части корпуса.
Помимо этого важно позаботиться о перепускном клапане и рукоятке, которые обеспечат удобство при гибке труб.
Для упрощения процесса обслуживания гидроцилиндра не лишним будет предусмотреть в конструкции такой элемент, как пробка, которая позволит заливать масло. Ролики упростят процесс гибки.
Во избежание ошибок при гибке труб необходимо следить за жесткой фиксацией профильной или круглой трубы.
Ключевую роль в гибке трубы будут играть не ролики, а шток раздвижного типа , и он должен иметь возможность возврата в исходное положение. Этого можно добиться, оснастив инструмент сильной пружиной.
Верхняя и нижняя металлические полосы должны быть надежно закреплены, для чего рекомендуется использовать сварку. Важная роль в этом устройстве отводится упору, для которого обязательна прочная и надежная конструкция, выдерживающая значительные нагрузки.
Чаще всего устройство того или иного трубогиба с роликами и без роликов предусматривает определенные конструктивные особенности, которые обязательно должны быть приведены в чертеже к нему. Создать надежный трубогиб своими руками при условии, что кроме правильно составленного чертежа и необходимых элементов конструкции имеются в наличии.
Самый распространенный вариант таких приспособлений – трубогиб ручного типа с роликами, с помощью которых можно достаточно эффективно сгибать трубы в дуги и кольца. Среди отличительных особенностей такого устройства следует отметить небольшие размеры и вес , благодаря которым его можно легко переместить в другое место. Этот инструмент будет очень полезен, когда необходимо деформировать легкие металлические конструкции, например, каркасы теплиц, ворота и навесы.
В некоторых случаях это оборудование можно использовать в сочетании с различными оправками. Это расширяет его функциональные возможности, позволяя сгибать профильные трубы. Трубогибы такой конструкции предлагаются в большинстве профессиональных магазинов, хотя сделать такой агрегат и ролики для него способен каждый владелец самостоятельно.
Особенности трубогибов
На промышленных предприятиях наибольшее распространение получили трубогибы с электроприводом. В дополнение к широкому спектру задач, которые они могут успешно решать, этот роликовый инструмент демонстрирует высокую производительность .
С помощью трубогиба можно выполнять операции разного характера, но, учитывая его специфику применения, собрать его своими руками не так просто. В ситуации, когда на предприятиях возникает необходимость деформировать металлические трубы большого диаметра, обычно прибегают к помощи трубогибов с роликами, оснащенными гидравлическим приводом. С помощью такого инструмента можно создавать значительные усилия для решения поставленной задачи, а само это устройство легко справляется с высокими нагрузками.
Вальцегибочные станки , оснащенные гидравлическим приводом , наиболее эффективно справляются со своей задачей при строительстве газоводопроводов, где планируется значительный объем работ. Наличие в оборудовании такой машины специального гидравлического узла исключает необходимость приложения оператором каких-либо физических усилий для деформации изделий.
Делая трубогиб с роликами своими руками, следует помнить, что операция эта достаточно сложная. При нарушении технологии выполнения можно столкнуться с появлением дефектов на материале, в том числе трещин, которые могут возникнуть на участках гибки. Работая трубогибом, владелец имеет возможность выполнять любые операции над заготовками , придание необходимой формы с минимальными физическими усилиями.
Все имеющиеся виды трубогибов с роликами объединяет то, что работа основана на одном принципе.
Особенности эксплуатации
Первым этапом изготовления трубогибочного приспособления является составление рабочего шаблона, который будет содержать всю необходимую информацию о конфигурации заготовки.
После этого с помощью упора трубу для гибки необходимо зафиксировать, а затем начинают изгиб, совершая плавные движения по контуру шаблона.
В некоторых случаях заготовка может уступать шаблону по размеру … В этом случае вам нужно будет нарастить его, используя для этой цели небольшой отрезок трубы.
Трубогибочный станок дорнового типа выполняет свою работу так же, как и профессиональные станки. Если есть интерес к трубогибам для бытовых нужд, то лучше всего работать с устройством роликового типа, которое можно изготовить своими руками или приобрести в специализированном магазине.
Порядок сборки
Еще до того, как приступить к изготовлению трубогибочного приспособления, следует подготовить весь необходимый материал и инструменты.
Также следует позаботиться о наличии чертежа, где должны быть указаны детали составных частей устройства и их описание .
Технология работы
Первым этапом сборки трубогиба является изготовление основания станка. Очень важно, чтобы стенки используемой трубы имели прямоугольное сечение и необходимую толщину.
В трубе просверливается отверстие, куда впоследствии будет установлен главный шкив. Ненужную часть необходимо отрезать болгаркой.
После этого приступают к сборке рычага: сваркой необходимо закрепить на одном из концов шпильки гайку, а на другом фиксатор.
Далее пришло время сделать ручку, для чего придется использовать стальные пластины и фрагменты резины … После того, как ручка будет готова, ее необходимо как можно плотнее зафиксировать на шкиве.
Следующий этап – это общая сборка всей конструкции трубогиба. Необходимо взять пластину с рукоятки станка и закрепить на основании устройства. Затем приступают к установке основного шкива.
Закончив работы по сборке трубогиба, следует проверить его в работе. Нужно взять заготовку трубы и попробовать придать ей любую форму .
Если после завершения испытаний результат удовлетворительный, машина готова к использованию.
Заключение
Каждый домашний мастер должен подумать о наличии трубогиба, который часто вынужден иметь дело с трубами, создавая на их основе различные конструкции и системы. Здесь не обязательно идти в магазин и приобретать там оборудование для гибки труб. Имея в наличии необходимые материалы и инструменты, а также зная технологию выполнения такой работы , вы довольно легко сможете изготовить трубогиб своими руками. Это решение предпочтительнее тем, что позволяет значительно сэкономить средства на изготовление такого устройства. И в результате владелец имеет достаточно надежное оборудование, которое поможет ему упростить процесс деформации различных трубных изделий.
Владельцы загородных домов или приусадебных участков При ремонте трубопровода или проведении любого строительства роботы часто сталкиваются с необходимостью согнуть круглую или профильную трубу под определенным углом.
Если такой процесс приходится проводить часто, лучше приобрести специальное оборудование. Но если такая необходимость возникает редко, то можно путем нехитрых манипуляций изготовить трубогибы для круглой трубы своими руками, видео уроки и чертежи этой конструкции будут представлены в статье ниже.
В этой публикации мы расскажем о том, как сделать трубогиб в домашних условиях из подручных средств для гибки круглых и профильных труб. Однако, прежде чем приступить к описанию поэтапного производства, во вводной части давайте рассмотрим, что это за орудие и для каких целей оно используется в хозяйстве.
Что такое трубогиб и для чего он нужен
Это конструкция, позволяющая сгибать фасонный или круглый трубопрокат под нужным углом. Они делятся на:
- гидравлический;
- механический;
- руководство.
Первый вид справляется с гибкой больших размеров, механические модели используются для средних, а ручные считаются идеальными для диаметров до 3 см и профиля до 4 см.
По конструктивным особенностям, функциональному назначению и принципу действия они делятся на:
- арбалет;
- сегмент;
- пружина.
Технология работы любого трубогиба заключается в умении правильно согнуть изделие до необходимого радиуса. Если при гибке не уделять особого внимания качеству результата, то самодельные конструкции справятся с этой задачей на все 100%.
Делаем из металлической трубы и гайки
Этот вид приспособления для гибки считается самым основным. Он изготовлен из куска жесткой круглой трубы (металлического стержня) с закрепленной в основании гайкой.
- Делаем шаблон будущего изгиба из проволоки;
- Измеряем шаблон и переносим их на трубу;
- Труба устанавливается на ровный пол с твердым покрытием;
- Труба вставляется в гайку трубогиба, сверяя ее направление с замерами на трубе;
- Ногой, упираясь в трубу, которая находится на полу, сильнее надавливаем на нее, и загибаем второй край, медленно потянув ручку трубогиба на себя. Такие манипуляции позволяют ему согнуться на 10˚.
- Перемещая трубу по отверстию гайки, процедура повторяется несколько раз, пока в итоге изгиб не примет нужную форму.
Трубогиб из дерева
Для самостоятельной гибки круглой трубы можно сделать своими руками трубогиб из дерева. С технической точки зрения такое устройство самое простое; для работы не требуются дополнительные детали, такие как, например, гидроцилиндр.
Начинаем с того, что сколачиваем несколько досок из плотного дерева и вырезаем полукруг соответствующего диаметра. Для резки можно использовать самую простую ручную пилу, главное следить, чтобы уклон соблюдался ближе к основанию.
Полученная заготовка крепится к прочному основанию в виде столешницы или стены. К основанию также крепится дополнительный деревянный брусок для создания дополнительного упора.
При выборе дерева обратите внимание на то, что его толщина должна быть больше диаметра трубы, иначе при изгибе образца оно может соскользнуть и нанести травму.
Чтобы легко сделать деревянный трубогиб для круглой трубы своими руками, вы можете ознакомиться с видео уроками ниже. Это поможет вам разобраться во всех нюансах этого процесса.
Как с ним работать?
Помещаем трубу в углубление между деревянным полукругом и упрямой планкой и аккуратно начинаем надавливать на нее с обратной стороны, выгибая до нужного вида.
Главное, чтобы он мог легко войти в проем. Это деревянное приспособление хорошо гнет алюминиевые и стальные изделия. При этом его изготовление требует минимальных затрат.
Трубогиб из металлических крючков
Для его изготовления вам потребуется выполнить следующие простые действия:
- крючки из качественного металла купить в любом хозяйственном магазине;
- закрепляем их на устойчивом основании с шагом не более 5 см. Однако расстояние одного крючка от другого будет зависеть от размера изделия, которое необходимо согнуть;
- в итоге получаем полукруглый узор;
- дополнительный упор крепится с одной стороны устройства.
Процесс гибки будет напоминать работу с деревянным шаблоном, но в этом случае делать новый шаблон под разные диаметры не стоит, достаточно просто сместить расстояние между крючками.
Трубогиб из цилиндра и роликов
Видео 1. Делаем ручной гидравлический трубогиб для прокатки круглых труб своими руками
Видео 2.
Видео 3. Своими руками
Состоит из роликов и цилиндра и является уже более сложным узлом. Зато дает возможность изгибаться под любым углом до 360˚. На самом деле можно создать трубогиб для профильной трубы своими руками, максимально похожий по техническим характеристикам на гидравлическое оборудование.
Образец фиксируется роликами, а свободно движущийся цилиндр плавно изгибает его под нужным углом. Для изготовления такого агрегата своими руками вам потребуются:
- две стальные пластины длиной 30 см и толщиной не более 10 миллиметров;
- четыре стальных уголка с полками 5х5 см;
- из деревянных планок сбивается шаблон, толщина которого не должна превышать 3 см;
- стальная пластина крепится к нижней стороне деревянного шаблона;
- на основу, для придания большей прочности конструкции желательно прикрепить уголки;
- вторая стальная пластина крепится сверху;
- в последнем делается отверстие такого же диаметра, как и у винта, который будет туда устанавливаться;
- болт служит опорой для изогнутой трубы;
- уголки и ролики крепятся к верхней пластине, которые ориентированы внутрь трубогиба;
Этот тип конструкции позволяет изгибать любое профильное изделие под любым углом.
Видео 4. Самодельный гидравлический трубогибочный станок. Гнем домкратом
Правила использования самодельных ручных трубогибов
Чтобы изготовленное приспособление выполняло свою работу качественно и правильно, нужно придерживаться нескольких простых правил его эксплуатации:
- Если предлагаются фальцевые трубы для изгибов, которые используются при монтаже трубопровода, то шов необходимо располагать в направлении изгиба;
- В случае гибки больших диаметров рекомендуется работать с напарником;
- В процессе работы используйте средства защиты и не забывайте соблюдать правила техники безопасности.
Подводя итог всей вышеизложенной информации, можно сказать одно, что самостоятельно построить трубогиб возможно. И воплотить его в жизнь можно, имея минимальное количество свободного времени и денег.
Вашему вниманию предлагается статья с пошаговыми инструкциями и чертежами изготовления поворотного трубогиба для профильной и круглой трубы. Мы расскажем вам об основных правилах сборки рычажной и домашней станины своими руками и предоставим видео-инструкцию с комментариями.
На разных этапах строительства, монтажа водопровода и других работ часто приходится сталкиваться с необходимостью ровного изгиба трубы по большому или малому радиусу. Сделать это без специального приспособления невозможно – труба деформируется и качество изделия сойдет на нет.
Немного о радиусах
Круговой изгиб подразумевает определение значения радиуса, который можно разделить на три категории:
- Малый радиус — от 50 до 250 мм. Изгиб под такой радиус можно назвать коленом. Выполняется на водопроводных трубах круглого сечения Ø 15-75 мм, либо на трубах квадратного профиля 15-25 мм (декоративная ковка).
- Средний радиус от 250 до 500 мм. Его часто применяют для изготовления кольцевых форм из полосы 40х3, труб Ø 15-75 мм, квадратных (15-25 мм) или прямоугольных (до 20х40 мм) профилей — обода бочек, емкостей.
- Большой радиус — более 500 мм. Применяется для изготовления арочных элементов – каркасов теплиц, навесов, ребер сварных конструкций. Обычно это квадратный (15х15, 20х20) или прямоугольный профиль 20х40, 40х60 мм. Арки из круглой трубы обычно не делают — к ним неудобно крепить распределительную обрешетку, а вот гнуть круглую трубу большого радиуса диаметром не более 75 мм можно.
Радиус на более толстых трубах выполняется не гибкой, а сегментацией — когда колено разрезается на сегменты и сваривается.
Изгибы малого радиуса обычно требуются для водопроводных труб Ø 15-38 мм. Сам факт изгиба под прямым углом зачастую важнее его качества. В обиходе мастеров для этой задачи есть два вида трубогибов – трехточечные и поворотные.
Как сделать поворотный трубогиб своими руками
Этот тип инструмента часто можно встретить в «ручной» версии. Усилие прикладывается оператором через рычаг. Крепеж сделать несложно, при наличии навыков слесаря и сварщика. Для этого вам понадобятся основные элементы – рычаг, два колеса из блоков (с пазами) разного диаметра, стальная пластина и другие металлические детали.
Сначала нужно сделать мощную вилку (металл не менее 5 мм) под толщину колес. Для этого нужен расчет. Предположим, нам нужно согнуть трубу с внешним диаметром 25 мм. В нашем распоряжении колеса (подшипники) двух диаметров: r 1 = 250 и r 2 = 100 мм (радиусы 125 и 50 мм соответственно). Радиус большего колеса будет внутренним радиусом колена.
Конструкция вилки будет такой:
Конструкция вилки трубогиба
Основным размером вилки рычага является расстояние между колесами ( d = 25 ) — посадочное место трубы и должно быть равно ее диаметр плюс 1-2 мм. В нашем случае это 25 мм.
Примечание. Если колеса имеют канавку, учитывается внутренняя точка канавки.
Следующим шагом является определение расстояния между осями колес ( а ) по формуле:
- а = d + r 1 + r 2 = 25 + 125 + 50 = 200 мм
Далее следует определить достаточный размер вилки, исходя из расстояния между осями колес ( с ). Здесь нужно только придерживаться примерного зазора между малым колесом и вилкой задней стенки (брать 10 мм), а также запас металла для крепления неподвижной оси большого колеса (брать 30 мм):
- c = а + г 1 + 10 + 30 = 280 мм
Размер зазора между полками вилки ( v ) будет равен толщине колеса плюс 1-2 мм (примите h = 30 мм ).
Маленькое колесо будет установлено на оси, прикрепленной к полкам вилки. Попробуйте использовать на этой оси подшипник — это значительно облегчит работу по сравнению с простым («сухим») креплением.
Если стоит задача изготовить трубогиб для нескольких диаметров трубы (от 15 до 38 мм), расстояние между полками вилки должно быть достаточным для установки самой толстой трубы. Сделайте фланец вилки длиннее и просверлите отверстия для неподвижной оси для каждого диаметра.
Узел 1 — крепление рычага к вилке — по возможности выполнить надежное резьбовое соединение со сваркой. Просто приварить ручку рычага «в торец» будет ненадежно, так как именно через эту точку передается вся нагрузка.
В качестве основы для трубогибочной площадки подойдет стальная пластина 350х200 мм и более толщиной 8 мм и более. Сразу продумайте, какое назначение у станка будет – стационарное или переносное. Предусмотреть монтажные отверстия в плите Ø 12-20 мм.
Оформление участка: 1 — остановка; 2 — монтажные отверстия; 3 — рычаг; 4 — направление силы в момент изгиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Стационарную ось можно сделать из обычного штифта, приварив его по центру пластины, но лучше использовать подшипник или опорную втулку. Упор фиксируется на месте после сборки поворотного механизма. Если станок рассчитан на один диаметр, упор (уголок 50х50 мм) можно просто приварить к платформе. Если диаметров несколько, опытным путем установить расположение упора под каждым из них, проделать отверстия в соответствующих местах и подобрать стержни (крепление «на палец»).
Как работает трубогиб, видео
Прецизионный станок дополнен струбцинами для гибки тонкостенных труб. Такой подход актуален на производстве, где работы ведутся в основном с одним или двумя видами труб.
Видео: трубогиб в производстве
Эту базовую модель можно усовершенствовать, заставив колеса двигаться вдоль оси крепления, тем самым расширив диапазон радиусов. Это потребует более остроумных решений и точного исполнения деталей.
Усовершенствованный ручной трубогиб своими руками, видео
Заводские станки и приспособления для выставления малых радиусов имеют тот же неизменный принцип, но устроены иначе. Более удобный и совершенный крепеж, который можно легко и быстро переставить, механизированная работа, точное исполнение и бережное отношение к заготовке – то, что нужно профессионалу, привыкшему работать много и качественно.
Трубогиб электрический ручной
Качественное изготовление основных частей комплектных станков — системы упоров и рычагов — возможно только в заводских условиях.
Соблюдая основные правила и сам принцип гибки труб, вы сможете использовать любые доступные детали для улучшения станка.
При выполнении строительных или сантехнических работ часто возникает необходимость сгибать на разные радиусы металлические трубы.
При прокладке водопроводных сетей или систем отопления необходима круглая гибка труб. Если попытаться согнуть заготовку до прямоугольного упора, то получится складка, и труба может просто лопнуть.
Кроме того, при неправильном изгибе уменьшается внутреннее сечение, что негативно сказывается на проходимости жидкости.
Качественно согнуть круглую трубу можно с помощью специального приспособления — трубогиба.
Покупка промышленных инструментов оправдана только для мастеров, которые профессионально гнут трубы в промышленных масштабах. Стоимость этого устройства довольно высока. Поэтому большинство домашних мастеров делают для разовых работ.
Способов согнуть трубу не так много. Прежде чем решить, какой тип инструмента вам нужен, рассмотрите их разновидности, преимущества и недостатки.
ВАЖНО! При работе с таким инструментом прилагается много усилий. Поэтому необходимо избегать травм.
Какие бывают трубогибы по принципу действия
Обкатка
Начало трубы фиксируется вплотную к закрепленному шаблону. С помощью прижимного ролика труба захватывает шаблон и принимает его форму.
Преимущества — такой прибор прост в изготовлении, занимает мало места, легко монтируется на верстак или просто на стену гаража.
Недостаток — радиус изгиба равен диаметру шаблона. Частично это можно решить, заменив центральный узел.
Намотка
Шаблон подвижный, прижимной ролик нет.
Заготовка закрепляется на шаблоне скрепкой или другим приспособлением, шаблон вращается и с помощью струбцины — труба изгибается. В процессе работы деталь как бы наматывается на центральный шкив, отсюда и название.
К преимуществам опять же относится простота конструкции.
Недостатки — Ограничения по размеру шаблона, для привода требуется мощный рычаг и подшипник.
Арбалет
Труба устанавливается на две неподвижные опоры. Строго посередине в место сгиба вдавливается башмак (пробойник) определенного радиуса.
Источником питания является гидравлика или винтовой привод. Заготовка гнется подобно тетиве лука или арбалета. Отсюда и название.
Преимущества — относительная механизация процесса, требуется меньше физических усилий. Легкая смена пуансонов делает инструмент более универсальным.
Недостатки — Ограниченный радиус изгиба. Для больших размеров требуется громоздкий механизм и массивная обувь. В точках приложения усилия (как на опорах, так и на штампе) возникают деформации стенок трубы. Тонкостенная заготовка может банально лопнуть.
Прокатка (прокатка)
Труба устанавливается между тремя роликами, центральный из которых может перемещаться по высоте относительно опорных.
Popular: угол заточки кухонных ножей
Недостатки — большие габариты конструкции, неудобно работать с малыми радиусами. Кроме способов гибки необходимо знать механические ограничения для труб различного диаметра и толщины стенки. В качестве примера приведем таблицу безопасных для материала радиусов изгиба. Речь идет о стальных трубах, для алюминиевых или медных других стандартов. Если необходимо сделать изгиб меньшего диаметра, трубу необходимо подогреть. В промышленных условиях используется горячекатаный прокат. В быту — газовая горелка… ВАЖНО! Не допускается использование открытого огня на деревянных приспособлениях и верстаках.
Трубогиб самодельный
Трубогиб простой деревянный
Конструкция относится к вкатному типу. Не используется только прижимной ролик. Для изготовления вам понадобятся доски или толстая фанера, саморезы и лобзик. В качестве кровати используется верстак или массивная ДСП (ОСБ).
Конец трубы фиксируется примитивным упором. С помощью мышечной силы заготовке придается необходимая форма. Усилие следует прикладывать плавно, давая металлу «отдохнуть» после каждого подхода. В этом случае повреждения будут минимальными, а форма получится ровной и аккуратной.
Для удержания детали вдоль направляющей можно сделать углубление профиля на конце шаблона. Если у вас есть фрезер — выбирайте торцевой фрезой, или просто обработайте круглым рашпилем.
Этот метод подходит только для тонкостенных труб.
Более прочные заготовки просто разрушат пробойник. Если металл слишком толстый, а труба короткая, можно увеличить рычаг, вставив арматуру в свободный конец. При тонких стенках разумно будет засыпать внутрь песок, заткнув отверстия деревянными колотами.
Недостаток функциональности устройства компенсируется простотой и дешевизной изготовления.
Усовершенствованная модель из дерева с прижимным роликом
Вкатной трубогиб с рычагом, на котором установлен ролик — работает намного эффективнее. Даже если он деревянный. С помощью современных ручных деревообрабатывающих инструментов можно легко обтачивать деревянные ролики любого размера.
Диаметры могут быть одинаковыми или разными, все зависит от ваших задач. На чертеже хорошо виден принцип работы устройства, в данном случае прижимной ролик и опорный ролик одинаковые.
Если вы постоянно работаете с трубами малого диаметра, можно сделать более совершенный инструмент с четырьмя радиусами изгиба. Для этого квадратный лист фанеры обрезается по углам до необходимого размера, напротив каждого просверливается отверстие под рычаг с прижимным роликом. Переставляя его под разными углами — получаем четыре варианта изгиба.
Пожалуй, самая распространенная модель среди самоделок. В качестве заготовок используются старые шкивы от двигателя, они заказываются на заводе у знакомого токаря, набираются из шайб разного диаметра.
Такое устройство есть практически в каждом сарае или гараже умелого хозяина дома. С его помощью гнутся сантехнические трубы всех распространенных размеров. При необходимости рычаг можно усилить до любой длины.
Полный комплект трубогиба Huth HB-10 с комплектом матриц 028
Трубогиб Huth HB-10 с комплектом матриц 028
Включает 3-дюймовый гибочный инструмент и 3-сегментный расширитель
Huth модернизировал ряд электрических компонентов для повышения надежности. Блок кнопок управления убран с «передней» стороны трубогиба и заменен поворотным переключателем сбоку на раме. Это также увеличивает пространство между зоной гибки и оператором. Некоторые вспомогательные компоненты также были обновлены.
Эти изменения повышают срок службы модели 1600/HB-10. Зачастую они служат по 25 и более лет! Это изменение уменьшает общее количество компонентов, необходимых для того же уровня качества и функциональности. Если что-то в конечном итоге нуждается в замене, их проще и в целом дешевле заменить.
Этот новый элемент управления такой же, как и в нашей новой модели HB-05.
Полный пакет HB-10 компании Huth включает в себя новейший гибочный станок Huth с ручным управлением коленным суставом и комплексный набор инструментов — все, что вам нужно для создания оригинальных труб и гибки по индивидуальному заказу.
HB-10 — трубогиб Huth начального уровня, предназначенный для того, чтобы познакомить вас с качеством Huth и показать невероятный потенциал прибыли, который вас ждет.
HB-10 имеет активацию управления коленом, ручное управление глубиной изгиба и 58 000 фунтов. изгибающей способности — более чем достаточно для 3-дюймовой трубки.
Встроенный обжим/расширитель
Встроенный обжимной инструмент/расширитель для тяжелых условий эксплуатации дает вам полный набор возможностей для финишной обработки — трубки от 1 до 3 дюймов на обжимном конце и трубки от 1 до 5 1/2 дюйма на расширительном конце.
С автоматической системой расширения «бычий глаз» Huths Accu-Sizer вы сможете каждый раз точно настраивать расширение.
Колено
Активация Slim Knee Control позволяет вам приблизиться к работе для быстрого и точного сгибания.
Легко читаемый индикатор поворота показывает, насколько далеко вы находитесь в повороте.
Кроме того, вы получаете гибочные штампы, инструменты для окончательной обработки концов и DVD-диск Huth — все, что вам нужно, чтобы начать гибку труб для тысяч применений.
Изгиб трубки Huth 3 дюйма (верхняя часть на трубе) по сравнению с азиатским изгибом
(Обратите внимание на углубление на изгибе нижнего образца)
Изгиб трубки Huth 3 дюйма (трубка слева) по сравнению с азиатским производством
(Обратите внимание на уплощение трубы справа)
Простой в использовании трубогиб
Компрессионный трубогиб является чрезвычайно мощным и универсальным инструментом, но многие, кто им не пользовался, не в полной мере понимают, насколько он прост в использовании. Когда мы получим
люди делают свой первый изгиб, запугивание, как правило, исчезает, и энтузиазм берет верх!
У машины есть два конца: гибочный конец и конец, формирующий конец. Хорошо сосредоточьтесь на изгибающемся конце, чтобы показать, насколько прост этот инструмент. Есть 3
вещи, которые вам нужно знать заранее: расстояние между изгибами, ориентацию желаемого изгиба и глубину желаемого изгиба.
Отметьте расстояние маркером: отметьте на трубе места, где должны быть изгибы, работая слева направо.
Теперь включите трубогиб, и вы почти готовы к работе: нанесите смазку и установите трубу в зажимы.
Установка поворотного диска для сохранения ориентации: перед вашим 1-м изгибом установка поворотного диска на дальнем правом конце вашей трубы, установленная на ноль, позволит вам ориентироваться как
ваш прогресс через несколько изгибов на каждой трубе. Это особенно важно, если вы используете карты программ гибки.
Выберите Радиус изгиба: Меньшие радиусы дают более узкие изгибы, большие радиусы менее щадящие. Обычно трубы меньшего размера используют меньшие радиусы (трубы большего размера используют большие радиусы)
минимум в 1,5-2 раза больше наружного диаметра трубки.
Изгиб до нужной глубины: Каждый гибочный станок имеет индикатор глубины гиба, а автоматические гибочные станки позволяют предварительно установить глубину гиба.
