Самодельные станки для гибки профильной трубы: Станок для гибки профильной трубы своими руками: чертежи, фото, видео
Содержание
2 бюджетных вида, чертежи + видео
Содержание:
- Принцип работы трубогиба
- Виды профилегибочных станков и их устройства
- По типу привода
- По способу изгиба
- По месту расположения подвижного вала
- Какие материалы и инструменты нам понадобятся
- Инструкция как сделать профилегиб своими руками
- Трубогиб с ручным приводом
- Трубогиб с гидравлическим приводом
- Дефекты гибки и как их избежать
- Как снизить издержки на изготовление
- Видео инструкции
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.

- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой.
 Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью. - С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Самый простой трубогиб без заморочек. Проще некуда!
Смотрите это видео на YouTube
Трубогиб с ручным приводом
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
Чертёж будущего трубогиба
После этого, уже приступили к изготовлению самого трубогиба:
- Отпиливаем швеллер нужной длины и очищаем его от ржавчины болгаркой.
Обрезаем швеллер по размеруОчищаем ржавчину
- Счищаем со строительного шпиля резьбу, так же болгаркой.
 Это необходимо для свободного перемещения подшипников по ней.
Это необходимо для свободного перемещения подшипников по ней.
Счищаем резьбу со шпиля
- Подготавливаем шайбы — используя молоток, придаём шайбе слегка форму конуса. Шайба такой формы позволит беспрепятственно двигаться подшипнику.
Слегка изгибаем шайбу
- Собираем два ролика — на шпильку по краям устанавливаем гайки на 18, в середине 3 подшипника. Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
На шпильку одеваем гайкуОдеваем шайбу и подшипники
- Подтягиваем гайки с помощью ключа и обрезаем излишки шпильки.
Гайки подтягиваем ключом
- Края прихватываем сваркой.
Привариваем краяГотовый ролик
- Из металлического уголка отрезаем 4 заготовки по 25 см. Они будут служить направляющими для валиков — ведущего и прижимного.
Отмеряем размер направляющихВырезаем заготовки
- Привариваем уголки к швеллеру. Расстояние между двумя соседними заготовками определяется размером шпильки, она должна свободно проходить в зазор.

Свариваем уголки с швеллеромПривариваем снизу
- Изготавливаем ведущий ролик — на 18 шпильку одеваем отрезок трубы диаметром 25 мм. Пространство между трубой и шпилькой наполняем гвоздиками на 40, с которых предварительно отрезаем шляпки.
Делаем ведущий ролик
- Для надёжности конструкции, края также схватываем сваркой, предварительно зажав заготовку в тисках.
Обвариваем края
- Одеваем на края вала по 33 подшипнику.
Одеваем подшипники
- Переходим к изготовлению подвижной каретки. Для этого берём два отрезка профильной трубы 20 на 40, длиной 30 мм, и прямоугольную металлическую пластину 80 на 50 мм.
Подготавливаем детали каретки
- Привариваем к пластине отрезки профиля, а к нему ведущие ролики.
Свариваем все элементы
- Снизу каретки, определив её среднею точку, проделываем дрелью отверстие. Его размер должен совпадать с диаметром шпильки на 18.
Проделываем отверстие снизу
- Приступаем к сборке подъёмного механизма.
 Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
Вставляем шпилькуОдеваем и привариваем гайки
- Отрезаем заготовку из прямоугольной металлической пластины размером 70 на 13 — которая будет служить упором для подъёмного механизма.
Отрезаем заготовку для упорного механизма
- В заготовке отмеряем середину, проделываем отверстие на 18.
Отмеряем середину для отверстия
- Приступаем к сборке трубогиба. На основание из швеллера устанавливаем каретку с ведущим валиком. Сверху надеваем пластину и закручиваем гайку, которую прихватываем сваркой.
Устанавливаем кареткуРазмещаем пластину
- Привариваем по краям основания ролики, а к подъёмному механизму ручку.
Привариваем роликиПривариваете ручку
- Изготавливаем ручной привод — для этого берем профиль 20 на 20, ручку от дрели, которую прикручиваем к профилю.
 Отрезок трубы прихватываем сваркой к ведущему валику.
Отрезок трубы прихватываем сваркой к ведущему валику.
Приделываем ручной привод
Трубогиб для профильной трубы готов, можно переходить к испытанию.
Трубогиб с гидравлическим приводом
Как сделать трубогиб своими руками | Обустройство мастерской и самодельные станки
Смотрите это видео на YouTube
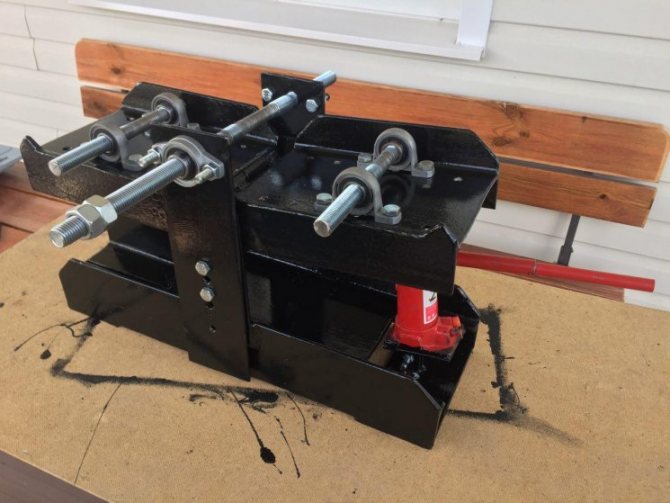
Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно.
Чертёж гидравлического трубогиба
- Сначала подготовили станину, её мы соорудили из швеллера, уголков и пластины из металла, путём сваривания этих элементов между собой. Также нам понадобится 2 ролика, насадка полукруглой формы и машинный домкрат.
Свариваем станину
- В основе станины поделываем по 6 регулировочных отверстий с обеих сторон, в них будут закрепляться ролики, в зависимости от требуемого угла загиба.
Проделываем отверстия
- Устанавливаем валики в проделанные дырочки в станине.

Размещаем валики
- Надеваем полукруглую насадку на крадомый механизм, и размещаем его под роликами.
Устанавливаем домкрат
- Устройство готово, вставляем профиль между роликами и домкратом. Путём поднимания механизма производим загибание профильного трубопровода.
Гидравлический трубогиб
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно.
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
Но главная причина образования дефектов при изгиба профиля — выбор неправильного радиуса изгиба, и наличие маленького технологического «хвостика» (расстояния от начала трубы — ближайшее к месту изгиба, до места загиба).
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Как снизить издержки на изготовление
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Видео инструкции
ЛУЧШИЙ вариант для трубогиба без токарных работ
Смотрите это видео на YouTube
Самый простейший трубогиб своими руками!
Смотрите это видео на YouTube
как сделать для профильной трубы своими руками, самодельный профилегиб, а также гибка изделий без станка
Домой Инструменты и оборудование Как сделать трубогиб для профильной трубы своими руками? Особенности гибки вручную и…
Содержание
- 1 Предназначение приспособления
- 2 Необходимые элементы конструкции
- 3 Конструктивные разновидности устройств
- 3.
 1 Приспособления с прижимным роликом
1 Приспособления с прижимным роликом - 3.2 Устройства намоточного типа
- 3.3 Приспособления арболетного типа
- 3.
- 4 Как сделать своими руками?
- 4.1 Как облегчить процесс?
- 5 Особенности гибки профильных труб
- 6 Возможности изгибания без станка
- 7 Полезные видео
Изгибание круглой или профильной трубы требует особого подхода, а неумелые действия приведут к повреждениям и деформациям. Трубогибы помогают решить данную проблему, обеспечивая изгибание по нужному радиусу с высоким качеством.
Это приспособление можно приобрести в готовом виде, но можно сделать и своими руками, избегая ненужных затрат (смотрите другие инструменты для строительства и ремонта).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
[stextbox id=’warning’]Еще по теме: Как быстро и правильно возвести каркас из профильной трубы[/stextbox]
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.

- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).
[stextbox id=’info’ defcaption=»true»]Изгиб ограничивается минимально допустимым диаметром.[/stextbox]
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба основана на одинаковом принципе — фиксация трубы в месте наибольшего напряжения и гнутие по определенному диаметру с допустимым усилием. Однако реализация его может осуществляться разными конструктивными решениями. Выделяются такие основные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством. Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага.
 Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль. - При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
Особенности гибки профильных труб
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
- Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
- Минимальный диаметр изгиба определяется по высоте профиля (h).
 Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку. - Особое внимание сварному шву. Он должен располагаться только сбоку.
Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.

- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.
Полезные видео
Размеры и чертежи самодельного трубогиба для профильной трубы:
[yvideo number=»eoWdXK1XdCI»]
Как сделать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, за исключением одной детали — протяжного вала, видео будет интересно тем, кто обустраивает домашнюю мастерскую, либо хочет сэкономить во время строительных работ:
[yvideo number=»vhUNvapJ4fQ»]
Самодельный гибочный станок из подручных материалов, цель — изготовление дуг для теплицы, смотрим:
[yvideo number=»uLPqia3Asv0″]
При изгибании необходимо помнить о том, что она склонна к деформации и повреждениям при такой операции. Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
- ТЕГИ
- трубогиб
Предыдущая статьяКак выбрать хороший качественный пузырьковый уровень? Настройка и регулировка, как выставить уровень во время работы
Следующая статьяЧто такое строительный степлер? Виды и назначение, как правильно вставить скобы самому
ЭТО ПРИГОДИТСЯ
В ТОПЕ ПРОСМОТРОВ
самодельный ручной станок для гибки
Если мастер серьезно работает с металлом, рано или поздно приходит необходимость в продуктивном устройстве для , которое бы отличалось простым управлением.
Гибочный станок просто незаменим при изготовлении своими руками садовых скамеек, каркасов беседок, верстаков, навесов для авто из профильной трубы. Благодаря наличию такого инструмента металлоконструкции получаются привлекательными и прочными.
Но чтобы создать его своими руками, важно разобраться в устройстве и особенностях сборки профилегиба.
Содержание
- Устройство трубогибочного станка и инструкция по его сборке
- Чертеж
- Сборка
- Как изготовить профилегиб своими руками?
- Изготовление рычажного трубогиба
- Заключение
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования.
для труб состоит из следующих элементов:
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.

Станок ручной для гибки арматуры.
Все заводские и для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
youtube.com/embed/uiXZkiWhO0U?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.
Такой метод соединения деталей не максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку.
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.
Чертеж гибочного станка.
В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
- Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
- После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. - Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.
youtube.com/embed/uLPqia3Asv0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
youtube.com/embed/vupr46jVGXA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Заключение
При помощи качественного профилесгиба можно работать с металлическими трубами разного сечения. Такое оборудование можно приобрести в готовом виде или собрать его в бытовых условиях, следуя описанным выше инструкциям.
гидравлические и самодельные ручные трубогибы для сгибания по радиусу
Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Гнуть неподготовленные трубы достаточно сложно, даже при использовании специальной техники. Кроме того, не исключается возможность деформации сечения трубы, сплющивание и другие неприятные моменты. Лучше всего, если гибка при помощи трубогиба или другого устройства простейшей конструкции будет осуществляться с предварительной подготовкой детали.
Заморозка может применяться в зимний период или при наличии у вас доступа к промышленным холодильным установкам, в который можно поместить заготовку.
Операция подготовки проста: глушите один край трубы, наполняете водой, закрывает второй торец. Заготовка выносится на мороз или отправляется в камеру. Замерзшая деталь изгибается проще, при этом не деформируется.
Другой метод состоит в том, что труба заполняется обычным песком, глушится (заглушки должны по длине не менее чем вдвое превышать диаметр трубы). После этого, высверливается несколько небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
После этого отмеченный участок изгиба разогревается паяльной лампой и протягивается через выбранный трубогиб. Качество получаемого изгиба будет на высшем уровне, при этом гибка трубы (профильной или круглой) выполняется гораздо легче.
Современные модели устройств для изгиба труб позволяют выполнять операцию без предварительной подготовки трубы.
Основные достоинства устройств для изгиба профиля
Раньше изгиб труб выполнялся вручную, при этом один край заготовки жестко закреплялся, а разогретая труба огибалась вокруг подготовленного шаблона. Такой метод для профилированных труб практически неприменим.
Использование механических устройств позволяет значительно упростить процедуру сгибания труб, они обеспечивают следующие преимущества:
- Возможность отказаться от сварки и дополнительных фитингов при монтаже различных коммуникаций.
- Конструкции, сделанные из цельных труб, смотрятся гораздо привлекательней, они широко применяются в декоративных целях.
- Трубогибы для профильных труб позволяют получать изделия с точным соблюдением требуемых размеров.
- Сгибание труб не осложняется появлением заломов и сплющивания, это позволяет сохранить все технические качества материала.
- Кроме всего прочего, данные приспособления позволяют снизить необходимые усилия для изгиба, а применение электрического привода практически исключает необходимость ручного труда.
Выбор оборудования
Оборудование, которое вам понадобится для изгиба труб, требуется выбирать, исходя из материала и сечения заготовок.
Для медных труб можно применять простейшие ручные устройства. Ручные трубогибы рычажные, гидравлические отлично справляются со стальными трубами диаметром до 3 дюймов (в зависимости от модели).
Для изгиба профилированных труб требуется прикладывать достаточно большие усилия. Поэтому гибка профильных труб под заданный радиус должна выполняться при помощи устройств, предназначенных для такого типа изделий. Кстати, на таких же механизмах осуществляется изгиб толстостенных бесшовных труб круглого сечения.
Отечественные устройства для изгиба труб в домашних условиях ни в чем не уступают импортным аналогам, поэтому рассмотрим предлагаемые промышленностью модели.
Профилегиб ПГ-1 и ПГ-2
Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Конструкция состоит из трех роликов, закрепленных на станине. Протяжка трубы осуществляется центральным (прижимным) роликом, который проворачивается при помощи рукоятки.
Ручной трубогиб для профильной трубы ПГ-2 отличается усиленной конструкцией. С его помощью можно гнуть профиль сечением до 60х30 мм. Принцип привода такой же, как и у ПГ-1 – верхний приводной ролик, сама конструкция всех вращающихся элементов позволяет менять их ширину под определенный размер трубы.
Наружное расположение роликов позволяет гнуть из труб даже кольца, что невозможно при внутренней компоновке.
Стоимость такого устройства значительно выше, она составляет 700-800 долларов.
Трубогиб ПГ-2
Существуют и другие профилегибы (роликовые трубогибы), но данные модели получили наибольшее признание.
Самодельные станки
Многие умельцы решили для себя вопрос изгиба труб более экономно. Сейчас можно встретить разнообразные модели станков, предназначенных для данных целей, которые по своим характеристикам не уступают заводской продукции, при этом широко используется электропривод. При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
Станина станка должна выдерживать значительные нагрузки, поэтому ее лучше сделать из металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
Комплект валов, рабочих органов станка, может сделать любой токарь. Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
В некоторых случаях используется ременная передача, но она не очень надежна при значительных нагрузках, существует возможность проскальзывания ремней.
Для возможности изгибать заготовки по различным радиусам, самодельный трубогиб для профильных труб оснащается подвижным верхним роликом. Он монтируется на направляющих из металлических уголков. Регулировка положения верхнего ролика может осуществляться различными способами, чаще всего для этой цели применяют специальный винт.
Привод может быть ручным (вращаете ручку и протягиваете трубу) или электрическим, который избавит вас от необходимости прилагать какие-либо усилия. При установке такого привода необходимо позаботиться о наличие защитного кожуха, который будет закрывать механизм привода, это является обязательным требованием с точки зрения безопасности.
Подобные устройства позволяют эффективно выполнять изгиб профильных труб, имеющих большие сечения. Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
Станок для гибки профильной трубы своими руками – как изготовить?
С помощью станка для гибки профильной трубы намного проще решить задачи, возникающие в ходе строительства.
Применение профильных труб актуально при возведении каркасных сооружений и конструкций в виде арки — теплиц, навесов, козырьков.
В промышленности для сгиба профиля используют специальное автоматическое оборудование.
В частном порядке можно изготовить станок для гибки профильной трубы своими руками. Понадобятся чертеж и инструменты.
Разновидности трубогибов
Содержание:
- Разновидности трубогибов
- Ручной трубогиб – как выполнить?
- Особенности изготовления прокатного трубогиба
- Как сделать гидравлический трубогиб?
Опытные мастера знают, что работы с профильными трубами отличаются спецификой. Если нарезка профиля вручную не представляет труда, то его гибка без специального оборудования не только сложна, но и чревата деформацией материала.
Чтобы облегчить и сделать безопасным процесс обработки профильных труб, применяют трубогибы.
Эти приспособления удобны, так как позволяют согнуть профиль под необходимым углом без применения дополнительных деталей. Прочность и другие технические характеристики материала при этом остаются неизменными.
Эксплуатация трубогибов выгодна не только тем, что упрощает процесс обработки профиля, налицо и другие преимущества использования устройства:
- отпадает необходимость в сварке;
- различные конструкционные формы, сделанные из цельного металла, смотрятся более эстетично и могут применяться в качестве декоративных элементов;
- возможность получить максимальное соответствие заданных размеров;
- сохраняются технические свойства материала;
- отсутствие осложнений в виде заломов и сплющивания;
- минимум физических усилий.
Каждый уважающий себя мастер владеет собственным арсеналом необходимого оборудования — станки для гибки профиля в их числе.
Так как заводское оборудование стоит недешево, чаще всего трубогибы изготавливают своими руками.
Самодельные трубогибы обеспечивают все необходимые функции — быстрый результат при минимуме усилий.
Фото:
Но чтобы справиться с их изготовлением самостоятельно, нужно изучить чертеж и особенности конструкции, чтобы понять, каким образом осуществляется работа станка.
Известны такие виды профилегибов:
- ручной. Устройство, простое в эксплуатации, но требующее физических усилий. Чертеж приспособления не отличается сложностью и доступен для изготовления своими руками;
- гидравлический. Этот вид оборудования оснащен вальцами, с помощью которых можно сгибать трубы в любом направлении;
- электромеханический. Высокоточное оборудование для профессионального применения. Чертеж устройства достаточно сложный в изготовлении и требует от мастера специальных навыков и знаний.
Ручной трубогиб – как выполнить?
Для изготовления самого простого трубогиба используют бетонную плиту, в которой полукругом на расстоянии 5 см просверливают отверстия для металлических штырей.
Их расположение должно соответствовать радиусу изгиба профильной трубы. Для укрепления штырей используют бетонный раствор.
Эксплуатация такого трубогиба происходит в несколько последовательных этапов. Перед сгибанием профиль предварительно нагревают, чтобы ускорить процесс.
Между крайними штырями зажимают конец профильной трубы. Второй конец профиля изгибают, вытягивая трубу вокруг закрепленных штырей.
После этого загнутую трубу фиксируют — укладывают между штырями и приваривают к временной перемычке. Трубогиб данной конструкции подходит для однократного выполнения гибки профиля.
Чертеж изготовления трубогиба может быть и более сложным. Понадобятся три цилиндрических валика, диаметр которых соответствует диаметру изгибаемого профиля, цепь или ремень с осью вращения, приводной механизм и металлические прутья для основы станка.
Гибка профиля в самодельных устройствах и станках осуществляется по принципу вальцовки. Это самый надежный способ избежать нежелательной деформации труб или повреждений поверхности.
Видео:
Чтобы изогнуть трубу, ее с одной стороны зажимают между валиками и сгибают вращением ручки.
Сборка трубогиба происходит следующим образом:
- металлические прутья сваривают в каркас — основу для установки всех составляющих станка. Для придания прочности конструкции все ее элементы должны быть надежно закреплены либо сваркой, либо посредством болтов;
- монтируется ось вращения и два цилиндрических валика. Расстояние между валиками определяет радиус возможного изгиба профиля. Если предусмотреть возможность перемещения цилиндров, то угол изгиба труб можно будет изменять в зависимости от необходимости. Для этого устройство оснащают дополнительными стопперами;
- монтаж третьего валика выполняется по центру над двумя предыдущими;
- механизм приводится в действие посредством вращения валиков. Чтобы синхронизировать движение всех элементов трубогибного станка, их соединяют цепью и оснащают шестеренками. Можно использовать старую автомобильную цепь или приобрести новую;
- к верхнему валику прикрепляют ручку, с помощью которой будет осуществляться вращение вальцов.
Чертеж конструкции ручного станка-трубогиба можно легко найти в Сети или выполнить своими руками.
Особенности изготовления прокатного трубогиба
Чтобы самостоятельно изготовить станок для гибки профиля, понадобятся: металлические прутья и полка — для основы, несколько прочных пружин, три вальца, цепь и домкрат.
Принцип работы такого станка схож с обычным ручным. Гибка представляет собой деформацию профильной трубы в каком-либо конкретном месте.
Для этого трубу укладывают на нижние вальцы, а сверху опускают еще один, обеспечивая надежную фиксацию профиля.
Затем производят вращение ручки. Крутящее усилие приводит в действие вальцы, которые сгибают трубу.
При использовании домкрата необходимый уровень давления на трубу обеспечивается без применения третьего вальца.
Применение домкрата позволяет в несколько раз увеличить габаритный предел обрабатываемого материала.
Эффект работы прокатного станка заключается в постепенно усиливающемся давлении на профиль, в результате которого достигается необходимая деформация трубы.
Движущимися элементами конструкции являются центральные горизонтальные вальцы, а функцию деформатора выполняет третий вал, закрепленный отдельно.
Прежде чем приступить к процессу изготовления прокатного трубогиба, необходимо позаботиться о выточке роликов — эту задачу поручают токарю.
Видео:
Крайне важно, чтобы размеры всех деталей — шестерней, подшипников и колец – соответствовали параметрам роликов и цепной обоймы.
Затем наступает этап подготовительных работ: нужно просверлить отверстия и нарезать резьбу в металлической основе станка — для монтажа прижимного вала.
Сборка конструкции предусматривает установку ножек каркаса, полки с прижимным валом, который размещают на пружинах, монтаж боковых валиков и соединение их посредством цепи. В последнюю очередь устанавливают и фиксируют ручку вращения, а также домкрат.
Как сделать гидравлический трубогиб?
Трубогибные станки гидравлического типа отличаются высокими показателями производительности, но довольно сложны в изготовлении своими руками.
В оснащение гидравлического станка для гибки профиля входят гидроцилиндр, планки, нагнетательное оборудование и трубные упоры.
Важной составляющей устройства является гидравлический домкрат, посредством которого производится гибка профильной трубы.
Функциональность станка с гидравлическим приводом обеспечивается следующим образом:
- профиль устанавливают в башмак и закрепляют;
- медленно вращая ручкой, подключают домкрат;
- под воздействием усилия, вырабатываемого домкратом, профиль деформируется, образуя полукруг с необходимым радиусом.
Характерно, что используя воздействие домкрата, контролировать процесс не представляет труда. Главное, заранее подготовить все элементы конструкции в соответствии с требованиями чертежа.
Видео:
Специализированное оборудование — это удобная возможность облегчить строительно-ремонтный процесс и снизить физические затраты.
Для мастеров, которые не боятся сделать оборудование самостоятельно, — это оптимальный способ смоделировать устройство, функции которого отвечают необходимым требованиям, при минимальном уровне материальных затрат.
изготовление своими руками станка гибки труб
В строительстве и других отраслях промышленности довольно большое распространение получили трубы и металлический профиль. Дли изменения формы рассматриваемого материала применяется специальное оборудование — трубогиб. Гибка профильных труб подразумевает оказание серьезного давления, которое концентрируется в определенной зоне.
Основные конструктивные особенности
Сегодня в продаже можно встретить довольно большое количество различных станков, но всех их объединяет довольно высокая стоимость. Именно поэтому некоторые мастера решают изготовить трубогиб ручной своими руками. Чертеж трубогиба для профильной трубы можно скачать из интернета. Следует учитывать, что схема устройства может существенно отличаться. К конструктивным особенностям отнесем следующие моменты:
- Размер конструкции может существенно отличаться. Стоит учитывать, что большое приспособление может применяться для работы с более габаритными заготовками при условии повышения прочности соединений.
- Больше всего внимания уделяется типу привода. В большинстве случаев чертежи трубогиба своими руками для профильной трубы предусматривают создание механического привода, но также есть электрическая и гидравлическая конструкция. Механический привод проще сделать, он довольно гибкий, может быстро изменяться под поставленные задачи за счет применения большого рычага. Электропривод характеризуется компактными размерами и высокой эффективностью. Что касается гидравлики, то она характеризуется высокой эффективностью, но при этом система довольно сложна и требует периодического обслуживания.
- Конструкция может классифицироваться по принципу действия. К примеру, станок бывает арбалетного типа, или для распределения нагрузки устанавливаются ролики. Трубогиб может работать по принципу проката.
Простой трубогиб своими руками можно изготовить при применении домкрата. Это приспособление предназначено для концентрирования и передачи высокой нагрузки.
Требующиеся элементы
Изготавливают самодельные трубогибы для профильной трубы (чертежи зачастую скачивают с интернета), для применения в домашней мастерской. Это связано с тем, что подобный гибочный станок обладает весьма высокой производительностью, но при этом не подходит для налаживания серийного производства. Чаще всего решают изготовить станок фронтального типа, так как для его изготовления требуются следующие детали и умения:
- Три ролика, представленные валами одинакового диаметра. Для того чтобы они могли выдерживать большую нагрузку ролики изготавливают из закаленного металла.
- Профиль можно изогнуть исключительно при передаче высокой нагрузки. Для этого применяется привод, основанный на металлической цепи.
- Оси вращения предназначены для фиксации роликов. Стоит учитывать, что они должны выдерживать высокую нагрузку.
- Профтруба, изготавливаемая из металла, в холодном состоянии жесткая, и часть усилия будет передано именно на оси вращения. Они устанавливаются для роликов, которые будут фиксировать заготовку в требуемом положении.
- Металлический профиль, из которого создается корпус. Создаваемая конструкция должна быть зафиксирована во время проведения гибки.
- Устройство, которое будет создавать усилие для изменения формы заготовки. Как ранее было отмечено, для изготовления подобной конструкции могут использовать домкрат. В этом случае усилие передается от рукоятки большой длины, так как за счет рычага она существенно возрастает.
Стоит учитывать, что металлопластиковый или деревянный тип роликов используется только в том случае, если станок предназначен для обработки заготовок из мягкого металла. Из-за относительно невысокой прочности роликов под действием высокого давления они могут деформироваться.
Особенности процесса
Процесс изготовления трубогиба достаточно прост, и предусматривает применение сварочного аппарата. Получаемый шов характеризуется высокой надежностью и жесткостью. Особенностью процесса производства можно назвать такие моменты:
- Для начала создается надежный каркас из металлического профиля и листов. Соединение отдельных элементов проводится сваркой или болтами.
- Работа проводится по ранее подготовленным чертежам. В этом случае можно обеспечить точное расположение всех элементов.
- Выполняется установка осей вращения и самих валов. Как правило, два вала расположены выше третьего, а образованное пространство между ними служит для расположения заготовки. Расстояние между валами определяет радиус изгиба профиля.
- Для передачи усилия в этом случае применяется цепная передача. Саму цепь можно взять с разбора различных механизмов автомобиля и мотоцикла. Для ее установки потребуется три шестерни соответствующих размеров.
- Привести в движение созданный привод можно через специальную рукоятку. Она соединяется с одним из валов.
Все это указывает на то, что создаваемая конструкция характеризуется относительной простотой и небольшими размерами.
Пошаговая инструкция по изготовлению
При соблюдении технологической последовательности изготовить станок своими руками относительно несложно. Основные рекомендации по проведению работы следующие:
- Прижимной вал можно изготовить самостоятельно или получить после разбора другой конструкции. Стоит учитывать, что на поверхности должны быть отверстия для размещения фиксирующей шпонки. На вале фиксируются шестерни, кольца и подшипники. Стоит учитывать, что один из них будет подвешиваться на пружинах, два других фиксироваться в неподвижном состоянии.
- В кольцах создаются отверстия, которые требуются для изготовления пазов и нарезания резьбы.
- Прижимной вал фиксируется на специальной полке. Изготовить ее можно при помощи обычного швеллера.
- Создаваемый каркас должен обладать высокой жесткостью. Для этого конструкция упрочняется различными поперечинами. Соединение отдельных элементов рекомендуется проводить сваркой, так как она в большей степени подходит для получения жесткого каркаса.
- Следующий шаг заключается в создании подвижной полки, которая служит для фиксации прижимного валика. В качестве фиксирующего элемента при создании витков применяется пружина с большим сечением.
После того как практически вся конструкция создана, выполняется крепление домкрата, через который будет передаваться усилие. Он должен фиксироваться жестко и надежно, так как создаваемое усилие будет довольно высоким.
Некоторые тонкости сбора конструкции:
- Прижимной вал фиксируется за счет шпонки для того, чтобы исключить вероятность его проворачивания вокруг своей оси. Кроме этого, он дополнительно прикручивается, за счет чего обеспечивается более надежное крепление.
- Довольно сложной является конструкция прижимной полки. Перед установкой вала к ней привариваются гайки, необходимые для крепления пружин.
- Для повышения показателя КПД цепь должна находится в натяжении. Ее натягивание проводится при помощи магнитного уголка, который также применяется в качестве держателя.
- Фиксация звездочек проводится при помощи шпонок из гровера.
- Приводная ручка гибочного станка должна быть с проворачивающейся трубкой.
- Установка домкрата, за счет которого будет оказываться воздействие, проводится на специальной подвесной платформе. Для ее создания применяются болтовые соединения и сварочный аппарат.
Механический привод во многом упрощает задачу.
Создание гидравлическая гибочного станка
За счет применения гидравлического привода есть возможность частично автоматизировать производственный процесс. Для того чтобы упростить создаваемую конструкцию применяется домкрат гидравлического типа, который характеризуется относительно небольшими размерами.
Для создания трубогиба с гидравлическим приводом потребуется:
- Гидравлический домкрат, предназначенный для работы с нагрузкой не менее 5 тонн.
- Ролики.
- Металлический швеллер с большим сечением.
- Пластины толстого металла.
- Башмак.
Принцип действия устройства достаточно прост и под силу умелому мастеру. Для его изготовления нужно провести следующие процедуры:
- Создается по чертежам конструкция, которая будет служить в качестве каркаса. Кроме этого, на первой стадии проведения работ изготавливается конструкция для фиксации роликов и башмака.
- Изготавливается нижняя платформа, на которой устанавливается домкрат. Для того чтобы при создании давления положение домкрата не изменялось, в качестве основания используется стальная плита большой толщины. Как правило, для крепления домкрата применятся болты, а для его управления устанавливается приводная ручка.
- Важно подобрать наиболее подходящие вальцы. При необходимости они изготавливаются своими руками.
- Положение башмака зависит от того, с каким именно радиусом загиба нужно получить изделие.
- Фиксация роликов и башмака проводится при применении болтов. Для них нужно сделать отверстия в раме.
Такая конструкция будет весьма эффективной и прослужит долго. Стоит учитывать, что гидравлический домкрат требует периодического обслуживания.
Другие рекомендации
Часто при гибочных работах следует выдерживать точное значение радиуса загиба и создаваемого угла. Для более точной работы применяются промышленные станки. Другие рекомендации, касающиеся создания самодельной конструкции:
- Для того чтобы существенно расширить область применения станка, можно создать конструкцию, которая будет предусматривать возможность быстрой смены валиков.
- При применении шаблона для того, чтобы исключить вероятность соскальзывания заготовки, применяются металлические крючки.
- Если гибка предусматривает создание изделие с большим радиусом загиба, то рекомендуется использовать станки с тремя роликами. За счет равномерного распределения нагрузки существенно упрощается процесс гибки.
- Для повышения универсальности оборудования опорные ролики можно сделать подвижными. Изменение их положения позволяет проводить регулировку радиуса загиба.
Самодельная конструкция практически не уступает многим промышленным моделям, которые предназначены для применения в быту. При этом их можно изготовить, используя подручные средства, что существенно снижает стоимость конструкции. Для наладки производственной линии с высоким показателем производительности лучше всего приобрести промышленный станок.
- Автор: admin
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
схемы самодельных трубогибов
В хозяйстве профильный трубогиб используется не так часто, чтобы покупать дорогое оборудование заводского изготовления.
Когда возникает такая необходимость, простой трубогиб можно сделать в частном порядке, предварительно решив, какая именно эта конструкция подходит для поставленной задачи.
В данной статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы построения.
Содержание статьи:
- Типы машин для гибки профильной трубы
- Классификация гибочных машин по типу привода
- Типы гибочных машин по способу установки
- Классификация машин по способу гибки
- Мы сделать гидравлический трубогиб
- Трубогиб своими руками
- Опция поворотной платформы
- Трехвалковый прокатный станок
- Как согнуть профильную трубу простым способом?
- Выводы и полезное видео по теме
Виды станков для гибки профильной трубы
Существует множество модификаций оборудования для изменения конфигурации профильных труб. Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
При выборе конструкции учитывать материал заготовки, диаметр, толщину стенки.
Классификация гибочных машин по типу привода
В зависимости от типа привода машины, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Приручить. Это предельно простые механизмы, которые доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Станок для гибки профильной трубы своими руками — незаменимый помощник в изготовлении каркасов, декоративных элементов, самостоятельном монтаже вентиляционной системы
Электромеханический. Такая машина имеет привод в виде электродвигателя — шагового или обычного, подключаемого через понижающую передачу. Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Устройство непростое в изготовлении, требует специальных знаний и хотя бы немного профессионализма.
Электрическая гибочная машина в большинстве случаев имеет трехвальную конструкцию. Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлический. Привод в этой модели ручной. В отличие от простой ручной конструкции, в схему включен гидроцилиндр, что значительно снижает мышечное усилие, прилагаемое при сгибании.
Ролики дают возможность изгибать профильную трубу в любом необходимом направлении. Ручной профилегиб с гидравликой при своем небольшом весе может гнуть сортимент труб шириной до 10 см.
Гидравлический цилиндр гибочного станка оказывает давление на поверхность трубы за счет механического воздействия. Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами — вручную и с помощью электронасоса
Виды отводов по способу установки
Существует деление отводов профиля и в зависимости от способа установки. Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Компактные переносные трубогибы имеют опорную стойку, а у носимой модели опоры нет, она выбирается каждый раз при использовании оборудования.
Классификация машин по способу гибки
Конструкция профилегибочного станка и его производительность зависят от метода гибки. Существует 3 основных метода гибки. Первый – экструзия, когда геометрия профильной трубы изменяется с помощью деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции необходимы 2 прочные опоры с противоположных сторон изгиба, которые также служат матрицей. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, метод позволяет получить хороший конечный результат. Применяем метод только для работы в небольшом объеме.
Второй нажимается. Для получения изгиба используется принцип слесарных тисков – между плашкой и пуансоном помещается отрезок трубы.
Профили последних для получения качественной гибки должны точно повторять геометрию детали. А также в расчете необходимо учитывать остаточную деформацию металла. В домашних условиях этот метод применим, когда не требуется большой точности.
Станок для изменения формы профильной трубы прокаткой состоит из трех цилиндрических роликов, цепи, привода и основания. Диаметр роликов должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ гибки как тонкостенных, так и толстостенных труб. Гибка получается протягиванием заготовки между роликами — одним вращающимся и двумя поддерживающими.
Кроме вышеперечисленных, гибка труб также может осуществляться следующими способами:
Галерея изображений
Фото
Гибка трубы осуществляется с помощью трех вращающихся роликов. Причем радиус изгиба определяет их расположение по отношению друг к другу
При гибке трубы арбалетным трубогибом она упирается в два ролика, а шаблон, который находится на штоке приспособления, изгибает ее между опорами
Принцип работы данного трубогиба заключается в гибке трубы в холодном состоянии путем обкатывания валиком вокруг гибочного блока
С помощью хомута труба плотно фиксируется на валике устройства. Проходя между роликом и шаблоном, труба принимает необходимую форму
Вальцовочный метод гибки труб
Арбалетный метод гибки труб
Трубогибка
Гибка труб навивкой
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб необходимо учитывать рекомендации специалистов. При выборе материала для станины необходимо исходить из того, что толщина металла должна быть не менее 1/6 ширины профилированной трубы.
Итак, если предстоит гнуть трубу, имеющую сечение прямоугольником с параметрами 50 х 25 мм, то во избежание деформации станины при гибке нужно брать швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Оптимальный диаметр роликов — не менее трех размеров сечения. Полка швеллера и уголка, взятые для изготовления каркаса, должны быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, понадобится швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим гидравлический станок, в котором изгиб происходит за счет проталкивания центральной трубы через центр пробойником, закрепленным на поднимающемся стержне. В результате тесного контакта заготовки, опирающейся на два неподвижных ролика, с подвижным пуансоном последний принимает свою форму.
Такой автомат называется арбалетом из-за схожести формы пробойника с формой арбалета. Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Для разметки рабочей поверхности откладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси отмечают расположение нижних отверстий. Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут на пересечении отметок, сделанных с наклонной осью. Отверстия на рабочей поверхности нужны для контроля радиуса изгиба заготовки профиля. Так как рабочая поверхность состоит из двух зеркальных частей, вторая размечается таким же образом.
Высота машины определяется параметрами домкрата и расстоянием, указанным на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм, этот зазор в нерабочем состоянии домкрата должен быть примерно равен 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сосредоточено в его верхней части. В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
Трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В домашней мастерской проще сделать 3-х катковую конструкцию с ручным приводом. Рассмотрим два варианта таких машин.
Вариант поворотной платформы
Принцип конструкции такого станка для гибки труб с поперечным сечением, отличным от круглого, следующий:
- Основная станина соединена через сочленение с поворотной платформой, которая задает угол изгиба.
- Платформа приводится в движение домкратом, опирающимся на нее рабочей штангой.
- Протяжка профиля осуществляется вращением рукоятки, расположенной на промежуточном валу.
Для изготовления основания станка и стоек необходим швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
Поворотный стол — не единственный вариант регулировки параметров изгиба профильной трубы, это можно сделать с помощью крайних роликов. Для этого в опорных плитах и швеллере делаются отверстия, чтобы элементы были подвижными. Поднять крайнюю площадку можно любым домкратом, найденным в хозяйстве
Из швеллера делается основание и две площадки. Отступив с одной стороны около 0,5 м, из того же швеллера сваривают вертикальную стойку. Для этого два сегмента соединяют в пары, чтобы сделать подставку прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее берут отрезок профильной трубы и наращивают ограничители высотой не менее толщины профильной трубы, деформацию которой предполагается выполнять на изготавливаемом станке.
Направляющая платформа соединяется с основной рамой дверными петлями. На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
Домкрат устанавливается под край направляющей площадки и крепится к основанию с помощью болтового соединения.
Сборка трубогиба с поворотной платформой осуществляется в следующей последовательности:
Фотогалерея
Фото
Для изготовления трубогиба потребуются такие материалы: труба, швеллер — 2,5м, подшипники , домкрат, петли, ролики
Необходимо разрезать швеллер на две части — одна из них будет основной площадкой, а вторая — направляющей. Они соединяются с помощью металлических петель.
Следующим шагом отрежьте 6 отрезков трубы шириной 2 см и согните их для крепления подшипников
Отрезав ролики необходимой длины, их нужно соединить с подшипниками и приварить к рабочей платформе
центральный ролик необходимо приварить на высоте 8-9 см над площадкой. Это нужно для того, чтобы под ним прошла профильная труба
Далее сваркой делаем основу для нашего трубогиба. Она должна быть немного больше рабочей поверхности станка
С помощью сварки соединяем рабочую площадку с основанием и проверяем надежность всех соединений
На последнем этапе окрашиваем изделие, ждем пока краска высохнет и проверяем нашу самоделку
Шаг 1 — подготовка инструментов и материалов
Этап 2 — построить рабочую платформу
Этап 3 — отрезать трубу для подшипников
Этап 4 — соединить ролики и подшипники
Этап 5 — приварить центральный ролик
Этап 6 — построить основу для катка
Этап 7 – соединение всех частей изделия
Этап 8 – проверка исправности станка
Трехвалковый прокатный станок
На данном станке труба укладывается на ролики, расположенные по бокам. Верхний подвижный валик опускают на изделие сверху и таким образом фиксируют его. Далее вращаем ручку и через цепь передаем движение на валы. Труба растягивается и меняет свою геометрию.
Постепенно увеличивая давление, затягивая прижимной болт, и вытягивая заготовку, добиваются изгиба трубы под необходимым углом.
Трехвалковая машина оснащена тремя роликами. Подключив к такому станку электродвигатель мощностью 1,5 кВт, можно за один раз сгибать трубы сечением до 8 см
Чтобы станок работал по этой схеме, необходимо подготовьте полку и фасонные металлические изделия для каркаса, валов, 4 крепких пружин, цепи, подшипников, крепежа и других деталей. Для монтажа подшипников требуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на рессорах. Эти предметы, скорее всего, придется заказывать в мастерской, а остальные можно сделать своими руками.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезана резьба под стяжные болты и сделаны канавки. В полках швеллера выполняют посадочные места под прижимной вал. На завершающем этапе производится сборка конструкции начиная с установки каркаса.
После подвешивается прижимной вал на пружинах, прикрепленных к полке с помощью шпоночного соединения. Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
На одном из них, закрепляя ручку с вращающейся трубкой, затем выполняют установку домкрата. Прикрепите его к платформе с помощью болтов и сварки.
При установке вала подвески соблюдается определенная последовательность: сначала устанавливается на полку, к ней привариваются гайки под рессоры, площадка переворачивается и соединяется с рессорами. Следует отметить, что с увеличением расстояния между роликами усилия на изгиб уменьшаются.
Для сборки прокатного трубогиба вам потребуется:
Фотогалерея
Фото
Для начала необходимо приобрести или заказать валы необходимого размера в токарной мастерской. Для обеспечения подвижности этих элементов на них закреплены шестерни и подшипники.
Вооружившись болгаркой и сварочным аппаратом, каркас будущего трубогиба изготавливается из профильного металлопроката
На этом этапе необходимо прикрутить прижимной вал к каркасу изделия и приварить гайки крепления пружин
В самом верху конструкции приваривается с помощью сварочного аппарата кусок профиля для крепления пружин
Далее к раме будущего трубогиба необходимо прикрутить два нижних опорных вала
устройство приводится в движение цепью. Протягивается между валами и закрепляется, чтобы не провисал
Для облегчения использования станка к нему приделана ручка для вращения вала — это защитит руки пользователя от образования мозолей
На последнем этапе трубогибочный станок рекомендуется покрасить, а после высыхания можно приступать к испытаниям устройства
1 этап — Изготовление вала
2 этап — строительство рамы будущего станка
Этап 3 – установка зажимного вала
Этап 4 – установка пружин
Этап 5 – крепление валов
Этап 6 – установка цепи
Этап 7 – установка ручки гибочного станка
Этап 8 — покраска изделия
На нашем сайте есть еще несколько статей, в которых подробно описаны варианты самодельных приспособлений для гибки профильных труб, рекомендуем прочитать:
Как согнуть профильную трубу в простой способ?
Самым примитивным приспособлением для изменения формы профильной трубы является использование деревянного шаблона. Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Шаблон лучше сделать съемным, тогда можно сделать их несколько с разным радиусом. Его не обязательно делать из дерева, его также можно заменить металлическими крючками, разместив их по начерченному контуру
В месте контакта с трубой толщина шаблона должна быть больше высоты поперечного сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с уклоном, иначе труба может соскользнуть.
Конструкция снабжена упором и крепится к какой-либо устойчивой основе. Трубу помещают между плоскостью шаблона и упором и начинают изгибать материал, начиная с края трубки. Если начать процесс гибки от центра, то тонкостенная труба может расплющиться.
В трубу можно вставить металлический стержень диаметром, равным проходному отверстию трубы, а можно просто взять кусок трубы и надеть на конь заготовки. В любом случае так будет удобнее.
Галерея изображений
Фото
Гибка труб песком
Горячая гибка профильных труб
Гибка труб пружиной
Гибка труб болгаркой
Подробнее о том, как согнуть профильную трубу без специального оборудования , читать .
По такому же принципу делают более мощные машины. В этом случае усилие создается с помощью лебедки, а труба закрепляется крепче, чтобы она не порвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, близкий к заводскому проекту:
Из всех вариантов профилегибочных станков , следует выбрать конструкцию, наиболее подходящую для целей его использования. Иногда достаточно простейшего механизма, чтобы без особых финансовых затрат обеспечить себя необходимым количеством гнутого профиля.
У вас есть личный опыт сборки трубогибочного станка? Возможно, вы сможете предоставить полезную информацию по теме статьи и выложить фото сделанного устройства? Пожалуйста, оставляйте комментарии, делитесь опытом, задавайте вопросы в блоке ниже.
Изготовление прочного металлогибочного станка из 100% переработанного металла
Если видеоплеер не работает, вы можете нажать на эту альтернативную ссылку на видео.
В вашей мастерской не хватает некоторых инструментов, например, станка для гибки металла? Тогда, вместо того, чтобы покупать серийно сделанный, почему бы не сделать его из металлолома и небольшого количества локтевого смазочного материала?
Если это звучит интересно, следуйте этому простому руководству, чтобы сделать его самостоятельно.
Источник: Тем временем в гараже/YouTube
Как вы можете себе представить, как и в любом проекте такого рода, вам понадобятся некоторые инструменты и материалы, прежде чем вы начнете.
Необходимые материалы и снаряжение
- Старые шестерни
- Листовой и стержневой металлолом
- Трубчатые стальные отрезки
- Латунные стержни
- Ацетон
- Малярная лента
- Металлические аэрозольные краски
- Набор отверток
- Основные инструменты (гаечный ключ, отвертки и т. д.)
- Различные гайки и болты
- Угловая шлифовальная машина
- Мини токарный станок
- Ленточная шлифовальная машина
- Сварочное оборудование и оборудование для обеспечения безопасности
Со всеми инструментами и материалами в руках пришло время приступить к этой эпической сборке.
Шаг 1. Очистите все металлические детали
Первый шаг — собрать воедино все ржавые или старые металлические детали, такие как шестерни и т. д. Возьмите угловую шлифовальную машину, очистите всю ржавчину и отполируйте детали, чтобы обнажить голый металл под ними. Кроме того, найдите время, чтобы отрезать все выступающие части, которые не нужны, например, старые болты.
Возможно, вам будет проще смонтировать детали на токарном станке, но мы оставим это на ваше усмотрение. Как обычно, убедитесь, что вы носите защитную одежду для рук и лица, чтобы защитить вашу драгоценную кожу от летящих искр горячего металла.
Источник: Тем временем в гараже/YouTube
Шаг 2: Обработайте другие необходимые детали
Сделав это, возьмите латунные стержни, закрепите их на токарном станке и сделайте из них большие фланцы. Как и следовало ожидать, сначала сделайте отверстие во фланце с помощью направляющего отверстия, а затем постепенно расширяйте его, пока не достигнете нужного размера. Кроме того, найдите время, чтобы отполировать деталь, пока она находится в токарном станке.
Промойте и повторите, чтобы сделать второй скошенный фланец, как показано на видео. Размеры фаски должны соответствовать диаметру отверстия в центральном диске шестерни.
Другой фланец будет использоваться для соединения двух латунных фланцев на шестерне.
Источник: Тем временем в гараже/YouTube
Затем возьмите фланцы и отметьте несколько одинаковых точек по окружности каждого, чтобы они совпадали с монтажными отверстиями вокруг центрального диска шестерни. В данном случае их восемь.
Просверлите отверстия в этих точках, чтобы фланцы можно было прикрутить к редуктору.
Источник: Тем временем в гараже/YouTube
После этого возьмите кусок алюминиевого или стального диска и превратите его в большой скошенный диск с радиусом 3 и 15/16 дюйма (10 см). Выкопайте отверстие в самом центре диска и при необходимости расширьте его.
Эта деталь будет размещена поверх шестерни, поэтому она должна иметь отрицательный профиль поверхности шестерни под ней, чтобы они могли сидеть на одном уровне. Центральное отверстие должно быть того же размера, что и шестерня и фланцы.
Источник: Тем временем в гараже/YouTube
Обратите внимание, что эта деталь будет одного из трех разных диаметров, чтобы дать вам возможность выбора угла изгиба, который вы хотите, чтобы машина могла производить.
Затем возьмите еще один диск из алюминия или стали и обработайте его до радиуса 2 и 61/64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстие в центре, чтобы оно соответствовало размерам центрального отверстия шестерни. Скос к вершине одной стороны.
Затем возьмите еще один диск из алюминия или стали и на станке сформируйте цилиндр радиусом 1 и 31/32 дюйма (5 см) с широким ободком у основания радиусом 2 и 61 /64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстия под болты в металлических дисках, чтобы их можно было установить на главную шестерню.
Источник: Тем временем в гараже/YouTube
Эти детали будут устанавливаться и сниматься с металлогибочного станка по мере необходимости. Каждая будет прикреплена к главной шестерне с помощью латунных фланцев, которые вы ранее сделали.
Шаг 3: Установите обработанные детали на шестерни
Свежеобработанные детали установите их на большую шестерню и проверьте, как они крепятся к шестерне, используя гайки и болты подходящего размера. Убедитесь, что вы также добавили латунные фланцы под металлическими дисками.
Источник: Тем временем в гараже/YouTube
В зависимости от размеров гаек вам, возможно, потребуется усовершенствовать форму латунных фланцев или гаек, чтобы они подходили друг другу. Для достижения наилучших результатов используйте ленточный шлифовальный станок для выполнения этой задачи.
Источник: Тем временем в гараже/YouTube
После того, как болты надежно закреплены на каждой детали, приварите их на место по мере необходимости. Это само собой разумеется, но, пожалуйста, убедитесь, что вы принимаете необходимые меры предосторожности при сварке.
Источник: Тем временем в гараже/YouTube
Эти гайки будут использоваться в качестве основных точек крепления для установки и снятия больших металлических дисков.
Шаг 4. Соберите механизм гибки
После этого следующим шагом будет поиск еще одной шестерни меньшего размера с зубьями того же размера, что и у основных больших шестерен. Возможно, вам придется разобрать старые части оборудования (например, двигатели), чтобы найти что-то, или, в качестве альтернативы, найти и купить что-то.
Источник: Тем временем в Гараже/YouTube
Оказавшись в руках, возьмите лист металлолома. Поместите одно из основных колес и меньшую шестерню (обе включены) на пластину, чтобы их можно было установить на нее.
Сделав это, отметьте положение их центральных отверстий и просверлите отверстия соответствующего размера в пластине. Также при необходимости закруглите углы пластины с помощью угловой шлифовальной машины и ленточной шлифовальной машины.
Источник: Тем временем в гараже/YouTube
После того, как закончите, поместите основной крепежный «осевой» болт для большей шестерни на место и приварите его к пластине. Сделав это, сделайте вал и монтажный фланец для меньшей шестерни и приварите их к пластине.
Вам нужно, чтобы главная шестерня и меньшая шестерня двигались свободно, так что имейте это в виду при сварке.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите меньший кусок металлолома, очистите и закруглите углы по мере необходимости. Затем просверлите отверстие на одном конце и вырежьте/прорежьте клин примерно наполовину по его длине.
Сделав это, забейте концы друг к другу, чтобы получился прямоугольный кусок металла. Эта часть будет располагаться над меньшей шестерней, которую мы ранее установили на большую металлическую пластину, и будет действовать как опора/кронштейн вала для шестерни.
Источник: Тем временем в гараже/YouTube
При необходимости сварите соединение. Сделав это, обработайте на токарном станке более длинный цилиндр/вал из металла, чтобы он соответствовал диаметру отверстия в прямоугольном куске металла, который вы только что сделали.
Он должен будет свободно перемещаться в отверстии, поэтому убедитесь, что его диаметр немного меньше. Слегка скосите выступающий конец и снимите цилиндр с исходного блока.
Источник: Тем временем в гараже/YouTube
Сделав это, закрепите вал обратно в токарный станок, поместите маленькую шестерню на свободный конец вала и зафиксируйте ее с помощью задней бабки. Включите токарный станок и сожмите/отшлифуйте детали.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите вал и шестерню, поместите их обратно на основную металлическую пластину, а затем приварите опорную часть вала к основанию.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите стальной стержень и обрежьте его до 15 и 3/4 дюймов (40 см) или около того в длину. Затем отметьте центральную точку стержня с помощью палочки.
Скруглите углы стержня с помощью ленточной шлифовальной машины и при необходимости очистите от ржавчины. Сделав это, возьмите маленькую шестерню и узел вала, который вы создали ранее, и поместите его в центральную точку стержня.
Источник: Тем временем в гараже/YouTube
Приварите его на место, если необходимо. Сделав это, замените вал и шестерню на основной узел. Штанга должна иметь возможность свободно вращаться над главными шестернями.
Шаг 5: Изготовьте ограничители стержней для гибочного станка
Затем возьмите еще несколько кусков металлолома (один тоньше другого). Смоделируйте их на месте рядом с главной передачей, с меньшей длиной внизу и большей пластиной вверху.
Очистите всю ржавчину, закруглите углы и сформируйте более широкий кусок металла так, чтобы он располагался над зубьями главной шестерни. При необходимости вырежьте небольшой участок, чтобы приподнятая часть главной шестерни могла свободно вращаться.
Сделав это, приварите более тонкую часть металла к основному основанию. Это послужит креплением для большей пластины. Сделав это, расположите и приварите большую пластину на место.
Источник: Тем временем в гараже/YouTube
Это будет направляющая для основного металлического зажима детали. Сделав это, прикрепите другие куски металла, чтобы сформировать основной регулируемый зажим для изменения угла изгиба металла, когда машина будет готова.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите еще одну большую шестерню и еще один кусок металлолома. Расположите шестерню так, чтобы она соответствовала ширине куска металла.
Затем отрежьте металлическую полосу по размеру и просверлите два отверстия на одном ее конце. Металлическая полоса должна находиться в профилированной канавке шестерни и касаться металлической центральной втулки с широким основанием, которую вы обработали ранее.
Источник: Тем временем в гараже/YouTube
Сварите вместе шестеренку и металлический стержень. При необходимости сделайте еще один регулируемый зажим для стержня главной передачи.
Затем возьмите трубчатую сталь и разметьте отрезки такой же ширины, как основная опорная плита. Обрежьте трубку до нужного размера и зачистите порезы по мере необходимости.
Затем поместите детали на нижнюю сторону опорной плиты основной машины и приварите их на место.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите несколько зажимов и закрепите станок для гибки металла на краю столешницы.
Шаг 6: Обезжирьте и покрасьте детали машины
Затем возьмите растворитель, например, ацетон или обезжириватель, и при необходимости очистите все металлические детали.
Обязательно делайте это в хорошо проветриваемом помещении, надевайте перчатки и маску, чтобы не раздражать кожу и легкие.
Источник: Тем временем в гараже/YouTube
Сделав это, решите, хотите ли вы, и где, какие-либо части машины покрасить или оставить как голый металл. Заклейте любые области, которые вы не хотите красить, малярным скотчем, а затем распылите краску или раскрасьте вручную металлические детали по мере необходимости.
Источник: Тем временем в гараже/YouTube
Дайте краске полностью высохнуть и снимите малярный скотч. На этом основные компоненты этого гибочного станка «сделай сам» готовы.
Источник: Тем временем в гараже/YouTube
Шаг 7: Тест-драйв металлогибочного станка
Теперь, когда основные компоненты собраны, последний шаг — настроить металлогибочный станок и протестировать его.
Для этого прикрепите основную опорную плиту к боковой стороне верстака с помощью зажимов. Затем смажьте все движущиеся части машины по мере необходимости.
Сделав это, установите часть шестерни главной обмотки, а затем установите главную шестерню и закрепите ее на месте на оси, закрепленной на пластине, с помощью латунного фланца и монтажной гайки.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите одну из центральных металлических втулок и прикрепите ее к главной шестерне.
Источник: Тем временем в гараже/YouTube
В завершение были установлены направляющие и зажимы для опорной плиты и главной передачи. Затяните болты и гайки по мере необходимости.
Затем возьмите кусок металла и загрузите его в машину. Теперь вы можете протестировать машину, постепенно поворачивая руль и наблюдая, как изгибается металлический стержень.
Источник: Тем временем в гараже/YouTube
Поздравляем, ваш самодельный станок для гибки металла готов и полностью готов к работе.
Если вам понравился этот проект «Сделай сам», вы можете подумать о том, чтобы добавить в свой инвентарь некоторые другие инструменты из «тяжелого металла». Как насчет, например, восстановления некоторых ветеранских инструментов?
Трубогиб для профильной трубы своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает потребность в дугах из профильной трубы. Они нужны при обустройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена в два раза выше, чем на тот же плоский прокат. Выход — сделать самому, а чтобы облегчить процесс (своими руками очень сложно) нужно сделать трубогиб для профильной трубы. Вам понадобятся швеллеры или уголки, прокатные ролики и еще некоторые детали. Из инструментов — болгарка с диском по металлу, сварочный аппарат, линейка.
Содержание артикула
- 1 Конструкция профильогиба
- 1.1 Устройство трубогиба со средним подвижным роликом
- 1.2 С крайним подвижным роликом
- 2 Какие материалы и нюансы конструкции 3 Труба 1 к 904 нужна 1 к 904 900 гнуть проще
- 4 Порядок гибки профильной трубы на самодельных станках
- 5 Видео материалы
- 6 Как согнуть профильную трубу без станка
- 6. 1 Получение дуги сваркой
- 6.2 Использование шаблона
- 6.
Конструкция профильного станка
Станок для гибки профильных труб конструктивно отличается от обычного. Это связано, во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что обычно требуется большой радиус изгиба. Поэтому катков в конструкции три. Два из них установлены стационарно, один остается мобильным. С помощью подвижного ролика изменяется радиус кривизны. В целом трубогибы для профильной трубы бывают двух видов: со средним подвижным роликом и с крайним (правым или левым – на выбор).
Трубогиб для профильной трубы своими руками можно изготовить разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся к корпусу. Они приподняты над базовой плоскостью. Для среднего валика приготовлена специальная U-образная станина. В середине ее перемычки установлен длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий ролик (можно приварить). Поворачивая этот винт, ролик поднимается и опускается, изменяя радиус изгиба профильной трубы.
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, с помощью которой труба прокатывается через станок. Чтобы использовать меньшее усилие при прокатке, два стационарных ролика соединены цепью. Для эффективной передачи крутящего момента к роликам привариваются звездочки (можно от велосипеда), к ним подбирается цепь. Такой простой механизм значительно облегчает гибку профильной трубы.
С крайним подвижным роликом
В данной конструкции правый или левый ролик выполнен подвижным. Он движется вместе с частью основания. Эта часть соединена с остальной частью кровати прочными металлическими петлями.
Чертеж профильного трубогибочного станка с подъемной платформой
Изменить высоту можно с помощью домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется поднятием подвижной части стола.
Трубогиб профильный с подъемной площадкой
В отличие от предыдущей конструкции, этот профильный трубогиб приводится в движение от центрального ролика — к нему приварена рукоятка. Чтобы уменьшить необходимое усилие, вы также можете приварить звездочку к двум неподвижным роликам и передавать крутящий момент с помощью цепи.
Какие нужны материалы и нюансы конструкции
Основание трубогиба делается из швеллера или двух сваренных уголков. Толщина полок не менее 3 мм, ширина полок и тыльной стороны швеллера должна соответствовать имеющимся деталям. Одно правило – фундамент должен быть прочным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно закрепить машину на каком-нибудь тяжелом основании с помощью саморезов большого диаметра. Фиксация необходима, так как при гибке труб с толстой стенкой усилия приходится прикладывать значительные и работать удобнее, если станок прочно закреплен.
Так выглядит кровать в приваренных стойках для крепления подвижного ролика
Несколько слов о роликах. Они должны быть изготовлены из качественной, желательно из закаленной стали. Именно ролики и оси, которые их удерживают, несут на себе большую часть нагрузки.
Я также должен сказать о форме видео. Они не должны быть гладкими – по краям должны быть валики, которые не позволят трубе «гулять» во время прокатки. Только при таких условиях дуга из профильной трубы будет ровной и не перекрученной. В идеале для каждого размера трубы нужны свои ролики. Но тогда конструкция усложняется – их нужно сделать съемными, продумать надежный способ крепления. Второй вариант — делать ролики сложной формы, как на фото. Вырежьте несколько шагов для разных размеров труб.
Ролики для гибки профильных труб разной ширины
На этом же фото видно, что верх станины неровный и зазубренный. С помощью таких зубьев ролики можно переставлять на разное расстояние и, таким образом, регулировать радиус изгиба.
В основном самодельные гибочные станки для профильных труб собираются из того, что есть под рукой или что найдут/купят недорого. У кого есть возможность — точит ролики, вставляет подшипники. Те, у кого нет такой возможности, пользуются тем, что есть — вплоть до ступиц от велосипедных колес. В общем надо разбираться в конструкции и
Хитрости, облегчающие гибку труб
Чтобы ролики лучше двигались, используются подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать держатели из уголка или швеллера. Проделайте в них отверстие, которое немного больше оси, на которой будет крепиться ролик. Проденьте эту ось с роликом в отверстия держателей и как-нибудь зафиксируйте (хотя бы приварите пару точек, которые будут стопорами). Во время работы для лучшего хода смазывайте места трения смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, а вот для изготовления дуг для теплицы или беседки своими руками – в самый раз.
Пример точеных роликов
Есть еще одна хитрость, позволяющая снизить необходимое усилие при изгибе профильной трубы. Можно использовать принцип повышения передачи как в велосипеде. Кстати, можно использовать и велосипедные звездочки. При этом ручка, приводящая в движение ролики, приваривается к небольшой звездочке. Он установлен где-то на корпусе. На оси вала приварены звездочки большего размера (но зубья с одинаковым шагом). Все это связано подходящей цепочкой.
При таком устройстве передачи крутящего момента электропривод не нужен — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы есть смысл его механизировать. В этом случае устанавливается двигатель, работающий на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
Сразу получить требуемый радиус изгиба вряд ли удастся — для этого требуется слишком много усилий. Вручную создать его нереально. Необходимый изгиб получается за несколько проходов:
- Сначала ролики выставляют так, чтобы получить небольшой изгиб, труба прокатывается в одном направлении, затем снимается с роликов, разворачивается и вставляется с другой стороны. Необходимо развернуть, чтобы получилась ровно изогнутая труба.
- При одном и том же положении роликов протягивается несколько раз, пока кривизна перестанет прибавляться.
- Если требуемый радиус изгиба не достигнут, измените положение ролика и повторите шаги еще раз.
Трубогиб прокатный с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если вам нужно повторить один и тот же изгиб? Сделайте градуировку — отметьте высоту, на которую переместился валик, сколько раз он прокатывался в каждом положении. При повторении отличия если и есть, то незначительные.
Сложность гибки заключается в том, что нет шкалы и без опыта трудно получить нужный радиус гиба. Вы получите его рано или поздно, но можете испортить много материала.
Видео материалы
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без гибки профиля можно двумя способами — с помощью сварки и шаблона. Начнем со сварки.
Получение дуги сваркой
Профильная труба разрезается болгаркой с одной стороны. Их делают через каждые 15-30 см в зависимости от необходимого радиуса, сечения и толщины стены. Срезы не должны касаться одной стороны – той, что снаружи.
Результат гибки сваркой
Подготовленную таким образом запчасть сгибают, придавая желаемый изгиб. Для надежности края дуги можно зафиксировать, приварив к ним стержень. Затем их приваривают по всем разрезам, сваривая их. И последний этап – шлифовка мест сварки и обработка антикоррозийными составами.
С помощью шаблона
Тонкостенные профилированные трубы можно сгибать вручную с помощью шаблонов. Если вам нужна какая-то особенная форма, ее можно вырезать из куска толстой фанеры или ДСП и закрепить на столе струбцинами. На верстаке, где будем гнуть трубы, делают 8-10 отверстий. Шаблон размещается возле этих отверстий.
Процесс получения дуги из профильной трубы с помощью шаблона
На одном конце трубы повторяются отверстия, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, образуя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон также можно изготовить на земле. Колышки трубы забиваются в землю (глубина не менее полуметра). Они образуют необходимую дугу. Для упора забиваются два дополнительных кола, которые располагаются сбоку от дуги. Расстояние, которое нужно отступить в сторону, немного больше ширины трубы.
Узор на земле
После вставления трубы ее тянут к дуге. Нужны большие усилия, работа тяжелая. Он может работать только с тонкостенной бесшовной трубой. Шов имеет слишком большое сопротивление в области шва. Вручную это очень сложно преодолеть.
59 фото гениальных идей для создания механизма
Каждому владельцу большого садового участка или небольшого коттеджа, хоть раз в жизни (как минимум) может понадобиться трубогиб — приспособление для гибки профильной трубы.
Например, это может быть заготовка для каркаса теплицы или навеса, беседки или любой другой металлоконструкции.
На базах по продаже металла, да и на других производствах обычно используются устройства заводского изготовления, но удовольствие это далеко не из дешевых. Чтобы сэкономить бюджет на более приятные траты, изготовлением устройства выгоднее заниматься вручную, своими силами.
Для этой конструкции, как говорится, «ума много не надо», да и в деталях недостатка тоже не будет, чертежи чертежей реально создать самому.
Обзор Содержание:
- Опционы изгиба
- Какова работа трубного изгиба
- Разображение труб
- трубу «домашним» способом, засыпать трубу песком, нагреть красной паяльной лампой или газовой горелкой, а затем согнуть трубу. Этот метод не признан среди мастеров приоритетным, он трудоемок и не обеспечивает достаточной точности, также могут появиться заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанося ущерба исходному материалу, мастера используют в своей работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить другим.
Чаще всего в комплекте таких конструкций предусмотрена пара дополнительных шаблонов для труб разного диаметра. Есть похожие по конструкции агрегаты, ручные трубогибы, дрон или арбалет, они позволяют гнуть короткие отрезки круглых стальных труб, подвергая их только холодной обработке.
Арбалетные устройства очень компактны и ценятся в области установки и коммунальных услуг.
Что такое работа трубогиба
Принцип действия довольно прост, заключается в нагреве трубы, труба нагревается докрасна и становится очень пластичной, податливой к изменениям. Каждый тип трубогиба имеет свой спектр возможностей.
Основные функции качество гибки и возможность гибки труб разных размеров и диаметров.
С помощью дополнительных прокатных приспособлений достигается гибка большего диаметра. Устройство работает с валами, их три в комплекте.
Направляющие и толкатели. Труба проходит через подвижные элементы, степень изгиба задается давлением прижимного ролика. Если радиус закругления готового изделия небольшой, процедуру следует повторить.
Шаблон для гибки труб
В большинстве случаев самым простым вариантом, подходящим абсолютно всем мастерам, даже начинающим, является шаблон из дерева. Доски подбираются по толщине гнутых труб, обязательно оставляйте запас досок в пару сантиметров.
Для предотвращения схода профиля с шаблона в процессе работы на концах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности рядом с установкой упора для трубы.
Профиль вставляют в зазор между шаблоном и упором, плавно и аккуратно нажимают на другой его конец, прижимая трубу к шаблону.
Лебедка или рычаг облегчат работу.Огромный плюс этого процесса, экономия средств и простота исполнения.
У любого устройства есть недостатки, и этот способ не исключение. Изгиб не точный, некачественный, а шаблон будет одноразовым (применимо только к одному диаметру трубы).
Трубогиб-улитка
При штамповке однотипных заготовок с большим тиражом, малым радиусом кривизны трубогиб-улитка будет незаменим.
Его достоинство в небольших размерах и простоте управления. Недостатком будет ограничение радиуса кривой, но не больших размеров.
Вальцегибочные станки
Нишу универсальности и практичности заняли самодельные приспособления — вальцовочные станки (гибочные станки), на таких станках можно сделать любой угол гибки.
Комплектация особо не отличается от других моделей, так же имеют основание и валы. Подвижный ролик прижимает трубу, и растягивает ее вращением приводных валов.
Давление можно увеличить с помощью лебедки, рычагов или электропривода. Однако для производства дома такая конструкция достаточно сложна в исполнении.
Для воспроизведения такой сборки потребуется много токарной обработки и сварки. Если вы все-таки решили сделать такую модель, она прослужит вам долго и порадует функциональностью.
Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуален. Для облегчения задачи можно найти в интернете фото трубогиба, чтобы примерно понять, как он должен выглядеть.
Также есть много чертежей трубогиба, которые просты в использовании. Ознакомившись со всей информацией и оценив свои силы и наличие необходимых компонентов, спокойно приступайте к работе.
DIY pipe bender
- 1 Общая информация
- 2 Устройство. Принцип работы
- 3 Нюансы работы ручным трубогибом
- 4 Как подготовить трубы
- 5 Изготовление трубогиба
- 6 Особенности гибки самодельным инструментом
- 7 Нестандартные способы гибки профильной трубы
- ручные трубогибы;
- гидравлические трубогибы. Модели этого типа также можно отнести к разряду ручных инструментов;
- ;
- пружина.
- электромеханические;
- сегментированный
- арбалет.
- прокатка (прокатка). Здесь используются 3 подвижных вала. Радиус изгиба — величина производной расположения опорных роликов по отношению к центральному валу, также оказывающему давление на трубу;
- удар по трубному прикладу стержнем (арбалетный метод). В этом случае опорой служат два неподвижных ролика, а шаблон между стержнем изгибает между собой трубу;
- обмотка. При намотке труба специальным зажимом прижимается к вращающемуся ролику. При этом валик оборачивает заготовку, натягивая ее между собой и упором;
- приработка. При этом методе трубогиб зажимает концы трубы, шаблон остается неподвижным, а прижимной ролик, двигаясь, изгибает заготовку.
- сантехника;
- газ;
- котельные и др.
- металлопластика;
- ;
- медь;
- .
- Болгарка;
- ;
- карандаш и рулетка.
- подготовить шкивы. Для создания универсального приспособления, то есть пригодного для работы с трубами разного диаметра, используют 2 тройных шкива: пару для труб три четверти дюйма, пару для полдюйма и пару для дюймовых труб.
- Далее изготовьте основу, представляющую собой пластину, по углам которой просверлены отверстия для крепления к рабочему столу. Используйте для этого металлический лист толщиной около 10 миллиметров;
- , затем с помощью сварки установите штифт в центр пластины. Его диаметр должен соответствовать внутреннему сечению малого тройного шкива;
- после изготовления станины выполняется поворотный механизм. Первым делом из 2-х металлических пластин сварите П-образную часть. Высота его ножек должна соответствовать диаметру большого и малого шкива. В этом случае необходимо контролировать возможность размещения на этом расстоянии большого подвижного шкива и полустационарного ;
- к верхней части детали приварите ручку длиной около 25 сантиметров. Впоследствии на него будет надета труба, играющая роль рычага;
- Сделав это, установите большой штифт с краем детали и зафиксируйте шплинтами. На штифт основания одновременно со всей конструкцией монтируется небольшой шкив;
- фокус. Для этого приварите еще один штифт, затем наденьте на него шкив.
- Затем согните конец биты примерно на 70 градусов относительно хвостовика.
- Изгиб качества простой, если либо хвостовик, либо бобышка помещается в тиски с корпусом.
- Вы придерживаетесь своих слов.
- были лучшим, что мы получили от вас.
- Вы опережаете график, и удары подходят идеально.
- Джим А. Нью-Йорк.
3
020003
youtube.com/embed/3OzJyMU0qXw» allowfullscreen=»» frameborder=»0″>
Сетка-рабица своими руками — 78 фото вариантов реализации из стальной проволоки старенькая
Поделки из бумаги (150 фото) — инструкция + мастер класс по созданию красивых поделок для детей
Трубогиб ручной. Главная Информация. Нюансы работы с ручным трубогибом
При выполнении ремонтных работ часто возникает необходимость изменить конфигурацию труб, чтобы придать им нужную форму. Такой результат можно получить только с помощью специального инструмента. Но приобретать устройство ради лишь нескольких операций нецелесообразно. Тем не менее, каждому мастеру следует позаботиться о наличии в арсенале трубогиба, так как согнуть трубное изделие может потребоваться в самый неожиданный момент.
В бытовых условиях и при небольших объемах работ применяют ручные трубогибы
Содержание
Общая информация
Конструкция этого инструмента имеет несколько особенностей. Именно благодаря им можно без проблем гнуть трубы, в том числе и металлические, придавая тем заданный угловой радиус с затратой минимальных физических усилий. Такое оборудование делится на несколько видов:
оправка
Но есть приборы другой конструкции:
Все вышеперечисленные инструменты характеризуются положительными и отрицательными качествами, но каждый из них позволяет согнуть металлическое трубчатое изделие круглого сечения без значительных физических усилий и в короткие сроки.
Самый простой вариант — обратиться в ближайший специализированный магазин, в ассортименте которого есть устройства данного типа. Но человек, имеющий опыт изготовления самых разных приспособлений своими руками, сможет создать ручной трубогиб в домашних условиях.
Можно приобрести инструмент заводского изготовления, но вполне возможно собрать его самостоятельно из подручных материалов
Устройство. Принцип работы
Тип трубогиба во многом определяет его конструкцию. Однако каждое устройство включает в себя стандартный набор элементов. Ключевым рабочим элементом является напорная форсунка (давление), которая находится под давлением. В результате его воздействия изменяется угол изгиба трубы.
Трубогиб ручной отличается конструкцией, включающей пружину с зажимом, а электрические устройства оснащены электродвигателями. Давление управляется именно этими элементами.
Независимо от типа трубогиба, в состав агрегата входит несколько валов (шаблонов/роликов). Они выполняют функцию стабилизации и регулирования радиуса изгиба заготовки. Воздействие на трубу предполагает ее предварительную фиксацию между прижимной пластиной и валами. Реализованная величина изгиба регулируется положением валов. Например, если требуется сформировать острый угол, валы располагаются впритык к напору и один к другому.
Полезно знать! В самодельном трубогибе чаще всего это невозможно из-за простоты конструкции.
Тип оборудования также определяет его воздействие на трубу. Способы следующие:
Регулировать радиус изгиба трубы можно с помощью шаблонов разного диаметра
Следует отметить универсальность данного инструмента: с его помощью можно изгибать различные виды трубных изделий:
Сами трубы могут быть изготовлены из:
алюминий
сталь
Единственное ограничение касается диаметра труб: значение этого параметра не должно превышать двух дюймов.
Нюансы работы с ручным трубогибом
Рассмотрим особенности использования данного оборудования на примере наиболее популярных его видов.
Арбалетный трубогиб. Для домашних мастеров, столкнувшихся с необходимостью гибки тонкостенных трубчатых изделий из латуни, алюминия и меди или тонких труб из металлопластика, этот инструмент является оптимальным выбором. Он отлично подходит для работы с трубами, диаметр которых варьируется в пределах миллиметра. В то же время с этой работой может справиться любой человек, обладающий лишь базовыми техническими навыками.
Простота конструкции арбалетного трубогиба реализуется за счет преобразования усилия на рукоятке нажатием на рычаг. Таким образом, усилие сжатия рукоятки инструмента напрямую определяет угол изгиба конечного изделия. Как показывает практика, чтобы сформировать из трубы ровную, без деформации дугу с углом изгиба 90 градусов, достаточно усилий одной мужской руки. Но есть одно требование: чтобы исключить дробление или разрыв стенок, необходимо правильно подобрать перфоратор. Он должен соответствовать диаметру сгибаемой заготовки.
Простой арбалетный трубогиб для работы с трубами диаметром до 32 мм
Ручной гидравлический трубогиб. Этот вид снаряжения приходит на помощь, когда возможностей одного арбалетного лука и одних рук недостаточно. Устройство идеально подходит для металлических труб диаметром 12 ≤ D ≤ 100 миллиметров. Перед работой с ручным гидравлическим трубогибом убедитесь, что шток цилиндра расположен правильно. При этом он должен находиться в нерабочем положении. То есть, чтобы подготовить рабочий узел, подрядчику нужно будет поднять винт перепускного клапана на пол-оборота.
Внимание! Перед работой необходимо поставить гидроцилиндр на горизонтальную ровную поверхность и зафиксировать нижнюю траверсу.
Для подготовки гидравлического ручного трубогиба к работе берем гибочный башмак. Его маркировка должна соответствовать диаметру заготовки. Далее прикрепляем этот аксессуар к штоку гидроцилиндра, чтобы перфоратор занял горизонтальное положение на трубогибе. Установив гибочный сегмент, вставляем упоры в ближние к гидроцилиндру отверстия. Теперь ручной трубогиб полностью готов к работе.
Как подготовить трубы
Чтобы получить качественный результат на гидравлическом трубогибе, нужно немного математики. Нужно учитывать, что такое достаточно мощное устройство может повредить трубы. Это касается, в первую очередь, изделий, характеризующихся следующим соотношением:
S ст / D вн < 0,06 ,
где: S — толщина стенки; Двн. — Наружный диаметр.
Например, для трубы 20 миллиметров с толщиной стенки 2 миллиметра этот показатель равен 0,1, что вполне приемлемо. А вот тонкостенная (1 мм) труба того же диаметра под это условие не подходит, так как коэффициент равен 0,05. Если использовать ручной гидравлический трубогиб, без изломов и замятий стенок такое трубное изделие не обойдется. . Избежать этих неприятностей позволит набивка до краев сухим и чистым песком с герметизацией труб с двух сторон.
Для предотвращения заломов на тонкостенной трубе ее заполняют песком
И один момент. Предположим, у вас нет отрезка нужного размера для предлагаемой к гибке заготовки, но есть для них большие диаметры. Решить эту проблему поможет установка дополнительной мягкой медной или алюминиевой вставки между сегментом и трубой. Его толщина рассчитывается по следующей формуле:
S стенд = (D пр.с. — D t )/2 ,
где: — толщина вставки; Дпр.с — диаметр паза сегмента; Дт. — диаметр трубы.
Рассмотрим следующий пример. Есть сегмент, рассчитанный на трубы сечением 26 мм, а заготовка, устанавливаемая в трубогибочный станок, имеет диаметр 18 мм. Подставив эти данные в формулу, получим, что толщина плиты должна быть (26-18)/2 миллиметра.
Для ручных гидравлических трубогибов также существуют ограничения по минимально допустимому радиусу изгиба — 4 диаметра трубы. То есть трубное изделие диаметром 20 миллиметров можно согнуть до минимального радиуса 80 миллиметров.
Изготовление трубогиба
Несложное приспособление для гибки труб своими руками сделать несложно. Единственное, что вам нужно, это слесарные навыки и специфический инструмент:
сварочный аппарат
Собрать примитивный трубогиб несложно, главное купить или изготовить шаблоны нужного размера
Из материалов нужно несколько металлических листов толщиной 10 и 3 миллиметра, и, кроме того, определенный количество стальных стержней.
Изготовить трубогиб в следующей последовательности:
Совет! Заказывайте такие шкивы в мастерской, т. к. в продаже вы их не найдете.
В колесе с каждой стороны должен быть паз размером в половину диаметра трубы. Так как изгиб формируется стационарным валиком для минимизации радиуса дуги, диаметр этого элемента должен быть как можно меньше;
Своими руками можно сделать приспособление для гибки профильных заготовок
На этом изготовление инструмента завершено. Осталось только закрепить ручной трубогиб и начать работу по гибке труб.
Особенности гибки самодельным инструментом
При гибке труб необходимо знать принципы технологического процесса и диаметр изделий. Тогда будет обеспечена правильная деформация материала без складок и надрывов. На станках, где используется гидравлика, возможна гибка с подогревом. Это позволяет гнуть трубы из полимеров, прочных сплавов, а также изделия с достаточно большой толщиной стенки. Но на практике в домашних условиях часто применяется «холодный» метод, ориентированный на работу с трубными изделиями из пластического материала – алюминия, меди, металлопластика. Однако можно гнуть и из другого металла за исключением чугуна. В этом случае, чтобы получить качественный изгиб, перед процедурой деформации в трубу насыпают воду (лед), насыпают масло или соль или песок.
Минимальные радиусы изгиба указаны в таблицах ниже: первая содержит данные для медных и латунных труб, а вторая — для стальных.
Таблица 1
| мин. л | Р | д | |
| 60 | 90 | 30 | |
| 55 | 72 | 24 | |
| 50 | 36 | 18 | |
| 45 | 30 | 15 | |
| 35 | 24 | 12 | |
| 30 | 20 | 10 | |
| 25 | 16 | 8 | |
| 18 | 12 | 6 | |
| 12 | 8 | 4 | |
| 10 | 6 | 3 | |
Таблица 2
| D | R при толщине стенки | |
| Более 2 мм | До 2 мм | |
| 60-140 | 5д | — |
| 35-60 | 4д | — |
| 20-35 | 3д | 5д |
| 5-20 | 3д | 4д |
В таблицах: L min — длина (минимальная) прямого участка; R — наименьший радиус изгиба; d — диаметр заготовки. Единицей измерения всех показателей являются миллиметры.
Любые трубы можно согнуть самодельным трубогибом, но нужно учитывать их диаметр и максимально возможный радиус изгиба
Нестандартные способы гибки профильной трубы
Чтобы получить качественный изгиб профильной трубы в домашних условиях, мастера часто используют сварочный аппарат и обычную болгарку.
Работа начинается с расчета необходимого радиуса изгиба. Затем с помощью болгарки выполняются пропилы по всей длине выбранного участка с трех сторон. После этого заготовку можно без особого труда согнуть под необходимым углом. Чтобы этот параметр был максимально точным, лучше использовать деревянную заготовку нужной формы. Прикладываем его ко всей стороне трубы, фиксируем, аккуратно загибаем. При этом имейте в виду, что с увеличением частоты резов увеличивается плавность изгиба.
Сварочный аппарат заделывает срезы, а образовавшиеся неровности шлифуют. Сварку следует применять не просто для закрытия трещин, а для того, чтобы соединение было гарантированно прочным. Этот метод при правильном выполнении дает впечатляющие результаты. Однако он подходит для единичных случаев.
Внимание! Если приходится работать непрерывно с большим потоком заготовок, то лучше изготовить или приобрести специальный инструмент.
Качественно согнуть трубу помогут внутренние контрмеры. Если заготовка имеет малый радиус окружности, описанной вокруг профиля, то в качестве трубогиба можно использовать специально изготовленную пружину.
В данном случае в качестве исходного материала выступает стальная проволока миллиметрового диаметра. Она скручивается в пружину не круглого, а квадратного сечения. Длина бортика должна быть меньше размера внутреннего диаметра профильной трубы на 2 миллиметра, чтобы пружина могла беспрепятственно поместиться внутрь. Далее нагрейте место паяльной лампой и согните, используя кусок необходимого диаметра.
Самостоятельно изготовить трубогибочный станок под силу каждому домашнему мастеру. И не страшно, что эта работа займет какое-то время. Ведь этот инструмент действительно пригодится в хозяйстве и наверняка еще не раз пригодится.
Гибочный станок для ковки волочения. Videos Like This «самодельная гибочная ковка». Особенности работы
Чтобы получить красивую декоративную сетку на окно, либо на забор или балконную лоджию, необходимо оборудование для холодного проката гибкого металла. Разберемся, что это такое для светильников.
1 Зачем нужно гнуть металлопрокат и как это лучше сделать?
Для изготовления кронштейнов козырьков над окнами и дверями, а также для подвески бра и камер видеонаблюдения часто применяют фигурные элементы из стальных полос, а также из бруса или арматуры. Такие детали можно заказать в кузнице или на предприятии, где установлены станки для прокатки гибочных станков. Либо, как вариант, можно сделать механический инструмент для изготовления металлических декоративных элементов своими руками.
Бит удлинится примерно до 1 дюйма и станет немного толще. Если, случайно, холодный затвор где-нибудь разовьется, то отшлифуйте или подайте его, так как холодные затворы — это начало будущей трещины! Изгиб легко производится, если нагретый хвостовик поместить в тиски, при этом сверло торчит и толкает, а затем забивает холодные сверла. Используйте накладку на рельефную губку с соответствующим радиусом на верхнем крае, чтобы уберечь челюсть от выпячивания языка и предотвратить слишком сильное сгибание. Нагрейте область бобышки и хвостовик и согните конец бобышки прибл. 70 градусов. Постарайтесь совместить надрез на бите с воображаемой линией, проходящей через место, где будет проходить заклепка.
Образец и просверленное отверстие в центре бобышки для заклепок.
Также важно знать принцип работы автоматических устройств, которые можно приобрести для регулировки массового выпуска фигурных деталей.
Разнообразие художественных элементов невелико, но для каждого варианта требуется отдельная операция. Различают такие факторы, как полоса или стержень со спиральным изгибом, стержень с разрезом вокруг продольной оси, элемент с изгибом по определенному радиусу (вплоть до кольца) или волной, а также под углом . Также для придания конструкции часто используется объем гибкий большим радиусом. Универсального оборудования легкого класса малой и средней мощности очень мало, чаще встречаются модели, объединяющие комплекс на 2-3 вида гибки.
Ручное изготовление декоративных металлических элементов
Сверло оставляет приятное равномерное отверстие, но Пучч оставляет больше материала в бобышке. Если используется только Пуинсон, а не выколотка, клепальный шов уступает из-за сужающегося отверстия, сделанного типовым пуансоном, оставляя лишь небольшую поверхность, касающуюся заклепок. Поэтому пробивал маленькое отверстие с кузнечным нагревом и аккуратно высверливал в размерах. Установите заклепку или холодную или горячую. Заклепка должна приклеиться нормально. 5-2 перед ударом. С помощью небольшого молотка сделайте хорошую головку заклепки в форме купола.
2 Автоматы для декоративной гибки
Оборудование для производства декоративных форм из стальной полосы, прутка или арматуры (а также из труб) бывает механическое, работающее в работе от маховика, электромеханическое, гидравлическое и пневматическое. Первым у нас будет станок для самой простой операции — прокатки металла. Да, именно на этой технологии основан метод получения гибки малого радиуса, то есть для дуги используются 3 ролика. Однако отечественный станок «Д 2 С» отличается многофункциональностью, то есть установить насадку можно своими руками и для «Улитки».
Обратите внимание на то, что при разрушении удары и смещение внутренней части щипцов к внешней поверхности щипцов. Штамповка и пробивка продавливают металл и поднимают гребень на противоположной стороне зоны пробивки и вокруг отверстия. Эти приподнятые участки, если они могут быть обращены друг к другу внутри соединения, или если они не упакованы или каким-то образом не устранены, приводят к ослаблению соединения. Заранее узнайте, как щипцы будут работать и удерживать прилегающие стороны шарнирного соединения ровными и гладкими.
Поскольку иногда заклепка может быть повреждена в последующем процессе настройки и выравнивания, часто безопаснее временно использовать болт и гайку, а затем устанавливать заклепку на последних этапах завершения. Если поводку трудно двигаться из-за плотного заклепочного соединения, нагрейте соединение и несколько раз откройте и закройте поводки, пока они не уменьшатся. Закончите свою любимую отделку.
Это оборудование считается достаточно простым, поскольку его не нужно включать в производственную линию. В качестве насадки вместо ведущего, горизонтально ориентированного вала используется специальный шаблон, который вставляется в патрон на шпинделе. Заготовка вставляется в обойму, после чего станок поворачивает вал на нужный угол, который задается простейшим программированием на пульте. Максимальный диаметр изделия не может превышать 20 миллиметров.
Дополнительное примечание. Удобно, что штифты для ворса свисали прямо вниз и не отъезжали, когда кусачки висят на стойке для ключей. Для достижения этого эффекта в процессе изготовления щипцов загните вожжи рядом с бобышкой так, чтобы при сборке оставалось пространство, превышающее ширину стержня, на котором должны висеть щипцы. Если все правильно, вход будет свисать вниз и занимать меньше места в магазине. Эту гибку легко сделать, если поводок будет помещен в тиски, с бобышкой рядом с тисками, а затем с помощью молотка загнуть бобышку при гибке.
Производство простейшей гибки труб
Это понятие является необязательным и не представлено в кусачках в данной оригинальной статье. Обратите внимание, что стиль щипцов в моей статье упоминается в таблице как «гусиная челюсть». Эта инструкция отличается от этого видео в первую очередь тем, что предназначена для работы с ручным молотком. Для изготовления этих щипцов используется несколько кузнечных процессов: то есть концептуализация конечного продукта, маркировка ложи, выбор различных частей, извлечение хвостовика и поводьев, наклон удила, обрезка удила. , погнув хвостовик, сломав отверстие под заклепку, заклепать, и, если хотите, стереть отделку. Преимущество мягких сталей в том, что при красном нагреве и последующем охлаждении в охлаждающей ванне они не так подвержены растрескиванию, как могут, если бы были изготовлены из более высокоуглеродистой стали. Помните, что чем прочнее сталь, тем легче могут быть кусачки и наоборот. С таким типом щипцов, которые имеют закругленный и квадратный стержень, вполне удовлетворительно, часто не обязательно иметь кусачки, удерживающие только круглую мантию. Изучив шаги в этом процессе, размер щипцов можно изменить в зависимости от характеристик размеров, которые вы хотите получить в кусачках. Ключевым фактором в определении величины резерва, используемого для конкретной пары щипцов, является определение подходящего размера бобышки. Бобышка не изменяется ни по толщине, ни по ширине при изготовлении щипцов. Имейте в виду, что чем короче хвостовик, тем выше удерживающая сила, но по универсальности. Размер заклепок не критичен, разве что, как правило, чем больше клещей, тем больше заклепок. Простое руководство состоит в том, чтобы использовать заклепки по крайней мере той же толщины, что и бобышка на заготовке. Обе половинки сделаны абсолютно одинаково. Левой и правой половины нет, за исключением случаев, когда и при повелении проема, как потом объяснялось. Кузнецы часто заставляют пользоваться щипцами либо в левой, либо в правой руке, в зависимости от того, какая ручка ложится на ладонь, когда кусачки открыты. Другое соображение, которое иногда обсуждается, заключается в том, прикладывается ли крутящий момент против часовой стрелки или по часовой стрелке. Есть много кузнецов, которые не беспокоятся о левой или правой руке, и эта статья тоже не стоит. Легкое решение, если правая или левая винтовка вызывает беспокойство, а щипцы кажутся не для той руки, это гнуть пробежку в каждом бою рядом с боссом. Сделайте сгибание так, чтобы один край находился прямо над другим, обеспечивая одинаковое приземление для правой или левой руки. Затем отложите брусок для этих меток, вдавливая холодный брусок в угол наковальни, чтобы сделать небольшую выемку. Это углубление, если оно достаточного размера, облегчает работу, когда брусок становится горячим, чтобы чувствовать эти метки на краю наковальни в процессе подготовки к следующему процессу. Без отступов и с железным жаром сложно найти и подделать нужное место. Отметьте обе части обеих частей одновременно вместе, что поможет сделать обе половинки одинаковыми. При черном нагреве разрежьте брусок на 3 места, предварительно отмеченные бруском на ребре малого радиуса наковальни. Держите горячее железо над поверхностью наковальни под соответствующим углом. Удерживая штангу примерно под углом 45 градусов, получится. Затем забейте брусок над наковальней на требуемую глубину. Необходимо соблюдать осторожность, чтобы не сделать эти углубления слишком глубокими, так как они становятся слабыми. Кроме того, щипцы прочнее, если эти насечки имеют закругленный внутренний угол, а не острый прямоугольный угол. Вытащите ношу на кузнечное тепло. Входы могут быть вытащены первыми, чтобы обеспечить встроенную ручку, что избавляет от необходимости использовать пару щипцов для удерживания работы. Будьте осторожны, чтобы не выглядеть слишком худым или слишком узким на боссе. Держите refit с шириной шире шире, чем толщина, что обеспечивает дополнительную прочность в правильном направлении. Попробуйте получить приятный ровный конус, широкий выступ и узкий конец. Летите или закругляйте края, чтобы входы удобно лежали в руке. Выбор этого небольшого приклада ручным молотком является хорошей практикой для Кузнецова, который хочет улучшить свой контроль над молотком, и с практикой он должен быть относительно легким и быстрым. Мощный молот — мой метод выбора, когда он доступен. Потяните хвостовик кузнечным жаром. Примените молоток на обратной стороне бруска в узком углу или месте на наковальне, чтобы удержать ранее выкованную бобышку и откусить в сторону, избегая при этом повреждений от их удара. Их также можно сделать с помощью силового молота, как у Тоби Хикмана. . По сравнению с методами холодной штамповки индукционная гибка сводит к минимуму деформацию материала и искажение поперечного сечения, даже когда требуются изгибы с радиальным радиусом.
Для получения многоударных улиток можно сделать несколько оборотов шпинделя с поэтапной заменой насадок, либо по сборному секционному шаблону. Создается впечатление, что станок для крутого художественного гибкого металла «Декор 1», который имеет горизонтальную рабочую поверхность с расположенными на ней вертикальными шпинделями. В ведущий патрон можно вставлять ролики различного диаметра или специальные шаблоны-«улитки». Оборудование оснащено пультом ЧПУ. Оба устройства работают автоматически и вручную. Следующую машину можно назвать своим бюджетным вариантом.
Этот процесс горячей гибки является предпочтительной альтернативой традиционному процессу холодной гибки, поскольку он ограничивает утончение стенки, рябь и овальность. Это постоянство и предсказуемость данного процесса гибки, что способствует высокому качеству и надежности гибки. Гибкая индукционная гибка позволяет гнуть трубы большого диаметра, стальные балки, а также прямоугольные и прямоугольные трубы.
Способность к изгибу впускных труб
Chicago metallurgical products индуктивно изгибает трубы из углеродистой, нержавеющей и легированной стали с минимальным наружным диаметром 4 до максимального наружного диаметра 12; Толщина стенки до 98 и углами поворота до 180 градусов. Наши возможности включают в себя конфигурации с несколькими изгибами. Продукция чикагского металлопроката может удовлетворить одни из самых коротких сроков поставки, часто поставляя продукцию в течение 24 часов.
Устройство для холодной ковки «Ажур 1М» предназначено для запуска и остановки шпинделя своими руками. Обладая мощностью 3 кВт и имея небольшие размеры (менее метра по любой из сторон и 1,2 метра в высоту), этот агрегат можно установить даже в домашней мастерской. Производительность — от 400 деталей типа «лапка», «улитка» и «волюта», «корзина» и «кручение» на дополняющих друг друга модулях.
Индукционное оборудование для гибки труб
Прямая труба помещается в машинный блок с катушкой индукционного нагрева, расположенной вокруг трубы на одном конце. Этот нагревательный змеевик создает вокруг материала узкую кольцевую нагревательную полосу. Когда труба достигает желаемой температуры, она медленно продвигается по змеевику с постоянной скоростью и температурой и изгибается. После того, как материал проходит через змеевик, он охлаждается с помощью системы водяного охлаждения.
В начале процесса разработки для сотрудничества, что сэкономит вам время, деньги и материалы. Спасибо за ваши вопросы о наших вопросах и ответить так быстро. Ваш совет был значительным вкладом в проект. Ребята из магазина сказали, что ни разу не видели, чтобы труба входила и били в каждую точку подобное уже давно. «Джо С. Миссури». Катание по этим прямоугольным трубам было совершенно идеальным! Мы рады, что у нас есть надежный источник. Цитата Рассела П. Иллинойса была великолепна! Мы всегда можем рассчитывать на получение готового продукта, который соответствует нашим ожиданиям или даже лучше. Кевин Х. Пенсильвания Спасибо за предоставленный материал. Первые два комплекта были размещены и изготовлены. Радиус был отличный! Мы очень ценим вашу работу над ним. Удивительное внимание к мелкой работе. Спасибо большое за вашу помощь. Известно, что вы, ребята, делаете лучшую работу. Марк Р. Мэриленд Спасибо за помощь в этом проекте и за то, что вы все доделали и отправили своевременно. Вы, ребята, спасли положение. Вы отлично справились с этими стрингерами.
Кольца последнего заказа Джейсона Р. Миссури
Первое, что бросается в глаза при входе в кузницу, это тьма, царящая там.
Имеются зарубежные образцы такого оборудования. В частности, УНВ3 предназначен для скручивания заготовок в «Улитку» и «Волюту», а также для продольной скрутки стержня квадратного сечения. Предусмотрено и изготовление «корзин». Однако требует работы исключительно обученного оператора, так как в противном случае придется использовать ручной запуск машины, т. к. не будет задействовано большинство функций дорогостоящего оборудования .
То же самое можно сказать и о менее универсальной версии В2-16 мощностью 1,5 кВт, выполняющей только операции по «Торсиону», изготовлению «улиток» и производству «улиток». Оба агрегата при наличии цифрового пульта управления работают от педального пуска. Следует учитывать, что независимо от типа используемой машины материал должен обладать должной степенью вязкости и пластичности. Следовательно, высокоуглеродистые стали со значительной эластичностью для этой цели не подходят.
3 ручное изготовление декоративных металлических элементов
Помимо автоматических установок сегодня в огромном количестве выпускается механический инструмент для фигурной деформации металлических полос и стержней с арматурой. Практически любое приспособление такого рода основано на вращении или вращении ворот, а также на рычажно-цепной передаче. Причем использовать можно как отдельные механические устройства, так и комплекс из нескольких узлов, соединенных на одной кровати, разница между ними будет только в стоимости, производительность абсолютно одинаковая.
Рассмотрим последовательно каждый инструмент для изготовления декоративного металлического декоративного элемента. Самое простое решение – поворот ворот вручную, то есть без использования различных шестерен, облегчающих мускульное усилие. Как правило, здесь можно упростить задачу только за счет максимально возможной длины плеча рычага. Например, простейшее приспособление: стойка, на которой жестко закреплен упор для заготовки, а на некотором расстоянии от нее — вращающийся вал, вокруг которого будет обведен брусок, труба или металлическая полоса.
Под рабочей поверхностью к оси вала крепится свободно перемещающийся рычаг, имеющий на плече дополнительную вертикальную ось, выведенную над станиной через дугообразную прорезь. На ось наступит второй вал, который повернет заготовку к первому. Такой инструмент дает возможность легко изготовить своими руками «Волюту». Для скручивания «Торсион» на длинное массивное основание устанавливаются 2 станины, жестко закрепленные — на конце, и подвижные — посередине. Через неподвижную станину пропущен вал, на котором установлен затвор и имеется краситель с обоймами, обращенными по основанию к противоположному концу. В свободно подвижной консоли выполнен сальник с болтовыми зажимами, где жестко закреплена заготовка.
Второй конец стержня квадратного сечения зажимается в сыпь. Далее вращением затвора придается нужное количество оборотов завитка вдоль продольной оси детали. Этот же инструмент позволяет сделать корзинку из нескольких прутьев своими руками. Вот еще один инструмент для механического художественного гибкого металла. В центре рабочей поверхности устройства имеется ось, на которую одевается сборный шаблон для улитки. Секции насадки имеют скошенные концы для прочного соединения, а также удобное крепление с небольшими отверстиями под пальцевое соединение. При смыкании дугообразных деталей шаблона в рабочее положение получается гладкая, плавно изгибающаяся спиральная конструкция.
В центре, над прижимным люком для заготовки, имеется ворот шибера, который свинчивает плечи рычагов. При небольшом отступе от атаки на оси сопла имеется длинная широкая прорезь, ориентированная по центру. В нем дерево движется на пружине, которая нужна для упора заготовки в шаблон при вращении ворот. И, наконец, последний инструмент, который можно приобрести для ручного труда. Называется очень похоже на операцию, которая проводится, а именно гнуть. Состоит из трех тесно расположенных квадратных профилей, два крайних из которых жестко закреплены на верстаке или станине.
Центральный перемещается продольно между крайними поворотом рычага (реечная передача). На стационарных основаниях установлены ведомые валы прокатного стана, на центральном — ведущие, с шибером. Напротив ближе к станине имеется место для сменного клина с заданным углом для углового изгиба планки с упором на валы. Для получения дуги заготовку помещают между ведомым и ведущим валами, вращением рычага ее изгибают до нужного радиуса, поворачивают ручку для сообщения о нужном изгибе всей заготовки.
4 Как самостоятельно изготовить приспособление для гибки стержней и профилей?
Описываемое оборудование легко сделать самостоятельно, но гораздо эффективнее работать с электромеханическим станком. Поэтому помимо ворот вышеупомянутый инструмент своими руками можно снабдить цепной передачей на ось ведущего шпинделя от электродвигателя.
Однако наиболее эффективным решением будет решение с прижимным патроном от токарного станка, в бабки которого можно закрепить заготовку любой формы. Для этой цели можно использовать лучистый верстак, закрепив на нем при необходимости подвижную консоль с ушком под кран Торсион или упор для накручивания спиральной улитки на закрепленную в патроне насадку.
Для изготовления колец своими руками упомянутую ранее консоль с проушиной, которая находится ровно по центру патрона, можно перенести на некоторое время. Затем защипните вал нужного диаметра (для удобства под ушком и зажимом могут быть более тонкие выступы). Также на вал устанавливается шарнир или другой зацепной крючок, который после включения электродвигателя и начала вращения шпинделя начинает раскручивать пружину вокруг шаблона. Также желательно обязательно сделать упор для штока со стороны оси вала. После снятия заготовку остается разрезать вдоль, чтобы получить кольца по количеству витков.
Необходимость в гибких полосах или стальных трубах возникает у самодельщиков достаточно часто. Для решения этой задачи есть множество вариантов. Например, соответствующее оборудование можно приобрести в магазине, однако станок для гибки своими руками сделать достаточно просто, и такой подход обойдется дешевле.
Производство простейшей гибки труб
Если вы решили заниматься указанными работами самостоятельно, то можно прибегнуть к простейшему решению, которое предполагает изделие, обеспечивающее определенный радиус гибки трубы. Специалисты советуют использовать шаблон самодельных мастеров, изготовленный собственноручно. С ним можно работать не только с алюминиевыми, но и со стальными трубами. Для манипуляции следует подготовить деревянные доски, толщина которых больше диаметра изгиба трубы. В процессе нужно будет сделать шаблон, накрывая доски любым удобным для вас способом.
Для исключения проскальзывания трубы в процессе манипуляций доски должны быть спилены с небольшим уклоном. Если вы решили сделать такой простой станок для гибки профильной трубы Своими руками, то его нужно будет закрепить к столу или рабочему основанию, чтобы зафиксировать каким-то надежным способом. Максимально близко к шаблону необходимо укрепить упор, в котором будет сушиться элемент. На этом можно считать, что трубогиб готов.
Особенности использования
Один конец изделия установить между упором и шаблоном, а после, придерживая другой, аккуратными плавными движениями необходимо согнуть вдоль заготовки. Можно сделать рычаг на противоположном конце, для этого рекомендуется вставить в трубу достаточно прочный стержень. Можно воспользоваться методом, который предполагает использование элемента более внушительного диаметра. Не пытайтесь отогнуть трубу от центральной части шаблона, так как это может привести к поломке изделия.
Если будет изготовлен станок для гибки профильной трубы своими руками, то можно сформировать изгиб большего радиуса, но тогда шаблон будет из фанеры и крючков.
Изготовление трубогиба из крюков
Еще один достаточно простой станок для гибки профильной трубы своими руками допустимо выполнять с использованием прочных металлических крюков, которые устанавливаются на фанир с таким расчетом, чтобы можно было образуют линию изгиба. Как плюс такой модели, есть возможность подкорректировать положение крючков, тем самым изменив линию изгиба.
С помощью такого оборудования можно работать с изделиями, поддающимися ручной гибке, а также с теми трубами, которые не так уж и сложны для проведения подобных манипуляций. Для этого можно применить при необходимости манипуляций, где будет задействована профильная труба, не обязательно делать ШОС при создании шаблона. Изделие усилено несколькими ограничителями.
Альтернативные варианты
Если вы решили сделать станок для гибки труб своими руками, представленные в статье чертежи позволят вам произвести эти работы достаточно просто. Более сложная модель представляет собой конструкцию, состоящую из шаблонов и валиков. Эти элементы должны максимально точно обхватывать трубу. Если необходимо согнуть достаточно мягкие изделия, то металлический валик и шаблон допускается заменять заготовками из массива дерева. Для изготовления роликов используйте токарный станок.
Роль другого решения заключается в использовании plywesk plywesk. Таким образом создается элемент с наклоном в определенную сторону. Полученные круги разного диаметра следует закрепить в один валик, а после обработать неровности наждачной бумагой. Когда изготавливается такой станок для гибкой гибки труб своими руками, фото обязательно нужно учитывать еще до начала работ. Чтобы добиться большей надежности деревянных элементов, их следует крепить стальными накладками.
Изготовление трубогиба из роликов и уголков
Для того чтобы сформировать трубогиб можно использовать заготовки для роликов из дерева. Эти элементы можно сделать из подшипников, но если используется их прижимная разновидность, то нужно стыковать, чтобы исключить прокручивание. Важные конструктивные особенности конструкции будут зависеть от стопы между роликами. Если вы решили сделать станок для гибкой трубки ручной, то помните, чем внушительнее будет расстояние, тем меньше усилий нужно будет приложить. Однако в этом случае радиус изгиба будет минимальным. Следует установить бортик, который будет удерживать трубу вертикально. Тогда как по отношению к оси роликов она должна быть перпендикулярна. В противном случае труба будет изогнута по спирали.
Прижимной ролик нужно подтянуть снизу, вращая полоски с ниткой, которая нарезана в центральной части. Постепенно мастер должен подтянуть прижимной ролик, что будет способствовать прокатке трубы по конструкции. Если вам нужно получить изгиб малого радиуса, то вам может понадобиться около 50 игр.
Другой производитель
Если вам нужен ручной станок для гибкой профильной трубы ПГ-2, то его можно изготовить самостоятельно с помощью валов, стальных профилей, приводного механизма и цепей. Если у вас есть инженерное образование, вы можете усовершенствовать конструкцию на свое усмотрение, добавляя функции. Деревья понадобятся в количестве 3 штук, они должны иметь оси вращения. Именно с помощью них будет происходить изгибание. Профиль понадобится для каркаса.
Изначально необходимо будет подготовить каркас. Все детали соединяются сваркой, но стоит учитывать тот момент, что она не обеспечит достаточной надежности при манипуляциях с толстыми трубами. Чтобы конструкция была подвижнее и прочнее, необходимо дополнить крепежными болтами. Если делается ручной станок для гибки профильной трубы своими руками, то необходимо помнить, что валы для гибки представляют собой металлические цилиндры. Два из них следует закрепить немного выше уровня рабочей поверхности. Тогда как третий установлен на них.
Особенности работы
Радиус изгиба трубы будет зависеть от шага между нижними цилиндрами. После того, как валы можно будет закрепить, машина должна иметь систему, передающую вращательные усилия.
