- Наружный диаметр – единица, характеризующая расстояние между противоположными верхними точками, расположенными на вершинах резьбовых гребней.
- Внутренний диаметр – единица, характеризующая расстояние между противоположными нижними точками, расположенными на впадинах резьбовой канавки.
- Возьмите муфту или штуцер, с нарезанной внутренней или наружной резьбой, зная их параметры.
- Вкрутите болт в резьбу.
- Если болт сел плотно, значит шаг и диаметр можно считать определенными. Если болт не подошел, повторите со следующим калибром.
- Зафиксируйте трубу в тисках, при этом метчик нужно вставить в вороток, а в плашкодержатель плашку.
- Оденьте плашку на трубу, а метчик вставьте в нее.
- Вращая рукоять плашкодержателя или воротка, навинчивайте или ввинчивайте плашку или метчик на трубу.
- При необходимости, повторите процедуру несколько раз.
- Зажмите трубу в патроне станка, разместив резьбовой рубец в его суппорт.
- Включите станок и делайте фаску.
- Настройте скорость перемещения суппорта.
- Подведите к поверхности резец и включите резьбовую подачу.
- наружным и внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
- наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней;
- внутренний диаметр – единица для указания расстояния между противоположными точками впадин на низшей точке резьбовой канавки;
- шаг витков является важной характеристикой нарезки, измеряется между двумя точками соседних канавок или вершин, характеризуется постоянством, так как подобрать ответные болт и гайку при отсутствии условия стабильности очень проблематично;
- высота профиля нарезки высчитывается путем нахождения разницы между двумя диаметрами — наружным и внутренним.
- цилиндрический тип;
- конический вид;
- резьба NPSM.
- гребенков;
- калибров;
- механическими измерителями.
- мелкий;
- особо мелкий;
- крепежный;
- между трубами;
- между мелкими трубами;
- для нарезки ремонтных вставок;
- между витками для вставок.
- В России основная масса крепежных соединений и деталей основана на метрическом типе.
- Угол профилей нарезки – 60 градусов.
- Миллиметры в качестве измерителя размеров.
- Крупный используется в диаметрах от 1 до 68 миллиметров, а мелкий может использоваться от 1 до 600.
- Крупная нарезка актуальна для соединений, испытывающих ударные нагрузки.
- Мелкая – для создания соединений повышенной герметичности.
- Мелкий шаг активно применяется в создании регулировочных соединений, так как позволяет с легкостью проводить регулировку параметров.
- Вся современная техника и машины проектируется на основе метрического типа.
- Анкерные и обычные болты;
- Гайки;
- Шпильки;
- Винты.
- Размер – диаметр и шаг;
- Направление – левое или правое;
- Месторасположение – внутри или снаружи.
- Номинальное значение диаметра определяется буквами D и d. Заглавная обозначает наружное значение, а прописная – внутреннее.
- Среднее значение диаметра исходя из размещения внутри или снаружи маркируется D2 и d.Внутренний диаметр, который также зависит от размещения внутри или снаружи, обозначается D1 и d.
- Внутренние диаметры болтов необходимы для определения напряжения, которое будет возникать в крепежном соединении.
- Шаг определяется как промежуток между вершиной или впадиной близлежащих витков.
- Высота профиля резьбового элемента маркируется буквой H.
- Точные –с повышенными требованиями к точности;
- Средние – для элементов общего применения;
- Грубые – используются, например, при нарезке в глубоких глухих отверстиях или горячекатаном прутке.
- Выбор полей допусков, выделенные жирным.
- Которые прописаны светлыми буквами.
- Значения, размещенные в круглых скобках.
- Размещенные в квадратных скобках.
- Номинальный диаметр.
- Шаг.
- М- тип нарезки, что значит «метрическая».
- 40 – номинальный диаметр, то есть сорок миллиметров.
- При наличии крупного шага он не обозначается в маркировке. Определяется исключительно по ГОСТ.
- Диаметр – 30 мм;
- М- наличие метрической нарезки;
- Шаг – 2 мм.
- N – нормальная. Обычно не прописывается.
- S – короткая.
- L – длинная.
- Деталь закрепляется в тисках.
- Ось будущего отверстия должна располагаться перпендикулярно плоскости стола.
- Метчик помещается в заранее подготовленную фаску в отверстии детали.
- С небольшим усилием метчик прижимается к заготовке и осуществляется вращение по часовой стрелке.
- Движение должно производится плавное и равномерное.
- Следует совершить 2 полных оборота. Затем на пол-оборота инструмент выворачивается.Необходимо обратить внимание, что внутреннюю резьбу желательно выполнять несколькими метчиками. Для начала совершается проход черновым инструментом, после средним, а в завершение чистовым. Убрав из процесса один из них, ускорить процедуру не получится, а вот ухудшить результат легко.
- Подавляющее большинство крепежных соединений основываются на метрической резьбе в нашей стране;
- Угол треугольного профиля метрической резьбы составляет 60 градусов;
- Все размеры указываются в миллиметрах;
- Нарезка метрического типа делится на изделия с крупным и мелким шагом;
- Крупный шаг актуален для диаметров 1-68 мм, а мелкий шаг — для диаметров 1-600 мм;
- Крупношажная нарезка используется в соединениях, которые подвергаются ударным нагрузкам;
- Мелкошажная резьба актуальна для тонкостенных деталей и для придания соединениям герметичности;
- Мелкошажная нарезка получила широкое распространение в установочных и регулировочных крепежных соединениях. Это обусловлено тем, что с их помощью легко регулировать параметры с высокой точностью;
- Все современные машины проектируются на основе применения только метрической нарезки.
- Направление витков — левые и правые;
- Форма профиля — круглая, упорная, треугольная и пр.;
- Расположение — внешняя, внутренняя;
- Характер поверхности и функции — дюймовая, метрическая, коническая и т.д.;
- Количество заходов — однозаходные и многозаходные.
- Номинальный диаметр. Им называют условные размеры, используемые в обозначениях. Номинальный диаметр равняется наружному диаметру гайки и болта, которые равны между собой.
- Шаг резьбы. Размеры шага резьбы равняется расстоянию между двумя идентичными точками ближайших профилей, которые располагаются в одной плоскости. Определение достаточно сложное, но на практике отыскать эти размеры очень просто. Для определения размеров нужно прокатить болт на листе бумаги высокой плотности у его стержня и измерить, какой шаг имеется между ближайшими расположенными бороздками. Это и есть шаг. Определять подобные размеры таким способом не является высокоточным методом. Но чтобы удостовериться, чтобы размеры рассчитаны верно, есть специальная таблица. Эта таблица позволяет свериться с вашими вычислениями, либо определить требуемые параметры, не прибегая к замерам или математическим расчетам.
- Буква М означает тип нарезки. М — метрическая. Она не дюймовая, трубная. Тут все предельно понятно;
- 40 — это номинальные диаметры. Цифра после буквы означает, какими номинальными диаметрами характеризуется резьба. В нашем случае это 40 мм;
- Если шаг резьбы крупный, это никак не отображается в обозначении. Определить его можно по ГОСТу.
- Тут ситуация диаметрами аналогична — этот показатель составляет 30;
- Нарезка метрическая, о чем нам говорит буква М;
- 2 означает, что шаг составляет 2 миллиметра.
- Резьба может иметь разные шаги и быть левосторонней или правосторонней.
- Правосторонняя резьба в обозначениях не указывается.
- Если вы видите нечто вроде М20 LH, это говорит о левостороннем направлении резьбы.
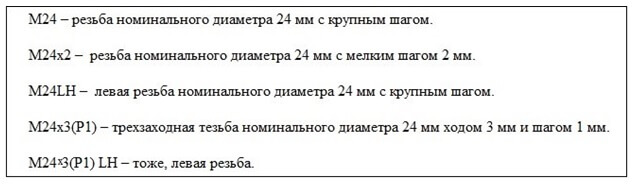
- Количество заходов. Для однозаходной резьбы число не указывается, поскольку оно всегда составляет 1. Если это многозаходная нарезка, тогда обозначение выглядит примерно так — М30х3 (Р2). Здесь в скобках отмечают шаг резьбы, а 2 — это количество заходов.
- Первым делом мастер должен выбрать тип метчика, который подходит для выполнения планируемой резьбы. В нашем случае мы говорим о метчиках для метрической нарезки;
- Далее определяется назначение — шаг, допуски, форма профиля;
- В зависимости от класса точности, мастер решает, можно ли обойтись одним метчиком, либо для выполнения операции нужно обзавестись комплектом — черновым и чистовым метчиком;
- Материал, на котором выполняется нарезка. Основной материал, где выполняется резьба — это металл. При этом он бывает разным по уровню прочности, от чего напрямую зависит выбор характеристик метчика;
- Передний угол заточки зубцов. Для каждого типа металла имеется определенное значение. Если это сталь, угол составляет от 5 до 10 градусов, для меди — от 0 до 5 градусов, а в случае с алюминием — от 25 до 30 градусов;
- Метчики могут быть изготовлены из обычной, высокопрочной стали или из обычного металла, но с напайками повышенной прочности. Последний вариант позволяет удешевить производство метчиков, но сохранить их высокую надежность;
- Основной момент выбора метчика — это диаметр отверстия. Именно по нему будет осуществляться нарезка внутренней резьбы;
- При этом диаметр инструмента обязан быть немного меньше, чем диаметр отверстия. Если вам требуется метрический тип резьбы типа М20, то есть диаметр метчика составляет 20 мм, тогда диаметр отверстия будет 19 мм. Все требуемые параметры определяются по специальной стандартизированной таблице;
- Если резьба не предъявляет специальных требований, шаг применяется стандартный, указанный в таблице.
- Заготовка, на которой выполняется нарезка, фиксируется в тисках.
- Ось отверстия следует расположить максимально перпендикулярно относительно рабочего стола.
- Метчик устанавливается в гнезде воротка, в вертикальном положении заводится в фаску под отверстие в заготовке.
- Двумя руками мастер удерживает вороток, прижимая метчик к детали и совершая вращения по часовой стрелке.
- Вращать инструмент следует аккуратно, плавно и равномерно, немного надавливая.
- Делается два полных оборота, после чего делается пол оборота назад, против движения часовой стрелки.
- В процессе изготовления резьбы инструмент обязательно охлаждается. Если это алюминий, применяют керосин, для меди охладителем выступает скипидар, а для стальных изделий — эмульсия. Чугун и бронза в охлаждении не нуждаются.
- Внутренняя резьба выполняется комплектом метчиков.
- Сначала используется черновой инструмент, затем средний, а завершает работу чистовой. Исключив один из метчиков, вы не ускорите процесс нарезки, а вот сама резьба окажется значительно хуже по качеству.
- наружным и внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
- наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней;
- внутренний диаметр – единица для указания расстояния между противоположными точками впадин на низшей точке резьбовой канавки;
- шаг витков является важной характеристикой нарезки, измеряется между двумя точками соседних канавок или вершин, характеризуется постоянством, так как подобрать ответные болт и гайку при отсутствии условия стабильности очень проблематично;
- высота профиля нарезки высчитывается путем нахождения разницы между двумя диаметрами — наружным и внутренним.
- цилиндрический тип;
- конический вид;
- резьба NPSM.
- гребенков;
- калибров;
- механическими измерителями.
- мелкий;
- особо мелкий;
- крепежный;
- между трубами;
- между мелкими трубами;
- для нарезки ремонтных вставок;
- между витками для вставок.
- Автор: Николай Иванович Матвеев
- В разрезе метрической резьбы виден треугольник с равными сторонами и углами 60 0. Ее основные параметры могут быть мелкими и основными. На трубных изделиях она имеет обозначение М.
- Дюймовая резьба встречается только на металлических деталях. Основное применение – монтаж трубопроводов.
- Направление и расположение.
- Профильные элементы, здесь речь идет о выступах и выемках, которые отлично видны на продольном разрезе.
- Величина, взятая в качестве единицы измерения профильных элементов. Измеряются размеры трубных резьб в мм или дюймах.
- Внутренний поперечник. Эта величина у разных деталей измеряется по-разному: на болтах – по рельефным выемкам, на гайках – по внешнему профилю.
- Шаг резьбы определяет расстояние между двумя соседними витками, расположенными параллельно.
- Накатом в процессе изготовления трубы.
- Нарезка на специальном токарном оборудовании.
- Ручное нарезание метчиком и плашкой.
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
- Изделие с наружным диаметром 33, 249 мм;
- Изделие с наружным диаметром 21,25 мм.
- Заостренные гребни-впадины;
- Закругленные вершины возвышенностей.
- Резьба 14 ниток на 1 дюйм. При этом шаг равняется 1,814 мм. Диаметр может составлять ½ или ¾;
- 11 ниток на 1 дюйм. При этом шаг равняется 2,309 мм. Диаметр может составлять 1, 1 ¼, 1 1/2, 2.
Резьба метрическая: применение, параметры, таблицы, ГОСТ. Трубная резьба и метрическая резьба
Характеристика трубной и дюймовой резьб
Цена:от: до:
Название:
Артикул:
Текст:
Выберите категорию:Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные с коническим хвостовиком»» Фрезы шпоночные с цилиндрическим хвостовиком»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1000»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия OPTI »»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg - трубопроводная резьба»» Rc - трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg - трубопроводная резьба»» R - трубная коническая резьба»» Vg - вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенкеры Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Клейма цифровые и буквенные» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» GRATTEC - инструменты для снятия заусенцев, фасок и шабрения поверхностей.» Различный ручной инструмент Смазочные материалы
Производитель:ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESAB, ШвецияFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLEN, ГерманияMP-S, ГерманияNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияUSH, ГерманияWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:Всенетда
Спецпредложение:Всенетда
Результатов на странице:5203550658095
amstool.ru
Дюймовая трубная резьба. Таблица ГОСТ с размерами и диаметрами.
Дюймовая резьба, ее основные параметры и характеристики

Если прочесть нормативный документ ГОСТ 6357-81, с описанием цилиндрической трубной дюймовой резьбы, то можно найти следующую информацию. Ее главной характеристикой является шаг и диаметр. Под диаметром следует понимать одно из ниже указанных определений:
Высота профиля определяется путем нахождения разницы этих двух диаметров.
Шаг трубного варианта – это расстояние между двумя близлежащими впадинами или двумя соседними гребнями. Он всегда одинаковый, так как расстояние между витками стабильное. Если данное условие не будет
соблюдено, подобрать гайку или болт под такое резьбовое соединение невозможно.
Отличительные особенности между метрической и трубной резьбой
По сути, отличий между дюймовой и метрической резьбой не так уж и много. Если говорить о наиболее заметных, выделяющих дюймовый вариант на фоне метрического, следует сказать о форме профиля резьбового гребня. На вид, он кажется более острым. Так, верхний угол резьбового профиля равен 55 градусам.
Кроме формы, отличительной особенностью метрического трубного варианта от дюймового является расчет размеров диаметра и шага. Таким образом, для метрического расчет происходит в миллиметрах, а для трубного – в дюймах. Однако, единица измерения «дюйм», в данном случае, не соответствует привычному значению 2,54 см. Для трубной резьбы используют особый, трубный дюйм, который равен 3,324 см.
Детальную таблицу, вы сможете найти в указанном выше нормативном документе. В нем размещены как целые, так и дробные значения данных дюймов. Таким образом, например, резьба с обозначением ¾ будет равна приблизительно 25 мм. Более того, сам шаг принято считать не в мм., а в нитках. Нитки – это нарезанные канавки, на дюймовом мерном отрезке.
Чтобы определить шаг, нужно воспользоваться привычными инструментами: гребенком, калибром, механическим измерителем и т.д. Поэтому, промер будет производится исходя из тех же правил как в метрическом, так и трубном варианте.
И так, как же осуществить промер шага:
При использовании резьбомера, процесс проходит намного проще. Нужно всего лишь приложить пластину к резьбе. Если профили совпадают, значит резьба совпадает цифре, указанной на пластине инструмента.
Используя обычный штангенциркуль или микрометр, вам удастся определить только внешний диаметр.

Дюймовая резьба, ручной и механический способ ее нарезки
Трубная и метрическая резьба нарезаются либо на внешней, либо на внутренней поверхности ручным или механическим способом. Рассмотрим каждый из них.
Для ручного способа нарезки вам понадобятся такие инструменты как плашка (для наружной) и метчик (для внутренней).
Чтобы выполнить нарезку резьбы вручную правильно, придерживайтесь следующей инструкции, исходя из вашего типа резьбы:
Чтобы сделать механическую нарезку, выполните следующие действия:
Формирование резьбы с помощью использования резца дает хороший и качественный результат (естественно, если у токаря достаточно квалификации).
Таблица размеров дюймовых резьб по ГОСТ


Размеры представлены на картинках выше.
ogodom.ru
Использование таблицы размеров для перевода метрической резьбы в дюймовую
Резьба является последовательные канавки винтовой нарезки с постоянными показателями шага и сечения, наносимые на коническую или цилиндрическую поверхность. Она служит для устройства соединения труб разного назначения при помощи резьбы.
Основные характеристики дюймовой резьбы
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
Все стандартизированные показатели закреплены в ГОСТ 6357–1981. Основными показателями считаются диаметр и шаг. По понятиям диаметра понимают одно из принятых определений:
<!—cke_bookmark_63E—>
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резьба
Нарезается на поверхности труб для конического соединения труб и для соединения цилиндрической резьбы внутри и конической резьбы снаружи. Использование герметичных прокладок обязательно, роль уплотнения частично играет резьба.
Профиль обозначается как дюймовый тип с конусностью, при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов.
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
Кроме формы профиля, отличием метрической нарезки от трубного дюймового варианта являеются измерительные параметры шага и диаметра. Метрические показатели измеряются в миллиметрах, а дюймовая резьба измеряется в дюймах. Но для выражения метрических показателей в дюймах используют нестандартное значение 2,54 см, а особый трубный дюйм, равный 3,324 см.
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов:
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы, которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Механическая и ручная дюймовая нарезка
Выполнение ручной нарезки
Метрическая или трубная резьба нарезается на внутренней или наружной поверхности. Внутри используется метчик, а снаружи плашка. Для того чтобы нарезка осуществлялась правильно, следуют инструкции по технологии, опираясь на тип профиля, требуемого в конкретном случае.
Трубу зажимают в тисках и вставляют метчик в вороток. Плашка размещается в специальном плашкодержателе. Плашка одевается на трубу сверху, а метчик вставляется в нее. Нарезка производится навинчивающимися или ввинчивающимися движениями, в зависимости от типа расположения витков. Если необходимо, то работу повторяют один или несколько раз.
Способ механической нарезки
Труба так же, как и в первом случае должна быть зажата в тиски, а резьбовой рубец помещается в его суппорт. Фаска делается при включенном станке, при этом скорость суппорта должна быть отрегулирована. Резьбовая подача включается после подведения резца к поверхности детали. Выполнение дюймовых граней механическим методом при помощи резца приводит к качественным результатам, при условии мастерства токаря.
Дополнительная информация
Между американским и английским стандартом существуют различия по набору стандартных шагов при указании количества ниток резьбовой нарезки на один дюйм. Помимо этого, внутри каждого стандартного набора различаются виды резьбовых витков по типу:
Это было бы сложно определить, но эти сведения для удобства сведены в одной таблице.
Применение английских стандартов
Цилиндрическая английская дюймовая нарезка выполняется с крупным шагом, предназначена для общего применения. Ее параметры, шаг, профиль и высота профиля раз и навсегда закреплены для болтов и гаек одного типа и размерности. В таком типе угол профиля между соседними сторонами витков равен 55º. Закругление вершин витков, а также основания впадин составляет 1/6 часть от высоты исходного размера профиля.
Цилиндрическая мелкая английская резьба пользовалась популярностью в середине прошлого века и применялась для нарезки профиля точного и высокопрочного крепления. Впоследствии этот тип переродился в унифицированную нарезку, хотя в некоторых местностях Англии она применяется до нашего времени.
Цилиндрическая несамоуплотняющаяся резьба имеет распространенное применение с прошлых лет и до настоящего времени во всем мире для деталей трубопроводов, сгонов, фитингов, переходников, двойников, муфт, тройников, стальных контргаек, кранов, смесителей, вентилей и др.
Цилиндрическая унифицированная крупная резьба стала международным стандартом после разработки национальным Американским институтом. В частности, неудобные 55º при вершине были заменены на 60º, конструкторы отказались от округлений у верха профиля. Теперь плоскость вершин стала плоской и содержит в своем размере 1/8 от шага граней. Для впадин допускается плоское выполнение или скругленное. Распространена в современном мире и является рекомендуемой для применения.
Цилиндрическая унифицированная мелкая резьба используется для прочных креплений и регулировочных соединений, наряду с другими современными типами является удобной и рекомендуемой к применению в случаях, когда применяется более мелкий шаг резьбы.
Дюймовая унифицированная особо мелкая цилиндрическая резьба используется для выполнения особо прочного крепления, для подгонки точных механизмов.
Существует много других стандартов на дюймовую резьбу, но они специальные и рекомендованы к применению в определенных условиях, для широкого использования они не применяются.
Оцените статью: Поделитесь с друзьями!stanok.guru
Метрическая резьба - размеры, таблицы, параметры
Метрическая резьба является одним из основных типов, используемых в крепежных элементах. Применяется при создании винтовых пар инструментов и приборов. Профиль нарезки – равнобедренный треугольник, имеющий угол вершины 60°. Профиль болтов и гаек совпадает. Метрической она называется потому, что геометрические характеристики измерены в миллиметрах. Создается как на цилиндрических, так и конических деталях.

Особенности
Разделяется на крупный и мелкий шаг:
Области применения и характеристики
В основной мере используется в создании разнообразных крепежей:
При этом крупный шаг используется при воздействии излишних нагрузок, а маленький, соответственно, при наличии малых.
Конические детали с метрической резьбой применяются тогда, когда стыку требуется создание повышенной герметичности. За счет профилей на конической поверхности удается создавать особую плотность без применения дополнительного уплотнителя. За счет этого свойства она активно применяется во время монтажа трубопроводов, создании пробок.
Необходимо обратить внимание на то, что профиль метрического типа будет идентичен как на цилиндрической, так и на конической поверхности.
К числу основных характеристик можно отнести:
Существует еще ряд параметров, которые определяют разделение на типы.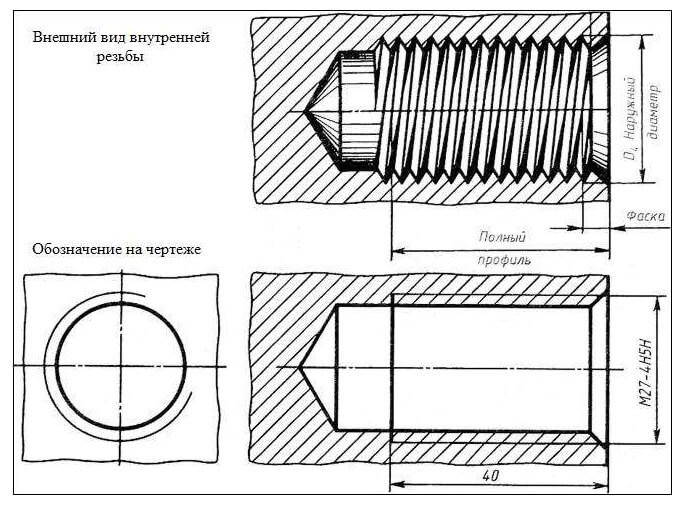
Геометрия
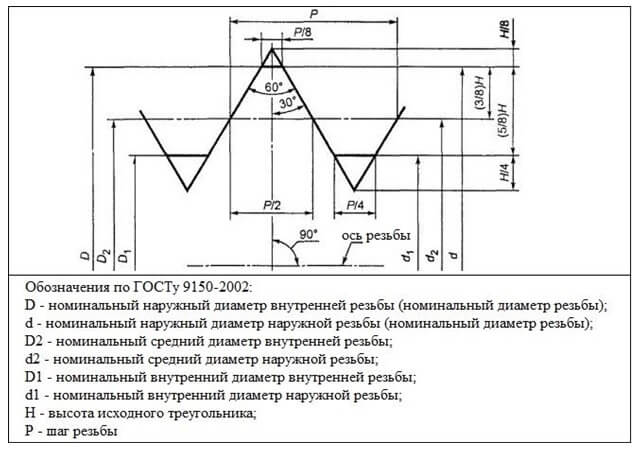
Геометрические характеристики метрической резьбы следующие:
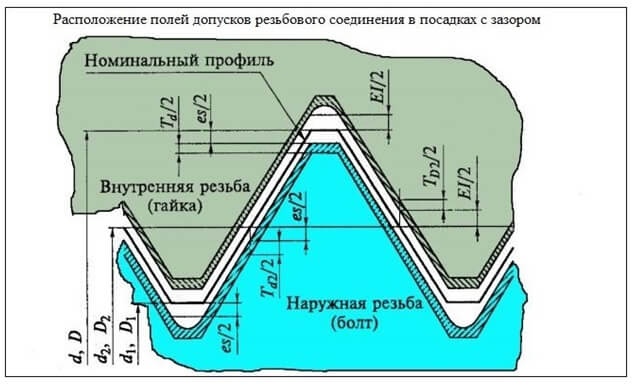
Поля допусков
Бывают одного из 3 типов:
Данный параметр определяется по соответствующим таблицам. Во время выбора необходимо соблюдать следующую последовательность:
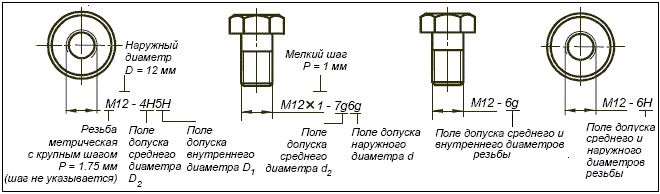
Обозначения
Резьба обладает двумя основными характеристиками
Используются цифробуквенные обозначения, например, стандартные М40. В этом случае:
Для другого примера стоит разобрать еще один вариант, имеющий мелкий шаг – М30х2.
Существуют еще важные особенности, которые имеют данные резьбы. Так как существует лево- и правосторонняя, то эта характеристика может быть в маркировке. Однако, по традиции, правосторонняя в обозначении также не отражается. При наличии левосторонней маркировка будет выглядеть, например, так – М30 LH.
Число заходов. В однозаходном варианте количество также не отражается, так как оно равно 1. При наличии многозаходной нарезки обозначение будет выглядеть так – М20х3 (Р2).
При маркировке еще определяется одна из трех групп по длине свинчивания:
Укороченная или удлиненные нарезки прописываются в обозначении после полей допуска и отграничиваются от них горизонтальной линией.
Помимо этого, определяется посадка. Записывается в форме дроби: числитель – параметр внутренней резьбы, относящийся к полю допуска, знаменатель –допуск для наружной.
Размеры резьбы — таблицы переводов
Приводим таблицу диаметров метрической резьбы, которая поможет отличить и понимать особенности дюймовых и метрических резьб. Все значения с диаметрами и шагом приведены в миллиметрах.

Данные также помогают осуществить перевод, понять разницу и калибры рассматриваемой нарезки.
Особенности нарезки
После того как определен диаметр и прочие параметры необходимой резьбы, следует подбирать метчик и выполнять процесс нарезания. Методика предполагает следующую последовательность нанесения:
Для создания наружной нарезки используется лерка (плашка), работа которой строится аналогичным образом.
Создать метрическую резьбу не составит труда даже неопытному мастеру. Необходимо лишь применять соответствующий инструмент, использовать справочник и учитывать данные таблиц. Изображения и фото же, представленные на сайте, помогут понять, чем отличаются различные размеры и типы.
Действующие стандарты
Наиболее используемым действующим государственным стандартом является ГОСТ 24705-2004 «Резьба метрическая. Основные размеры». Европейские стандарты предполагают действие ISO 724:1993. Этот же документ регламентирует ГОСТ 9150 – 59 и ГОСТ 8724—2002.
Также следует учитывать ГОСТ 11708—82 и ГОСТ 16093—2004.
oxmetall.ru
основные размеры, таблица и диаметр

Размеры и таблица значений метрической резьбы позволяет качественно выполнить нарезку, не прибегая к сложным математическим расчетам. Таблица предоставляет необходимую информацию относительно диаметра отверстий, применяемого шага, сверла и пр. Все параметры стандартизированы, что позволяет получить качественное и надежное резьбовое соединение своими руками.
Содержание статьи
Особенности

Фото таблицы метрической резьбы
Характеристики и обозначения

Фото таблицы основных размеров
Существует метрическая, дюймовая, трубная нарезка. Каждая из них классифицируется по нескольким признакам:
При этом дюймовая и трубная нарезка не так распространена, как метрическая. В связи с этим оставив дюймовые и трубные резьбы, а детальнее рассмотрим метрическую.
Резьба имеет две основные характеристики.
Дюймовая, трубная и наша метрическая нарезка имеют определенные обозначения размеров и других параметров. Чтобы таблица не вызывала много лишних вопросов, постараемся рассказать обо всех нюансах обозначений, представленных в ней.
Для обозначения резьбы используются буквы и цифры. В качестве примера резьба М40. Здесь:
В качестве альтернативы рассмотрим пример с мелким шагом — М30х2.
И еще пара важных моментов.
Выбор метчика
Метчик — это основной рабочий инструмент, с помощью которого выполняется внутренняя нарезка будущих резьбовых соединений. Потому чтобы сделать различные виды резьбы с определенным шагом, потребуется грамотно подобрать метчик для выполнения поставленных задач.
Нюансы нарезки
Когда с диаметрами, прочими параметрами требуемой резьбы определились и подобрали сам метчик, следует выполнить операцию по нарезке.
Выполнить метрическую нарезку не сложно, если использовать соответствующие инструменты и опираться на стандартизированные параметры специализированных таблиц.
tvoistanok.ru
Резьба трубная дюймовая размеры — studvesna73.ru
размеры сечений резьб и их предельные отклонения
Трубная цилиндрическая резьба применяется главным образом для соединений труб, арматуры трубопроводов и фитингов. Эта резьба охватывает диаметры от 1/16 до 6″ при числе ниток на 1″ от 28 до 11.
Номинальный диаметр трубной резьбы условно отнесён к внутреннему диаметру трубы. По соотношению шагов и диаметров трубная резьба представляет собой измельчённую дюймовую резьбу по ОСТ 1260. Поэтому трубная резьба в своё время, до стандартизации мелких метрических резьб, применялась не только для трубных соединений, но и для крепёжных деталей, когда появлялась надобность в выполнении резьбы со сравнительно мелким шагом, при больших диаметрах. Трубная резьба является общеевропейским стандартом для труб и трубных соединений.
РАЗМЕРЫ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ( ГОСТ 6357-81 )
Стандарт распространяется на трубную цилиндрическую резьбу, применяемую в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81.
Допуски (по ГОСТ 6357-81) среднего диаметра резьбы устанавливают двух классов точности — А и В. Допуски среднего диаметра резьбы являются суммарными. Допуски диаметров d1 и D не устанавливаются.
Число шагов z на длине 25,4 мм
Условное обозначение для левой резьбы дополняется буквами LH.
Примеры условного обозначения резьбы класса точности A:
G 1 1/2-Алевой резьбы класса точности В:
Длина свинчивания N в обозначении резьбы не указывается. Длина свинчивания L указывается в миллиметрах.
Посадка обозначается дробью: в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе — обозначение класса точности наружной резьбы.
G 1 1/2-A/A; G 1 1/2 LH-A/B
Соединение внутренней трубной цилиндрической резьбы класса точности А по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом:
P.S. В свое время профиль трубной цилиндрической резьбы (по ОСТ 266) распространялся на диаметры до 18″ при числе ниток на 1″ от 28 до 8.
— отверстия под нарезание резьбы ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов ГОСТ 6211-81 — Резьба трубная коническая ГОСТ 6357-81 — Резьба трубная цилиндрическая ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски ГОСТ 9484-81 — Резьба трапецеидальная. Профили ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры ГОСТ 11708-82 — Резьба. Термины и определения ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры ГОСТ 24739-81 — Резьба трапецеидальная многозаходная ГОСТ 25096-82 — Резьба упорная. Допуски ГОСТ 25229-82 — Резьба метрическая коническая ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Основные характеристики дюймовой резьбы
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
Все стандартизированные показатели закреплены в ГОСТ 6357–1981. Основными показателями считаются диаметр и шаг. По понятиям диаметра понимают одно из принятых определений:
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резьба
Нарезается на поверхности труб для конического соединения труб и для соединения цилиндрической резьбы внутри и конической резьбы снаружи. Использование герметичных прокладок обязательно, роль уплотнения частично играет резьба.
Профиль обозначается как дюймовый тип с конусностью. при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов .
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
Кроме формы профиля, отличием метрической нарезки от трубного дюймового варианта являеются измерительные параметры шага и диаметра. Метрические показатели измеряются в миллиметрах, а дюймовая резьба измеряется в дюймах. Но для выражения метрических показателей в дюймах используют нестандартное значение 2,54 см, а особый трубный дюйм, равный 3,324 см.
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов:
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы. которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Механическая и ручная дюймовая нарезка
Выполнение ручной нарезки
Метрическая или трубная резьба нарезается на внутренней или наружной поверхности. Внутри используется метчик, а снаружи плашка. Для того чтобы нарезка осуществлялась правильно, следуют инструкции по технологии, опираясь на тип профиля, требуемого в конкретном случае.
Трубу зажимают в тисках и вставляют метчик в вороток. Плашка размещается в специальном плашкодержателе. Плашка одевается на трубу сверху, а метчик вставляется в нее. Нарезка производится навинчивающимися или ввинчивающимися движениями, в зависимости от типа расположения витков. Если необходимо, то работу повторяют один или несколько раз.
Способ механической нарезки
Труба так же, как и в первом случае должна быть зажата в тиски, а резьбовой рубец помещается в его суппорт. Фаска делается при включенном станке, при этом скорость суппорта должна быть отрегулирована. Резьбовая подача включается после подведения резца к поверхности детали. Выполнение дюймовых граней механическим методом при помощи резца приводит к качественным результатам, при условии мастерства токаря.
Дополнительная информация
Между американским и английским стандартом существуют различия по набору стандартных шагов при указании количества ниток резьбовой нарезки на один дюйм. Помимо этого, внутри каждого стандартного набора различаются виды резьбовых витков по типу:
Это было бы сложно определить, но эти сведения для удобства сведены в одной таблице.
Применение английских стандартов
Цилиндрическая английская дюймовая нарезка выполняется с крупным шагом, предназначена для общего применения. Ее параметры, шаг, профиль и высота профиля раз и навсегда закреплены для болтов и гаек одного типа и размерности. В таком типе угол профиля между соседними сторонами витков равен 55º. Закругление вершин витков, а также основания впадин составляет 1/6 часть от высоты исходного размера профиля.
Цилиндрическая мелкая английская резьба пользовалась популярностью в середине прошлого века и применялась для нарезки профиля точного и высокопрочного крепления. Впоследствии этот тип переродился в унифицированную нарезку. хотя в некоторых местностях Англии она применяется до нашего времени.
Цилиндрическая несамоуплотняющаяся резьба имеет распространенное применение с прошлых лет и до настоящего времени во всем мире для деталей трубопроводов, сгонов, фитингов, переходников, двойников, муфт, тройников, стальных контргаек, кранов, смесителей, вентилей и др.
Цилиндрическая унифицированная крупная резьба стала международным стандартом после разработки национальным Американским институтом. В частности, неудобные 55º при вершине были заменены на 60º, конструкторы отказались от округлений у верха профиля. Теперь плоскость вершин стала плоской и содержит в своем размере 1/8 от шага граней. Для впадин допускается плоское выполнение или скругленное. Распространена в современном мире и является рекомендуемой для применения.
Цилиндрическая унифицированная мелкая резьба используется для прочных креплений и регулировочных соединений, наряду с другими современными типами является удобной и рекомендуемой к применению в случаях, когда применяется более мелкий шаг резьбы.
Дюймовая унифицированная особо мелкая цилиндрическая резьба используется для выполнения особо прочного крепления, для подгонки точных механизмов.
Существует много других стандартов на дюймовую резьбу, но они специальные и рекомендованы к применению в определенных условиях, для широкого использования они не применяются.
Любой мастер, работающий в области сантехники, должны быть знаком с трубной резьбой и ее разновидностями. Стандартная трубная резьба имеет определенные параметры, собранные в единую таблицу. При осуществлении работ по монтажу сантехнического оборудования важно придерживаться установленных стандартов. Иначе полученное некачественное соединение может привести к неисправностям в трубопроводе.
Разновидности резьбовых насечек
Резьбовыми насечками называют ряды выемок, располагающихся по спирали. Нанесение винтового рельефа может выполняться на элементы в форме цилиндра или конуса. При этом на всем протяжении требуется соблюдение одинакового шага и величины диаметра. Такая резьба используется при создании винтовых соединений. Основная область использования – автомобилестроение и коммуникационные системы.
Винтовой рельеф может быть двух видов:
Трубная насечка считается отдельной разновидностью. Ее делают на элементах, изготовленных из металла и полимерных материалов. Чаще всего трубной насечкой пользуются при сборке систем бытового назначения, таких как водоснабжение и отопление.
Виды трубной резьбы и размеры
Резьба оценивается по нескольким критериям:
При осмотре довольно трудно установить вид и размеры трубной резьбы. Для этой цели используется штангенциркуль. А полученные в результате измерения параметры сравнивают с табличными данными.
Трубной дюймовой и метрической резьбе соответствуют разные размеры. Главным определяющим параметром является поперечное сечение. Причем определяется метрическая резьба по диаметру трубы и шагу. Дюймовая нарезка характеризуется количеством витков, которое приходится на один дюйм или долю дюйма. Однако стоит учитывать, что по сравнению со стандартным дюймом, величина которого 2,54 см, трубный дюйм имеет отличие и равен 3,324 см.
В отличие от метрической трубная дюймовая резьба имеет свою конфигурацию: более острые выемки и закругленные выпуклые части резьбы. Разное определение имеет шаг дюймового и метрического скручивания. В первом случае необходимо пересчитать витки, приходящиеся на один дюйм. Во втором случае берется конкретный отрезок, пересчитываются витки на этом участке, затем длину отрезка делят на число витков. Расчет необходимо проводить с точностью до десятой доли. Иначе насечка получится ненадлежащего качества.
Насечки выполняются тремя способами:
Трубное крепление цилиндрической формы
Высокой прочностью и надежностью характеризуется состыковка методом скручивания, хотя этот вариант достаточно прост в использовании. Единственным недостатком является необходимость использования пакли для большей герметизации. Такая ситуация возникает очень редко, когда требуется максимальная прочность соединения.
С помощью трубной резьбы достигается герметичное скручивание не только труб, но и других тонкостенных конструкций, имеющих цилиндрическую форму. В разрезе винтовая насечка имеет вид равнобедренного треугольника, верхний угол которого равен 55 0. Главный параметр винтовой насечки для цилиндров – условный диаметр. Если при нанесении винтовой насечки во внимание принимается внешний и внутренний диаметр, то условный важен для качественного монтажа сантехники.
Под определением условного диаметра понимается показатель, который определяет пропускную способность трубного изделия. Измеряется данный показатель в дюймах. У каждого условного значения имеется соответствующие параметры внешнего и внутреннего диаметра.
Метод скручивания допускается использовать на трубах, диаметр которых не превышает 6 дюймов. В остальных случаях применяется сварочное оборудование.
Цилиндрический рельеф имеет свое условное обозначение: трубная резьба g 1. Далее следуют обозначения диаметра и класса точности.
Для транспортировки горячей и холодной воды в большинстве случаев используются чугунные трубы с трубной резьбой из стали. Объясняется это качественными характеристиками материала. Чугунные изделия более хрупкие, стальные – более прочные, что способствует повышению качества креплений. Допускается нанесение цилиндрических насечек на трубные изделия, имеющие диаметр от 1/16 до 6 дюймов.
Конические дюймовые насечки
Для элементов, крепление которых должно иметь повышенную прочность, используют коническую дюймовую резьбу. В частности речь идет о трубопроводах, в которых рабочая среда характеризуется повышенным давлением. Помимо этого, монтаж стальных подземных трубопроводов, расположенных на большой глубине, также проводится с использованием конических насечек.
Такие соединения в обязательном порядке должны иметь дополнительную герметизацию. Наружная резьба конического винтового рельефа имеет обозначение R, внутренняя – Rc. Стыковка такого вида наносится на конусный профиль, то есть на элементы, у которых величина диаметра меньше в конце трубы, чем в начале. В процессе скручивания наблюдается деформация витков, в результате этого получается надежное соединение металлических элементов.
С помощью конусной дюймовой резьбы соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.
Круглая метрическая резьба
На стеклянные, керамические и жестяные детали наносят круглую резьбу. Такая скрутка может выдержать большие нагрузки. Скручивание и раскручивание элементов выполняется без особого труда, поэтому такая стыковка может использоваться при многократном разъединении. В основном применяется на вентилях, для смесителей и кранов, а также в цоколе электрической лампочки.
Крепление резьбовое NPSM
NPSM – дюймовая цилиндрическая американская резьба. Продольный разрез показывает треугольник, вершина которого равна 60 0. Является одним из видов цилиндрического крепления, но имеет обширный диапазон, от 1/16 до 24 дюймов. Выполнить такую насечку можно только в заводских условиях.
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.

Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:

Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60° Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.

Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:

Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.

Чертеж. Основные параметры профиля по ГОСТу

Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
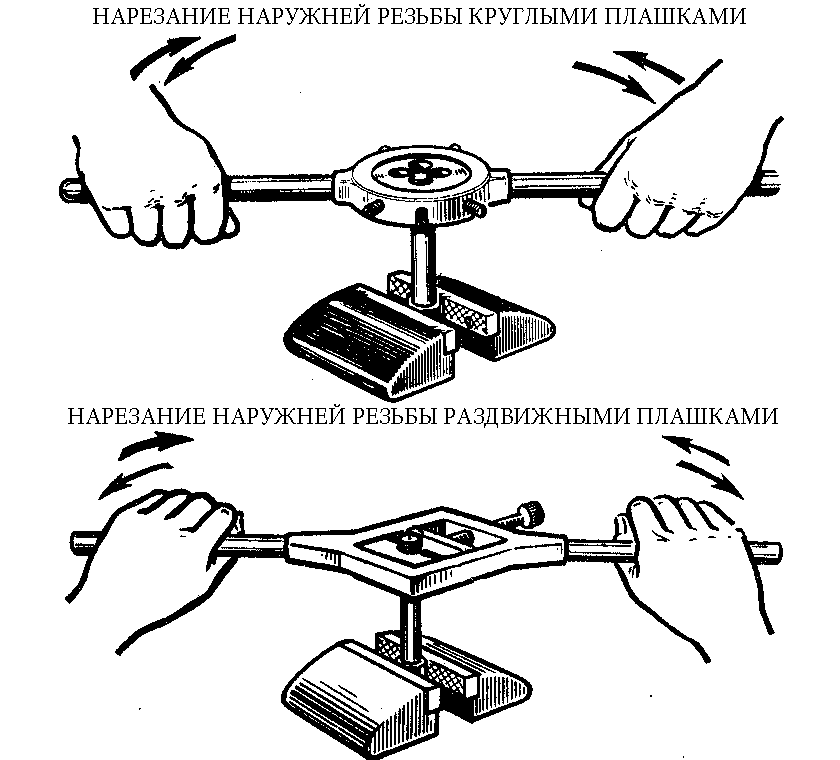
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.

Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.

Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Такие параметры, как качество трубной резьбы, ее соответствие оси трубы играют ключевую роль в установке водопроводных и отопительных систем. В некоторых случаях применяется нарезание плашкой своими руками. Нужно сказать, что данная работа трудна, неэффективна и отбирает много времени. Лучше производить нарезание резцом посредством токарного станка.

Общая информация о резьбе
Трубная резьба – это выступы и впадины с одинаковым сечением, равномерно размещенные на поверхности цилиндрической или конической формы (к примеру, гайки, винты, болты). Располагаются они по винтовой линии с одинаковым шагом.
В быту обычно используются детали с цилиндрической резьбой. Однако есть и иные ее виды. Есть два определяющих параметра метрической резьбы: шаг и диаметр. Дюймовая резьба носит такое название, так как ее определяющими характеристиками является диаметр, выражающийся в дюймах или долях дюйма. Также важным параметром в этом случае считается число витков, расположенных на длине дюйма. Размер в дюймах обозначает просвет в элементе, наружный же диаметр детали имеет большие размеры.

Таблица резьбы трубы по ГОСТу
Важно: Один дюйм равняется 2,54 см. Есть также еще одна единица измерения – трубной дюйм. Равен он 33, 249 мм. Что собой представляет данная дюймовая единица измерения? Вывели ее так: к величине в дюймах добавили величину, характеризующую толщину обеих стенок трубы.
Существует два вида труб, параметром для классификации которых служит трубной дюйм:
Дюймовая резьба – это совокупность параметров, необходимых для соединения труб, фитингов и иных деталей. От метрической, помимо всего прочего, она отличается такими особенностями, как:

В бытовых условиях чаще всего можно встретить трубы со следующими параметрами и размерами, определяемыми ГОСТ:
Дюймовая резьба выполняется только на трубопроводах, размеры которых не превышают 6″. Если параметры трубы больше, монтируется в систему она посредством сварочных работ. Ее обозначения по ГОСТ: G (значение прохода элементов, обозначенное в дюймах), А, В (степень точности диаметров).

Для выбора труб с дюймовой нарезкой требуется знание множества параметров. Для этой цели существует ряд таблиц, в которых указаны все важные значения. Существуют таблицы, из которых можно узнать шаги и их соотношение с нитками на один дюйм. Так вы сможете быстро и просто ознакомиться со всей необходимой информацией. Все нужные таблицы вы найдете на нашем сайте. Они помогут в работе с трубами не только любителям, но и профессионалам.

studvesna73.ru
Формы и типы резьб. Метрическая, дюймовая, трубная цилиндрическая, трапецеидальная, упорная резьба
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
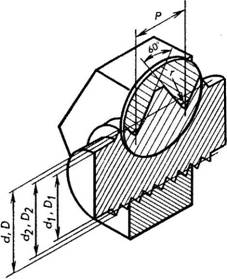
Рис. 120
Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом — в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Дюймовая резьба (рис. 121). Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
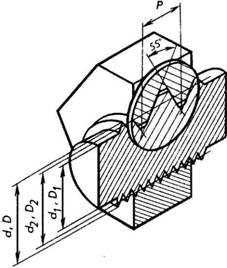
Рис. 121
Трубная цилиндрическая резьба ГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и треугольным профилем с углом 55°. Трубную цилиндрическую резьбы нарезают на трубах до 6". Трубы свыше 6" сваривают. Профиль трубной цилиндрической резьбы приведен на рис. 122.
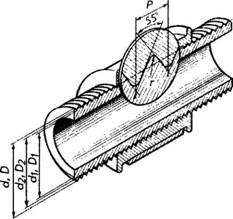
Рис. 122
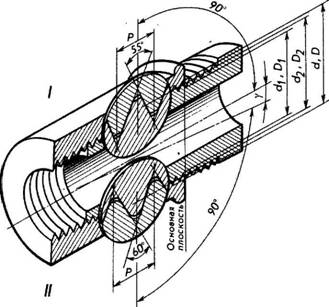
Рис. 123
Трубные конические резьбы применяются двух типоразмеров. Трубная коническая резьба ГОСТ 6211-81, соответствует закругленному профилю трубной цилиндрической резьбы с углом 55° (рис. 123,1).
Коническая дюймовая резьба ГОСТ 6111-52 имеет угол профиля 60°(рис7 123, II). Конические резьбы применяются почти исключительно в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.).
Теоретический профиль конической резьбы приведен на рис. 124. Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса угла профиля перпендикулярна оси резьбы.
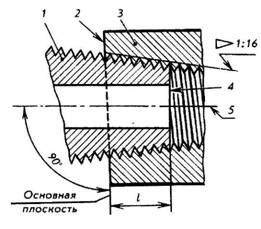
Рис. 124
Диаметральные резьбы конических резьб устанавливаются в основной плоскости (2 — торец муфты), которая перпендикулярна к оси и отстоит от торца трубы 1 на расстоянии I, регламентированном стандартами на конические резьбы (3 — муфта; 4 — торец трубы; 5 — ось трубы).
В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы. Это позволяет конические резьбы свинчивать с цилиндрическими, так как шаг и профили данных резьб для определенных диаметров совпадают.
Коническим резьбам присущи аналогичные цилиндрическим резьбам определения и понятия, такие, как наружный, средний и внутренний диаметры резьбы. Шаг резьбы Рh измеряется вдоль оси.
При свинчивании трубы и муфты с номинальными размерами резьбы без приложения усилия длина свинчивания равна l.
Обозначение трубной резьбы обладает особенностью, которая заключается в том, что размер резьбы задается не по тому диаметру, на котором нарезается резьба, а по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы,
Трапецеидальная резьба ГОСТ 9484-81 (рис. 125). Профиль резьбы — равнобочная трапеция с углом а равным 30°. Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
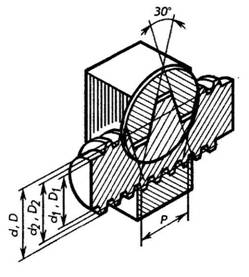
Рис. 125
Упорная резьба ГОСТ 10177-82 (рис. 126). Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).
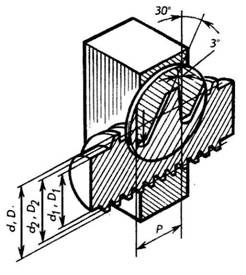
Рис. 126
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная р е з ь б ы (рис. 127) имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.
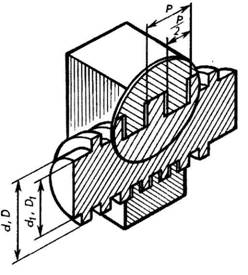
Рис. 127
Примечание. В ответственных соединениях эти резьбы заменены трапецеидальной.
cherch.ru

.jpg)