Трубогиб для профильной трубы своими руками видео размеры: Трубогиб для профильной трубы своими руками: чертежи с фото и видео-инструкциями
Содержание
Трубогиб для профильной трубы своими руками
Содержание
- Как сделать самодельный трубогиб для профильной трубы
- Настоящий трубогиб для профильной трубы своими руками
- Собираем станину и приводной механизм трубогиба
- Роликово-рычажный вариант трубогиба
- Наиболее удачные конструкции трубогибов
- Заключение
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме.
 Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб; - На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера.
 Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла; - Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
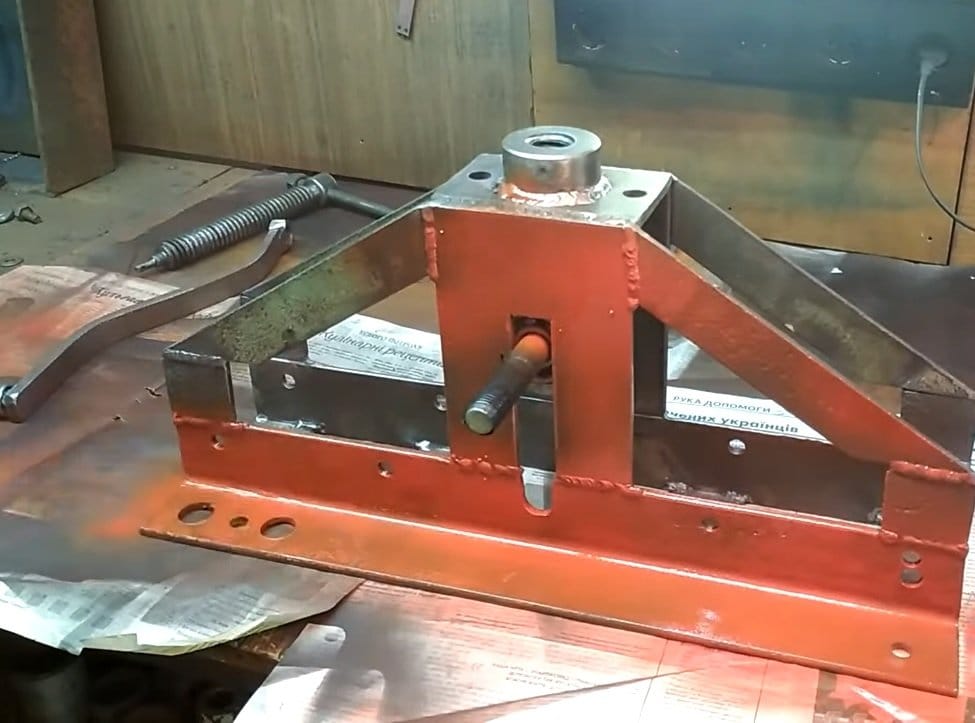
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Как правильно выбрать дрель для дома
Как выбрать электролобзик
Какой перфоратор выбрать для дома
Выбираем электрические ножницы правильно
Трубогиб своими руками, схемы, чертежи для трубогиба профильной трубы
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
теплица из гнутых труб
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой. ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики.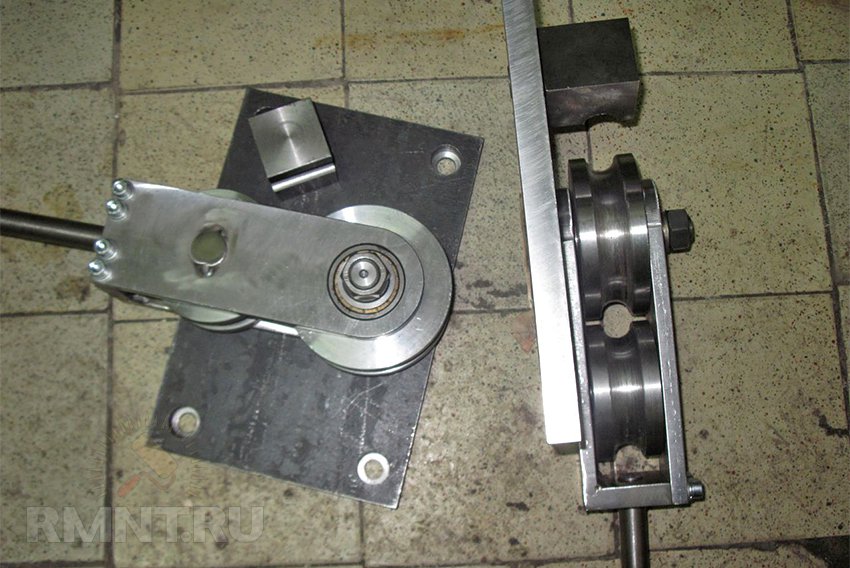 На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».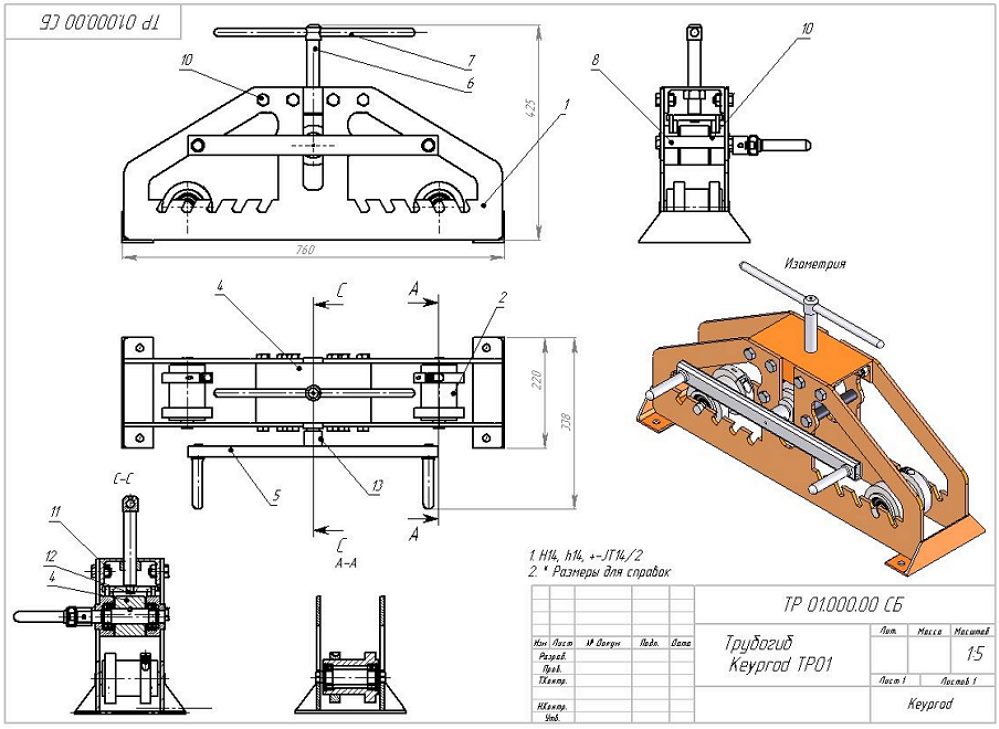
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему: как я сделал трубогиб собственными руками
Простой трубогиб подробно с размерами и по шагамустройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Содержание
- Устройство станков для сгибания труб
- Принцип работы
- Как сделать самодельное устройство
- Как рассчитать конструкцию
- Руководство по изготовлению
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.

Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.

Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.

- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.

- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины.
 По чертежу нарезают металл и сваривают его или собирают на болтах.
По чертежу нарезают металл и сваривают его или собирают на болтах. - Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Как сделать трубогиб для профильной трубы своими руками, видео, фото, чертежи
Нередко случается, что для выполнения некоторых работ в доме или на приусадебном участке может понадобиться согнуть профильную трубу. Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Содержание
- Назначение
- Конструкция
- Изготовление трубогиба своими руками: 3 популярных способа
- Самодельный трубогиб: видео
- Трубогиб своими руками: фото
Назначение
Трубогиб имеет очень широкий спектр применения. Кованые конструкции, ограждения, решетки, мебель на приусадебном участке – все можно без труда сделать при помощи этого несложного устройства. Он не сплющивает и не заламывает материал. А для монтажных работ, связанных с водоснабжением, отоплением или газификацией, трубогиб – настоящая находка. Он бывает с электроприводом и ручного типа. Стоит отметить, что последнего варианта вполне достаточно для выполнения задач бытового назначения.
Конструкция
В настоящее время не составляет особого труда приобрести трубогиб в специализированных строительных магазинах. Производители позаботились об этом. Существует несколько разновидностей трубогибов в зависимости от их назначения.
Трубогиб ручной гидравлический
Если вы планируете работать с профилями небольшого диаметра, то лучше выбрать устройство с ручным приводом. Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные.
Если в процессе работы вам потребуется точно вымерить угол и радиус будущей заготовки, то стоит обратить внимание на электромеханическое устройство. Его преимущество состоит в том, что заготовка в процессе обработки не ощущает внутреннюю деформацию.
Что касается разновидностей этого приспособления, то их классифицируют следующим образом:
- Арбалетные.
- Сегментные.
- Пружинные.
Пружинное устройство ручного типа обычно используют для работы с полимерными трубами. Изгиб осуществляется посредством сдавливания пружин. В сегментных приспособлениях – путем растягивания трубы.
Электромеханический трубогиб профильной трубы
Изготовление трубогиба своими руками: 3 популярных способа
Трубогиб – полезный и нужный в хозяйстве инструмент. Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Проще всего, конечно, будет приобрести его в магазине, но стоимость его нельзя назвать дешевой. Поэтому самым простым и экономичным вариантом станет изготовление устройства своими руками. Можно выделить три основных способа изготовления трубогиба в домашних условиях.
Вариант №1. Простой способ. Вам потребуется изготовить полукруг из небольшого куска дерева.
- Из несколько прочных досок выпилить полусферу по необходимому шаблону.
Совет. Предпочтительнее выпиливать доски с уклоном к основанию.
- Получившиеся заготовки зафиксировать на устойчивой основе. Для этого вполне подойдет стена либо стол. Важно, чтобы доски были шире параметров трубы. Это делают для того, чтобы она не выскочила из шаблона.
- На другом конце полукруга крепится упор. Труба должна полностью входить по габаритам между шаблоном и деревянным упором.
Конструкция трубогиба
Трубогиб готов к работе. Но как им пользоваться?
- Разместите трубу в центре между упорным брусом и шаблоном.
- Давите на противоположный край пока не получите желаемого угла изгиба конструкции.
Внимание! Этот вариант прекрасно подойдет для работы с такими металлами, как алюминий и сталь. Если вы работаете с трубами различного диаметра, то есть смысл изготовить несколько шаблонов.
Вариант №2. Несложный и экономичный способ.
- Приобретите в магазине обычные крючки из металла. Важно, чтобы они отличались большой прочностью.
- Зафиксируйте их на крепкой основе таким образом, чтобы расстояние между ними не превышало 50 мм.
- Должен получиться полукруг.
Из чего состоит трубогиб
Принцип работы этого трубогиба схож с вышеуказанным вариантом. На конце полукруга нужно закрепить упор. Это устройство универсально, т. к. позволяет выполнять работы с материалами различных диаметров.
Вариант №3. Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Принцип его работы состоит в том, что цилиндр и ролики выполняют загиб материала. Цилиндр должен постоянно свободно двигаться. Именно благодаря ему возможно изменить угол требуемого изгиба. Чтобы сделать такой трубогиб самостоятельно вам понадобится:
- Пластины из стали толщиной от 0,5 до 1 см и длиной около 0,3 м — 2 шт.
- Уголки из стали 50 х 50 мм – 4 шт.
Также вам потребуется деревянный шаблон. Используйте доски толщиной не более 30 мм. Изготовление деревянного шаблона аналогично предыдущим вариантам.
Профильная труба в трубогибе
- На основании зафиксируйте уголки, длина которых до 0,3 м.
- Сверху приварите оставшуюся пластину из стали.
- Просверлите в ней отверстие с диаметром немного больше, чем у винта, который будет устанавливаться в него.
Внимание! Предназначение винта – опора заготовки, которая будет обрабатываться.
- К той пластине, которая находится сверху, прикрепите уголки, направленные внутрь конструкции.
- Трубогиб готов. Вы сможете изменить угол изгиба практически любой профильной трубы.
Благодаря этим трем несложным вариантам изготовления трубогибов, можно значительно сэкономить деньги и время на проведении монтажных работ. Материалы и инструменты, которые понадобятся в процессе изготовления, есть у любого хозяина. Какой именно трубогиб сделать своими руками зависит от ваших возможностей и потребностей.
Самодельный трубогиб: видео
Трубогиб своими руками: фото
59 фото блестящих идей по созданию механизма
Школа рукоделия Хоббитания 🎨 | Политика сайта | Контакты
Автор: Школа рукоделия Хоббитания
Каждому хозяину большого садового участка или маленькой дачи, хотя бы раз в жизни (как минимум) может потребоваться трубогиб — устройство для сгибания профильной трубы.
К примеру это может быть, заготовка для тепличного каркаса или навеса, беседки, либо любых других металлических конструкций.
На базах по продаже металла, и на другом производстве обычно применяют устройства заводского изготовления, но это удовольствие далеко не из дешевых. Чтобы сэкономить свой бюджет на более приятные траты, выгоднее заняться изготовления устройства в ручную, своими силами.
Для данной конструкции, как говорится, «много ума не надо», и дефицита в деталях тоже не будет, чертежи трубогиба реально создать самому.
Содержимое обзора:
Варианты трубогиба
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить на другой.
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.
Арбалетные устройства очень компактны, и ценятся в сфере монтажа и инженерных коммуникаций.
В чем заключается работа трубогиба
Принцип работы совсем несложный, он заключается в нагреве трубы, труба греется до красна и становится очень пластичной, податливой к изменениям. Каждый вид трубогиба имеет свой спектр возможностей.
Главные функции — это качество изгиба и возможность гнуть трубы разного размера и диаметра.
С помощью дополнительных прокатных устройств достигается изгиб большего диаметра. Устройство функционирует с помощью валов, в комплекте их три.
Направляющие и нажимные. Труба проходит сквозь подвижных элементов, степень изгиба задается усилием прижимного ролика. Если радиус кривизны готового изделия получился мал, процедуру следует повторить.
Изгиб трубы по шаблону
В большинстве случаев простейшим вариантом, подходящим для абсолютно всех мастеров, даже начинающих, является шаблон из дерева. Доски выбирают по толщине сгибаемых труб, обязательно оставляйте запас доски в пару сантиметров.
Чтобы во время работы профиль не съезжал с шаблона, на торцах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности, рядом проводится монтаж упора для трубы.
Профиль вставляется в промежуток между шаблоном и упором, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. Лебедка либо рычаг сделает работу легче.
Огромный плюс такого процесса, экономия средств и простота исполнения.
Любое устройство имеет недостатки, и этот метод не исключение. Изгиб получается не точным, плохого качества, а так же шаблон будет одноразовым (применяться только на один диаметр трубы).
Трубогиб-улитка
В штамповке одинаковых заготовок с большим тиражом, маленького радиуса кривизны, незаменимым станет трубогиб-улитка.
Его достоинство в малогабаритных размерах и простоте управления. Недостатком станет ограничение радиуса закругления, только не больших размеров.
Прокатные трубогибы
Нишу универсальности и практичности заняли приспособления выполненные в ручную — прокатные трубогибы (гибочные станки), на таких станках можно сделать любой угол изгиба.
Конфигурация особо не отличается от других моделей, в них так же есть основание и валы. Подвижный ролик жмет трубу, а протягивает её вращение ведущих валов.
Нажатие можно увеличить с помощью лебедки, рычагов либо электропривода. Однако для производства дома такая конструкция достаточно сложная в исполнении.
Для воспроизведения такого агрегата потребуется много токарных и сварочных работ. Если вы все же решитесь на изготовление такой модели, она прослужит вам долго и порадует функционалом.
Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуальный. Для облегчения задачи вы можете найти фото трубогиба в интернете, чтобы примерно понимать как он должен выглядеть.
Так же имеется множества чертежей трубогиба, которые легки в применении. Просмотрев всю информацию и оценив свои силы и наличие нужных комплектующих, спокойно приступайте к работе.
Фото трубогиба своими руками
youtube.com/embed/3OzJyMU0qXw» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Scroll Up
Adblock
detector
самодельный ручной станок по чертежам
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
Трубогиб
Сложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогиба
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиля
*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
- Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
- С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Чертеж трубогиба с домкратом
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубы
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Лучший трубогиб (обзор и руководство по покупке) в 2022 году
Наша методология
Возможно, я сижу по разные стороны экрана, но мы не такие уж разные. На протяжении многих лет я развлекался с нашей справедливой долей проектов и попутно держал в руках трубогибы. Помимо применения того, что я уже знаю, я придерживался типичной рутинной коммерции, которой обязаны заниматься авторы. Мы потратили время на то, чтобы подумать о различных ситуациях, когда требуются трубогибы, о возможных вариантах инструментов и о том, что доступно на рынке. Оттуда я просто понял, какие из них действительно полезны, а какие разваливаются перед лицом тяжелой работы. Конечным результатом стал список трубогибов, который, как мне кажется, подойдет среднему владельцу домашнего магазина.
Зачем доверять нам
Наши обзоры основаны на сочетании практического тестирования, отзывов экспертов, оценок реальных покупателей и нашего собственного опыта. Мы всегда стремимся предлагать подлинные и точные руководства, которые помогут вам найти лучший выбор.
Узнать больше
Лучшие трубогибы Обзоры и рекомендации
Возможно, это не первый трубогиб, который приходит на ум для автомобильных работ, но Hilmor — это то, что в целом ищет большинство людей в этом отделе. Это пресс с храповым механизмом, который снимает с пользователя большую нагрузку при создании изгибов. Стандартно он поставляется с семью матрицами, что позволяет пользователю сгибать трубки до 9Углы 0 градусов в диаметрах от 1/4 дюйма до 7/8 дюйма. Очевидно, что это делает его более чем способным выполнять различные работы по дому, на работе и даже в гараже. Все также аккуратно хранится в прилагаемом кейсе для хранения, так что вам не придется беспокоиться о том, что набор займет весь ящик ящика для инструментов.
Цена является первым очевидным недостатком, так как она не совсем соответствует цене большинства инструментов для самостоятельной работы. Однако вы можете ожидать, что заплатите больше за инструменты, которые могут делать больше. Тем не менее, я должен подчеркнуть, что это может быть не идеально для всех автомобильных работ, что связано с общим размером.
Product Specs
- Manufacturer: Hilmor
- Part Number: 1839032
- Tube Size Range: 1/4-inch to 7/8-inch
Pros
- Covers a wide range размеров
- Храповой механизм облегчает сгибание
- Может использоваться для различных видов работ
- Кейс для хранения в комплекте
Минусы
- Относительно высокая цена
- Не идеально подходит для автомобильных работ, но может использоваться это
Тройной трубогиб Imperial Tool является очевидным претендентом на звание лучшего в целом. Это потому, что это действительно трубогиб, который большинству читателей понадобится для работы со своими автомобилями, поскольку он прост в использовании по сравнению с другими типами, и он построен намного лучше, чем большинство конкурентов. Но поскольку он стоит по цене, которую большинство из нас может оправдать, он получает титул «Лучшее соотношение цены и качества». Его рычажное действие позволяет быстро изгибать на 180 градусов трубки диаметром 3/16, 1/4, 3/8 и 1/2 дюйма, а очень удобные ручки не дают вам бороться с болью. попасть туда.
Несмотря на то, что это, казалось бы, хорошо сконструированное устройство, некоторые рецензенты сообщают о проблемах, связанных с тем, что оно не подходит для 1/2-дюймовых трубок должным образом. Тем не менее, похоже, есть некоторые проблемы с контролем качества, и стоит проверить эту модель расческой с частыми зубьями, прежде чем запускать ее в работу.
Характеристики продукта
- Производитель: Imperial Tool
- Номер детали: 370FH
- Диапазон размеров труб: от 3/8 дюйма до 902 дюйма
Pros
- Доступная ценовая точка
- Приличное качество
- Легко в использовании
- Приличный диапазон труб
Cons
- может иметь проблемы с 1/2-дюймовым ванном
- 1120.
Вот еще один достойный претендент на звание лучшего комбинезона CPS Blackmax. Опять же, эта модель нацелена на общее изгибание труб, а не на то, что вам нужно, чтобы согнуть некоторые тормозные магистрали, но это еще один надежный универсальный исполнитель. Он готов к работе с семью различными размерами трубок от 1/4 до 7/8 дюймов и оснащен цветными матрицами, чтобы сделать выбор максимально простым. В этом трубогибе также используется механизм храпового типа, который максимально снижает нагрузку на локоть. Конечно, хорошо организованный кейс для хранения/переноски — приятный штрих, за который стоит снять шляпу.
Как и в случае с лучшим комбинезоном, его можно использовать для автомобильных работ, но это не лучший выбор. Стоит также отметить, что цена выше, чем у сопоставимых моделей, но общее качество ясно дает понять, что он предназначен для профессионального использования.
Характеристики продукта
- Производитель: CPS
- Номер детали: BTB300
- Диапазон размеров труб: от 1/4 дюйма до 7/8 дюйма 3 9003 900
9
- Высококачественная конструкция
- покрывает приличный диапазон размеров
- можно использовать для различных типов работы
- Цветовой кодирование для простого выбора
- Корпус с высокой ценой
CONS
- RELAVOLY POONT
- 111111124
- 11111111119
- 1111111119
CONS
CONS
.
Возможно, это не лучший выбор для автомобильных работ
Что делать, если вы не сгибаете круглые трубы? KAKA Industries TR-40 — это все, что нужно, поскольку этот вальцегибочный станок готов придать хороший широкий радиус квадратным стальным трубам диаметром до 1 1/2 дюйма и 14-го калибра всего за несколько проходов. Это не шутка, и она создана для серьезного использования. Вы обязательно проработаете его годами, прежде чем он начнет показывать свой возраст. Он также чрезвычайно прост в использовании, так как все полностью настраивается в соответствии со средой, а это означает, что нет необходимости заменять компоненты перед каждым проектом.
Конечно, что-то подобное доступно только серьезному фабриканту, и цена для этого немалая. Хотя эти потенциальные проблемы легко обойти, использование кривошипа вместо большого колеса может оказаться неблагоприятным для некоторых строителей.
Спецификации продуктов
- Производитель: Kaka Industries
- Номер деталей: TR-40
- Размер трубки: до 1 1/2-дюймовый квадратный0021 Изгиб квадратная трубка
- Легко настроить и использовать
- качество профессионального класса
Cons
- Ограниченное использование
- Относительно высокая цена
- Крап вместо колеса не может быть благоприятным
9004
- . это просто, так как этот гидравлический пресс готов изгибать под углом 90 градусов круглые трубы диаметром от 1/2 дюйма до 2 дюймов. Вся система работает почти так же, как пресс для подшипников, а это означает, что нет необходимости изучать какую-то инопланетную процедуру. О, и он охватывает шесть разных размеров благодаря сменным штампам. Если вы не знакомы с Big Red, это бренд, который, как известно, поставляет достойные инструменты по разумным ценам среднему владельцу домашнего гаража. Тем не менее, вам не нужно беспокоиться о 12-тонном домкрате, лежащем в основе дела, который скоро уйдет.
Основной задачей этой системы является контроль качества. Хотя этого и следовало ожидать, когда вы покупаете подобную машину по такой низкой цене, об этом следует помнить при настройке. Кроме того, отсутствие возможности постоянного крепления его к любой плоской поверхности может стать проблемой для тех, кто намеревается использовать его широко.
Характеристики продукта
- Производитель: Big Red
- Номер детали: T31202
- Диапазон размеров труб: 1/2-Inch to 2-Inch
Pros
- Relatively affordable
- Quality is good for home use
- Easy to use
- Covers a decent mix of sizes
Cons
- Quality control issues распространены
- Отсутствие монтажных приспособлений может быть проблемой
Трубогиб Performance Tool, вероятно, все, что вам нужно для быстрой работы.
Если вы просто сгибаете несколько линий для быстрого ремонта, вам может быть трудно оправдать трату 50-100 долларов на гибку. Этот удобный маленький гибочный станок готов к формовке тормозных и топливных магистралей диаметром до 5/16 дюймов. Он прост в использовании, удобен в переноске, очень доступен по цене и готов к работе с медью, латунью, алюминием, тонкостенной сталью и даже сварочной проволокой. За деньги его трудно превзойти, и это делает его серьезным претендентом на звание «Лучшее соотношение цены и качества».Почему это не выбор для титула? Он не совсем рафинирован. Это настолько грубо, насколько это возможно, и вы, вероятно, не получите никаких точных изгибов. Кроме того, он имеет только одну форму, а это означает, что вы, вероятно, пройдете через несколько проб и ошибок, изучая, как использовать его в разных размерах.
Характеристики продукта
- Производитель: Performance Tool
- Номер детали: W704C
- Диапазон размеров труб: До 5/16 дюйма
Pros
- Compact
- Очень доступный
- Совместимый с большинством топливных и тормозных линий
CONS
- Относительно грубая функция
- Особенности One Form
.
это достойно носить корону Best Value. Этот трубогиб является идеальным дополнением к любому домашнему гаражу, где тормозные и топливные магистрали регулярно изгибаются, чтобы избежать затрат на непосредственную замену деталей, или где единственным способом является изготовление на заказ. Он может сгибать 1/4-дюймовые, 5/16-дюймовые и 3/8-дюймовые трубы на угол до 180 градусов, а градусник обеспечивает простоту гибки, а рычаг облегчает работу со всем, с чем вы работаете. Конечно, цена тоже не может не радовать.Это немного не соответствует моему выбору в номинации «Лучшее соотношение цены и качества», потому что охватывает только три размера. Выбор может быть идеальным для большинства задач, связанных с автомобилем, но он существенно ограничивает инструмент этой настройкой. Кроме того, стоит с подозрением относиться к тому факту, что он склонен к заеданию, а затем к растрескиванию во время работы.
Характеристики продукта
- Производитель: Ares
- Номер детали: 70240
- Диапазон размеров труб: от 1/4 до 3/84 дюйма 0033
Pros
- Легкий в использовании
- Доступная ценовая точка
- может поставить до 180-градусных изгибов в трубке малого диаметра
Cons
- Относительно ограниченный диапазон
- ПРЕДУПРЕЖДЕНИЕ с привязкой во время привязки во время привязки во время привязки
- ПРОТИВ Промышленный трубогиб Industries — хороший пример того, что вам понадобится для изготовления каркасов безопасности, бамперов или чего-то еще, что должно выдержать серьезный удар. Он создан для работы с трубками от 3/4 до 1-3/4 дюйма и может производить до 9Изгиб под углом 0 градусов с пятью различными сменными штампами. Он также работает с использованием гидравлической энергии, поэтому он чрезвычайно прост в использовании. Эта модель может быть постоянно закреплена на плоских поверхностях, и вы захотите сделать это для той работы, для которой она подходит. Однако, несмотря на то, что вы можете предположить, он не займет слишком много места на полу.
Цена шокирующе высока для непосвященных, но все же это самая низкая цена для чего-то в своем классе. Доказательства этого можно увидеть в вопросах контроля качества. В то время как большинство считает, что он работает так хорошо, как должен, есть проблемы, связанные с треснутыми кристаллами, которые могут вдохновить некоторых потратить еще больше на еще более мощное устройство.
Спецификации продукта
- Производитель: Kaka Industries
- Номер деталей: HB-8
- Размер трубки: 3/4-дюймовый до 1/4-дюймовый Прост в установке и эксплуатации
- Изгибает широкий диапазон толстых труб
- Может быть установлен на постоянной основе
Минусы
- Высокая цена
- Проблемы с контролем качества довольно распространены
0003
На что обратить внимание при покупке трубогибочного станка
Итак, давайте перейдем к мельчайшим деталям. Научившись сгибать трубы, вы будете очень гордиться этим навыком, который вы будете использовать во многих автомобильных проектах. Однако наличие правильного инструмента для работы изменит мир. Несмотря на то, что у каждого проекта есть свой набор требований, это руководство по покупке поможет вам определиться с выбором подходящего трубогиба для вашей области применения.
Типы трубогибов
Прессогибочный станок
Реальность такова, что большинство из нас прекрасно справится с каким-либо типом трубогибочного пресса, и из-за этого они доминируют в нашем списке. Процесс настолько прост, насколько это возможно, секция трубки надевается на матрицу соответствующего размера до тех пор, пока не будет достигнут желаемый угол. Это простые и экономичные устройства, которые отлично подходят для создания изгибов в широком диапазоне размеров труб.
Прессогибочные станки бывают разных форм и размеров и могут быть предназначены для чего угодно, от топливных и тормозных магистралей до труб каркаса безопасности. Вам просто нужно убедиться, что он может работать с трубами того размера, с которым вы работаете, и может создавать углы, требуемые проектом.
Роликовый гибочный станок
Роликовый гибочный станок не так распространен, как прессование или гибка с помощью ротационного вытягивания, но это гораздо более вероятный вариант для использования в домашнем гараже, чем гибочный станок с ротационным вытягиванием.
В отличие от пресс-гибочного станка, здесь не используется ни одна матрица, и трубка не остается неподвижной. Вместо этого он протягивается через серию штампов, пока не будет создан желаемый угол. Кроме того, в отличие от прессогибочных станков, они лучше подходят для длинных широких гибов, а не для острых коротких углов. Стоит отметить, что вальцегибочные станки могут создавать витки, но длинные развертки, как правило, более полезны для проектов по изготовлению своими руками, таких как изготовление собственного бампера.Роторно-гибочный станок
В этом списке нет ротационно-гибочного станка, и в обычном домашнем гараже он не используется. Это большие промышленные машины, которые используются для самых разных целей. Тем не менее, вы, вероятно, немного знакомы с ними благодаря выхлопным системам.
Ротационно-гибочные станки вытягивают трубы по форме, постепенно создавая необходимый угол, и особенно полезны для более широких участков трубы.
Иногда эти трубогибы сочетаются с оправкой, которая представляет собой компонент, вставленный в трубу, чтобы обеспечить структурную поддержку во время изгибов, чтобы избежать деформации.
Опять же, вам, скорее всего, не понадобится ротационный гибочный станок в вашем домашнем магазине, но мы не слишком уверены, чем именно вы занимаетесь.Основные характеристики трубогиба
Совместимые размеры труб
Если трубогиб не подходит для труб нужного вам размера, значит, он не представляет особой ценности для вас, не так ли? Поэтому первое, что нужно сделать, это выбрать трубогиб, который может работать с соответствующим диаметром.
Хорошей новостью является то, что большинство трубогибов могут работать с большим диапазоном диаметров труб. Во многих случаях у вас будет набор сменных штампов для работы. Есть много ручных трубогибов, которые имеют одну матрицу с несколькими канавками для труб разного диаметра. Однако лучше всего работать со сменными штампами.
Диапазон изгиба
Что может быть не менее важным, чем возможность сгибать трубы нужного размера? Делаем правильный изгиб! По крайней мере, ваш трубогиб может произвести изгиб на 90 градусов.
При формировании тормозных магистралей это то, что поможет вам подняться, преодолеть и преодолеть большинство препятствий. Однако бывают ситуации, когда полный разворот на 180° лучше в одном изгибе, чем в двух прямых углах. Откровенно говоря, типы углов, которые может создать гибщик, будут определять, для какой работы он подходит, но это не значит, что один лучше другого. Это означает, что вы, вероятно, можете рассчитывать инвестировать в два трубогиба, если ваша карьера сантехника выходит за рамки случайной работы здесь и там.Элементы управления прессом
Элементы управления прессом относятся к тому, как инструмент создает изгибы или как вы физически используете инструмент. Очевидно, вы хотите выбрать модель, которую удобно использовать, потому что она повлияет на ваши результаты. Поскольку большинство из нас ищет ручные трубогибы, вы захотите найти модели, в которых используется рычаг для прижатия трубы к матрице для создания изгибов, а не фиксированный упор для труб, в котором можно ездить, когда вы манипулируете всем механизмом, чтобы согнуть трубку.
Кстати, не все одинаковые. Вы хотите потратить время, чтобы убедиться, что механизм изготовлен с таким уровнем точности, который не будет отклонять или вызывать деформацию трубки, когда вы ее сгибаете.
Преимущества трубогиба
Работайте умнее, а не тяжелее
Гибка труб без трубогиба возможна. Хороший трюк, чтобы пройти через защемление, — это заткнуть трубку с одного конца, заполнить ее песком, а затем приложить тепло и давление, чтобы согнуть ее. Песок используется для обеспечения структурной поддержки, чтобы избежать перегибов при создании изгибов. Это требует много дополнительной работы, а трубогиб сконструирован таким образом, чтобы достичь тех же целей гораздо быстрее. Учитывая, что с маршрутизацией и изгибами нужно много разбирать, стоит максимально упростить работу с помощью трубогиба.
Чистые изгибы
Как я уже говорил, трубам нужна надлежащая опора, чтобы избежать перегибов и сделать изгибы чистыми.
Вы можете использовать песок, но как узнать, правильный ли угол вы делаете? Что произойдет, если вы смоделируете его только для того, чтобы найти необходимые корректировки? Как насчет ситуации, когда необходимы два отдельных изгиба в непосредственной близости друг от друга? После некоторых проб и ошибок вы обнаружите, что некоторые работы невозможны без правильного инструмента. Трубогибы упрощают все эти ситуации, позволяя вам делать чистые и точные изгибы именно там, где они вам нужны.Экономия денег (в долгосрочной перспективе)
Если говорить о пробах и ошибках, стоимость перекрученных и искривленных секций труб быстро увеличивается. То, что кажется простой работой, которую можно выполнить самостоятельно, например, изготовление собственных тормозных магистралей, может внезапно стать вдвое дороже, чем покупка предварительно изогнутых линий. Потеря становится еще более драматичной, когда вы занимаетесь чем-то, что требует более дорогих материалов, например, созданием бамперов или каркасов безопасности.
Будем честны, вы можете сэкономить всего несколько долларов здесь и там, а стоимость инструмента смоет разницу на начальных этапах. Тем не менее, вы гарантированно сэкономите много денег, научившись правильно пользоваться трубогибом.Трубогиб Ценообразование
Сумма, которую вы тратите на трубогиб, сильно зависит от типа работы, которую вы пытаетесь выполнить. По большей части что-то менее 50 долларов отлично подходит для устранения нечетных тормозных и топливных магистралей для ремонта своими руками. Если вы немного более серьезно относитесь к индивидуальной работе в этих областях, приблизиться или немного превысить отметку в 100 долларов — это хороший способ получить себе хороший инструмент для работы. Для труб большего размера требуется что-то более существенное, поэтому вполне возможно потратить от 150 до 300 долларов на что-то, что способно выполнить свою работу. Однако на самом деле предела нет, поскольку профессионалы могут потратить около 50 000 долларов и более на трубогибочные станки с ЧПУ.
Советы и подсказки
Как и в случае с чем-то, чем вы занимаетесь десятилетиями, вы получаете несколько советов и подсказок по пути выбора правильного продукта и/или его использования. Так обстоит дело и с нами, и с трубогибами. Чтобы помочь вам преодолеть информационный пробел, вот подборка того, что мы узнали за это время.
- Не торопись. Не позволяйте дедлайнам и нехватке времени мешать вашему мастерству, так как спешка — это хороший способ напрасно потратить материал. Не торопитесь, чтобы убедиться, что все работает правильно, чтобы получить хорошие, чистые изгибы.
- Потрать немного. Не тратьте время на дешёвые трубогибы. Потратьте немного больше и получите что-то, что не будет сгибаться или деформироваться, когда вы оказываете давление.
- Изучите инструмент. Каждый дизайн имеет свои преимущества и особенности. Ознакомьтесь с тем, что у вас есть, чтобы точно знать, как это использовать.
- Возьмите труборез. Не позволяйте изжеванным, скошенным концам испортить вашу тяжелую работу. Инвестируйте в приличный труборез и инструмент для развертки, чтобы ваша гордость не была омрачена.
Часто задаваемые вопросы
У вас есть вопросы. У Драйва есть ответы!
В: В чем разница между трубогибом и трубогибом?
A: Трубы разные. Они могут показаться практически идентичными, но ключевое отличие заключается в том, что трубы измеряются по внешнему диаметру, а трубы — по внутреннему диаметру. Различия между трубогибами касаются размеров, предусмотренных для труб и труб.
В: Как работает трубогиб?
A: Это зависит от типа используемого трубогиба. Тем не менее, процесс для любого из них можно резюмировать как инструмент, нажимающий трубу на тщательно сформированный штамп или форму таким образом, чтобы она растягивалась при изгибе, чтобы избежать перегибов.
В: Как сгибать трубы с помощью ручного трубогиба?
A: Существуют различия в точном процессе из-за различий в различных типах трубогибов. Некоторые требуют, чтобы вы прижимали матрицу к трубе, так как упор удерживает трубку на месте, в то время как другие используют рычаг, чтобы прижимать трубку к матрице, пока не будет достигнут желаемый изгиб.
Рефтекк | Главная
Решения для гибкого медного трубопровода
СКАЧАТЬ ЗАЯВЛЕНИЯ
Экономия 75 % пайки в полевых условиях и практически полное отсутствие утечек на стержневых медных трубах дорого, труд интенсивен, и найти квалифицированного торговца в большом почете. Мало того, плохо установленные трубопроводы приводят к очень дорогостоящим поломкам компрессоров и потенциально опасным утечкам в системе.
Выполнять прибыльную работу становится все труднее.
Именно для этого был создан Reftekk.
Посмотрите видео ниже, чтобы узнать, почему ведущие подрядчики в Америке переходят на Reftekk и не оглядываются назад…
Все современные варианты трубопроводов на рынке США требуют много времени и высококвалифицированной рабочей силы.
Почему?
Есть две основные причины. Во-первых, стандартные медные трубки типа L в США нельзя сгибать — они могут разбиться и создать микротрещины, что приведет к утечкам и неисправностям системы в будущем — что приведет к обилию соединений и фитингов.
Во-вторых, когда вы покупаете фитинг в США, вам приходится тратить время на нагрев меди, размазывание припоя вокруг соединения и надежду, что вы загерметизировали соединение. мир уже принял полужесткую, гибкую медь и что сегодня она уже используется в 90% установок VRF по всему миру?
Гибкие медные трубы и инструменты Reftekk — идеальное решение, позволяющее исключить до 75 % паяных соединений и значительно снизить трудозатраты и затраты на материалы.
Меньшее количество паяных соединений защищает вашу систему от дополнительных источников утечек. Каждый фитинг, которого вы избегаете, избавляет вас как минимум от двух паяных соединений. Для всей системы это огромная разница.
Посмотрите, почему изгибы Reftekk экспоненциально прочнее, чем фитинги
Гибкие медные трубки Reftekk выпускаются следующих размеров: 1/4”, 3/8”, 1/2” , 5/8″, 3/4″, 7/8″, 1-1/8″, 1-3/8″, и 1-5/8″.
Все варианты медных труб имеют стандартную длину 19 футов и подходят для 20-футовых контейнеров, а концы заглушены для предотвращения попадания грязи в трубки.Reftekk использует полутвердые трубки, которые соответствуют всем нормам США и на 14 % прочнее*, чем жесткие трубки, предлагаемые другими производителями.
С Reftekk настолько легко работать, что с ним может работать практически любой член команды, даже если он никогда раньше не гнул трубы.
* Максимальное рабочее давление медной трубы ACR типа L основано на допустимой прочности, указанной в ASME B31.5 – 2016, таблица 502.3.1
Можете ли вы согнуть трубу ACR старой школы? НЕТ! Узнайте почему в видео ниже
Как производится медь Reftekk H55?
H55 и H58 идентичны до конца процесса спуска. H58 не имеет ограничений на количество раз, которое может быть вытянуто и с каждым разом упрочняется все больше (хрупкость). H55 имеет ограничение на количество раз, когда он может подвергаться деформационному упрочнению после отжига (размягчения).
После вытяжки Н55 практически до окончательных размеров ее снимают с вытяжных стендов, помещают в печи отжига и нагревают до температуры отжига. Дают пропитаться и размякнуть. После этого его снова помещают на протяжные столы для окончательной протяжки через штампы, чтобы получить окончательные размеры. Таким образом точно контролируется структура зерна, чтобы сделать его H55 и гибким.
Гибочные инструменты Reftekk имеют радиусы изгиба, обеспечивающие высокий коэффициент безопасности при допустимых изгибах для каждого размера. Это рассчитано и хорошо известно.
Digi-Bender
Сгибайте трубы как профессионал с Digi-Bender
Digi-Bender — это специальный инструмент, который позволяет легко, быстро и точно выполнять гибку трубопроводов Reftekk прямо на рабочей площадке. Инструмент небольшой, удобный, и вы можете запрограммировать все углы прямо на своем телефоне через их приложение для проектирования изгибов. Тогда все, что вам нужно сделать, это нажать на курок и позволить машине сделать все остальное.
Digi-Bender Reftekk может использоваться для гибки в полевых условиях мягких (O60) и полутвердых (H55) медных труб ACR-L и превращает часы опытного труда в несложную работу одного человека.
Использование Reftekk Digi-Bender дает несколько преимуществ, включая меньшее количество пайки, меньшую вероятность утечки, меньший перепад давления, большую гибкость при установке и отсутствие необходимости в дорогостоящих коленчатых фитингах.
- Легко выполнять точные изгибы : Используя цифровой светодиодный экран и колесо прокрутки, Digi-Bender позволяет предварительно установить желаемый угол изгиба, что приводит к точному и повторяемому изгибу при каждом использовании. Возможность изгиба под углом до 190 градусов.
- Устранение расходов на фитинги : Благодаря возможности изгибать трубы на лету, приобретаемые в магазине колена больше не нужны.
- Снижение риска утечек : В одном стержне медной трубки можно сделать несколько изгибов, а каждое колено, изогнутое в полевых условиях, устраняет 2 пайки, связанные с традиционными коленчатыми фитингами. Меньшее количество паяных соединений снижает вероятность утечек.
- Надлежащий радиус изгиба : Радиусы изгиба обратных формирователей были рассчитаны таким образом, чтобы полученное удлинение трубки не превышало минимального промышленного удлинения 25% для полутвердых (H55) медных трубок.
- Изгибает наиболее распространенные размеры медных труб ACR типа L. -3/8”
- Значительно снижает перепад давления : По сравнению с традиционными коленчатыми фитингами изгибы с действительно большим радиусом практически не имеют перепада давления.
SWAGE X
Идеальные фитинги и низкая стоимость материалов с Swage X
Форсунки — это инструменты, обычно используемые для пайки, но они не подходят для пайки. Шестиугольная форма на головке имеющихся на рынке прессов создает глубину в трубах, которая слишком глубока для пайки, что увеличивает вероятность утечек.
Вот почему компания Reftekk создала Swage X с 9-гранной головкой, которая идеально расширяет концы любой сгибаемой секции медной трубки за считанные секунды.
Более того, машина знает, когда достигается оптимальное расширение, и останавливается сама, освобождая вас от ответственности за определение правильного размера.- Устраняет необходимость в медных фитингах : при использовании подходящего инструмента для гибки расширитель Reftekk Swage Expander позволяет установщикам создавать патрубки для пайки на концах любой секции медных трубок, поддающихся гибке, устраняя необходимость в коленчатых патрубках и муфтах, которые снижает материальные затраты.
- Сокращает количество пайки до 75 % : Reftekk Swage X при использовании в сочетании с гибкими качественными медными трубками позволяет герметизировать каждое соединение только одной пайкой, а не двумя пайками, как при традиционной пайке фитингов. . Это снижает трудозатраты и стоимость припоя, а также значительно снижает вероятность утечки в системе.
- Правильный допуск на пайку : Создает патрубки для пайки с жесткими допусками, что приводит к лучшему капиллярному действию и меньшему количеству пустот, что снижает вероятность утечки.
- Правильная глубина патрубка для пайки : Единственный инструмент на рынке, предназначенный для получения правильной глубины паза для пайки (согласно ASME B16.50-2013), что обеспечивает более полную пайку с меньшей вероятностью утечки.
- Муфты типа L, медные трубки ACR, размеры : Размеры головки бывают 3/8”, 1/2”, 5/8”, 3/4”, 7/8” 1-1/8”, 1-3 /8” и 1-5/8”.
ПАЙКА
Новые и усовершенствованные методы пайки с использованием прецизионных колец
Reftekk избавляет от пайки наугад. С прецизионными кольцами Reftekk все, что вам нужно сделать, это припаять верхнюю часть муфты, и через несколько секунд вы увидите серебряное покрытие, которое является признаком того, что пайка завершена. Без хлопот и без догадок.
Reftekk экономит до 75 % времени, которое вы тратите на пайку изделий других производителей. Меньше пайки также связано с уменьшением продувки и тепла, подводимого к системе, что делает внутреннюю трубу намного чище.
- Меньше утечек : Кольца для припоя Reftekk обеспечивают высокое проникновение наполнителя в соединение, уменьшая количество пустот и утечек по сравнению с прутком для пайки с ручной подачей.
- Повторяемый : Паяное соединение Reftekk считается законченным, когда наполнитель выступает по всей окружности снаружи соединения. Это дает оператору воспроизводимый визуальный индикатор завершенного паяного соединения.
- Простой процесс пайки : Кольцо для пайки вставляется в соединение перед нагревом, освобождая одну из рук оператора и избавляя от догадок о том, сколько прутка для пайки использовать.
- Уменьшение количества припоя : Предварительно отформованные кольца обеспечивают нужное количество присадочного материала для соединения каждого размера, исключая необходимость гадать и затраты на материалы.
- Двойные галтели : Углы образуются как внутри, так и снаружи паяного соединения, указывая на полное проникновение наполнителя. Это обеспечивает неизменно высокое качество соединения, в отличие от сомнительной глубины проникновения при ручной подаче прутка для пайки. «, 7/8″, 1-1/8″, 1-3/8″, и 1-5/8».
ИЗОЛЯЦИЯ И ПРИНАДЛЕЖНОСТИ
Сделайте все правильно, чтобы защитить себя от дорогостоящих ошибок
Изоляция EPDM
Изоляция трубопровода должна быть легкой, верно? Я имею в виду, что может пойти не так?
Ну много. Энергетические кодексы становятся все более и более строгими, а неправильная изоляция приводит к судебным искам и штрафам.
Комплекты трубопроводов из EPDM толщиной 1 дюйм и 1-1/2 дюйма требуются кодами IECC почти во всех штатах. EPDM требуется на всех линиях горячего газа, так как это высокотемпературная эластомерная пена с закрытыми порами, которая выдерживает высокие температуры VRF 248F. Стандартная изоляция (NBR) не работает при таких температурах.
Reftekk предлагает лучшее решение по изоляции EDPM для VRF/VRV.
- В частности, требуется для нескольких VRF/VRV MFG
- Превышает требования VRF/VRV MFG к рабочей температуре 248 градусов по Фаренгейту
- Доступны толщины для соответствия строгим энергетическим нормам безопасны и существуют, чтобы избежать ненужной головной боли.
Компания Reftekk поставила изоляционные колена, соответствующие радиусу медных труб Reftekk
- Соответствие ASTM E84 (25/50) : Индекс распространения пламени менее 25 и индекс образования дыма менее 50 (испытано в соответствии с ASTM E84).
- Озоностойкий : Обеспечивает устойчивость к озону в соответствии со стандартом ASTM D 1171.
- Неполярный : Не вызывает коррозии меди и нержавеющей стали и помогает отталкивать водяной пар.
Опоры Cush-A-Therm
Reftekk Cush-A-Therm представляет собой жесткую изоляционную опору для труб, которая устойчив к сжатию или раздавливанию под действием активных нагрузок на трубопровод.
- Fire Response : Самозатухающий при толщине 2-1/2″ в соответствии с ASTM D 635.
- Пароизоляция : Внутренний и внешний слой EPDM обеспечивают водонепроницаемое и паронепроницаемое уплотнение.
- Устойчивость к ультрафиолетовому излучению и атмосферным воздействиям : Все компоненты устойчивы к ультрафиолетовому излучению и атмосферным воздействиям, не требуют защитной окраски.
- Предотвращает конденсацию : Изолирующие свойства опор помогают предотвратить образование конденсата на поверхности труб. .
- Простота установки : Cush-a-Therm имеет раздельное уплотнение и уплотнение внахлест с отслаивающимся клеем для быстрой и простой установки.
Шаровые краны для хладагента
Reftekk предлагает шаровые краны для хладагента с опциональной изоляционной рубашкой из EPDM размером от 1/4” до 1-5/8”.
Для этих обжимных соединений шаровых кранов подходят те же кольца припоя, что и для трубопровода.
В латунный корпус шарового крана хладагента встроен клапан Шредера для легкого доступа.
Клапан имеет максимальное рабочее давление 700 фунтов на кв. дюйм и диапазон рабочих температур от -40F до 300F (от -40C до 150C).
Трубогиб 15 мм 22 мм Памятник Инструменты Сделано в Великобритании
Трубогиб 15 мм 22 мм или трубогиб является важной частью набора инструментов для любого инженера по отоплению или сантехнике.
Хорошо задокументировано, что припаянные фитинги и компрессионные фитинги прерывают поток воды вокруг системы отопления. Изгиб медной трубы обеспечивает беспрепятственный поток воды , а также может создать привлекательную, обработанная отделка по установкам.
Трубогиб продается компанией Monument с 1930-х годов, начиная с комбинированной версии 15 мм и 22 мм (код памятника 2600K) и заканчивая трубогибами с большими стойками.
В фирменном каталоге Monument® и Shetack® от июня 1933 года четко показана версия портативного трубогиба / трубогиба, которая продавалась более 85 лет назад.Купить гибочный станок для памятников
Одноразмерный – 1215K-XV 1315-XVE (1315Longarm-XVL) 1222G-XXII 1322Extended-XXIIE
Когда Monument занимается разработкой, производством и продажей нового продукта, мы стремимся создать продукты, которые сэкономят время инженера . В данном конкретном случае мы разработали трубогиб меньшего размера и веса , чем стандартный ручной трубогиб с комбинацией 15 и 22 мм.
Monument обновили дизайн, ранее невиданный на рынке Великобритании. (выпущен в июне 2020 г. ) трубогибы, 1215K XV 15 мм трубогиб, 1315XVE 15 мм (1315Longarm XVL 15 мм) , 1222G XXII 22 мм и 1322Extended XXIIE 22 мм Трубогибы прилагают усилия для изгиба трубы в той же плоскости, что и изгиб 902 3 .
Традиционные комбинированные гибочные машины, такие как Hilmor® GLM или Irwin® GLM или Monument® MON2600, смещены относительно плоскости гибки.Нейлоновые направляющие встроены в трубогиб и предотвращают их потерю или повреждение в сумке с инструментами. Коды этих запасных направляющих 1216N 15 мм запасная нейлоновая направляющая и 1223J 22 мм запасная нейлоновая направляющая .
Единые размеры каждого трубогиба с более короткими гибочными рычагами и из легкого алюминиевого литья под давлением облегчают переноску каждой трубогибочной машины, а конструкция 15mm-XV достаточно мала, чтобы поместиться в сумке для инструментов.
Мы включили угла изгиба 30 45 60 и 90 градусов для версий XV и XVL 15 мм и дополнительных угла 75 градусов для версии 22 мм; это хорошо виден на формирователе каждого гибочного станка.
Мы также разработали рукоятки-удлинители для увеличения рычага при гибке медных труб диаметром 15 и 22 мм.
Эти удлинители с короткой резьбой , код 1224M , подходят как к 15-мм версиям XV, XVE и XVL, так и к 22-мм версиям XXII. Для дополнительного рычага можно добавить одну или несколько удлинительных ручек.
Резиновые ножки доступны под кодом 2607F и подходят для моделей 1215K, 1315XVE, 1315Longarm, 1222G, 1322Extended. Две резиновые ножки включены в версии 22 мм. Резиновые ножки также подходят для комбинированного гибочного станка Monument 15/22 мм 2600K.Стандартная отделка гибочных станков блестящая цинковая пластина на Руки с грохотом алюминий Бывший и Рычаг отливки. Мы также будем выпускать специальные выпуски с различной отделкой отливок. Некоторые из Monument Masters получили отливки с лазерной гравировкой и с полировкой , которые выглядят фантастически!
Отличия от комбигибочного станка
Памятник мастерам 1215K-XV , 1315-XVE, 1315Longarm-XVL , 1222G-XXII и 1322Extended-XXIIE гребенчатых гибочных станков 60 a2 2 подобных радиуса; на самом деле 1222G имеет немного более узкий радиус, чем комбинированный гибочный станок 2600K, так как этот радиус меньше, он создает немного другой профиль на внешней стороне изгиба по сравнению с комбинированным.
Считаем 1215K-XV , 1315XVE, 1315Longarm-XVL, 1222G-XXII и 1322Extended-XXIIE проще в использовании чем комбинированный гибочный станок:- менее громоздкий
- менее громоздкий – благодаря встроенному крючку и нейлоновой направляющей ваш крюкодержатель не будет болтаться из стороны в сторону, а направляющая не выпадет
- лучшие линии обзора – поскольку изгиб находится в той же плоскости, что и руки гибочного станка, его легче выровнять на глаз
- легче в руке , чем комбинированный. Комби Памятник весит более 4 кг; XV весит 1,5 кг; XXII весит 2,3 кг
- 15 мм XV намного меньше , чем комбинированный; длина руки составляет 40 см по сравнению с длиной комбинированной руки 65 см. Обратите внимание, что длина рычага 15 мм XVL и 22 мм XXII составляет около 60 см
.
- образование трещин происходит при испытаниях XV, XVE (XVL) XXII, XXIIE, а также Monument 2600K и Hilmor® GLM
- 15 мм XVE (XVL ) с более длинными плечами дает больше механических преимуществ по сравнению с 15-мм XV
Купить памятник
Обзоры ToolTalk
Сделано в Британии
Monument Masters 1215K, 1315XVE (. #Сделано в Британии . Первые модели нового трубогиба были спроектированы и напечатаны на 3D-принтере в инженерном цехе «Монумента». Мы стандартизировал диаметр рукоятки для обоих размеров.
Бывшие и Литые рычаги , Рычаги и Нейлоновые направляющие — все #MadeInBritain . Отливки производятся с использованием расплавленного алюминия и литья под высоким давлением. Каждая отливка затем проверяется сразу после отливки.
Каждая отливка затем подвергается рентгеновскому излучению, чтобы убедиться, что отливка не повреждена. Arms — это CNC, обработанный . Нейлоновые направляющие изготовлены методом литья под давлением. Все детали , кроме штифта, гайки и болта, имеют номер #MadeInBritain .Инструкции по применению
В коробку входят инструкции по применению. Трубогиб прост в использовании:
1. Отметьте на трубе место начала изгиба. Поместите трубу в форму под фиксирующий крюк. Расположите начало изгиба вертикально на одной линии с поворотным штифтом.
2. Поместите рычаг рычага на установленную трубу и поместите крюк рычага на шарнирные штифты, убедившись, что нейлоновая направляющая села на место.
3. Закройте рычаги гибочных станков и продолжайте, пока не будет достигнут требуемый угол изгиба, поверните рычаг обратно на начальный угол, чтобы освободить два рычага.
Перед тем, как снять трубу с опалубки, проверьте угол изгиба; снимите трубу, если она правильная, или, если необходимо, снова установите рычаг и увеличьте угол изгиба.Часто задаваемые вопросы Часто задаваемые вопросы
Для чего нужны черные колпачки?
Они защищают штифт во время транспортировки и должны быть удалены перед использованием.Почему Кастинги не подходят друг другу?
На нескольких трубогибах мы, кажется, перетянули гайку и болт из нейлока, что уменьшило зазор на рычаге. Просто отверните гайку на 1/2–1 оборот, и трубогиб готов к работе. Мы пытались сделать его плотным, но, похоже, он слишком плотно прилегает. См. изображение с оранжевыми и зелеными стрелками.По вашему опыту, почему медная труба рябит, когда ее сгибаешь?
Мы задали этот вопрос через приложение Tooltalk (см. все ответы в приложении, доступном для iOS или Android AOS).
Некоторые ответы приведены ниже………A. Если ваша труба тонкостенная, а ваше оборудование загрязнено (Ответ от Colin Stainer Plumbing & Heating от 27 января 2021 г.)
A. Пара причин и формовки не чистят и смазывают или дешевая тонкостенная импортная медь.
С тех пор, как я заказал моих монументальных бендеров, эта проблема больше не возникает. (Ответ компании A Daughtry Plumbing & Heating Ltd от 26 января 2021 г.)A. Размер стенки трубы стал намного тоньше, чем раньше, плюс форма трубогиба может быть жесткой (Ответ отдела сантехники и отопления D S от 26 января 2021 г.)
A. Дешевая тонкостенная медь не решает проблему, несколько лет назад была партия, которая фактически ломалась. Это могут сделать и поврежденные шпангоуты или сама направляющая на трубогибе. Или направляющие, формирователи, которые не чисты (Отвечено PG Plumbing 26 января 2021 г.)
A. За прошедшие годы было несколько причин, главная причина, по которой я нахожу медь или это плохое качество! Другая причина грязь на направляющих вообще хорошо чистит и масло или dw40 разбирается, был один раз с бендером который уронили и он был слегка покручен (Отвечено BHheating Solutions 26 января 2021 г.)
A. Дешевая тонкая медь, но даже дорогая медная рябь.
Но есть большая разница, если сначала намотать проволочную вату на направляющие. Держите их в чистоте. Обнаружил, что крошечные сгибатели памятников не так сильно рябят трубу. Великолепные трубогибы (ответ Рой Миллар, отдел сантехники и отопления, 26 января 2021 г.)Каковы размеры одноразмерных трубогибов Monument?
Размеры одноразмерного трубогиба Monument показаны на изображении. Стандартная версия 15 мм составляет приблизительно 460 мм, а стандартная версия 22 мм составляет приблизительно 670 мм.Комбинированный трубогиб 2600K MON2600
Трубогиб Monument 2600K 15 мм и 22 мм является самым продаваемым трубогибом. Они доступны под торговой маркой Monument, широко доступной по всей Великобритании у продавцов сантехники и в интернет-магазинах MON2600 2600K, Instinct® торговой марки INST2600 у независимых продавцов сантехники PHG, а также у продавцов сантехники UKPS, включая Plumbase под Entity® торговой марки ENT2600 .
При первоначальном запуске на рынок Великобритании Monument позаботился о том, чтобы стопор крюка был изменен, чтобы не оставлять следов на трубе.
Модель 2600K включает алюминиевые направляющие 15 мм и 22 мм. Эти направляющие доступны в качестве запасных частей: 15 мм 2601N и 22 мм 2603T. Эти направляющие также подходят для Irwin® и Hilmor® GLM.Купить Памятный трубогиб
См. другие изделия для гибки труб, включая гибочные пружины.
4 ключевых момента Холодная гибка и горячая гибка при гибке труб
Что такое холодная гибка?
Холодная гибка – это процесс обработки металла при комнатной температуре (без дополнительного нагрева). Фактически, он имеет две концепции: холодное формование и холодное изгибание.
Холодное профилирование
Листы и полосы металлического материала механически сгибают в профили определенной формы и размера при комнатной температуре. Ее продукция называется холодногнутыми профилями.
Преимущества холодной прокатки: с ее помощью можно производить все виды ультратонких, сверхшироких и сложных форм, которые нельзя получить прокаткой; экономить металлические материалы; механические свойства изделий хорошие.Холодная гибка
Процесс штамповки при гибке металлических листов, пластин и профилей в заготовки определенной кривизны, формы и размера при комнатной температуре. Гибка широко применяется при изготовлении сосудов высокого давления, барабанов котлов, котельных труб, листов и ребер корпусной стали, различной посуды, деталей КИПиА, шкафных вкладышей.
Хотя деформация холодного изгиба ограничена локальной областью материала, эффект отскока влияет на точность изгибаемой детали. На отскок влияет множество факторов, и эти факторы трудно контролировать. Точность гибочной детали, обеспечиваемая Springbank, всегда была ключом к производству холодной гибки.
В зависимости от характеристик процесса холодная гибка может быть разделена на гибку прессом, гибку вальцами, гибку с вращательным вытягиванием и гибку с растяжением.
Гибка прессом
Гибка прессом является наиболее часто используемым методом гибки. Большинство используемого оборудования представляют собой механические прессы общего назначения или гидравлические прессы, а также специальные гибочные прессы.
Профилегибочное оборудование
Наиболее часто используемым оборудованием для гибки является листогибочный станок и угловой валок/угловой ролик (также известный как профилегибочный станок). Вальцегибочный станок непрерывно изгибает металлические профили или пластины по принципу трех точек для определения окружности или дуги.
Валковая гибка — это процесс, при котором мы получаем деформацию в холодном состоянии с более широким радиусом изгиба, который теоретически может варьироваться от 5-кратного поперечного сечения до бесконечности. Для достижения этого процесса используется оборудование, состоящее из листогибочных станков.
Гибка с растяжением
Для гибки деталей с высокими требованиями к точности, большей длине и радиусу кривизны и меньшим поперечным размерам их можно растягивать и гнуть на определенной машине для гибки с растяжением.
При изгибе вся толщина пластины подвергается растягивающим напряжениям, поэтому происходит только деформация удлинением. Деформация, вызванная отскоком после разгрузки, невелика, и легко обеспечить точность.Гибка с вращающейся вытяжкой
Форма для гибки с вращающейся вытяжкой устанавливается на главный вал; заготовка зажимается зажимной формой, чтобы предотвратить осевое перемещение заготовки; Пресс-форма состоит из направляющей и последующей формы. На складной матрице подвижная часть матрицы перемещается вместе с заготовкой при изгибе; оправка заполняет внутреннюю полость заготовки для предотвращения образования складок, сплющивания, истончения и других дефектов при гибке.
При вращении шпинделя заготовка наматывается на гибочную матрицу и формируется при вращении шпинделя. Затем заготовка подается, пространственный уголок готов к следующей гибке и так далее. Радиус гибочной матрицы определяет радиус изгиба. Если вы хотите получить другой радиус изгиба, просто замените гибочную матрицу на другой радиус.
Перед гибкой труб и ТРУБ
ЗАЧЕМ ИСПОЛЬЗОВАТЬ ИЗГИБАННЫЕ ТРУБЫ И ТРУБЫ?
Гибка труб позволяет системам свести к минимуму изменения давления, в то же время направляя материалы через сложные системы трубопроводов.
Разнообразие размеров изгибов труб и материалов делает их пригодными для прокладки любых материалов: от горячих или едких жидкостей до поддержания давления и перемещения жидкостей с высокой вязкостью или жидкостей с взвешенными твердыми частицами, таких как трубопроводы для шлама нефтеносных песков, которые содержат высокую концентрацию кварцевый песок.
Холодная гибка гибочных труб
Наконец, поскольку большинство методов гибки труб довольно экономичны, использование гнутых труб и трубок окажет минимальное влияние на общий бюджет проектирования при использовании идеальной длины и размера для вашего применения.
Поскольку большинство изогнутых труб не изменяют концы трубопровода, изгибы труб часто легко реализовать в технологической системе с использованием стандартных процессов сварки, фланцев или других методов соединения.
Видео роликовой гибки труб
горячая гибка и холодная гибка.
Гибка труб – это разновидность технологии обработки при гибке профилей. Хорошая гибка труб – это искусство. Это требует, чтобы мы много думали, прежде чем выполнять сгибание.
При гибке трубы необходимо учитывать множество различных факторов, чтобы выполнить работу как можно лучше.
Вы должны убедиться, что у вас достаточно опыта, чтобы хорошо выполнять работу, что у вас есть все необходимое оборудование и вы используете правильный метод гибки.
Существует много видов гибки, но самый простой метод классификации состоит в том, чтобы разделить их на горячую гибку и холодную гибку.
Как горячая, так и холодная гибка имеют свои плюсы и минусы, в зависимости от типа материала, который необходимо согнуть, и требуемого угла изгиба.
Методы холодной гибки часто полагаются на чистую физическую силу, чтобы помочь придать трубе ее окончательную форму, в то время как методы горячей гибки используют осторожный нагрев для уменьшения требуемой силы.
Каждый метод имеет уникальные преимущества и определяет возможную степень изгиба и окончательную форму трубы.
Холодная гибка труб
Холодная гибка относится ко всем типам гибки, при которых для гибки труб не используется дополнительное тепло. Процедура обычно выполняется путем оборачивания трубы или другого материала вокруг штампа или формы, которая заставляет трубу изгибаться.
Холодная гибка трубы Процедура гибки довольно быстрая и тем более, что не требует охлаждения или какого-либо особого ухода после выполнения гибки. Поскольку машины, используемые для холодной гибки, в целом не очень дороги, поскольку не являются особенно сложными или продвинутыми, холодная гибка может быть хорошим вариантом для небольших компаний, у которых нет большого бюджета. Это также может быть хорошим методом для компаний, которые не специализируются на гибке, но должны выполнять ее только время от времени.
Недостаток всех видов холодной гибки в том, что невозможно слишком радикально согнуть.
В большинстве случаев вам придется заполнить машину наполнителем, например песком, чтобы труба не помялась и не сломалась из-за радикального угла.Машина для холодной гибки по сравнению с машиной для горячей гибки
Обычно заготовки гнут в холодных условиях ( холодная гибка труб ).
Заготовку следует нагревать только при работе с очень толстым листовым металлом или очень маленькими радиусами изгиба, чтобы снизить требуемое усилие изгиба и избежать хрупкости материала из-за низкой температуры.
Оборудование для холодной гибки обычно дешевле, чем оборудование для горячей гибки, поскольку оно менее сложное. Это может сделать его привлекательным вариантом для небольших компаний.
ПРОЦЕССЫ ХОЛОДНОЙ ГИБКИ ТРУБ/ТРУБ
Гибка с вращающимся вытягиванием: Труба или труба гнутся с использованием комбинации штампов и других различных компонентов, работающих во вращательном действии. Это действие вытягивает трубу или трубку вперед, делая желаемый изгиб.
Вращательно-вытяжная гибка также может использовать оправки.Роликовая гибка: Используемый, когда требуются изгибы или изгибы большого радиуса, этот метод пропускает кусок трубы или трубы через серию из трех роликов в конфигурации пирамиды для получения желаемой кривой.
Изгиб оправки: Оправка помещается внутрь изгибаемой трубы или трубы, особенно с более тонкими стенками, для предотвращения дефектов, которые могут возникнуть при изгибе детали, таких как рябь, сплющивание или разрушение.
Гибка сжатием: Сгибание трубы с использованием стационарной матрицы, в то время как контрматрица изгибает материал вокруг неподвижной матрицы.
Четыре наиболее распространенных типа трубогибочных станков холодного сечения
Четыре наиболее распространенных типа станков для гибки профильных труб: гидравлические, электрические, ручные и механические. Гидравлический блок чрезвычайно прочен и прочен и может создавать точные углы с толстыми стенками в больших трубах.
Электрические трубогибочные станки имеют электрические зубчатые передачи и обычно программируются, что делает их идеальными для выполнения нескольких итераций одного и того же изгиба.Трубогибочные станки с ручным управлением дешевы, их легко транспортировать и манипулировать, и они могут выполнять многие задачи по гибке при достаточной смазке локтя. Ручная гибка – это вид искусства. Это требует некоторых навыков, но позволяет создавать нестандартные формы. По углам изгиба механические модели находятся где-то между гидравлическими и ручными.
Применение станков для гибки профильных труб
Универсальный гидравлический станок для гибки профильных труб может использоваться во многих областях, от автомобилестроения до дизайна интерьеров. Некоторые примеры готовых изделий, которые могут быть изготовлены с использованием секционных трубогибочных станков с числом осей от 1 до 12, в зависимости от требуемой степени автоматизации. Некоторые из областей применения включают:
- Гидравлические соединения и системы
- Топливопроводы для дизельных двигателей
- Аксессуары для мотоциклов и скутеров
- Мебель и аксессуары из железа, стали и алюминия
- Мебель для магазинов, офисных зданий, больниц и т. д.
- Детские игровые площадки и тренажеры
- Вытяжки
- Ручки
- Оборудование для пищевой промышленности
- Гнутая сталь, полученная методом холодной гибки, часто используется при строительстве зданий и мостов и особенно впечатляет, когда ее оставляют на виду;
- Судостроители, железные дороги и производители автомобилей также используют холодногнутые стальные изделия;
- Нефтехимическая промышленность использует изогнутые и змеевиковые трубы для обработки и транспортировки своей продукции;
- Холодногнутая сталь также имеет множество других применений в промышленности и пищевой промышленности.
- Например, расстояние по прямой линии между двумя соседними коленами на трубе может быть небольшим, и даже непрерывный изгиб может выполняться без оставления прямых участков трубы;
- Может перерабатывать материалы с плохой пластичностью в холодном состоянии в отводы;
- Может обрабатывать отводы, требующие большой механической энергии при холодной гибке, и может гнуть хрупкие материалы, которые легко ломаются при холодной гибке. Горячая гибка может быть изогнута в колено малого радиуса на трубе.
- Для труб из углеродистой стали и большинства труб из легированной стали радиус изгиба при горячем изгибе намного меньше, чем при холодном изгибе, а радиус изгиба может составлять от 0,7 до 1,5 наружного диаметра трубы.
- Недостатком горячей гибки может быть то, что материал необходимо охлаждать позже, что увеличивает время, затрачиваемое на каждую трубу, и машины, как правило, дороже, чем оборудование для холодной гибки.
- Отрицательными аспектами горячей гибки могут быть то, что материал после этого должен остывать, что увеличивает время, затрачиваемое на каждую трубу, и то, что машины, как правило, дороже, чем устройства для холодной гибки.
- Оборудование сложное, стоимость обработки высокая, эффективность производства низкая, качество поверхности низкое.
- Для медных труб используется процесс холодной гибки, что исключает возможность «водородной болезни» за счет исключения высокотемпературного нагрева.
- Предварительно проверенная труба или трубопровод, который необходимо согнуть, помещается в станину машины и зажимается гидравлически.
- Вокруг трубы монтируются катушки индукционного нагрева и катушки охлаждения. Для обеспечения равномерного нагрева индукционную катушку можно регулировать движением в 3 плоскостях.
- Регулируя радиусный рычаг и передний зажим, можно зафиксировать требуемый радиус изгиба. Имеется один указатель для отображения правильного угла поворота.
- Длина дуги отмечена на трубе. Трубу можно перемещать медленно, в то время как усилие изгиба прикладывается с помощью рычага с фиксированным радиусом.
- После того, как все настроено в соответствии с требованиями, проверяются гидравлическое давление, уровень воды и переключатели, а затем начинается операция индукционной гибки.
- При достижении требуемого температурного диапазона трубу медленно продвигают вперед со скоростью 10-40 мм/мин, а при достижении заданного угла изгиба и заданной длины дуги работа останавливается.
- Сразу за индукционной катушкой нагретый материал трубы охлаждается с помощью распыления воды на внешней поверхности трубы.
- На следующем этапе индукционный изгиб снимается и отправляется на проверку и измерение допусков.
- Завершающим этапом индукционной гибки является термообработка после гибки для снятия напряжения, нормализации и т. д.
- Диаметр трубы
- Загрязнение поверхности
- Параметры процесса, такие как температура, скорость охлаждения и т. Д.
- Радиус
- Угла сгиба
- . Процессы
- 121121121121212121212121212121212121212121212121212121212121212121212121212121212121212121212 годы
- 121121121121121212 гг. материала трубы и т. д.
- Низ
- Экономичность. Прямой материал менее дорогостоящий, чем стандартные компоненты (например, колена), а изгибы могут быть изготовлены быстрее, чем стандартные компоненты могут быть сварены.
- Колена часто можно заменить индукционными коленами большего радиуса, что снижает трение, износ и требуемую производительность насоса.
- Индукционная гибка уменьшает количество сварных швов в системе.
- Отсутствие сварных швов в критических точках благодаря касательным.
- Меньше неразрушающего контроля, экономия средств.
- Индукционные отводы прочнее, чем отводы с одинаковой толщиной стенки
- Запас отводов и стандартных отводов может быть значительно уменьшен.
- Прямая труба более доступна, чем колена, что сокращает время выхода на рынок.
- Индукционные отводы могут быть изготовлены из того же основного материала, что и прямая труба.
- Меньший риск утончения стенки и деформации поперечного сечения
- Тонкостенные трубы легко сгибаются.
- Одинаковая твердость и толщина.
- Отсутствие складок на трубе.
- Для индукционной гибки требуется только прямая труба.
- Точный радиус и угол изгиба.
- Индукционная гибка не требует гибочных штампов или оправок. Простой набор зажимов/индукторов охватывает широкий диапазон радиусов и толщин стенок.
- Процесс индукционной гибки является чистым процессом. Никаких смазок не понадобилось.
- Различные гибки: квадратная труба, плоский стержень, двутавровая балка, двутавровая балка, швеллер и т. д.
- Нефтехимическая
- Chemical
- Power Generation (conventional and nuclear)
- Oil and gas (incl. expansion joints)
- Compressor and pump stations (fluids and gasses)
- Offshore
- Shipbuilding
- Construction
- Low alloyed steels
- High alloyed steels
- Fine-grain steels
- Austenitic
- Martensitic
- Ferritic
- Duplex
- Специальные сплавы
- Плакированная труба
- Алюминий
- Титан
- BE: скос на конце
- BBE: скос на обоих концах
- BLE: скос на большом конце
- BOE: скос на одном конце
- BSE: скос на маленьком конце
- BW: конец под сварку встык
- PE: гладкий конец
- PBE: гладкий с обоих концов
- POE: гладкий с одного конца
- TE: резьбовой конец
- TBE: резьба с обоих концов
3 Сгибание?
Холодногнутая сталь имеет множество применений.
Особенности гибки труб для холодной гибки
Процесс холодной гибки обычно выполняется путем оборачивания трубы или другого материала вокруг формы или формы, в результате чего труба изгибается. Процесс довольно быстрый или даже быстрее, потому что нет необходимости в охлаждении или обработке каким-либо особым образом после выполнения гибки.
Поскольку машины, используемые для холодной гибки, как правило, не очень дороги и не отличаются особой сложностью или продвинутостью, холодная гибка является хорошим выбором для небольших компаний с небольшим бюджетом.
Это также хороший метод для компаний, которые не специализируются на гибке, но должны делать это время от времени.
Преимущества холодной гибки труб
Свойства металла
Холодная гибка труб
Из-за наклепа металла при холодной гибке металлическая труба после холодной гибки намного тверже, чем металлическая труба после горячей гибки, но холодная гибка не разрушит первоначальные свойства металла. После холодной гибки нет необходимости очищать и удалять оксидную окалину, а также не будет термической деформации.
Энергопотребление
По сравнению с горячей гибкой, холодная гибка требует большей силы гибки, а упругая отдача и остаточное напряжение значительно увеличиваются. А холодный изгиб не может сгибать острые изгибы с малым радиусом кривизны.
Недостатки холодной гибки
Недостатком всех видов холодной гибки является невозможность полной гибки.
Горячая гибка
Горячая гибка обычно относится к различным типам индукционной гибки. Горячая гибка очень эффективна при гибке труб, потому что она выполняется быстро, точно и допускает мало ошибок.
Станок для гибки труб в горячем состояниипроцесс гибки в горячем состоянии
В процессе индукционной гибки, также известном как высокочастотная гибка, поэтапная гибка или горячая гибка, используются индукторы для локального нагрева стали посредством индукции. В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Затем изогнутая часть охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать изогнутую форму.
Горячая гибка труб
Горячая гибка обычно относится только к различным типам индукционной гибки.
Индукционная гибка является высокоэффективным способом гибки труб, так как он быстрый, точный и с минимальным количеством ошибок. Процесс индукционной гибки осуществляется путем нагревания определенной точки трубы до такой степени, что затем ее можно согнуть без особых усилий. Он не требует какого-либо наполнителя, а результат изгиба сводит искажения к минимуму.
Многие индукционные гибочные станки также выбрали этот тип гибки из-за его энергозатратности. После того, как процесс нагрева завершен, гибка не занимает много времени.
Особенности гибки труб для горячей гибки
Индукционная гибка является очень эффективным методом гибки труб, поскольку он быстрый, точный и почти безошибочный.
Процесс индукционной гибки осуществляется путем нагревания определенной точки трубы, которую затем можно легко согнуть. Он не требует какого-либо наполнителя, а результат изгиба сводит деформацию к минимуму.
Многие индукционные гибочные машины также выбирают этот тип гибки из-за его достаточной энергии. Процесс нагрева – самый трудоемкий элемент процесса, после завершения процесса нагрева гибка вообще не требует много времени.
Преимущества горячей гибки труб
Горячая гибка обладает несравнимой технологичностью с холодной гибкой.
Недостатки горячей гибки
Индукционные трубы и трубки Гибка
Горячая гибка или индукционная гибка:
Хотя существуют небольшие различия в различных методах горячей гибки труб, почти все они представляют собой форму индукционной гибки.Этот метод точно нагревает трубу с помощью катушки индукционного нагрева перед приложением давления, чтобы сделать предполагаемый изгиб.
Он требует гораздо меньшего физического усилия, чем методы холодной гибки, и позволяет производить гибки аналогичного или более высокого качества без наполнителей, оправок или других добавок, используемых для предотвращения деформации.
Что такое индукционная гибка?
Индукционная гибка — это точно контролируемый и эффективный метод гибки трубопроводов. В процессе индукционной гибки применяется локальный нагрев с использованием индуцированной высокой частоты электроэнергии. Трубы, трубки и даже конструктивные элементы (швеллеры, W и H профили) можно эффективно сгибать на индукционном гибочном станке. Индукционная гибка также известна как горячая гибка, поэтапная гибка или высокочастотная гибка. Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка.
Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия.Процесс индукционной гибки
Следующие шаги выполняются для индукционной гибки трубопровода или трубопроводной системы:
Индукционная гибка обычно производится со стандартными углами гибки (например, 45°, 90° и т. д.). Однако, в зависимости от требований, они могут быть изготовлены на заказ с определенными углами изгиба. Также возможно выполнение сложных неплоских изгибов в одном стыке трубы. Радиус изгиба для индукционной гибки указывается в зависимости от номинального диаметра трубы (D), например, для изгибов 5D, 30D, 60D и т.
д. На рис. 2 ниже представлена схема механизма индукционной гибки.Семь важных параметров, которые влияют на процесс квадратной трубы индукционного изгиба
Стандарты индукционной гибки
Поскольку сложный процесс индукционной гибки включает в себя различные этапы изготовления гибки, его необходимо точно контролировать для получения качественных изделий. Этот процесс регулируется различными кодексами и стандартами. Наиболее распространенными и широко используемыми стандартами для индукционных гибов являются ASME B16.49.и ISO 15590-1(en).
Преимущества индукционной гибки
Основные преимущества индукционной гибки:
Применение индукционных отводов
Большинство индукционных отводов используются в трубопроводных системах для транспортировки жидкости и газа. Кроме того, они используются в приложениях, требующих точности и надежности изгибов большого диаметра, а также там, где требуется ламинарный плавный поток. Типичные области применения индукционных отводов включают следующие отрасли:
Индукционные отводы используются в следующих отраслях:
Induction Bending Materials
Технология индукционной гибки позволяет изгибать практически неограниченное количество материалов.
Единственным требованием является возможность индукционного нагрева.
Common material groups are:
Carbon steels
Stainless steels
Other
Получение правильной формулы гибки
Еще одним важным этапом подготовки к гибке является расчет формулы. Когда вы тратите время на расчет таких вещей, как момент инерции площади поперечного сечения трубы формы и размера, вы изгибаетесь, что может сэкономить много времени и усилий.
Убедитесь, что у вас достаточно времени, чтобы заполнить все формулы гибки, которые помогут вам правильно настроить машину и предотвратить многие распространенные проблемы с гибкой труб до их возникновения.РАЗМЕР ИЗГИБА ТРУБЫ И ПОДГОНКА
В большинстве случаев изгибы трубы измеряются по отношению к номинальному размеру или диаметру трубы (D).
Отводы с большим радиусом, например, имеют расстояние от конца до центра, равное 1,5 диаметра (иногда обозначается как >1,5D).
Отводы с коротким радиусом имеют расстояние от конца до центра, равное диаметру трубы.
Радиус осевой линии изогнутых труб и трубок можно определить, умножив обозначение D на диаметр трубы.
Например, труба 5D с 10-дюймовым D будет иметь радиус центральной линии 50 дюймов.
180-градусные отводы труб используют другое измерение, основанное на межцентровом расстоянии, чтобы лучше понять требуемое пространство и то, как отводы труб будут вписываться в систему.
Как и в случае с отводами, умножение диаметра 180-градусного изгиба трубы на обозначение D даст вам расстояние между центрами.
Изгибы труб с коротким радиусом 180 градусов являются 2D, а изгибы труб с большим радиусом — 3D.
Это означает, что 4-дюймовая труба с коротким радиусом будет иметь расстояние между центрами 8 дюймов, в то время как та же 4-дюймовая труба с большим радиусом изгиба будет иметь расстояние между центрами 12 дюймов. .
Что бы вы ни рассматривали: колена или 180-градусные изгибы, тангенциальные концы индукционно изогнутых труб часто не подвергаются процессу гибки и могут быть согласованы с существующими трубопроводами по диаметру, фланцу, клапану или фитингу.
Хотя поначалу подгонка и определение размеров изогнутых труб могут показаться сложными, базовое понимание используемых измерений упрощает их согласование с существующей системой или интеграцию в новую конструкцию.
Дополнительная литература:
КОНЕЦ ТРУБ: ОБЪЯСНЕНИЕ
Хотя размер является важным фактором при выборе фланцев, отводов и других компонентов вашего трубопровода, концы труб имеют решающее значение для обеспечения правильной посадки, a плотное уплотнение и оптимальная производительность.
ОБЫЧНЫЕ КОНЦА ТРУБ
Тип выбранного конца трубы определяет, как он соединяется с другими компонентами и для каких применений и компонентов эта труба лучше всего подходит.
Концы труб обычно относятся к одной из четырех категорий:
Гладкие концы (PE)
Резьбовые концы (TE)
Скошенные концы (BW)
Механические соединения с канавками или концы с канавками
Одна труба также может иметь несколько типов концов. Это часто указывается в описании трубы или на этикетке.Например, 3/4-дюймовая труба SMLS Schedule 80s A/SA312-TP316L TOE имеет резьбу на одном конце (TOE) и гладкую на другом.
Напротив, 3/4-дюймовая труба TBE SMLS Schedule 80s A/SA312-TP316L имеет резьбу на обоих концах (TBE).
ТРУБЫ С ГЛАДКИМ КОНЦЕМ (ПЭ) ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
Концы труб из ПЭ обычно обрезаются под углом 90 градусов к участку трубы для получения плоского и ровного конца.
В большинстве случаев трубы с гладкими концами используются в сочетании с накидными фланцами, фитингами и фланцами с раструбной сваркой.
Оба типа требуют угловой сварки на одной или обеих сторонах фитинга или фланца и у основания фитинга или фланца.
Там, где это применимо, гладкий конец обычно располагается на расстоянии ⅛ дюйма от места, где лежит труба, чтобы учесть тепловое расширение во время сварки.
Это делает их идеальными для систем трубопроводов малого диаметра.
ТРУБЫ С РЕЗЬБОЙ (TE) ПРИМЕНЕНИЕ И СООБРАЖЕНИЯ
Обычно используемые для труб с номинальным размером три дюйма или меньше, трубы TE обеспечивают превосходное уплотнение.
В большинстве труб используется стандарт Национальной трубной резьбы (NPT), который описывает коническую резьбу, используемую на трубе, с наиболее распространенным конусом размером 3/4 дюйма на фут.
Этот конус позволяет натягивать резьбу и обеспечивает более эффективное уплотнение.
Тем не менее, правильное соединение резьбы на трубе TE необходимо, чтобы не повредить трубы, фитинги или фланцы.
Неправильная сборка или разборка может привести к истиранию или заклиниванию.
После разъединения повреждение резьбы или трубы может еще больше снизить коррозионную стойкость и гигиенические свойства — две популярные причины выбора трубы из нержавеющей стали.
К счастью, избежать этих проблем часто так же просто, как подготовить резьбу перед сборкой.
Мы рекомендуем и продаем уплотнительную ленту для резьбы Unasco из нержавеющей стали.
Пропитанная никелевым порошком лента удерживает поверхности концов наружной и внутренней резьбы отдельно, а также смазывает соединение для облегчения сборки и разборки.
ТРУБЫ СО СКОЙКОЙ (BW) ПРИМЕНЕНИЕ И СООБРАЖЕНИЯ
Используемые со сваркой встык, фитинги труб BW обычно имеют скос под углом 37,5 градусов.
Эти фаски часто наносятся производителями вручную или с помощью автоматизированных процессов для обеспечения согласованности.
Обеспечивает идеальное сочетание с трубными фитингами и фланцами BW, а также упрощает сварку.
КОНЦЕВАЯ ТРУБА С ПАЗОМ ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
Механические соединения с канавкой или трубы с канавкой используют формованную или обработанную канавку на конце трубы для установки прокладки.
Затем корпус вокруг прокладки затягивается, чтобы зафиксировать соединение и обеспечить оптимальное уплотнение и производительность.
Конструкция упрощает разборку и снижает риск повреждения компонентов трубопровода.
ОБЩИЕ СОКРАЩЕНИЯ И СТАНДАРТЫ НА КОНЦАХ ТРУБ
Концевые соединения труб, обычно используемые для трубных ниппелей, часто обозначаются сокращениями.
В большинстве случаев первая буква обозначает тип конечных пользователей, а следующие буквы указывают, какие концы закончены.
Общие сокращения включают:
:02 широкая резьба
:02 9041 TLE Резьба на одном конце
- TSE: Резьба с малым концом
- ASME B1. 1 — Унифицированная дюймовая резьба
- ASME B16.25 – Концы под приварку встык
- Изгиб трубы должен быть по возможности холодным, а горячий изгиб допускается только при следующих условиях:
- Радиус изгиба трубы меньше радиуса изгиба определяется холодным изгибом или меньше, чем радиус изгиба существующей пресс-формы.
- Форма трубы сложная или между отводами нет прямого участка трубы, поэтому ее нельзя затянуть на трубогибе.
- Если стенка трубы слишком тонкая, она склонна к большому смятию и складкам после холодной гибки.
- Для труб большего диаметра или редко используемых, такой формы в настоящее время нет.
- Когда стенка трубы слишком толстая для холодной штамповки.
- 3,5 ″ Dies -смещение 6 3/16 ″
- 4,5 ″ Clr Dies -Offset 5 ″
- 9222. 6.023-Off
- 9222. 6.023-9002-9002-9002-9002-9002-9002-9002-9002-9002-9002-9002-9002-9002-9002-9002-9002-9002-. 6 5/8″
- 2,5 ″ Clr Dies — смещение 7 1/8 ″
- 3,5 ″ Dies — смещение 6 1/4 ″
- 11122 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5. Clr. — Offset 5 1/4 ″
- 6,0 ″ CLR Dies — смещение 6 ″
444444444444444444444444444444444444444444444444444444444444444444444444444444444444444.
Если вы хотите узнать больше об общих стандартах для концов труб, вы можете найти информацию из ASME ниже:
Технические условия морского колена Китая
Артикул:
ТЕОРИЯ ПРОЦЕССА ХОЛОДНОЙ ГИБКИ ТРУБ
VВидео холодногнутой стальной трубы Φ168мм (Малайзия)
Видео холодногнутой трубы Φ510мм и 10 0 B5 0 90 90
1
В настоящее время обновляется для добавления новых смещений для M601/605/625.
Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.На этой странице вы можете узнать, как точно сгибать трубы с помощью вашей новой модели 600 или любого другого трубогиба и трубогиба. Как и в настоящем колледже, мы покажем вам старый школьный способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас. Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
Гибка трубы с помощью Rogue Model 600 Гибка, 101: основы
Изгибая 101, вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как согнуть нужную величину .
Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.Если вы хотите сделать изгиб на матрице радиусом 4,5 и хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца. ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от вашей первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей местоположения изгиба (нажмите ЗДЕСЬ — новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите.
Без проблем.M600 Bend Spossets (2010-2014)
M600 Bend Moptseds (2015 г. до конца 2021 года)
M601/605/625 Бенд. Матрицы CLR 3,5″
— со смещением 4 1/2″
- Матрицы CLR 4,5″ – со смещением 5 1/4″
- 6,0″ CLR-плашки – со смещением 6″
Что насчет пружинения?
Вот лучший способ измерить упругость. Поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубопровода в изгибе очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в станке, вы можете легко сделать изгиб посередине отрезка трубы. Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне/вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни. Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (а это, очевидно, то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы можно располагать намного ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными». Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Три предела расстояния между изгибами
- Как поясняется в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы настолько близко друг к другу, насколько позволяет смещение изгиба. Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
- Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок. Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Пример применения изгибов с нулевым шагом см. далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как сделать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к показу того, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не волнуйтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого сгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком». Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент. Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8. Сделайте изгиб в соответствии с инструкциями по эксплуатации машины.
9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся сгибаться от одного конца к другому, начиная с изгиба 90 градусов (следуя той же схеме из секции 201). Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок на расстоянии 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил. Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ и математическими расчетами!
youtube.com/embed/65_y_7cENT8″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют при проектировании каркасов безопасности, гибке выхлопных труб и других деталей для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект. Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся слайдеры, рамы или что-то еще, начиная от отдельных деталей и заканчивая сборкой из нескольких труб, Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также полезен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т. д. Большое дело — точное изготовление 3D-деталей.
Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой отдельные 2D-детали, то EZ может вам помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции. Компания Bend Tech напечатает лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поставить зажимной блок, чтобы правильно определить места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто щелкая по трубам, для которых вы хотите сделать панели. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает. Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, создавать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Программная интеграция с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой. В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
Как выполнять S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай. Просто посмотрите видео.
Как сделать S – изгибы, метод 2
Метод 1: первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществами этого метода являются более высокие углы изгиба и доступная совместимость с гибочным станком.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке). Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим инструкциям, вы далеко не продвинетесь. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке с помощью маркера через каждый дюйм. Наши зажимные блоки — отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать. Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение. Это следующий шаг на пути к успеху в производстве.
Как согнуть БЫЧИЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех 3 мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажимали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы держите в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Переверните еще раз, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным. Продолжай читать.
Доведение до совершенства (угол) – убедитесь, что ваш материал не подвергается изгибу в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО место изгиба в шаге 6.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Гибка 303
Мы на 100% посвящаем себя бесплатному обучению в области металлообработки и гибки труб. Хотя этот раздел (303) ничему не учит вас в отношении гибки, пусть это будет нашим письменным обязательством перед вами, нашим клиентом, что ваш успех — это наш успех. Мы будем продолжать разрабатывать методы и рекомендации, которые помогут вам сгибать трубы, трубы DOM, трубы HREW, медь (твердую и мягкую), титан, инконель, дуплексную нержавеющую сталь Sandvik 2507, архитектурную нержавеющую сталь, санитарную нержавеющую сталь и хроммолибден (а также Docol Р8). Вы звезда этого шоу, и мы здесь, чтобы помочь вам добиться успеха. Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
Руководство по проектированию гибки труб | Listertube Tube Engineering Services
Если вы не уверены в том, какой тип изгиба должен соответствовать требованиям вашей трубы, обязательно прочтите руководство по проектированию Listertube, содержащее информацию о преимуществах различных типов изгиба, размеров труб и радиусов изгиба. Загрузите и сохраните или продолжите чтение ниже.
СКАЧАТЬ БЕСПЛАТНО
Проектирование для производства
Часто даже самые компетентные конструкторы не полностью осведомлены о том, как именно работают трубогибочные машины и, следовательно, об их возможностях и ограничениях. Ежедневно мы получаем запросы предложений, в которых выполнение требований к конструкции трубного компонента чрезвычайно сложно и может ограничиваться определенными гибочными станками, включать специальные инструменты, требовать изготовления его из нескольких частей и их соединения или даже требовать ручных приспособлений для гибки. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
Обычно другие элементы в готовом изделии разрабатываются так, чтобы вносить изменения в трубу на данном этапе сложно или невозможно, и все же с помощью нескольких простых настроек это может быть простой производственный элемент. Принимая во внимание несколько рекомендаций, вы можете гарантировать, что указанные вами трубные компоненты оптимизированы для производства без ущерба для необходимой вам функциональности.
Преимущества гибки труб
металлическая труба (или труба), обычно изготавливаемая из мягкой стали, нержавеющей стали, алюминия или меди и обычно круглого сечения, хотя возможно квадратное или прямоугольное (коробчатое) сечение, и даже овальные формы или более сложные сечения могут быть согнуты. В зависимости от применения изогнутая (или управляемая) труба дает значительные преимущества по сравнению с большинством других возможных решений, которые обычно включают гибкий шланг или сборные (сварные) конструкции.
Жесткая трубка более надежна, долговечна, часто имеет меньшую общую стоимость по сравнению с гибким шлангом и визуально более привлекательна. Сложные пути изгиба или комбинации шланг/трубка могут исключить несколько компонентов и путей утечки. По сравнению с готовыми решениями труба имеет более эстетичный вид, обычно намного более экономична и обычно обеспечивает снижение веса
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и производства манипуляций, важно оценить различные способы гибки труб. В основном существует три подхода, известных соответственно как гибка сжатием, гибка вытягиванием и гибка валком.
Сгибание компрессионной трубки
Сгибание компрессионной трубки похоже на сгибание медной трубы вокруг колена; вы держите один конец трубки неподвижно и формируете трубку вокруг прежнего (в данном случае колена). Следующим шагом является простой ручной инструмент для гибки труб, который часто используется сантехниками для медных труб. Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, такому как сталь, тогда мощность машины станет существенной, и гибка вытягиванием станет обычным используемым методом формования. Ключевое отличие состоит в том, что инструмент тянет или вытягивает трубу вокруг прежнего инструмента. Фактически, вместо того, чтобы труба была зажата позади шаблона, она прижата к шаблону, а зажим и шаблон вращаются, при этом труба огибает шаблон по дуге позади него, просто прижимаясь к шаблону с помощью пресс-штампа.
Как следует из названия, пресс-форма не зажимает трубу, а просто прижимает ее к шаблону, но трубу можно протянуть мимо нее. Изгиб вытягиванием решает некоторые проблемы разрушения, которые могут возникнуть при изгибе сжатием.
Вытяжная гибка
Вытяжные гибочные машины могут быть простыми с ЧПУ (с числовым программным управлением) или полным ЧПУ (с компьютерным числовым управлением). Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (относительно диаметра или спецификации материала) трубки склонны к разрушению при изгибе, и в процессе гибки вытягиванием (в отличие от гибки сжатием) можно поддерживать трубу в точке, где происходит изгиб, с помощью вставка оправки по центру трубы. По этой причине гибку вытягиванием иногда называют гибкой на оправке.
Роликовая гибка
Если вам нужна очень пологая кривая, т.е. большой радиус кривизны, то вытяжная гибка перестает быть осуществимой, поскольку размер инструмента (и станка для его установки) становится непомерно высоким. Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием.
Он работает, проталкивая трубку, как правило, через три ролика – два с одной стороны трубки и один между ними с другой. Если ролики слегка упираются в трубу, то она явно просто пройдет сквозь них, не прогибаясь, но при увеличении давления ролика труба начнет деформироваться, становясь вогнутой со стороны единственного ролика, поскольку два крайних ролика пытаются протолкните его вокруг внутреннего ролика. Чем больше давление, тем сильнее изгиб.
Существует два основных типа профилегибочных станков.
Первый
Часто называемый просто вальцегибочным станком, имеет только три валка, один или несколько из которых вращаются с усилием, чтобы протянуть трубу внутрь и между ними. Часто трубу перемещают между валками несколько раз назад и вперед для достижения желаемого радиуса изгиба. Этот тип может быть полуручным, ЧПУ или ЧПУ.
Второй тип
Второй тип, когда валки свободно вращаются, и труба проталкивается через них (отсюда изгибание под давлением). Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб.
То есть гибка вытягиванием лучше, чем гибка валком?
На самом деле они оба имеют свое место, потому что они делают совершенно разные вещи. Гибка вытягиванием предназначена для довольно узких кривых, типичных для большинства инженерных приложений, в то время как гибка валком предназначена для кривых большого радиуса, часто встречающихся в мебели или архитектурных работах.
Небольшой недостаток вальцовочной гибки заключается в том, что для получения нужной кривизны требуется определенная степень проб и ошибок, особенно при гибке в первый раз, поскольку каждый другой диаметр трубы, толщина стенки и материал ведут себя немного по-разному под действием силы и поскольку нет фиксированной формы, вокруг которой изгибается трубка, эти факторы играют более важную роль. Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Вооружившись хорошим пониманием различных доступных процессов гибки, мы можем теперь рассмотреть процесс выбора, который может предпринять инженер-конструктор.
Размеры трубок
Выбор «стандартного» диаметра трубки имеет ряд преимуществ. Во-первых, материал более доступен, а цены, как правило, ниже, особенно если вам требуются только небольшие или умеренные количества, так как в противном случае вы будете платить минимальную стоимость заказа партии. Во-вторых, у вашего субподрядчика по манипулированию трубами, скорее всего, уже есть подходящие инструменты, что позволяет избежать затрат на инструменты, которые могут варьироваться от 1500 до 3000 фунтов стерлингов даже для труб относительно небольшого диаметра, а это означает, что вы можете быстро получить ответ и/или быстро изготовить прототипы. . Наиболее популярные размеры труб до 50 мм:
Метрические размеры | |
| Внешний диаметр (мм) | Стенка (мм) |
| 4 | 1 |
| 6 | 1 |
| 8 | 1 |
| 10 | 1 |
| 12 | 1,5 |
| 15 | 1,5 |
| 16 | 2 |
| 18 | 1,5 |
| 20 | 2 |
| 22 | 2 |
| 25 | 2 |
| 28 | 2 |
| 30 | 3 |
| 35 | 3 |
| 38 | 4 |
| 42 | 3 |
Имперские размеры | ||
| Внешний диаметр (дюймы) | Стена (SWG) | Стенка (мм) |
| 3/16 | 22 | 0,71 |
| 1/4 | 20 | 0,91 |
| 5/16 | 20 | 0,91 |
| 3/8 | 18 | 1,22 |
| 1/2 | 16 | 1,63 |
| 5/8 | 16 | 1,63 |
| 3/4 | 14 | 2,03 |
| 7/8 | 14 | 2,03 |
| 1 | 10 | 3,25 |
| 1 1/4 | 10 | 3,25 |
| 1 1/2 | 10 | 3,25 |
| 2 | 10 | 3,25 |
Радиус изгиба
Когда мы говорим о радиусе изгиба, это относится к радиусу, измеренному до центральной линии трубы.
Каждый трубогиб будет иметь различный набор инструментов для радиуса изгиба вытяжки в зависимости от предыдущих работ, которые они выполняли, но, безусловно, наиболее распространенный будет соответствовать первому эмпирическому правилу;
Стандартный радиус изгиба на вытяжке составляет 2 x D
Это означает, что если у вас есть труба с наружным диаметром 20 мм, то радиус изгиба, который вы можете выбрать, составляет 40 мм. Можно иметь более узкий радиус изгиба, даже такой низкий, как ½ x D, хотя все, что меньше 2 x D, обычно требует дорогостоящего инструмента и, возможно, гибки на оправке.
На другом конце шкалы максимальный радиус изгиба при растяжении определяется не характеристиками трубы, а тем, какой инструмент можно установить на гибочный станок. В зависимости от диаметра трубы это может быть очень большое число, но опять же, отход от стандартного 2 x D требует затрат на инструмент.
Если вам нужны изгибы с большим радиусом, то решением может быть изгибание с толканием или валком, и минимальный радиус, который действительно возможен при этом, составляет ;
Минимальный радиус изгиба ролика 7 x D
Технически возможно, чтобы плотность была больше 7 x D, но это во многом зависит от толщины стенки и свойств материала, поэтому в целях безопасности придерживайтесь этого правила.
Максимальный предел радиуса изгиба валком не ограничен, за исключением, конечно, оставления трубы прямой, что равносильно бесконечному радиусу изгиба!
Очевидно, что всегда имеет смысл проверить у вашего манипулятора труб, какие инструменты у них есть для выбранного вами диаметра трубы, прежде чем приступить к проектированию вашего компонента.
В качестве альтернативы, по возможности, допускайте широкий допуск на радиус изгиба. Например, если у вас есть простой изгиб на 90 градусов в 20-миллиметровой трубе, имеет ли для вашего проекта значение радиус изгиба 40 мм, 50 мм или 60 мм? Так почему бы не обозначить его как 50 мм +/- 10 мм.
Несколько радиусов изгиба
Если вам нужно более одного изгиба в вашей трубе, следующий вопрос, который необходимо рассмотреть, — могут ли они все быть одного радиуса.
Базовые вытяжные гибочные станки — это так называемые одинарные гибочные станки, т. е. они могут работать только с одним набором инструментов за раз. Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
Мы часто видим чертежи, требующие двух разных радиусов изгиба, которые в действительности настолько похожи, что разница почти незаметна; зачем проектировать трубу с одним радиусом изгиба 70 мм, а другим 75 мм? Но люди делают. Если вы проектируете несколько радиусов, делайте это только в том случае, если вам это действительно нужно!
Если у вас должны быть изгибы с несколькими радиусами, вам понадобится машина с двумя, тремя или даже несколькими стопками (которая может иметь столько наборов инструментов, установленных друг над другом, сколько поместится на инструментальную стойку, и может индексировать между каждым из них). Очевидно, что по мере увеличения ассортимента этих станков вы уменьшаете количество трубогибов, у которых будет это оборудование.
Если у вас есть изгибы очень близко друг к другу, которые не находятся в одной плоскости, вам, вероятно, понадобится укладочный станок с режущим инструментом (чтобы первый изгиб не загрязнял инструмент, пока выполняется второй изгиб ). Этот инструментарий будет разработан специально для вас, поэтому, если объемы не являются достаточно значительными, чтобы оправдать его, вы можете рассмотреть возможность отказа от такого типа конфигурации.
Если вам нужно несколько гибов большего радиуса (более 7 x D), то это не проблема для проталкивающего гибочного станка (хотя на простом валковом станке это довольно сложно).
Иногда вам понадобится плавная кривая, плавно переходящая в плавную. Типичные примеры встречаются в мебельных приложениях. В этом случае вам понадобится компания по обработке труб, у которой есть гибочный станок с ЧПУ с комбинированными возможностями вытягивания и толкания.
Если вы хотите, чтобы на одном и том же компоненте использовалось более одного радиуса изгиба волочения в сочетании с радиусами изгиба валка, убедитесь, что ваша компания по производству гибки имеет многоярусный станок для вытяжки и вальцовки!
Изгиб слишком большой
Даже если вы выбрали стандартные размеры труб, стандартные радиусы изгиба и придерживаетесь ограниченного числа различных размеров изгиба, все еще существуют конфигурации изгиба, которые вызовут проблемы для манипуляторов труб и часто приводят к более высоким расходы для вас. Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Было бы невозможно перечислить все конфигурации трубок, которые могут быть проблематичными, но есть несколько возможных;
«Узлы»
Если есть петля из трубы с трубой, проходящей через нее каким-либо образом, то маловероятно, что ее можно изготовить на стандартном гибочном станке с ЧПУ. Иногда можно изготовить такие вещи на приспособлении для ручной гибки целиком, но вы определенно столкнетесь с затратами на инструменты, и даже это будет ограничено трубами меньшего диаметра, которые можно формовать вручную. В качестве альтернативы его, возможно, придется сделать из отдельных частей и соединить.
Изгибается под углом около 180 градусов и выше и туго скручивается на жестком материале.
Представьте, что мы хотим согнуть трубку в форме, похожей на греческую букву α, с одной «ножкой» трубки, пересекающей другую. Есть способы заставить гибочный станок с ЧПУ согнуть трубу на себя, а затем еще дальше. Проблема в том, что тогда труба запутается в каретке или другой части надстройки машины. Если изгиб имеет достаточно большой радиус и/или если диаметр трубы достаточно мал, тогда будет достаточно гибкости, чтобы трубу можно было поднять над любой частью машины и избежать загрязнения. В противном случае, вероятно, будет необходимо сделать разделы и присоединиться.
Большая длина изгиба в определенных конфигурациях
Большинство протяжных гибочных станков являются «правосторонними», что означает, что если смотреть вниз на станок в сторону гибочной головки, изгиб будет справа. А теперь представьте, что вы делаете первый изгиб длиной, скажем, 2 метра. Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
В некоторых очень редких случаях вам может удаться спроектировать трубу, для которой потребуется гибочный станок, сочетающий в себе возможность лево- и правосторонней гибки.
Если вы сомневаетесь, спросите…
Если вы разрабатываете конфигурацию трубы, которая, по вашему мнению, может быть чем-то необычным, лучше всего обратиться за советом к манипулятору трубы. Любая хорошая компания будет очень рада поговорить с вами и просмотреть ранние эскизы или чертежи дизайна, чтобы помочь вам получить наиболее удобный для производства компонент, прежде чем вы зафиксируете свой окончательный дизайн.
