Трубы электросварные: Труба стальная электросварная
Содержание
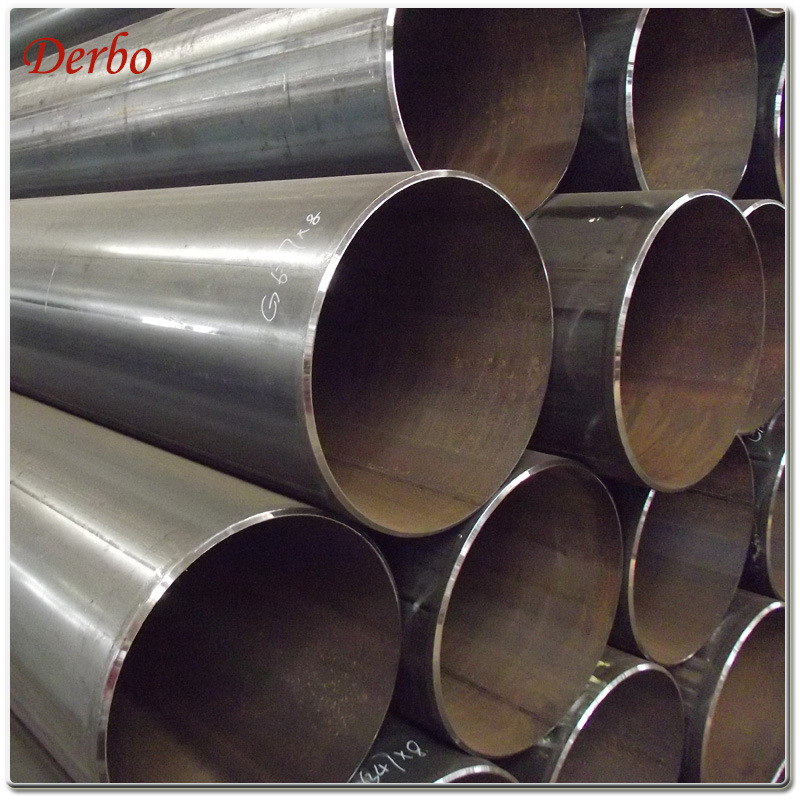
Трубы стальные электросварные прямошовные ГОСТ 10704-91
Изготовление прямошовных стальных труб происходит методом электросварки прямого стыка вдоль их оси (по требованиям ГОСТ 10704-91).
Трубы с круглым сечением имеют широкий спектр распространения практически в любой отрасли промышленности:
- при изготовлении бытовых или строительных металлоконструкций;
- в производстве и монтаже систем отопления;
- в производстве домашней и офисной мебели;
- при возведении ограждений, детских площадок, веранд;
- в автомобилестроении, газо- и водоснабжении и др.
Трубы этого типа имеют особые показатели прочности и надёжности, благодаря чему способны выдерживать воздействия таких агрессивных сред как нефть, газ или атмосферные осадки.
Область применения изделия имеет прямую зависимость от его характеристик, в соответствии с технологическим регламентом. Круглые, с обычным классом точности, пригодны для монтажа систем отопления, газо- и водопроводов. Металлические, с повышенным коэффициентом точности — для деталей водо- и газопроводных конструкций.
Металлические, с повышенным коэффициентом точности — для деталей водо- и газопроводных конструкций.
При этом любые предельно допустимые отклонения относительно массы изделия не должны превышать показатель в 8%, а кривизна трубы, в расчете на 1 м не может быть более 1,5 мм при условном проходе более 20 мм и свыше 2 мм при проходе до 20 мм (включительно).
| Размер трубы в сечении (мм) | Толщина металла (мм) | |||||||||||||||||||
| 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 2,8 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
| Ø 15 | ||||||||||||||||||||
| Ø 20 | ||||||||||||||||||||
| Ø 21,3 | ||||||||||||||||||||
| Ø 25 | ||||||||||||||||||||
| Ø 26,7 | ||||||||||||||||||||
| Ø 32 | ||||||||||||||||||||
| Ø 33 | ||||||||||||||||||||
| Ø 33,5 | ||||||||||||||||||||
| Ø 35 | ||||||||||||||||||||
| Ø 36 | ||||||||||||||||||||
| Ø 38 | ||||||||||||||||||||
| Ø 40 | ||||||||||||||||||||
| Ø 42 | ||||||||||||||||||||
| Ø 44,5 | ||||||||||||||||||||
| Ø 45 | ||||||||||||||||||||
| Ø 48 | ||||||||||||||||||||
| Ø 48,3 | ||||||||||||||||||||
| Ø 60 | ||||||||||||||||||||
| Ø 76 | ||||||||||||||||||||
| Ø 89 | ||||||||||||||||||||
| Ø 102 | ||||||||||||||||||||
| Ø 114 | ||||||||||||||||||||
| Ø 127 | ||||||||||||||||||||
| Ø 133 | ||||||||||||||||||||
| Ø 159 | ||||||||||||||||||||
| Ø 219 | ||||||||||||||||||||
| Ø 273 | ||||||||||||||||||||
| Ø 325 | ||||||||||||||||||||
| Ø 377 | ||||||||||||||||||||
| Ø 426 | ||||||||||||||||||||
| Ø 530 | ||||||||||||||||||||
Цена на электросварные прямошовные трубы ГОСТ 10704-91
Электросварные трубы изготавливают из листового проката в виде листов или штрипсов с использованием электросварки или формовки. Материалами для производства труб служат углеродистые, низколегированные и высоколегированные стали.
Материалами для производства труб служат углеродистые, низколегированные и высоколегированные стали.
Трубы электросварные прямошовные диаметром до 530 мм (малые и средние диаметры) являются наиболее востребованными и широко применяются при устройстве различного назначения трубопроводов и изготовлении металлоконструкций.
Трубы больших диаметров (не менее 462 мм) используют при устройстве магистральных водо-, нефте- и газопроводов, для транспортировки агрессивных жидкостей. Сортамент на них устанавливают ГОСТы и техусловия:
Трубы спиральношовные, как и прямошовные, применяют при строительстве водо- и нефтегазопроводов, для транспортировки химически активных продуктов, а также для выполнения «проколов» при устройстве автодорог.
Профильные трубы используют для изготовления металлоконструкций, необходимых при монтаже каркаса здания, из них сооружают мачты, опоры, пролеты и сложные перекрытия.
Трубы электросварные из углеродистых марок сталей производят методом высокочастотной сварки, а продукция из высоколегированных сталей подвергается обработке в среде инертных газов, что увеличивает прочность и долговечность изделий. При выполнении сварки на изделии образуется стык, поэтому труба электросварная имеет продольный шов, параллельный оси трубы.
При выполнении сварки на изделии образуется стык, поэтому труба электросварная имеет продольный шов, параллельный оси трубы.
По типу электросварного шва различают спиральношовные, холоднодеформированные прямошовные и горячедеформированные прямошовные стальные электросварные трубы.
Трубы электросварные прямошовные после изготовления проходят испытания давлением, а также подвергаются загибу, сплющиванию и раздаче. Трубы для использования под давлением дополнительно подвергаются гидроиспытаниям.
Применение электросварных стальных труб
Электросварные трубы широко распространены в сфере создания инженерных коммуникаций и различных трубопроводных систем. Трубы прямошовные легко поддаются электросварке и имеют малый удельный вес, поэтому их доставка и монтаж выполняются достаточно простыми методами.
Круглые электросварные трубы являются универсальными изделиями для построения систем, транспортирующих газы и жидкости, а также могут применяться как конструкционные элементы в строительстве, производстве мебели и машиностроении. Трубы профильные применяются для создания металлоконструкций, необходимых при монтаже каркасов зданий.
Трубы профильные применяются для создания металлоконструкций, необходимых при монтаже каркасов зданий.
Виды и размеры поставляемых электросварных труб
Диаметр электросварных труб выбирается в зависимости от условий их использования и назначения. Сортамент труб электросварных стальных регламентируется ГОСТ 10705-80.
Компания «Ренессанс» поставляет прямошовные трубы кратной или мерной длины с диаметрами 16-530 мм, выпущенные по ГОСТ 10704-91 и прямошовные с диаметрами 530-1420 мм, производство которых регламентируется ГОСТ 10706-76. Также Вы сможете приобрести высококачественные спиральношовные и профильные трубы.
|
ГОСТ ; ТУ
|
Наружный диаметр
|
Толщина стенки
|
Класс прочности, марка стали
|
Область применения труб
| |
|
мм
|
мм
| ||||
|
ТУ 14-3-1573-96
|
530
|
7,0 — 24,0
|
Класс прочности
|
Для строительства газопроводов, нефтепроводов и нефтепродуктопроводов в северном и обычном исполнении на рабочее давление 5,4-9,8 Мпа
| |
|
630
|
7,0 — 24,0
| ||||
|
720
|
7,3 — 30,0
| ||||
|
820
|
8,0 — 30,0
| ||||
|
1 020
|
8,8 — 32,0
| ||||
|
ТУ 39-0147016-123-2000
|
530
|
7,0 — 16,0
|
Класс прочности К52
|
Для сооружения газопроводов, нефтепроводов, технологических и промысловых трубопроводов, транспортирующих нефть и нефтепродукты, содержащих сероводород до 6 об.
| |
|
630
|
7,0 — 16,0
| ||||
|
720
|
7,0 — 16,0
| ||||
|
820
|
8,0 — 16,0
| ||||
|
1 020
|
10,0 — 16,0
| ||||
|
ТУ 39-0147016-103-2000
|
530
|
7,0 — 24,0
|
Класс прочности
|
Для сооружения газопроводов, нефтепроводов, технологических и промысловых трубопроводов.
| |
|
630
|
7,0 — 24,0
| ||||
|
720
|
7,3 — 30,0
| ||||
|
820
|
8,0 — 30,0
| ||||
|
1 020
|
8,8 — 32,0
| ||||
|
ТУ 14-ЗР-21-96
|
530
|
11,0 — 24,0
|
Класс прочности К45
|
Для транспортировки природного газа с рабочим давлением 5,5 — 12,5 МПа с низким и средним содержанием сероводорода по газопроводам внутри газодобывающих предприятий до крупных потребителей, расположенных вне районов Крайнего Севера.
| |
|
630
|
11,0 — 24,0
| ||||
|
720
|
11,0 — 30,0
| ||||
|
820
|
11,0 — 30,0
| ||||
|
1 020
|
11,0 — 32,0
| ||||
|
ТУ 14-ЗР-28-99
|
530
|
7,0 — 24,0
|
Класс прочности
|
Для строительства магистральных нефтепроводов, газопроводов и нефтепродуктопроводов на рабочее давление до 9,8 МПа. Трубы повышенной хладостойкости.
| |
|
630
|
8,0 — 24,0
| ||||
|
720
|
8,0 — 26,0
| ||||
|
820
|
9,0 — 26,0
| ||||
|
1 020
|
10,0 — 26,0
| ||||
|
ТУ 14-ЗР-45-2001
|
530
|
8,0 — 16,0
|
Класс прочности К54
|
Для строительства магистральных, в том числе надземных, газопроводов давлением 5,4 МПа с температурой эксплуатации до — 60°С.
| |
|
630
|
8,0 — 16,0
| ||||
|
720
|
8,0 — 16,0
| ||||
|
820
|
9,0 — 16,0
| ||||
|
1 020
|
10,0 — 16,0
| ||||
|
ТУ 1380-219-0147016-02
|
530
|
7,0 — 24,0
|
Класс прочности К52
|
Трубы стальные электросварные прямошовные нефтегазопроводные повышенной надежности при эксплуатации для месторождений ТПП «КОГАЛЫМНЕФТЕГАЗ».
| |
|
630
|
7,0 — 24,0
| ||||
|
720
|
7,3 — 24,0
| ||||
|
820
|
8,0 — 24,0
| ||||
|
1 020
|
8,8 — 24,0
| ||||
|
ГОСТ Р 52079-2003
|
508
|
7,0 — 24,0
|
Класс прочности
|
Для строительства и ремонта магистральных газопроводов, нефтепроводов и нефтепродуктопроводов, транспортирующих некоррозионноактивные продукты (природный газ, нефть и нефтепродукты при избыточном рабочем давлении до 9,8 МПа и температуре эксплуатации от +50°С до — 60°С
| |
|
530
|
7,0 — 24,0
| ||||
|
610
|
7,0 — 24,0
| ||||
|
630
|
7,0 — 24,0
| ||||
|
711
|
8,0 — 30,0
| ||||
|
720
|
8,0 — 30,0
| ||||
|
762
|
8,0 — 30,0
| ||||
|
813
|
8,0 — 30,0
| ||||
|
820
|
8,0 — 30,0
| ||||
|
1 016
|
9,0 — 32,0
| ||||
|
1 020
|
9,0 — 32,0
| ||||
|
1 067
|
9,0 — 32,0
| ||||
|
ТУ 14-ЗР-70-2003
|
530
|
7,0 — 16,0
|
т3сп5 (К38), 20 (К42), 17Г1С, 17Г1С — У (К52)
|
Для строительства и ремонта трубопроводов тепловых сетей.
| |
|
630
|
7,0 — 16,0
| ||||
|
720
|
8,0 — 16,0
| ||||
|
820
|
8,0 — 16,0
| ||||
|
1 020
|
9,0 — 16,0
| ||||
|
ТУ 1383-011-48124013-2003
|
530
|
7,0 — 16,0
|
Класс прочности К52
|
Для сооружения газопроводов, нефтепроводов технологических и промысловых трубопроводов на рабочее давление до 7,4 МПа транспортирующих нефть и нефтепродукты, содержащих сероводород до 6 об.% водоводов. А также предназначенные для нанесения наружного и внутреннего антикоррозионного покрытия.
| |
|
630
|
7,0 — 16,0
| ||||
|
720
|
7,0 — 16,0
| ||||
|
820
|
8,0 — 16,0
| ||||
|
1 020
|
10,0 — 16,0
| ||||
|
ТУ 1303-09-593377520-2003
|
530
|
7,0 — 16,0
|
Класс прочности К52
|
Для сооружения газопроводов, нефтепроводов, технологических и промысловых трубопроводов, с температурой эксплуатации до -60°С на рабочее давление до 7,4 МПа, транспортирующих нефть и нефтепродукты.
| |
|
630
|
7,0 — 16,0
| ||||
|
720
|
8,0 — 16,0
| ||||
|
820
|
8,0 — 16,0
| ||||
|
1 020
|
10,0 — 16,0
| ||||
|
ТУ 1381-007-05757848-2005
|
530
|
7,0 — 31,0
|
Класс прочности
|
Для строительства, ремонта и реконструкции линейной части, переходов и наземных объектов магистральных нефтепроводов и нефтепродуктопроводов на рабочее давление до 9,8 Мпа.
| |
|
630
|
8,0 — 32,0
| ||||
|
720
|
8,0 — 32,0
| ||||
|
820
|
8,0 — 32,0
| ||||
|
1020
|
10,0 — 32,0
| ||||
|
1220
|
10,0 — 32,0
| ||||
|
ТУ 1303-006.2-593377520-2003
|
530
|
7,0 — 24,0
|
Класс прочности
|
Для сооружения промысловых трубопроводов, транспортирующих нефть, нефтепродукты, пресную и подтоварную воду на рабочем давлении до 7,4 МПа, повышенной эксплуатационной надежности, коррозионностойкие и хладостойкие.
| |
|
630
|
8,0 — 24,0
| ||||
|
720
|
8,0 — 25,0
| ||||
|
820
|
8,0 — 25,0
| ||||
|
1020
|
10,0 — 25,0
| ||||
|
1220
|
10,0 — 16,0
| ||||
|
ТУ 14-1-5491-2004
|
530
|
7,0 — 24,0
|
20 — КСХ
|
Для сооружения нефтесборных сетей (транспортирующих коррозионно-активные газ, нефть и пластовые воды), эксплуатируемых как в обычных климатических условиях, так и в регионах Сибири и Крайнего Севера.
| |
|
630
|
7,0 — 24,0
| ||||
|
720
|
8,0 — 25,0
| ||||
|
820
|
8,0 — 25,0
| ||||
|
1020
|
10,0 — 25,0
| ||||
|
ТУ 1381-012-05757848-2005
|
530
|
8,0 — 31,0
|
Класс прочности
|
Для сооружения магистральных трубопроводов на рабочее давление до 9,8 МПа для транспортировки некоррозионноактивного газа
| |
|
630
|
8,0 — 32,0
| ||||
|
720
|
8,0 — 32,0
| ||||
|
820
|
8,0 — 32,0
| ||||
|
1020
|
10,0 — 32,0
| ||||
|
1220
|
12,0 — 32,0
| ||||
|
1420
|
14,0 — 32,0
| ||||
|
ТУ 1381-013-05757848-2005
|
530-1220
|
11,0 — 30,0
|
Класс прочности
|
Для строительства и ремонта газопроводов, транспортирующих природный газ, содержащий сероводород.
| |
|
ТУ 1381-014-05757848-2005
|
530
|
7,0 — 31,0
|
Углеродистая и низколегированная сталь
|
Для трубопроводов пара и горячей воды с давлением не более 2,5 МПа и температурой не более 300°С для стали марки Ст3сп, не более 350°С для стали марок 20, 09Г2С и не более 425°С для стали марок 17Г1С и 17Г1С-У.
| |
|
630
|
8,0 — 32,0
| ||||
|
720
|
8,0 — 32,0
| ||||
|
820
|
8,0 — 32,0
| ||||
|
1020
|
10,0 — 32,0
| ||||
|
1220
|
12,0 — 32,0
| ||||
|
1420
|
14,0 — 32,0
| ||||
|
ТУ 1381-018-05757848-2005
|
1067-1220
|
11,0 — 32,0
|
Класс прочности
|
Для строительства, ремонта и реконструкции линейной части,на участках с рабочим давление 9,8 — 14,0 Мпа с сейсмичностью до 8 баллов включительно и на участках с рабочим давлением до 14,0 МПа включительно и сейсмичностью более 8 балов.
| |
|
ТУ 1381-020-05757848-2005
|
1420
|
15,0 — 48,0
|
Класс прочности
|
Для изготовления защитных футляров (кожухов) магистральных нефтепроводов.
| |
|
ГОСТ 20295-85
|
530-820
|
7,0-12,0
|
Класс прочности
|
Для сооружения магистральных газонефтепроводов, нефтепродуктопроводов, технологических и промысловых трубопроводов.
| |
|
ГОСТ 10704-91 ГОСТ 10706-76
|
530-1020
|
7,0-32,0
|
Углеродистая и низколегированная сталь
|
Для трубопроводов и конструкций разного назначения.
| |
|
ТУ 14-ЗР-01-93
|
530
|
7,1-16,0
|
Класс прочности
|
Для сооружения магистральных газопроводов нефтепроводов и нефтепродуктопроводов с рабочим давлением 7,4 МПа.
| |
|
API Spec 5L(PSL 1, PSL 2)
|
508 (20″) — 1422 (56″)
|
7,1 — 31,8 по согласованию с заказчиком до 50,0 мм
|
Сталь классов прочности Х42-Х80
|
Для строительства трубопроводов для транспортировки газа, воды и нефти как в нефтяной, так и в газовой промышленности.
| |
|
ISO 3183(ч.1, 2 и 3)
|
508 (20″) — 1422 (56″)
|
7,1 — 31,8 по согласованию с заказчиком до 50,0 мм
|
Сталь классов прочности Х42-Х80
|
Для трубопроводов, транспортирующих нефть и газ.
|
 %, водоводов, а также предназначенные для нанесения наружного и внутреннего антикоррозионного покрытия. Трубы повышенной коррозионной стойкости и хладостойкости на рабочее давление до 7,4 МПа.
%, водоводов, а также предназначенные для нанесения наружного и внутреннего антикоррозионного покрытия. Трубы повышенной коррозионной стойкости и хладостойкости на рабочее давление до 7,4 МПа. Трубы повышенной коррозионной стойкости и хладостойкости на рабочее давление до 7,4 МПа для ОАО «Сургутнефтегаз».
Трубы повышенной коррозионной стойкости и хладостойкости на рабочее давление до 7,4 МПа для ОАО «Сургутнефтегаз».



 Содержащих сероводород до 6 об.% водоводов, а также предназначенные для нанесения наружного и внутреннего антикоррозионного покрытия.
Содержащих сероводород до 6 об.% водоводов, а также предназначенные для нанесения наружного и внутреннего антикоррозионного покрытия.




Трубы электросварные
Продажа трубной продукции
Главная \ Трубы электросварные
Трубы электросварные
из стали 20, 09г2с
ГОСТ 10705-80
ГОСТ 20295-85
ГОСТ 3262-75
Наличие уточняйте по телефону
+7 (343) 204-75-15
e-mail: [email protected]
| Трубы электросварные | ||
| Труба | 108х3 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 108х3,5 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 108х4 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 114х5 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 133х4 ГОСТ 10705-80 10 | уточнить наличие >> |
| Труба | 133х5 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 152х5 ГОСТ 10705-80 3сп | уточнить наличие >> |
| Труба | 159х4,5 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 159х5 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 159х6 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 159х6 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 159х6 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 159х6 ГОСТ 20295-85 09Г2С | уточнить наличие >> |
| Труба | 159х7 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 159х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 159х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 159х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 159х8 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 219х6 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 219х7 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 219х7 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 219х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 219х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 219х8 ГОСТ 10705-80 09Г2С-14 | уточнить наличие >> |
| Труба | 219х8 ГОСТ 20295-85 09Г2С | уточнить наличие >> |
| Труба | 273х6 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 273х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 273х8 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 273х8 ГОСТ 20295-85 09Г2С-15 | уточнить наличие >> |
| Труба | 325х6 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 325х6 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 325х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 325х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 325х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 325х8 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 325х8 ГОСТ 20295-85 09Г2С | уточнить наличие >> |
| Труба | 377х7 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 377х7 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 377х9 ГОСТ 20295-85 09Г2С | уточнить наличие >> |
| Труба | 426х10 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 426х10 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 426х6 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 426х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 530х10 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 530х12 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 530х7 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 530х8 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 530х8 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 57х3 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 57х3,5 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 57х3,5 ГОСТ 10705-80 3сп | уточнить наличие >> |
| Труба | 57х4 ГОСТ 10705-80 09Г2С | уточнить наличие >> |
| Труба | 57х4 ГОСТ 10705-80 10 | уточнить наличие >> |
| Труба | 57х5 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 720х8 ГОСТ 10706-76 17Г1С-У | уточнить наличие >> |
| Труба | 76х3 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 89х3 ГОСТ 10705-80 20 | уточнить наличие >> |
| Труба | 89х4 ГОСТ 10705-80 20 | уточнить наличие >> |
Электросварная труба изготавливается путем формовки стального штрипса низколегированной и углеродистой стали различных марок (чаще всего Ст1, Ст2, СТ3, Ст20) и прочной сварки шва методом электросварки. Концы сварной трубы отрезаются под прямым углом и зачищаются от заусенцев . После изготовление электросварная труба ГОСТ 10705 проходит комплекс тщательных проверок — контроль ультразвуковой, гидроиспытания, РТКК сварных швов.
Концы сварной трубы отрезаются под прямым углом и зачищаются от заусенцев . После изготовление электросварная труба ГОСТ 10705 проходит комплекс тщательных проверок — контроль ультразвуковой, гидроиспытания, РТКК сварных швов.
Электросварную трубу можно назвать универсальной из-за широких возможностей ее применения: транспортировка различных сред, изготовление строительных металлоконструкций, применяется в качестве элемента конструкции в зданиях и сооружениях с очень агрессивной средой, а также как элемент теле и радио опор.
К преимуществам электросварной трубы можно отнести долговечность, высокую прочность, а так же устойчивость к нагрузкам разного рода.
Продажа трубной продукции
Copyright © 2021 — 2022
Политика конфиденциальности
Мегагрупп.ру
Трубы стальные электросварные
Подберите интересующие вас позиции используя таблицу продукции:
Диаметр325273219168159133114102897657142012201020920820720630530426377108
Стенка54,5498765,53,532019181716151413121110
Сбросить все значения
Таблица загружается (подождите 6 сек). | Наименование продукции | Сталь | ГОСТ | Изоляция |
|---|
 ..
..| Труба электросварная прямошовная ст. 3ПССП | В наличии | ||||
| Труба электросварная прямошовная ст. 20 | В наличии | ||||
| Труба электросварная прямошовная ст. 17Г1С | В наличии | ||||
| Труба электросварная прямошовная ст. 10Г2ФБЮ | В наличии | ||||
| Труба электросварная прямошовная ст. 10 | В наличии | ||||
Труба электросварная прямошовная ст. 09Г2С 09Г2С | В наличии | ||||
| Труба электросварная прямошовная ГОСТ 10705-80 | В наличии | ||||
| Труба электросварная прямошовная ГОСТ 10704-91 | В наличии | ||||
| Труба электросварная прямошовная в усиленной изоляции | В наличии | ||||
| Труба электросварная прямошовная в ППУ ПЭ | В наличии | ||||
| Труба электросварная прямошовная в ППУ ОЦ | В наличии | ||||
| Труба электросварная прямошовная в ВУС | В наличии | ||||
| Труба электросварная прямошовная в 3-х слойной изоляции | В наличии | ||||
| Труба электросварная прямошовная в 2-х слойной изоляции | В наличии | ||||
| Труба электросварная прямошовная | ст. 3ПССП 3ПССП | ГОСТ 10706-76 | В наличии | ||
| Труба электросварная прямошовная | ст. 3ПССП | ГОСТ 10705-80 | В наличии | ||
| Труба электросварная прямошовная | ст. 3ПССП | ГОСТ 10704-91 | В наличии | ||
| Труба электросварная прямошовная | ст. 3ПССП | в усиленной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 3ПССП | в ППУ ПЭ | В наличии | ||
| Труба электросварная прямошовная | ст. 3ПССП | в ППУ ОЦ | В наличии | ||
| Труба электросварная прямошовная | ст. 3ПССП | в ВУС | В наличии | ||
| Труба электросварная прямошовная | ст. 3ПССП | в 3-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 3ПССП 3ПССП | в 2-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 3ПССП | В наличии | |||
| Труба электросварная прямошовная | ст. 20 | ГОСТ 10706-76 | В наличии | ||
| Труба электросварная прямошовная | ст. 20 | ГОСТ 10705-80 | В наличии | ||
| Труба электросварная прямошовная | ст. 20 | ГОСТ 10704-91 | В наличии | ||
| Труба электросварная прямошовная | ст. 20 | в усиленной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 20 | в ППУ ПЭ | В наличии | ||
| Труба электросварная прямошовная | ст. 20 | в ППУ ОЦ | В наличии | ||
| Труба электросварная прямошовная | ст. 20 20 | в ВУС | В наличии | ||
| Труба электросварная прямошовная | ст. 20 | в 3-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 20 | в 2-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 20 | В наличии | |||
| Труба электросварная прямошовная | ст. 17Г1С | ГОСТ 10706-76 | В наличии | ||
| Труба электросварная прямошовная | ст. 17Г1С | ГОСТ 10705-80 | В наличии | ||
| Труба электросварная прямошовная | ст. 17Г1С | ГОСТ 10704-91 | В наличии | ||
| Труба электросварная прямошовная | ст. 17Г1С | в усиленной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 17Г1С 17Г1С | в ППУ ПЭ | В наличии | ||
| Труба электросварная прямошовная | ст. 17Г1С | в ППУ ОЦ | В наличии | ||
| Труба электросварная прямошовная | ст. 17Г1С | в ВУС | В наличии | ||
| Труба электросварная прямошовная | ст. 17Г1С | в 3-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 17Г1С | в 2-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 17Г1С | В наличии | |||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ | ГОСТ 10706-76 | В наличии | ||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ | ГОСТ 10705-80 | В наличии | ||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ 10Г2ФБЮ | ГОСТ 10704-91 | В наличии | ||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ | в усиленной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ | в ППУ ПЭ | В наличии | ||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ | в ППУ ОЦ | В наличии | ||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ | в ВУС | В наличии | ||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ | в 3-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ | в 2-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 10Г2ФБЮ | В наличии | |||
| Труба электросварная прямошовная | ст. 10 10 | ГОСТ 10706-76 | В наличии | ||
| Труба электросварная прямошовная | ст. 10 | ГОСТ 10705-80 | В наличии | ||
| Труба электросварная прямошовная | ст. 10 | ГОСТ 10704-91 | В наличии | ||
| Труба электросварная прямошовная | ст. 10 | в усиленной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 10 | в ППУ ПЭ | В наличии | ||
| Труба электросварная прямошовная | ст. 10 | в ППУ ОЦ | В наличии | ||
| Труба электросварная прямошовная | ст. 10 | в ВУС | В наличии | ||
| Труба электросварная прямошовная | ст. 10 | в 3-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 10 10 | в 2-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 10 | В наличии | |||
| Труба электросварная прямошовная | ст. 09Г2С | ГОСТ 10706-76 | В наличии | ||
| Труба электросварная прямошовная | ст. 09Г2С | ГОСТ 10705-80 | В наличии | ||
| Труба электросварная прямошовная | ст. 09Г2С | ГОСТ 10704-91 | В наличии | ||
| Труба электросварная прямошовная | ст. 09Г2С | в усиленной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 09Г2С | в ППУ ПЭ | В наличии | ||
| Труба электросварная прямошовная | ст. 09Г2С | в ППУ ОЦ | В наличии | ||
| Труба электросварная прямошовная | ст. 09Г2С 09Г2С | в ВУС | В наличии | ||
| Труба электросварная прямошовная | ст. 09Г2С | в 3-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 09Г2С | в 2-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ст. 09Г2С | В наличии | |||
| Труба электросварная прямошовная | ГОСТ 10706-76 | в усиленной изоляции | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10706-76 | в ППУ ПЭ | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10706-76 | в ППУ ОЦ | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10706-76 | в ВУС | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10706-76 | в 3-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10706-76 | в 2-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10706-76 | В наличии | |||
| Труба электросварная прямошовная | ГОСТ 10705-80 | в усиленной изоляции | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10705-80 | в ППУ ПЭ | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10705-80 | в ППУ ОЦ | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10705-80 | в ВУС | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10705-80 | в 3-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10705-80 | в 2-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10704-91 | в усиленной изоляции | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10704-91 | в ППУ ПЭ | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10704-91 | в ППУ ОЦ | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10704-91 | в ВУС | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10704-91 | в 3-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | ГОСТ 10704-91 | в 2-х слойной изоляции | В наличии | ||
| Труба электросварная прямошовная | в усиленной изоляции | В наличии | |||
| Труба электросварная прямошовная | в ППУ ПЭ | В наличии | |||
| Труба электросварная прямошовная | в ППУ ОЦ | В наличии | |||
| Труба электросварная прямошовная | в ВУС | В наличии | |||
| Труба электросварная прямошовная | в 3-х слойной изоляции | В наличии | |||
| Труба электросварная прямошовная | в 2-х слойной изоляции | В наличии | |||
| Труба электросварная прямошовная 920хст. 3ПССП | В наличии |
 3ПССП»>
3ПССП»>(0)
Сделать заказ
Закажите выбранные в таблице позиции
Электросварная (ERW) круглая стальная труба
Нажмите, чтобы увеличить
1) Выберите размер (наружный диаметр):
1) Выберите Размер (НД):
Выберите один{{attrValue.value_text}}
2) Выберите толщину стенки:
2) Выберите толщину стенки:
Выберите один{{attrValue.value_text}}
3) {{размертекста}}
4) Выберите свой разрез:
- Выбранная ширина = {{widTotal}}»
- Выбранная длина = {{lenTotal}}»
- Каждый вес = {{displayWeight}} фунтов
Каждая цена: ${{Number(displayPrice).toFixed(2). toLocaleString()}}
toLocaleString()}}
Цены уточняйте по телефону
Количество:
Количество:
Этот товар временно отсутствует на складе
Сообщите мне, когда он появится в наличии
Пожалуйста, позвоните, чтобы узнать цену на этот продукт
Для заказа большего количества, пожалуйста, свяжитесь с одним из наших менеджеров по работе с клиентами.
Цены могут быть изменены. Цены в магазине могут отличаться от цен на сайте.
- Описание
- Функции
- Характеристики
- Доступные размеры
- Похожие материалы
Описание
Круглые стальные трубы, сваренные методом контактной сварки (ERW), отлично подходят для большинства видов обработки. Стальные круглые трубы доступны в классах A500 B, A513 и A135 в зависимости от наружных размеров. Стальные круглые трубы ВПВ имеют полугладкую поверхность темно-серого цвета без покрытия и сварной шов по внутренней стороне. Общие области применения включают перила, выхлопные трубы, каркасы безопасности, петли и трубы общего назначения. ASTM A500 — это стандартная спецификация для холоднодеформированных сварных и бесшовных конструкционных труб из углеродистой стали круглого и фасонного сечения. ASTM A513 — это стандартная спецификация для механических труб из углеродистой и легированной стали, сваренных электросваркой. ASTM A135 является стандартной спецификацией для стальных труб, сваренных методом контактной сварки.
Стальные круглые трубы ВПВ имеют полугладкую поверхность темно-серого цвета без покрытия и сварной шов по внутренней стороне. Общие области применения включают перила, выхлопные трубы, каркасы безопасности, петли и трубы общего назначения. ASTM A500 — это стандартная спецификация для холоднодеформированных сварных и бесшовных конструкционных труб из углеродистой стали круглого и фасонного сечения. ASTM A513 — это стандартная спецификация для механических труб из углеродистой и легированной стали, сваренных электросваркой. ASTM A135 является стандартной спецификацией для стальных труб, сваренных методом контактной сварки.
Характеристики
ASTM
ASTM A513
Характеристики
A513
Тип 5. Высокая прочность. Легко сваривается, режется, формуется и обрабатывается.
Сплав
A513/A500
Технические характеристики
ХИМИЧЕСКИЙ СОСТАВ | |
| Элемент | Процент |
| С | 0,17 — 0,23 |
| Fe | 99. 08 — 99.53 08 — 99.53 |
| Мн | 0,3 — 0,6 |
| П | 0,04 макс. |
| С | 0,05 макс. |
МЕХАНИЧЕСКАЯ ИНФОРМАЦИЯ | ||
| Имперский | Метрическая система | |
| Предел прочности при растяжении | 132 000 пси | 602 МПа |
| Предел текучести при растяжении | 74 185 фунтов на квадратный дюйм | 512 МПа |
| Твердость по Бринеллю | 90 |
| Твердость по Роквеллу | В75 |
Указанные химический состав и механические свойства являются приблизительными. Пожалуйста, свяжитесь с нашим отделом обслуживания клиентов для получения отчетов об испытаниях материалов. Свяжитесь с нами | |
Доступные размеры
ДОСТУПНЫЕ РАЗМЕРЫ | ||||
| Размер | Внешний диаметр | Толщина стенки | Длина | Масса (фунт/фут) |
| 3/8″ x 16ga | 3/8″ | .065 (16ga)» | 240,00″ | 0,215 |
| 1/2″ x 18ga | 1/2 дюйма | .049(18га)» | 240,00″ | 0,236 |
| 1/2″ x 16ga | 1/2 дюйма | .065 (16ga)» | 240,00″ | 0,302 |
| 5/8″ x 18ga | 5/8″ | .049 (18ga)» | 242,00″ | 0,301 |
| 5/8″ x 16ga | 5/8 дюйма | .065 (16ga)» | 240,00″ | 0,389 |
| 5/8″ x 14ga | 5/8 дюйма | . 083 (14ga)» 083 (14ga)» | 240,00″ | 0,480 |
| 3/4″ x 18ga | 3/4″ | .049 (18ga)» | 242,00″ | 0,367 |
| 3/4″ x 16ga | 3/4″ | .065 (16ga)» | 240,00″ | 0,475 |
| 3/4″ x 14ga | 3/4″ | .083 (14ga)» | 240,00″ | 0,591 |
| 3/4″ x 12ga | 3/4″ | .109 (12ga)» | 240,00″ | 0,746 |
| 3/4″ x 11ga | 3/4″ | .120 (11ga)» | 240,00″ | 0,807 |
| 7/8″ x 18ga | 7/8″ | .049 (18ga)» | 240,00″ | 0,432 |
| 7/8″ x 16ga | 7/8″ | .065 (16ga)» | 242,00″ | 0,562 |
| 7/8″ x 14ga | 7/8″ | .083 (14ga)» | 240,00″ | 0,702 |
| 7/8″ x 11ga | 7/8″ | . 120 (11ga)» 120 (11ga)» | 240,00″ | 0,968 |
| 1″ x 18ga | 1″ | .049 (18ga)» | 240,00″ | 0,497 |
| 1″ x 16ga | 1″ | .065 (16ga)» | 240.00″ | 0,649 |
| 1″ x 14ga | 1″ | .083 (14ga)» | 240,00″ | 0,813 |
| 1″ x 13ga | 1″ | .095 (13ga)» | 240,00″ | 0,918 |
| 1″ x 12ga | 1″ | .109 (12ga)» | 240,00″ | 1,037 |
ПОСМОТРЕТЬ ВСЕ ДОСТУПНЫЕ РАЗМЕРЫ | ||||
Предупреждение: Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или наносят вред репродуктивной системе. Для получения дополнительной информации посетите веб-сайт www. p65Warnings.ca.gov.
p65Warnings.ca.gov.
Законодательство Калифорнии требует, чтобы предприятия предоставляли четкое и разумное предупреждение клиентам, приобретающим товары в штате Калифорния, прежде чем сознательно или непреднамеренно подвергнуть их воздействию одного из более чем 800 перечисленных химических веществ или элементов. Это предупреждение требуется, когда компания знает или полагает, что одно или несколько из перечисленных химических веществ или элементов могут присутствовать в их продуктах.
Обратите внимание, что металлические изделия обычно не считаются опасными в твердой распределенной форме согласно OSHA и федеральным стандартам. Испарения или пыль от ЛЮБОГО продукта могут быть опасны для вашего здоровья без надлежащей защиты.
Электросварная труба сопротивления, Стальные трубы ERW, Трубы электросварки сопротивлением, Поставщики стальных труб ERW, Экспортеры стальных труб ERW различного инженерного назначения.
Стальная труба ERW изготавливается путем прокатки листа и сварки шва.
Особенности трубы ERW
Низкая стоимость: низкая стоимость сырья и себестоимость изготовления делают ее цены более конкурентоспособными по сравнению с прямошовными трубами, сваренными под флюсом, и бесшовными трубами.
Высокая надежность сварного шва: В результате специального метода сварки основного металла, без присадочного металла, свойства сварного шва лучше, чем у труб, сваренных дуговой сваркой под флюсом; а сварной шов намного короче, чем у труб со спиральным швом, надежность шва значительно улучшена.
Широкий диапазон: трубы ERW могут применяться с широким диапазоном соотношения толщины и диаметра, охватывающим сотни спецификаций.
- Производство труб, сваренных сопротивлением
- Поставка стальных труб и труб ВПВ
- Вид для сварки труб
- EFW против ERW
- Технические требования к трубам ВПВ
Электросварка сопротивлением: обзор
В этой статье представлен обзор сварки сопротивлением (ERW). В нем обсуждается высокочастотная ЭПВ (контактная и индукционная) и контактная сварка с вращающимся колесом (переменным, постоянным током и прямоугольной волной). В нем описаны различия между процессами, а также источники питания и сварочные ролики.
В нем обсуждается высокочастотная ЭПВ (контактная и индукционная) и контактная сварка с вращающимся колесом (переменным, постоянным током и прямоугольной волной). В нем описаны различия между процессами, а также источники питания и сварочные ролики.
Индекс:
- Основные сведения о процессе, источнике питания и сварочном ролике
- Основы ВЧ сварки
- Основы сварки с вращающимся контактным колесом
- Сколько роликов требуется?
Основные сведения о процессе, источнике питания и сварочном ролике
Для производства труб и трубопроводов доступно несколько процессов электросварки сопротивлением (ERW). Хотя каждый процесс имеет разные характеристики, все процессы ERW имеют одну общую черту — все они производят кованый сварной шов.
Кованый сварной шов создается путем приложения к зоне сварки комбинации тепла и давления или силы ковки. Успешная кованая сварка использует оптимальное количество тепла, которое обычно немного меньше температуры плавления материала, и почти одновременное приложение окружного давления к секции, которое сжимает нагретые кромки (см. Рисунок 1).
Рисунок 1).
Как следует из названия, тепло, выделяемое при сварке, является результатом сопротивления материала потоку электрического тока. Давление исходит от роликов, которые сжимают трубку до ее конечной формы.
Двумя основными типами ВПВ являются высокочастотные (ВЧ) и вращающиеся контактные колеса.
Основы ВЧ сварки
Рисунок 2 /
Объект
Двумя основными аспектами ВЧ сварки являются процессы и источники питания. Каждый из них может быть разбит на подкатегории.
Процессы. Двумя процессами ВЧ сварки являются ВЧ контактная и ВЧ индукционная. В обоих процессах оборудование, обеспечивающее электрический ток, не зависит от оборудования, обеспечивающего давление кузницы. Кроме того, в обоих методах ВЧ могут использоваться импедеры, представляющие собой магнитомягкие компоненты, расположенные внутри трубы, которые помогают сфокусировать сварочный ток на краях полосы.
Рисунок 3 / Объект
Индукционная сварка ВЧ. В случае индукционной ВЧ сварки сварочный ток передается на материал через рабочую катушку перед точкой сварки (см. рис. 2). Рабочая катушка не соприкасается с трубкой — электрический ток индуцируется в материал через магнитные поля, окружающие трубку. Индукционная сварка ВЧ устраняет следы контакта и уменьшает необходимость настройки при изменении размера трубы. Он также требует меньше обслуживания, чем контактная сварка.
По оценкам, 90 процентов трубных заводов в Северной Америке используют индукционную сварку ВЧ.
ВЧ контактная сварка. Контактная ВЧ-сварка передает сварочный ток материалу через контакты, расположенные на полосе (см. рис. 3). Мощность сварки подается непосредственно на трубу, что делает этот процесс более эффективным с точки зрения электричества, чем индукционная сварка ВЧ. Поскольку он более эффективен, он хорошо подходит для производства толстостенных труб и труб большого диаметра.
Блоки питания. ВЧ-сварочные аппараты также классифицируются по способу выработки электроэнергии. Два типа — вакуумная трубка и твердотельный. Тип вакуумной трубки является традиционным источником питания. С момента их появления в начале 90s, однако твердотельные устройства быстро завоевали известность в отрасли. По оценкам, в Северной Америке работает от 500 до 600 машин каждого типа.
Два типа — вакуумная трубка и твердотельный. Тип вакуумной трубки является традиционным источником питания. С момента их появления в начале 90s, однако твердотельные устройства быстро завоевали известность в отрасли. По оценкам, в Северной Америке работает от 500 до 600 машин каждого типа.
Основы сварки с вращающимся контактным колесом
При сварке вращающимся контактным колесом электрический ток передается через контактное колесо в точке сварки. Контактное колесо также оказывает некоторое давление кузницы, необходимое для процесса сварки.
Три основных типа сварочных аппаратов с вращающимися контактными колесами: переменный ток, постоянный ток и прямоугольная волна. Во всех трех источниках питания электрический ток передается щеточными узлами, которые взаимодействуют с контактными кольцами, прикрепленными к вращающемуся валу, поддерживающему контактные колеса. Эти контактные колеса передают ток на края полосы.
Сварка вращающихся контактных колес переменного тока. В сварочном аппарате с вращающимся контактным диском переменного тока ток передается через щетки на вращающийся вал, на котором установлен трансформатор. Трансформатор снижает напряжение и увеличивает ток, что делает его пригодным для сварки. Две ветви выходной цепи трансформатора соединены с двумя половинами вращающегося контактного колеса, которые изолированы друг от друга. Полоса замыкает цепь, действуя как проводник между двумя половинами колеса.
В сварочном аппарате с вращающимся контактным диском переменного тока ток передается через щетки на вращающийся вал, на котором установлен трансформатор. Трансформатор снижает напряжение и увеличивает ток, что делает его пригодным для сварки. Две ветви выходной цепи трансформатора соединены с двумя половинами вращающегося контактного колеса, которые изолированы друг от друга. Полоса замыкает цепь, действуя как проводник между двумя половинами колеса.
Традиционные сварочные аппараты с вращающимися контактными колесами использовали переменный ток частотой 60 Гц или обычный сетевой ток. Недостаток этой системы заключается в том, что ток и, следовательно, нагрев сварного шва то увеличиваются, то уменьшаются, ограничивая скорость, с которой труба может быть сварена. Синусоидальная волна переменного тока кратковременно достигает максимальной амплитуды, выделяя тепло сварки, которое изменяется точно так же, как и синусоидальная волна (см. рис. 4).
Рисунок 5 / Объект
Чтобы сгладить колебания температуры, были введены мотор-генераторы для создания переменного тока на более высоких частотах. Некоторые из используемых частот были 180, 360, 480 и 9.60 Гц. Также было произведено несколько полупроводниковых устройств для генерации токов более высокой частоты. Синусоида переменного тока с частотой 960 Гц достигает максимальной амплитуды 1920 раз в секунду, в отличие от 120 раз в секунду для сигнала с частотой 60 Гц. Синусоида с частотой 960 Гц производит тепло с гораздо более постоянной температурой.
Некоторые из используемых частот были 180, 360, 480 и 9.60 Гц. Также было произведено несколько полупроводниковых устройств для генерации токов более высокой частоты. Синусоида переменного тока с частотой 960 Гц достигает максимальной амплитуды 1920 раз в секунду, в отличие от 120 раз в секунду для сигнала с частотой 60 Гц. Синусоида с частотой 960 Гц производит тепло с гораздо более постоянной температурой.
Сварка вращающихся контактных колес постоянным током. Следующим шагом в сварке вращающихся контактных колес был источник питания постоянного тока. Производимая мощность имеет почти постоянную амплитуду. Хотя это решает проблему переменного нагрева, основным недостатком является то, что этот тип сварочного аппарата связан с более высокими затратами на техническое обслуживание.
Поскольку невозможно изменить напряжение постоянного тока с помощью трансформатора, необходимо передавать сильнодействующий низковольтный сварочный ток на вал через большое количество щеток (92 для постоянного тока против 8 для переменного тока) с высокой плотностью тока. Передача тока низкого напряжения с большой силой тока приводит к избыточному (отходному) теплу, которое вызывает сильный износ, что приводит к высоким затратам на техническое обслуживание, упомянутым ранее.
Передача тока низкого напряжения с большой силой тока приводит к избыточному (отходному) теплу, которое вызывает сильный износ, что приводит к высоким затратам на техническое обслуживание, упомянутым ранее.
Сварка вращающихся контактных колес прямоугольной формы. Последним шагом в развитии сварки с вращающимся контактным колесом является источник питания прямоугольной формы. Этот метод сочетает в себе постоянную теплоту сварки постоянного тока с меньшими затратами на техническое обслуживание, характерными для аппаратов переменного тока (см. рис. 5).
Хотя методы контактной сварки с вращающимся контактом предшествовали более широко используемым процессам ВЧ-сварки, они по-прежнему играют жизненно важную роль в специальных сварочных работах. Вращательная контактная сварка полезна в тех случаях, когда невозможно установить импедер на внутреннем диаметре трубы. Примерами этого являются трубы малого диаметра для холодильного оборудования и трубы, внутренний диаметр которых окрашивается сразу после процесса сварки.
Сколько роликов требуется?
Типы прижимных роликов для сварки, или, как их иногда называют, прижимных коробов, которые прикладывают необходимое для сварки давление, столь же разнообразны, как и сварочные агрегаты, используемые для подачи тепла. Отжимные коробки для сварки с вращающимся контактным колесом обычно имеют два или три роликовых блока, при этом контактный ролик служит одним из роликов.
Количество роликов в прижимной коробке пропорционально размеру и форме свариваемого изделия. Нет жестких и быстрых правил; однако общие рекомендации для диапазонов размеров круглых труб или труб следующие:
- От 3/8 до 2 дюймов используются двухвалковые устройства.
- От 1/2 до 3 1/2 дюйма используются блоки с тремя роликами.
- От 2 до 10 дюймов используются блоки с четырьмя роликами.
- Более 10 дюймов требуется пять или более рулонов.
Сегодня гораздо больше, чем в прошлом, многие формы — квадратные, прямоугольные, шестиугольные — свариваются в готовом виде, а не переделываются после сварки по кругу. Сварочные коробки, используемые для форм, изготавливаются по индивидуальному заказу для каждого применения и обычно имеют не более пяти роликов.
Сварочные коробки, используемые для форм, изготавливаются по индивидуальному заказу для каждого применения и обычно имеют не более пяти роликов.
Обработка торцов и фаска
Обычно это этап, на котором концы труб торцовываются и скошиваются торцевателем.
Резка
На этапе резки трубы нарезаются на требуемую длину с помощью летучего отрезного диска/пилы.
Производство труб электросварных контактных
При производстве стальных труб ВПВ используется только качественная, непрерывнолитая, полноспокойная, контрольно-катаная, мелкозернистая, малоуглеродистая сталь.
Наша команда хорошо обучена и имеет большой опыт в обслуживании и производстве всех видов металлоконструкций.
- Стандарты
- Процесс
- Материал
- приложений
- АСТМ А234 ВПБ
- АСТМ А213
- АСТМ А333
- АСТМ А335
- АСТМ А78/А178М
- Компенсаторы с керамическим покрытием
- Боковой тройник с керамической футеровкой
- A335 Хроммолибденовая труба
- Низкотемпературная труба A333
- Износостойкий elobw
- Ребристая труба, котельные трубы
- Труба с керамическим кольцевым покрытием
- Противоэрозионные экраны для труб
- Стальная пластина
- Трубы из легированной стали склад
Copyright © 2000-2022 Sunny Steel Enterprise Ltd. Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763
Сварная и бесшовная стальная труба
По мере того, как промышленные приложения развивались и становились все более сложными, трубопроводная продукция и системы, которые их обслуживают, должны были идти в ногу со временем.
Несмотря на то, что существует множество методов производства труб, наиболее активное обсуждение в отрасли проводится по сравнению стальных труб, сваренных сопротивлением (ERW), и бесшовных (SMLS) стальных труб.
Методы изготовления ВПВ и бесшовных стальных труб используются десятилетиями; со временем методы, используемые для производства каждого из них, усовершенствовались. Так что лучше?
Производство сварных труб
Сварная труба представляет собой длинную спиральную стальную ленту, называемую заготовкой. Заготовку обрезают до нужной длины, в результате чего получается плоский прямоугольный лист. Ширина более коротких концов этого листа станет внешней окружностью трубы, значение, которое можно использовать для расчета ее возможного внешнего диаметра.
Прямоугольные листы подаются через прокатную машину, которая скручивает более длинные стороны друг к другу, образуя цилиндр. В процессе ВПВ между кромками пропускается высокочастотный электрический ток, заставляющий их плавиться и сплавляться вместе.
Преимущество трубы ERW заключается в том, что не используются плавящиеся металлы, а сварной шов не виден и не ощущается. В отличие от двойной дуговой сварки под флюсом (DSAW), которая оставляет после себя очевидный валик сварного шва, который затем необходимо устранить в зависимости от применения.
Технологии производства сварных труб с годами совершенствовались. Возможно, самым важным достижением стал переход на высокочастотные электрические токи для сварки. До 1970-х годов использовался низкочастотный ток. Сварные швы, выполненные низкочастотными ВПВ, были более подвержены коррозии и разрушению шва.
Большинство типов сварных труб после изготовления требуют термической обработки.
Производство бесшовных труб
Бесшовные трубы начинаются с твердого цилиндрического куска стали, называемого заготовкой. Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента.
Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента.
Некоторые типы бесшовных труб затвердевают в процессе производства, поэтому термическая обработка после изготовления не требуется. Другие требуют термической обработки. Обратитесь к спецификации типа бесшовной трубы, которую вы рассматриваете, чтобы узнать, потребует ли она термообработки.
Исторические перспективы и варианты использования сварных и бесшовных стальных труб
ВПВ и бесшовные стальные трубы сегодня существуют в качестве альтернатив во многом благодаря историческим представлениям.
Как правило, сварные трубы считались более слабыми по своей природе, поскольку они имели сварной шов. Бесшовная труба не имела этого предполагаемого структурного недостатка и считалась более безопасной. Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
Отраслевые стандарты, регулирующие производство и спецификации ВПВ и бесшовных стальных труб, по-прежнему отражают это восприятие. Например, бесшовные трубопроводы необходимы для многих применений с высоким давлением и температурой в нефтегазовой, энергетической и фармацевтической промышленности. Сварные трубопроводы (которые, как правило, дешевле в производстве и более широко доступны) используются во всех отраслях промышленности, если температура, давление и другие эксплуатационные параметры не превышают параметры, указанные в применимом стандарте.
В конструкционных применениях нет никакой разницы в производительности между ERW и бесшовной стальной трубой. Хотя они могут быть указаны как взаимозаменяемые, не имеет смысла указывать бесшовные трубы, когда более дешевые сварные трубы работают одинаково хорошо.
Надлежащая практика закупок сварных и бесшовных стальных труб
Важное примечание, которое необходимо сделать, поскольку трубопроводная продукция указана для проекта, заключается в том, что книги спецификаций (например, предоставленные ASTM, ASME, ANSI и API, среди прочих), которые инженеры используют для руководства при составлении спецификаций, которые они пишут, перечисляют только марки труб без со ссылкой на то, произведены ли они с помощью ERW или производства бесшовных труб. Не все сорта могут быть получены обоими способами.
Например, возможная путаница может возникнуть, если инженер закажет сварную трубу с большим наружным диаметром и толщиной стенки, не зная, что ее невозможно изготовить. Эта ошибка, вероятно, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
Эта ошибка, вероятно, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
Кроме того, хорошее понимание отраслевых стандартов может привести к экономии средств. Хорошим примером являются стандарты труб из углеродистой стали A106 и A53. В этой статье мы обсудим, как труба соответствует прежним должен быть бесшовным, а труба, соответствующая последнему, может быть бесшовной или сварной. Например, если инженер должен следовать стандарту A53 в данном проекте, он или она все еще может иметь возможность выбирать, какой тип указать, исходя из специфики приложения.
Покажите нам свои характеристики, запросите расценки и быстро получите трубу
American Piping Products полностью укомплектован лучшим ассортиментом сварных и бесшовных стальных трубопроводов в отрасли. Мы поставляем наши запасы с заводов по всему миру, гарантируя, что покупатели получат необходимую трубу быстрее, независимо от каких-либо применимых законодательных ограничений.
В нашем руководстве покупателя стальных труб мы поможем вам сориентироваться в процессе закупки труб от начала до конца, чтобы вы могли получить то, что вам нужно, как можно быстрее, когда придет время покупать. Если в ближайшем будущем вам предстоит закупка трубопроводов, запросите расценки. Мы предоставим вам тот, который доставит вам именно те продукты, которые вам нужны, и быстро.
Трубы, сваренные сопротивлением | Industrial Tube and Steel Corporation
Горячекатаные электросварные трубы
Горячекатаные электросварные трубы (HREW) производится в соответствии с ASTM A513 Type 1A. Механические трубы HREW изготавливаются из горячекатаной полосовой стали, а трубы A513 типа 1B изготавливаются из горячекатаной полосовой стали, которая травится для удаления окалины, а затем смазывается маслом для обеспечения более чистой поверхности, чем горячекатаная. Трубки A513 типа 1 обеспечивают более конкретные допуски на внешний диаметр, толщину стенки, длину и допуски прямолинейности, чем спецификации труб и конструкционных трубок. ASTM A513 охватывает марки углеродистой стали, начиная с 1008 и выше. Физические испытания (урожайность, растяжение и удлинение) не требуются в соответствии с A513.
ASTM A513 охватывает марки углеродистой стали, начиная с 1008 и выше. Физические испытания (урожайность, растяжение и удлинение) не требуются в соответствии с A513.
Изготовлен из стали от 1008 до 1026.
Соответствует ASTM A513, тип 1.
A513 T1 HREW. Допуски на трубы.
Холоднокатаные электросварные трубы. из горячекатаной полосовой стали, подвергнутой холодному обжатию. Из-за дополнительной холодной обработки на сталелитейных заводах трубы A513 типа 2 будут иметь более жесткие допуски по толщине стенки, улучшенное состояние поверхности и более узкий диапазон механических свойств, чем трубы A513 типа 1. Трубы A513 типа 2 используются в различных областях, где поверхность состояние является критическим и требуется дальнейшая полировка или покрытие трубок. Максимальная толщина стенки холоднокатаных труб составляет номинальное значение 0,120 дюйма.
Изготовлен из стали от 1008 до 1026
Соответствует ASTM A513 Тип 2
A513 T2 Допуски для трубок CREW
Просмотр продуктовЗапросить предложение с толщиной стенки от 0,028 до 0,625 дюйма
Производственный процесс:
Механические трубы ASTM A513, тип 1A, изготавливаются из горячекатаной полосы стали, в то время как трубы A513 типа 1B изготавливаются из горячекатаной полосовой стали, которая была протравлена для удаления окалины, а затем смазана маслом, чтобы обеспечить более чистую поверхность, чем горячекатаная. Электросварные трубы сопротивлением изготавливают из горячекатаной полосы без окалины, которая формуется вальцами при комнатной температуре в трубчатую форму. Сварка происходит, когда электрический ток нагревает две кромки полосы, когда они прижимаются друг к другу. Нагревается только узкая полоска металла, а остальная часть трубки остается при комнатной температуре.
Электросварные трубы сопротивлением изготавливают из горячекатаной полосы без окалины, которая формуется вальцами при комнатной температуре в трубчатую форму. Сварка происходит, когда электрический ток нагревает две кромки полосы, когда они прижимаются друг к другу. Нагревается только узкая полоска металла, а остальная часть трубки остается при комнатной температуре.
Диапазон размеров в наличии:
- Наружный диаметр от 0,375 до 10,750 дюйма. с толщиной стенки от 0,028” до 0,120”
- Обычно имеются в наличии на складах длиной 20 футов, 20 футов 2 дюйма, 24 фута (возможна нарезка по длине)
Производственный процесс:
ASTM A513 Механические трубы типа 2 изготавливаются из горячекатаной полосы стали, подвергшейся холодному обжатию. Электросварные трубы сопротивлением изготавливают из горячекатаной полосы без окалины, которая формуется вальцами при комнатной температуре в трубчатую форму. Сварка происходит, когда электрический ток нагревает две кромки полосы, когда они прижимаются друг к другу. Нагревается только узкая полоска металла, а остальная часть трубки остается при комнатной температуре. Затем труба подвергается холодной обжатии для получения более чистой поверхности и более плотных размеров.
Нагревается только узкая полоска металла, а остальная часть трубки остается при комнатной температуре. Затем труба подвергается холодной обжатии для получения более чистой поверхности и более плотных размеров.
Преимущества трубок HREW:
Способность к формованию
- Трубки HREW отлично подходят для гибки, отбортовки, развальцовки или плющения.
Экономичность
- Трубки HREW являются недорогой альтернативой, когда жесткие допуски и концентричность не имеют решающего значения.
Качество поверхности
- Трубки HREW могут иметь различные варианты обработки поверхности. Вы можете получить его в оцинкованном, горячекатаном черном цвете или протравленном и смазанном маслом.
Широкий диапазон размеров
- HREW может быть изготовлен с широким диапазоном размеров наружного диаметра и толщины стенки в зависимости от доступной мощности рулона и ролика.
Пластичность
- Трубы, изготовленные в соответствии со спецификацией A513, также обеспечивают повышенную пластичность благодаря строго контролируемым сортам углеродистой стали.

Преимущества трубок CREW:
Экономичность
- Трубки CREW — это недорогая альтернатива, где жесткие допуски и концентричность не имеют решающего значения.
Качество поверхности
- CREW идеально подходит для применений, где критично состояние поверхности и требуется дополнительная полировка или покрытие труб.
Широкий диапазон размеров
- CREW может быть изготовлен с широким диапазоном размеров наружного диаметра и толщины стенки в зависимости от доступной мощности рулона и ролика.
Пластичность
- Трубы, изготовленные в соответствии со спецификацией A513, также обеспечивают повышенную пластичность благодаря строго контролируемым сортам углеродистой стали.
Применение по отраслям:
Строительное и тяжелое оборудование
- Втулки, распорки, рамы, шасси, каркасы безопасности, краны, поручни, распорки, трансмиссионные валы
Сельское хозяйство
- , Компоненты рулевого управления, Поручни, Распорки, Кабины, Клетки, Компоненты вспахивающего аппарата, Поливочный аппарат
Инфраструктура
- Колонны, трубные тумбы, Перила, Компоненты лифтов, Мезонины, Знаки, Навесы, Рекреационное оборудование, Конвейеры, Погрузочно-разгрузочное оборудование
Обработка жидкости
- Не рекомендуется для применений обработки жидкости
Машины
- Многочисленные компоненты внутренних машин, рамки, промышленные подъемные компоненты, расширения инструментов, базы, Spacers
Мал.
 , Не рекомендуется для перекачки жидкости, шнеков, буровых компонентов
, Не рекомендуется для перекачки жидкости, шнеков, буровых компонентов
Энергетика
- Солнечные кронштейны, переработка отходов, компоненты ветряных турбин, ядерные, ветровые, солнечные, газовые и угольные электростанции
Общее производство и механическая обработка
- Оборудование для упражнений, медицинское оборудование, опоры, подставки, стойки, кронштейны, распорки, витрины
Автомобили и транспорт
- Оси для автомобилей и грузовиков, каркасы безопасности, шасси, подголовники, стойки, рамы сидений, амортизаторы, рулевое управление, стойки, рамы
Применение по отраслям:
Строительное и тяжелое оборудование
- Втулки, распорки, поручни, распорки, валы
Agriculture
- Greenhouses, Steering Components, Hand Rails, Spacers, Cabin Components, Plowing Apparatus Components, Watering Apparatus
Infrastructure
- Railings, Racking, Greenhouses, Awnings, Mezzanines, Signs
Fluid Handling
- Не рекомендуется для работы с жидкостями
Машинное оборудование
- Многочисленные внутренние компоненты машин, рамы, удлинители инструментов, валы, основания, распорки
Нефть и газ
- Клетки, стеллажи, не рекомендуется для перекачки жидкости, защитные барьеры, перила и применение на угольных заводах
Общее производство и механическая обработка
- Особые размеры, опоры, подставки, стойки, кронштейны, распорки, витрины, мебель, тренажеры
Автомобилестроение и транспорт
- Оси для автомобилей и грузовиков, каркасы безопасности, шасси, подголовники, стойки, рамы сидений, амортизаторы, рулевое управление, стойки, рамы
Доступны отрезки по индивидуальному заказу.
 Пожалуйста, укажите длину обрезки во время процесса предложения.
Пожалуйста, укажите длину обрезки во время процесса предложения.
труб сварных электрическим сопротивлением
наружный диаметр
Толщина стенки
Запросить предложение по дополнительным вопросам
Технические характеристики
Нажмите здесь, чтобы узнать, какой спецификации ASTM соответствует ваш материал.
Просмотреть все
Направляющие
Для получения дополнительной информации и кратких справок, касающихся сырья, механической обработки, термообработки и I.T.S. предложения, нажмите здесь.
Просмотреть все
Допуски
Щелкните здесь, чтобы просмотреть допуски на сырье по типу продукта.
Просмотреть все
Калькуляторы веса и габаритов
Используйте наши калькуляторы, чтобы определить вес или размер ваших конкретных потребностей в сырье.
Просмотреть все
Есть вопрос?
Щелкните здесь, чтобы связаться с техническим консультантом
Связаться с техническим консультантом
Труба, сваренная методом контактной сварки (ERW)
Труба, сваренная методом контактной сварки (ERW) , изготавливается путем холодного формования листа стали цилиндрической формы. Затем между двумя кромками стали пропускают ток, чтобы нагреть сталь до точки, в которой кромки прижимаются друг к другу, образуя соединение без использования сварочного наполнителя. Первоначально в этом производственном процессе для нагрева кромок использовался переменный ток низкой частоты. . Этот низкочастотный процесс использовался с 19с 20-х годов до 1970 года. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который позволил получить сварной шов более высокого качества. Со временем было обнаружено, что сварные швы труб низкочастотной ВПВ подвержены селективной шовной коррозии, трещинам в виде крюков и неадекватному склеиванию швов, поэтому низкочастотные ВПВ больше не используются для производства труб. Высокочастотный процесс все еще используется для производства труб для использования в строительстве новых трубопроводов.
Высокочастотный процесс все еще используется для производства труб для использования в строительстве новых трубопроводов.
Труба, сваренная методом контактной сварки (ERW)
Электрическая сварка сопротивлением может быть разделена на два вида: сварка сопротивлением и индукционная сварка. Труба ERW изготавливается в холодном состоянии в цилиндрическую форму, а не в горячем состоянии. Для нагрева краев полосы для сварки плавлением используется электрический ток, а не пламя. Вращающиеся медные диски служат электродами и повышают температуру примерно до 2600°F для эффективной сварки. В отличие от продольной дуговой сварки под флюсом, при ERW обычно используется переменный ток с частотой от 100 до 800 кГц или от 100 000 до 800 000 циклов в секунду.
Этот процесс характеризуется двумя эффектами: скин-эффектом, или концентрацией высокочастотного тока на поверхности, и эффектом близости, когда высокочастотный ток концентрируется на двух соседних параллельных внутренних кромках в свариваемом клине перед точкой сварки. Эти эффекты позволяют проводить процесс сварки с наименьшим выделением тепла, благодаря чему структура основного материала изменяется в относительно небольшой зоне вокруг центральной — феритной линии сварных швов. Продувочный расплавленный материал с внутренней и внешней стороны сварного шва удаляют скребковыми устройствами.
Эти эффекты позволяют проводить процесс сварки с наименьшим выделением тепла, благодаря чему структура основного материала изменяется в относительно небольшой зоне вокруг центральной — феритной линии сварных швов. Продувочный расплавленный материал с внутренней и внешней стороны сварного шва удаляют скребковыми устройствами.
Процесс производства электросварных труб (ВПВ)
При производстве стальных ВПВ-труб используется только высококачественная, непрерывнолитая, полностью спокойная, контрольно-катаная, мелкозернистая, низкоуглеродистая сталь. Высококачественные стальные трубы и насосно-компрессорные трубы ERW обладают высокой коррозионной стойкостью, высокой деформируемостью, высокой прочностью и высокой ударной вязкостью. Мы являемся одним из ведущих производителей и поставщиков труб и труб из ВПВ в Китае. Мы также являемся одним из крупнейших экспортеров труб ERW в Китае.
Трубы и трубки ERW расшифровываются как трубы и трубки, сваренные сопротивлением. Исходя из требований заказчика, мы можем изготовить ЭПВ трубы и трубы различных размеров и форм. У нас есть очень большая производственная мощность ВПВ труб и труб. Трубы и трубы ВПВ используются в различных инженерных целях, в ограждениях, строительных лесах, линейных трубах и т. д. Трубы ВПВ доступны в длинах от единичных случайных до 120 футов в зависимости от возможностей мельницы.
У нас есть очень большая производственная мощность ВПВ труб и труб. Трубы и трубы ВПВ используются в различных инженерных целях, в ограждениях, строительных лесах, линейных трубах и т. д. Трубы ВПВ доступны в длинах от единичных случайных до 120 футов в зависимости от возможностей мельницы.
Трубы ERW доступны с квадратными концами или со скошенными концами для сварки, с резьбой и соединением, а также с канавками Victaulic. Поверхностная отделка доступна в черном или голом цвете, или с защитными покрытиями. Для труб с наружным диаметром 4 дюйма (10,2 мм) и меньше полоса подается в комплект формующих валков, состоящий из горизонтальных и вертикальных валков, расположенных таким образом, чтобы постепенно переходить от плоской полосы к трубе, которую затем пропускают. сварочные электроды. Электроды представляют собой медные диски, соединенные со вторичной обмоткой вращающегося трансформатора. Рампа подачи рулонов Рулоны извлекаются из хранилища и помещаются на рампу подачи (см. Рисунок 4. 1). Каждая катушка подается в разматыватель.
1). Каждая катушка подается в разматыватель.
Рисунок 4.1: Рампа подачи рулона
Рисунок 4.2: Первая секция формовки Окончательная секция формовочного прохода Эта часть формовочных валков завершает процесс скругления и подготавливает края полосы к сварке (см. Рисунок 4.3).
Рисунок 4.2: Первый участок формовки
Рисунок 4.3: Участок окончательного прохода формовки Аппарат для высокочастотной сварки Автоматический аппарат для высокочастотной сварки нагревает кромки полосы примерно до 2600 F в точке сплавления (см. Рис. 4.4). Прижимные ролики сжимают эти нагретые края вместе, образуя сварной шов.
Рисунок 4.3: Окончательный этап формовки Участок
Рисунок 4.4: Автоматическая высокочастотная сварка Неразрушающий контроль в процессе сварки После завершения сварки ее проверяют независимые подразделения неразрушающего контроля (см. Рисунок 4.5).
Рисунок 4.4: Автоматический высокочастотный сварочный аппарат
Рисунок 4.5: Блок неразрушающего контроля Нормализация сварного шва Зона сварного шва затем подвергается послесварочной обработке в соответствии с металлургическими требованиями для удаления остаточных сварочных напряжений и получения однородной нормализованной зернистой структуры ( см. рис. 4.6).
рис. 4.6).
Рисунок 4.5: Блок неразрушающего контроля
Рисунок 4.6: Калибровочная мельница для нормализации сварных швов Труба проходит через калибровочную мельницу для достижения правильного наружного диаметра (см. Рисунок 4.7).
Рисунок 4.6: Нормализатор сварных швов
Рисунок 4.7: Калибровочный стан Резка трубы
Рисунок 4.7: Калибровочный стан
Различия между стальными трубами ERW и стальными трубами HFW
Процесс производства труб ERW включает HFW. ERW имеет процессы сварки с низкой, средней и высокой частотой, а HFW специально предназначена для высокочастотной сварки электрическим сопротивлением. Различия между стальными трубами ERW и HFW заключаются в том, что EFW представляет собой тип процесса ERW для обычных и тонкостенных стальных труб. 9Труба ERW 1061: Труба, сваренная электрическим сопротивлением
Труба HFW: Труба высокочастотной сварки
Что такое стальная труба ERW? Стальная труба ERW
изготавливается с помощью низкочастотных или высокочастотных сопротивлений. Электрическое сопротивление. Сварочный шов продольный. В процессе сварки труб ВПВ электрический ток будет выделять тепло при протекании через контактную поверхность зоны сварки. Он нагреет 2 края стали до такой степени, что края могут образовать связь. Тем временем под комбинированным давлением кромка стальной заготовки трубы расплавилась и экструдировалась вместе.
Электрическое сопротивление. Сварочный шов продольный. В процессе сварки труб ВПВ электрический ток будет выделять тепло при протекании через контактную поверхность зоны сварки. Он нагреет 2 края стали до такой степени, что края могут образовать связь. Тем временем под комбинированным давлением кромка стальной заготовки трубы расплавилась и экструдировалась вместе.
Обычно максимальный наружный диаметр трубы ERW составляет 24 дюйма (609 мм), трубы больших размеров изготавливаются на SAW.
Какие трубы (стандарты) могут быть изготовлены в процессе ВПВ
Ответ: множество труб (стандартов) может быть изготовлено в процессе ВПВ. Ниже мы перечисляем наиболее распространенные стандарты трубопроводов.
Стандарты и спецификации труб/труб ERW из нержавеющей стали
Труба из нержавеющей стали ASTM A269
Труба из нержавеющей стали ASTM A312
Санитарные трубы ASTM A270
Трубы из ферритной/аустенитной/дуплексной нержавеющей стали ASTM A790
Трубы из углеродистой стали для ВПВ
ASTM A53 марки B и A (и оцинкованные) труба
ASTM A134 и ASTM A135 труба
API ERW Трубопровод
API 5L B до X70 PSL1 (PSL2 должен быть в процессе HFW)
API 5CT J55/K55, N80 кожух и НКТ
И т. д.
д.
ERW сталь
Применение и использование трубы
Стальная труба ERW, используемая для транспортировки газа и жидких объектов, таких как нефть и газ, может соответствовать требованиям низкого и высокого давления. В последние годы, с развитием технологии ERW, все больше и больше стальных труб ERW используется в нефтегазовых месторождениях, автомобильной промышленности и так далее.
Преимущества ВПВ трубы
Высокая эффективность, низкая стоимость, экономия материалов, простота автоматизации.
Что такое стальная труба HFW?
Следует отметить, что труба HFW является разновидностью трубы ERW.
Стальная труба с высокочастотной сваркой (HFW) представляет собой трубу ERW, изготовленную с частотой сварочного тока, равной или превышающей 70 кГц. Благодаря сопротивлению сварки высокочастотным током тепло выделяется в контактирующих объектах, поэтому поверхность объекта нагревается до пластического состояния, затем с ковкой или без нее достигается сочетание сталей.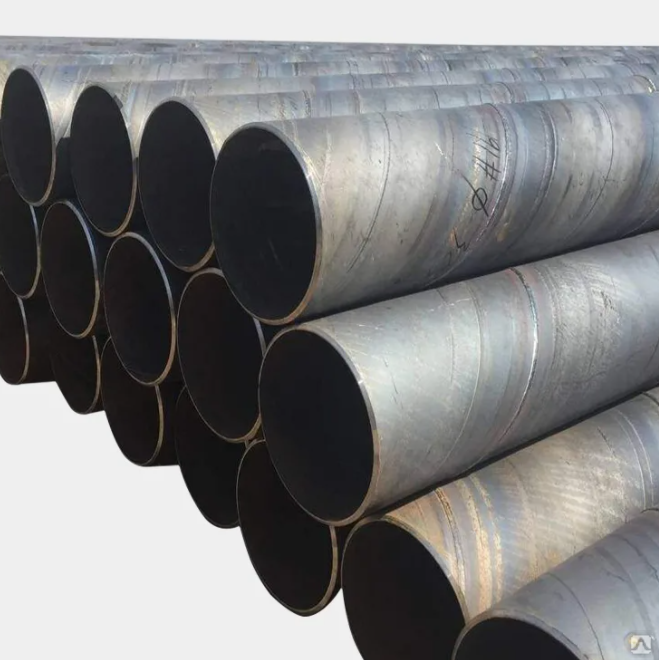 HFW – это тепловая энергия твердого сопротивления. Высокочастотный ток, проходящий через металлический проводник, вызывает два специфических эффекта: скин-эффект и эффект близости. И процесс HFW заключается в использовании скин-эффекта для концентрации на поверхности стального объекта, использовании эффектов близости для управления положением и мощностью пути протекания высокочастотного электрического тока. Так как скорость очень высока, контактирующий край пластины может быть нагрет и расплавлен во время работы на берегу, а затем экструдирован в процессе стыковки.
HFW – это тепловая энергия твердого сопротивления. Высокочастотный ток, проходящий через металлический проводник, вызывает два специфических эффекта: скин-эффект и эффект близости. И процесс HFW заключается в использовании скин-эффекта для концентрации на поверхности стального объекта, использовании эффектов близости для управления положением и мощностью пути протекания высокочастотного электрического тока. Так как скорость очень высока, контактирующий край пластины может быть нагрет и расплавлен во время работы на берегу, а затем экструдирован в процессе стыковки.
Преимущество трубы HFW
и В процессе сварки стальных труб HFW не нужно добавлять заполняющий металл. Таким образом, он имеет высокую скорость сварки и высокую эффективность производства. Трубы HFW широко используются в области транспортировки нефти и газа, трубопроводов для нефтяных скважин, строительных конструкций и различных видов механических труб. Однако качество стальных труб HFW зависит от многих факторов, таких как сырье и технологический процесс. И контроль качества продукции становится трудным. Таким образом, производительность и процесс сварки все еще нуждаются в постоянном улучшении.
И контроль качества продукции становится трудным. Таким образом, производительность и процесс сварки все еще нуждаются в постоянном улучшении.
Различия между стальными трубами ERW и HFW
Во-первых, нужно знать различия процессов сварки ERW, HFW.
Процесс сварки ERW относится к теплу, выделяемому сопротивлением току, проходящему через соединяемые металлы. Поэтому необходим большой ток, чтобы наэлектризовать всю поверхность стальной пластины или катушки на длину сварки. В процессе сварки ERW электрический ток, проходящий через весь проводник, имеет частоту 50/60 Гц.
Процесс сварки HFW отличается от высокочастотного процесса, так как только часть стального металла нагревается за счет индукции электрической катушки. Высокочастотные генерируются переменным или постоянным током. В этих случаях используются сварочный генератор постоянного тока и высокочастотный сварочный генератор постоянного напряжения.
Сварочный аппарат постоянного тока вырабатывает мощность в диапазоне 100-800 кГц. В более старых процессах преобразование переменного тока частотой 60 Гц в ВЧ осуществлялось с использованием триодных и накопительных цепей. В новом сварочном аппарате используются металлооксид кремния, полевые транзисторы, обычно связанные с параллельным резонансным контуром. В генераторах постоянного напряжения используются биполярные транзисторы с изолированным затвором, рассчитанные на мощность около 2000 кВт с диапазоном частот 100-600 кГц.
В более старых процессах преобразование переменного тока частотой 60 Гц в ВЧ осуществлялось с использованием триодных и накопительных цепей. В новом сварочном аппарате используются металлооксид кремния, полевые транзисторы, обычно связанные с параллельным резонансным контуром. В генераторах постоянного напряжения используются биполярные транзисторы с изолированным затвором, рассчитанные на мощность около 2000 кВт с диапазоном частот 100-600 кГц.
Существуют две отличительные особенности ВЧ-тока, отличного от линейного тока 60 Гц:
В то время как линейный ток 60 Гц протекает через весь проводник, ВЧ-ток течет только по поверхности проводника, поэтому возникает «скин-эффект».
Когда два проводника с высокочастотным током расположены близко друг к другу и ток концентрируется на двух смежных поверхностях проводников, возникает «эффект близости».
Распределение тока HFW: Ток течет по поверхности металла или проводника. Оба проводника расположены в непосредственной близости, при этом большая часть ВЧ-тока протекает по соседним сторонам проводников.
HFW требуется для стальных труб ERW API 5L PSL2
В соответствии со спецификацией API 5L и ISO 3183 для сварных труб PSL 2 сварка HFW является обязательным требованием для стальных труб ERW. Поскольку это улучшение врожденных проблем твердости, отсутствия плавления и подверженности коррозионному растрескиванию под напряжением (SCC).
Стальная труба ERW включает стальную трубу HFW
ERW — это общее обозначение стальных труб, сваренных сопротивлением. Его можно разделить на два типа: сварка переменным током (AC) и сварка постоянным током (DC). В зависимости от частоты сварку переменным током можно разделить на низкочастотную сварку, промежуточную сварку, ультрачастотную сварку и высокочастотную сварку. Высокочастотная сварка (HFW) в основном используется для сварки обычных или тонкостенных стальных труб. Она включает в себя контактную сварку и индукционную сварку. Сварка постоянным током обычно используется для стальных труб малого калибра. В общем, HFW является одним из методов производства ERW, он использует процесс высокочастотной сварки.
