1 а 616 токарный станок характеристики: 1А616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
Токарный станок 1А616 — описание и технические характеристики
Токарный станок 1а616 представляет собой оборудование, предназначенное для обработки заготовок с относительно малыми габаритами. Однако техника может задействоваться как в серийном производстве, так и достойно проявлять себя в индивидуальной эксплуатации.
Токарный станок 1а616 способен выполнить задачу любой сложности. Он отлично справляется с нарезанием самых разных видов резьбы. И всё это благодаря твердосплавным резцам. Именно они дают возможность с помощью 1а616 нарезать даже дюймовую или питчевую резьбу, что по плечу не каждой машине. В пользу многофункциональности агрегата отметим, что данная модель в состоянии работать быстрорежущим инструментом, изготовленным из специальных типов стали.
Технические характеристики
Даже беглого взгляда на технические характеристики токарного станка 1а616 достаточно для того, чтобы понять, насколько широки возможности этой техники. Давайте рассмотрим их в виде списка:
- Предельная длина обтачивания – 660 миллиметров;
- Предельная длина обрабатываемой детали – 710 миллиметров;
- Предельный диаметр детали над станиной – 320 миллиметров;
- Предельный диаметр детали над суппортом – 180 миллиметров;
- Максимальная частота вращения шпиндела – 1800 оборотов в минуту;
- Число ступеней передач – 21;
- Габариты – 2135х1225х1220 миллиметров;
- Масса станка – 1.
 5 тонны.
5 тонны.
 5 тонны.
5 тонны.Конструкция 1а616 поистине эргономична и многофункциональна. Она позволяет устанавливать на агрегат специальный гидропневматический цилиндр и копировальное оборудование для фиксации в патроне или цанге. Весь аппарат можно разделить на несколько функциональных узлов. Передняя бабка станка укомплектована специальным механизмом реверса, повышающим шаг звеном и переборным устройством.
Принцип работы
Токарный станок 1а616 функционирует очень просто. Мастер фиксирует заготовку в патроне или устанавливает ее на центры. После этого в резцедержатели монтируются резцы, а в пиноль – инструмент для создания отверстий. Теперь можно приступать к обработке любой поверхности, будь то конус, торец, цилиндр или что-нибудь еще. Конфигурация заготовки может быть какой угодно – станок справится с задачей в любом случае.
Приводной шкив устанавливается между шпиндельными опорами. В свою очередь мастер может производить быструю замену ремней, не снимая шпиндель. Это довольно удобно и способствует росту производительности труда.
Это довольно удобно и способствует росту производительности труда.
Важная особенность модели 1а616 – наличие привода резки раздельного формата. Также конструкцией предусмотрен статор постоянного тока, подключенный в обмотку. Это позволяет произвести быстрое торможение в случае необходимости.
Электрооборудование
Станок укомплектован надежным электрическим оборудованием. Схема включает 3 плавких предохранителя, что заметно повышает безопасность эксплуатации техники. Кроме того, станок имеет три контактора – для остановки мотора, для реверсивного и нормального хода.
Для удобства мастера над рабочей поверхностью предусмотрены лампы освещения. При этом электрооборудование предназначено для сети 220В или 380В в зависимости от модификации модели 1а616.
В станке предусмотрен мощный электрический двигатель, который обеспечивает быстрый рабочий ход. При этом торможение осуществляется динамично и плавно, так как в этом процессе задействуется постоянный ток. Стоит отметить, что силовому агрегату не свойственно нагреваться при торможении.
Стоит отметить, что силовому агрегату не свойственно нагреваться при торможении.
Выводы
Токарный станок 1а616 отлично зарекомендовал себя на многих советских и постсоветских предприятиях. Несмотря на свое моральное устаревание, эти машины до сих пор работают в многочисленных цехах и частных мастерских. Найти такой агрегат на б/у рынке в хорошем состоянии – значит обзавестись надежным многофункциональным помощником.
Модель 1а616 как и большинство агрегатов, произведенных в СССР, нетребовательна в сервисном обслуживании и очень доступна. Мы рекомендуем обратить на него внимание владельцев малых и средних предприятий, связанных с выполнением токарных работ. Именно в этой сфере инвестиция в агрегат 1а616 будет наиболее рентабельной.
Токарно-винторезный станок 1А616 — Всё для чайников
- Подробности
- Категория: Токарные станки
Токарно-винторезный станок модели 1А616, изготовляемый Средне-волжским станкостроительным заводом, является универсальным станком и предназначен для разнообразных токарных работ в условиях индивидуального и мелкосерийного производства, выполняемых в центрах или в патроне, в том числе для нарезания резьб: метрической, дюймовой, модульной и питчевой.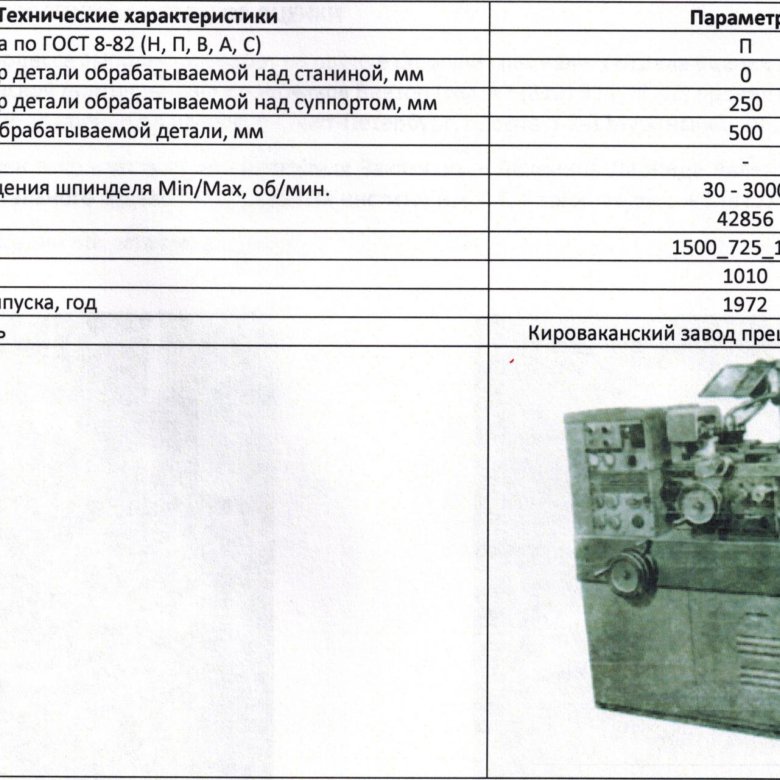
Скачать документацию
Высота центров станка равна 165 мм, а максимальное расстояние между центрами — 710 мм.
Наибольший диаметр обрабатываемой детали класса дисков, устанавливаемой над станиной, составляет 320 мм, а максимальный диаметр детали класса валов, закрепляемых в центрах над нижней частью суппорта, не должен превышать 180 мм.
Сквозь отверстие шпинделя проходит пруток диаметром до 34 мм. Наибольшая длина обтачивания детали с механической подачей суппорта равна 660 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами.
Без дополнительных сменных колес на станке модели 1А616 можно нарезать резьбы повышенной точности: метрические с шагом от 0,5 до 24 мм; дюймовые с числом ниток на 1 дюйм от 56 до 1; модульные с шагом в модулях от 0,25 до 5,5 мм и питчевые с шагом в питчах от 128 до 2.
Предусмотрена возможность нарезания особо точных резьб путем исключения из кинематической цепи зубчатых передач коробки подач и применения специальных прецизионных сменных зубчатых колес.
Устройство станка
Станина Е установлена на двух тумбах — передней М и задней 3, между которыми расположен поддон 1 (для сбора стружки). В передней тумбе смонтирована коробка скоростей Л, а в задней — электрошкаф Ж. Кроме того, к задней тумбе прикреплен бак И и насос для охлаждающей жидкости, а к передней — главный электродвигатель.
В левой головной части станины сверху закреплена передняя бабка Б, а на боковой лицевой части — коробка подач Н. Гитара сменных колес А установлена с левого торца станины.
Фартук В с суппортом Г перемещаются по внешним направляющим станины, а задняя бабка Д — по внутренним ее направляющим. Вместе со станком поставляются трехкулачковые самоцентрирующие патроны повышенной точности типа ТМ-165 и ТС-200 соответственно диаметром 165 и 200 мм и поводковый патрон диаметром 250 мм с пальцем и прихватом, а также упорные центры. По особому заказу поставляются подвижный и неподвижный люнеты.
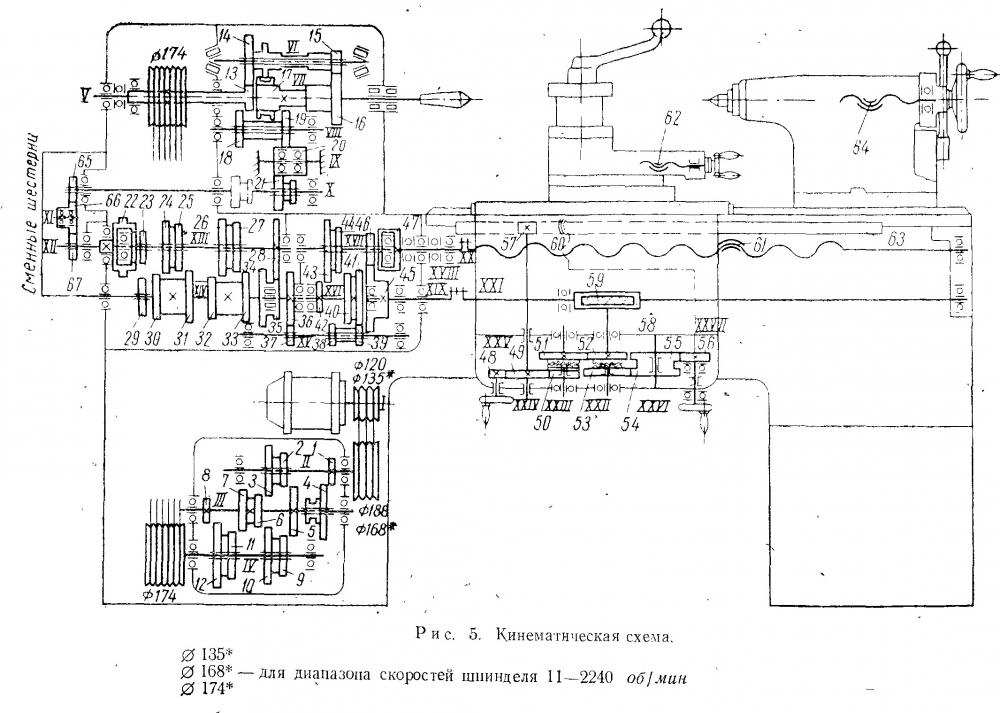
Кинематика станка.
Движение резания.
Привод движения резания у станка модели 1А616 является разделенным. Он состоит из двух клиноременных передач, двенадцатиступенчатой коробки скоростей и переборного устройства.
Приводной вал II коробки скоростей связан с электродвигателем мощностью 4,5 квт клиноременной
передачей 135—168. Трехваловая коробка скоростей имеет три двойных подвижных блока шестерен Б1 , Б2 и Б3 и одну одиночную подвижную шестерню 55. Вал III получает вращение от вала II через шестерни 41—26, когда блок Б1, как показано на схеме, сдвинут влево, либо через шестерни 39—31 при крайнем правом положении блока Б1 или посредством шестерен 14—55. В последнем случае шестерня 55 вводится в зацепление с шестерней 14, а блок Б1 устанавливается в среднее нейтральное положение. Два двойных блока шестерен Б2 и Б3 позволяют увеличить количество скоростей на выходном валу IV коробки скоростей до двенадцати. Нижний ряд чисел оборотов от 11 до 280 в минуту передается шпинделю, как показано на схеме, через перебор. Вращение от коробки скоростей посредством клиноременной передачи 174—174 сообщается полому валу V и далее через шестерни 34—68, вал VI и зубчатую передачу 20—80 шпинделю VII.
Нижний ряд чисел оборотов от 11 до 280 в минуту передается шпинделю, как показано на схеме, через перебор. Вращение от коробки скоростей посредством клиноременной передачи 174—174 сообщается полому валу V и далее через шестерни 34—68, вал VI и зубчатую передачу 20—80 шпинделю VII.
Верхний ряд чисел оборотов шпиндель получает при включенной кулачковой муфте Мг непосредственно от полого вала V.
Движения подач.
Движения подач суппорта заимствуются от шпинделя. Вал X получает вращение через шестерни 34—44—22—34. Подвижная шестерня 34 на валу X служит для изменения направления подач суппорта. При смещении шестерни влево вал X получает вращение от блока шестерен Б4, минуя паразитную шестерню 22. Для подачи суппорта сменные блоки шестерен С1 и С2 устанавливаются так, как показано на схеме, и вал XII приводится в движение от вала X через шестерни 30—66—• 36. Теоретически коробка подач может обеспечить 48 скоростей. Однако вследствие близкого совпадения ряда скоростей практически коробка подач дает только 22 различные величины подачи.
Промежуточный вал XIX и связанный с ним предохранительной муфтой Мп ходовой валик XXI получают вращение от выходного вала XVII коробки подач через колеса 23—55. Ходовой валик XX/ передает вращение посредством червячной передачи 2—35 валу XXII. Последний связан с валом XXIII колесами 31—53.
Мелкозубая муфта М6 служит для включения продольной подачи суппорта. Движение от вала XXIII передается суппорту через муфту М6, колеса 27—53, вал XXIV и реечную передачу 14 — рейка (т = 2 мм). Поперечная подача осуществляется ходовым винтом XXVII (при включенной муфте М5), который получает вращение от вала XXII через зубчатые передачи 50— 35 и 47—13.
Движение образования винтовой поверхности.
Для нарезания резьбы с шагом до 6 мм движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются при включенном переборе с использованием звена увеличения шага. Для этого блок шестерен Б4 смещают вправо, пока его левая шестерня 44 не войдет в зацепление с шестерней 34, закрепленной на полом валу V. В этом случае перемещение суппорта будет осуществляться от вала V. Для нарезания метрической и дюймовой резьбы сменные блоки шестерен С1 и С2 устанавливаются так же, как и при подаче: 30—66—36. При нарезании модульной и питчевой резьбы сменные блоки переставляют так, чтобы движение валу XII передавалось шестернями 36—66—55. Для некоторых шагов резьб применяются и другие варианты установки сменных блоков, при которых движение передается шестернями 25—66—55 или 36—66—30.
В этом случае перемещение суппорта будет осуществляться от вала V. Для нарезания метрической и дюймовой резьбы сменные блоки шестерен С1 и С2 устанавливаются так же, как и при подаче: 30—66—36. При нарезании модульной и питчевой резьбы сменные блоки переставляют так, чтобы движение валу XII передавалось шестернями 36—66—55. Для некоторых шагов резьб применяются и другие варианты установки сменных блоков, при которых движение передается шестернями 25—66—55 или 36—66—30.
Когда нарезаются дюймовые и питчевые резьбы (как показано на схеме), кулачковая муфта М2 выключена. Колесо 51 зацеплено с шестерней 30 вала XII, а шестерня 39 на валу XV введена в зацепление с шестерней 39 двойного блока 22—39, свободно сидящего на валу XIV. Для нарезания метрических и модульных резьб включается муфта М2, колесо 51 выводится из зацепления, а шестерня 39 перемещается по валу XV вправо до зацепления с колесом 39, жестко закрепленным на валу XIV. Суппорт получает движение от коробки подач через кулачковую муфту М4, промежуточный валик XVIII и ходовой винт XX.
Вспомогательные движения.
Лимб Л продольной подачи суппорта получает вращение от вала XXIV через шестерни 53—17 и передачу 30—30—117 с внутренним зацеплением.
Конструкция станка.
Компоновка.
Внутри передней тумбы 9 размещена коробка скоростей 6, которая благодаря наличию продолговатых пазов имеет возможность перемещаться в вертикальной плоскости для осуществления натяжения ременной передачи 3, связывающей приводные шкивы коробки скоростей 6 и передней бабки 4. Натяжение ремней производят гайками 8 после освобождения болтов 7. По окончании регулирования натяжения ремней болты 7 надо закрепить.
Главный электродвигатель 1 установлен на плите 12, которая может перемещаться в горизонтальной плоскости по кронштейну 11. Последний закреплен на задней стороне тумбы 9. Для регулирования натяжения ремней, связывающих электродвигатель с коробкой скоростей, следует освободить болты 10 и вращением винтов 13 создать необходимое натяжение, после чего вновь закрепить болты 10.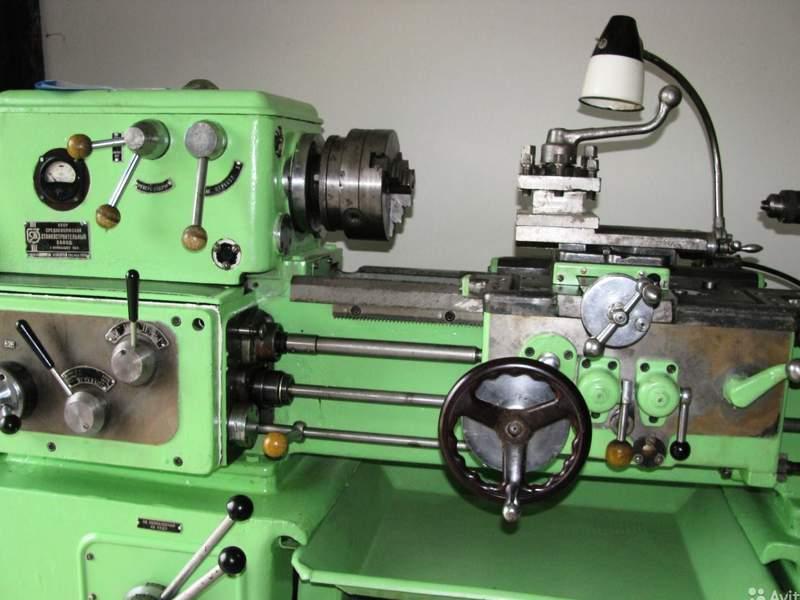 Станина 2 коробчатой формы с П-образ-ными поперечными ребрами имеет две призматические и две плоские направляющие. Коробка подач 5 крепится к станине 2 с лицевой стороны.
Станина 2 коробчатой формы с П-образ-ными поперечными ребрами имеет две призматические и две плоские направляющие. Коробка подач 5 крепится к станине 2 с лицевой стороны.
Коробка скоростей.
На станке модели 1А616 применена трехвальная 12-ступенчатая коробка скоростей. Приводной вал 13 выполнен за одно целое с малой шестерней Z. На шлицевом конце этого вала консольно установлен шкив 12. На другом конце вала 13 находится двойной подвижной блок шестерен 14. Промежуточный вал 11 также выполнен за одно целое с малой шестерней z1, имеющей, как и шестерня z, 14 зубьев. В средней части промежуточного вала неподвижно закреплены шестерни 6, 7 и 9. Зубчатое колесо 10 может перемещаться по шлицам вала 11. На выходном валу 4 находятся два двойных подвижных блока шестерен 5 и 8 и приводной шкив 3.
Блоки шестерен 5 и 8 управляются рукояткой 17, которая имеет четыре фиксированных положения. Фиксация производится подпружиненным шариком 1, западающим в углубления закаленной планки 2. Блок шестерен 14 и подвижное колесо 10 управляются рукояткой 16. Эта рукоятка имеет только три фиксированных положения.
Блок шестерен 14 и подвижное колесо 10 управляются рукояткой 16. Эта рукоятка имеет только три фиксированных положения.
Все рабочие валы смонтированы на шариковых подшипниках в корпусе 15 коробки скоростей. Зубчатые колеса коробки скоростей изготовлены из стали 40Х и закалены ТВЧ до твердости HRC 50.
К корпусу 15 привинчена привалочная плита 18, с помощью которой коробка скоростей закрепляется на платиках передней тумбы станка.
Смазка коробки скоростей производится разбрызгиванием масла вращающимися шестернями. Масло забрасывается в лотки, укрепленные на корпусе сверху. Из лотка по трубкам масло попадает в необходимые места смазки. Заливка масла в коробку производится через пробку П3, а слив масла через пробку Пс. Уровень масла контролируется по маслоуказателю У.
Передняя бабка.
Шпиндель 18 смонтирован на высокоточных подшипниках качения класса А. В передней опоре шпинделя установлен специальный регулируемый двухрядный роликовый подшипник 17 серии 3182116А, имеющий у внутреннего кольца коническую посадочную поверхность. Регулирование радиального зазора в передней опоре шпинделя осуществляется гайкой 16. При подтягивании гайки внутреннее коническое кольцо подшипника перемещается вперед по конусной шейке шпинделя. Вследствие этого за счет упругих деформаций внутреннего кольца диаметр беговых канавок увеличивается, благодаря чему уменьшается или устраняется зазор между роликами и кольцами.
Регулирование радиального зазора в передней опоре шпинделя осуществляется гайкой 16. При подтягивании гайки внутреннее коническое кольцо подшипника перемещается вперед по конусной шейке шпинделя. Вследствие этого за счет упругих деформаций внутреннего кольца диаметр беговых канавок увеличивается, благодаря чему уменьшается или устраняется зазор между роликами и кольцами.
Задняя опора шпинделя состоит из радиально-упорного шарикоподшипника 6 серии 46211А и шарикового упорного подшипника 7 серии 8211 А. Регулирование задней опоры производится гайкой 2. Шпиндель 18 станка модели 1А616 имеет фланцевый передний конец с коническим центрирующим буртиком, выполненным по ГОСТу 2570—58 и обеспечивающим быстросменность установки патронов и надежность их крепления. Приводной шкив 9 закреплен на полом валу 10, который смонтирован на независимых от шпинделя шарикоподшипниках 8. Такой монтаж приводного устройства разгружает шпиндель от изгибающих усилий со стороны клиноременной передачи и ведущей шестерни г перебора, изготовленной за одно целое с полым валом 10. Конструкция задней опоры шпинделя позволяет устанавливать и заменять приводные ремни без демонтажа шпинделя. Для этого снимают защитный кожух 3, отворачивают гайку 2, отвинчивают фланец 4 и с помощью отжимных болтов выпрессовывают буксу 5 из корпуса 1 бабки. В образовавшееся отверстие заводят клиновые ремни для их монтажа или смены.
Конструкция задней опоры шпинделя позволяет устанавливать и заменять приводные ремни без демонтажа шпинделя. Для этого снимают защитный кожух 3, отворачивают гайку 2, отвинчивают фланец 4 и с помощью отжимных болтов выпрессовывают буксу 5 из корпуса 1 бабки. В образовавшееся отверстие заводят клиновые ремни для их монтажа или смены.
По шлицам переборного валика 11 перемещаются колесо 12 и шестерня 15. Они постоянно связаны друг с другом зубчатой муфтой М. На шпинделе жестко закреплена шестерня 14, которая охватывается зубчатой муфтой 13. При смещении муфты 13 влево ее зубья зацепляются с шестерней г, соединяя шпиндель с полым валом 10. Шестерни 20 и 25 звена увеличения шага соединены в единый блок и могут перемещаться по шлицам вала 19. Широкая паразитная шестерня 22 реверсивного механизма смонтирована на оси 21 на шарикоподшипниках. Подвижная шестерня 24 реверса установлена на шлице-вом конце вала 26.
Смазка опор шпинделя производится маслом, поступающим самотеком из резервуара, расположенного в верхней части корпуса по трубам. Подача масла в резервуар производится насосом 23, смонтированным на передней стенке корпуса 1 бабки, на одной оси с валом 26.
Подача масла в резервуар производится насосом 23, смонтированным на передней стенке корпуса 1 бабки, на одной оси с валом 26.
Смазка шестерен шпиндельной бабки осуществляется разбрызгиванием из масляной ванны.
Контроль уровня масла в шпиндельной бабке ведется по маслоуказателю У. Маслоуказатель У1 контролирует работу маслонасоса. Заливка масла в корпус шпиндельной бабки производится через отверстие в крышке, закрываемое пробкой. Спуск отработанного масла осуществляется через пробку, расположенную на задней стенке корпуса.
Коробка подач.
На кинематической схеме станка кулачковые муфты М2, М3 и М4 коробки подач для удобства чтения схемы и большей наглядности показаны как муфты с торцовыми кулачками. В действительности, как видно из рисунка, у этих муфт одна из полумуфт представляет собой шестерню с наружным зацеплением, а другая — зубчатое колесо с внутренним зацеплением. Такая конструкция кулачковых муфт более технологична, надежна в работе и долговечна.
Все шестерни коробки подач изготовлены из стали 45 и закалены ТВЧ до твердости HRC 50. Большинство шестерен и блоков шестерен, как подвижных, так и неподвижных, установлены на валах на шлицевых соединениях и только зубчатое колесо 4 и блок шестерен 5 по конструктивным соображениям закреплены на валах посредством сегментных шпонок, а шестерня 25 изготовлена за одно целое с валом. Все валы коробки подач смонтированы на шариковых подшипниках. Вал 11, который посредством жесткой муфты 13 связан с ходовым винтом 14, кроме двух радиальных шариковых подшипников имеет также два упорных прецизионных шариковых подшипника 8 и 10 класса А серии 8105, благодаря чему особое биение ходового винта не превышает 4 мкм. Степень предварительного натяга этих упорных шариковых подшипников регулируется гайками 12. Включение ходового винта или ходового валика производится кнопкой 9 при помощи тяги 7 и вилки 6.
Промежуточный вал 21 соединен с ходовым валиком 17 посредством предохранительной муфты, состоящей из закаленного диска 20 с отверстиями, корпуса 19, шариков 15, пружин 16 и регулировочной гайки 18. Диск 20 жестко закреплен на валу 21, а корпус 19 — на ходовом валике 17. В отверстия корпуса 19 муфты заложены шарики 15, которые посредством пружин 16 и гайки 18 поджаты к отверстиям диска 20.
Диск 20 жестко закреплен на валу 21, а корпус 19 — на ходовом валике 17. В отверстия корпуса 19 муфты заложены шарики 15, которые посредством пружин 16 и гайки 18 поджаты к отверстиям диска 20.
До тех пор пока крутящий момент, передаваемый ходовому валику, не превышает допустимой величины, все элементы предохранительной муфты работают как одно целое и вращаются совместно. Однако как только крутящий момент превысит допустимую величину, шарики 15, преодолевая сопротивление пружин 16, отойдут вправо и диск 20 начнет проскакивать относительно корпуса 19, который совместно с ходовым валиком 17 прекратит свое вращение. Регулировка величины допустимого крутящего момента производится гайкой 18.
Смазка механизмов коробки подач осуществляется под давлением маслом из резервуара, расположенного в верхней части корпуса 3 и прикрытого крышкой 1. Масло подается в резервуар насосом 22, который приводится во вращение валиком 23, связанным с шлицевым валом 24. Из резервуара масло подается к точкам смазки по трубкам 2. Заливка масла в резервуар коробки подач производится по маслоуказателю У2 после снятия крышки 1.
Заливка масла в резервуар коробки подач производится по маслоуказателю У2 после снятия крышки 1.
Фартук.
В станке модели 1А616 применен фартук закрытого типа упрощенной конструкции, так как в нем нет дополнительного механизма для реверсирования подач. Включение поперечных и продольных подач суппорта производится соответственно мелкозубчатыми кулачковыми муфтами М5 и М6.
Муфта М5 поперечной подачи суппорта управляется рукояткой 16, закрепленной на эксцентриковом валике 17. Последний установлен в отверстии стакана 20 и своей эксцентричной шейкой упирается в болт 19. При повороте рукоятки 16 совместно с эксцентриковым валиком 17 они одновременно вместе со стаканом 20 двигаются вдоль оси вала и через шарикоподшипник 15 и втулку 21 перемещают в осевом направлении шестерню-полумуфту 14. Последняя, упираясь в штыри 4 и преодолевая сопротивление пружин 5, входит в торцовое зацепление с шестерней полумуфтой 6, включая поперечную подачу.
При повороте рукоятки 16 в первоначальное положение пружины 5 через штыри 4 расцепляют полумуфты 14 и 6, выключая движение подачи. Регулирование правильности включения и выключения муфты М5 производится болтом 19, который после регулировки законтривается гайкой 18. Управление муфтой М6 происходит аналогичным образом.
Включение маточной гайки 7 осуществляется рукояткой 12 посредством фасонного диска 13. Обе половинки маточной гайки 7 перемещаются по направляющим типа «ласточкин хвост», которые регулируются клином 8 и винтами 9. Последние контрятся стопорами 10.
Диск 11 служит для блокировки одновременного включения подачи от ходового валика и перемещения фартука от ходового винта. При нарезании резьбы от ходового винта реечная шестерня-валик 3 может быть выведена из зацепления с рейкой путем перемещения ее вдоль оси за кнопку 23. Положение шестерни-валика 3 фиксируется шариком 22.
Для отсчета продольных перемещений суппорта на фартуке установлен лимб 1, связанный с приводным диском-шестерней 2 посредством пружинной пластинки 24. Такая фрикционная связь позволяет быстро устанавливать лимб 1 в удобное для отсчета положение.
Такая фрикционная связь позволяет быстро устанавливать лимб 1 в удобное для отсчета положение.
Заливка масла (индустриальное 20) производится через пробку, расположенную на продольных салазках суппорта. Слив масла осуществляется через пробку, находящуюся в днище корпуса фартука. Уровень масла можно наблюдать по указателю У3.
Для смазки червячной передачи фартука предусмотрена специальная масляная ванна. Смазка мелкозубчатых муфт продольной и поперечной подачи, а также подшипников скольжения осуществляется маслом из резервуара, расположенного в верхней части фартука, через маслоподводящие трубки.
Суппорт
Крестовый суппорт состоит из продольных салазок 1, поперечных салазок 2, средней поворотной части 3, верхней части суппорта 4 и четырех-позиционного резцедержателя 21.
Продольные салазки 1 перемещаются по внешним направляющим станины 24. Для предохранения от опрокидывания и для обеспечения более плавного хода продольные салазки с задней стороны снабжены двумя планками 25 с регулируемыми упорами 26. Закрепление продольных салазок на направляющих станины производится стяжным болтом 8.
Закрепление продольных салазок на направляющих станины производится стяжным болтом 8.
Ручное установочное перемещение поперечных салазок 2 производится рукояткой 22 посредством ходового винта 18. Для обеспечения возможности устранения зазора между ходовым винтом и гайкой последняя состоит из двух частей — неподвижной 13 и регулируемой 16. Между обеими частями гайки размещен клин 14. Если вследствие износа резьбового соединения возникнет мертвый ход поперечных салазок, освобождают винт 17 и посредством винта 15 подтягивают клин 14. После устранения зазора гайка 16 надежно закрепляется винтом 17.
Быстрый отвод и подвод суппорта в пределах до 8 мм, необходимый при нарезании резьбы и ряде других операций, производится рукояткой 23.
Перемещение верхней части суппорта осуществляется рукояткой 11, закрепленной на винте 6. Гайка 7 жестко связана со средней поворотной частью 3. Величина пере- , мещения верхней части суппорта отсчитывается по лим-бовому кольцу 9, которое удерживается в нужном положении пластинчатой пружинкой 10. Гайки 12 служат для устранения зазора между винтом 6 и корпусом верхней части суппорта. Рукоятка 5 с помощью храповика 20 и кулачка 19 обеспечивает освобождение, поворот, фиксацию и закрепление резцедержателя 21.
Гайки 12 служат для устранения зазора между винтом 6 и корпусом верхней части суппорта. Рукоятка 5 с помощью храповика 20 и кулачка 19 обеспечивает освобождение, поворот, фиксацию и закрепление резцедержателя 21.
Для таких токарно-винторезных станков повышенной точности, как станок модели 1А616, предельное отклонение от параллельности направления движения салазок суппорта оси шпинделя передней бабки составляет 0,02 мм на длине 100 мм.
Задняя бабка
Основными частями задней бабки являются корпус 4, основание 17 и пи-ноль 2. Последняя совместно с центром может перемещаться вдоль своей оси в корпусе 4. От проворачивания пиноль удерживает шпонка 19, входящая в паз а пиноли. Осевое перемещение пиноли производится вручную маховичком 9, закрепленным на винте 5. Последний входит в маточную гайку 6, жестко связанную с пинолью 2. Осевые усилия, действующие на пиноль, воспринимаются упорным шарикоподшипником 7. В конце хода пиноли назад выжимается задний центр 1. Закрепление пиноли в корпусе бабки производится рукояткой 3 посредством втулочно-винтового зажима 18.
Закрепление пиноли в корпусе бабки производится рукояткой 3 посредством втулочно-винтового зажима 18.
Рычаг 8 служит для закрепления задней бабки на направляющих станины станка. При повороте рычага 8 по стрелке б эксцентрик оси 10 перемещает вверх стяжку 12 с винтом 13. Последний приподнимает правый конец рычажной планки 14, которая, будучи связана болтом 15 с корпусом бабки, нажимает через сферическую головку болта 21 на прижим 16. Прижим 16, опираясь на нижние плоскости направляющих станины (на рисунке не показаны), надежно закрепляет бабку. Упор 11 служит для ограничения хода рычага 8 и соответственно поворота эксцентрика оси 10. Для производства особо тяжелых работ задняя бабка может быть дополнительно закреплена гайкой 20.
К задней бабке также предъявляются высокие требования по точности ее монтажа и установки. Например, отклонения от параллельности перемещения пиноли задней бабки направлению перемещения продольных салазок суппорта не должно превышать в горизонтальной плоскости 10 мкм на максимальном вылете пиноли.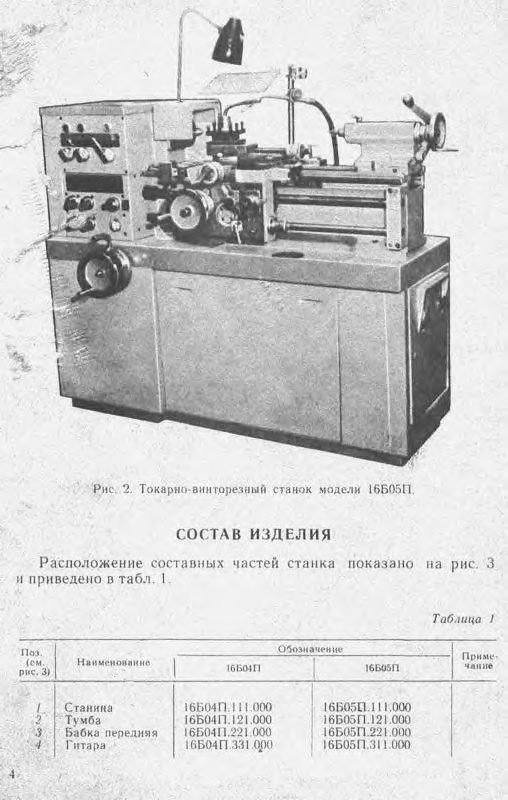
Электрическая схема
Скачать документацию
8″ x 17″ Подержанный токарный станок Victor Chucker, Mdl. 616, Замыкатель цангового патрона 5C, Стойка револьверного инструмента, Насос СОЖ, Стойка с цангами 5C, Сделано в Тайване, #A5383 Sterling Machinery
Все станки > Токарные станки > Вторая операция и патроны
Распечатать быстрое предложение!
В избранноеДобавить в сравнение
Сравнить
Перейти в конец галереи изображений
Перейти в галерею
Перейти в начало галереи изображений
ПОДРОБНЫЕ ХАРАКТЕРИСТИКИ
Distance Between Centers
17″
Spindle Nose
5C
Spindle Speeds
230 — 3500 RPM
Round 5C Collets
1-1/16″
Hexagon 5C Collets
7/8″
Квадратные цанги 5C
3/4″
Напряжение
220 В ~ 3 фазы
ВЕС
1300 фунтов.
ОБОРУДОВАН
Сделано в Тайване
Револьверная стойка
Насос охлаждающей жидкости
Стойка с цангами 5C
Замыкатель цанг 5C
* Временные спецификации подлежат проверке.
Все предложения подлежат предварительной продаже.
Новые цены действительны только на момент выставления счета и должны быть оплачены немедленно, чтобы гарантировать отсутствие повышения цен производителями.
Похожие машины
Похожие машины
Загрузка…
Новые
Новые машины
Подержанные
Подержанные машины
Доставка
Доставка
Мы можем нанять посредников для доставки по всей стране и по всему миру и нанимать только полностью застрахованных Платформы Double Drop, Single Drop и разрешенные нагрузки.
Обязательно оформите страховку, так как она обычно не входит в стоимость. Все машины поставляются связанными и привязанными к поддону, если не указано иное.
Все машины поставляются связанными и привязанными к поддону, если не указано иное.
Упаковка не является обязательной и предоставляется за дополнительную плату.
Требуются погрузочные доки или пандусы! Если у вас его нет, сообщите об этом транспортной компании, и, скорее всего, будет взиматься дополнительная плата.
Sterling Machinery Exchange может помочь вам с доставкой по всему миру. Мы отправляем ежедневно и можем предложить удивительные тарифы на доставку, чтобы сделать вашу покупку проще
Пожалуйста, сообщите нам вашу информацию, и мы можем узнать стоимость до вашей двери!
Предлагаемые нами виды грузоперевозок:
*ГРУЗОВЫЕ ДОСТАВКИ* Преимущество полной загрузки грузовиков включает в себя комплексный комплекс решений для транзита и логистики грузов, поддерживаемых передовыми технологиями аналитики и мониторинга грузоперевозок.
Наши сборные перевозки предлагают лучшую в своем классе запатентованную систему управления перевозками, адаптированную к потребностям грузоотправителей сборных грузов. CARRIER RATE 2.0 — это ведущее в отрасли универсальное решение для получения предложений, бронирования и управления отгрузками.
CARRIER RATE 2.0 — это ведущее в отрасли универсальное решение для получения предложений, бронирования и управления отгрузками.
Мы понимаем, что наши клиенты, занимающиеся транспортом и логистикой, ищут способы сэкономить время и деньги. Авиадоставка означает, что своевременная доставка является главным приоритетом. Наши технологии, отношения и команда профессионалов отрасли обеспечивают беспрецедентную возможность удовлетворить ваши самые важные потребности в доставке. Предложения по услугам
Производитель
Виктор Новые и подержанные машины
Sterling Machinery предлагает все типы новых и бывших в употреблении машин для изготовления, металлообработки и производства микросхем. Оборудование, такое как листогибочные прессы, токарные станки, ножницы, листовые валки, угловые валки, пилы, холодные пилы, вертикальные ленточные пилы, горизонтальные ленточные пилы, ножницы, трубогибы, шлифовальные станки, прессы OBI, гидравлические прессы, дрели, тяжелое промышленное оборудование, вертикальные мельницы , горизонтальные мельницы, плоскошлифовальные станки, станки с ЧПУ, оборудование для пескоструйной очистки, вибрационное оборудование и многое другое! У нас представлены такие бренды, как Wysong, Niagara, Bliss, Clearing, ленточные шлифовальные станки Timesaver, пресс-тормоза Amada, ножницы Amada, токарные станки Leblond, токарные станки Clausing, мельницы Bridgeport, Scotchman, Federal, Clausing Metosa, Hardinge, Dake, Hannifin, Greenerd Presses, Rousselle, Haeger, Brown And Sharpe, Blanchard Grinders, Cincinnati Press Brakes, Chicago Dries & Krump Press Brakes, Box and Pan Brakes, Di-Acro, Pacific Press Technologies Листогибочные прессы, Denison Hydraulic Presses, Benchmaster Punch Press, Kenco, Minster Presses, Monarch Lathes , Webb Rolls, Lown rolls, Wysong Rolls, Wysong Shear, Pines Benders, Leblond Lathes, Powermatic Band Saws & Drills, производственное оборудование, формовка, формовочное оборудование, оборудование для формовки металлов, оборудование для формовки металлов, Pacific Press Technologies, Pacific Press and Shear, пресс-центр оборудование, штамповка, прессование, листогибочный пресс, гидравлический пресс и многое другое. Позвоните нам сегодня!
Позвоните нам сегодня!
9310 Гарви Авеню.
С. Эль-Монте, Калифорния 91733
(626) 444-0311
Найти машины по всей Соединенных Штатах
КОБРА. Токарные станки
- СТЕПЕНЬ С ЗАЩИТОЙ, ПОТОК ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ, ДВОЙНЫЕ ЦИФЕРБЛАТЫ, СИСТЕМА УПРАВЛЕНИЯ НА 110 В, 4-СТОРОННЯЯ ИНСТРУМЕНТАЛЬНАЯ СТОЙКА, ИНДИКАТОР РЕЗЬБЫ, ЦЕНТРАЛЬНАЯ И ЦЕНТРАЛЬНАЯ ВТУЛКА, УРОВНИТЕЛЬНЫЕ БОЛТЫ, СЕРВИСНЫЕ ИНСТРУМЕНТЫ И ЯЩИК ДЛЯ ИНСТРУМЕНТОВ, ИНСТРУКЦИЯ И РУКОВОДСТВО ПО ЗАПЧАСТЯМ.
- СТАНДАРТНОЕ ОБОРУДОВАНИЕ СТАНКОВ 18″, 20″ И 22″ ВКЛЮЧАЕТ СИСТЕМУ СЦЕПЛЕНИЯ «MATRIX» ДЛЯ ВКЛЮЧЕНИЯ ПРИВОДА ШПИНДЕЛЯ.
- ИНДУКЦИОННО ЗАКАЛЕННЫЕ И ШЛИФОВАННЫЕ ПОЛОСЫ.
- ЗАКАЛЕННЫЕ И ШЛИФОВАННЫЕ ШПИНДЕЛИ И ШЕСТЕРНИ В ПЕРЕДНЕЙ БАБКЕ.
- CAMLOCK ОБЕСПЕЧИВАЕТ БЫСТРЫЙ И БЕЗОПАСНЫЙ МОНТАЖ.
- БЛОКИРОВОЧНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ОДНОВРЕМЕННОГО ЗАХВАТЫВАНИЯ ШТОКА ПОДАЧИ И ВИНТА.
- БЕЗ РАСПРЕДЕЛИТЕЛЯ НАПРЯЖЕНИЯ, НИЗКОГО НАПРЯЖЕНИЯ И НОЖНОГО ТОРМОЗА ОБЕСПЕЧИВАЕТ БЕЗОПАСНУЮ РАБОТУ.

- ПОЛНОСТЬЮ ЗАКРЫТАЯ МАСЛЯНАЯ ВАННА, ДВУХСТЕННЫЙ ФАРТУК СО СМАЗКОЙ РАЗБРЫЗГИВОМ ТИПА.
- УПРАВЛЕНИЕ ШПИНДЕЛЕМ ВПЕРЕД-ВЫКЛ-НАЗАД ОСУЩЕСТВЛЯЕТСЯ РЫЧАГОМ НА ПЕРЕДНЕЙ СТОРОНЕ.
- ВАРИСКОРОСТНЫЕ СТАНКИ, ОСНАЩЕННЫЕ ЦИФРОВЫМИ, ВЫСОКОПРОИЗВОДИТЕЛЬНЫМИ И НИЗКИМИ ШУМАМИ ПРЕОБРАЗОВАТЕЛЯМИ.
НАСАДКА ШПИНДЕЛЯ
13″ X 40″ Токарный станок с высокопроизводительным двигателем с зазором
- СКОРОСТИ ШПИНДЕЛЯ ИЗМЕНЯЮТСЯ КОМБИНИРОВАННЫМ РЫЧАГОМ С ВЫБОРНОЙ РУЧКОЙ ДЛЯ ТОЧНОЙ И ПЛАВНОЙ РАБОТЫ.
- ПОЛНОСТЬЮ ЗАКРЫТАЯ КОРОБКА ПЕРЕДАЧ NORTON С МАСЛЯНОЙ ВАННОЙ ДЛЯ ПОЛНОЙ СМАЗКИ. РУЧКИ SELECT ДЛЯ ПЛАВНОГО И БЫСТРОГО ПЕРЕКЛЮЧЕНИЯ ПЕРЕДАЧ.
- ДОСТУПЕН ДЛЯ НАРЕЗАНИЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ И МЕТРИЧЕСКОЙ РЕЗЬБЫ С ПРЕОБРАЗОВАТЕЛЬНЫМИ ЗУБЧАТАМИ.
- ВСЕ ПОДАЧИ КОНТРОЛИРУЮТСЯ ДВУМЯ ТЯГАЮЩИМИ ПЛУНЖЕРАМИ НА ПЛАНШЕТЕ ДЛЯ ПРОСТОЙ И БЫСТРОЙ РАБОТЫ.
- ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ «УНИВЕРСАЛЬНАЯ КОРОБКА ПЕРЕДАЧ» ПРЕДОСТАВЛЯЕТ ВЕСЬ АССОРТИМЕНТ МЕТРИЧЕСКОЙ, WHITWORTH, D.
 P. И МОДУЛЬНОЙ РЕЗЬБЫ.
P. И МОДУЛЬНОЙ РЕЗЬБЫ. - ПОДАЮЩАЯ ТЯГА ДЛЯ ПОДХОДА К ПЕРЕГРУЗОЧНОЙ МУФТЕ В КАЧЕСТВЕ ДОПОЛНИТЕЛЬНОГО ОБОРУДОВАНИЯ.
- ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ДВУХСКОРОСТНОЙ МОТОР ДЛЯ 16 СКОРОСТЕЙ ШПИНДЕЛЯ.
- МОДЕЛИ VS ОСНАЩЕНЫ УЛЬТРАКОМПАКТНЫМИ, ПОЛНОСТЬЮ ЦИФРОВЫМИ, МАЛЫМИ ШУМАМИ ИНВЕРТОРАМИ YASKAWA VARISPEED-606 PC3 (2,2 КВТ) ИЛИ ЭКВИВАЛЕНТНЫМИ.
1440VS – Высокопроизводительный токарный станок с щелевой станиной 14″ X 40″
- ПОЛНОСТЬЮ ЗАКРЫТАЯ УНИВЕРСАЛЬНАЯ КОРОБКА ПЕРЕДАЧ ПРЕДОСТАВЛЯЕТ ВЕСЬ ДИАПАЗОН МЕТРИЧЕСКИХ, БЕЗУМНЫХ, Д. П. И МОДУЛЬНЫХ РЕЗЬБ.
- ВСТРОЕННАЯ ПРОДОЛЬНАЯ И ПОПЕРЕЧНАЯ ПОДАЧА, ПРИВОДЯЩАЯСЯ С ПОМОЩЬЮ ПЛУНЖЕРА НА ПЕРЕДНЕЙ ЧАСТИ.
- РЫЧАГ ВКЛЮЧЕНИЯ ПОДАЧИ, УПРАВЛЯЕМЫЙ ПОДТЯГИВАНИЕМ, И ОТКЛЮЧЕНИЕ, УПРАВЛЯЕМОЕ НАЖИМАНИЕМ ВНИЗ, ДЛЯ ОБЕСПЕЧЕНИЯ ТОЧНОЙ И БЫСТРОЙ РАБОТЫ.
- ПЕРЕГРУЗОЧНАЯ МУФТА ПОДАЮЩЕГО ШТАНГА ЯВЛЯЕТСЯ СТАНДАРТНЫМ ОБОРУДОВАНИЕМ.
- МОДЕЛИ VS ОСНАЩЕНЫ СВЕРХКОМПАКТНЫМИ, ПОЛНОСТЬЮ ЦИФРОВЫМИ, МАЛЫМИ ШУМАМИ ИНВЕРТОРАМИ YASKAWA VARISPEED-606 PCS (3,7 кВт) ИЛИ ЭКВИВАЛЕНТНЫМИ.

15″ X 50″ Высокопроизводительный токарный станок с щелевой станиной
- ВСЕ МЕХАНИЗМЫ. 16 СКОРОСТЕЙ ШПИНДЕЛЯ В ГЕОМЕТРИЧЕСКОЙ ПРОГРЕССИИ 25-2000 ОБ/МИН.
- СМАЗКА НАПРАВЛЯЮЩИХ ОСУЩЕСТВЛЯЕТСЯ С ПОМОЩЬЮ «ОДНОРАЗОВОГО» ПЛУНЖЕРНОГО НАСОСА.
- ПОЛНОСТЬЮ ЗАКРЫТЫЙ УНИВЕРСАЛЬНЫЙ РЕДУКТОР ОБЕСПЕЧИВАЕТ ВЕСЬ АССОРТИМЕНТ МЕТРИЧЕСКОЙ, WHITWORTH, D.P. И МОДУЛЬНОЙ РЕЗЬБЫ.
- РЕГУЛИРУЕМАЯ МУФТА НА ЛАМПАНЕ ОБЕСПЕЧИВАЕТ РЕГУЛИРОВКУ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО ДАВЛЕНИЯ ПОДАЧИ.
- ГАЙКА С ПОПЕРЕЧНЫМИ НАКЛАДКАМИ ИМЕЕТ УСИЛИТЕЛЬ ЗАТЯЖКИ.
- МОДЕЛИ VS ОСНАЩЕНЫ ВЫСОКОПРОИЗВОДИТЕЛЬНЫМИ, МАЛЫМИ ШУМАМИ, ИНВЕРТОРАМИ ОБЩЕГО НАЗНАЧЕНИЯ YASKAWA VARISPEED-616G3 (5,5 кВт) ИЛИ ЭКВИВАЛЕНТНЫМИ.
- МАШИНА С РЕДУКТОРОМ ДОСТУПНА С ОПЦИОНАЛЬНОЙ МАТРИЧНОЙ МУФТОЙ.
18, 20, 22 Поворотный высокопроизводительный токарный станок с щелевой станиной
- ВСЕ ГОЛОВКИ. 16 СКОРОСТЕЙ ШПИНДЕЛЯ В ГЕОМЕТРИЧЕСКОЙ ПРОГРЕССИИ ОТ 20-1600 ОБ/МИН.
- СМАЗКА НАПРАВЛЯЮЩИХ ОСУЩЕСТВЛЯЕТСЯ С ПОМОЩЬЮ «ОДНОРАЗОВОГО» ПЛУНЖЕРНОГО НАСОСА.
- ПОЛНОСТЬЮ ЗАКРЫТАЯ УНИВЕРСАЛЬНАЯ КОРОБКА ПЕРЕДАЧ ПРЕДОСТАВЛЯЕТ ВЕСЬ ДИАПАЗОН МЕТРИЧЕСКИХ, WHITWORTH, D.P. И МОДУЛЬНЫЕ РЕЗЬБЫ.
- РЕГУЛИРУЕМАЯ МУФТА НА ЛАМПАНЕ ОБЕСПЕЧИВАЕТ РЕГУЛИРОВКУ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО ДАВЛЕНИЯ ПОДАЧИ.
- ВСТРОЕННЫЙ РЕВЕРС ПОДАЧИ, УПРАВЛЯЕМЫЙ ПУЛЬСУНОМ ТЯГЧАЮЩЕГО НА ПЕРЕДНЕМ ПЛАНСЕ.
- ШИРОКАЯ ПОПЕРЕЧНАЯ НАПРАВЛЯЮЩАЯ ПО ВСЕЙ ДЛИНЕ С ВНЕШНИМ СОЕДИНЕНИЕМ «ЛАСТОЧИНСКИЙ ХВОС» ДЛЯ БЫСТРОЙ И ЛЕГКОЙ МОНТАЖА ПРИНАДЛЕЖНОСТЕЙ.
- ГАЙКА С ПОПЕРЕЧНЫМИ НАКЛАДКАМИ ИМЕЕТ УСИЛИТЕЛЬ ЗАТЯЖКИ.
- МЕХАНИЧЕСКАЯ МНОГОДИСКОВАЯ МУФТА «MATRIX» В ПЕРЕДНЕЙ БАБКЕ ОБЕСПЕЧИВАЕТ УПРАВЛЕНИЕ ВПЕРЕД-НЕЙТРАЛЬ-ЗАДНИЙ ХОД.
- МОДЕЛИ VS ОСНАЩЕНЫ ВЫСОКОПРОИЗВОДИТЕЛЬНЫМИ, МАЛЫМИ ШУМАМИ, ИНВЕРТОРАМИ ОБЩЕГО НАЗНАЧЕНИЯ YASKAWA VARISPEED-616G3 (7,5 кВт) ИЛИ ЭКВИВАЛЕНТНЫМИ.
Технические характеристики
| Центральная высота | ||||
| Качели над кроватью | ||||
| Откидывание над поперечными салазками | ||||
| Качели в зазоре | ||||
| Длина станины между центрами | 100-дюймовая кровать 120-дюймовая кровать | |||
| Ширина зазора перед лицевой панелью | ||||
| Нос шпинделя (камлок) | ||||
| Отверстие шпинделя передней бабки | ||||
| Конус шпинделя передней бабки | ||||
| Количество скоростей шпинделя | ||||
| Диапазон скоростей шпинделя об/мин | ||||
| Дополнительно RPM | ||||
| Varispeed RPM (ступенчатая передача) | об/мин | |||
| Ширина кровати | ||||
| Длина кровати | Кровать 100 дюймов (145 дюймов) Кровать 120 дюймов (165 дюймов) | |||
| Перемещение поперечного суппорта | ||||
| Составной проезд | ||||
| Перемещение шпинделя задней бабки | ||||
| Конус пиноли задней бабки | ||||
| Диаметр пиноли задней бабки | ||||
| Количество английской резьбы | 36 дополнительно | |||
Ассортимент английской резьбы T. P.I. P.I. | 4-72 Т.П.И. | |||
| Количество метрических резьб | 31 Дополнительно | |||
| Диапазон метрических резьб | ||||
| Количество резьб с диаметральным шагом | ||||
| Диапазон резьб DP | (опционально) |  П. П. | ||
| Количество резьб модуля с шагом | ||||
| Диапазон шага резьбы модуля | ||||
| Продольные подачи | 0,02-0,520 мм/об. (Необязательно) | |||
| Поперечная подача | 0,006–0,170 дюйма/об. (опционально) |  | ||
| Главный двигатель | 3 / 1,5 л.с. (дополнительно 2 скорости) | 5/5 л.с. (дополнительно 2 скорости) | ||
| HP – Varispeed | ||||
| Размеры упаковки: | ||||
| Длина | Кровать 100 дюймов (160 дюймов) Кровать 120 дюймов (180 дюймов) | |||
| Ширина | ||||
| Высота | ||||
| Вес нетто (фунты) | 20″ 4840,5500,6600,7700 22″ 5280,5940,7040,8140 | |||
| Вес брутто (фунты) | 20″ 5500,6270, 7480, 8800 22″ 5940,6710, 7920, 9240 |
Дополнительные принадлежности
3-х кулачковый патрон для токарных станков «Bison»
4-х кулачковый патрон для токарных станков «Bison»
Защита патрона
Рабочие фары
Планшайба
Люнет
Следящий люнет
Микрометрический упор станины
Приспособление для токарной обработки конуса
Быстросменный инструментальный пост с 4 держателями
«Rolyal» ” Насадка с рычажной цангой 5C
Набор цанг 5C 1/16 -1 1/16 x 64 дюйма
Набор цанг 5C 1/16 -1 1/16 x 32 дюйма
Набор цанг 5C 1/16 -1 1/16 x 16 дюйма
Универсальный редуктор
2-скоростной двигатель
Муфта главного шпинделя
Дополнительный двигатель 12 л.
