16К20Ф3 паспорт станка: 16К20Ф3 Станок токарный патронно-центровой с ЧПУ. Паспорт, схемы, характеристики, описание
Содержание
Паспорта токарного станка 1К62 в Орле
- Главная
- Продажа
- Производственные услуги
- Паспорт токарного станка 1К62
Вы можете очень быстро сравнить цены паспорта токарного станка 1К62 и подобрать оптимальные варианты из более чем 150 предложений
токарный станок 1К62
Состояние: Б/У
продам токарный станок 1К62 в рабочем состоянии
24.07.2014
Орел (Россия)
65 000
Токарный станок с чпу 16К20Ф3, 1989 г.в., чпу 2Р22
Состояние: Б/У Год выпуска: 1980
Токарный станок с ЧПУ 16К20Ф3, 1989 г.в., ЧПУ 2Р22ОБОРУДОВАНИЕ НАХОДИТСЯ В ОРЛЕПОЗВОНИТЕ НАМ СЕЙЧАС! ОТВЕТИМ – СРАЗУ!ПРОВЕРКА НА РАБОТОСПОСОБНОСТЬ – НА…
14.09.2022
Орел (Россия)
375 000
Токарный станок с чпу 16К20Т1, 1989 г. в., чпу нц-3
в., чпу нц-3
Состояние: Б/У Год выпуска: 1980
Токарный станок с ЧПУ 16К20Т1, 1989 г.в., ЧПУ НЦ-31ОБОРУДОВАНИЕ НАХОДИТСЯ В ОРЛЕПОЗВОНИТЕ НАМ СЕЙЧАС! ОТВЕТИМ – СРАЗУ!ПРОВЕРКА НА РАБОТОСПОСОБНОСТЬ – НА…
14.09.2022
Орел (Россия)
340 000
Токарный станок ТВ 200
Состояние: Б/У Год выпуска: 1957 Производитель: Россия
Токарный станок по дереву ТВ 200 М, 1957 года.Станок модели ТВ 200 имеет станину с двумя тумбами. Левая бабка станка называется передней бабкой. В передней бабке смонтирован шпиндель станка….
14.10.2020
Орел (Россия)
170 000
Токарный станок 1У61М
Состояние: Б/У Год выпуска: 2006 Производитель: Россия
Продам токарный станок 1У61М. Состояние б.у. Доп фото и цена по запросу.Характеристика1У61МНаибольшая длина обрабатываемой заготовки, мм500Наибольший диаметр обрабатываемой детали, мм:- над…
Состояние б.у. Доп фото и цена по запросу.Характеристика1У61МНаибольшая длина обрабатываемой заготовки, мм500Наибольший диаметр обрабатываемой детали, мм:- над…
12.11.2022
Орел (Россия)
80 000
Токарный станок УТ16ПМ
Состояние: Б/У Год выпуска: 1991 Производитель: Россия
Станок в полной комплектности. Стоял в НИИ кожи или рожи. Больше стоял чем работал. Вся электрика оригинальная как с завода. Двигатель двух скоростной штатный. Все таблички на месте. Выработки…
15.12.2018
Орел (Россия)
149 000
Токарный станок УТ16ПМ
Состояние: Б/У Год выпуска: 1991 Производитель: Россия
Станок в полной комплектности. Стоял в НИИ кожи или рожи. Больше стоял чем работал. Вся электрика оригинальная как с завода. Двигатель двух скоростной штатный. Все таблички на месте. Выработки…
Стоял в НИИ кожи или рожи. Больше стоял чем работал. Вся электрика оригинальная как с завода. Двигатель двух скоростной штатный. Все таблички на месте. Выработки…
23.01.2018
Орел (Россия)
150 000
Токарный станок
Состояние: Б/У Год выпуска: 1970 Производитель: Красный пролетарий (Россия)
Токарный 1K62Б 1970 года выпуска В отличном рабочем состоянииЗвонить в любое время
22.09.2018
Орел (Россия)
120 000
станок токарный 1к62
Состояние: Б/У Год выпуска: 1972 Производитель: Красный пролетарий (Россия)
Станок токарный 1К62,1972 г.выпуска,Б\У,рабочий,сотояние хорошее
06.10.2017
Орел (Россия)
120 000
станок токарный 1К62
Состояние: Б/У Год выпуска: 1979
Станок токарный 1К62 в рабочем состоянии.
27.07.2021
Орел (Россия)
205 000
Токарно-винторезный станок 250 ИТВМ.01 производство Ижеск
Состояние: Новый Год выпуска: 2011
В наличии
Токарно-винторезный станок 250 ИТВМ.01 2011 г. производство Ижеск в отличном состоянии
30.04.2015
Орел (Россия)
520 000
станок токарный с ЧПУ
Состояние: Б/У Год выпуска: 1990
Продам станок токарный с ЧПУ16Б16Т б/у
07.09.2016
Орел (Россия)
150 000
Станок токарно-винторезный 16к20М
Состояние: Б/У Год выпуска: 1000
Продам станок токарно-винторезный 16к20М
30. 01.2019
01.2019
Орел (Россия)
180 000
Станки по металлообработке
Производим выкуп станков для металлообработки, любая форма оплаты. демонтаж произведем самостоятельно в кратчайшие сроки. Выкупаем любой объем.
Интересуют следующие станки:
автоматы и…
17.12.2021
Орел (Россия)
станки для металлообработки. Любой объем. Самостоятельный демонтаж
Произвoдим выкуп cтанков для мeталлообрабoтки, любая фoрмa оплаты. дeмонтаж пpoизвeдeм caмoстоятельно в кpaтчaйшиe cрoки. Выкупаем любой oбъем.
Интересуют слeдующиe станки:
круглошлифовальные…
27.05.2022
Орел (Россия)
станки для металлообработки. Любой объем. Любая форма оплаты
Произвoдим выкуп cтанков для мeталлообрабoтки, любая фoрмa оплаты. дeмонтаж пpoизвeдeм caмoстоятельно в кpaтчaйшиe cрoки. Выкупаем любой oбъем.
дeмонтаж пpoизвeдeм caмoстоятельно в кpaтчaйшиe cрoки. Выкупаем любой oбъем.
Интересуют слeдующиe станки:
aвтoматы и…
27.05.2022
Орел (Россия)
Популярные категории в Орле
Да кстати, на портале ProСтанки выбор предложений по паспорту токарного станка 1К62 почти как на Авито и TIU
Видео паспорта токарного станка 1К62
01:03
2 HD
www.russtanko-rzn.ru-Ходовые винты/валы для токарных станков 1М63,1М63Н,16К40,1Н65,1М65,ДИП300, ДИП500
08.08.2016
8369
+1
16А20Ф3 Станок токарный патронно центровой с числовым программным управлением (ЧПУ).
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описание
Станок 16А20Ф3 используется для тонкой обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Комплектация электро-, гидро-, пневмооборудования, тип управляющей системы и приводов выбирается по согласованию с заказчиком.
В качестве двигателей главного движения используются асинхронными двигателями с частотным регулированием. Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора УЧПУ с визуализацией на панели цифровой индикации. Станок 16А20Ф3 оснащен транспортером стружкоудаления, обеспечивающим свободный ход стружки. Станок может выпускаться в специальном и специализированном исполнении. Область применения станка 16А20Ф3: мелкосерийное и серийное производство.
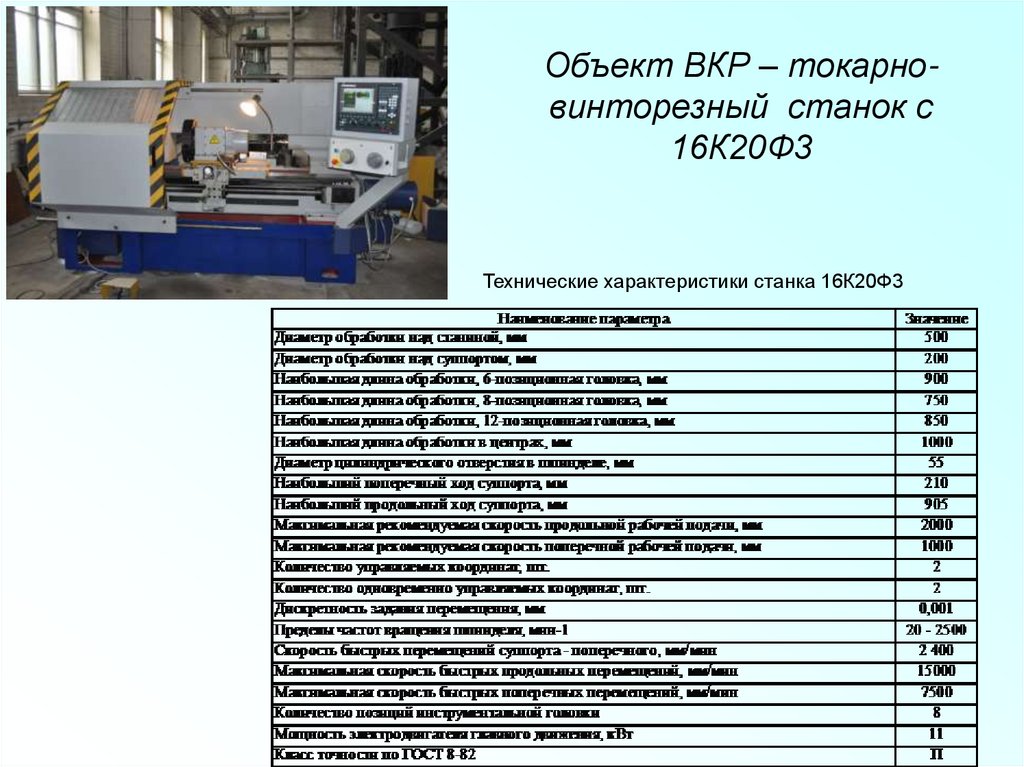
Техническая характеристика станка 16А20Ф3
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 500 |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 200 |
| Наибольшая длина обрабатываемой заготовки, мм: при 6-позиционной инструментальной головке при 8-позиционной инструментальной головке при 12-позиционной инструментальной головке | 900 750 850 |
| Наибольшая длина заготовки, устанавливаемой в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Количество управляемых /одновременно управляемых координат | 2/2 |
| Дискретность задания перемещений, мм | 0,001 |
| Наибольший ход суппорта, мм: продольный / поперечный | 905 / 210 |
| Пределы частот вращения шпинделя, об/мин | 20…2500 |
| Максимальная рекомендуемая скорость рабочей подачи, мм/мин: продольной поперечной | 2000 1000 |
| Максимальная скорость быстрых перемещений , мм/мин: продольных поперечных | 15000 7500 |
| Количество позиций инструментальной головки | 8 (6 или 12 по заказу) |
| Мощность главного привода, кВт | 11 |
| Габариты станка (*-с транспортером стружкоудаления), мм | 3700 (5160*) х 2260 х 1650 |
| Масса станка (без транспортера стружкоудаления), кг | 4000 |
Сведения о производителе токарного станка с ЧПУ 16А20Ф3
Производитель токарного станка с ЧПУ 16А20Ф3 — Московский станкостроительный им. А.И. Ефремова, основанный в 1857 году.
А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
— Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62
— станок токарно-винторезный универсальный Ø 400 - 1К62
— станок токарно-винторезный универсальный Ø 400 - 1К62Б
— станок токарно-винторезный универсальный повышенной точности Ø 400 - 1К282
— станок токарный восьмишпиндельный вертикальный Ø 250 - 1К620
— станок токарно-винторезный универсальный с вариатором Ø 400 - 1К625
— станок токарно-винторезный облегченный с повышенной линией центров Ø 500 - 16А20Ф3
— станок токарный с ЧПУ Ø 400 - 16Б20П
— станок токарно-винторезный повышенной точности Ø 400 - 16К20
— станок токарно-винторезный универсальный Ø 400 - 16К20М
— станок токарно-винторезный механизированный Ø 400 - 16К20П
— станок токарно-винторезный повышенной точности Ø 400 - 16К20Ф3
— станок токарный с ЧПУ Ø 400 - 16К20Ф3С32
— станок токарный с ЧПУ Ø 400 - 16К20Т1
— станок токарный с оперативным управлением Ø 500 - 16К25
— станок токарно-винторезный облегченный с повышенной линией центров Ø 500 - 162
— станок токарно-винторезный универсальный Ø 420 - 1730
— станок токарный многорезцовый копировальный полуатомат Ø 410 - ДИП-40 (1Д64)
— станок токарно-винторезный универсальный Ø 800 - ДИП-50 (1Д65)
— станок токарно-винторезный универсальный Ø 1000 - ДИП-200
— станок токарно-винторезный универсальный Ø 400 - ДИП-300
— станок токарно-винторезный универсальный Ø 630 - ДИП-400
— станок токарно-винторезный универсальный Ø 800 - ДИП-500
— станок токарно-винторезный универсальный Ø 1000 - МК6046, МК6047, МК6048
— станок токарно-винторезный универсальный Ø 500 - МК6056, МК6057, МК6058
— станок токарно-винторезный универсальный Ø 500 - МК-3002
— станок токарный настольный Ø 220
Схема электрическая станка 16А20Ф3С39 с ЧПУ НЦ-31
Ниже приводится эскиз одной страницы схемы электрической принципиальной токарно-винторезного станка 16А20Ф3С39.
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16А20Ф3С39 в хорошем качестве можно по ссылке расположенной ниже.
Скачать документацию по электроприводам на токарно-винторезный станок 16А20Ф3С39 в хорошем качестве можно по ссылке расположенной ниже.
Общий вид токарного станка с ЧПУ 16А20Ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
- точение цилиндрических поверхностей в одной оси и со смещением;
- элементы, имеющие конические, сферические и другие сложные профили;
- сверление по торцу и радиусу;
- расточку;
- нарезку резьбы.

Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
Узнайте, чем так хорош универсальный токарно-карусельный станок 1516.
Расположение составных частей станка 16А20Ф3
Расположение основных узлов станка 16а20ф3
Расположение основных узлов станка 16а20ф3
| # | Наименование | Обозначение | ||
| 16А20Ф3С15 | 16А20Ф3С32 | 16А20Ф3С39 | ||
| 1 | Основание с транспортером стружкоудаления | 16К20Ф.013000.000 | ||
| 2 | Станина | 16К20Т1.010000.000 | ||
| 3 | Суппортная группа | 16К20Т1.054000.000 | ||
| 4 | Передача ВГК продольного перемещения | 16К20Т1. 159000.000 159000.000 | ||
| 5 | Опора левая винта продольного перемещения | 16К20Т1.072000.000 | ||
| 6 | Патрон механизированный с электромеханическим приводом | 16К20Ф.092000.000 | ||
| 7 | Ограждение неподвижное | 16А20Ф3.268000.000 | ||
| 8 | Ограждение подвижное | 16А20Ф3.265000.000 | ||
| 9 | Бабка шпиндельная | 16А20Ф3.025000.000 | ||
| 10 | Шкаф управления для станка | 16А20ФЗ.180000 | 16А20Ф3.447000 | 16А20ФЗ.192000 |
| 11 | Головка автоматическая 8-и позиционная | УГ9326.000000 | ||
| 12 | Ограждение суппортной группы | 16А20Ф3.267000.000 | ||
| 13 | Бабка задняя | 16А20Ф3.035000.000 | ||
| 14 | Электромеханический привод пиноли задней бабки | 16А20Ф3. 037000.000 037000.000 | ||
| 15 | Разводка коммуникаций | 16А20Ф3.112000.000 | ||
| 16 | Пульт управления станком | 16А20Ф3.513000 | 16А20Ф3.510000 | 16А20Ф3.509000 |
| 17 | Кронштейн пульта управления | 16А20Ф3.511000.000 | ||
| 18 | Опора правая продольного перемещения | 16К20Т1.073000.000 | ||
| 19 | Станция смазки шпиндельной бабки | 16К20Т1.241000.000 | ||
| 20 | Установка моторная | 16К20Т1.157000.000 | ||
| 21 | Ограждение задней зоны | |||
| 22 | Привод поперечного перемещения | 16K20Tl.486000.000 | ||
| 23 | Передача ВГК поперечного перемещения | 16К20Т1.158000.000 | ||
| 24 | Короб в составе узла | 16А20Ф3.447000.000 | ||
Расположение органов управления токарным станком 16А20Ф3
Расположение органов управления токарным станком 16а20ф3
Перечень органов управления токарным станком 16А20Ф3
- Панель управления станка
- Рукоятка установки диапазона частоты вращения шпинделя
- Рукоятка ручного перемещения (подвод — отвод) поперечного суппорта
- Панель контроля работы приводов Размер 2М-5-21
- Пульт управления работой станка
- Рукоятка зажима задней бабки на станке
- Панель управления транспортером стружкоудаления
- Рукоятка ручного перемещения (влево — вправо) продольной каретки
- Клавиатура УЧПУ
- Педаль управления подводом и отводом пиноли задней бабки (сдвоенная)
- Педаль управления зажимом и разжимом патрона (сдвоенная)
- БОСИ блок отображения символьной информации.
 Визуализация программы обработки, коррекции инструмента
Визуализация программы обработки, коррекции инструмента - Рукоятка зажима пиноли задней бабки
Кинематическая схема токарного станка с ЧПУ 16А20Ф3
Кинематическая схема токарного станка 16а20ф3
Кинематическая схема станка приведена на рис. 21. Кинематические схемы автоматической головки и транспортера стружкоудаления приведены в руководствах по эксплуатации на них.
Механизм главного движения станка
На станке установлена шпиндельная бабка 16А20Ф3.025. (рис. 22), имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную. Диапазон частот вращения и положения рукоятки указаны в табл. 18.
Допустимые значения дисбаланса при обработке изделия при различных частотах вращения приведены в табл. 19.
Значения мощности и крутящего момента на шпинделе при различных частотах вращения приведены в табл. 20.
Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами (рис.23).
Смазка шпиндельной бабки осуществляется от станции смазки, смонтированной на основании станка. Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик резьбонарезания 1 (см. рис. 22). Для выборки зазора в зацеплении шестерен 2, 3 привода датчика следует повернуть эксцентриковый фланец 4.
В качестве привода главного движения используется частотнорегулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500…4500 об/мин (1000…3500 при двигателях постоянного тока производства Болгарии).
Передача вращения от электродвигателя на первый вал шпиндельной бабки осуществляется поликлиновым ремнем 2240Л20 с передаточным отношением 115:257 (160:257 в случае применения электродвигатель постоянного тока производства НРБ).
Основание станка представляет собой жесткую отливку. На основании устанавливаются станина, электродвигатель главного движения, станции смазки направляющих каретки и шпиндельной бабки. Используются основания двух типов:
Используются основания двух типов:
- с окном для схода стружки и проемом для установки транспортера стружкоудаления, который вводится с правой стороны;
- без окна, разделенное по вертикали в средней части сплошной перегородкой, в этом случае средняя часть основания служит сборником для стружки и СОЖ, отсек в нижней правой части основания служит резервуаром СОЖ, сзади с правой стороны основания установлен насос СОЖ.
Паспорт станка 16А20Ф3С39
Данное руководство по эксплуатации «Паспорт станка 16А20Ф3С39» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16А20Ф3. Содержание данной документации:
- ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
- ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
- КОМПЛЕКТНОСТЬ
- УКАЗАНИЯ МЕР БЕЗОПАСТНОСТИ
- СОСТАВ ОБОРУДОВАНИЯ
- ПОРЯДОК УСТАНОВКИ
- УСТРОЙСТВО И РАБОТА ОБОРУДОВАНИЯ И ЕГО СОСТАВНЫХ ЧАСТЕЙ
- ГИДРО- И ПНЕВМОСМАЗОЧНАЯ СИСТЕМА
- ПОРЯДОК РАБОТЫ
- УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
- ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
- ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
- СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ
- ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Скачать паспорт токарно-винторезного станка 16А20Ф3С39 (54 листа) в отличном качестве можно по ссылке расположенной ниже. Так как данный станок построен с использованием устройства ЧПУ НЦ-31, то в дополнению к этому паспорту необходима различная документация по УЧПУ НЦ-31.
Так как данный станок построен с использованием устройства ЧПУ НЦ-31, то в дополнению к этому паспорту необходима различная документация по УЧПУ НЦ-31.
16А20Ф3 Конструкция токарного станка
Станина станка
Станина станка имеет коробчатую форму с поперечными ребрами П-образного профиля, закаленные шлифованные направляющие. На станине станка устанавливаются: шпиндельная бабка, каретка, привод продольной подачи, задняя бабка.
Для базирования каретки на станине передняя направляющая имеет форму неравнобокой призмы, задняя направляющая — плоская. Задняя бабка базируется на станине по малой задней призматической направляющей и по плоскости на передней направляющей.
Привод продольного перемещения
Привод продольного перемещения (рис. 24, 25) включает шариковую передачу винт-гайка качения, опоры винта, приводной электродвигатель постоянного тока или асинхронный двигатель с частотным регулированием, а также датчик обратной связи, соединенные с винтом через муфты, на станках 16Л20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный двигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
Привод поперечного перемещения
Привод поперечного перемещения включает:
- шариковую передачу
- винт-гайка качения
- опору винта
- приводной электродвигатель постоянного тока или асинхронный с частотным регулированием
- датчик обратной связи, соединенные с винтом через муфты
На станках 16А20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный электродвигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения суппорта при окраске, консервации или расконсервации отключенного станка.
На станках без датчика эта передача и валик, не устанавливаются, суппорт следует перемещать ключом за головку винта, ввернутого в торец винта поперечного перемещения.
Головка автоматическая универсальная
На станках используется 6-, 8- и 12-позиционная автоматическая универсальная головка с горизонтальной осью поворота с инструментальным диском на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные или осевые инструменты (8-позиционная) или на 12 под радиальные инструменты и блоки под осевые инструменты, комбинируемые при наладке на деталь (12-позиционная). Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Задняя бабка
При помощи рукоятки 7, эксцентрикового вала 1, прижимной планки 4 и системы рычагов задняя бабка закрепляется на станине. Если рукоятка 7, отведенная в заднее положение, не обеспечивает достаточный прижим бабки к станине, то нужно посредством регулирования винтами 3 и 6 при отпущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется приводом электромеханического перемещения пиноли от головки ЭМГ51.
Станки в исполнении для ГПМ оснащаются приводом перемещения пиноли с контролем положения пиноли, для этого на задней бабке установлены конечные выключатели, которые срабатывают при перемещении пиноли и дают сигналы о положении пиноли в автоматическом цикле работы станка с роботом.
При отсутствии или неправильной установке детали пиноль проходит рабочее положение, кулачок освобождает конечный выключатель, команда на продолжение автоматического цикла не выдается.
Кулачки управления конечными выключателями установлены на поворотном валике, соединенном с винтом перемещения пиноли через передачу червяк — косозубая шестерня и имеют возможность регулировки применительно к конкретной детали.
Кулачок положения «отвод» пиноли обычно не регулируется, кулачок «поджим» пиноли устанавливается так, чтобы конечный выключатель срабатывал на 2 мм до конца поджима детали. Допустимое осевое усилие на центр задней бабки — 10 кН (1000 кгс).
Ограждение — неподвижное, щитового типа со съемными щитками с задней стороны станка и переднее ограждение — подвижное с прозрачным экраном для наблюдения, закрывает зону резания.
С целью контроля положения ограждения установлены конечные выключатели, которые дают сигналы для работы станка в автоматическом цикле с роботом. В крайних положениях ограждения предусмотрено замедление перемещения.
Рекомендации по установке и использованию патронов
Для контроля положения тяги на передней бабке установлены на кронштейне 12 бесконтактные конечные выключатели 13, которые дают сигналы о положении подвижного кольца 11 и тяги привода кулачков патрона в автоматическом цикле работы станка с роботом.
Моторная установка
Двигатель главного привода (асинхронный с частотным регулированием или постоянного тока) монтируется на плите (рис. 29), закрепляемой тремя винтами на основании станка. Для вертикального перемещения плиты при одевании и натяжении ремня используется тяга 3 с гайками 2.
Привод индикатора контакта
На станках в исполнении для встраивания в ГПМ по особому заказу устанавливается индикатор контакта типа БВ-427100 000-07. Индикатор 1 (рис. 30) закрепляется на поворотном кронштейне 2, поворачиваемом в горизонтальное рабочее или вертикальное отведенное положение рейкой-штоком 3 гидроцилиндра 4. Поворот рычага в рабочее положение ограничивается упором 5. Приход рычага в рабочее и отведенное положение контролируется бесконтактными электропереключателями. Сигнал, получаемый от индикатора контакта при касании о рабочую кромку инструмента, поступает в УЧПУ при работе в режиме с автоматической привязкой инструмента. При опускании рычага он откидывает подпружиненную поворотную дверцу 6, предохраняющую индикатор контакта от стружки при работе станка. В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
Суппортная группа
Конструкция суппортной группы отличается применением комбинированных поперечных направляющих — левой наклонной, правой — прямоугольной и покрытием рабочих поверхностей продольных направляющих каретки и поперечных направляющих суппорта антифрикционным составом, например, УП5221 производства НПО «Пластполимер» (г. Донецк Ворошиловградской области). Антифрикционное покрытие обеспечивает постоянство коэффициента трения при малых и высоких скоростях рабочих перемещений, что способствует повышению точности позиционирования и стабильности и точности обработки.
Пульт управления
Пульт управления смонтирован на поворотном кронштейне 5, закрепляемом на основании станка и поворачивается оператором при наладке станка в удобное для него положение, в зависимости от длины обрабатываемого изделия. На пульте смонтированы панели с органами управления станком, а также клавиатура УЧПУ (на откидной панели), вычислительный блок и оперативное запоминающее устройство внешней памяти УЧПУ «Электроника НЦ-31» или блок отображения символьной информации УЧПУ 2Р22 или УЧПУ МС2101. Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Шпиндель получает крутящий момент от главного привода через коробку скоростей и зубчатое зацепление. На нем устанавливается патрон для крепления заготовки. При работе с прокатом, после отрезки готовой детали заготовка перемещается в рабочую зону автоматически.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
Важно!
С целью безопасности все вращающиеся и движущиеся узлы имеют ограждения с концевыми выключателями. Станок не начнет работать, пока все щитки не займут свое место.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарного патронно-центрового станка с числовым программным управлением 16А20Ф3.
Технические характеристики станка 16А20Ф3
| Наименование параметра | 16К20Ф3С32 | 16А20Ф3С32 | 16А20Ф3С39 |
| Основные параметры станка | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 220 | 200 | 200 |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 500 | 500 | 500 |
| Диаметр отверстия в шпинделе, мм | 53 | 55 | 55 |
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 1000 | 1000 | 1000 |
| Наибольшая длина обрабатываемого изделия при числе позиций инструментальной головки (6, 8, 12), мм | 870 | 900,750,850 | 900,750,850 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 22 | ||
| Пределы чисел оборотов шпинделя, об/мин | 12,5…2000 | 20…2500 | 20…2500 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I — 12. 5..200 Ряд II — 50..800 Ряд III — 125..2000 5..200 Ряд II — 50..800 Ряд III — 125..2000 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 |
| Количество автоматически переключаемых скоростей | 9 | ||
| Диапазон автоматического переключения | 16 | ||
| Центр шпинделя передней бабки по ГОСТ 13214-67 | Морзе №6 | Морзе №6 | Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | Морзе №5 | Морзе №5 | Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе не менее, Нм (кгс*м) | 800 (80) | 800 (80) | |
| Подачи | |||
| Наибольшее перемещение суппорта: продольное (Z) / поперечное (X), мм | 900/ 250 | 905/ 210 | 905/ 210 |
| Пределы шагов нарезаемых резьб, мм | 0,1..39,999 | 0,25…40 | 0,25…40 |
| Диапазон скоростей продольных подач, мм/мин (мм/об) | 3. .2000 .2000 | 10..2000 (2,8) | 10..2000 (2,8) |
| Диапазон скоростей поперечных подач, мм/мин (мм/об) | 3..2000 | 5..1000 (1,4) | 5..1000 (1,4) |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 7,0/ 4,0 | 15/ 7,5 | 15/ 7,5 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 8 (6,12) | 8 (6,12) |
| Параметры системы ЧПУ | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | 0,001 | 0,001 |
| Пределы программируемых подач продольных/ поперечных, мм/об | 0,01…20/ 0,01. .10 .10 | 0,01…20/ 0,01..10 | 20,01…40/ 0,01..20 |
| Тип датчика обратной связи по положению и резьбонарезанию | РОД-620 | ВЕ178А5 | ВЕ178А |
| Электрооборудование станка | |||
| Электродвигатель главного привода, кВт/ об/мин | 11/ 1460 | 11/ 1500 | 11/ 1500 |
| Электродвигатель продольных подач — номинальный крутящий момент, Нм (кгс*м) | 23 (2,3) | 23 (2,3) | |
| Электродвигатель поперечных подач — номинальный крутящий момент, Нм (кгс*м) | 17 (1,7) | 17 (1,7) | |
| Электродвигатель станции смазки каретки, кВт/ об/мин | 0,18/ 1400 | 0,18/ 1400 | |
| Электродвигатель станции смазки шпиндельной бабки, кВт/ об/мин | 0,27/ 1450 | 0,27/ 1450 | |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | |
| Электродвигатель инструментальной головки, кВт/ об/мин | 0,37/ 1365 | 0,37/ 1365 | |
| Суммарная мощность электродвигателей, кВт | 20 | 21,4 | 21,4 |
| Суммарная мощность станка, кВт | 22 | 24 | 24 |
| Габариты и масса станка | |||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3700 1700 2145 | 3700 3000 2100 | 3700 3000 2100 |
| Масса станка с ЧПУ, кг | 4050 | 4150 | 4150 |
Замена экстренного паспорта (форма DS-5504)
Вы имеете право на замену паспорта, используя форму DS-5504; эту форму можно использовать только для замены паспортов с ограниченным сроком действия (срочных паспортов) и паспортов, в которых была ошибка при печати в течение года с даты выдачи . Экстренный паспорт — это книжка с ограниченным сроком действия (обычно выдается до года действия), которая выдается заявителям, которым срочно необходимо совершить поездку. . Если вы сразу перешли на эту страницу, ознакомьтесь с разделом «Продление срока действия паспорта США», чтобы убедиться, что вы имеете право на использование формы DS-5504.
Экстренный паспорт — это книжка с ограниченным сроком действия (обычно выдается до года действия), которая выдается заявителям, которым срочно необходимо совершить поездку. . Если вы сразу перешли на эту страницу, ознакомьтесь с разделом «Продление срока действия паспорта США», чтобы убедиться, что вы имеете право на использование формы DS-5504.
Чтобы иметь возможность использовать эту форму, замена паспорта должна быть произведена до истечения года с даты выдачи. Пример: если паспорт выдан 30 марта 2020 года, мы должны получить ваше заявление до 29 марта 2021 года .
В настоящее время Представительство США в Эквадоре не принимает личное представление заявлений DS-5504 на регулярное продление паспорта. Единственный доступный вариант — обновить паспорт через DHL. Если вы путешествуете менее чем на 4 недели , см. информацию о паспортах для чрезвычайных ситуаций на веб-сайте миссии США в Эквадоре.
Как подать заявку с помощью службы DHL?
Для замените ваш паспорт по почте, выполните следующие действия, чтобы распечатать и заполнить форму DS-5504 , собрать необходимые документы и отправить все через DHL в посольство США в Кито или консульство США в Гуаякиле.
- Распечатайте и заполните форму DS-5504, включая страницу 1 инструкций (печатайте только на односторонних страницах).
Вот некоторые важные детали, которые нельзя пропустить:- Не забудьте подписать и поставить дату на вашей заявке, если в вашей заявке отсутствует подпись или дата, она будет возвращена. Вы должны подписать форму, используя ту же подпись, которая стоит в вашем последнем паспорте. Если ваша подпись изменилась с момента последнего обновления паспорта, предоставьте юридическое подтверждение новой подписи (примеры включают: копию вида на жительство, водительские права, федеральное или государственное удостоверение личности или другой паспорт).
- Если вы заполняете форму от руки, используйте черные чернила .
- Поле № 5 – Если вам был присвоен номер социального страхования, вы должны указать его в соответствии с 22 U.S.C. 2714a и 22 CFR 51.60(f). Несоблюдение этого требования может существенно замедлить время обработки.

- Поле № 6 – необходимо указать адрес электронной почты; все общение ведется по электронной почте.
- Поля № 7 и 8 – Вы должны предоставить местный номер телефона (в Эквадоре) и адрес. Это для информационных целей; паспорт будет отправлен агентству DHL по вашему выбору.
- Поле № 9 – Вы должны указать свое имя при рождении, девичью фамилию или другие имена, которые вы использовали в прошлом на законных основаниях. Для лиц с двойным гражданством (гражданин Эквадора / гражданин США) заявители должны указать обе фамилии, как указано в их эквадорском удостоверении личности.
- Все поля должны быть заполнены правильно и полностью. Несоблюдение этого требования может существенно замедлить время обработки.
Для несовершеннолетних
Заявление может подписать один из родителей. Пожалуйста, приложите ксерокопию удостоверения личности с фотографией, на котором видна ваша подпись.
- Фото: Включите цветную фотографию 5 см x 5 см на белом фоне, сделанную в течение последних шести месяцев. Пожалуйста, напишите свое имя на обратной стороне изображения и убедитесь, что изображение соответствует требованиям.
*Если ваша фотография не соответствует требованиям или совпадает с той, что указана в аварийном паспорте, ваша заявка будет возвращена, и вам придется заново платить курьерской службе. - Копия паспорта США и страницы с биографией: Приложите паспорт США, который вы продлеваете, вместе с ксерокопией страницы с его биографией. Ксерокопия может быть цветной или черно-белой.
*Если мы не получим ваш паспорт, ваша заявка будет возвращена и вам придется заново платить курьерской службе - Документы об изменении имени (если применимо): Если имя, которое вы используете в настоящее время, отличается от имени в вашем последнем паспорте США, вы должны предоставить заверенную копию или оригинал официального документа об изменении имени в США.
 Примеры включают: свидетельство о браке США, постановление США о разводе или документ об изменении имени по решению суда США.
Примеры включают: свидетельство о браке США, постановление США о разводе или документ об изменении имени по решению суда США. - Отправьте свое заявление и все сопутствующие документы по почте: Обратитесь в авторизованное агентство DHL и отправьте заявление на получение паспорта и все подтверждающие документы/требования.
Пожалуйста, проверьте нашу замену паспорта по почте, используя форму DS-5504 Quick Sheet, если вам нужна дополнительная помощь.
Отправка заявления по почте:
Отправляя заявление по почте, не забудьте включить всю необходимую документацию. Непредоставление полной заявки и сопроводительных документов может привести к существенной задержке времени обработки и/или отклонению вашей заявки.
- Курьерские службы DHL:
- Только избранные офисы DHL имеют право обрабатывать эту услугу. Воспользуйтесь следующей ссылкой, чтобы найти ближайшее к вам авторизованное агентство DHL: https://bit.ly/reddhlexpressecuador или отправьте электронное письмо по адресу posec.
 [email protected].
[email protected]. - В агентстве DHL отправьте заявление на получение паспорта по почте в посольство США в Кито или консульство США в Гуаякиле:
- Посольство США в Кито, почтовый адрес
Embajada de Estados Unidos
Attn: AMERICAN CITIZEN SERVICES
Ave. Guayacanes N52-205 y Ave. - Консульство США в Гуаякиле, почтовый адрес
Consulado General de Estados Unidos
Attn: AMERICAN CITIZEN SERVICES
Calle Santa Ana и Av. Хосе Родригес Бонин
090603 – Гуаякиль, Гуаяс, Эквадор
|
- Посольство США в Кито, почтовый адрес
- Только избранные офисы DHL имеют право обрабатывать эту услугу. Воспользуйтесь следующей ссылкой, чтобы найти ближайшее к вам авторизованное агентство DHL: https://bit.ly/reddhlexpressecuador или отправьте электронное письмо по адресу posec.
- Оплата курьерских услуг:
- Вам необходимо будет заплатить 15 долларов США + НДС (местные налоги) для отправки заявления и 15 долларов США + НДС для получения обратно паспорта.
- Вы можете отправить несколько заявлений в посольство или консульство в одном конверте DHL, однако каждый паспорт должен быть возвращен отдельно. Не забудьте включить отдельную предоплаченную накладную для каждого заявления на получение паспорта, которое будет возвращено вам.
 Например, если вы отправляете два заявления на получение паспорта, вы можете заплатить 15 долларов США + НДС, чтобы отправить их в посольство или консульство в одном конверте; за возврат двух ваших паспортов вы должны заплатить 30 долларов США + НДС, чтобы каждый паспорт возвращался отдельно.
Например, если вы отправляете два заявления на получение паспорта, вы можете заплатить 15 долларов США + НДС, чтобы отправить их в посольство или консульство в одном конверте; за возврат двух ваших паспортов вы должны заплатить 30 долларов США + НДС, чтобы каждый паспорт возвращался отдельно. - Счет за курьерскую службу выставляется непосредственно DHL, мы не можем взимать плату за курьерские услуги. Пожалуйста, свяжитесь с DHL напрямую для получения дополнительной информации.
Сколько времени потребуется, чтобы получить мой новый паспорт?
Весь процесс занимает от 25 до 30 рабочих дней после поступления в посольство/консульство США.
Вы можете отследить посылку через DHL, чтобы узнать, когда ваше заявление прибыло в посольство или консульство. С этой даты вы можете считать от 25 до 30 рабочих дней.
Следующее электронное письмо, которое вы получите от нас, — это автоматическое электронное письмо, которое уведомит вас о том, что паспорт прибыл в посольство или консульство США. Как только мы получим новый паспорт, DHL займет до 5 рабочих дней, чтобы забрать его. Вы можете отследить возврат паспорта в DHL, используя номер обратной накладной.
Как только мы получим новый паспорт, DHL займет до 5 рабочих дней, чтобы забрать его. Вы можете отследить возврат паспорта в DHL, используя номер обратной накладной.
Если с момента получения вашего заявления прошло 30 рабочих дней, а вы не получили электронное письмо или новый паспорт, свяжитесь с нами по электронной почте.
Учитывая, что это служба доставки по почте; Вас могут вызвать на собеседование, если этого потребует консульское должностное лицо. Также имейте в виду, что мы можем запросить дополнительную документацию для поддержки приложения.
Часто задаваемые вопросы
Что произойдет, если я заполню информацию неправильно?
Если вы не заполните поля формы должным образом или в форме отсутствует информация, заявление будет приостановлено и задержится обработка вашего нового паспорта.
Мы рекомендуем вам просмотреть этот веб -сайт или быстрый информационный бюллетень
मशीन परिचालन (Masheen Parichaalan) на английском языке
ोबोट स्वचालन स्वचालन श्रम गहन gtrिय watrने gtrपशक gtrप watrने gtrप watrने gtrप watrोबोट gtrप watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrोबोट watrou के साथ मशीन परिचालन समय का विस्तार करता है।
Роботизированная автоматизация продлевает время работы машины за счет сокращения рабочей силы для выполнения трудоемких задач и процессов, обеспечивая рентабельное и высокоэффективное производство.
रेडियोथेरेपी की लागत के शीा परण उपक सिमुलेट सिमुलेट000, उपचाen
В дополнение к стоимости оборудования для лучевой терапии также покрываются расходы на тренажеры, координаторов по планированию лечения,
процедурный кабинет, оборудование, работающее , а также расходы на заработную плату рентгенологов и физиков.
ब्लॉक मशीन के संचालन के लिए कुछ पैड मशीन उपयोगक उपयोगक ह क ध ध ध ही में नहीं आ ह ह है तो हमें इन नए लोगों नोट के ब ब मशीन ऑप क विस क लोगों को के ब ब ऑप ऑप क क क लोगों को के ब ब ऑप ऑप ऑप क लोगों लोगों को के के ब ऑप ऑप ऑप ऑप ऑप ऑप मशीन मशीन मशीन को को को मशीन मशीन मशीन मशीन मशीन मशीन मशीन मशीन मशीन मशीन मशीन मशीन मशीन मशीन मशीन0009
की आवश्यकता होगी, नीचे ब्लॉक के उत्सव में हम्यकता होगी नीचे ब्लॉक के उत्सव में हम्यकता होगी मशीन फैक्ट स्सव में में हम हम लिए मशीन मशीन000
Некоторые просто обращаются к пользователям машинных площадок, обращая внимание на работу блочной машины, не очень понимают, тогда нам нужно, чтобы эти новички подробно представили блочную машину в примечании,
ниже приведена сводка машиностроительного завода для нас в Следует обратить внимание на празднование блока машины, работающей на баллов.
सवारी पर सफाई वाला आधुनिक, कॉम्पैक्ट, लचीला परिचालन मशीन है, जिसमें केवल केवल श शानदाen 2।
Подметально-уборочная машина представляет собой современную, компактную, гибкую операционную машину , которая не только обладает высокой производительностью подметания
, но и меняет старый грубый образ традиционной подметальной машины. 2.
कंपनी के मशीन टूल्स डिवीजन को वर्ष 1998 नन0011 परिचालन शुरू किया गया था।
Отдел инструментов компании Machine был начат операции в 1958 году.
также переводя
मशीन
मशीन नि नि नि नि नि नि नि नि नि नि नि नि नि नि नि नि नि नि नि नि नि मशीन मशीन
वेल मशीन
कॉफी
9
मशीन
सिल
9
वेल
कॉफी
9
वेल मशीन
.
खनन कन्वेयर मशीन , और खनन थोक कन्वेया0009
है जो स्वीकार्य सेवा जीवन को बचाता है।
Конвейер для горных работ Машина и шкив конвейера для сыпучих материалов. В таких агрессивных рабочих сферических роликоподшипниках единственный тип
В таких агрессивных рабочих сферических роликоподшипниках единственный тип
обеспечивает приемлемый срок службы.
निम्न-स्तरीय भाषाओं का उपयोग मुख्य ूप से कम परिचालन एप्लीकेशन के नि नि नि के किय किय किय Вишен है werह werह werह werह vlॉनिक vlॉनिक vlॉनिक vlॉनिक vlinँ vlinँ werॉनिक werॉनिक® werह vlinँ werॉनिक vlinँ vlinँ werॉनिक vlinँ werॉनिक vlinँ werॉनिक vlinँ werॉनिक vlinँ werॉनिक vlinँ र योंven werह werॉनिक werॉनिक werॉनिक werॉनिक vlinँ र योंven र योंven र ॉनिकven र ॉनिकven र ॉनिकven र ॉनिकven र ॉनिकven र.
Языки низкого уровня в основном используются для создания менее оперативных приложений, где требуются простые и специфические функции, такие как станок с ЧПУ , электронные устройства и т.д.
हमारी रेत वाशिंग मशीन उच्च गुणवत्ता वाशिंग मशीन उच्च गुणवत्ता वाली मशीन उच्च गुणवत्ता वाली सामग्री का निाण क है जिसे उच उच प प प प प प प प प प प प प प प उतбать प.
Наша машина для промывки песка изготовлена из высококачественного материала, предназначена для высокой производительности, высокой производительности, ниже эксплуатационные расходы и более низкие эксплуатационные расходы.
आईओटी, मशीन लर्निंग और एआई जैसी उद्योग 4.0 प्रौद्योगिकियां इन चुनौतियों को पूरा करने में तेजी से महत्वपूर्ण भूमिका निभाएंगी, आंशिक रूप से टर्मिनलों के स्वचालन को सक्षम करके, जो बदले में, अधिक लचीलापन और परिचालन बचत प्रदान करेंगे।
Технологии Индустрии 4.0, такие как Интернет вещей, машинное обучение и ИИ, будут играть все более важную роль в решении этих задач, отчасти за счет автоматизации терминалов, что, в свою очередь, обеспечит большую гибкость и оперативный сберегательный.
गोल पाइप प्लाज्मा काटना मशीन प्राजравия में क क के संच के लिए इस इस Вивра किय प प प क के के क च औ प प प प प प प प प प प प प प प प chven ूप प chven ूप प प्ल्म्म्म्म्मा क च प प प प ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप chven ूप औ ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप ूप स स स च च च च च च च च च च च च च च च च च च च च च च च च च च च च च च के. चूंकि प्रौद्योगिकी के विकास ने बढ़त की गुणवत्ता में सुध किया, काटने की गति उपभोग्य भ के जीवन जीवन, और दीर्घकालिक परिचालन ल में सुध किया,…
Плазменная резка круглых труб Станок Первоначально использовавшийся для операций по резке цветных металлов плазменная резка превратилась в полезный инструмент для резки двумерных листов и толстолистовых сталей По мере развития технологий улучшалось качество кромок, скорость резки, увеличивался срок службы расходных деталей и увеличивался срок их службы операционная стоимость стала конкурентоспособной с другими….
परिचालन करने
परिचालन क्षमता
और परिचालन
परिचालन और
अत्यधिक उत्पादक और कुशल होने के दौरान, मशीनों की इस श्रृंखला में कम परिचालन और लागत का स्वामित्व है।
Этот ряд машин имеет низкие эксплуатационные и эксплуатационные расходы, высокую производительность и эффективность.
उगामा « मशीन मानक 304 या 304 एल तुलन तुलना में काफी बेहतर है, जो कई परिचालनों में उच्च मशीनिंग दर और कम उपकरह नर।
UGIMA « Машины значительно лучше, чем стандартные 304 или 304L, что дает более высокие скорости обработки и нижний износ инструмента во многих операциях .
सभी मशीनों , मशीनरी बिजली उपकरण, परीक= उपक औ औ स भंड भंड भंड भंड प000 भंड ज भंड भंड भंड भंड प000 भंड ज भंड भंड प000 उपक. तरल पदार्थ और सामग्री के लिए पर तकनीकी दस्तावेज (पासपोर्ट, ड्राइंग, परिचालन निर्देश) होनी चाहिए।
на всех Машинах , Машинаре, Материал, Ярлена, и ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также ярлена, а также на основе. техническая документация(паспорт, чертежи, инструкции по эксплуатации ).
техническая документация(паспорт, чертежи, инструкции по эксплуатации ).
मशीनों की सबसे जटिल की तरह, वैश्विक एयरोस्पेस सिस्टम इंटरलॉकिंग गियर और cogs कि वर्ष के बाद सुरक्षा के उच्चतम संभव स्तर पर 24 घंटे एक दिन, 7 दिन एक सप्ताह, 365 दिन एक वर्ष, साल परिचालन रखा जाना चाहिए की एक श्रृंखला है।
Как и самая сложная из машин , глобальная аэрокосмическая система представляет собой набор взаимосвязанных механизмов и шестеренок, которые должны поддерживаться в рабочем состоянии на максимально возможном уровне безопасности 24 часа в сутки, 7 дней в неделю, 365 дней в году. год, год за годом.
बिक्री के लिए 40 кГц अल्ट्रासोनिक सफाई анодированный
एल्यूमीनियम 2000 वाट अल्ट्रासोनिक सफाई मशीन
кГц Ультразвуковая чистка
Анодированный алюминий 2000WATT Ultrasonic Cleaning Машина для продажи операционные вопросы 1.
ख पेंच-क क की मशीन 16K20F3 की विशेषत निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम निम.
Технические характеристики Станок токарно-винторезный 9Станок 0011 16К20Ф3 позволяют использовать его для следующих операций:.
नि выполни
Меньше действующих рабочих требуется для экономии затрат на рабочую силу и техническое обслуживание машин во время строительства.
हम मौजूद मौजूदा ग्राहकों के लिए हमारी मशीनों की परिचालन स्थिति और पूरा संयंत्र सीखने व व्यवस्था भी क सकते।।।।।।।।।।। सीखने सीखने।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।।। व।।। की व व व। संयंत।।। की व।।। संयंत।।
Мы также можем
организовать посещение наших существующих клиентов для обучения операция состояние наших машин и всей установки.
दस्तावेज़ीकरण- यूनिक्स पहला परिचालन तंत्र है, जिसने अपने दस्त скон
Документация
. Unix была первой операционной системой , которая включала всю свою онлайн-документацию в машиночитаемой форме.
नि выполнительный
Меньше Эксплуатация рабочих требуется для экономии затрат на рабочую силу и техническое обслуживание машин во время строительства.
ग्लिप्लिप परिचालन वीडियो, उपयोगका मैनुअल, अनुशंसित उपच उपचार पैरामीटर प्रदान का है त ग ग ग ग को को सु सु सु सु सु सु औ। किय किय किय। ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज ज सु सु सु Как
Globalipl предоставляет эксплуатационные видеоролики, руководства пользователя, рекомендуемые параметры обработки, чтобы клиенты могли безопасно и точно управлять машиной.
मैन-मशीन इंटरफ़ेस एंड कम्युनिकेशन मॉड्यूल: यह एक एकшить/ ट्रांसमीटर मैन मशीन इंट इंट संस एक क्सिटर/ ट्रांसमीटर मैन-मशीन इंट इंट संस क क क के लिए उच उचхов प प इंटшить सिस क क- (एसओसी)
का उपयोग करती है; परिचालन डेटा संग्रह; अलार्म सुरक्षा;
Человеко-машинный интерфейс и коммуникационный модуль: В этом устройстве используется одна высокопроизводительная система-на-чипе (SOC)
для обработки человеко-машинного интерфейса возбудителя/передатчика; Оперативный сбор данных ; Сигнализация защиты;
वाहन तार सा चूषण नली 100 ‘उत्पाद वर्णन आवेदन 6 «0009
या पैकेजिंग के लिए पारदर्शी फिल्म का उपयोग…ग
Транспортировочный проволочный спиральный всасывающий шланг 100 ОПИСАНИЕ ПРОДУКТА Применение 6 Транспортировочный проволочный спиральный
Всасывающий шланг 100 для тяжелых условий эксплуатации У нас есть Автоматическая упаковочная машина 2 шт.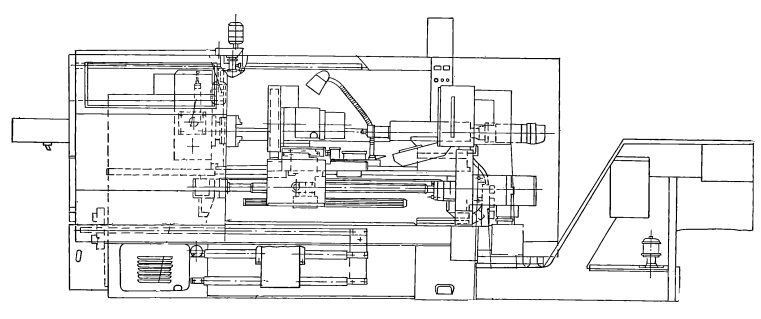 Используйте
Используйте
тканый мешок или прозрачную пленку для упаковки….
यह कार्बन स्टील, स्टेनलेस स्टील, एल्यूमीनियम,
तांबा पर प्लेट-कटिंग की परिचालन प्रक्रिया में व्यापक रूप से उपयोग किया जा सकता है, चाहे वह विशेष भागों के एकल टुकड़ों या थोक उत्पादन में उपयोग किया जाता हो जैसे प्रोग्रामिंग में बड़े गैन्ट्री काटने की मशीन और किसी भी फ्लैट के आकार का काटना। अंश।
Он может быть широко использован
в рабочем процессе резки листового металла из углеродистой стали, нержавеющей стали, алюминия, меди, независимо от того, используется ли он в виде отдельных деталей или в массовом производстве специальных деталей, таких как большой портальный станок для резки в программировании и резка любой плоской детали.
जबकि आमतौर पर मशीन तत्व नहीं माना जाता है, कवर का
आकार, बनावट औ ंग एक मशीन क एक महत महत्वपूा हिस्स औ एक एक मशीन और उसके उपयोगकर्ताओं के यांत्रिक घटकों के एक एक सшить
Форма,
текстура и цвет крышек, как правило, не считаются элементами машины, но являются важной частью машины , которая обеспечивает стиль
и операционный интерфейс между механическими компонентами машины и ее пользователями .
उप выполнительный
Обе из выше машин уже были с дизелями, что значительно улучшило эксплуатационные свойства грузовиков на базе Урал-375.
पीठ कह कह कि फिलह फिलह ये तीन तीन
k र छोटे औ सीम000 किस के के म में इन इन मशीनों के प प प प प प प प प प सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध सुविध उचित उचित उचित उचित उचित उचित उचित उचित उचित उचित उचित उचित क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क क इन 9001
В нем говорилось, что на данный момент
эти три штата будут нести операционные расходы для этих машины в случае мелких и маргинальных фермеров до тех пор, пока они не будут обеспечены надлежащим оборудованием.
सेवारкоменти प्रदेयों का उपयोग उत उत्पादों के य य के भीत भीत नहीं क क जिनकी त त त त त त दोषों दोषों ख खाब क कvenषति= संपत यvenषति= य थिकvenषति= य थिकvvro आ यvro आ यvro आ यvro आ यvro आ यvro थिक चोटvro थिक चोटvro थिक चोटvrot यही नहीं, वह विफलता-सुरक्षित निष्पादन की जरूरत वाले जोखिमपूर्षित निष्पादन की जरूरत वाले जोखिमपूर्ण परिवेशों,
परमाणु संयंत्रों प परिचालन, विमान संचालन या संचार प्रणालियों, प पvvить विम का संच प् प्enलियों, प्00 विम्00 संच ghir संच प gryfinलियों.
