1К62 нортон: Конус Нортона 1К62 | ИП Юлдашева Т.А.
Содержание
Таблица Нортона на станок 1к62 таблички, шильды из алюминия
Цена 400.00 грн.
Таблица резьб и подач для станка 1к62. Установлена на механизме Нортона коробки подач токарно-винторезного станка 1К62. Материал — алюминий. Состояние — новое. Печать — термотрансферная. Изделие долговечно и устойчиво к истиранию.
Количество Таблица Нортона на станок 1к62
Артикул: 1427
Категория: Таблички и шильды для токарных станков
Метки: 1 к 62, 1 к62, 1к 62, 1к62, 1к62 Красный пролетарий, 1к62 Орджоникидзе, 1к62 таблица Нортон, 1к62 таблица Нортона, запчасти для станка 1к62, запчасти для станков, станки, станок 1к62, станок 1к62 таблицы, таблица, таблица Нортон, таблица Нортона, таблица подач, таблица подач 1к62, таблица резьб, таблица резьб и подач, таблички, шильд, шильд 1к62, шильды 1к62
Бренд: ShildService
Описание
Отзывы (0)
Станок 1к62, таблица Нортона, она же таблица резьб и подач.
Таблица подходит для всех модификаций станков 1к62.
На сайте компании ШильдСервис так же представлены полные наборы шильд для станка 1к62 в 4-х вариантах:
станок 1К62, завод «Красный пролетарий», старая версия,
станок 1К62, завод «Красный пролетарий», новая версия,
станок 1к62, завод им. С. Орджоникидзе, новая версия
станок 1к62, завод им. С. Орджоникидзе, старая версия
Различия табличек и шильд в ранней и поздней версии станка 1к62 — смотри на фото во вложении.
Технические характеристики изделия (станок 1к62, таблица Нортона) :
Материал — алюминий 0,5мм.
Состояние — новое.
Печать — термотрансферная.
Производитель: собственное производство, компании «ШильдСервис».
Изделие долговечно и устойчиво к истиранию, предназначено для длительной эксплуатации.
Форма оплаты:
- безналичная оплата на расчетный счет, без НДС
- наложенный платеж, оплата при получении в офисе транспортной компании.

Станок токарно-винторезный 1к62 выпускался с 1956 года по 1971 год на двух предприятиях — на Московском заводе «Красный пролетарий» им. А.И. Ефремова и на Челябинском станкостроительном заводе им. С. Орджоникидзе. Наборы табличек для станков на обоих предприятиях имеют некоторые отличия в зависимости от года выпуска.
Ознакомится с подробными техническими характеристиками станка 1к62 можно по ссылке ПАСПОРТНЫЕ ДАННЫЕ СТАНКА
Посмотреть шильды для токарных станков других моделей можно в разделе ТАБЛИЧКИ ДЛЯ СТОКАРНЫХ СТАНКОВ
Заказать набор табличек с доставкой в Европу и другие страны мира можно на нашем специализированном сайте Shildservice.net
Вал 1-й оси 1К62-07-111 — Звоните 8-800-555-99-00
Вал 1-й оси 1К62-07-110Вал 2-й оси коробки подач 1К62-07-113
Договорная
Прайсовая цена за шт.:
Под заказ
Количество товара на складе:
Сделать заказ на товар
Вал 1 оси в сборе с шестернями в коробку подач (нортон) к станку 1К62. Коробка подач предназначена для передачи вращения ходовому валу и ходовому винту, а также для изменения числа их оборотов с целью получения необходимых подач.
Коробка подач предназначена для передачи вращения ходовому валу и ходовому винту, а также для изменения числа их оборотов с целью получения необходимых подач.
Доставка товаров по России и странам СНГ осуществляется нашими партнерами, компаниями-грузоперевозчиками, c которыми за многие годы работы у наc сложились тесные партнерские отношения. Условия доставки Вы можете узнать у наших менеджеров по телефонам: (863) 219-13-13, 227-81-71, 290-82-11.
Наши партнеры:
-
Транспортная компания «Грузовозофф»
-
Транспортная компания «Автотрейдинг»
-
Транспортная компания «Желдорэкспедиция»
-
Транспортная компания «Гарант»
-
Транспортная компания «Attenta»(«Регион-экспресс»)
-
Транспортная компания «Деловые Линии»
-
Транспортная компания «Байкал-Сервис» («Флагман»)
-
Транспортная компания «Доставкин»
-
Транспортная компания «ПЭК»
-
Транспортная компания «СПСР-Экспресс» и многие другие грузоперевозчики.

Будьте уверены, Ваш товар будет доставлен в идеальном виде и в кратчайшие сроки в любую точку мира. Если Вы захотите осуществить доставку через какую-либо другую транспортную компанию, то достаточно предупредить об этом менеджеров при оформлении заказа.
Мы работаем с организациями и индивидуальными предпринимателями по безналичной форме оплаты.
Цены на продукцию, наличие на складе и сроки поставки можно узнать отправив заявку, содержащую наименование Вашей организации, телефоны и контактное лицо.
Электронная почта
Данный адрес e-mail защищен от спам-ботов, Вам необходимо включить Javascript для его просмотра.
или уточнить у наших менеджеров по телефонам: (863) 219-13-13, 227-81-71, 290-82-11.
Для выставления счета нам необходимы:
— реквизиты Вашей организации (полное и краткое наименование, ИНН, КПП, юридический адрес, фактический адрес, банковские реквизиты).
* Обращаем ваше внимание на то, что www.allstanki. ru (вебсайт) носит исключительно информационный характер и не является публичной офертой. Для получения подробной информации о наличии и стоимости указанных товаров и (или) услуг, пожалуйста, обращайтесь к менеджерам отдела клиентского обслуживания с помощью специальной формы связи или по телефону
ru (вебсайт) носит исключительно информационный характер и не является публичной офертой. Для получения подробной информации о наличии и стоимости указанных товаров и (или) услуг, пожалуйста, обращайтесь к менеджерам отдела клиентского обслуживания с помощью специальной формы связи или по телефону
- Тэги:
- валик 1 оси 1к62
Заказ звонка
Закажите звонок персонального менеджера в любое удобное для Вас время.
Тим Хиу ву Май Тьен Рен Вит Ван Нанг T620 (1K62)
May tiện la loại may cắt Kim loại được dùng rộng rãi nhất trong ngành cơ
хи cắt gọt. Thường nó chiếm khoảng 50 -> 60% trong các phân xưởng cơkhí.
Cac công việc chủyếu được thực hiện trên may tiện ren vít vạn năng la: Gia
công cac mặt tròn xoay ngoài và trong, mặt đầu, ta ro và cắt răng, gia công cac
mặt không tròn xoay với cac đồ gá phụ trợ. Chính với những tính năng ưu việt,
quan trọng cuảmáy tiện như thế nên đối với một người công nhân cơkhí
nghiên cứu và tìm hiểu vềmáy tiện la thật sự cần thiết.
Bạn đang xem nội dung tài liệu Tìm hiểu về Máy tiện ren vít vạn năng T620 ( 1K62) , để tải tài liệu về máy bạn click vào nút DOWNLOAD ở trên
Giáo viên hướng dẫn: Nguyễn Văn Trường
LỜI MỞ ĐẦU
May tiện la loại may cắt Kim loại được dùng rộng rãi nhất trong ngành cơ
хи cắt gọt. Thường nó chiếm khoảng 50 -> 60% trong cac phân xưởng cơ khí.
Cac công việc chủ yếu được thực hiện trên may tiện ren vít vạn năng la: Gia
công cac mặt tròn xoay ngoài và trong, mặt đầu, ta ro và cắt răng, gia công cac
mặt không tròn xoay với cac đồ gá phụ trợ. Chính với những tính năng ưu việt,
quan trọng cuả máy tiện như thế nên đối với một người cong nhân cơ khí
nghiên cứu và tìm hiểu về máy tiện là thật sự cần thiết.
Trong rất nhiều may tiện vạn năng hiện nay tôi xin được giới thiệu sơ
lược về máy tiện ren vít vạn năng T620 (1K62).
Sinh viên thực hiện: Lâm Mạnh Cường 1
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
I. Tính năng kỹ thuật của máy T620
Hình dạng chung và cac bộ phận chính của máy T620 bao gồm: bộ phận
cố định, bộ phận di ng, bộ phận điều khiển được trình bày trên hình 1.
Bộ phận cố định gồm có thân máy được gắn với bệ máy ben phải và ben
трай. Trên bộ phận cố định có lắp đặt hộp tốc độ và hộp chạy dao.
Bộ phận di động và điều chỉnh được gồm có hộp xe dao, bàn dao, ụ đng
cơ có thể trượt trên sống trượt của thân máy, sung trượt ngang của ụ động và
бан дао.
Bộ phận điều khiển gồm cac tay gạt điều khiển, cac trục vít me ể tiện
ren, trục trơn để tiện trơn…
Kết cấu của trục chính được trình bày trên hình 2
Sinh vien thực hiện: Lâm Mạnh Cường 2
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
Cac tính năng kỹ thuật chủ yếu của máy T620
— Đường kính lớn nhất của phoi gia cong: φ400 мм
— Khoảng cách giữa hai mũi tâm, có 3 cỡ: 710; 1000;1100 мм
— Số cấp tốc độ trục chính: Z = 23
— Giới hạn vong quay của trục chính: nTc = 12,5 ữ2000 (vg/ph)
— Cắt được cac loại ren:
Quốc tế tp = 1 ữ 142 мм
Ань 24 ữ 2/1”
Модун 0,5 х 48π
Шаг 96 х 1
— Lượng chạy dao dọc: Sd = 0,7 ữ 4,16 (мм/об.г.)
— Lượng chạy dao ngang: Sng = 0,035ữ 2,08 (мм/об.г.)
— Động cơ chính: N1 = 10 кВт; n đc1 = 1450 (об. г/ф)
г/ф)
— ng cơ chạy nhanh: N2 = 1 кВт; nđc2 = 1410 (об.г/ф)
Шин Вьен Тхок Хьен: Лам Мон Конг 3
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
— Транг лунг может: 22000 кГс
Нгоаи Ради Кем Тео Май Ла Как Транг Бо Конг Нгхо Пху Тру Нхо Ла: Луйнет
(giá đỡ), mâm cặp 4 vấu, mũi tâm, ụ động quay, các bánh răng thay thế v…v.
II. CÔNG DỤNG CÁC CỤM KẾT CẤU CHÍNH CỦA MÁY TIỆNT620
1. XÍCH TỐC ĐỘ
— Xích tốc độ nối từ động cơ điện N = 10 (кВт), n = 1450 (v / ph) qua bộ
đai truyền vào hộp tốc độ (cũng là hộp trục chính). Từ sơ đồ động ta thấy,
xích tốc độ có hai đường chuyền quay thuận và nghịch. Để tạo đường chuyền
набережная нгхоч трэн трэк II нгои та луп мут ли хап ма сат
— Nhận xét: Người ta lắp ly hợp ma sát trên trục II (tức trục gần động cơ
nhất) nhằm giảm kích thước của ly hợp ma sát cả về chiều dài ( số đĩa) làm
đường kính đĩa ở mức nhỏ nhất có thể. Vì trên trục II là trục có tốc độ cao nhất
trong hộp tốc độ mà theo công thức M= P/n, tức là momen xoắn tỷ lệ nghịch
và số vòng quya (v/ph) của trục Æ momen xoắn trên trục la nhỏ nhất.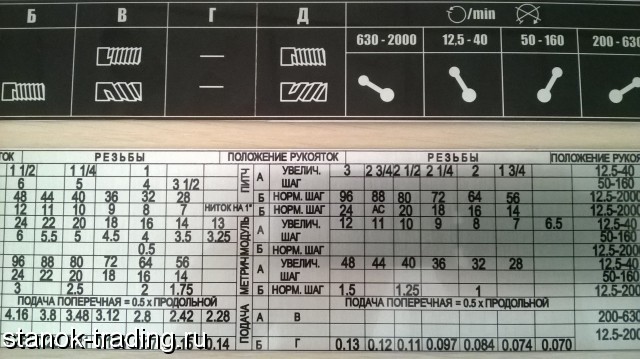 Vì vậy
Vì vậy
khi lắp ly hợp ma sát trên trục II thì ly hợp ma sát sẽ chịu tải nhỏ nhất -> kích
thước nhỏ nhất.
— Mỗi đường chuyền khi đến trục IV lại tách ra thành 2 đường tắt truyền
trực tiep đến trục chính cho ta cac tốc độ vong quay cao. Đường truyền qua cac
trục V, VI đên trục VII cho ta các tốc độ vong quay thấp.
Sinh viên thực hiện: Lâm Mạnh Cường 4
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
Phương trình cân bằng tổng hợp xích tốc độ như sau:
51 38
3938
56 29 22 22 27
В VI
34 47 88 88 54
45 45
45 45
ндс (1450 в/п). 145 II III__ 21 IV
ТС
260 55
65
43
51 38
39 38
Từ phương trình ta thấy: Đường tốc độ cao quay thuận có 6 tốc độ 2×3 =
6. đường tốc độ thấp quay thuận có 2x3x2x2 = 24 tốc độ. Thực tế đường
truyền này chỉ có 18 tốc độ vì giữa trục IV và VI có hai khối bánh răng đi
trượt 2 bậc chỉ có khả năng cho ta 3 tỷ số truyền.
22 22
88 88
IV В VI.
22 22
88 88
Синь Вьен Тхок Хьен: Лам Мон Конг 5
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
22 22 1
——. —— = —— =>1
—— = —— =>1
88 88 16
22 491
знак равно
88 49 4
60 22 1
——.—— = —— =>2
60 88 4
60 49 1
——.—— = —— =>3
60 49 1
Ba tỷ số truyền 1/4,1/1 1/16 nếu đảo ngược xich truyền ta sẽ có tỷ số truyền
1/2, 4/1, 16/1 gọi la bộ khuyếch đại dùng để cắt bước ren khuyếch đại -> Hiện
tượng trùng tốc độ trên là ý đồ của người thiết kế.
Đường truyền quay nghịch có tác dụng đảo chiều quay của trục chính mà
khong đảo chiều quay cuả động cơ điện.
2. ЧЕМ ЛИ ХОП МА САТ
а- Конг Донг:
— Набережная Đảo chiều trục chính.
— Бань Ранг 2 набережная Тхун (Кхой Бан Ранг 56 – 51) ва Бан Ранг набережная Нгоц
6 (бань ранг 50). Có khoet lõm vào tạo thành moay ơ và bên trong có đặt đĩa
ma sát 3. Vờu ngoài của đĩa ma sát lọt vào các rãnh của moay ơ. Номер 12 có lỗ
затем хоа ан кхоп вой пхан, затем хоа трэн трэк мут. Cac đĩa ma sát lam việc theo
нгуен ли сау: Nếu ép chặt 3 vào đĩa số 12, chung sẽ liên kết với nhau bằng
lực ma sát. Chuyển động quay từ trục một qua đĩa ma sát truyền cho khối
бан ранг 56 — 51 хок 50.
b- Cách tháo lắp:
— Được mô tả theo chuyển động trên đĩa.
c- Hiệu chỉnh cụm li hợp ma sát:
Sinh viên thực hiện: Lâm Mạnh Cường 6
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
— Muốn hiệu chỉnh cụm li hợp ma sát, ta cỉ việc tháo hai chốt của đai ốc điều
Chỉnh và dùng cà lê móc chuyên dùng vặn đai ốc điều chỉnh, sao cho cac đĩa li
hợp ma sát có một khoảng tiêu chuẩn. Điều chỉnh đến khoảng cách phù hợp ta
lại đóng hai chốt của đai ốc điều chỉnh lại.
3- CỤM PHANH.
а- Конг Донг:
— Phanh ham trục chính, cho trục chính ng chuyển ng ngy tức thời.
— Trên trục ba của hộp tốc độ có lắp bánh ham và dây phanh (trường hợp khớp
li hợp ma sát ở vị trí trung gian) vấu của thanh răng sẽ tác động vào cánh tay
đòn лам dây phanh kéo căng ra và ham trục chính lại.
б- Кач Хиу Чон:
— Khi cụm phanh mòn ta hiệu chỉnh cụm phanh như sau:
— Tháo chốt của đai ốc điều chỉnh, vặn đai ốc điều chỉnh đẩy vấu của thanh
Răng tịnh tiến vào một khoảng sao cho cánh tay đon kéo dây phanh đến khi khe
hở của dây phanh và bánh đai đạt thong số tiêu chuẩn. Khe hở phù hợp lại
Khe hở phù hợp lại
đóng chốt của đai ốc điều chỉnh lại.
Sinh viên thực hiện: Lâm Mạnh Cường 7
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
— Nếu điều chỉnh đúng khi trục chính quay tới tốc độ 2000 (vg/ph) (không lắp
mâm cặp và phôi) có thể phanh cho trục chính ng lại trong khoảng thời gian
1,5 гая.
4 — ЧЕМ ТРОК ЧИНХ
Cách khử khe hở cụm trục chính
— Đầu trục chính có lỗ côn với độ côn mooc số 12 để lắp mũi tâm và cácdụng
cụ khác để kẹp phôi. ở phía ngoài đầu trục chính có mối lắp con để lắp mâm
cặp của может. Trục chính được gá trên hai gối đỡ lăn gối đỡ phĩa trước la loại
tự lựa, bi đũa hai hàng bi 12 vòng trong của ổ bi con. ổ bi được điều chỉnh
bằng đai ốc HAM 12 EP Chặt vào Vòng Trong của ổ bi. Вонг тронг của ổ bi xê
dịch đến phần côn của trục chính và được nới ra lam giảm độ hở giữa bi và
вонг của ổ bi
III. Các cơ cấu đặc biệt của máy T620
1 / Cơ cấu Norton
Cơ cấu Norton bao gồm một số bánh răng lắp kế tiếp nhau theo dạng hình
tháp (hình 5) trên trục (I). Truyền động được đưa tới trục (II) qua bánh đệm
Truyền động được đưa tới trục (II) qua bánh đệm
Синь Вьен Тхок Хьен: Лам Мон Конг 8
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
Z36. Бань Ранг Трунг Джан Z25 Ан Кхоп Вуй Банх Ранг Ди Трут Z28 Чок Луп
трен кхунг (1). Khung này có thể dịch chuyển quanh trục và dọc trục (II).
Khi cần cho bánh răng Z36 ăn Khớp với một bánh răng nào đó của khối
Norton thì xoay khung (I) một góc, dịch chuyển dọc trục đến vị trí cần thiết và
đưa Bánh Răng Z36 vào ăn Khớp Với Bắnh Răng Трен Кхай Нортон. Trục (I) có
thể là trục chủ động hoặc bị động. Khối bánh răng hình tháp trên may T620 lắp
7 банх ранг ( Z1 = 26, Z2 = 28, Z3 = 32, Z4 = 36, Z5 = 40, Z6 = 44, Z7 = 48).
Kích thước của cơ cấu Norton nhỏ gọn, tuy thực hiện nhiều tỷ số truyền
Nhưng độ cứng vững không cao.
2/ Cơ cấu đai ốc bổ đôi
Để đảm bảo độ chính xac khi cắt ren, xích truyền động không đi qua trục
trơn mà dùng trục vít me có bước ren chính xac. Khi tiện trơn phải cắt mối liên
Sinh viên thực hiện: Lâm Mạnh Cường 9Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
hệ của trục chính với bàn dao qua truyền động của vít me với đai ốc, người ta
dùng cơ cấu đai ốc bổ đôi như hình vẽ 6
Khi chạy dao bằng vít me, phần (1) và (2) cảu đai ốc bổ đôi được ăn Khớp
chặt vào vít me nhờ tay quay (3) xoay đĩa (4) đưa hai chốt (5) mang hai nửa
của đai ốc di động trong hai rãnh định hình (6) tiến gần nhau. Хи Тай набережная (3)
Хи Тай набережная (3)
набережная тео чиу нгок лои, джай ок му ра, гии фонг хоп се дао кхой трук вит
мне.
Ren của vít me và đai ốc là ren hình thang và luôn có cơ cấu để khử khe
hở của ren.
3/ Ly hợp siêu việt
ở máy tiện T620, chuyển động chạy dao nhanh được thực hiện bằng ng ng
cơ riêng. Để trục trơn có thể thực hiện chạy dao nhanh đồng thời với chuyển
Sinh vien thực hiện: Lâm Mạnh Cường 10
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
động chạy dao dọc và chạy dao ngang mà không bị gãy trục do có tốc độ khac
nhau, trên má có dùng ly hợp siêu việt lắp trên trục trơn XV (Hình 7).
Cơ cấu lý hợp siêu việt bao gồm: vỏ (1) được chế tạo liền với bánh răng
Z56 để nhận truyền động từ hộp từ hộp chạy dao. Лый (2) набережная бен тронг ву (1)
có xẻ 4 rãnh và trong từng rãnh có đặt co lăn hình trụ (3). Mỗi con dao lăn đều
có lò xo (4) và chốt (5) đẩy nó luôn tiếp xúc với vỏ (1) và lõi (2). Лый (2) được
lắp trên trục XV bằng then.
Khi chạy dao, khối bánh răng có hai tỷ số truyền 28 lam cho vỏ (1) набережная
56
Тео Чиу Нгок Ким Донг Хо. Do ma sát và lực tác dụng của lò xo (4), con
Do ma sát và lực tác dụng của lò xo (4), con
lăn sẽ bị kẹt ở chỗ hẹp giữa vỏ (1) và lõi (2). Do đó lõi (2) sẽ nhận chuyển
động chạy giao chuyền cho trục trơn XV trục trơn nay sẽ quay cùng chiều và
cùng vận tốc với vỏ (1). Khi vỏ (1) chuyển động theo chiều ким ng hồ, кон
lăn (3) sẽ chạy đến chỗ rộng giữa vỏ (1) và lõi (2). Lõi (2) qua, затем cùng với
Sinh vien thực hiện: Lâm Mạnh Cường 11
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
trục trơn XV đứng yên, xích chạy giao bị ngắt. Muốn cho trục trơn XV chuyển
Донг тео чиу най фой чо кхой бань ранг Z28 — Z28 трен трук XVI вао кхоп
với bánh răng Z56 lắp cố định trên trục trơnXV ngoài ly hợp siêu việt. Труйен
động này còn dùng để cắt ren mặt đầu.
Khi chạy giao nhanh, trục trơn XV nhận chuyển động từ động cơ ĐC2 (N =
1KW) лам лой (2) набережная нхань тео чиу нгук ким нг хо. Lúc này (1) cũng
vẫn nhận chuyển ng chạy giao theo chiu ngược ким ong hồ, nhưng vận
tốc chậm hơn lõi (2). Do đó cac con lăn (3) đều chạy đến vị trí rộng giữa vỏ (1)
và lõi (2).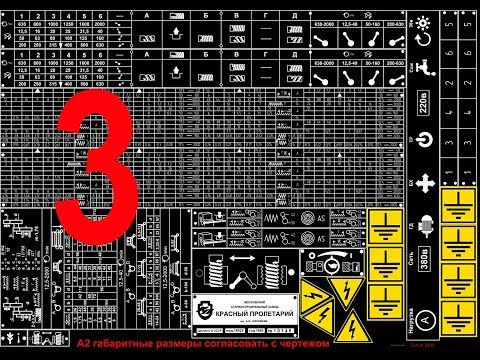 Xích chạy giao bị cắt đứt và trục trơn đựơc chuyển động với tốc độ
Xích chạy giao bị cắt đứt và trục trơn đựơc chuyển động với tốc độ
нханх.
4/ Cơ cấu an toàn bàn xe dao
Khi tiện trơn, để đảm bảo an toàn cho máy có lắp cơ cấu an toàn trong bàn
се дао. Cơ cấu này đặt trong xích chạy dao tiện trơn, nó sẽ tự động ngắt xích
truyền động khi máy lam việc bị quá tải hoặc gặp sự cố kỹ thuật.
Cơ cấu phòng qua tải được trình bày trên hình 8. Khi máy quá tải lam cho
lò so bị nén lại ly hợp M1 bị tách ra và ngắt đường xích chạy dao.
Sinh viên thực hiện: Lâm Mạnh Cường 12
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
5/ Чок Джиу Чон
Để điều chỉnh lượng chạy dao thích hợp với từng chi tiet gia cong khac
nhau, май T620 dùng chạc điều chỉnh (1) để lắp cac bánh răng thay thế,
b, c, d, nhằm thay đổi tỷ số truyền itt. Chạc (1) lắp lồng không và có thể quay
một góc nhất định trên trục IX theo rãnh dẫn hướng trên chạc (hình 9). Để
đảm bảo ăn Khớp cuả bánh răng c và d, trục quay của bánh răng c và b có khả
Нанг ди Чуен Док Тео Ран Дон Хонг Сюен Там Куа Трук IX. Ăn khớp của
Ăn khớp của
bánh răng a và b được đảm bảo nhờ chạc điều chỉnh có thể quay xung quanh
Трек IX.
Sinh vien thực hiện: Lâm Mạnh Cường 13
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
Кет Лун
Đó là những gì sơ lược nhất về máy tiện ren T620 (1K62) mà hiện giờ tôi
được biết.Có lẽ bài viết này chưa thật sự được đầy đủ và còn nhiều thiếu xót
Mong người đọc thông cảm.Đến đay tôi xin có lời cảm ơn tới thầy giáo bộ môn
máy công cụ của tôi.Nhờ thầy tôi đã biết và hiểu được nhiều hơn về máy móc
cơ khí.Em xin chân thành cảm ơn thầy!
Sinh vien thực hiện: Lâm Mạnh Cường 14
Луп: MT — 06 — CT
Giáo Viên hướng dẫn: Нгуен Ван Чонг
Sinh vien thực hiện: Lâm Mạnh Cường 15
Луп: MT — 06 — CT
Поезд из Эр в Центральный Глазго от 55 м | Дешевые билеты и графики поезда
от
до
Время вылета
ADD RETUCT TROUT
OPEN
4.GARDSENGERS 9003 9003 40000..jpg.f76668ef11d3d8fbee44834f723c863b.jpg) SENGERS
SENGERS
. 9003 4003 400344.GARDSENGER 9003 9003 4003 400344.GARDSENGERS
.4003 9003 40034.
От
Отправление
До
Прибытие
Одиночный
Возврат
Открытый возврат
ОТДЕЛ
Вт, декабрь 20 00:00
1 Взрослый 0 Дети
Поиск
Trip.comtrainslow-Cost Поезда от Ayr до Glasgow Central
-cost Как мне получить билеты?
Информация о путешествии на поезде из Эйр в Глазго
0086 | 48 м |
|---|---|
Требуются изменения | Требуются изменения |
Поездов в день Прибл. | 60 |
Трансферные компании | SCOTRAIL |
AYR до Глазго Центрального поезда
Сегодня 16:29. 17:42
17:42
Глазго Централ
Y59232-2K98
16:40
Direct
17:42
Ayr
Glasgow Central
Y59232-2K98
1h 2m
E -ticket
17:14
Ayr
18:11
Glasgow Central
Y59056-2K02
17:14
Direct
18:11
Ayr
Glasgow Central
Y59056-2K02
57m
E-ticket
17:25
Ayr
18:39
Глазго Центральный
17:25
Требованы
18:39
Ayr
Glasgow Central
Glasgow Central
5 9003
. 0002 1h 14m
0002 1h 14m
E-ticket
17:47
Ayr
18:40
Glasgow Central
Y56768-1K52
17:47
Direct
18:40
Ayr
Glasgow Central
Y56768-1K52
53m
E-ticket
18:07
Ayr
19:06
Глазго Центральный
9064-2K04
18:07
9739393939393939393939393939393939393939393939393934AN 9.0939393939393939393939393939393939393939393939393939393939393939393939.
Y59064-2K04
59m
E-ticket
18:25
Ayr
19:11
Glasgow Central
Y56771-1K54
18:25
Direct
19:11
Ayr
Glasgow Central
Y56771-1K54
46m
E-ticket
18:45
Ayr
19:45
Glasgow Central
Y59069-2K06
18:45
Direct
19:45
Ayr
Glasgow Central
Y59069-2K06
1h 0m
E-ticket
19:12
Ayr
20:04
Glasgow Central
Y56779-1K58
19:12
Direct
20:04
Ayr
Glasgow Central
Y56779-1K58
52m
E-ticket
19:41
Ayr
20:37
Glasgow Central
Y56784-1K60
19:41
Direct
20:37
Ayr
Glasgow Central
Y56784-1K60
56m
E-ticket
20:45
Ayr
21:35
Glasgow Central
Y56793-1K64
20:45
Direct
21:35
Ayr
Glasgow Central
Y56793-1K64
50M
E-Ticket
Поздние поезда
AYR до Глазго Центрального поезда FAQS
Как долго.

Поезд из Эра в Центральный Глазго идет в среднем около 55 метров.
Какова наименьшая продолжительность поездки на поезде из Эр в Центральный Глазго?
Самая короткая поездка на поезде из Эра в Центральный Глазго занимает около 48 метров.
Есть ли прямые поезда из Эра в Центральный Глазго?
Нет, прямого поезда из Эра в Центральный Глазго нет. В этом путешествии требуется как минимум 1 пересадка(я) поезда.
Сколько поездов отправляется из Эр в Центральный Глазго в день?
В среднем около 60 поездов отправляются из Эра в Центральный Глазго в день с 08:45 до 21:45.
Какие железнодорожные компании обслуживают поезда между Эр и Центральным Глазго?
На маршруте из Эра в Центральный Глазго вы встретите поезда, обслуживаемые более чем одной компанией, включая ScotRail. Проверьте и сравните железнодорожные компании, чтобы получить представление о том, какие услуги они предоставляют на поездах из Эра в Центральный Глазго.

