Маркировка электродов для ручной дуговой сварки: Маркировка сварочных электродов и их расшифровка
Содержание
Маркировка электродов для дуговой сварки
Содержание
- Типы электродов с точки зрения метода сварки
- Виды и маркировка неплавящихся электродов
- Маркировка покрытых плавящихся прутков
- Типы электродов и обозначения покрытий
- Индексы толщины обмазки
- Диаметр покрытых электродов
- Положения при сварке, их обозначения и расшифровка
- Обозначения рода и полярности сварочного тока
- Особые индексы, указывающие на свойства наплавленного металла
- Пример расшифровки маркировки электродов для дуговой сварки
- Маркировка электродов по международному стандарту
Стержневые электроды применяют при ММА и TIG сварке. При ММА защиту от атмосферы обеспечивает сам электрод, который по сути играет роль и сварочной присадки. В его покрытие входит шлак или защитный газ, не допускающие попадание кислорода, водорода и азота в сварочную ванну. При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
Типы электродов с точки зрения метода сварки
Исходя из технологии сварки и особенности электродов, их делят на две основные группы.
Неплавящиеся вольфрамовые электроды применяют при TIG. Они вводят горящую дугу в сварное соединение, но не плавятся. Шов заполняют металлом проволоки, подающейся со стороны.
Плавящиеся электроды используют при ММА. Они расплавляются во время сварки и заполняют шов металлом.
Виды и маркировка неплавящихся электродов
Неплавящиеся электроды для TIG производят из вольфрама. Они бывают чистыми или легированными оксидами редкоземельных элементов. От химического состава зависит область использования — род тока, на котором выполняют сварку, и свариваемые сплавы.
Буквенно-цифровая и цветовая маркировка сварочных электродов из вольфрама указывает на добавку и содержание оксида в %.
- W — вольфрам
- Т — торий
- Z — цирконий
- L — лантан
- C — церий
|
Маркировка
|
Легирующий элемент
|
Содержание в %
|
Цветная маркировка
|
Род тока
|
Свариваемые стали и сплавы
|
|
WP
|
—
|
—
|
зеленый
|
AC
|
алюминий, магний и сплавы
|
|
WT-4
|
торий
|
0,4
|
голубой
|
DC
|
низколегированные и высоколегированные стали
|
|
WT-10
|
1,0
|
желтый
| |||
|
WT-20
|
2,0
|
красный
| |||
|
WT-30
|
3,0
|
сиреневый
| |||
|
WT-40
|
4,0
|
оранжевый
| |||
|
WZ-3
|
цирконий
|
0,3
|
коричневый
|
АС
|
магниевые сплавы
|
|
WZ-8
|
0,8
|
белый
| |||
|
WL-10
|
лантан
|
1,0
|
черный
|
AC/DC, сварка на малых и больших токах
|
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы
|
|
WL-15
|
1,5
|
золотистый
| |||
|
WL-20
|
2,0
|
синий
| |||
|
WC-20
|
церий
|
2,0
|
серый
|
AC/DC, сварка на малых и средних токах
|
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы
|
Маркировка покрытых плавящихся прутков
Требования к маркировке таких электродов диктует ГОСТ 9466.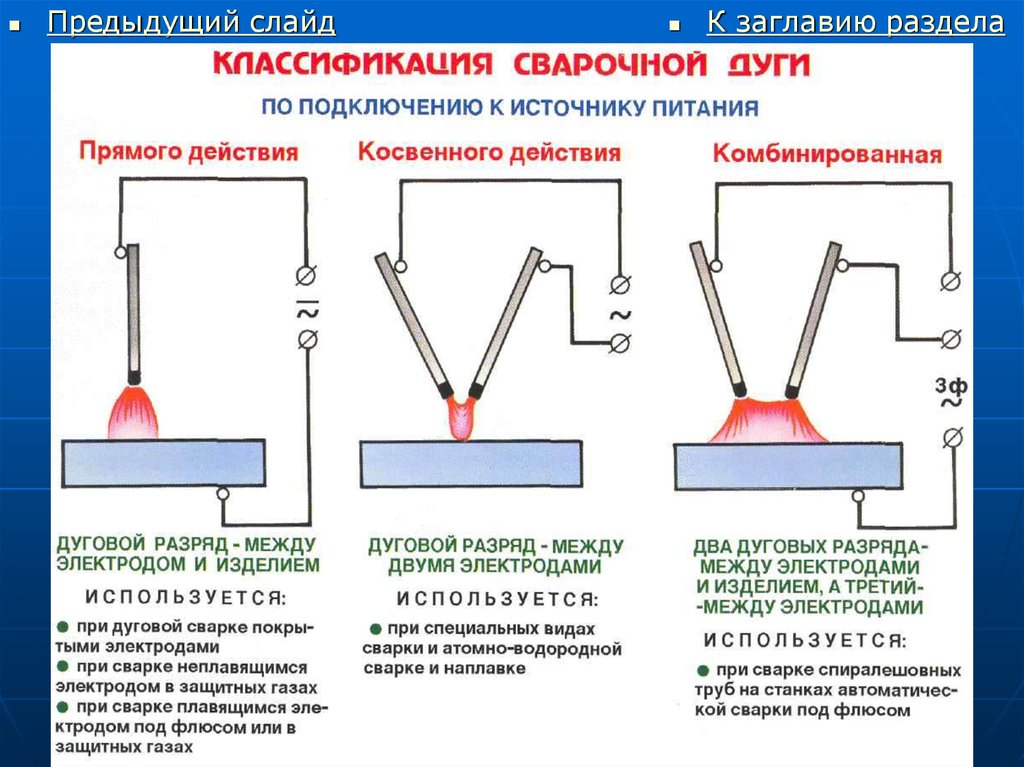 Она состоит из групп буквенных и цифровых индексов, каждая из которых содержит конкретную информацию.
Она состоит из групп буквенных и цифровых индексов, каждая из которых содержит конкретную информацию.
Типы электродов и обозначения покрытий
Электроды классифицируют по типу покрытия или обмазки. От его химического состава зависят особенности расплавления и капельного переноса металла, сварочные характеристики и назначение электрода, показатели качества наплавленного металла, допустимые позиции при сварке.
Маркировка типов плавящихся электродов по виду покрытия
|
Буквенное обозначение европейское/российское
|
Покрытие
|
|
А/А
|
кислое
|
|
В/Б
|
основное
|
|
R/Р и RR
|
рутиловое и толстое рутиловое
|
|
С/Ц
|
целлюлозное
|
|
RB/РБ
|
рутилово-основное
|
|
RC/РС
|
рутилово-целлюлозное
|
|
RA/РА
|
рутилово-кислое
|
|
S/П
|
прочие типы
|
Такое разнообразие покрытий есть у электродов для нелегированных сталей:
- Для высокопрочных сталей и особо ответственных конструкций выпускают электроды только с основным покрытием.

- Для нержавейки — рутиловые, основные и смешанные:
- рутилово-кислые для металлических изделий, работающих в агрессивной среде,
- рутилово-основные для жаростойких сплавов.
Назначение учитывают при маркировке по ГОСТ. Для этого используют буквенные индексы:
- У — низкоуглеродистые, углеродистые, низколегированные сплавы;
- Л — легированные стали;
- Т — теплостойкие или жаропрочные сплавы;
- В — высоколегированные нержавеющие стали;
- Н — упрочняющая, восстановительная наплавка.
Индексы толщины обмазки
В российской маркировке указывают и толщину обмазки, обозначая её буквенными индексами М, С, Д и Г — тонкая, средняя, толстая и очень толстая. У европейских производителей введено отдельное обозначение только для электродов с толстым рутиловым покрытием RR. Их используют, когда нужно получить швы повышенной прочности.
Диаметр покрытых электродов
Сила сварочного тока прямо пропорциональна толщине заготовки. Допустимая нагрузка по току ограничена и зависит от диаметра электрода. Так как это важный параметр, его обязательно указывают при маркировке.
Допустимая нагрузка по току ограничена и зависит от диаметра электрода. Так как это важный параметр, его обязательно указывают при маркировке.
Положения при сварке, их обозначения и расшифровка
Сварку выполняют в разных пространственных положениях. Из-за действия силы тяжести характер переноса и поведения расплавленного металла изменяется. Это нужно учитывать. Кроме того, от типа покрытия электрода зависят внешний вид шва и шлаковые характеристики. Именно поэтому некоторые типы электродов имеют ограничения в применении и подходят не для всех положений.
Есть несколько обозначений положений, принятых ГОСТ, ISO, НАКС, AWS. Например, для сварки листовых заготовок:
|
Положение/буквенное обозначение
|
ГОСТ
|
ISO
|
НАКС
|
AWS
|
|
нижнее
|
Н
|
РА
|
Н1
|
1G
|
|
потолочное
|
П
|
РЕ
|
П1
|
4G
|
|
вертикальное на подъем
|
В
|
PF
|
В1
|
3G и 3F для угловых швов
|
|
вертикальное на спуск
|
PG
|
В2
| ||
|
горизонтальное
|
Г
|
РС
|
Г
|
2G
|
|
нижнее
|
Л («в лодочку»)
|
РА
|
Н1
|
1F
|
|
нижнее для угловых швов
|
Н
|
РВ
|
Н2
|
2F
|
|
потолочное для угловых швов
|
П
|
PD
|
П2
|
4F
|
Из-за отсутствия единой системы обозначений и чтобы облегчить расшифровку маркировки электродов производители часто указывают допустимые положения в упрощенном виде — рисунком или цифрами.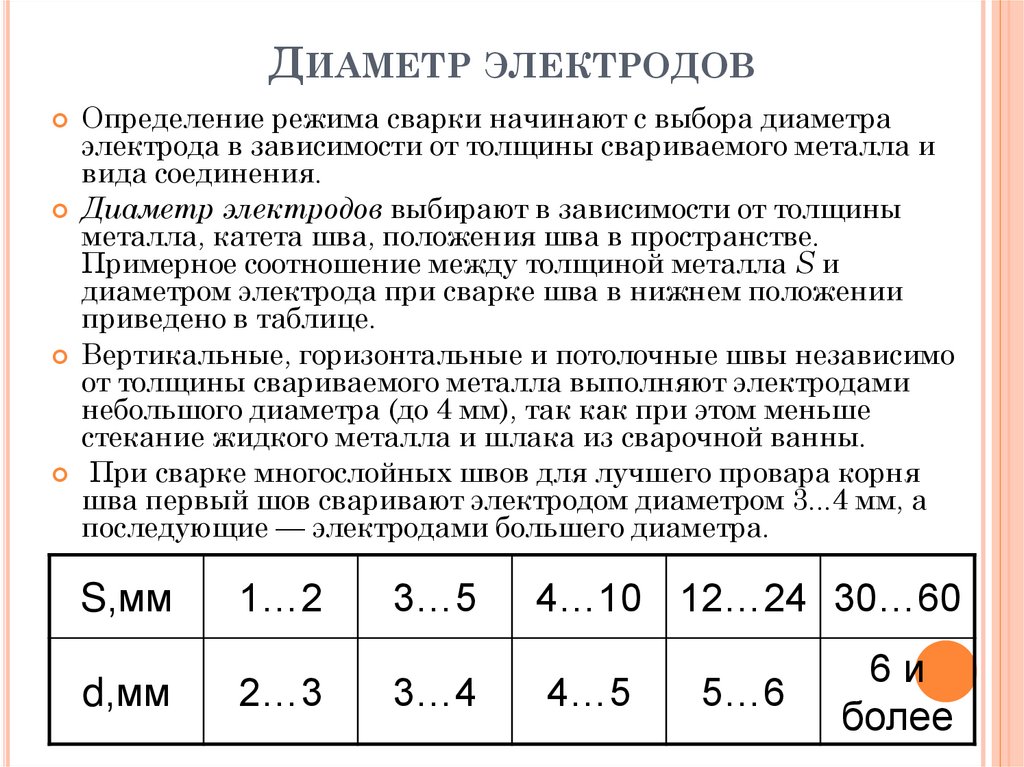
Например, так:
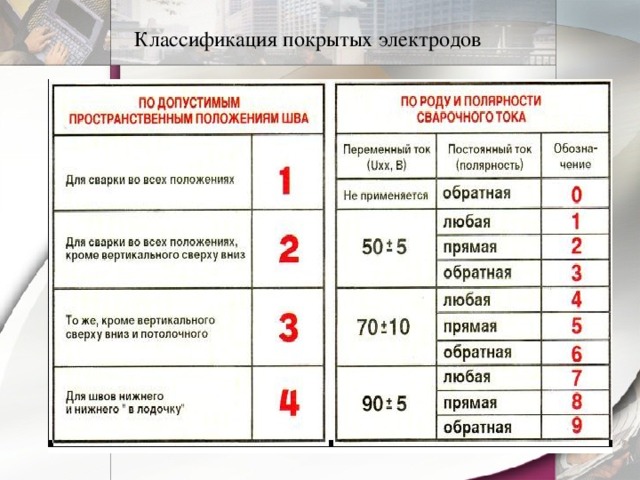
В российском стандарте для классификации и маркировки электродов используют цифровые обозначения:
- 1 — универсальны;
- 2 — можно использовать во всех положениях, исключая В2 или PG;
- 3 — предназначены для позиций РА, РВ и PF или Н1, Н2 и Г;
- 4 — подходят для положений РА или Н1 и «в лодочку».
Обозначения рода и полярности сварочного тока
Род и полярность сварочного тока указывают буквенным индексом или обозначают с помощью более привычных и известных символов. Например, ~ / = (+) или AC, DC +(-).
Цифровое обозначение встречается не всегда. По российским стандартам принято указывать информацию о полярности постоянного тока и напряжении холостого хода или OCV.
|
Обозначение
|
Полярность
|
OCV
|
|
0
|
+
|
—
|
|
1
|
+/-
|
50
|
|
2
|
—
| |
|
3
|
+
| |
|
4
|
+/-
|
70
|
|
5
|
—
| |
|
6
|
+
| |
|
7
|
+/-
|
90
|
|
8
|
—
| |
|
9
|
+
|
Особые индексы, указывающие на свойства наплавленного металла
Характеристики основного металла должны достигаться и в металле шва. Чтобы упростить выбор при маркировке электродов для сварки могут использовать группу цифровых индексов, передающих информацию о металле шва. Это его твердость, ударная вязкость, предел текучести, удлинение и прочность при растяжении, устойчивость к межкристаллитной коррозии, объем феррита, от которого зависит склонность к образованию горячих трещин, предельная рабочая температура.
Чтобы упростить выбор при маркировке электродов для сварки могут использовать группу цифровых индексов, передающих информацию о металле шва. Это его твердость, ударная вязкость, предел текучести, удлинение и прочность при растяжении, устойчивость к межкристаллитной коррозии, объем феррита, от которого зависит склонность к образованию горячих трещин, предельная рабочая температура.
Свои группы индексов есть для прутков для упрочняющей, восстановительной наплавки (ГОСТ 10051), высоколегированных нержавеющих сплавов (ГОСТ 10052) и углеродистых, теплостойких сталей (ГОСТ 9467).
Пример расшифровки маркировки электродов для дуговой сварки
Маркировка расположена на задней стороне пачки. В качестве примера расшифровки можно взять электроды ОЗЛ-8.
Э-07Х20Н9-ОЗЛ-8-3.0-ВД
Е-2004-Б20
- 1 — тип Э-07Х20Н9
- 2 — марка ОЗЛ-8
- 3 — Ø 3 мм
- 4 — предназначен для нержавеющих сталей
- 5 — толстая обмазка
- 6 — контролируемые свойства металла шва
- 7 — основное покрытие
- 8 — допустимы все положения сварки, кроме вертикального на спуск
- 9 — DC +
Маркировка электродов по международному стандарту
Помимо маркировки по ГОСТ 9466 используют и другие. Например, для прутков для нелегированных сталей это ГОСТ Р ИСО 2560. Цифровые индексы и условные обозначения берут из таблиц.
Например, для прутков для нелегированных сталей это ГОСТ Р ИСО 2560. Цифровые индексы и условные обозначения берут из таблиц.
Е —1—2—3—4—5—6—7
1 — индекс предела текучести, прочности и растяжения металла шва
| Индекс | Предел текучести Н/мм2 | Прочность при растяжении Н/мм2 | Минимальное удлиннение при разрыве |
| 35 | 355 | 440-570 | 22 |
| 38 | 380 | 470-600 | 20 |
| 42 | 420 | 600-640 | 20 |
| 46 | 460 | 530-680 | 20 |
| 50 | 500 | 560-720 | 18 |
2 — температура, при которой при ударе появляется трещина
| Индекс | Температура развития трещины при энергии удара 47 Дж, 0С |
| Z | — |
| A | +20 |
| 0 | 0 |
| 2 | -20 |
| 3 | -30 |
| 4 | -40 |
| 5 | -50 |
| 6 | -60 |
3 — химический состав наплавляемого металла
Указывают символ основного легирующего элемента или элементов — Ni, Mn и Mo.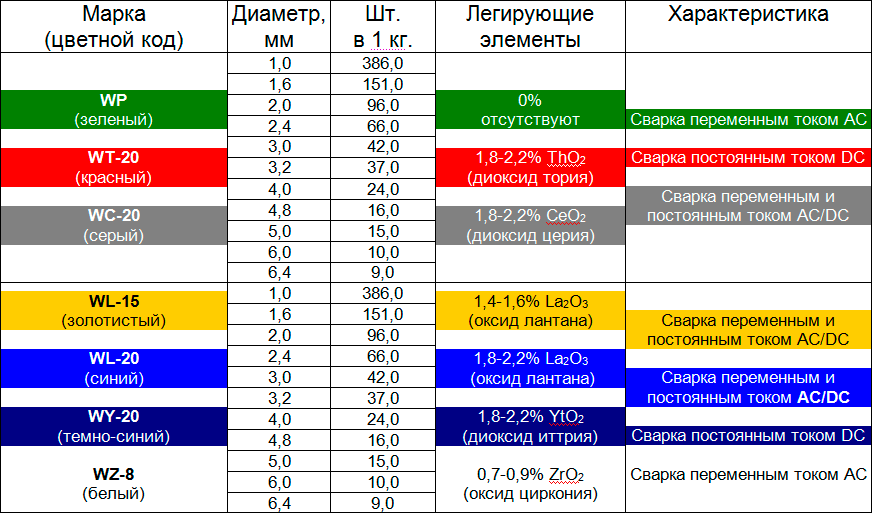
4 — тип обмазки
Условные обозначения соответствуют европейскому стандарту.
5 — род сварочного тока и эффективность переноса металла
| Индекс | Эффективность переноса, % | Род сварочного тока |
| 1 | до 105 | AC/DC |
| 2 | DC | |
| 3 | 105-125 | AC/DC |
| 4 | DC | |
| 5 | 125-160 | AC/DC |
| 6 | DC | |
| 7 | от 160 | AC/DC |
| 8 | DC |
6 — допустимые позиции при сварке
| Индекс | Положения сварки |
| 1 | Любые |
| 2 | Все, кроме PG |
| 3 | PA, PB |
| 4 | PA |
| 5 | PA, PB, PC |
7 — содержание водорода в металле шва
| Индекс | Количество водорода в металле шва мл/100г |
| H5 | 5 |
| h20 | 10 |
| h25 | 15 |
Аналогичны стандарты с условными обозначениями и маркировками ест и для других электродов, например для высокопрочных (ГОСТ Р ИСО 18275), жаростойких и коррозиооностойких (ГОСТ Р ИСО 3581).
Маркировка электродов для ручной дуговой сварки: расшифровка обозначения
Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.
- Типы электродов
- Марки электродов
- Диаметр электродов
- Назначение электродов
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
Видео описание
Расшифровка обозначений электродов.
Ниже расскажем о классификации электродных элементов, их назначении и свойствах.
Предназначение металлического стержня — наплавление свариваемого материала на конкретное место, где производится соединение заготовки. Основная часть электрода служит для проведения через себя тока. Конец расходника под воздействием повышенной температуры сварочной дуги расплавляется. В момент плавления окончания электрода образуется совместно с расплавленной конструкцией целостное изделие.
Основная часть электрода служит для проведения через себя тока. Конец расходника под воздействием повышенной температуры сварочной дуги расплавляется. В момент плавления окончания электрода образуется совместно с расплавленной конструкцией целостное изделие.
Из чего состоит плавящийся электрод
Сварочный электрод имеет простое строение. Главная его составляющая – стержень, с наружной стороны сделано специальное покрытие. Конец, который плавится и контактирует со свариваемым материалом, сделан без обмазки.
Виды покрытий для электродов
На ряду с материалом изготовления и назначением выбирается и тип покрытия электрода. Выбор покрытия также зависит от свариваемого металла. Покрытие (или обмазка) выполняет защитную функцию. При плавлении электрода покрытие выделяет защитные вещества и шлак, что улучшает качество шва, получаются надежные и долговечные сварные соединения. Производители используются следующие виды покрытий электродов:
- Кислое покрытие. Маркируется буквой «А» на упаковке и самом электроде.
 Используется для узконаправленных задач, например, для нижних сварочных швов. Можно использовать как с переменным, так и с постоянным током.
Используется для узконаправленных задач, например, для нижних сварочных швов. Можно использовать как с переменным, так и с постоянным током. - Рутиловое покрытие. Маркируется буквой «Р». Одно из самых популярных покрытий как у новичков, так и у профессионалов. По сравнению с другими покрытиями почти не токсично и обеспечивает хорошее качества швов. При сгорании образует шлак с защитными свойствами. Состав может быть разнообразным, но в основе всегда двуокись титана или просто рутил. Отсюда и название.
- Целлюлозное покрытие. Маркируется буквой «Ц». Подходит для выполнения любых сварных соединений, обеспечивает хорошее качество шва, но при этом способствует сильному разбрызгиванию металла. Мы рекомендуем использовать электроды с целлюлозным покрытием при сварке трубопровода, поскольку при такой работе недостатки не критичны.
- Основное покрытие. Обозначается буквой «Б». Самый популярный вид покрытия на ряду с рутиловым. Имитирует сварку под газом за счет выделения углекислоты при горении дуги.
 Мы рекомендуем использовать стержни с основным покрытием только в сочетании с постоянным током и обратной полярностью. Если использовать переменный ток, то сварочный шов получится некачественным и потребуются дополнительные меры по улучшению прочности шва.
Мы рекомендуем использовать стержни с основным покрытием только в сочетании с постоянным током и обратной полярностью. Если использовать переменный ток, то сварочный шов получится некачественным и потребуются дополнительные меры по улучшению прочности шва. - Прочие виды покрытий. Маркируются буквой «П». В составе содержат легирующие вещества. Благодаря этому качество шва улучшается. В целом, прочие виды покрытий используются реже всего.
- Специальные виды покрытий. Обозначаются буквой «С» или надписью «специальные» на упаковке. Используются для сложной сварки под водой, поскольку содержат в своем составе жидкое стекло и смолосодержащие вещества.
Как видите, электроды выбираются исходя из конкретных задач. Для ручной дуговой сварки чаще всего используют стержни с рутиловым покрытием, поскольку они универсальны.
Тип стержней и расшифровка маркировки электродов
На любой таре, в которую упакованы сварочные стержни, присутствует буквенно-цифровая кодировка, например: Э50А-УОНИ – 13/55 – 5,0 – УД / Е514 (4) – Б20
Маркировка стержней Источник bsm21. ru
ru
Электроды, их маркировка
Первые цифры обозначения на нашем показательном примере указывают на вид стержня. Э50А – расходники, которыми можно работать при сварке стальных армированного и неармированного металла. Для облегчения понимания аббревиатуры, рекомендуется разбить ее на составляющие:
- Э – стержень используется для сварки на дуговом аппарате.
- 50 – предельное значение крепости соединения.
В нашем образце этот параметр 50 кгс на 1 кв. мм.
- А – стык имеет нагрузочную вязкостью и хорошую гибкость.
Из данного образца понятно, что разобраться с расшифровкой электродов можно, ее нельзя считать сложной задачей. Если под рукой будет объяснение что означают цифровые и буквенные знаки, разберется любой новичок.
Виды электродов по назначению
В зависимости от свариваемого металла выбирается режим работы сварочного аппарата и электроды. Для разных металлов необходимы разные электроды, это называется назначением. Назначение указывается одной буквой на упаковке и на самом стержне.
Назначение указывается одной буквой на упаковке и на самом стержне.
Электроды с маркировкой «У» используются для сварки низколегированных и углеродистых сталей. Буквой «Л» обозначают стержни, используемые для сварки легированных конструкционных сталей, а для высоколегированных используется обозначение «В». Буквой «Т» обозначают стержни для теплостойких металлов, а буквой «Н» — стержни для наплавки.
Сварочные стержни: виды и характеристики
Для работы с армированными изделиями, нужны стержни, имеющие кодировку «Э» и коды твердости, указанные цифрами: 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
В том случае, когда нужно соединить стойкие к термическому воздействию виды стальных изделий, пользуются расходниками с кодировкой Э-09 и Э-10. Для сварки высоколегированного металла подходят много видов электродов, их число больше 40. Чаще остальных выбирают: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НМФ.
Для соединения материалов с заранее известными характеристиками используются электроды: Э-10Г2, Э-12Г4, Э-10Г3, Э-16Г2ХМ, Э-15Г5, Э-30Г2ХМ, общее число видов – 38.
Марки электродов, подходящие для ручной дуговой сварки
Существуют также виды электродов для ручной дуговой сварки, разделяющиеся по маркам. Марка используемого электрода так же зависит от металла, который вам нужно сварить.
Для сварки углеродистых низколегированных сталей используются следующие марки:
- Э42: марки АНО-6, АНО-17, ВСЦ-4М.
- Э42: УОНИ-13/45, УОНИ-13/45А.
- Э46: АНО-4, АНО-34, ОЗС-6.
- Э46А: УОНИ-13/55К, АНО-8.
- Э50: ВСЦ-4А, 550-У.
- Э50А: АНО-27, АНО-ТМ, ИТС-4С.
- Э55: УОНИ-13/55У.
- Э60: АНО-ТМ60, УОНИ-13/65.
Для сварки легированных сталей (в том числе высокопрочных):
- Э70: АНП-1, АНП-2.
- Э85: УОНИ-13/85, УОНИ-13/85У.
- Э100: АН-ХН7, ОЗШ-1.
- Э125: НИИ-3М, Э150: НИАТ-3.
Для наплавки металла: ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ-13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Для сварки чугуна: ОЗЧ-2/Cu, ОЗЧ-3/Ni, ОЗЧ-4/Ni.
Для сварки алюминия и его сплавов: ОЗА-1/Al, ОЗАНА-1/Al.
Для сварки меди и ее сплавов: АНЦ/ОЗМ-2/Cu, ОЗБ-2М/CuSn.
Для сварки никеля и его сплавов: ОЗЛ-32.
Расшифровка сварочных электродов
В показательном примере есть кодировка УОНИ – 13/55, которая характеризует марку электрода. Она подробно раскрыта в разделе ГОСТа. Иногда встречается запатентованное производителем обозначение. Таким способом промаркирована продукция группы «ОК» от производственного бренда ESAB.
Электрод ОК-46, д 3,0 ЗАО «ЭСАБ-СВЭЛ» С-Петербург Источник molotok43.ru
Диаметр стержня
При расшифровке маркировки электродов можно встретить цифровые обозначения, показывающие сечение расходника в мм. В указанном образце данный параметр – 5 мм. Ориентируясь на это значение, надо знать важное обстоятельство: чем больше толщина свариваемого материала, тем выше должен быть и это параметр.
Назначение
В показательном образце буква «У», размещенная практически в конце маркировки, говорит о выборе расходника, подходящего для сварочных работ с конструкциями из неармированного стального сырья, имеющего предельную величину по твердости около 60 кгс на 1 мм2.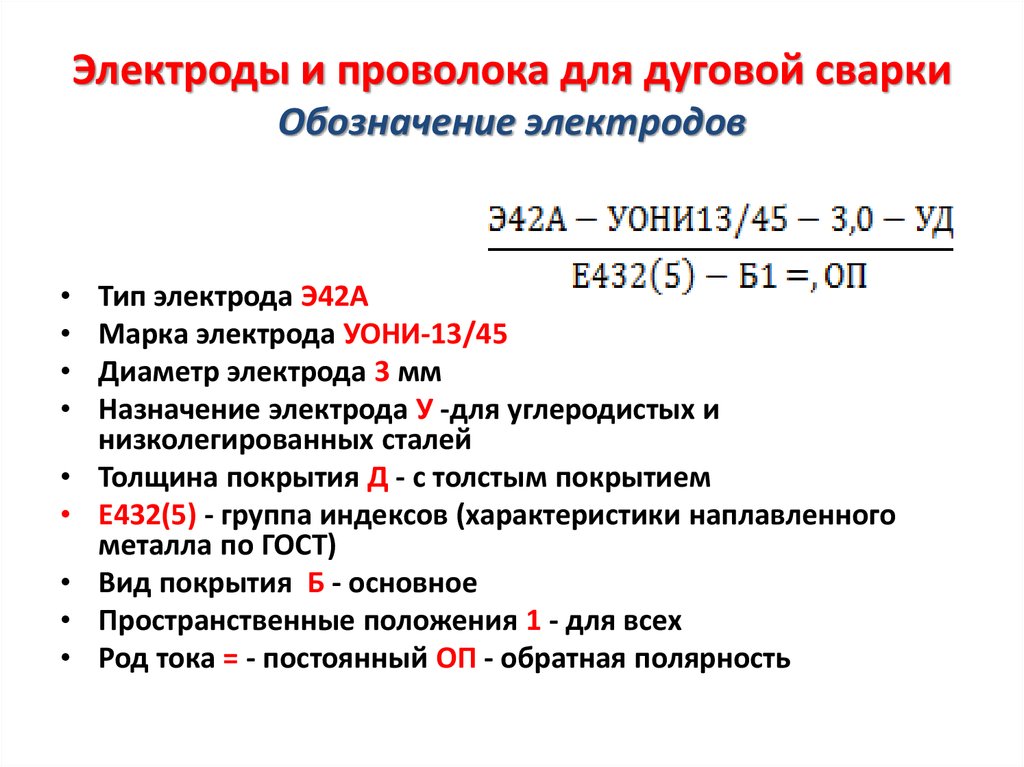 Когда необходимо работать с металлической продукцией с иными параметрами, то надо использовать иные символы, например, «Л». Другие литера:
Когда необходимо работать с металлической продукцией с иными параметрами, то надо использовать иные символы, например, «Л». Другие литера:
- «В» используется для сварочных работ на заготовках, характеризующихся необычными качествами.
- «Н» — для наплавления.
Буква «Т» указывает на то, что стержни подходят для сваривания теплоустойчивых металлических изделий.
Параметр плотности покрытия
Следующий после У – буквенный код Д, расположенный в показательном образце, указывает насколько толстым сделан обмазочный слой. В нашем случае эта прослойка имеет достаточно большую толщину. Кроме Д, электроды имеют и прочие буквы: «М» — несильно толстая поверхность, ближе к тонкому, «С» — средней величины, «Г» — внушительная толщина.
Электроды по толщине Источник userdocs.ru
Где найти маркировку
Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения.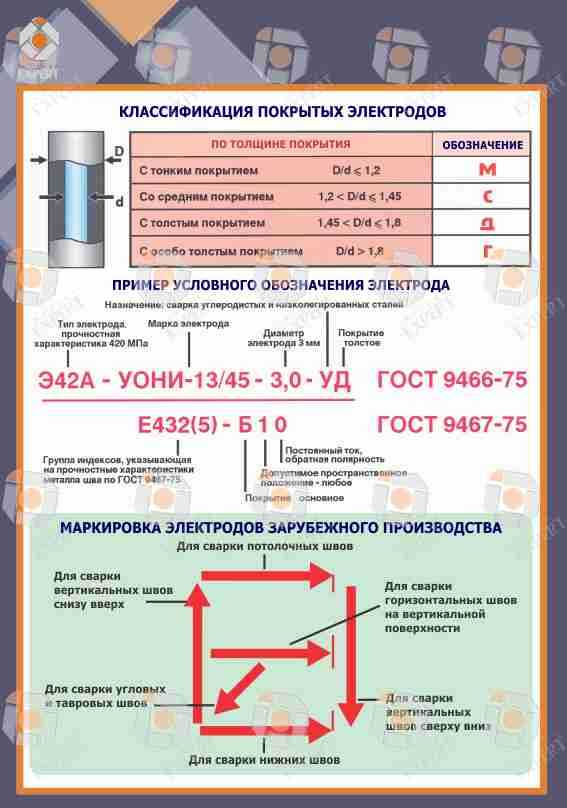 Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Производители сварочных электродов
На российском рынке расходных материалов представлен широкий выбор электродов, выпускающихся отечественными производителями. Технологические мощности производств позволяет закрыть потребности физических лиц и предприятий различной сферы деятельности.
Российские изготовители электродов делятся на 3 категории:
- Крупные производства, которые снабжают материалами основную часть покупателей.

- .
- Предприятия малого бизнеса, изготавливающие продукцию для удовлетворения собственных потребностей.
Перечислим несколько производственных компаний, выпускающих электроды:
- СВЭЛ — Алтайский завод сварочных электродов.
Современное предприятие, производящее широкий диапазон продукции с покрытием.
- Белореченский электродный .
Сварочные материалы выпускают в соответствии с госстандартами, изделия сертифицированы.
- «Электрод-Бор».
Изготавливает универсальные сварочные электроды.
Продукция российских производителей востребована в различных сферах деятельности, активно покупается не только в магазинах нашей страны, но и за рубежом.
Выбор электродов в зависимости от типа шва
Также целесообразно проводить выбор электродов для ручной дуговой сварки по типу шва, которым вы собираетесь варить металл. Помимо стандартных горизонтальных, вертикальных, наклонных и швов под углом существуют также косые, стыковые, со скосами и многие другие. Это полезно скорее для опытных мастеров, но и начинающим сварщикам стоит знать эту информацию. Теперь поговорим о том, какие бывают марки электродов для ручной дуговой сварки.
Это полезно скорее для опытных мастеров, но и начинающим сварщикам стоит знать эту информацию. Теперь поговорим о том, какие бывают марки электродов для ручной дуговой сварки.
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
- Неплавящиеся.
Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
- Плавящиеся.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
Суть ручной дуговой сварки
Прежде чем мы расскажем об электродах, давайте разберемся, что из себя представляет ручная дуговая сварка.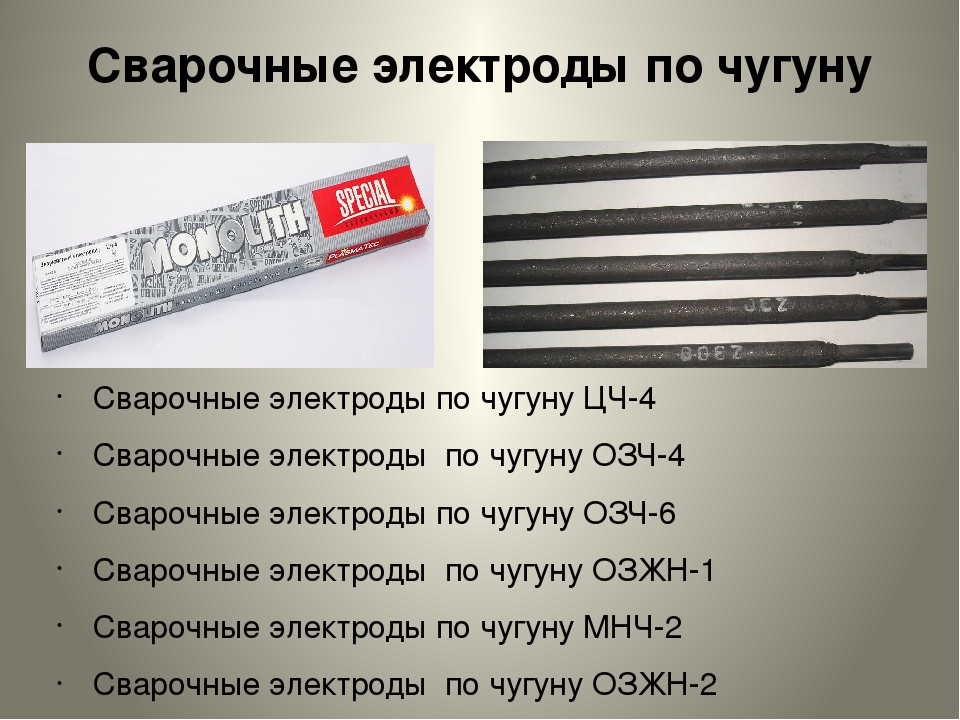 Дугой называют поток частиц, образующихся в ходе ионизации анода и катода. Сам процесс ионизации образуется при взаимодействии тока и короткого замыкания. При этом на процесс сварки влияет также состав обмазки электрода и кислород, получаемый из атмосферы. В совокупности эти процессы приводят к нагреву дуги и выделению большого количества тепла, достаточного для плавления кромок свариваемых деталей. Затем кромки остывают, образуя прочный и надежный шов.
Дугой называют поток частиц, образующихся в ходе ионизации анода и катода. Сам процесс ионизации образуется при взаимодействии тока и короткого замыкания. При этом на процесс сварки влияет также состав обмазки электрода и кислород, получаемый из атмосферы. В совокупности эти процессы приводят к нагреву дуги и выделению большого количества тепла, достаточного для плавления кромок свариваемых деталей. Затем кромки остывают, образуя прочный и надежный шов.
Ключевым элементом этого процесса является электрод. Без него невозможно зажечь дугу и поддерживать ее горение. Сварку можно производить, используя один или несколько электродов для дуговой сварки. Не существует единой классификации стержней, поскольку виды электродов для ручной сварки можно разделить на множество небольших категорий: начиная от назначения, заканчивая материалами изготовления. Кстати, сами электроды для электродуговой сварки могут изготавливаться не только из металла и об этом мы поговорим далее.
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.
Пруток алюминиевый FoxWeld АL Мg 5 (ER-5356) 1.6 мм 5 кг Источник yandex.ru
Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
По требованиям к готовой конструкции
Подбор электродов для ММА сварки зависит от предъявляемых требований к готовой конструкции. Это может быть:
- предел прочности при разрыве;
- ударная вязкость;
- жаростойкость;
- коррозионностойкость;
- прочность при растяжении;
- относительное удлинение.

Например, для малоответственных конструкций достаточно предела прочности при разрыве 43 кг/мм², а для изделий, подвергающихся повышенным нагрузкам, больше подойдут электроды с пределом прочности 55 кг/мм². Предел прочности при растяжении измеряется в МПа и может быть от 380 до 650 и более МПа. Относительное удлинение важно при перепаде температур и механическом воздействии и бывает 10-45%. Ударная вязкость измеряется в Дж/см². Чем ниже температура, тем более хрупким становится стык.
Устойчивость шва к коррозии обозначается в маркировке электродов по 5 ступеням — чем выше цифра, тем лучше. Жаропрочность и жаростойкость указываются по 9 уровням, за каждым из которых стоит свой диапазон температур. Более подробно узнать, как определить эти показатели электродов по маркировке, можно из соседней статьи. (здесь перелинковка со статьей про маркировку, которая еще не опубликована).
Ручные дуговые электроды для металла — ESAB — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Ручные электродуговые электроды >
Предел текучести, МПа>610Предел прочности при растяжении, МПа>690 Удлинение, %>16 Испытания по Шарпи V Температуры, значения CIудар, Дж -51 >30 >
EN 1599ECrMo1B 42 H5SFA/AWS A5.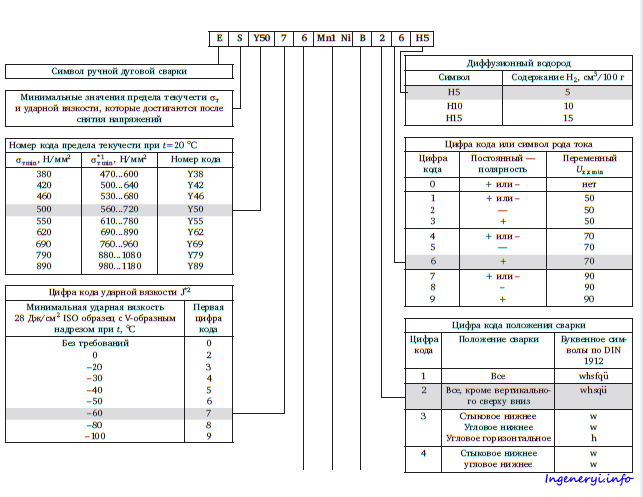 5E 8018-B2 Типичный состав металла сварного шва, % >
5E 8018-B2 Типичный состав металла сварного шва, % >
Описание Классификация OK 76.28 представляет собой электрод для ручной дуговой сварки металлическим электродом с низким содержанием водорода, покрытый основным флюсом, который осаждает 2 > EN 1599ECr Mo 2 B42 H5SFA/AWS A5.5E 9018-B3 1 / > 4 % хрома, 1 % молибдена, металл сварного шва из низколегированной ферритной стали. . > Типовой состав всего металла шва, % C Mn Si S P Cr Mo0,08 0,8 0,3 0,01 0,015 2,25 1,0 Выход 110% > Типовой мех. свойства всего металла шва Сварочный ток DC+- > Прочность на растяжениемин. 620 МПа Предел текучести мин. 530 МПа Удлинение (I=4d) мин. 18% Одобрено ABS SR BV UP SeprosUNA 485155 VdTV 00971 Параметры сварки Диаметр,Длина,МинимумМаксимум,…
Предел текучести, МПа480Предел прочности, МПа620 Относительное удлинение А5, %40 МПа410Предел прочности при растяжении, МПа590 Относительное удлинение А5, %35 Испытания по Шарпи V, температуры, Ударные значения, Дж +20100 Содержание феррита FN 0 >
Предел текучести, МПа 410Предел прочности, МПа 640Удлинение А4, % 40 Испытания по Шарпи В, температуры, Ударные значения, Дж +20100 -19680 >
Электроды стержневые Электроды рутиловые и низководородные упаковываются в картонные пачки с полиэтиленовой термоусадочной пленкой.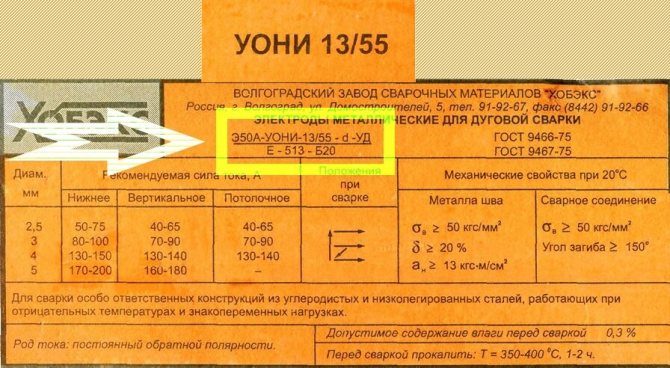 Они поставляются блоками по три или шесть штук во внешних коробках из гофрированного картона (рис. 1 и 2). Электроды из нержавеющей стали упакованы в полиэтиленовые коробки с повторно закрывающейся крышкой (рис. 3). > TM Без повторной обжига без колчанов ֖ без печей для выдержки Вакуумная упаковка VacPac устраняет дорогостоящие процедуры повторной обжига и обработки, обычно связанные с хранением электродов, за счет предотвращения поглощения влаги воздухом. VacPac прост и удобен в использовании, гарантируя, что электроды…
Они поставляются блоками по три или шесть штук во внешних коробках из гофрированного картона (рис. 1 и 2). Электроды из нержавеющей стали упакованы в полиэтиленовые коробки с повторно закрывающейся крышкой (рис. 3). > TM Без повторной обжига без колчанов ֖ без печей для выдержки Вакуумная упаковка VacPac устраняет дорогостоящие процедуры повторной обжига и обработки, обычно связанные с хранением электродов, за счет предотвращения поглощения влаги воздухом. VacPac прост и удобен в использовании, гарантируя, что электроды…
Общая информация Все покрытые электроды в большей или меньшей степени чувствительны к реабсорбции влаги. Необходимо соблюдать осторожность при хранении и обращении, чтобы предотвратить повторное поглощение влаги. Хранение Покрытые электроды любого типа очень медленно впитывают влагу, если они хранятся в следующих климатических условиях: Температура Относительная влажность 5-15°С < 60% 15-25°С < 50%выше 25°С < 40% Зимой можно иметь низкую относительную влажность, поддерживая температуру в кладовой не менее чем на 10°С выше температуры наружного воздуха. В определенные периоды летом и…
В определенные периоды летом и…
Печь для выдержки Печь для выдержки используется для промежуточного хранения во избежание скопления влаги в покрытии электродов с низким содержанием водорода и электродов из кислотно-рутиловой нержавеющей стали. Электроды, которые следует хранить в печи для выдержки: 1. Электроды, которые были повторно высушены.2. Электроды, извлеченные из герметично закрытого контейнера. 3. Электроды, которые считаются исправными и передаются непосредственно со склада после распаковки. Температура печи выдержки: 120-150С. Меры предосторожности на объекте Держите электроды как минимум в колчанах с электрическим подогревом…
Официальное одобрение В дополнение к официальному разрешению, указанному в этом каталоге, многие электроды OK одобрены иностранными властями, железнодорожными комиссиями, частными компаниями и т.д. Информацию о различных типах разрешений можно получить по запросу. Свойства при растяжении Если не указано иное, свойства при растяжении относятся ко всем испытательным образцам металла сварного шва, подготовленным в соответствии с правилами классификационных обществ с использованием электродов диаметром 4 и 6 мм. Сварочный ток Приведены максимальное и минимальное значения. Наиболее подходящий сварочный ток во многом зависит от размера заготовки,…
Водород образуется из воды в окружающей среде и из покрытия электрода. В дуге вода разделяется на кислород и водород, и водород, в частности, имеет сильную склонность к растворению в металле сварного шва и инициированию холодного растрескивания. Маркировка Тип электрода четко указан на покрытии каждого электрода рядом с рукояткой, например, ОК 48.00. > Нелегированные электроды Общие сведения о влиянии типа покрытия на сварочные свойства, скорость сварки и качество металла шва Электроды с рутиловым покрытием дают около…
Свойства при растяжении такие же или несколько выше, чем у металла шва из нелегированных основных электродов, но имеют более низкие относительное удлинение и ударную вязкость. не менее хороши с точки зрения усталостной прочности, чем необработанные соединения, выполненные с использованием основных электродов. Нелегированные рутиловые электроды, независимо от их эффективности, могут быть рекомендованы для сварки низкоуглеродистой стали с номинальным пределом прочности 440 МПа (45 кп/мм > 2 ). Что касается прочности на растяжение…
Обычно шлак не так легко удаляется, как шлак кислотных или рутиловых электродов, но, несмотря на это, его можно классифицировать как легко отделяемый. Шлак от основных электродов имеет более низкую температуру плавления, чем от рутиловых или кислотных электродов. Таким образом, риск образования шлаковых включений при стандартной производственной сварке при использовании основных электродов необычно мал, даже если шлак не полностью удаляется между валиками во время многопроходной сварки. Металл шва основных электродов имеет низкое содержание водорода и обычно обладает хорошей ударной вязкостью. даже при низких температурах. Основные электроды…
Положения сварки в соответствии со стандартом ASME IX / BS EN ISO 6947 Основные положения сварки > Плоско или вниз (1G) Горизонтально/вертикально (2G) Вертикально вверх (3G) Вертикально вниз (3G) Над головой (4G) 63 size=»-1″>
Стандарты качества и окружающей среды Качество и окружающая среда являются двумя ключевыми направлениями деятельности.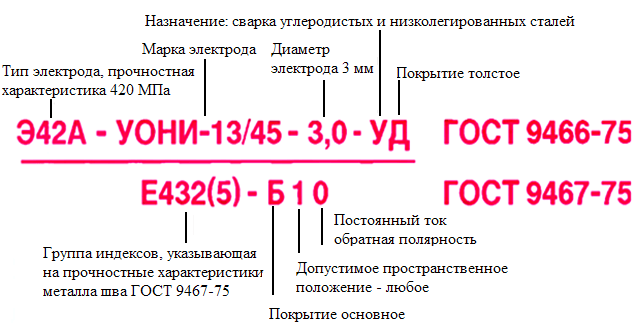 ЭСАБ — одна из немногих международных компаний, которые достигли нового стандарта ISO 14001 в системах экологического менеджмента на всех наших производственных предприятиях по всему миру. В ЭСАБ качество — это непрерывный процесс, который лежит в основе всех наших производственных процессов и объектов по всему миру. Местное представительство и международная сеть независимых дистрибьюторов делают преимущества качества и непревзойденного опыта ЭСАБ в области материалов и процессов доступными для всех наших…
ЭСАБ — одна из немногих международных компаний, которые достигли нового стандарта ISO 14001 в системах экологического менеджмента на всех наших производственных предприятиях по всему миру. В ЭСАБ качество — это непрерывный процесс, который лежит в основе всех наших производственных процессов и объектов по всему миру. Местное представительство и международная сеть независимых дистрибьюторов делают преимущества качества и непревзойденного опыта ЭСАБ в области материалов и процессов доступными для всех наших…
Все каталоги и технические брошюры ЭСАБ
Heliarc™ 283i 353i AC/DC
2 страницы
Фартук для одежды
3 страницы
SUPRAREX HDX
12 страниц
ОДЕЖДА
1 стр.

Справочник по сварке присадочного металла
556 страниц
Инвертор 161S
2 страницы
WF-100
20 страниц
Фидеры и источники питания ESAB
6 страниц
REBEL AC/DC
1 стр.
Fabricator 3 в 1 Многопроцессорные сварочные системы
12 страниц
Каталог продукции 2019 — Северная Америка
228 страниц
Esab
2 страницы
Ручка/ВИГ
16 страниц
Переключаемые магнитные зажимы заземления
4 страницы
Weldcloud
4 страницы
ТЕХНОЛОГИЯ Thermal Dynamics 3DPro
2 страницы
Thermal Dynamics iHC XT
2 страницы
Thermal Dynamics ProMotion
4 страницы
Thermal Dynamics Precision Performance HeavyCut Technology
2 страницы
Битва воинов
12 страниц
84-1104
4 страницы
СРАВНИТЕЛЬНАЯ ИНФОРМАЦИЯ ARCAIR
2 страницы
Aristo® Mig 5000i/U5000i
4 страницы
TAF 801 / 1251
2 страницы
Серия A
4 страницы
Решения для плазменного оборудования от EsAB
65 страниц
Origo™ Mig 320 и 410
2 страницы
Aristo™ Feed 3004 U6
3 страницы
РТ250 ? RT500
2 страницы
Origo Mig 3001i, A24 Mig 3001i/3001iw
2 страницы
Origo Mag C171/C201/C251
2 страницы
Caddy® Arc 151i/201i
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Колонна и стрела
2 страницы
AGW1 и AGW2
2 страницы
Обычные роликовые кровати
2 страницы
КОНСКИЙ ЭКСКАВАТОР
5 страниц
Газокислородные горелки
9 страниц
ESAB Plasma VBA
3 страницы
ВИДЕНИЕ? T5
5 страниц
ALPHAREX
4 страницы
КОМБИРЭКС? DX
7 страниц
Э-ВЕНТИЛЯЦИЯ?
7 страниц
100 — 13 000 мм/мин | ИМП?
4 страницы
Miggytrac 1001
2 страницы
A21 PRB и PRC
2 страницы
Аристо? MechControl 2 и 4
2 страницы
Аристо? MechTig 4000iw
2 страницы
Аристо? MechTig C2002i
2 страницы
Комплекты пистолетов Mig Spool
2 страницы
Migmaster® 215 Pro и 280 Pro
2 страницы
GunMaster 250 и 400
2 страницы
Caddy® Mig C200i
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
113 страниц
Станок для гидроабразивной резки Hydrocut LX
2 страницы
ПЕРЕХОД ДАННЫХ
7 страниц
КОЛУМБ III
5 страниц
Энергия ветра
1 страниц
Эффективная сварка в производстве ветряных башен
4 страницы
Buddy Arc 145
2 страницы
Бадди Тиг 160
2 страницы
PT26
2 страницы
Приятель? Arc 180
2 страницы
Ориго? Tig 3001i, TA24
2 страницы
Ориго? Tig 3001i, TA23
2 страницы
KHM 351 YS
2 Страницы
TIGAID 315 AC/DC
2 страницы
Ориго? Tig 4300iw AC/DC, TA24 AC/DC
2 страницы
Ориго? Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Kit_F-15-691
2 страницы
20519_RP
16 страниц
Chart_ver-b
1 страниц
20Данные.

182 страницы
20201
46 страниц
20450
74 страницы
20360
46 страниц
CC-11
44 страницы
SSP-10000
36 страниц
SSP-1014
4 Стр.
SWR-10002
2 страницы
SWR-10000
14 страниц
COR-1049B
22 страницы
COR-1055
16 страниц
КОР-1078
21 страниц
COR-1076
9 страниц
SWR-10001
6 страниц
ALC-10001
4 страницы
Пульты дистанционного управления
2 страницы
DEUCE PACK 150 PLASMARC™
2 страницы
Origo™ Arc 410c/650c/810c
2 страницы
Origo™ Arc 4001i, A22/A24
2 страницы
Caddy™Arc251i
2 страницы
Caddy™Arc 151i/201i
2 Страницы
TIGAID 315 AC/DC
2 страницы
Горелки TIG TXH™ с функциями дистанционного управления
2 страницы
Горелки TXH™ TIG для качественной сварки
2 страницы
Origo™ Tig 4300iw AC/DC, TA24 AC/DC
2 Страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 2200i AC/DC
2 страницы
Aristo™ Tig 4000i
2 страницы
Origo™Tig 3001i, TA24
2 страницы
Origo™Tig 3001i, TA23
2 страницы
Caddy™Tig 1500i/2200i
2 страницы
WeldPoint™
2 страницы
QSet™
1 стр.
MXH™ 300/400 Вт, полипропилен
2 Страницы
PSF™ Centrovac
2 страницы
PSF™
2 страницы
MXH™300/400w PP
2 страницы
Резаки MXL™
2 страницы
MobileFeed 200/300 AVS
2 страницы
Aristo™ YardFeed 2000
2 страницы
Origo™ YardFeed 200
2 страницы
Пакет роботов Aristo™ для модернизации ввода-вывода
2 страницы
Упаковка робота Aristo™
4 страницы
Aristo™RoboFeed3004w / FeedMech5804w
2 страницы
Aristo™U8 / W8
2 страницы
Aristo™ Feed 3004 / 4804
2 страницы
Origo™ FeedAirmatic
2 страницы
Origo™ Feed 302 M11 Origo™ Feed 304 и 484 M12
2 страницы
Origo™Mig L305, L405 Origo™Feed L302, L304
2 страницы
Origo™/ Aristo™Mig5000i Aristo™MigU4000i/U5000i
2 страницы
MMA
2 страницы
TIG
2 страницы
MIG/MAG — источники питания с отдельными механизмами подачи проволоки
2 страницы
Компактные MIG/MAG
2 страницы
Suprarex SXE BIG
9 страниц
ESP 150 Plasma
6 страниц
Автоматизация ЭСАБ — максимальное повышение эффективности сварки
16 страниц
Импульсная сварка MIG
20 страниц
Шлемы NewTech
4 страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 1500i, 2200i
2 страницы
MobileFeed 200, 300 AVS
2 страницы
Origo™ Mig C3000i, L3000i Origo™Feed L3004
2 страницы
Origo™ Mag C171, C201, C251,
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ 3000
2 страницы
ПОЗИЦИОНЕРЫ И РОЛИКОВЫЕ СТАНКИ ESAB AHMA 250-35000 Позиционеры
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ Источники питания LAF
2 страницы
A2 Multitrac SAW
2 Страницы
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ПОД ФЛЮСОМ Miggytrac 1001
2 страницы
Блок подачи проволоки
2 страницы
Инструмент для сварки труб A21 Сварочные головки PRB и PRC
2 страницы
ОРБИТАЛЬНАЯ СВАРКА MechTig C2002iw
2 страницы
Каталог продукции
105 страниц
Сравнить
Удалить все
Сравнить до 10 продуктов
Риски, связанные с ручной дуговой сваркой
als PDF ansehen
До образования соединений хрома VI: При ручной дуговой сварке опасные вещества сварочный дым во многом определяется металлом сердечника и его покрытия. Особую опасность представляют высоколегированные стержневые электроды.
Особую опасность представляют высоколегированные стержневые электроды.
Благодаря своей универсальности ручная дуговая сварка, также известная как ручная электродная сварка, часто применяется, например, при строительстве зданий и металлоконструкций, трубопроводов, а также на открытом воздухе. В конце концов, это одна из старейших процедур электросварки металлических материалов. Однако ручная дуговая сварка представляет опасность для здоровья. Образуются токсичные сварочные дымы, и, в частности, стержни из высоколегированных сплавов представляют значительный риск для здоровья.
Перерабатываемые материалы определяют, какие опасные вещества возникают
Сварщики в основном применяют ручную дуговую сварку стальных конструкций и трубопроводов. Ведь затраты на оборудование здесь относительно невелики по сравнению с другими процедурами. Электрическая дуга между электродом, плавящимся в качестве присадочного металла, и заготовкой используется в качестве тепла для сварки. Высокая температура дуги приводит к расплавлению металла в месте сварки. В зависимости от области применения и типа электрода сварка может быть как на постоянном, так и на переменном токе.
Высокая температура дуги приводит к расплавлению металла в месте сварки. В зависимости от области применения и типа электрода сварка может быть как на постоянном, так и на переменном токе.
Что незаметно влияет на здоровье сварщиков, так это тот факт, что покрытые стержневые электроды выделяют газы и плавятся на стадии плавления. Газы из покрытия стабилизируют дугу и защищают сварочную ванну от окисления кислородом воздуха. Вид опасности зависит от состава оболочки и жилы. Ручная арочная сварка различает четыре типа покрытия, а именно кислотное, рутиловое, основное и целлюлозное покрытие.
Значительный риск для здоровья также с нелегированными металлами
Сварочный дым от нелегированных и низколегированных сталей имеет следующие компоненты: оксид железа, оксид кремния, оксид калия, оксид марганца, оксид натрия, оксид титана и оксид алюминия . Пары электродов с основным покрытием также содержат оксид кальция и фторид. Фториды могут вызвать повреждение костей при постоянном контакте. Пары покрытых кислотой стержневых электродов содержат до 10% оксида марганца. Это вещество создает нагрузку на легкие и даже классифицируется как токсичное. Оксиды марганца, например, могут откладываться в легких и необратимо их повреждать.
Пары покрытых кислотой стержневых электродов содержат до 10% оксида марганца. Это вещество создает нагрузку на легкие и даже классифицируется как токсичное. Оксиды марганца, например, могут откладываться в легких и необратимо их повреждать.
До 5% оксидов никеля обнаруживаются в сварочных дымах при ручной дуговой сварке чистого никеля или основных металлов на основе никеля. Оксиды никеля классифицируются как канцерогенные вещества категории 1. Доказано, что они могут вызывать рак.
Высоколегированные стержневые электроды – источник наибольшей опасности
Однако наибольшую опасность представляет хромоникелевая сталь. Высоколегированные покрытые стержневые электроды помимо железа и покрывающих веществ, как и в случае нелегированных и низколегированных стержневых электродов, также содержат до 20 % хрома и до 30 % никеля в основной проволоке.
При ручной дуговой сварке выделяются сварочные дымы, химический состав которых может содержать до 16% соединений хрома.
