1К62 органы управления: 1К62 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
Устройство токарно-винторезного станка модели 1К62
Общее описание. Общий вид
токарно-винторезного станка модели 1К62
завода «Красный пролетарий» им. А. И. Ефремова пока зан на рис. 21.
Основные части этого станка, присущие любому токарно-винторезному станку, — неподвижная передняя бабка 1, подвижная и >закрепляемая в рабочем положении задняя бабка 3 и подвижный в работе суппорт 2, в резцедержателе которого крепится резец. Суппорт управляется с помощью механизмов фартука 4 и получает движение от коробки подач 6. Все эти части станка размещаются на станине 5.
Станок является универсальным и предназначен для работы в условиях индивидуального и мелкосерийного производства. На нем можно обрабатывать детали диаметром до 400 мм, а из прут ковой заготовки — диаметром до 45 мм.
Основные части станка, органы управления и средства для за крепления заготовок показаны на рис. 22.
В подшипниках передней бабки 39 вращается шпиндель 5 — глав ный вал станка, на правом конце которого крепится патрон 6 или другое приспособление для закрепления обрабатываемой детали. В шпинделе имеется конусное отверстие, в котором может быть установлен центр, также используемый для установки и закрепления детали. Шпиндель изготовляется полым. В его сквозное отвер стие может вводиться заготовка — пруток. Закрепляется заготовка с помощью патрона. Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от главного электродвигателя мощностью в 7 или 10 кВт, встроенного в левую тумбу станка.
В шпинделе имеется конусное отверстие, в котором может быть установлен центр, также используемый для установки и закрепления детали. Шпиндель изготовляется полым. В его сквозное отвер стие может вводиться заготовка — пруток. Закрепляется заготовка с помощью патрона. Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от главного электродвигателя мощностью в 7 или 10 кВт, встроенного в левую тумбу станка.
Коробка скоростей устроена таким образом, что при постоянном числе оборотов в минуту электромотора числа оборотов шпинделя можно изменять в довольно широких пределах. Так, рассматривае мый станок имеет 23 скорости шпинделя — от 12,5 до 2000 об/мин. Такое количество скоростей вращения шпинделя дает возможность установить скорость резания, наиболее подходящую для различных работ. Пуск станка, остановка его и изменение направления вращения шпинделя осуществляются при помощи рукояток 26 или 34, расположенных для удобства токаря в разных концах станка. Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Рис.21. Общий вид токарного станка модели 1К62.
Станина станка 27 коробчатой формы с поперечными ребрами меет две призматические закаленные направляющие; переднюю — для передвижения суппорта 33 и заднюю — для перемещения задней бабки 19 (их видно на рис. 21).
В пиноли 12 задней бабки устанавливается центр 11. Задняя > бабка может быть установлена на различном расстоянии от ней и закреплена с помощью рукоятки 16. Более прочное закрепление осуществляется завертыванием гайки 22, Кроме того, можно перемещать пиноль бабки вращением маховичка 18 и закреплять в требуемом положении рукояткой 13. Корпус задней бабки установлен на промежуточной плите 21, расположенной на направляющих станины. Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Рис.22. Токарно-винторезный станок модели 1К62.
Прямая линия, соединяющая вершины переднего и заднего центров, при среднем положении задней бабки, когда ось заднего центра совпадает с осью переднего центра, называется центровой линией станка. . Она параллельна направляющим станины.
Режущий инструмент (резец) закрепляется на суппорте 33. Суппорт состоит из нескольких частей, перемещающихся в разных >направлениях. Это обеспечивает возможность осуществления подачи резца — продольной, параллельной центровой линии станка, и поперечной, перпендикулярной к этой линии. Верхняя часть суппорта может быть повернута около вертикальной оси; подачу резца при этом можно осуществить под углом к центровой линии станка, что требуется при обработке конических поверхностей.
Все подачи резца могут быть ручными, а продольная и поперечная — также и автоматическими. Продольная ручная подача осуществляется> вращением маховика 31, расположенного, как и многие другие рукоятки управления подачами станка, на передней стенке фартука 30 суппорта.
Поперечная ручная подача производится вращением рукоятки 7, а подача верхней (поворотной) части суппорта — посредством рукоятки 8.
Автоматические подачи резца заимствуются от ходового винта 24 или от ходового вала 25, получающих вращение с разными скоростями от коробки подач 37. Ходовой винт используется при наре>зании резьб, ходовой вал — при всех остальных токарных работах.
Включение подачи, заимствуемой от ходового винта и ходового вала, осуществляется при помощи рукояток 35 и 36. Кнопка 32 служит для выключения реечного зубчатого колеса из рейки при нарезании резьбы. Рукояткой 28 производится включение и вы ключение разъемной гайки ходового винта, а рукояткой 10 — подач, заимствуемых от ходового вала. Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 3 служит для реверсирования (изменения направле ния вращения) ходового винта, что вызывает изменение направления перемещения суппорта, необходимое при нарезании левых резьб.
Коробка подач связана зубчатыми колесами через гитару, расположенную под кожухом 38, со шпинделем станка, так что скорости вращения шпинделя и величина подачи резца получаются всегда -согласованными. Коробка подач устроена таким образом, что, устанавливая в разные положения рукоятки 35 и 36 и пользуясь также рукояткой 2, можно получать (через ходовой винт) подачи, соответствующие шагам всех принятых по ГОСТу метрическихи дюймовых резьб и большое количество различных подач (через ходовой вал), необходимых при остальных токарных работах.
Используя сменные шестерни гитары, можно нарезать модульные и питчевые резьбы. Посредством рукоятки 2 шаг нарезаемой резьбы может быть увеличен в 2,8 или в 32 раза, а также может производиться деление при нарезании многоходовых резьб (причисле ходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60).
Используя все возможные передачи коробки подач, на рассматриваемом станке можно нарезать метрические резьбы с шагом от 1 до 192 мм, дюймовые с числом витков от 2 до 24 на 1″, модульные с шагом в модулях от 0,5 до 48 и питчевые с шагом в питчах от 1 до 96.
Кроме того, на станке можно получить при работе через ходовой вал продольные автоматические подачи от 0,070 до 4,16 мм/об и поперечные от 0,035 до 2,08 мм/об.
Пуск и остановка главного электродвигателя осуществляются нажатием на кнопку 29, включение насоса для подачи эмульсии, размещенного в правой тумбе станка, — с помощью выключателя 14. Для включения электроэнергии и освещения служат выключатели 15 -и 17. Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Кинематика станка. На рис. 23 изображена кинематическая схема станка. Перед ее изучением следует рассмотреть табл.3 и усвоить условные обозначения элементов кинематических цепей.
От главного электродвигателя клиноременной передачей с от ношением 142—254 (диаметры шкивов) вращение передается валу коробки скоростей. На валу установлены многодисковые фрикционы (устройство их описано ниже), при помощи которых переключением муфты М1 можно передавать шпинделю правое или левое, вращение (прямой или обратный ход).
При прямом ходе (перемещение муфты М1 влево) вал может получить две скорости. Это осуществляется перемещением подвижного блока зубчатых колес Б1 вследствие чего вращение будет передаваться через зубчатые пары колес либо 56—34, либо 51—39. При включении муфты М1 на обратный ход (перемещение муфты вправо) передача осуществится через две пары зубчатых колес 50— 24 и 36—38, что и приведет к изменению направления вращения.
С вала на вал III с помощью тройного блока зубчатых колес Ба вращение передается через колеса 29—47, 21—55 (как показано на схеме) или 38—38. Вал, таким образом, может получить шесть различных рабочих скоростей.
Включением блока Б5 влево, как это показано на схеме, шесть скоростей можно передать на шпиндель (вал VI) через пару зубчатых колес 65—43. При переводе блока Б5 вправо, через колеса 26—52 вращение с вала на вал VI передается через перебор. Перебором называется группа колес, размещенных на валах, IV и У, с помощью которых количество скоростей умножается, одновременно понижаясь в численном значении. Меняя положение блоков Б3 и Б4 на валу IV, передачу можно осуществить через колеса 22—88
Рис.23. Кинематическая схема токарно-винторезного станка модели 1К62.
и 22—88 (как показано на схеме) или 22—88 и 45—45, или 45—45 и 22—88 или 45—45 и 45—45, в результате чего будут получены соответственно передаточные отношения 1/16, 1/4, и 1. Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
К коробке подач передача идет через промежуточный вал VII и установленный на нем передвижной блок Б6. Движения подач заимствуются либо от шпинделя через зубчатые колеса 60—60, когда этот блок (блок звена увеличения шага) находится в крайнем левом положении, как показано на схеме, либо от вала через зубчатые колеса 45—45, как на схеме показано условным пунктиром, когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подачи и шаг резьбы увеличиваются в 2, в 8 или в 32 раза.
Реверс, служащий для изменения направления вращения ходового винта, имеет две скорости правого и одну скорость левого вращения. При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При нарезании модульных и питчевых резьб сменные блоки переворачиваются и вращение передается зубчатыми колесами 64—95—97. Далее передача для нарезания дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при включенном зубчатом колесе 35, установленном на валу Xи выключенных муфтах М2, М3 и М4. Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
Двухвенцовый блок Б10 передает вращение ходовому валику XVII через двухвенцовый неподвижный блок 56, обгонную муфту Мо и вал XV для осуществления механических подач суппорта. При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.
При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.
От ходового валика XVII вращение через зубчатые колеса 27—20—28, предохранительную муфту Мп и червячную передачу 4—20 сообщается валу XIX (на схеме механизм фартука показан условно развернутым на 90°). Вал связан передним зубчатым колесом 40 непосредственно с зубчатыми венцам и кулачковых муфт М7 и М9, а задним колесом 40 через паразитное колесо 45 — с зубчатыми венцами кулачковых муфт М6 и M8 (см. штриховые линии на схеме).
При сцеплении кулачковых муфт М6 или М7 (ручная подача) вращение от вала XX через зубчатые колеса 14—66 передается валу — XXI — с закрепленным на нем зубчатым колесом 10. Обкатыванием колеса по рейке осуществляется продольная подача суппорта. На валу XXI смонтирован лимб продольной подачи с ценой деления 1 мм.
Поперечная подача суппорта в ту или иную сторону включается муфтами М8 или М9 (ручная), после чего вращение от вала XXII передается поперечному ходовому винту XXIII зубчатыми колесами 40—61—20.
Быстрые перемещения суппорта в продольном и поперечном направлениях осуществляются от отдельного электродвигателя через клиноременную передачу 85—147, ходовой валик XVII и далее по тем же кинематическим цепям фартука, по которым суппорту сообщаются движения рабочих подач. Скорость быстрых продольных перемещений суппорта равна 3,4 м/мин, а поперечных — 1,7 м/мин.
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
Устройство токарного станка 16К20
Устройство основных узлов токарно-винторезного станка. Фрикционная муфта. Суппорт.
 Резцедержатель. Задняя бабка.
Резцедержатель. Задняя бабка.
…
смотреть
все ->
Общий вид токарно-винторезного станка 1к62
Рис.1.1.Токарно-винторезный
станок 1К62
На
рисунке показан токарно-винторезный
станок 1К62. Станина 1, установленная на
передней 2 и задней 3 тумбах, несет на
себе все основные узлы станка. Слева на
станине размещена передняя бабка 4, В
ней имеется коробка скоростей со
шпинделем, на переднем конце которого
закреплен патрон 5. Справа установлена
задняя бабка 6. Ее можно перемещать вдоль
направляющих станины и закреплять в
зависимости от длины детали на требуемом
расстоянии от передней бабки. Режущий
инструмент (резцы) закрепляют в
резцедержателе суппорта 7. Продольная
и поперечная подачи суппорта осуществляются
с помощью механизмов, расположенных в
фартуке 8 и получающих вращение от
ходового вала 9 или ходового винта 10.
Первый используют при точении, второй
— при нарезании резьбы. Величину подачи
суппорта устанавливают настройкой
коробки подач 11. В нижней части станины
имеется корыто 12, куда собирается стружка
и стекает охлаждающая жидкость.
Расположение
составных частей токарного станка 1К62
Рис.1.2.
Расположение составных частей
Спецификация составных частей токарного станка 1к62
Бабка
передняя — 1К62.02.01Ограждение
патрона — 1К62.260.001Патрон
поводковый — 16Б20П.090.001Каретка
— 1К62.05.01Ограждение
— 1К62.50.01Суппорт
— 1К62.04.01Механизм
отключения рукоятки — 1К62.52.001Охлаждение
— 1К62.14.01Бабка
задняя — 1К62.03. 01
01Электрооборудование
— 1К62.18.01Станина
— 1К62.01.01Фартук
— 1К62.06.01Переключение
— 1К62.11.01Моторная
установка — 1К62.15.01Коробка
подач — 1К62.07.01Шестерни
сменные — 1К62.78.02
Расположение
органов управления токарного станка
1К62
Рис.1.3.
Токарно-винторезный станок 1К62
Перечень органов управления токарного станка 1к62
Рукоятка
включения на подачу, резьбу, ходовой
винт и архимедову спиральРукоятки
установки чисел оборотов шпинделяРукоятка
установки увеличенного, нормального
шага резьбы и положения при делении на
многозаходные резьбыРукоятка
установки правой и левой резьбы и подачиРукоятки
установки чисел оборотов шпинделяКнопка
включения реечной шестерни при нарезании
резьбыРукоятка
индексации и закрепления резцовой
головкиРукоятка
поперечной подачи суппортаКнопочная
станция пуска и останова электродвигателя
главного приводаРукоятка
подачи верхней части суппортаРукоятка
управления быстрыми перемещениями
каретки и суппортаРукоятка
крепления пиноли задней бабкиВыключатель
насоса охлажденияЛинейный
выключательРукоятка
крепления задней бабкиВыключатель
местного освещенияМаховичок
перемещения пиноли задней бабкиРукоятки
включения, выключения и реверсирования
шпинделяРукоятка
включения маточной гайкиМаховичок
ручного перемещения суппорта и кареткиРукоятки
включения, выключения и реверсирования
шпинделяРукоятка
установки величины подачи и шага резьбы
Технические
данные и характеристики станка модели
1К62
Таблица
1. 1.Техническая характеристика станка
1.Техническая характеристика станка
модели 1К62
Параметры | 1К62 |
Максимальный | |
над | 435 |
над | 224 |
Продолжение
таблицы 1.1
Максимальная | 1000,1500 |
Размер | Морзе |
Диаметр | 55 |
Число | 23 |
Частота | 12,5. |
Число | |
продольных | 42(56*) |
поперечных | 42(56*) |
Рабочие | |
продольные | 0,70…4,16 |
поперечные | 0,035…2,08 |
Число | |
метрических | 45(53*) |
дюймовых | 28(57*) |
модульных | 38 |
питчевых | 37 |
архимедовой | 5 |
Шаг | |
метрической | 0,5. |
модульной | 0,5…48 |
дюймовой | 24…15/8 ниток |
питчевой | 96…1 |
архимедовой | 3/8″, |
Быстрые | |
продольного | 4,5 |
поперечного | 2,25 |
Размер | Морзе |
Наибольшее | 200 |
Поперечное | ±15 |
Максимальное | 25 |
Масса | |
1500мм | 3440 |
 ..2000
..2000 ..192
..192Токарный станок 1К62Д: инструкция по эксплуатации, характеристики
Подобные модели получили широкое распространение, еще при Советском Союзе. Но и сейчас можно наблюдать за использованием машин внутри цехов. В числе положительных сторон токарного станка 1к62 – надёжность и продуктивность, выносливость. Заготовки даже с крупными габаритами режутся без проблем.
Но и сейчас можно наблюдать за использованием машин внутри цехов. В числе положительных сторон токарного станка 1к62 – надёжность и продуктивность, выносливость. Заготовки даже с крупными габаритами режутся без проблем.
Преимущества модели
Станок 1к62 представляет лобовой тип оборудования. Допустима даже обработка деталей, изготовленных из закалённого металла.
Вышеперечисленным положительные стороны не ограничиваются:
- Высокая прочность каждой из деталей в комплекте.
- Большой диапазон рабочих скоростей.
- Универсальность устройства в работе.
- Возможность применять твёрдосплавные резцы.
- Виброустойчивость.
Технические характеристики и паспорт
Начиная с основных параметров, внимание рекомендуется уделять следующим цифрам:
- Максимальный вес для заготовок выглядит следующим образом: масса в центрах до 1500 килограмм, масса в патроне – до 500.

- Общая длина заготовок – до 150 миллиметров.
- Диаметр обработки: над суппортом до 200 мм, над станиной 400.
Шпиндель, которым снабжается винторезный тип оборудования, обладает следующими параметрами:
- Используется корпус серии М6.
- Обороты при реверсном ходе имеют частоту оборотов, равную 2420 оборотов в минуту.
- Вращение происходит с частотой от 12,5 до 2000 оборотов в минуту.
- Прямое вращение на 25 скоростях.
- До 45 миллиметров диаметра стального прутка.
- Отверстие с 47-миллиметровым диаметром.
У подач суппорта так же имеются определённые параметры:
- От 1 до 192 мм шага нарезаемой резьбы.
- 44 штуки возможных типоразмеров для резьб метрического вида.
- 3,4 метра в секунду – скорость подачи вдоль, когда перемещение быстрое. Поперечная составляет 1,7 метр в секунду.
- 49 ступеней у продольных подач.
- 250 мм – поперечный ход суппорта.
- Ход каретки – 1330, 930 и 660 мм.

Назначение и область применения
На аппарате работают с любыми заготовками, сочетающими большой диаметр с небольшой длиной. С пологими конусами можно работать благодаря тому, что задняя балка выполняет поперечную регулировку. Оборудование повышает функциональность, когда выполняются сверлильные операции.
Инструкция по эксплуатации
Главное преимущества – широкий набор возможностей у владельцев таких станков. Обработка пройдёт без проблем, как с небольшими, так и с огромными деталями. Внутри патронов легко крепятся заготовки, имеющие общий вес до 300 килограмм.
Будущие тонкости работы и масса детали определяют, какие следует выбрать инструменты, как выставить параметры. Торцевые поверхности обрабатываются следующими приспособлениями:
- Плашки.
- Метчики.
- Зенкера.
- Свёрла.
- Развёртки.

- Резцы.
Форма необходимой сложности будет приобретена изделием только в том случае, если при обработке применяется подходящая разновидность инструмента. Когда шпиндель монтируется на подшипниках – открывается доступ к обработке конструкций из закалённых разновидностей металла. Даже появление ударных нагрузок не сказывается отрицательно на итоговой точности.
Габаритные размеры рабочего пространства
Оборудование обладает следующими габаритами:
- Общая масса токарной установки – 2,7 тысячи килограмм.
- Сечение у резца – до 25 миллиметров.
- Допустимая длина детали – до 1,5 тысячи мм.
Расположение и спецификация составных частей
Станина становится основанием для установки оборудования. Вся нагрузка равномерно распределяется по конструкции благодаря такому устройству. Специальные тумбы отвечают за крепление. Передняя бабка закрепляется с левой стороны на станине. В ней располагаются коробки скоростей вместе со шпинделем, прикреплённому к патрону.
Бабка заднего типа – в правой части. При перемещении детали не возникает проблем, если использовать продольную направляющую у каркаса. Сама направляющая часто используется, чтобы закрепить какие-либо дополнительные детали.
Режущие инструменты крепят внутри специального держателя на суппорте.
Подача у суппортов идёт вдоль, либо поперёк. Два механизма внутри фартука движения реализуют две возможные схемы. Выбор задействованного станка зависит от операции, которая требуется в настоящее время. Расточке энергия подаётся от вращающегося ходового вала. Винт хода задействуется, когда проводят резьбу. От настроек коробки подач зависит то, какой будет амплитуда.
Нижняя часть используется для закрепления отходного корыта.
Расположение органов управления
У механизма присутствуют следующие рукоятки, отвечающие за управление:
- Для перемещения салазок и каретки в механическом режиме.
- Для перемещения салазок.
- Соединения со станиной у задней бабки.

- Зажима пиноли, её перемещения.
- Управления ходовым винтом.
- Поворота резцовой индексируемой головки, её крепления.
- Муфтой фрикционной части.
- Шаг и положение резьбы – на нормальном, либо максимальном уровне.
- Для управления шестернёй.
- Выбора вида резьбы.
- Для левой резьбы, подачи.
- Показателя шага резьбы, подачи.
- Частоты работы шпинделя.
У каждой рукоятки несколько положений, чтобы управления было функциональным.
Краны и выключатели, кнопки, регуляторы – дополнительные органы управления, доступные каждому оператору.
Передняя бабка
Общий паспорт с техническими параметрами подтвердит, что деталь способствует тому, что шпинделю передаётся определённая частота при вращениях. Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:
- Резьба многозаходного типа.

- Правосторонняя резьба, либо обратная левая.
- Увеличенное в 8, 32 передаточное число.
- Резьба, увеличенная в 16 с шагом больше в 4 раза по сравнению со стандартным.
Задняя бабка
Направляющие элементы продвигают задние бабки вперёд. Обязательно крепление к станине. Определённое закрепление этого узла позволит выполнять те или иные определённые работы. Дополнительными фиксаторами становятся эксцентрик рукояти вместе с простой рычажной системой. Пиноль дополнительно крепится тоже рукояткой. Вращательные движения рычага обуславливаются смещением рукоятки.
Характерно активное применение поперечных смещений задних бабок. Конусы пологой формы не должны доставить проблем. Благодаря чему просто ювелирно обрабатывать детали, чьи габариты небольшие. Метрическая резьба делается с минимальной глубиной.
Суппорт
Главное назначение – перемещение резца, закреплённого в резцедержателе. Такое движение проводится вдоль оси шпинделя, поперёк этой части, либо под определённым углом. Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
- Каретка.
- Поперечные салазки.
- Резцовые салазки.
Эти узлы иногда имеют разные названия в различной технической литературе. Поворотная плита закрепляется буквально под любыми углами по отношению к основанию. Главное – чтобы подача суппорта не включалась одновременно от нескольких деталей сразу. Для этого предусмотрен специальный блокировочный механизм.
Коробка подач
Определённые виды резьбы создаются благодаря модулю с подачами. Ходовой винт с фиксированным шагом в 12 миллиметров становится главным помощником во время всевозможных манипуляций. В специальных звеньях нет необходимости, даже когда требуется увеличить текущий шаг. Если верить паспорту, то механизм облегчает создание следующих видов резьбы:
- Питчевая 1-96.
- Модульную – 0,5-3.
- Дюймовую – с 2 до 34 ниток.
- Метрическую. Минимум шага – 0,5 миллиметров.
 Максимальное ограничение по шагу равно 12.
Максимальное ограничение по шагу равно 12.
Достаточно применения соответствующих деталей, чтобы резьба в итоге увеличила шаг. Несмотря на универсальность агрегата, и у него есть определённые пределы эксплуатации.
Схема кинематическая
Скачать схему в полном размере
Схема электрическая
Для агрегата любых модификаций движение шпинделя относится к главным рабочим движениям. Оно передаётся от привода, через коробку скоростей с клинноременной передачей. Паспорт сообщает о том, что поддерживаются 23 скорости. Но число уменьшается по факту. Некоторые зубчатые колёса работают с примерно одинаковыми передаточными числами и отношениями.
Согласно кинематике, станок состоит из следующих цепей:
- 3 из них приходятся на суппорт.
- Есть ещё поперечная подача.
- Ускоренное перемещение.
- Последняя цепь представляет собой винторезную подачу.
Скачать схему в полном размере
Когда нарезается резьба – активируется винтовая часть. В ней используется 68-ой ходовой винт. На фартуке фиксируется специальная гайка, которая также становится неотъемлемой частью процесса.
В ней используется 68-ой ходовой винт. На фартуке фиксируется специальная гайка, которая также становится неотъемлемой частью процесса.
Только рабочее состояние муфт обеспечит поперечную подачу. Они передают крутящий момент ходовому валу, по колёсам зубчатого типа. Потом энергия передаётся поперечному суппорту. Если необходимо – муфты обеспечат и движение поперёк. Движение проходит по зубчатым колёсам, а сообщается реечному. На станине рейку фиксируют неподвижно. В результате осуществляется вращение механизма. Вместе перемещаются фартук и суппорт.
От вспомогательного электропривода непосредственно проводится ускоренная подача, когда возникает необходимость. Пользуясь винтовыми парами, владельцы легко отрегулируют положение пиноли у задней бабки, салазок.
Подробнее об электрической схеме
Основа работы – трёхфазная сеть переменного тока, она источник питания для всего электрооборудования. Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
- Кнопочная станция у передней бабки, отвечает за пуск или отключение привода.
- Трансформатор вместе с лампочками местного освещения.
- Насос.
- Выключатели пакетного типа.
- Двигатель с электронасосом работают от теплового реле.
Отдельно предусматривается так называемый магнитный пускатель, который предотвращает самопроизвольное включение мотора.
Заключительные мысли
Тракторного завода, который выпускает эти станки, давно не существует. Но станки, выпущенные много десятилетий назад, до сих пор работают благодаря своей надёжности. Происходит износ некоторых из деталей. При необходимости проводится их замена, если нет: меняется весь станок полностью. Практически невозможно найти новое оборудование, которое относилось бы к серии 1К62. Потому к основной маркировке добавляются различные буквы, обозначающие модификацию.
Выпускаются и аналоги этого станка. Часто достаточно лишь подкрасить корпус, чтобы придать оборудованию товарный вид. Главное – регулярное проведение технического обслуживания. Его объём тоже должен быть полным, справиться с работой может любой механик.
Презентация по дисциплине «Технологическое оборудование » на тему «Токарно-винторезный станок 1К62» | Презентация к уроку на тему:
Слайд 1
Токарно-винторезный станок модели 1К62 Лекци онный материал Общий вид Кинематическая схема
Слайд 2
Общий вид токарно — винторезный станка модели 1К62
Слайд 3
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ IK62 Общая характеристика станка Назначение станка. Техническая характеристика станка Основные узлы станка Органы управления. Движения в станке. Принцип работы . Конструктивные особенности. Кинематика станка модели IK62 Движение резания.
Слайд 4
Общая характеристика станка Назначение станка. Станок является универсальным. Он предназначен для выполнения разнообразных токарных работ: для нарезания метрической, дюймовой, модульной, питчевой, правой и левой, с нормальным и увеличенным шагом, одно- и многозаходной резьб , для нарезания торцовой резьбы и для копировальных работ (с помощью прилагаемого к станку гидрокопировального устройства). Станок применяется в условиях индивидуального и мелкосерийного производства.
Слайд 5
Техническая характеристика станка Наибольший диаметр обрабатываемой детали в мм: над станиной ………………………………………………………………..400 над нижней частью суппорта ……………………………………………….200 Наибольший диаметр обрабатываемого прутка в мм ……………………..45 Расстояние между центрами в ….. ………………………………………710, 1000 Наибольшая длина обтачивания в мм ……………………………………640, 930 Число скоростей вращения шпинделя ………………………………………23 Пределы чисел оборотов шпинделя в минуту……………………….…12,5-2000 Пределы величин подач суппорта в мм/об: продольных ……………………………………………………………. .0,070-4,16 поперечных ……………………………………………………… … ..…0,035-2,08 Шаги нарезаемых резьб : метрической в мм ……………………………..…………………………..1-192 дюймовой (число ниток на 1″) …………………..………………………..24-2 модульной, модуль в мм ……………………….…………………..0,5-48 питчевой в питчах ………………………………………………….………..96-1 Скорость быстрого продольного перемещения суппорта в м/ м ……..3,4 Мощность главного электродвигателя в квт …………………………7,5 или 10
.0,070-4,16 поперечных ……………………………………………………… … ..…0,035-2,08 Шаги нарезаемых резьб : метрической в мм ……………………………..…………………………..1-192 дюймовой (число ниток на 1″) …………………..………………………..24-2 модульной, модуль в мм ……………………….…………………..0,5-48 питчевой в питчах ………………………………………………….………..96-1 Скорость быстрого продольного перемещения суппорта в м/ м ……..3,4 Мощность главного электродвигателя в квт …………………………7,5 или 10
Слайд 6
Основные узлы станка А — гитара сменных колес; Б — передняя бабка с коробкой скоростей; В — суппорт; Г — задняя бабка; Д — шкаф с электрооборудованием; Е — привод быстрых перемещений суппорта; Ж — фартук; 3 — станина; И — коробка подач.
Слайд 7
Органы управления 1,4 — рукоятки управления коробкой скоростей; 2 — рукоятка переключения звена увеличения шага; 3 — рукоятка управления реверсом для нарезания правых и левых резьб ; 5 — маховичок ручного продольного перемещения суппорта; 6 — ползунок с пуговкой для включения и выключения реечной шестернии фартука; 7 — рукоятка ручного поперечного перемещения суппорта; 8 — кнопочная станция; 9 — рукоятка ручного перемещения верхней части суппорта; 10- кнопка включения быстрых перемещений суппорта; 11 — рукоятка включения, выключения и реверсирования продольной и поперечной подач суппорта; 12, 14 — рукоятки включения, выключения и реверсирования вращения шпинделя; 13 — рукоятка включения маточной гайки фартука; 15, 16 — рукоятки управления коробкой подач.
Слайд 8
Движения в станке Движение резания — вращение шпинделя с обрабатываемой деталью. Движения подач — перемещения суппорта в продольном и поперечном направлениях. Задней бабке может сообщаться движение подачи вдоль оси шпинделя совместно с суппортом. Все движения подач являются прямолинейными поступательными движениями. Вспомогательные движения — быстрые перемещения суппорта в продольном и поперечном направлениях от отдельного привода, ручные установочные перемещения суппорта в продольном и поперечном направлениях, а верхней части суппорта — под любым углом к оси вращения детали; перемещения и зажим пиноли задней бабки. Перемещение и закрепление задней» бабки и поворот четырехпозиционного резцедержателя осуществляется вручную.
Слайд 9
Обрабатываемая деталь устанавливается в центрах или закрепляется в патроне. В резцедержателе могут быть закреплены четыре резца. Поворотом резцедержателя каждый из четырех резцов может быть установлен в рабочее положение. Инструменты для обработки отверстий вставляются в пиноль задней бабки. Прилагаемый к станку гидрокопировальный суппорт благодаря наличию следящей системы позволяет обрабатывать партии ступенчатых и фасонных деталей по шаблону или эталонной детали, без промеров и ручного управления станком в процессе обработки. Принцип работы.
Прилагаемый к станку гидрокопировальный суппорт благодаря наличию следящей системы позволяет обрабатывать партии ступенчатых и фасонных деталей по шаблону или эталонной детали, без промеров и ручного управления станком в процессе обработки. Принцип работы.
Слайд 10
Конструктивные особенности. В станке модели 1К62 коробка скоростей и коробка подач имеют двухрукояточное управление с наглядными шкалами. Включение механической подачи суппорта в любом направлении производится одной мнемонической рукояткой. Термин «мнемоническая» означает, что направление поворота рукоятки совпадает с направлением выбранной подачи. В станке предусмотрена возможность быстрых перемещений суппорта в продольном и поперечном направлениях. При этом включение быстрых перемещений производится той же мнемонической рукояткой, но с дополнительным нажимом кнопки, расположенной в верхней части рукоятки. Закрепление задней бабки на направляющих станины и ее освобождение также осуществляется одной рукояткой, которая приводит в действие эксцентриковый зажим.
Слайд 11
Кинематика станка модели IK62 Движение резания Вращение от электродвигателя мощностью 7,5 или 10 кВт (рис. 2) передается клиноременной передачей 142 — 254 валу I коробки скоростей. Усиленные многодисковые фрикционы, управляемые муфтой М1, служат для включения прямого или обратного хода шпинделя. При прямом ходе вал II получает две различные скорости вращения через двойной подвижный блок шестерен Б1 . При обратном ходе валу II сообщается вращение с одной скоростью шестернями 50 — 24 и 36 — 38. Наличие тройного блока шестерен Б2 позволяет получить на валу III шесть различных чисел оборотов в минуту. Последние могут быть переданы шпинделю либо непосредственно через шестерни 65 — 43, когда двойной блок шестерен Б5 включен влево (как показано на схеме), либо через перебор, когда блок Б5 включен вправо. В этом случае вращение шпинделю VI от вала III передается двумя двойными подвижными блоками Б3 и Б4 позволяющими получить три различных передаточных отношения: 1; 1/4 и 1/16 (четвертое передаточное отношение совпадает со вторым), и зубчатой передачей 26 — 52. Через перебор шпиндель получает 18 различных скоростей вращения, а всего он имеет 23 скорости — от 12,5 до 2000 об/мин (рис. 2).
Через перебор шпиндель получает 18 различных скоростей вращения, а всего он имеет 23 скорости — от 12,5 до 2000 об/мин (рис. 2).
Слайд 12
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 13
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 14
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 15
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 16
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 17
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 18
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 19
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 20
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 21
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 22
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 23
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 24
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 25
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 26
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 27
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 28
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 29
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 30
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 31
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 32
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 33
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 34
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Слайд 35
36 88 45 45 88 56 24 51 38 22 21 50 29 26 45 65 55 47 38 42 45 22 39 34 28 35 45 60 60 43 52 35 56 42 28 42 М 1 Б 3 C 1 T G 4 II IV V III VI I VIII VII Б 2 Б 5 Б 4 Б 6 Б 1 Б 7 254 3 — 20 мин -1 2 — 16 мин -1 4 — 25 мин -1 10 — 100 мин -1 11- 125 мин -1 12- 160 мин -1 5 — 31,5 мин -1 6 — 40 мин -1 7 — 50 мин -1 8 — 63 мин -1 9 — 80 мин -1 13 — 200 мин -1 15 — 315 мин -1 14 — 250 мин -1 16 — 400 мин -1 22-1250мин -1 23-1600мин -1 24-2000мин -1 17 — 500 мин -1 18 — 630 мин -1 19 — 630 мин -1 20 — 800 мин -1 21-1000мин -1 1 — 12,5 мин -1
Токарно-винторезный станок модели 1К62 — презентация онлайн
1.
 Токарно-винторезный станок модели 1К62
Токарно-винторезный станок модели 1К62
Лекционный
материал
Общий вид
Кинематическая
схема
Общий вид токарно- винторезный станка модели 1К62
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ IK62
•Общая характеристика станка
Назначение станка.
•Техническая характеристика станка
•Основные узлы станка
•Органы управления.
•Движения в станке.
•Принцип работы.
•Конструктивные особенности.
•Кинематика станка модели IK62
Движение резания.
Общая характеристика станка
Назначение станка.
Станок является универсальным. Он
предназначен для выполнения разнообразных
токарных работ: для нарезания метрической,
дюймовой, модульной, питчевой, правой и левой, с
нормальным и увеличенным шагом, одно- и
многозаходной резьб, для нарезания торцовой
резьбы и для копировальных работ (с помощью
прилагаемого к станку гидрокопировального
устройства). Станок применяется в условиях
индивидуального и мелкосерийного производства.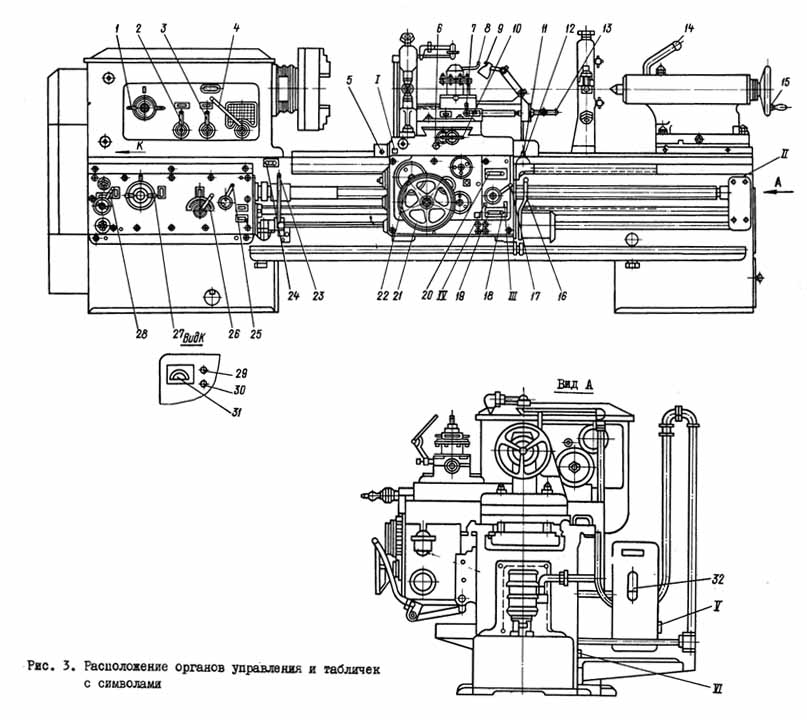
Техническая характеристика станка
Наибольший диаметр обрабатываемой детали в мм:
над станиной ………………………………………………………………..400
над нижней частью суппорта ……………………………………………….200
Наибольший диаметр обрабатываемого прутка в мм ……………………..45
Расстояние между центрами в …..………………………………………710, 1000
Наибольшая длина обтачивания в мм ……………………………………640, 930
Число скоростей вращения шпинделя ………………………………………23
Пределы чисел оборотов шпинделя в минуту……………………….…12,5-2000
Пределы величин подач суппорта в мм/об:
продольных ……………………………………………………………..0,070-4,16
поперечных …………………………………………………………..…0,035-2,08
Шаги нарезаемых резьб:
метрической в мм ……………………………..…………………………..1-192
дюймовой (число ниток на 1″) …………………..………………………..24-2
модульной, модуль в мм ……………………….…………………..0,5-48
питчевой в питчах ………………………………………………….………..96-1
Скорость быстрого продольного перемещения суппорта в м/м ……..3,4
Мощность главного электродвигателя в квт ………………………. ..7,5 или 10
..7,5 или 10
Основные узлы станка
А — гитара сменных колес; Б — передняя бабка с коробкой скоростей;
В — суппорт; Г — задняя бабка; Д — шкаф с электрооборудованием; Е — привод быстрых
перемещений суппорта; Ж — фартук; 3 — станина; И — коробка подач.
Органы управления
1,4 — рукоятки управления коробкой скоростей;
2 — рукоятка переключения звена увеличения шага;
3 — рукоятка управления реверсом для нарезания правых и левых резьб;
5 — маховичок ручного продольного перемещения суппорта;
6 — ползунок с пуговкой для включения и выключения реечной шестернии фартука;
7 — рукоятка ручного поперечного перемещения суппорта;
8 — кнопочная станция;
9 — рукоятка ручного перемещения верхней части суппорта; 10- кнопка включения быстрых перемещений
суппорта;
11 — рукоятка включения, выключения и реверсирования продольной и поперечной подач суппорта;
12, 14 — рукоятки включения, выключения и реверсирования вращения шпинделя;
13 — рукоятка включения маточной гайки фартука;
15, 16 — рукоятки управления коробкой подач.
Движения в станке
Движение резания — вращение шпинделя с обрабатываемой
деталью.
Движения подач — перемещения суппорта в продольном и
поперечном направлениях. Задней бабке может сообщаться
движение подачи вдоль оси шпинделя совместно с суппортом. Все
движения подач являются прямолинейными поступательными
движениями. Вспомогательные движения — быстрые
перемещения суппорта в продольном и поперечном направлениях
от отдельного привода, ручные установочные перемещения
суппорта в продольном и поперечном направлениях, а верхней
части суппорта — под любым углом к оси вращения детали;
перемещения и зажим пиноли задней бабки. Перемещение и
закрепление задней» бабки и поворот четырехпозиционного
резцедержателя осуществляется вручную.
Принцип работы.
Обрабатываемая деталь устанавливается в центрах или закрепляется в патроне. В
резцедержателе могут быть закреплены четыре резца. Поворотом резцедержателя каждый из четырех резцов может быть установлен в рабочее положение.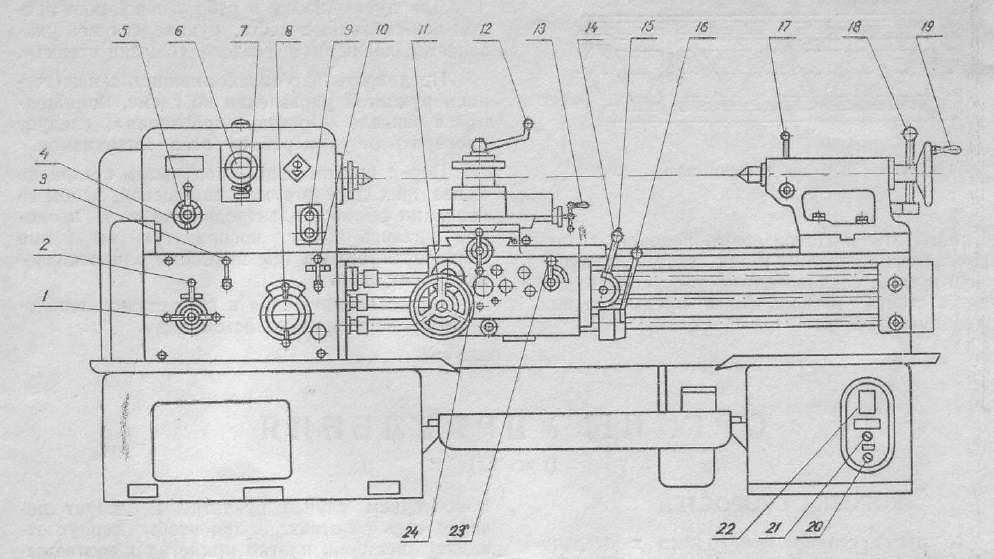 Инструменты для
Инструменты для
обработки отверстий вставляются в пиноль задней бабки. Прилагаемый к станку
гидрокопировальный суппорт благодаря наличию следящей системы позволяет обрабатывать партии ступенчатых и фасонных деталей по шаблону или эталонной детали, без
промеров и ручного управления станком в процессе обработки.
Конструктивные особенности.
В станке модели 1К62 коробка скоростей и коробка подач имеют двухрукояточное управление с
наглядными шкалами.
Включение механической подачи суппорта в любом направлении производится одной мнемонической
рукояткой. Термин «мнемоническая» означает, что направление поворота рукоятки совпадает с
направлением выбранной подачи.
В станке предусмотрена возможность быстрых перемещений суппорта в продольном и поперечном
направлениях. При этом включение быстрых перемещений производится той же мнемонической
рукояткой, но с дополнительным нажимом кнопки, расположенной в верхней части рукоятки.
Закрепление задней бабки на направляющих станины и ее освобождение также осуществляется
одной рукояткой, которая приводит в действие эксцентриковый зажим.
Кинематика станка модели IK62
Движение резания
Вращение от электродвигателя мощностью 7,5 или 10 кВт (рис. 2) передается
клиноременной передачей 142 — 254 валу I коробки скоростей. Усиленные
многодисковые фрикционы, управляемые муфтой М1, служат для включения
прямого или обратного хода шпинделя.
При прямом ходе вал II получает две различные скорости вращения через
двойной подвижный блок шестерен Б1. При обратном ходе валу II сообщается
вращение с одной скоростью шестернями 50 — 24 и 36 — 38. Наличие тройного
блока шестерен Б2 позволяет получить на валу III шесть различных чисел
оборотов в минуту. Последние могут быть переданы шпинделю либо
непосредственно через шестерни 65 — 43, когда двойной блок шестерен Б5
включен влево (как показано на схеме), либо через перебор, когда блок Б5
включен вправо. В этом случае вращение шпинделю VI от вала III передается
двумя двойными подвижными блоками Б3 и Б4 позволяющими получить три
различных передаточных отношения: 1; 1/4 и 1/16 (четвертое передаточное
отношение совпадает со вторым), и зубчатой передачей 26 — 52. Через перебор
Через перебор
шпиндель получает 18 различных скоростей вращения, а всего он имеет 23
скорости — от 12,5 до 2000 об/мин (рис. 2).
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
88
Б3
Б4
24
Б1
39
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп1 1450
142
51 21 22 22 27
0,985
;
254
39 55 88 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
88
Б3
Б4
34
39
24
Б1
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп 2 1450
142
56 21 22 22 27
0,985
;
254
34 55 88 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
88
Б3
Б4
24
Б1
39
II
29
55
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
88
45
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп3 1450
142
51 29 22 22 27
0,985
;
254
39 47 88 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
88
Б3
Б4
34
39
24
Б1
II
29
55
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
88
45
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп 4 1450
142
56 29 22 22 27
0,985
;
254
34 47 88 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
88
Б3
Б4
24
Б1
39
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп5 1450
142
51 38 22 22 27
0,985
;
254
39 38 88 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
88
Б3
Б4
34
39
24
Б1
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп 6 1450
142
56 38 22 22 27
0,985
;
254
34 38 88 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
24
Б1
39
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп 7 1450
142
51 21 45 22 27
0,985
;
254
39 55 45 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
34
39
24
Б1
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп8 1450
142
56 21 45 22 27
0,985
;
254
34 55 45 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
24
Б1
39
II
29
55
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
88
45
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп9 1450
142
51 29 45 22 27
0,985
;
254
39 47 45 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
34
39
24
Б1
II
29
55
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
88
45
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп10 1450
142
56 29 45 22 27
0,985
;
254
34 47 45 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
24
Б1
39
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп11 1450
142
51 38 45 22 27
0,985
;
254
39 38 45 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
34
39
24
Б1
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп12 1450
142
56 38 45 22 27
0,985
;
254
34 38 45 88 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
24
Б1
39
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп13 1450
142
51 21 45 45 27
0,985
;
254
39 55 45 45 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
34
39
24
Б1
II
29
55
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
88
45
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп14 1450
142
56 21 45 45 27
0,985
;
254
34 55 45 45 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
24
Б1
39
II
29
55
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
88
45
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп15 1450
142
51 29 45 45 27
0,985
;
254
39 47 45 45 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
34
39
24
Б1
II
29
55
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
88
45
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп16 1450
142
56 29 45 45 27
0,985
;
254
34 47 45 45 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
24
Б1
39
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп17 1450
142
51 38 45 45 27
0,985
;
254
39 38 45 45 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
34
39
24
Б1
II
29
55
47
36
88
45
22
38
65
26
43
60
VI
14 — 250 мин-1
45
T
Б2
13 — 200 мин-1
22
38
21
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
142
56 38 45 45 27
nшп18 1450
0,985 ;
254
34 38 45 45 54
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
24
Б1
39
II
29
55
47
36
22
38
21
88
45
65
45
T
22
38
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
26
Б2
13 — 200 мин-1
VI
14 — 250 мин-1
43
60
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп19
142
51 21 65
1450
0,985
;
254
39 55 43
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
34
39
24
Б1
II
29
22
88
45
55
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
22
38
65
45
T
26
Б2
13 — 200 мин-1
VI
14 — 250 мин-1
43
60
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп 20
142
56 21 65
1450
0,985
;
254
34 55 43
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
24
Б1
39
II
29
22
88
45
55
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
22
38
65
45
T
26
Б2
13 — 200 мин-1
VI
14 — 250 мин-1
43
60
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
142
51 29 65
nшп 21 1450
0,985
;
254
39 47 43
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
34
39
24
Б1
II
29
22
88
45
55
III
12- 160 мин-1
36
38
21
47
45
IV
45
6 — 40 мин-1
7 — 50
I
22
38
65
45
T
26
Б2
13 — 200 мин-1
VI
14 — 250 мин-1
43
60
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп 22
142
56 29 65
1450
0,985
;
254
34 47 43
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
34
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
24
Б1
39
II
29
55
47
36
22
38
21
88
45
65
45
T
22
38
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
26
Б2
13 — 200 мин-1
VI
14 — 250 мин-1
43
60
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
142
51 38 65
nшп 23 1450
0,985
;
254
39 38 43
254
1 — 12,5 мин-1
2 — 16 мин-1
3 — 20 мин-1
4 — 25
мин-1
5 — 31,5
мин-1
56
М1
51
50
мин-1
8 — 63 мин-1
9 — 80
мин-1
10 — 100
мин-1
11- 125
мин-1
Б3
88
Б4
34
39
24
Б1
II
29
55
47
36
22
38
21
88
45
65
45
T
22
38
III
12- 160 мин-1
45
IV
45
6 — 40 мин-1
7 — 50
I
26
Б2
13 — 200 мин-1
VI
14 — 250 мин-1
43
60
V
52
15 — 315 мин-1
16 — 400 мин-1
42
17 — 500 мин-1
18 — 630
28
35
VII
Б6
60
45
Б5
мин-1
19 — 630 мин-1
20 — 800 мин-1
42
21-1000мин-1
22-1250мин-1
G4
42
35
C1
23-1600мин-1
24-2000мин-1
28
56
Б7
VIII
nшп 24
142
56 38 65
1450
0,985
;
254
34 38 43
Настройка, анализ кинематики и наладка токарно-винторезного станка на нарезание резьбы резцом
Машиностроение \
Теория резания, металлорежущие станки и инструменты
Страницы работы
9
страниц
(Word-файл)
Посмотреть все страницы
Скачать файл
Содержание работы
Лабораторная
работа №1.
Настройка, анализ
кинематики и наладка токарно-винторезного станка на нарезание резьбы резцом.
Цель работы:
1.
На примере станка модели 1К62 ознакомиться с назначением,
областью рационального использования, принципом работы, устройством и
техническими характеристиками токарно-винторезных станков с ручным
управлением.
2.
Ознакомиться с кинематикой станка и методикой анализа его
кинематического состояния при нарезании резьбы резцом с заданными
параметрами.
3.
Ознакомиться с необходимыми расчетами и практическими действиями
по настройке и наладке станка на нарезание требуемой резьбы резцом.
Общие сведения
Универсальный
токарно-винторезный станок модель 1К62 предназначен для точения
цилиндрических, конических и фасонных поверхностей (валов и отверстий),
сверления, рассверливания, зенкерования и развертывания отверстий,
подрезания торцев, точения канавок, нарезания резьб резцом (метрической,
дюймовой, модульной, питчевой, торцевой), метчиком и плашкой,
раскатывания, выглаживания и накатывания рифлений и др. , в том числе
, в том числе
обработки сложнопрофильных поверхностей с использованием копировальных
устройств.
Устройство станка
Основные узлы и элементы станка размещаются на
станине. К ним относятся следующие: А — передняя бабка; В — суппорт; Г — задняя
бабка; И — коробка подач.
Станина установлена на две пустотелые тумбы. В левой тумбе К
смонтирован электродвигатель главного привода, в правой Ж — бак с охлаждающей
жидкостью. Передняя бабка служит для размещения коробки скоростей и
шпиндельного узла. Основным элементом шпиндельного узла является шпиндель
(исполнительный орган главного вращательного движения), передней конец которого
предназначен для установки и закрепления приспособления, например, трех — или —
четырех кулачкового патрона И . Коробка подач И крепится на передней стенке
станины и служит для настройки величины подачи или шага нарезаемой резьбы.
Суппорт (исполнительный орган привода подач) состоит из каретки З (нижних
салазок), перемещающейся по продольным направляющим станины, поперечных
салазок , скользящих по направляющим каретки в направлении, перпендикулярном к
оси заготовки, и поворотной плиты с направляющими, по которым перемещаются
резцовые салазки с поворотным резцедержателем.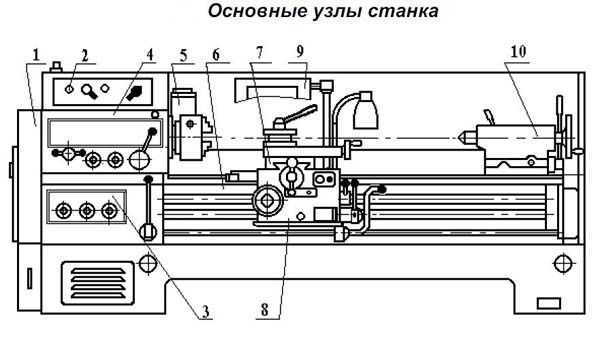 Преобразование вращательного
Преобразование вращательного
движения ходового вала и ходового винта, используемого при нарезание резьб
резцом, и распределение движений на каретку и салазки суппорта, обеспечивается
механизмами фартука, корпус которого соединен с кареткой суппорта. Задняя бабка
Г предназначена для закрепления осевого режущего или вспомогательного
инструмента. Для осуществления механической подачи задней бабки предусмотрен
замок, соединяющий суппорт с основанием бабки и обеспечивающий их совместной
продольное перемещение.
Органы управления
работой станка
1,4 – рукоятки установки чисел оборотов шпинделя;
2 – рукоятка установки увеличенного и нормального шага
резьбы и положения при делении на многозаходные резьбы;
3 – рукоятки установки правой и левой резьб и подачи;
5 – маховичок ручного продольного перемещения каретки;
6 – кнопка выключения реечной шестерни при нарезании резьбы;
7 – маховичок ручного поперечного перемещения суппорта;
8 – рукоятка фиксации резцовой головки;
9 – кнопки пуска и останова привода главного движения;
10 – рукоятка вклячения разъемной гайки;
11 – рукоятка ручного перемещения верхней части суппорта;
12 – кнопка включения ускоренных ходов каретки и салазок
суппорта;
13 – рукоятка управления ходами каретки и салазок суппорта;
14 – рукоятка зажима пиноли задней бабки;
15 – рукоятка зажима задней бабки;
16 – маховичок перемещения пиноли задней бабки;
17, 20 – рукоятки включения, выключения и реверсирования
шпинделя;
18 – рукоятка установки величины подачи и шага резьбы;
19 – рукоятка настройки на подачи, вид резьбы и архимедову спираль.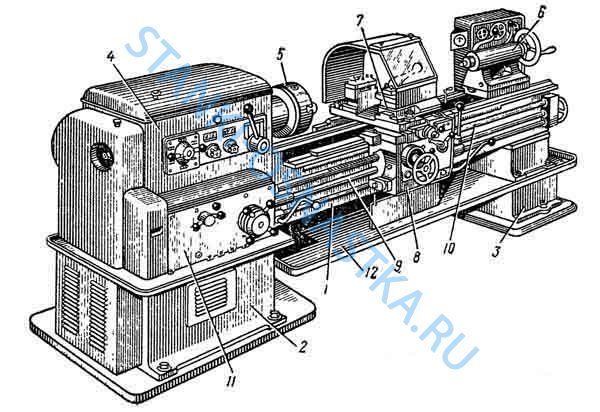
Рис 2. Кинематическая
схема станка 1К62
Исходные
данные:
№ | |||
Обозначение | Марка | Марка | |
8 | M 36 – 8g | СЧ | Б/р сталь |
d = 36мм,
d1 = 31,670 мм,
d2 = 33.402 мм,
8g – поле допуска (пониженная точность)
esd = esd1 = esd2 =
-0,060
eid = -0,810; eid2 = 0,415
P = 4, шаг крупный
Рис 3. Профиль резьбы
Рис 4. Поле допуска
Поле допуска
резьбы
Рис 5. Структурно-кинематическая схема станка для нарезания
резьбы согласно заданию
Похожие материалы
Информация о работе
Скачать файл
Выбери свой ВУЗ
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им.
 Даля 166
Даля 166 - ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им.
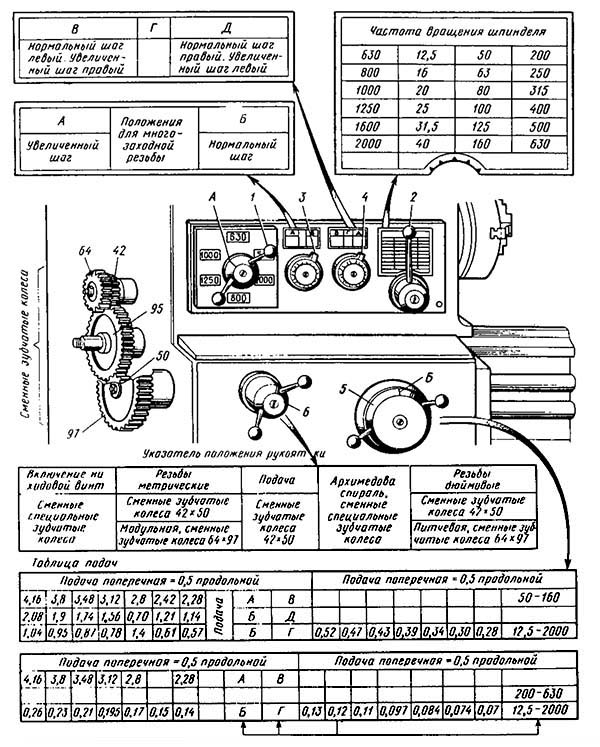 Дегтярева 174
Дегтярева 174 - КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им.
 Макарова 543
Макарова 543 - НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им.
 Герцена 123
Герцена 123 - РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им.
 Гагарина 114
Гагарина 114 - СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им.
 Каразина 305
Каразина 305 - ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
MF0207FRD52-1K62 | Ягео | Резисторы со сквозным отверстием
Нужна помощь?
Пишите сейчас!
МФ0207ФРД52-1К62
RES MF 0.6W 1% AXIAL
Изображение для справки, пожалуйста, свяжитесь с нами, чтобы получить реальную картину
- Номер детали:
- Производитель
- Ягео
- Описание
- RES MF 0,6 Вт 1% ОСЕВОЙ
- Каталог
- Резисторы-сквозное отверстие
- Наличие
- 688068 штук
- Отправлено с
- Гонконг склад
- Ожидаемая дата отгрузки
- 2 октября — 6 октября 2022
- ПДФ
- MF0207FRD52-1K62 PDF
- Характеристики
- Больше информации
- Свяжитесь с нами
| Тип | Описание |
|---|---|
| Серия: | MF0 |
| Пакет: | лента и катушка (TR) |
| Статус: | |
| : | Active |
. Shates: Shates: | |
| .Shates: | |
| .Shateps: | |
| .Restaves: | |
| . ±1% | |
| Мощность (Вт): | 0,6 Вт |
| Состав: | Металлическая пленка |
| Особенности: | — |
| Temperature Coefficient: | ±50ppm/°C |
| Operating Temperature: | -55°C ~ 155°C |
| Package / Case: | Axial |
| Supplier Device Package: | Axial |
| Size / Dimension: | 0.094″ Dia x 0.248″ L (2.40mm x 6.30mm) |
| Height — Seated (Max): | — |
| Number of Terminations : | 2 |
| Частота отказов: | — |
- Заказ
- Оплата
- Перевозки
- Подарочные баллы/кредиты
- Пожалуйста, подтвердите характеристики продуктов при заказе.
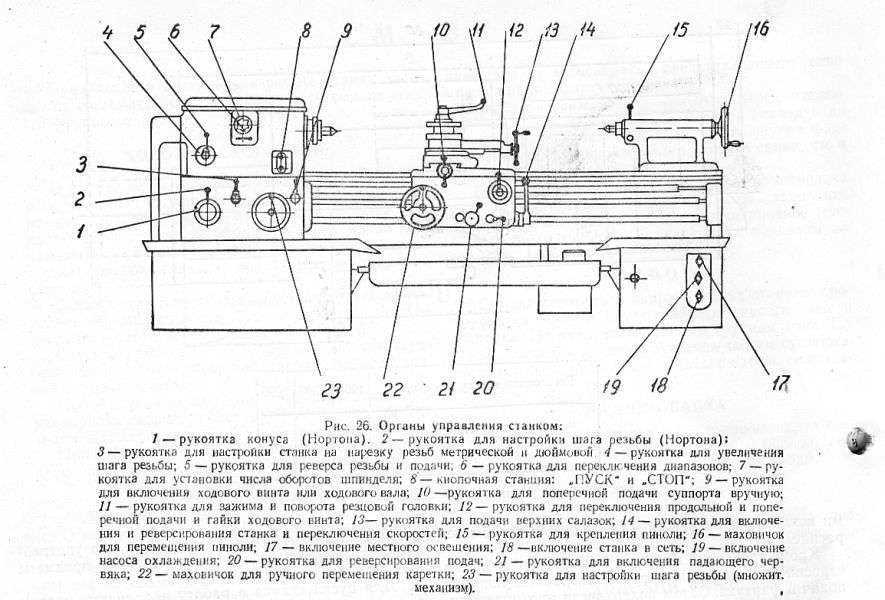
- MOQ означает минимальный объем заказа, необходимый для покупки каждой детали.
- Если у вас есть специальные инструкции по заказу, укажите их на страницах заказа.
- Будет применяться предотгрузочная инспекция (PSI).
- Вы можете написать нам по электронной почте, чтобы изменить детали заказа перед отправкой.
- Заказы не могут быть отменены после отправки посылок.
- TT заранее (банковский перевод), кредитная карта, PayPal можно выбрать.
- Только наличный расчет. (Переводы с чеками и векселями не принимаются.)
- Клиент несет ответственность за уплату всех возможных сборов, включая налог с продаж, НДС, таможенные сборы и т. д.
- Если вам нужен подробный счет-фактура или идентификационный номер налогоплательщика, пожалуйста, напишите нам.
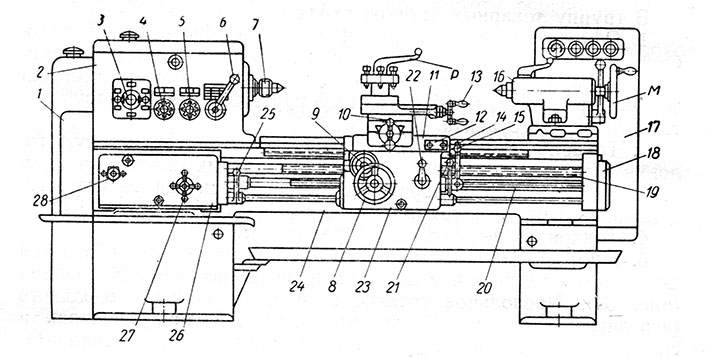
- Можно выбрать FedEx, DHL и UPS.
- Вы можете выбрать, взимать ли плату за доставку с вашего счета доставки или с нашей стороны.
- Пожалуйста, свяжитесь с логистической компанией заранее, если вы находитесь в отдаленном районе. (За доставку в эти районы может взиматься дополнительная плата (35-50 долларов США).)
- Корзина автоматически рассчитает стоимость доставки.
- Срок поставки: в тот же день (крайний срок заказа — 14:00 по гонконгскому времени).
- Срок доставки: обычно от 2 до 7 рабочих дней.
- Невозможно назначить дату доставки.
- Номер отслеживания будет отправлен после отправки вашего заказа. (Перед тем как операторы связи отобразят информацию, может пройти до 24 часов.
 )
)
- Новые пользователи получат вознаграждение в размере 5 долларов США в качестве кредитов после регистрации.
- За каждую покупку в Интернете на сумму 100 долларов США вы получите вознаграждение в размере 5 долларов США.
- Кредиты можно использовать на второй и последующие заказы.
- Кредиты действительны в течение двух лет с даты последней покупки.
VR для инженеров — виртуальное цифровое образование
Добро пожаловать в VR Digitum
Добро пожаловать в наш новый воображаемый акселератор цифрового образования виртуальной реальности
Эта инициатива образовательного акселератора направлена на то, чтобы предоставить нашим клиентам и молодому поколению в Иордании, Персидском заливе и на Ближнем Востоке самые проверенные новые решения в онлайновом и цифровом образовании. благодаря цифровым виртуальным технологиям и искусственной промышленной революции 4.0.
благодаря цифровым виртуальным технологиям и искусственной промышленной революции 4.0.
Узнать больше
Виртуальный учебный план для инженерных программ
Эта платформа предназначена для предоставления инновационного решения для электронного обучения и виртуального моделирования физических процессов и практических инженерных лабораторий, используемых в машиностроении, гражданском строительстве, производстве и гидравлике.
Причины использования виртуальных лабораторий:
Существующие лабораторные столы и мастерские недостаточно оснащены современными приборами, установками и аппаратами.
Большинство лабораторных стендов и учебных мастерских введены в эксплуатацию после выхода на пенсию; они не отвечают современным требованиям и устарели. Все это может сделать результаты тестирования недействительными и создать потенциальную опасность для обучаемых.
Лабораторное оборудование и столы требуют ежегодного обновления, что приводит к дополнительным финансовым затратам.
Известно, что такие области, как конструкционное материаловедение или физическая химия, помимо оборудования требуют и расходных материалов – сырья, химических реагентов и т.п. Их стоимость достаточно высока; затраты на аппаратное и программное обеспечение, несомненно, также велики, но универсальность компьютерной техники и ее широкое распространение могут компенсировать этот недостаток.
Современные компьютерные технологии позволяют наблюдать малоразличимые в реальной практике процессы без применения дополнительной техники, например, из-за малых размеров наблюдаемых частиц.
Возможность моделирования процессов, принципиально невозможных в лабораторных условиях.
Возможность осмысления и наблюдения экспериментальных тонкостей в другом временном масштабе, что важно для процессов, протекающих за доли секунды или, наоборот, длящихся несколько лет.
Безопасность – важный фактор виртуальной лаборатории, особенно если работа ведется под высоким давлением или с химическими веществами.
Иногда бывает сложно провести повторный анализ или проверку из-за скорости отклика некоторых лабораторных установок и времени, отведенного на эксперимент.
Приобретение достаточных навыков и опыта работы в конкретных областях требует повторных учебных операций, что не всегда возможно из-за частых отказов оборудования и дополнительных затрат на оперативное обеспечение.
Узнать больше
Виртуальные инженерные лаборатории:
Основные характеристики
Современный дизайн: Графическое наполнение программы соответствует современному уровню качества в области компьютерной графики и визуализации
Простота и минимализм: Ненавязчивый интерфейс программных продуктов и интуитивно понятное управление виртуальным лабораторным пространством
Высокая интерактивность: высокая интерактивность в сочетании с наглядной демонстрацией физических экспериментов значительно повышает эффективность процесса обучения.
Реалистичные эксперименты: проведение имитационных экспериментов максимально приближено к реальности. Программное обеспечение имитирует процесс работы с реальным оборудованием и повторяет всю последовательность действий лаборанта Соответствие образовательным стандартам: Виртуальные лаборатории соответствуют современным образовательным стандартам и являются эффективным дополнением реальной лабораторной базы образовательных учреждений
Задачи, решаемые с помощью виртуальных лабораторий:
Пробуждение интереса учащихся к обучению и обеспечение доступности оборудования для содействия учебной активности и самостоятельности учащихся.
Привлечение внимания учащихся средствами мультимедиа с учетом их психологических возрастных особенностей с целью улучшения восприятия учебного материала.
Контролировать усвоение целевого материала каждым учащимся.
Содействие процессу подготовки к экзаменам и зачетам.
Оказание помощи учителям и отвлечение их от рутинной работы.
Использование внеклассного времени для изучения инструкций к домашнему заданию.
Внедрение дистанционных форм обучения, особенно это полезно для учебных заведений со слабой лабораторной базой.
Область применения виртуальных лабораторий:
Компьютерное моделирование физических процессов.
Демонстрационная поддержка учебников и рабочих тетрадей.
Лабораторные занятия студентов в компьютерных классах.
Дистанционное обучение.
Системы повышения квалификации кадров.
Узнать больше
1. Виртуальная лаборатория: Безопасность жизнедеятельности и охрана труда
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса ОБЖ и ОХТ для технических специальностей. Программный комплекс включает в себя 6 симуляционных лабораторий:
Цели:
1. Исследование микроклиматических условий в рабочей зоне производственных помещений.
2. Исследование освещенности рабочих мест при искусственном освещении.
3. Исследование эффективности системы вентиляции.
4. Исследование процесса статической электризации при пневмотранспортировании сыпучих материалов.
5. Изучение электробезопасности электроустановок напряжением до 1000 В.
6. Изучение температур вспышки и воспламенения горючих жидкостей.
Запросить цену
2. Виртуальная лаборатория: CNC Simulator. Токарный станок
Программный симулятор токарного станка с числовым программным управлением (ЧПУ) — учебно-методическая разработка, предназначенная для базового ознакомления начинающих машиностроителей с принципами программирования операций токарной обработки деталей с использованием стандартного GM-кода (Fanuc System A). Основой трехмерной имитационной модели является токарный станок с классической компоновкой узлов, оснащенный системой ЧПУ, восьмипозиционной револьверной головкой, трехкулачковым патроном, задней бабкой, системой подачи СОЖ и другими механизмами. Обработка материала производится по двум осям в горизонтальной плоскости. Область применения программного продукта: учебный процесс с использованием компьютерных технологий: лабораторные занятия студентов в компьютерных классах, дистанционное обучение, демонстрационное сопровождение лекционного материала по группе направлений подготовки и специальностей.
Обработка материала производится по двум осям в горизонтальной плоскости. Область применения программного продукта: учебный процесс с использованием компьютерных технологий: лабораторные занятия студентов в компьютерных классах, дистанционное обучение, демонстрационное сопровождение лекционного материала по группе направлений подготовки и специальностей.
Функционал тренажера: подготовка текстов управляющих программ токарных операций в формате стандартного GM-кода, проверка управляющих программ на наличие синтаксических и технологических ошибок, воспроизведение на экране компьютера (или другого вычислительного устройства) трехмерных графических моделей основных узлов токарного станка и металлорежущих инструментов для имитации процесса токарной обработки металла, трехмерной визуализации процесса формообразования деталей при точении по составленным управляющим программам, визуализации траекторий движения инструмента, реализации интерактивного взаимодействия пользователя с имитационная модель технологического оборудования.
Запросить цену
3. Виртуальная лаборатория: Технология резки металлов
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса технологии резки металлов для студентов технических специальностей. Программный комплекс включает в себя 5 симуляционных лабораторий:
1. Определение сил резания при включении токарного станка модели 1К62.
2. Определение температуры резания при включении станка модели 1К62.
3. Определение износа и стойкости резцов при включении токарного станка модели 1к62.
4. Исследование геометрии рабочей части токарных резцов.
5. Симулятор станка с ЧПУ (Система управления 2Р22).
Запросить цену
4. Виртуальная лаборатория: 1К62 Симулятор токарного станка
3D симулятор классического токарно-винторезного станка мод. 1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции наружного и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания наружной и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов. Область применения программного продукта: учебный процесс с использованием компьютерных технологий: лабораторные занятия студентов в компьютерных классах, дистанционное обучение, демонстрационное сопровождение лекционного материала по группе направлений подготовки и специальностей.
1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции наружного и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания наружной и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов. Область применения программного продукта: учебный процесс с использованием компьютерных технологий: лабораторные занятия студентов в компьютерных классах, дистанционное обучение, демонстрационное сопровождение лекционного материала по группе направлений подготовки и специальностей.
Мультиплатформенность позволяет использовать программное обеспечение на различных вычислительных устройствах, включая интерактивные доски, смартфоны, планшетные и стационарные компьютеры, что, в свою очередь, повышает гибкость и мобильность учебного процесса, соответствующую современному уровню информатизации образования.
Запросить цену
5.
 Виртуальная лаборатория: Физико-механика для инженеров
Виртуальная лаборатория: Физико-механика для инженеров
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса механики для технических специальностей. Лабораторное оборудование выполнено в соответствии с его реальными аналогами. Каждая лабораторная работа включает краткие методические указания и справочные данные, необходимые для обработки экспериментальных данных. Лабораторный комплекс включает 32
лабораторные работы:
1. Равноускоренное движение.
2. Движение с равноускорением.
3. Законы столкновений.
4. Свободное падение.
5. Наклонный запуск.
6. Прецессия и нутация гироскопа.
7. Вращательное движение с равноускорением. 8. Момент инерции горизонтального стержня.
9. Момент инерции различных испытуемых тел. 10. Колесо Максвелла.
11. Закон Гука.
12. Рычаги первого и второго рода.
13. Параллелограмм сил.
14. Наклонная плоскость.
15. Статическое и динамическое трение.
Статическое и динамическое трение.
16. Гибка плоских балок.
17. Кручение на цилиндрических стержнях.
18. Вискозиметр с падающей сферой.
19. Поверхностное натяжение.
20. Принцип Архимеда.
21. Гармонические колебания струнного маятника. 22. Эллиптические колебания струнного маятника. 23. Маятник переменной G
24. Реверсивный маятник Катера.
25. Простые гармонические колебания.
26. Крутильный маятник Поля.
27. Принудительные гармонические вращательные колебания.
28. Связанные колебания.
29. Механические волны.
30. Скорость звука в воздухе.
31. Измерение стоячих звуковых волн в трубке Кундта.
32. Распространение звука в стержнях.
Запросить цену
6. Виртуальная лаборатория: Физика термодинамики
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса термодинамики для технических специальностей. Лабораторное оборудование выполнено в соответствии с его реальными аналогами. Каждая лабораторная работа включает краткие методические указания и справочные данные, необходимые для обработки экспериментальных данных. Лабораторный комплекс включает 13 лабораторных работ:
Лабораторное оборудование выполнено в соответствии с его реальными аналогами. Каждая лабораторная работа включает краткие методические указания и справочные данные, необходимые для обработки экспериментальных данных. Лабораторный комплекс включает 13 лабораторных работ:
1. Увеличение внутренней энергии за счет механической работы: внутренняя энергия.
2. Внутренняя энергия и электрическая работа: внутренняя энергия.
3. Закон Бойля: как законы.
4. Закон Амонтона: Газовые законы.
5. Показатель адиабаты воздуха: газовые законы.
6. Реальные газы и критическая точка: газовые законы.
7. Куб Лесли: T Теплопередача.
8. Теплопроводность: теплопередача.
9. Тепловое расширение твердых тел: тепловое расширение.
10. Водная аномалия: тепловое расширение.
11. Двигатель Стирлинга D: термодинамические циклы.
12. Двигатель Стирлинга G: термодинамические циклы.
13. Тепловые насосы: термодинамические циклы.
Запросить цену
7. Виртуальная лаборатория: Теоретическая гидромеханика
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса Теоретическая гидравлика для технических специальностей. Программный комплекс включает 13
симуляционные лаборатории:
1. Измерение гидростатического давления, экспериментальное подтверждение основного гидростатического уравнения и закона Паскаля.
2. Исследование относительного покоя жидкости при вращательном движении.
3. Экспериментальное определение членов уравнения Д. Бернулли при установившемся неравномерном движении жидкости.
4. Построение схемы Д. Бернулли на напорном трубопроводе переменного сечения по семимерным сечениям трубопровода.
5. Исследование гидравлического сопротивления напорного трубопровода.
6. Экспериментальная иллюстрация ламинарного и турбулентного течения жидкости.
7. Исследование течения жидкости через малые отверстия в тонкой стенке и сопла при постоянном давлении в атмосферу.
8. Экспериментальное исследование прямого гидроудара в напорной трубе.
9. Исследование фильтрации в песчаном грунте на приборе Дарси.
10. Параметрические испытания центробежного насоса.
11. Кавитационные испытания центробежного насоса.
12. Исследование характеристик центробежных вентиляторов.
13. Экспериментальное определение скорости в поперечном сечении круглой трубы.
Запросить цену
8. Виртуальная лаборатория: Гидравлика открытого русла
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса «Гидравлика открытого русла» для технических специальностей. Программный комплекс включает в себя 8 симуляционных лабораторий:
1. Определение коэффициента шероховатости открытого призматического канала.
2. Оценка энергетического состояния потока и расчет кривых свободной поверхности.
3. Определение коэффициента расхода прямоугольного водосброса с тонкой стенкой.
4. Исследование течения воды через плотину с широким порогом.
5. Определение коэффициентов расхода водосброса практического профиля.
6. Исследование истечения воды из нижней части напорного порта (из-под щита).
7. Изучение гидравлического прыжка.
8. Исследование кривых свободной поверхности жидкости в коротком гидравлическом канале.
Запросить цену
9. Виртуальная лаборатория: Наружные сети водоснабжения
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса Гидравлика водоснабжения для технических специальностей. В программный комплекс входят 4
симуляционные лаборатории:
1.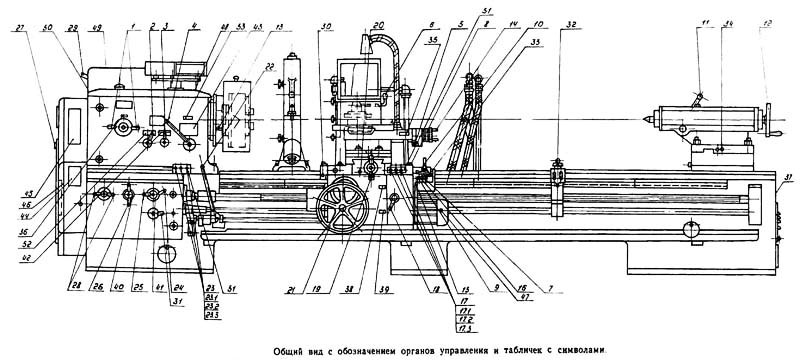 Исследование замкнутых сетей водоснабжения.
Исследование замкнутых сетей водоснабжения.
2. Исследование тупиковых водопроводных сетей.
3. Исследование объединенных сетей водоснабжения.
4. Редактор моделей водопроводных сетей.
Запросить цену
10. Виртуальная лаборатория: Испытания строительных материалов
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса строительного материаловедения для технических специальностей. Программный комплекс включает в себя 7 симуляционных лабораторий:
1. Определение истинной плотности материала.
2. Определение объемной плотности материала.
3. Определение нормальной плотности цементного теста.
4. Определение времени схватывания цементного теста.
5. Определение прочности бетона на изгиб.
6. Определение прочности тяжелого бетона неразрушающим методом.
7. Определение прочности бетона на сжатие.
Запросить цену
11. Виртуальная лаборатория: Самоуплотняющийся бетон
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса технологии самоуплотняющихся бетонов для технических специальностей. В состав программного комплекса входят симуляционные лаборатории:
1. Испытание самоуплотняющейся бетонной смеси для укладки конусом Абрамса (Испытание на подвижность).
2. Испытание самоуплотняющейся бетонной смеси в V-образной воронке (V-funnel Test).
3. Испытание самоуплотняющейся бетонной смеси в L-образной коробке (L-box Test).
4. Испытание самоуплотняющейся бетонной смеси в J-кольце (J-ring Test).
5. Испытание образцов самоуплотняющихся бетонов на прочность при сжатии (испытание на прочность при сжатии).
Запросить цену
12.
 Виртуальная лаборатория: Сопротивление материалов
Виртуальная лаборатория: Сопротивление материалов
Программно-лабораторный комплекс для моделирования лабораторных работ по основным разделам курса сопротивления материалов для технических специальностей. Лабораторное оборудование выполнено в соответствии с его реальными аналогами. Каждая лабораторная работа включает краткие методические указания и справочные данные, необходимые для обработки экспериментальных данных.
1. Испытание материала на растяжение: растяжение.
2. Испытание материалов на сжатие T: Сжатие.
3. Испытание материала на кручение: кручение.
4. Определение упругих констант изотропных материалов: упругие константы.
5. Прямой изгиб стержня: изгиб.
6. Косой изгиб стержня: Изгиб.
7. Исследование напряжений и перемещений в плоской раме: теория напряжений.
8. Исследование напряжений в плоском стержне большой кривизны: теория напряжений.
9. Напряженное состояние при совместном изгибе и кручении стержня: теория напряжений.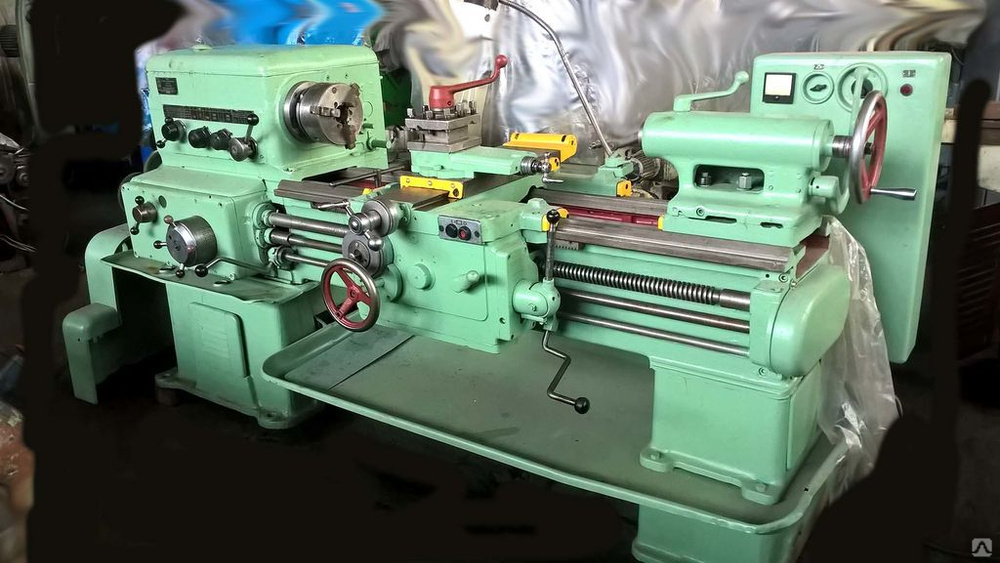
10. Экспериментальная проверка теоремы взаимности: перемещения в упругих системах.
11. Определение критической нагрузки на гибкий сжатый стержень: теория устойчивости. 12. Определение ударной вязкости материала: динамическое напряжение.
Запросить цену
Галерея
Наши последние и лучшие фотографии
Мы любим делать фотографии и показывать их миру.
MSC 951735 Токарный станок, 13×40. Мнения? | Страница 2
умник
Зарегистрировано
#11
ОК. Я решил отказаться от этого станка MSC и поискать что-нибудь помощнее.
Я решил отказаться от этого станка MSC и поискать что-нибудь помощнее.
Вот история с некоторой моей историей. Около 40 лет назад я год работал учеником токаря на каком-то заводе в СССР. Моим первым и единственным токарным станком в жизни был мощный промышленный станок 1К62, как один мех.
После этого мой профессиональный путь резко изменился, и я больше никогда не возвращался к металлообработке… до сих пор! Ну я видел несколько токарных станков (типа 7х14 и им подобных) вживую, вот и все. Однажды я решил купить станки для себя, токарные станки я проверял по документам и фотографиям, но никогда лично. Итак, 13×40 звучал как серьёзная машина хороших размеров. Когда я пошел, чтобы проверить токарный станок в теме, я был удивлен, насколько он невелик лично, и насколько он тощий. Теперь я чувствую, как я был избалован машиной, которая была у меня в молодости, и просто не могу (мысленно) пойти на тощий токарный станок.
Мои поиски будут продолжаться, но, скорее всего, я сосредоточусь. .. хотя сами знаете на чем 😉
.. хотя сами знаете на чем 😉
Немного информации о том русском станке с http://www.lathes.co.uk/stankoimport/
В качестве примера тестируемой способности машины на заводе Broomfield Engineering в Фолли-Холле, Хаддерсфилд, наблюдалось уменьшение стержня из мягкой стали диаметром 15/8 дюйма до 1/4 дюйма за один проход с использованием вольфрамового инструмент с твердосплавным наконечником при 1000 об/мин. со скоростью подачи 0,006 дюйма на оборот. Другие пользователи сообщают, что сверление отверстия диаметром 50 мм (2 дюйма) за один проход выполняется легко
Нажмите, чтобы развернуть…
Привод шел от 13,5 л.с., 1500 об/мин. двигатель, установленный внутри цоколя передней бабки, а затем пятью клиновыми ремнями к полноприводной передней бабке, привод проходит через скользящую муфту. Было доступно 24 скорости вперед и 12 назад в диапазоне от 12,5 до 2000 об/мин.
Нажмите, чтобы развернуть…
Виноградарь
H-M Сторонник — Поддерживающий член
#12
Умник: «Когда я пошел проверять токарный станок в предмете, я был удивлен, какой он не большой вживую, и какой он худой. Теперь я чувствую, что был избалован машиной, которая была у меня в молодые годы, и просто не могу (мысленно) перейти на тощий токарный станок».
Согласен… вы упомянули впечатляющий токарный станок. Я не вижу счастья с токарным станком весом не менее 2000 фунтов.
Так приятно возиться со сталью на Такисаве. Если это хобби, оно должно приносить удовольствие, верно?
умник
Зарегистрировано
№13
Виноградарь,
Абсолютно с вами согласен и покупаю, чтобы повеселиться колоть сталь.
Кстати, пару дней назад я узнал о Такисаве, и, судя по тому, что я собрал, я хочу, чтобы один из них был в моем магазине. Пока мне нравятся японские станки, хотя их трудно найти.
Виноградарь
Поддерживающий член H-M
№14
Умник, они довольно редки, но почти всегда есть хотя бы один в районе залива или на eBay. Состояние трудно сказать, но, судя по моему опыту, они чертовски пуленепробиваемые. Надеюсь, вы сможете найти тот, который вам нравится.
Виноградарь
Поддерживающий член H-M
№15
В доказательство вот одно из утренних. $3500 просят.
умник
Зарегистрировано
№16
Тот, что не на той стороне США. Я на Восточном побережье. В настоящее время смотрю на этот
В настоящее время смотрю на этот
https://www.ebay.com/itm/Takisawa-T…e=STRK:MEBIDX:IT&_trksid=p2060353.m1438.l2649
выглядит очень многообещающе и хорошо оснащен. Единственная проблема — доставить домой. Ехать в одну сторону 10 часов.
mmcmdl
Опора H-M — алмазный элемент
# 17
Я отправляюсь на юг через 3 недели, если нужно, привезу домой.
умник
Зарегистрировано
# 18
mmcmdl сказал:
Я отправляюсь на юг через 3 недели, если нужно, привезу домой.
Нажмите, чтобы развернуть…
mmcmdl, это щедрое предложение, я бы с радостью его принял.
Веду переговоры с продавцом…
умник
Зарегистрировано
# 19
Наконец-то я купил этот токарный станок на eBay. Нужно доставить ко мне домой. Поиски моего идеального станка окончены, по крайней мере, в обозримом будущем.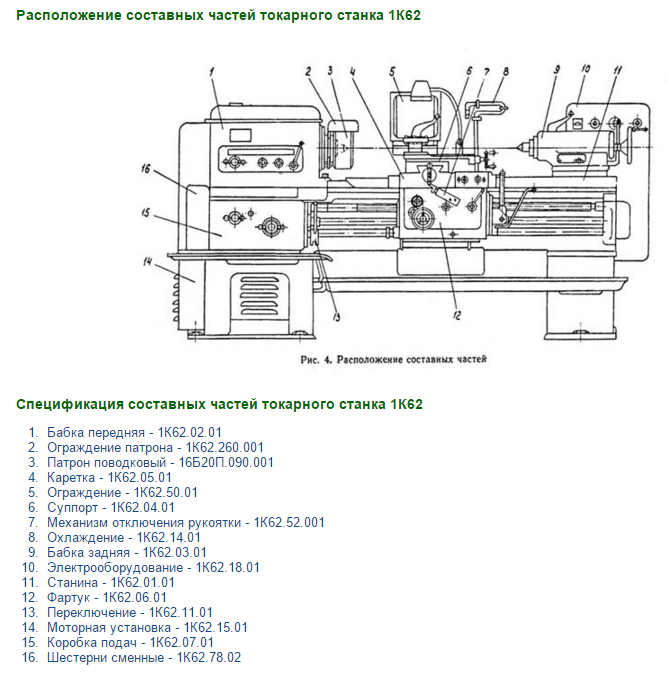 .
.
Обработка с ЧПУ | Okuma LB12 Alarm 110 Шпиндельный привод | Практик-механик
Лаури
Пластик
#1
Здравствуйте,
Недавно я купил Okuma LB12. Последние несколько лет точение металла стало для меня хобби. Свой первый ручной токарный станок я купил три года назад. Это российский 1К62. Это хороший станок, но теперь пришло время для моего первого ЧПУ. Он отлично работал в мастерской, где я его купил, но теперь, когда я подключил его к своей собственной цепи питания, он загружается, но показывает мне красный сигнал тревоги, а на мониторе написан код ошибки 110 SDU (Spindle Drive Unit). . В электрошкафу на панели управления светодиодами СДУ я обнаружил мигающие и постоянно горящие светодиоды, которые из книжки техобслуживания говорят мне о неисправности: «IOCR» (Короткое замыкание силового транзистора на блоке регенерации). У кого-нибудь есть идеи, что это значит?
. В электрошкафу на панели управления светодиодами СДУ я обнаружил мигающие и постоянно горящие светодиоды, которые из книжки техобслуживания говорят мне о неисправности: «IOCR» (Короткое замыкание силового транзистора на блоке регенерации). У кого-нибудь есть идеи, что это значит?
Заранее спасибо.
Лаури
Лаури
Пластик
#2
Еще раз здравствуйте,
Прошло много времени с момента моего сообщения, но я подумал, что было бы неплохо поделиться новостью о том, что проблема решена. Эту ошибку на самом деле было очень легко исправить, но трудно найти. Причиной всех этих неприятностей был один ослабленный винт, который упал за монтажную плату, как показано на рисунке ниже.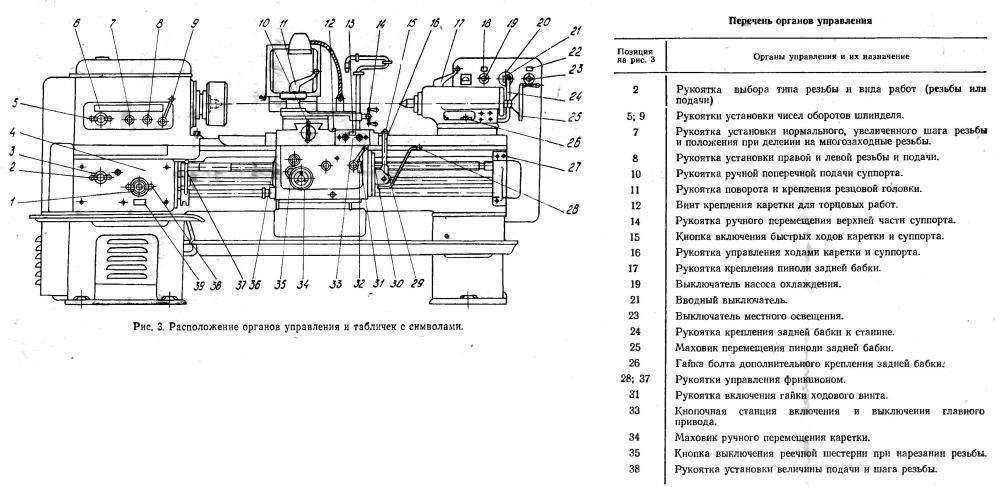 Он замкнул что-то важное. К счастью, ничего не сгорело, и удаление этого винта устранило ошибку.
Он замкнул что-то важное. К счастью, ничего не сгорело, и удаление этого винта устранило ошибку.
—
С уважением,
Лаури
Микки_Д
Нержавеющая сталь
#3
Рад видеть, что вы все исправили, и это не было слишком болезненно, по крайней мере, для вашего кошелька. Внутри шкаф выглядит красиво и чисто, как остальная часть машины?
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
новая машина умерла Контроллер Fanuc 18M, не знаю, что случилось.
- Изготовление BT
- Обработка с ЧПУ
23
- Ответы
- 48
- просмотров
- 2К
BT Fabrication
Mazak VTC-200B — Аварийный сигнал 42 — НЕИСПРАВНОСТЬ ПАРАМЕТРОВ ШПИНДЕЛЯ
- zx79r
- Обработка с ЧПУ
- Ответы
- 2
- просмотров
- 258
zx79r
Нужна помощь! AMADA VIPROS 255 — Сигнализация PHNC
- Aoubenadou
- Обработка с ЧПУ
- Ответы
- 0
- просмотров
- 122
Обенаду
Сервопривод Okuma 201-4
- pianoman8t8
- Окума
- Ответы
- 3
- просмотров
- 140
Pianoman8t8
Проблемы Okuma VAC-III — 78 ALARM-P VAC start SPINDLE-1 1001FFFF
- TenthsTool
- Обработка с ЧПУ
- Ответы
- 1
- просмотров
- 911
Десятый инструмент
Делиться:
Фейсбук
Твиттер
Реддит
Пинтерест
Тамблер
WhatsApp
Эл.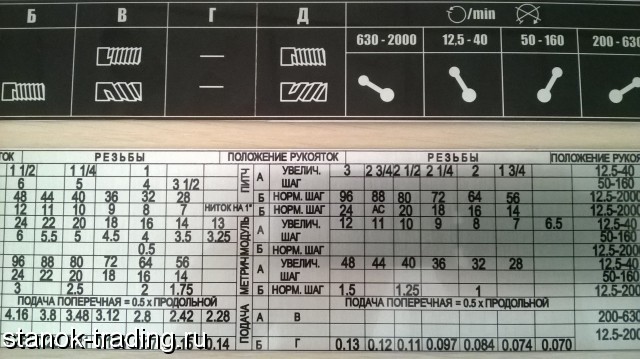 адрес
адрес
Делиться
Ссылка на сайт
Sơ ồ CấU TạO Và nguyEn lý Hoạt ộng của máy cắt plasma — https://thomaygiat.com
2. Sơ ồ ồ CấU tạo và nguyên lý hoạt ộng củ m ồ ồ ồ ồ m m m m m m m m m m m m ngy củ ngy nguyên lý nguyên las hoạt hoạt hoạt hoạt hoạt hoạt hoạt hoạt hoạt hoạt hoạt hoạt. C ấ u t ạ o h ệ th ố ng c ắ t plasma
Hình 4.3: Cấu tạo hệ thệng cốt плазма
2.2. Nguyen lý ho ạt độ ng
CắT плазма là quy trình sử dụng miệng ầu phun thích hợp ể làm
thắt lại luồng khí hí hóa nhiệt ộ rất cao sao chrẫ v v n n n n n n n n n n n n v v v v nh nhe v v v v nhe v v v v nh nh nhe v v v nh nhi. Khí dẫn điện (плазма)
được sử dụng để chuyển năng lượng am cung cấp bởi một nguồn điện từ
ỏn v u.tli плазма ẇệt Mỏ плазма đóng vai trò như là công cụ lắp
cac phụ tùng tiêu hao và có vai trò cung cấp chất лам мат (khí hoặc nước)
чо cac phụ tùng này. Đầu phun và điện cực duy trì tia плазмы.
Đầu phun và điện cực duy trì tia плазмы.
Hình 4.4: Quá trình tạo khí Plasma tại đầu cắt
Một tin hiệu khởi động được gửi nguồn hiệu suất DC. Khi đó, đồng thời Open điện áp mạch hở (OCV) và khí phun ra mỏ.
Hình 4.5: Sơ đồ nguyên lý thiết bị khi ấn công tắc mỏ cắt плазма
Sau khi có luồng khí không thay đổi, mạch tần số cao (HF) được kích hoạt. HF Phóng hồ quang giữa điện cực và đầu phun ben trong mỏ và hồ quang làm cho khí thổi qua đó bị ion hóa.
Hình 4.6: Sơ đồ nguyên lý thiết bị khi phóng hồ quang mồi
Khí dẫn điện tạo nên dòng điện giữa điện cực và đầu phun và hiệu quả là hình thành hồ quang mồi (пилотная дуга).
Hình 4.7: Sơ đồ nguyên lý thiết bị khi tạo thành dòng плазма
Khi hồ quang mồi tiếp xúc với vật cắt, hồ quang Plasma Hình thành giữa điện cực và vật cắt. Hồ quang плазмы лам нонг chảy sắt kẽm ким loại, và luồng Khí vận tốc cao thổi đi sắt kẽm ким loại нонг chảy.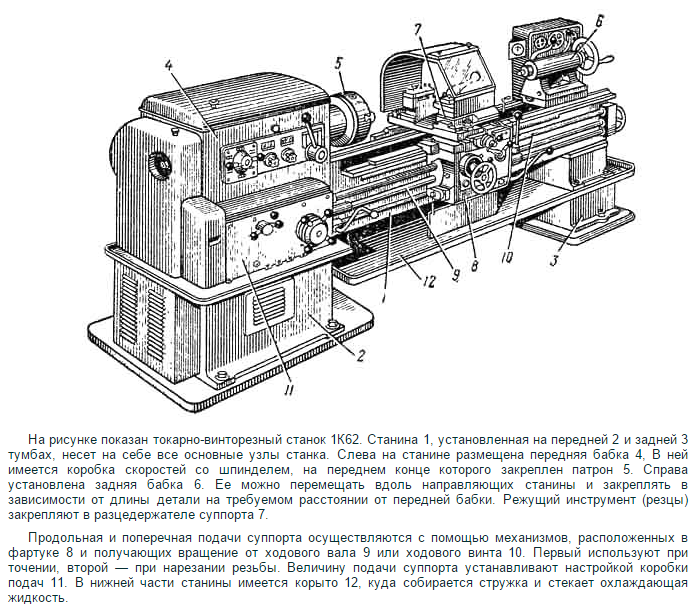 Khi ấn công tắc nguồn khởi ộng, hiệu điện thế giữa cực âm và cực dương ược bộ khởi ộng trong máy tăng lên khoảng chừng 40000v trong 1 % s ể gâ hồng chừng 40000v 1 %. Khi hồ quang đã Hình thành, hiệu điện thế giem xuung còn 70V để duy trì hồ quang.
Khi ấn công tắc nguồn khởi ộng, hiệu điện thế giữa cực âm và cực dương ược bộ khởi ộng trong máy tăng lên khoảng chừng 40000v trong 1 % s ể gâ hồng chừng 40000v 1 %. Khi hồ quang đã Hình thành, hiệu điện thế giem xuung còn 70V để duy trì hồ quang.
2.3. Phan lo ạ i h ồ Quang Plasma
2.3.1. Cắt luồng Plasma Hồ quang trực tiep
KHI CắT BằNG PLASMA (Hồ QUANG PLASMA TRựC TIếP) THì DướI CONG DụNG CủA nhiệt ộ Cao trong hồ nén, khí (2) khi đi qung tích hồ nén, kha- Nóng chảy sắt kẽm Kim loại Mép Cắt. Hồ quang ( 1 ) tạo thành giữa sắt kẽm Kim loại Nóng chảy ( 4 ) và điện cực volfram Khong Nóng Chảy ( 5 ) phân bổ ben trong (6 đầu cắt.
Hình 4.8: Cấu tạo và sơ đồ nguyên lý cắt plasma
a: Cắt bằng hồ quang plasma trực tiếp
b: Cắt bằng hồ quang plasma gián tiếp
2.3.2. Cắt bằng hồ quang Plasma Gián Tiep
Khi cắt bằng hồ quang плазма gián tiep : Vật cắt không tham gia vào mạch tạo hồ quang. Hồ quang cháy giữa điện cực volfram và thành trong của đầu cắt. Điện cực (4) được nối với cực am của Nguồn điện (3), cực dương nối với đầu cắt (2).
Hồ quang cháy giữa điện cực volfram và thành trong của đầu cắt. Điện cực (4) được nối với cực am của Nguồn điện (3), cực dương nối với đầu cắt (2).
2.4. Cac thong s ố ch ế độ c ắ t
62 2
d: Đường kính điện cực; L: Chiều dài điện cực; I: Cường độ dòng cắt
Nếu cắt đường cong với nửa đường kính nhỏ vận tốc cắt cần giảm từ 30 %. Khi kết thúc cắt, vận tốc cung giảm tương tự như để hoàn toàn có thể cắt hết đoạn cuối ở mep dưới.
2.5. Тхи и t b ị c ắ t h ồ quang Plasma Khí nén
— Нгуен кот. – Май нен хи.
— Bộ phận lọc và kiem soát và điều chỉnh áp lực đè nén khí nén.
– May nén khí nhu yếu phải có lưu lượng khí tối thiểu 165 лит / phút, ap lực đè nén khí nén tối thiểu phải đạt 4 at. Bộ phận lọc và điểu chỉnh áp lực đè nén khí nén có công dụng ngăn ngừa bụi, hơi nước đi vào tay cắt làm hỏng điện cực volfram, đồng thời dùng để kiểm soát và điều chỉnh áp lực đè nén khí nén đi vào nguồn cắt .
