1М61 станок токарный характеристики: 1М61 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
Токарный станок 1М61: технические характеристики, отзывы
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.
Токарно-винторезный станок 1М61
Устройство
Станок токарный 1М61 включает в свою конструкцию несколько основных элементов:
- несущую станину;
- блок переключения передач;
- узел регулировки скоростей;
- подающую коробку;
- специальный фартук;
- суппорт;
- бабку заднюю;
- электрическое оборудование;
- предохранительный экран;
- систему охлаждения рабочей и обрабатывающей зоны.
Какие детали входят в конструкцию оборудования?
Токарный станок 1М61 состоит из нескольких конструкционных элементов, в число которых входят:
- задняя бабка;
- станина, исполняющая роль основного несущего элемента;
- коробка для регулировки скоростей;
- коробка подач;
- фартук;
- электрические механизмы;
- защитный экран;
- охлаждающая система, используемая для эффективной работы основных узлов оборудования;
- суппорт.


Суппорт токарного станка
Характеристики токарного станка 1М61
Ниже приведено несколько таблиц с параметрами рассматриваемого агрегата.
Размеры обрабатываемых заготовок:
| Наименование | Единица измерения | Параметры | Примечания |
| Категория точности (ГОСТ) | – | Н | _ |
| Максимальный диаметр обрабатываемой заготовки | мм | 320 | Над станиной |
| Аналогичный показатель | мм | 160 | Над суппортом |
| Длина изделия по максимуму | мм | 710 | 100 на новых модификациях |
| Резец по высоте | мм | 25 | – |
| Края фланцевого шпинделя | – | 6К | Согласно ГОСТ 12593-72 |
| Диаметр прутка, помещающегося в отверстие шпинделя | мм | 32 | – |
| Центр узла передней бабки | мм | – | ГОСТ 13214-67 |
| Число передач (продольных и поперечных) | шт | 17 | – |
Нарезаемые резьбы:
| Метрические | Модульные | Питчевые | Дюймовые |
| 13 мм с шаговым пределом 0,5-6,0 единиц | 10 мм с шагом от 0,25 до 3 мм | 16 позиций плюс питч от 7 до 96 мм | 16 вариантов с количеством ниток на дюйм 3,5/48 |
Шпиндель и дополнительные элементы токарного станка 1М61:
| Шпиндель | Резцовые салазки |
| Прямое вращение – 24 скорости | Максимальное перемещение – 120 мм |
| Обратные обороты – 24 передачи | Угол поворота по максимуму – -60/+45 градусов |
| Интенсивность прямого и обратного вращения – от 12,5 до 1600 оборотов в минуту | Цена одного деления – один градус |
| Продели в продольной конфигурации – 0,08-1,2 мм/об | Показатель на лимбе – 0,05 мм |
| Аналогичный показатель в поперечной продоле – 0,04-0,95 мм/об | – |
| Диаметр отверстия – 35 мм | – |
| Торможение – имеется | – |
Габаритные размеры: длина/ширина/высота – 2,055/1,095/1,45 м. Масса – 1,26 т.
Масса – 1,26 т.
Расскажите про 1М61 — Вопросы по выбору станков и оборудования
ЧЧВ,
первое: не лучше.
на инструменталку 16б05 работа есть с завидной регулярностью, на предидущем 16Б05А цанговый патрон вообще не снимал.
Основной профиль работ сейчас — это пневматика, инструменталка мелкая и небольшие (не более 40 мм в деаметре) детали для турбокомпрессоров различного назначения. Но редко попадаются деталюхи размерностью 100-140 мм длинной не более 200 мм.
Лирика, про мастерскую:
Снимал помещение на заводе, сигналка, охрана, договор — все как положенно. Станочный парк полностью выкупил на том же заводе. было вот что: ФТ-11, Иж 250 ИТВМ2, 16Б05А, фрезер 6Р12, ну и по мелочи: сверлилка непонятная настольная, точило..
Паралельно удалось купить 675 фрезер (на поиграться) и 16Б05А чуть ли не в консерве, ну и ещё немецкий токарник размером с 16Т02 и маленькая сверлилка достались в подарок..
Основная работа не связанна с металлообработкой, по этому точил только вечерами или в выходные, но готовился уйти с головой в это дело. В итоге, приезжаю как-то в понедельник в мастерню: а цех, где ютился мой мехучасток, а так же соседние, видимо, уехали на металл. За одно выломали и дверь в мое помещение, но так как, чтобы вытащить станки надо было разобрать дверной проем — их просто пограбили как могли. Все это, видимо, за компанию. Ни одного мотора, от мелких станков остались только станины, сверлилка пропала. Все в общем-то решается сейчас в правовом поле и даже какие-то деньги удастся с виновных взыскать, но станков-то нет. Решил не снимать больше помещений, по этому в работе только немецкий токарный с 100 мм патроном и РМЦ в 320 сантимов, и некоторое количество станков не подключенных в гараже. Строю мастерскую теперь на своей земле, площадью более 200 квадратов. В электричестве ограничен 15 киловаттами (+15 второй веткой в резерве). По этому и не вижу смысла экономить площади и электроэнергии.
В итоге, приезжаю как-то в понедельник в мастерню: а цех, где ютился мой мехучасток, а так же соседние, видимо, уехали на металл. За одно выломали и дверь в мое помещение, но так как, чтобы вытащить станки надо было разобрать дверной проем — их просто пограбили как могли. Все это, видимо, за компанию. Ни одного мотора, от мелких станков остались только станины, сверлилка пропала. Все в общем-то решается сейчас в правовом поле и даже какие-то деньги удастся с виновных взыскать, но станков-то нет. Решил не снимать больше помещений, по этому в работе только немецкий токарный с 100 мм патроном и РМЦ в 320 сантимов, и некоторое количество станков не подключенных в гараже. Строю мастерскую теперь на своей земле, площадью более 200 квадратов. В электричестве ограничен 15 киловаттами (+15 второй веткой в резерве). По этому и не вижу смысла экономить площади и электроэнергии.
www.chipmaker.ru
Конструктивные особенности
По своим техническим характеристикам токарный станок 1М61 причислен к классу точности «Н». Электрический мотор агрегата способен функционировать в реверсивном диапазоне. Скорость вращения шпинделя сопоставима с возможностью изменения функционирования коробки скоростей и агрегации разносторонних шестерен между собой.
Электрический мотор агрегата способен функционировать в реверсивном диапазоне. Скорость вращения шпинделя сопоставима с возможностью изменения функционирования коробки скоростей и агрегации разносторонних шестерен между собой.
На рассматриваемом агрегате могут использоваться резцы, сверла и метчики разнообразной конфигурации. Подобная универсализация позволяет выполнять целый ряд технологических манипуляций, включая внешнее точение, развертывание, сверление, отрезку и подобные операции.
Поперечные и продольные перемещения производятся при помощи ходового валика и винта, на его лицевой части расположен маховик. Ходовой винт задействуется при нарезании резьбы, параметры фартука дают возможность блокировки агрегации движений суппорта. Это обнуляет рискованность перемещений суппорта с ходовым валиком и винтом.
Оглавление
Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения
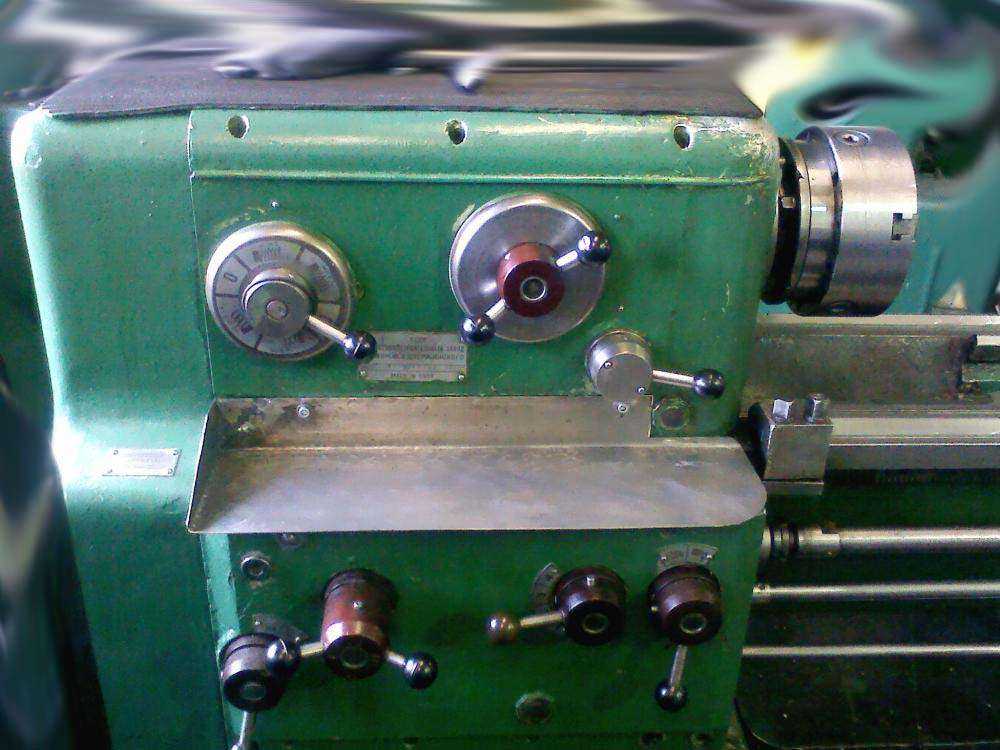
Органы управления токарного станка 1м61,1м61п
- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки
Читать также: Редуктор давления воды для чего нужен
Кинематическая схема токарного станка 1м61
Электрическая схема токарного станка 1м61
Коробка скоростей токарного станка 1м61,1м61п
Коробка скоростей токарного станка 1м61,1м61п предназначена для обеспечения шпинделя станка необходимыми скоростями, их 24.
Привод коробки скоростей состоит из реверсивного электродвигателя, который обеспечивает обратное вращение шпинделя, клиноременной передачи, соединяющая электродвигатель и коробку скоростей и системы зубчатых передач. Торможение шпинделя выполняется при помощи многодисковой электромагнитной муфты.
Переключение блоков шестерен производится одной рукояткой 1.Шпиндельная бабка получает 12 скоростей от шестерен перебора и 12 -напрямую через зубчатую муфту. Рукояткой 3 обеспечивается включение и выключение перебора и зубчатой муфты.
С помощью рукоятки 2 обеспечивается вращение, в двух направлениях, ходового винта, который обеспечивает нарезание резьбы различного шага.
Коробка подач токарного станка 1м61,1м61п
Коробка подач токарного станка 1м61,1м61п предназначена для поперечного и продольного перемещения режущего инструмента, а также нарезание резьбы и получения различных подач в соответствии с таблицей 15 паспорта станка.
В таблице указан шаг резьбы, положение рукоятки и наладка сменных шестерен.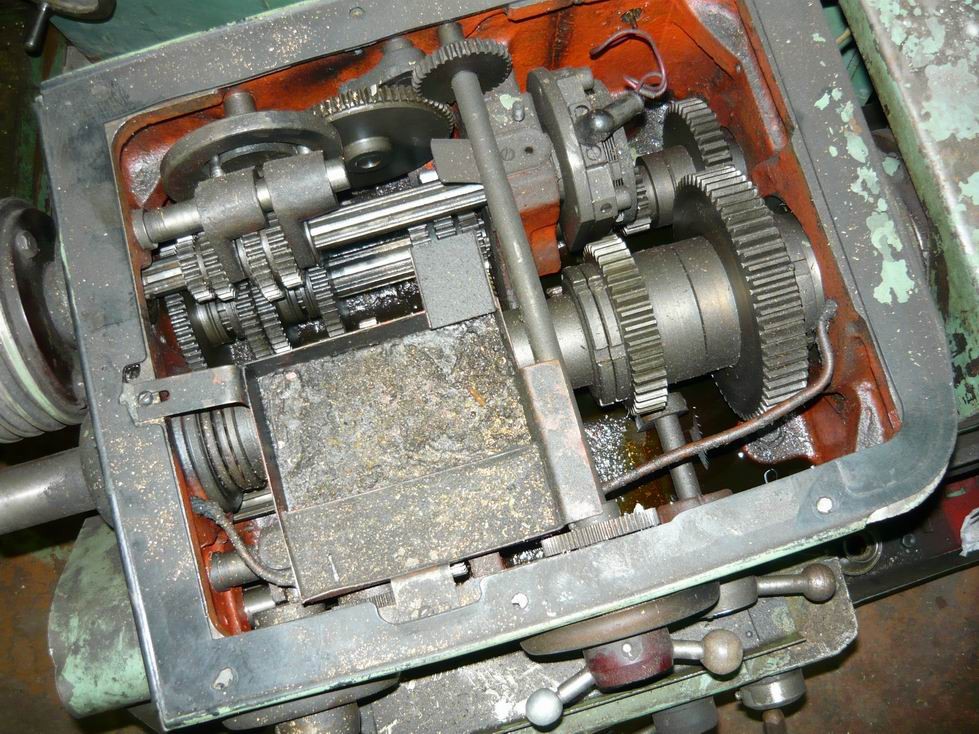
Фартук токарного станка 1м61,1м61п
Движение суппорта осуществляется при помощи фартука от ходового винта и валика. Ходовой винт предназначен только для нарезания резьбы. Все остальные работы выполняются при помощи ходового валика.
Фартук имеет блокирующее устройство, предотвращающее одновременное включение:
- Ходового винта и валика;
- Поперечного и продольного перемещения
Для ручного перемещения суппорта в продольном направления служит маховик 9.
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.
Токарно-винторезный станок 1М61
Управление
Контролировать функционирование токарного станка по металлу 1М61 оператору доступно при помощи нескольких рабочих органов. Задняя бабка оснащается специальным упором, который агрегирует с пинолью, маховиком и сопровождающими элементами. За надежность и точность торцовой обработки отвечает каретка устройства и отдельный винт.
За надежность и точность торцовой обработки отвечает каретка устройства и отдельный винт.
Рукоятки на лицевой части станины предусмотрены для выполнения ряда процессов:
- Определение частоты вращения шпиндельного механизма.
- Пуск оборотов ходового винта или валика.
- Перемещение верхнего суппорта.
- Характеристики подачи.
- Задавание параметров нарезаемой резьбы и активация реверсивной подачи.
- Отключение и включение маточной гайки ходового винта.
- Аналогичные манипуляции с предохранительной муфтой.
- Выбор нарезаемой резьбы.
- Контроль реверсного и прямого вращения бабки шпинделя.
Какие операции может контролировать оператор?
Во время работы с этим токарным станком оператор может контролировать и регулировать ряд операций, в число которых входят:
- активация движения шпинделя в прямом или обратном направлении, возможность установки режима его вращения;
- выбирать необходимые параметры резьбы;
- включать в работу ходовой винт или вал;
- при необходимости активировать или деактивировать муфту переохлаждения;
- вводить в работу суппорт;
- производить регулировку основных параметров подачи;
- в любой момент существует возможность подавать на определенные рабочие узлы охлаждающую жидкость;
- при потребности можно поменять положение головки резца;
- осуществлять контроль уровня нагрузки на основании указателя, которым оборудован агрегат.

Данная модель токарного станка имеет отличные эксплуатационные характеристики, поэтому ее так часто можно встретить на различных производствах.
Коробки переключения скоростей и передач
В продольной и поперечной плоскости работу станка обеспечивает подающая коробка. Она также применяется для обозначения параметров нарезаемой резьбы. В инструкции по эксплуатации прилагается документ с таблицей, позволяющей определиться с подбором настроек для выполнения определенной операции.
Основная информация, указанная в профильных таблицах:
- Советы по выбору сменных шестеренок.
- Расположение рукоятки в соответствии с конкретными значениями подач.
- Рекомендации в плане выставления параметров подающей коробки при нарезании резьбы с конкретным шагом.
Модификации модели
Стандартная модель 1Е61М была модернизирована и выпущена в нескольких вариациях. Каждая модификация станка имеет свои особенности по проведению операций и качеству работы.
1Е61М
Добавление символа «М» означает, что станок имеет повышенную точность. Данная модификация используется при черновой и чистовой обработке заготовки.
1Е61МТ
Это агрегат повышенной точности, который используется исключительно для финишных обработок.
1Е61МС
Еще одна модификация стандартного оборудования 1 Е61М. Применяется также при финишной обработке болванки и для нарезания резьбы.
Технические возможности
Шпиндель токарного станка 1М61 вращается в прямом и обратном направлении с включением одной из 24-х скоростей. Технические параметры агрегата обеспечивают этот процесс в скоростном режиме от 12,5 до 1600 оборотов в минуту. В сквозное гнездо шпиндельного механизма допускается установка прутка диаметром 32 мм. Все размеры и манипуляции соответствуют стандартам ГОСТ 12593 и 13214 (категория М5).
Особенности конструкции задней бабки позволяют элементу перемещаться на дистанцию до 100 мм. Резцовый держатель станка эксплуатируется с инструментом, высота держателя которого не превышает 25 миллиметров. Среди прочих характеристик:
Среди прочих характеристик:
- Центра по высоте – 170 мм.
- Предельная длина поверхности с возможностью обточки заготовок — до 640 мм.
- Максимальная длина детали – 1000 мм.
- Подача в продольном/поперечном направлении – 1,2/0,6 оборотов в минуту.
- Перемещение суппорта – 200/600 мм.
Верхние салазки двигаются в диапазоне до 120 мм, а каретка – до 600 мм. Лицевая часть скоростной коробки оснащена тремя рукоятками, одна из которых служит для переключения шестеренчатого узла. Остальные рычаги отвечают за работу зубчатой муфты с перебором и изменением вектора оборотов ходового винта (для нарезания резьбы). В коробке скоростей предусмотрена электромагнитная многодисковая муфта, обеспечивающая торможение шпинделя.
Правила настройка оборудования и эксплуатации, паспорт
Стабильная работа станка зависит от точности предварительной настройки. Для жесткого типа соединения поперечных салазок, понадобится произвести настройку клина салазок. Алгоритм действия такой:
Алгоритм действия такой:
- Немного отпустить винт.
- Поджать клин другим винтом так, чтобы при этом ход салазок остался плавным.
- Завернуть первый винт на максимум.
Обязательно периодически проверять степень натяжения клиновых ремней. Они со временем вытягиваются и это отражается на безопасности механизма точения.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарно-винторезного станка 1Е61М
Алгоритм регулировки клиновых ремней:
- освободить переднюю тумбу от всех крышек;
- подтянуть салазки по специальной технике, проводя по пазам специальным винтом, чтобы подобрать оптимальный уровень натяжки;
- закрепить результат гайками.
Затем следует настроить шпиндельные ремни токарного оборудования.
Отзывы о токарном станке 1М61
Несмотря на то что конструкция рассматриваемого агрегата разрабатывалась более 50-ти лет назад, отклики потребителей о нем преимущественно позитивные.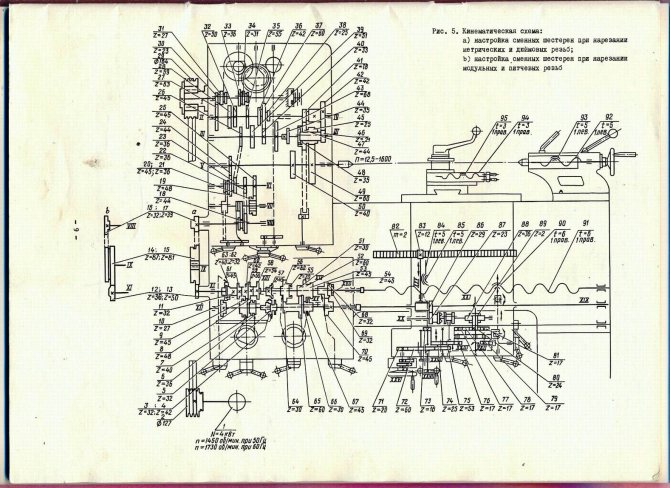 Среди преимуществ владельцы выделяют такие моменты:
Среди преимуществ владельцы выделяют такие моменты:
- Точность выполненных операций.
- Эффективность, оптимально рассчитанная на малосерийное или штучное производство определенных деталей.
- Простота в обслуживании и эксплуатации.
- Доступная цена.
- Высокий показатель ремонтопригодности.
Владельцы рекомендуют обратить внимание при работе с указанным оборудованием на несколько моментов. Во-первых, включение обратного перемещения при нарезке резьбы осуществляется посредством специальной рукоятки. Для этого оператору необходимо передвинуть ручку в предельно нижнюю позицию. Во-вторых, перед использованием охлаждающего насоса необходимо рассчитать общую нагрузку с учетом информации о габаритах и составе обрабатываемой заготовки. В рассматриваемой линейке имеется усовершенствованная модель станка под индексом 1М61П. Она точнее и быстрее обрабатывает деталь, ориентирована на малое серийное производство.
Обслуживание и ремонт
При необходимости ремонта или некоторых обслуживающих работах нужно правильно осуществить разбор станка:
- В первую очередь отключить агрегат от электросети.

- Отсоединить нагнетательную и сливную трубки от масляной системы.
- Перед снятием шпиндельной бабки отсоединить клиновые ремни.
В автоматическом режиме происходит смазка токарно-винторезного станка. Агрегат снабжен для этого центробежным вертикальным насосом. Токарный станок 1Е61М был произведен для небольших частных цехов, для мелкосерийных предприятий, а также для использования в бытовых мастерских. Отличается повышенной точностью обработки и относительной безопасностью операций.
1м61. токарно-винторезный станок. паспорт, характеристики, схема, руководство
Схема электрическая станка 1М61
Ниже приведен эскиз одной страницы документации «Схема токарно-винторезного станка 1М61»
| < Предыдущая | Следующая > |
Похожие материалы:
- ELL 12XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- ELL 4XXX. Электропривод.
 Паспорт, Руководство, Инструкция, Описание, Характеристики.
Паспорт, Руководство, Инструкция, Описание, Характеристики. - Чертеж. 2А135. Вертикально-сверлильный станок. Схема кинематическая
- Чертеж. ИР800ПМФ4. Горизонтально-расточной станок. Коробка скоростей. Кинематическая схема
- Чертеж. ВСЗ-64М. Вертикально-Фрезерный станок. Кинематическая схема
Следующие материалы:
- HAAS ST-30. Токарно-револьверный станок. Паспорт, Характеристики, Руководство
- HAAS ST-20. Токарно-револьверный станок. Паспорт, Характеристики, Руководство
- HAAS ST-10. Токарно-револьверный станок. Паспорт, Характеристики, Руководство
- 1М95. Комбинированный станок. Паспорт, Характеристики, Схема
- 1Е61М. Токарно-винторезный станок. Паспорт, Характеристики, Схема
Предыдущие материалы:
- 2620А. Горизонтально-расточной станок. Паспорт станка, кинематическая схема
- 2622А. Горизонтально-расточной станок. Паспорт станка, кинематическая схема
- 2622. Горизонтально-расточной станок. Паспорт станка, кинематическая схема
- 2620.
 Горизонтально-расточной станок. Паспорт станка, кинематическая схема
Горизонтально-расточной станок. Паспорт станка, кинематическая схема - 2Д450. Координатно-расточной станок. Паспорт, Характеристики, Схема, Руководство
Сведения о производителе
Создано данное оборудование на станкостроительной фабрике в Ереване. На данный момент это предприятие имеет название Ереванское Станкостроительное Объединение и выпускает токарно-винторезные станки повышенной точности с диаметром обработки 500 мм.
Технический ряд
Технический ряд токарно-винторезных станков, которые произведены на этом заводе обширен, и есть несколько моделей, которые отличаются надежностью и спросом у производителей. У каждого образца технического ряда есть свои особенности работы и точности.
Станок токарный 1Л61
Это аналог станка 1М61, но из другой серии. По техническим характеристикам они во многом схожи. Высота центров над станиной составляет 170 мм. Класс точности – Н.
1М61П
Токарно-винторезный станок той же серии. Единственное его отличие – он обладает повышенной точностью обработки заготовок. Об этом говорит маркировка в конце.
Об этом говорит маркировка в конце.
1В61
Также приспособлен к работе в условиях мелкосерийного производства и обладает нормальным классом точности. Это переходная модель между станками 1Б61 и 1 М61.
Назначение, область применения
Данное оборудование предназначено для обработки внутренних и наружных поверхностей деталей и заготовок, которые в осевом сечении имеют ступенчатый и криволинейный профиль.
Конструкция станка позволяет выполнять следующие виды основных токарных работ:
- проточка, расточка цилиндрических и конических поверхностей;
- подрезка торцов;
- нарезание различных видов резьбы, в том числе дюймовую, модульную, метрическую;
- сверление.
Это неполный список работ на рассматриваемом токарно-винторезным станке. При этом область применения – единичное и мелкое производство.
Конструкция
Непосредственно устройство универсального токарно-винторезного станка имеет в составе 10 основных узлов:
- станина;
- коробки скоростей, передач и подач;
- фартук;
- суппорт;
- упорная бабка;
- защитный экран;
- узел электрооборудования;
- система охлаждения.

Станина является основой всей конструкции и к ней прикреплены все остальные детали и компоненты оборудования. Станина обладает двумя направляющими. Одна – «ласточкин хвост», вторая – в форме призмы.
Передняя бабка расположен с левой части оборудования. На торце бабки расположена гитара шестерен, а в коробке скоростей — шпиндельный узел. Справа на основе расположена задняя или упорная бабка.
Функциональные характеристики
Относительно небольшой размер станка расширяет его функциональные возможности. Высокий потенциал оборудования обозначен следующими характеристиками:
- Шпиндель вращается на 24-х скоростях. Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении.
- Размер отверстия в узле шпинделя – 3.5 см.
- Благодаря особенностям строения пиноль у бабки передвигается на расстоянии до 100 мм.
- Высота державки не превышает 2.5 см.
- Детали, которые могут быть обработаны на данном оборудовании по длине не больше 1 метра.
- Суппорт станка может двигаться на расстояние до 20 см, а вдоль – до 60 см.
Благодаря этим характеристикам станок способен выполнять огромный спектр работ и при этом универсален в использовании.
Особенности работы агрегата
Сам агрегат имеет категорию точности Н. Электродвигатель может работать как в стандартном, так и в реверсном режиме. Частоту оборотов шпинделя регулирует оператор.
Для выполнения всех основных работ, а также дополнительных функций станок комплектуется различными дополнительными инструментами.
Специфика управления
Управление осуществляется при помощи рычагов и переключателей. У мастера есть возможность запустить следующие процессы:
- Непосредственно включение станка, который через двигатель придает вращательные движения шпинделю.
- Ускорять рабочее движение суппорта.
- Вдвигать пиноль упорной бабки.
- Регулировать параметры резьбы.
- Менять обороты во время нарезки резьбы, включать, отключать гайки.

- В процессе обработки конической поверхности выдвигать салазки.
Устройство
Станок комбинированный 1м95 имеет классическую компоновку с привычным расположением органов регулировки и настройки режима. Отдельные виды дополнительного оснащения имеют индивидуальные правила установки. К примеру, заточное приспособление, согласно документации — рекомендуется располагать отдельно от основного блока оборудования.
Станина модели 1м95 обеспечивает высокую жесткость. Она выполнена по классической схеме, имеет коробчатую форму. Стенки станины укреплены при помощи поперечных ребер. Направляющие — призматического типа, одна из них предназначена для движения каретки суппорта, по другой смещается блок задней бабки. Станина расположена на двух тумбах основания, слева монтируется основной привод, сам электродвигатель и часть электрохозяйства для его управления.
Блок коробки скоростей способна передвигаться в вертикальном направлении. Он монтируется на направляющих в левой области стола станины. Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Конструкция коробки скоростей обеспечивает надежность, стабильность работы, быстрое переключение, предоставляет привычную механику управления при помощи рукояток. Она обеспечивает по 6 ступеней переключения для прямого и обратного вращения, 12 скоростей всего. Кинематика передачи крутящего момента — привычна и стандартна, от валика фрикциона и блок шестерен на цепь подач и шпиндель.
Коробка подач при нарезании резьб может легко настраиваться соответствующими рукоятками. Выбор нужного типа резьбы можно сделать, ориентируясь на таблицу, установленную на корпусе станка (на щитке коробки).
Блок суппорта также имеет привычную компоновку и конструкцию. Он двигается по направляющим стола станины продольно-поступательно и по соответствующим элементам конструкции каретки поперечно. Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Смазка механизма производится согласно инструкции, приведенной в паспорте оборудования. В документации указаны сорта масла, периодичность проведения обслуживания и описание процедуры, а также нормы заливки технической жидкости. Смазка отдельных узлов во время работы станка производится либо методом естественного разбрызгивания с забором из ванны (передняя бабка), либо подачей плунжерным насосом (фартук, направляющие каретки и другие). Отдельный список элементов конструкции смазывается только вручную с помощью масленки.
Допустимый люфт шпинделя
Допустимый люфт шпинделя определяется по характеристикам установочного места и работающих в конструкции подшипников. Рекомендуемый согласно классу точности зазор по посадке составляет 0,005 мм. Предварительный натяг подшипников регулируется гайкой. Изменение посадочного зазора регулируется разъемным регулировочным кольцом. Его шлифуют до достижения нужного показателя, затем устанавливают и окончательно затягивают подшипник второй настроечной гайкой. Начинать работу по регулировке зазоров нужно с внутреннего кольца, которое должно быть прошлифовано по эталонному калибру КП-75.
Начинать работу по регулировке зазоров нужно с внутреннего кольца, которое должно быть прошлифовано по эталонному калибру КП-75.
Допуск биения шпинделя и патрона
При установке на конус шпинделя патрон может создавать люфт по трем схемам:
- боковой из-за неточного позиционирования;
- боковой из-за неравномерного прижима кулачков;
- торцевой из-за недостатков фланцев и посадки на шпиндель.
Допуск биения патрона в сумме с конструкционным биением шпинделя должен быть как можно меньше. Для класса точности Н — предел составляет 50 мкм. Чтобы добиться необходимой точности, нужно проводит расточку кулачков, обработку посадочного конуса, центровку и тщательную регулировку как шпинделя, так и отдельно блока патрона.
Схема настройки гитары
Передача вращения, крутящего момента – основное назначение данной детали. Она снабжается сменными зубчатыми колёсами, которые и обеспечивают максимально точную настройку по параметрам.
Замена деталей проводится в зависимости от регламента, либо по степени износа.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.
- Прорезные резцы помогают протачивать наружные канавки.

- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.
Оглавление
Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения
Органы управления токарного станка 1м61,1м61п
- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки
Читать также: Настройка инструмента вне станка с чпу
Коробка скоростей токарного станка 1м61,1м61п
Коробка скоростей токарного станка 1м61,1м61п предназначена для обеспечения шпинделя станка необходимыми скоростями, их 24.
Привод коробки скоростей состоит из реверсивного электродвигателя, который обеспечивает обратное вращение шпинделя, клиноременной передачи, соединяющая электродвигатель и коробку скоростей и системы зубчатых передач. Торможение шпинделя выполняется при помощи многодисковой электромагнитной муфты.
Переключение блоков шестерен производится одной рукояткой 1.Шпиндельная бабка получает 12 скоростей от шестерен перебора и 12 -напрямую через зубчатую муфту. Рукояткой 3 обеспечивается включение и выключение перебора и зубчатой муфты.
С помощью рукоятки 2 обеспечивается вращение, в двух направлениях, ходового винта, который обеспечивает нарезание резьбы различного шага.
Коробка подач токарного станка 1м61,1м61п
Коробка подач токарного станка 1м61,1м61п предназначена для поперечного и продольного перемещения режущего инструмента, а также нарезание резьбы и получения различных подач в соответствии с таблицей 15 паспорта станка.
В таблице указан шаг резьбы, положение рукоятки и наладка сменных шестерен.
Фартук токарного станка 1м61,1м61п
Движение суппорта осуществляется при помощи фартука от ходового винта и валика. Ходовой винт предназначен только для нарезания резьбы. Все остальные работы выполняются при помощи ходового валика.
Фартук имеет блокирующее устройство, предотвращающее одновременное включение:
- Ходового винта и валика;
- Поперечного и продольного перемещения
Для ручного перемещения суппорта в продольном направления служит маховик 9.
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.
Токарно-винторезный станок 1М61
Технические возможности
За счет внедрения в устройство более двадцати механизмов управления оператор машины имеет возможность решать множество задач:
- определять вращательный период шпинделя, устанавливать прямое и реверсивное движение узла со шпинделем,
- делать выбор требуемого вида резьбы,
- задействовать ходовой винт,
- в определенных ситуациях запускать и отключать муфту предохранения,
- приводить суппорт в движение,
- осуществлять регулирование настроек подачи,
- активирование реверсивного обращения винта, установка нужных параметров резьбы.

Электромотор машины способен исполнять работу в обратном режиме, а регулировка диапазона оборотов шпинделя осуществляется коробкой скоростей. Помимо этого, система управления токарной машиной дает возможность в нужное время производить подачу на узлы охлажденного вещества, делать сцепление и расцепление рейки, производящей резку. Также она может закреплять и изменять расположение головки резца, освещать участок работ винторезной машины. На станке имеется индикатор степени загруженности.
К прочтению: 1М63 – характеристика токарного станка
Благодаря коробке подач оператор станка имеет возможность устанавливать требуемые параметры при изготовлении резьбы. В техническом описании к токарному станку даются сведения не только о размере изделий, но и о том, какая подача будет наилучшей для исполнения конкретной задачи.
Технические характеристики станка 1М61
Технические характеристики станка это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 1М61. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 1М61
| Наименование параметров | Ед.изм. | Величины |
| Класс точности по ГОСТ8-71 | Н | |
| Наибольший диаметр обрабатываемого изделия над станиной | мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 160 |
| Наибольший диаметр прутка проходящий через отверстие в шпинделе | мм | 32 |
| Наибольшая длина обрабатываемого изделия | мм | 710 |
| Количество скоростей шпинделя | 24 | |
| Пределы частоты вращения шпинделя | об/мин | 12,5…1600 |
| Количество продольных и поперечных подач | 17 | |
| Пределы продольных подач | мм/об | 0,08…1,2 |
| Пределы поперечных подач | м/об | 0,04…0,6 |
| Количество нарезаемых метрических резьб | 13 | |
| Количество нарезаемых модульных резьб | 10 | |
| Количество нарезаемых дюймовых резьб | 16 | |
| Количество нарезаемых питчевых резьб | 16 | |
| Пределы шагов нарезаемой метрической резьбы | мм | 0,5…6 |
| Пределы шагов нарезаемой модульной резьбы | мм | 0,25…3 |
| Пределы шагов нарезаемой дюймовой резьбы | ниток/дюйм | 3,5…48 |
| Пределы шагов нарезаемой питчевой резьбы | питчей | 7-96 |
| Габаритные размеры станка (ДхШхВ) | мм | 2055х1095х1450 |
| Масса станка (без электрооборудования) | кг | 1260 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице
Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице
Коробки переключения скоростей и передач
Коробка скоростей предназначается для избирания промежутка вращения шпинделя. Она включает 3 элемента:
- Электрический двигатель.
- Ряд зубчатых колес.
- Механизм передач.
Общее число скоростей для шпинделя – 24. Выбор 12 из них оператор станка делает прямо через муфту, а еще 12 – через шестерни перебора. Управляется станок мастером с использованием 3 рукояток для:
- переключения шестеренок,
- изменения вращательного хода винта (в процессе создания резьбы),
- запуска перебора и муфты.
К прочтению: Особенности станков для точения ленточных пил
Коробка передач передает движение от коробки скоростей в коробку подач и служит для настройки подач на вид нарезаемой резьбы.
Назначение оборудования
В качестве прототипа токарного станка 1Е61М использовалась модель ТВ-01М. Рассматриваемое оборудование относится к классу легких моделей, первый вариант исполнения появился в продаже в 1965 году. Другие варианты исполнения токарно-винторезных станков по металлу появились в 1975 году. К особенностям подобных предложений отнесем следующие моменты:
Рассматриваемое оборудование относится к классу легких моделей, первый вариант исполнения появился в продаже в 1965 году. Другие варианты исполнения токарно-винторезных станков по металлу появились в 1975 году. К особенностям подобных предложений отнесем следующие моменты:
- Конструкция характеризуется универсальными параметрами. Именно поэтому оно может применяться для выполнения финишных операций при создании деталей высокой точности или нарезании резьбы.
- Гладкие цилиндрические поверхности могут обтачиваться при закреплении заготовок в трехкулочковом патроне. Может применяться проходной резец самого различного типа. Наружное точение цилиндрических поверхностей может проводится в несколько проходов при черновой и чистовой обработке.
- Растачивание цилиндрической поверхности проводится при применении соответствующего резца. Довольно часто проводится растачивание внутренних отверстий.
- Операции отрезания и протачивания канавок. Для отрезания заготовки применяется соответствующий резец.
 Протачивание канавок проводится при получении самых различных заготовок.
Протачивание канавок проводится при получении самых различных заготовок. - Получение и обработка наружных конических поверхностей. Повысить точность обработки можно при применении копировально-конусной линейки. Больше всего трудностей возникает при обработке конусной поверхности. Для этого требуется специальный станок и соответствующая оснастка.
- Обработка отверстий. При установке соответствующей оснастки можно проводить сверление отверстий, а также некоторые другие схожие операции. Отверстия можно встретить в самых различных изделиях.
Стоит учитывать, что рассматриваемые станки не подходят для проведения массовой обработки. Кроме этого, токарно-винторезные станки уступают по своим характеристикам многим другим предложениям, которые выпускаются сегодня.
Они выглядят следующим образом:
- Нельзя проводить установку оборудования вблизи аппаратов ударного или механического воздействия. Внешняя вибрация может существенно снизить точность резания.
- Установка должна проводится в хорошо освещенном чистом помещении. Однако, прямое попадание солнечных лучей должно быть исключено. Подобная рекомендация связана с тем, что подобная установка может привести к нагреву важных элементов конструкции.
- Нельзя проводить установку вблизи систем обогрева и центрального отопления, так как они также становятся причиной нагрева оборудования.
- Температурный режим в помещении должен быть в пределах 16-22 градусов Цельсия. Для выдерживания подобного показателя устанавливается приточная вентиляция. Слишком высокая температура может привести к нагреву устройства на момент длительной эксплуатации.
- Замена ремней и других элементов должна проводится в соответствии с регламентом.
В целом можно сказать, что область применения подобных станков весьма обширна. Чаще всего они устанавливаются на заводах машиностроительной сферы. В некоторых других областях промышленности показателя производительности и точности обработки недостаточно. Как ранее было отмечено, в продаже встречаются модели с более привлекательными эксплуатационными характеристиками.
Как ранее было отмечено, в продаже встречаются модели с более привлекательными эксплуатационными характеристиками.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.
- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.

Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.
- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.
Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Управление станком
Регулировка устройствами производится с задействованием набора рабочих инструментов. Пиноль заставляет двигаться маховик. Она фиксируется с использованием особым образом сконструированного упора, располагающегося в задней бабке, закрепляемого на станине конкретной рукояткой. Ручки, находящиеся у станины спереди, применяются для регулирования конкретных рабочих процессов:
Пиноль заставляет двигаться маховик. Она фиксируется с использованием особым образом сконструированного упора, располагающегося в задней бабке, закрепляемого на станине конкретной рукояткой. Ручки, находящиеся у станины спереди, применяются для регулирования конкретных рабочих процессов:
- включение проворачивания валика или винта,
- избирание вращательной частотности узла со шпинделем,
- настройка подачи,
- кнопка, запускающая механизм сцепки и расцепки рейки для создания резьбы с помощью шестеренного вала,
- движение верха суппорта,
- запуск и отключение разъемной гайки винта,
- выбор вида нарезки резьбы,
- отключение и запуск муфты предохранения,
- определение настроек резьбы и запуск обратного хода винта,
- сообщение о степени нагрузки,
- пуск прямого и реверсивного обращения бабки шпинделя,
- рукоятка для поворачивания и крепежа головки резца,
- кнопка запуска электронасоса, который подает охлажденную жидкость.

- кнопка запуска электропитания и зонального освещения рабочей области.
В устройстве станка предусматривается особенный рычаг, обеспечивающий фиксирование станочной каретки при исполнении работ на торце изделий.
Цилиндрические зубчатые колеса, шестерни и зубчатые рейки, механическая передача энергии, промышленная автоматизация и управление движением, бизнес и промышленность
Прямая прямозубая шестерня 14 мм, внутреннее отверстие 30T 3 модуля, 45 #, стальная мотор-шестерня
$81,06 Купить сейчас
9
9 или Лучшее предложение
Цилиндрическая шестерня Ступенчатая шестерня с внутренним отверстием 8 мм, мод. 10013
Прямая шестерна 12 мм внутренний диаметр 140t 1 Модуль 45# Стальный двигатель
$ 72,09 Купить его сейчас или лучшее предложение
Прямая шестерна 12 мм.
56,18 $ Купить сейчас или лучшее предложение
50 шт.
 Купить его сейчас или лучшее предложение
Купить его сейчас или лучшее предложение
200pc Пластиковую шестерню 0,5 модуль 0,5 м 11 зубье
0.5M12T Отверстие 2 мм 3 мм Ширина 12 зубьев 5 мм Модуль 0,5 Мотор Металлическая прямозубая шестерня
2,41 $ Купить сейчас
0,5 Мод.5 мм A
$ 3,03 Купить его сейчас
45# Стальная шестерня моторного шестерни 1 Мод 30T Внешний диаметр 32 мм. Край для 8 мм 1
$ 5.12 . Сейчас 9
3 9000 2 9000.5.12 9000.5.512 9000 3 9000 2 9000 3 9000 2 9000 3 9000 2 9000 3 9000 2 9000 3 9000 2 9000 3 9000 2 9000 3 9000 2 9000 3 9000 2 9000 3 9000 2 9000 3 9000 2 9000 3 9000 2 9000 3 9000.5. 80T Spure Gear с шагом 45# Стальной шестерен для шестерни с установленными винтами
$ 4,45 Купить его сейчас
0,3 млн.
 0,4M 0,5 м.0004
0,4M 0,5 м.0004
$ 4,04 Купить его сейчас
1 Модуль шестерня шестерня 3,14 мм двигатель передач 45# сталь
$ 3,64 Buy It Now
Trade Sathip Brain Sot Sot Sot Sot Sote Sate MareShip Brabis Sot Sot Sot Sote Marephip Brabip. 10 зубьев, соотношение 6:1, отверстие 1/8, слот для автомобилей, хобби и т. д.
$6,08 Купить сейчас
0005
$183.57 Buy It Now
Straight Spur Gear 12mm Inner Aperture 58T 2 Module 45# Steel Motor Gear
$91.97 Buy It Now or Best Offer
Straight Spur Gear 14mm Внутренняя апертура 39T 2.5 Модуль 45 # Стальной мотор-редуктор
$82,21 Купить сейчас или лучшее предложение
1,5 Mod Цилиндрическая шестерня Стальная шестерня Мотор-редуктор со ступеньками 9 мм-5 Bore-80 T2T-800004
$ 4,99 Купить его сейчас
1 MOD 12T-150T Шерохозяйственной шестерни 45# Стальная толщина шестерни.
 Шестерня отверстия отверстия 2 мм 1,95 мм 14t2a 14 зубов 5 мм
Шестерня отверстия отверстия 2 мм 1,95 мм 14t2a 14 зубов 5 мм
$ 1,34 Купить его сейчас или лучшее предложение
1,5 Модовая передача 12T-120T Трансмиссионная передача 45#Стальная шестерня 1,5M 9000 1,5 Мод0004
$ 3,64 Купить его сейчас
20pcs 0,5M Пластическая шестерня 0,5 Модуль T = 10 Aperture 2,5 мм 10 зубы 2,45 мм 10t
$ 2,69 Купить сейчас 9000 или Best.
1 Модульная стальная прямозубая шестерня Толщина шестерни 10 мм 12-150 зубьев для 3D ЧПУ
$3,08 Купить сейчас0004
$7.99 Buy It Now
1/1.5/2M 45# Steel Spur Gears 10-150 Teeth 14-184mm OD Transmission Gear For CNC
$3.69 Buy It Now
One Stock Drive Products Комплект червячной передачи 24 шага 20 зубьев, диаметр отверстия 3/16 дюйма, передаточное число 10:1
$14,87 Купить сейчас
Boston Gear Steel Nd-16B Цилиндрическое зубчатое колесо 12 шагов для отверстия 5/8 дюйма Токарный станок и т.
 д.
д.
$ 37,85 Купить его сейчас
1/1,5/2 MOD 10T до 150T Spur Gears Flat C45 Стальные шестерни. Шестерня из углеродистой стали, 12–80 зубьев, 45#
8,76 $ Купить сейчас
Цилиндрическая шестерня Шестерня с внутренним отверстием 5 мм 20 зуб.
Купите его сейчас или лучшее предложение
0.5 Мод шестерни Spurs 20t/40t Bore 5-10 мм шестерня для шестерни. Внутренний диаметр 150T 1 модуль 45 # Стальной мотор-редуктор
$79,77 Купить сейчас или лучшее предложение
Шестерня 4 мм Апертура 32T 0,5 Mod Нержавеющая сталь Мотор-редуктор
$ 16,40 Купить его сейчас или лучшее предложение
Browning Cwg1230-1 Spur Gear, 30 зубов * NOS
$ 27,04 Buy It Now
9000 3 10007 . -150T передачи трансмиссии толщиной 10 мм 45# Стальная шестерня
-150T передачи трансмиссии толщиной 10 мм 45# Стальная шестерня
$ 3,23 Купить его сейчас
0,3 0,4 0,5 мод Пластиковая шестерна 7T 9T 9T 11T 12T 13T 14T 15T 16T
9
$ 4,04 Купить его сейчас
1 Мод-шестерня шестерня для шестерни C45 Стальная шестерна с шагами 10T-150T Край 4-25 мм
$ 3,99 Купить его сейчас
Мод.
$ 3,07 Купить его сейчас
Прямая шестерня 12 мм внутренний диаметр 120t 1 Модуль 45# Стальный двигатель
$ 55,26 СПОРИЯ СВОЙ СПОРИ. Диафрагма 40T 2.5 Модуль 45 # Стальной мотор-редуктор
85,15 $ Купить сейчас или лучшее предложение
1,5 Modul Стальные прямозубые шестерни Толщина шестерни 15 мм CethNC 12-30004
$ 3,73 Купить его сейчас
1 MOD 45# Стальная шестерня 10-150T Грызки 4-25 мм с шестерней с шагом
$ 3,38 Купить его сейчас
9000 70007
9000 10PC 0,5 0,5 10PC. M 0,5 Модульная шестерня Aperture 2 мм 1,95 мм 9t 9 зубьев 1 мм плеч 2A
M 0,5 Модульная шестерня Aperture 2 мм 1,95 мм 9t 9 зубьев 1 мм плеч 2A
$ 1,34 Купить его сейчас или лучшее предложение
45# Стальная шестерня 1M12T-1M100T MEAL MOD 1-Шухальная шестерня 12-100. Зуб Мотер Шестерня
$4.11 Buy It Now
1Pc 0.3 Mod 9 Teeth Pinion 9T1A Brass Spur Gear 0.3 Mod Bore Hole 1MM 0.97MM 1A
$1.34 Buy It Now or Best Offer
Цилиндрическая шестерня трансмиссии 1.5Mod 12-100T Шаг зубьев 4,71 мм OD21-153 мм Выпуклая шестерня
$4,20 Купить сейчас
Двойной вал двигателя постоянного тока N 6-120 длинный 28.
$ 16,22 Купить его сейчас
Торговая латунная шестерня для шестерни 13.
1 / 1,5 / 2 / 2,5 Mod 12-150 Зуб Низкоуглеродистая сталь Материал Шестерня Цилиндрическое зубчатое колесо C45
3,50 $ Купить сейчас 4 мм 5 мм 3 цвета
$ 2,28 Купить его сейчас
10pcs 0,5M Пластическая шестерна 0,5 Модуль T = 12 Aperture 2 мм 1,95 мм 12 зубье 1 торговая латунная прямозубая шестерня 12 зубьев 1/8 «прорезь для автомобиля хобби эксперимент
$3,04 купить сейчас
0004
$ 3,37 Купить его сейчас или лучшее предложение
MOD 1/1,5 12T-150T Шерохозяйственная передача 45# Стальная шестерня.

Цилиндрические зубчатые колеса с 24 шагами Diy Gears Boston Ma. Создатель, робот, редуктор!
17,57 $ Купить сейчас
1 Торговая суперлегкая латунная прямозубая шестерня 40 зубчатых пазов Автомобильное хобби и т. д. Диаметр 1/8 дюйма
$ 3,38 Купить его сейчас
Стальная шестерня моторной шестерни 1 Мод 15T Внешнее диаметром 17 мм 5/6/6,35/7/8 мм x 1pcs
$ 3,23 БУЙСТВО 9000
3 9000 . Цилиндрическое зубчатое колесо из стали 1045 с модулем ступицы 2 Выбор размера зубьев и диаметра отверстия
15,68 $ Купить сейчас
Стальная цилиндрическая шестерня 1.5 Mod 12T-120T Металлическая шестерня 21-183 мм Внешний диаметр 904 0 0 Мотер0006 $ 4,04
Купить его сейчас
Мод 1/1,5/2 Стехальная стойка 45# Сталь 200 мм/500 мм Длина Длина Стеша.
 Отверстие 20 Ширина зуба 2 мм модуль 0,5 Моторная металлическая шестерна
Отверстие 20 Ширина зуба 2 мм модуль 0,5 Моторная металлическая шестерна
$ 2,54 Купить его сейчас
1 МОД Стальная шестерня шестерня 10 мм.2
Купить его сейчас
Boston Gear G-144 Сплошная латунная шестерня для часов для часов робот хобби RC Model Railroad
$ 21,63 Buy It Now
MOD1 Стальная шестерна Gear Gear Dear Dear Dear Dear Dear Dear Dear 10mm. -150 Зуб 14-152 мм OD для 3D CNC
$ 3,23 Купить его сейчас
2,5M 45# Стальная шестерня толщиной 25 мм 10-70 зубье0007
Купить его сейчас
1,5 Мод-шестерня передачи шестерни с шагом 12T-80T зубов 45# Стальной двигатель
$ 8,64 Купить его сейчас
10pcs 0.3m 9009
10pcs 0.3m 9009
10pcs 0.
 3m Отверстие 1 мм 0,95 мм 9T 1A с выпуклой головкой
3m Отверстие 1 мм 0,95 мм 9T 1A с выпуклой головкой
$2,01 Купить сейчас или лучшее предложение
0004
$ 9,45 Купить его сейчас или лучшее предложение
Boston Gear Bass Y-2427 Spur Pinion Gear Тяжелая патина. Предложение
1 -метровая металлическая зубчатая стойка 1 Модуля для передачи модуля для маршрутизатора CNC -маршрутизатора линейное движение
$ 115,96 Купить его сейчас
Торговая медная шестерня. Хобби-эксперимент
$ 6,08 Купить его сейчас
20pcs 0,5M 16 зубы D-Shape MXL Пластическая шестерна D-Spur Dep 4mm D. Flange Blue
$ 3,64 Купить сейчас или Best.
45 # Стальная прямозубая шестерня со ступенькой 1M10T-80T Metal Mod 1 Motor Gear 10-80 Tooth x1Pcs
$3,77 Купить сейчас 14 зубьев для линейного перемещения с ЧПУ и т. д.
д.
$ 24,33 Купить его сейчас
Vintage Bevel and Spur Gear A7796 D
$ 10,61 или лучшее предложение 9000
9000 1PCS 5MM 5MM 5MM 5MM 5MM 5MM 5 ММММ 5 ММБР 5 ММБР 5 ММММ 5 ММММ 5 ММММ 5 ММММ 5 ММММ 5 ММММ 5 ММММ 5 ММММИ 5 ММММ 5 ММММИ 5 ММММИ 5 ММБР 5 ММБР 5 ММММ 9 Модуль двигателя Металлическая латунная шестерня
8,10 $ Купить сейчас
1 Mod Цилиндрическое зубчатое колесо 10-150 зубьев Шестерня трансмиссии 45 # Стальная шестерня Отверстие шестерни 4-15 мм
3709 $ 37000007 Купить его сейчас
4 Модовая шестерня Spur 10T-23T Кралова 12 мм 16 мм трансмиссии моторного двигателя Плоская передача 45# сталь
$ 16,15 Купить его сейчас
Торговый шестерн Хобби Эксперимент .078 «Задушка
$ 1,82 Купить его сейчас
0,5M13T 2 мм буре 13 Зуба0009
1 Мод -шестерня 10t 12t 14t Spur Sear с винтом 45# сталь 4/5/6/7 мм.
 Заду в
Заду в
$ 3,77 Купить его сейчас
45# Стальная шестерня 1.5mod 12t 12t Внешний диалект 21 мм отверстия 5/6/6,35/7/8 мм x 1pcs
$ 4,04 Купить его сейчас
1,5 Модульная шестерна Стальная шестерена Стальная передача. 7,02 $
Купить сейчас
Boston Gear Hass G-129 Spur Gear 48 Pitch 12 зуб Передача передачи
$ 4,37 Купить его сейчас
1,5 Мод 12T — 80T Шуток моторной шестерни с шагом 45# Сталь с винтами Grub
$ 4,66 Купить сейчас
$ 4,66 .0013
0,5M 30T 2 мм — 8 мм отверстие для отверстия 30 Ширина зуба 5 мм модуль 0,5 Мотор металлическая шестерня
$ 4,00 Купить его сейчас
Стальная стальная шестерена 48 PAIN 20 PA Clamp Hub 30 Зуноц.
 Кламп включен!
Кламп включен!
21,63 $ Купить сейчас или Лучшее предложение
Латунные прямозубые шестерни 16 Шаг 20 град. Pa Servo, Hobby, Prototype — From Boston Ma.
13,52 $ Купить сейчас
Boston Gear G-186 Brass Spur Gear 112 зубы 5/16 «отверстие
$ 55,43 Купить его сейчас или лучшее предложение
20pcs 0.5 Modulus 10t 0,5M 10 Зубная шеста 2 мм 1,95 мм Желтая шестерня 5 мм 2A
$ 2,69 Купить его сейчас или лучшее предложение
0,5M Пластическая шестерна 2 1,95 мм 0,5 nearns 7-120 зубы 7t 9t 10t 20t
9000 мм $ 2.6999999. Купить его сейчас
50pcs Пластиковую шестерню 0,5 модуль 0,5 м 11 зубье Шестерня 1M17T Внешний диаметр 19 мм Диаметр отверстия 4/5/6/6,35/8/10 мм x1 шт.

