1М63 станок: 1М63 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
Токарно-винторезный станок 1М63Н, 1М63Н-3, 1М63Ф101 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок 1М63Н (1М63) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапозон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
- жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
- все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.

| Характеристика | Значение |
|---|---|
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 3000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 — 1,4 |
| поперечных, мм/об | 0,024 — 0,518 |
| резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
питчевых, питч диам. | 112 — 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса 1М63Н (1М63) , кг | 5750 |
| Габариты: | |
| ДхШхВ, мм | 5250x1780x1550 |
Комплектация станка
- Люнет неподвижный (Ф20-350мм) – 1 шт.

- Люнет подвижный (Ф20-150мм) – 1 шт.
- 4-х позционный резцедержатель – 1 шт.
- 3-х кулачковый патрон (Ф400мм.) – 1 шт.
- Втулка переходная – 1 шт.
- Центр (морзе 6) – 2 шт.
- Кулачки обратные – 1 комп.
- Кулачки прямые – 1 комп.
- Ключи:
- Патрона – 1 шт.
- Резцедержки – 1 шт.
- Люнета – 1 шт.
- Сменные шестерни:
- Z – 57 – 1 шт.
- Z – 60 – 1 шт.
- Z – 72 – 1 шт.
- Руководство по эксплуатации – 1 шт.
1М63.01 Универсальный токарно-винторезный станок
На станке 1М63.01 можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой), осей колесных пар электровозов и тепловозов при их ремонте при формировании колесных пар.
В токарном станке 1М63.01 механизированы все основные операции: продольное и поперечное перемещение суппорта, перемещение резцовых салазок, ускоренные перемещения суппорта и резцовых салазок. Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Особенности токарного станка 1М63.01 :
- повышенная скорость быстрых перемещений;
- увеличенный диаметр отверстия в шпинделе;
- более высокая масса обрабатываемого изделия.
1М63.01 — базовый станок. Класс точности по ГОСТ 18097 — Н;
Следует помнить, что в процессе технического совершенствования токарных станков 1М63.01 в их конструкцию могут быть внесены некоторые изменения. Поэтому при заказе запасных частей необходимо указать следующие данные:
- Модель и заводской номер станка указаны на табличке, помещенной на шпиндель¬ной бабке;
- Комплектующие изделия (подшипники, электроаппаратуру и т.
 п.) целесообразно приобретать по типу или номеру, нанесенному непосредственно на них с указанием основных данных.
п.) целесообразно приобретать по типу или номеру, нанесенному непосредственно на них с указанием основных данных. - При отсутствии такой возможности тип или номер можно установить по схемам и таблицам руководства.
Органы управления станка 1М63.01
Органы управления станка 1М63.01.
- Таблица скоростей подач
- Рукоятка выбора вида резьбы
- Рукоятка выбора скорости вращения шпинделя
- Кнопка аварийной остановки
- Кнопка запуска главного электродвигателя
- Защитный экран патрона
- Трёхкулачковый патрон
- Рукоятка выбора скорости подачи
- Маслоуказатель коробки подач
- 4-х позиционный резцедержатель
- Лампа
- Маховик перемещения верхней каретки
- Задняя бабка
- Маховик подачи пиноли задней бабки
- Педаль экстренной остановки
- Маховик продольной подачи суппорта
- Механизм поперечной подачи резцедержки
- Фартук суппорта
- Ручка продольной и поперечной подачи с кнопкой быстрой подачи
- Рычаг включения вращения шпинделя.

Пуск станка 1М63.01 и условия эксплуатации
Последовательно включая станок 1М63.01 без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение нескольких часов, следует убедиться в нормальной работе всех механизмов.
После этого можно приступить к наладке станка для обработки деталей.
ВАЖНО! В течение первых 50—60 ч для приработки работать только на средних скоростях и нагрузках, особое внимание уделять контролю функционирования системы смазки.
Станки токарные 1М63.01 предназначены для использования преимущественно в инструментальных и ремонтных цехах в условиях мелкосерийного и единичного производства на разнообразных чистовых и получистовых операциях. Температура в помещении, где они устанавливаются, должна быть 10—30° С, относительная влажность — не более 80% при 10° С или 60% при 30° С.
Период сохранения первоначальной точности и долговечности станка 1М63.01 зависит от окружающей среды, поэтому недопустимо устанавливать станки в помещениях с высокой концентрацией абразивной пыли, окалины.
Обработка чугунных деталей способствует повышенному износу трущихся механизмов, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки, смазывать их.
Желательно, чтобы обработка чугунных деталей не превышала 20% от общего количества операций.
Для длительного сохранения первоначальной точности не рекомендуется совмещать на одном станке 1М63.01 чистовые и обдирочные операции.
Нельзя обрабатывать детали с дисбалансом, превышающим указанный в таблице
Число оборотов шпинделя в минуту | Дисбаланс, кг-см | |
Крепление в патроне | Установка в центрах | |
630 1250 1600 | 55 15 8 | 120 30 16 |
Нужно избегать обработки изделий с ударом.
Диаметр сверла при сверлении чугунных деталей не должен превышать 28 мм при сверлении стальных деталей — 25 мм.
Станок 1М63.01, оставленный на длительное время (свыше двух суток), должен быть накрыт чехлом и все его неокрашенные поверхности тщательно смазаны.
Установка и снятие патрона станка 1М63.01:
- При установке и снятия патрона защитите направляющие и станину при помощи деревянных досок, подложенных под патрон. Удерживайте патрон, пока ослабляете 3 кулачковых затвора зажимного эксцентрика посредством вращения на ¼ оборота против часовой стрелки. Выровняйте метки А относительно друг друга. Осторожно снимите патрон.
- Перед началом монтажа следует убедиться в отсутствии забоин на сопрягаемых поверхностях и тщательно протереть их салфеткой, не остав¬ляющей ворса. Установите патрон на передний конец шпинделя. Зажмите кулачковый затвор зажимного эксцентрика вращением по часовой стрелке. Метка зажимного эксцентрика А (Рис.5) должна находится между 2-мя метками В (Рис.5). Точность посадки патрона на шпиндель проверяется индикатором по контрольному пояску, рас положенному на наружной цилиндрической поверхности корпуса патрона.
 Радиальное биение не должно превышать 0,02 мм. Рис.5 Установка и снятие патрона станка 1М63.01 .
Радиальное биение не должно превышать 0,02 мм. Рис.5 Установка и снятие патрона станка 1М63.01 . - Неподвижный люнет служит преимущественно для поддержки длинных заготовок и обеспечивает их надёжную обработку без вибраций, крепится на станине при помощи крепёжной планки. *
- Установите сухари люнета так, чтобы не было зазора между ними и заготовкой и они не зажимали её. Во время обработки детали необходимо хорошо смазывать сухари.
- Подвижный люнет устанавливается на продольных салазках суппорта и таким образом повторяет движение токарного резца. Он предотвращает упругие деформации длинных и тонких заготовок под давлением токарного резца. Во время обработки детали сухари необходимо установить сухари так же как и на неподвижном люнете.
Распаковка и транспортирование токарного станка 1М63.01
Рис 1. Схема транспортирования токарного станка 1М63.01.
Станок токарный 1М63.01 поставляется на поддоне. При распаковке надо следить за тем, чтобы не повредить станок распаковочным инструментом. Если при распаковке обнаружены повреждения произошедшие при транспортировке, немедленно сообщите об этом продавцу. Не эксплуатируйте станок в таком случае.
Если при распаковке обнаружены повреждения произошедшие при транспортировке, немедленно сообщите об этом продавцу. Не эксплуатируйте станок в таком случае.
Упаковочные листы на принадлежности и инструмент находятся в отдельном ящике, помещенным на поддоне станка.
Перед транспортированием токарного станка 1М63.01 в распакованном виде необходимо убедиться в том, что перемещающиеся узлы надежно закреплены на станине. Задняя бабка закрепляется в правом крайнем положении, а каретка — в средней части станины между стропами каната.
Транспортирование станка осуществляется согласно схеме транспортирования (Рис.1) при помощи четырех-стропного каната, концы 1 и 2которого надеваются на две стальные штанги 60 мм. 3(Рис.1), вставляемые в специально предусмотренные отверстия основания станка.
В местах прикасания каната к станку нужно установить деревянные прокладки 4(Рис.1). При транспортировании к месту установки и при опускании на фундамент необходимо следить за тем, чтобы станок не подвергался сильным толчкам и сотрясениям.
Снятие антикоррозионных покрытий со станка 1М63.01.
Перед установкой станок 1М63.01 необходимо тщательно очистить от антикоррозионных покрытий. Наружные поверхности станка покрыты антикоррозионной ингибированной смазкой НГ-203А. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными бензином или уайт-спиритом.
Во избежание коррозии очищенные поверхности нужно покрыть тонким слоем масла ИЗОА ГОСТ 20799—75 или масла, заменяющего его.
Установка станка 1М63.01
Продолжительность сохранения точности станка во многом зависит от правильности его установки. Станок следует установить на фундаменте согласно установочного чертежа.
Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 150 мм.
Если станок 1М63.01 предназначен для финишных операций, глубина фундамента должна быть не менее 500 мм.
Станок крепится к фундаменту четырьмя фундаментными болтами с резьбой М24.
При установке токарного станка 6К20 следует предусмотреть наличие свободных зон для открывания дверцы шкафа электрооборудования и поворота подмоторной плиты электродвигателя главного привода, а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних.
Как вариант может быть предложена установка, станка под углом 10° к стене цеха или линии размещения оборудования.
Подготовка станка 1М63.01 к пуску.
Выверка установки станка в горизонтальной плоскости осуществляется при помощи уровня, устанавливаемого в средней части суппорта параллельно и перпендикулярно оси центров (фундаментные болты должны быть не затянуты). В любом положении каретки отклонение уровня не должно превышать 0,04 мм на 1000 мм.
Ознакомившись с указаниями, изложенными в разделах, следующих непосредственно за этим, можно в соответствии с рекомендуемой ниже последовательностью приступить к подготовке токарного станка 1М63.01 к пуску.
Выполнить все операции, связанные с подготовкой станка 1М63.01 к пуску, изложенные в разделе 6 «Смазка станка», и в стружкосборник основания размещенный под станиной, залить охлаждающей жидкости.
В соответствии с указаниями раздела 7 «Электрооборудование» подсоединить. станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
После ознакомления с назначением органов управления (раздел 8) проверить от руки работу всех механизмов станка. Рычаг переключения вращения шпинделя должен быть установлен в нейтральное положение.
Следует знать, что из-за наличия блокировочных устройств станок 1М63.01 не может быть включен:
- при открытой дверце электрошкафа управления;
- при открытом кожухе сменных шестерен;
- при откинутом кожухе ограждения патрона.
Описание блокировочных устройств помещено в разделе 7 «Электрооборудование».
Нажатием черной кнопки «Пуск» 5(Рис. 4) включить электродвигатель главного привода.
ВНИМАНИЕ! Обязательно нужно проверить по маслоуказателю действие системы централизованной смазки шпиндельной бабки станка 1М63.01 и коробки подач. При не вращающемся маслоуказателе работа на станке недопустима.
Работу смазочного насоса можно контролировать через глазок, расположенный спереди на передней бабке.
При помощи выключателя проверить работу электродвигателя насоса подачи охлаждающей жидкости.
После выполнения указанных операций станок готов к пуску.
Смазка станка 1М63.01.
Правильная и регулярная смазка токарного станка 1М63.01 имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
При подготовке станка к пуску необходимо промыть сетку фильтра в керосине, затем в соответствии с «Картой смазки» и схемой смазки (Рис. 3) заполнить резервуары смазкой и смазать указанные в карте механизмы.
Смазку производить смазочными материалами, указанными в карте смазки, или их заменителями, приведенными в «Перечне рекомендуемых смазочных материалов» (п. 6.3).
Карта смазки станка 1М63.01
Шпиндельная бабка | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—1; слив—2 |
Коробка подач | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—3; слив—4 |
Фартук суппорта | Авто | И-30А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—5; слив—6 |
Направляющие станины | Авто, при помощи системы смазки фартука | И-30А ГОСТ 20799-75 |
| 11 |
Поперечные салазки, верхние салазки | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 8,10 |
Задняя бабка | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 9 |
Сменные шестерни | Ручная | ЦИАТИМ-203 ГОСТ 8773-73 | Ежедневно | 12 |
Резцедержатель | Ручная | И-30 АГОСТ 20799-75 | 1 раз в смену | 7 |
Перечень смазочных материалов рекомендуемых для смазки станка 1М63.
 01
01
И—20А ГОСТ 20799—75 | И—30А ГОСТ 20799—75 | ЦИАТИМ-203 ГОСТ 8773-73 |
Вязкость при 50°С 17—23 сСт | Вязкость при 50°С 27—33 сСт | Эффективная вязкость при -30°С — не более 1000 Пз |
Температура вспышки (в открытом тигле) — не ниже 165°С | Температура вспышки (в открытом тигле) — не ниже 180°С | Испытание коррозионного действия — выдерживает |
Температура застывания — 30°С | Температура застывания — 15°С | Содержание свободных щелочей в пересчете 0,1% |
Кислотное число — не более 0,14 мг КОН/1 г масла | Кислотное число — не более 0,2 мг КОН/1 г масла |
|
Зольность —не более 0,007% Содержание механических примесей — отсутствуют | Зольность — не более 0,007% Содержание механических примесей — отсутствуют | Содержание свободных органических кислот — отсутствуют Содержание воды — не более 2,5% |
Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание механических примесей —не более 0,25% |
Содержание воды — отсутствует | Содержание воды — отсутствует |
|
Допускается замена на ИГП-18 ТУ38-1-273—69 | Допускается замена на ИГП-30 ТУ38-1-273—69 |
При отсутствии, указанных в перечне смазочных материалов допускается применение только тех масел, основные характеристики которых соответствуют приведенным.
Описание системы смазки
станка 1М63.01
В станке 1М63.01 применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке станка 6К20. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
ВНИМАНИЕ! Фильтры необходимо обязательно чистить перед и после каждой замены масла. В новом станке целесообразно в течение первых двух недель чистить сетчатый фильтр не реже двух раз в неделю, а затем — раз в месяц.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие 5 (Рис.3), закрываемое пробкой, а сливается через отверстие 6 (Рис.3).Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять с токарного станка 1М63.01 резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Сменные шестерни и ось промежуточной сменной шестерни 12(Рис.3)смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ВНИМАНИЕ! Первую замену масла производить через месяц после пуска станка 1М63.01 в эксплуатацию, вторую — через три месяца, а далее строго руководствуясь указаниями карты смазки.
Электрооборудование станка 1М63.01
Для обеспечения высокой надежности в работе и обслуживания электрооборудования станка 1М63. 01 специалистами средней квалификации вся релейно-контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях.
01 специалистами средней квалификации вся релейно-контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях.
Электроаппаратура станка 1М63.01 (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Электрооборудование станка 1М63.01 предназначено для подключения к трехфазной сети переменного тока с глухо заземлённым или изолированным нейтральным проводом.
Подключение к электросети, а также используемые силовые кабели должны соответствовать предписаниям. Напряжение и частота в электросети должны соответствовать данным на шильдике станка. Предохранитель должен быть на 25А.
Применяйте соединительные кабели только с обозначением Н07RN-F.
Подключение к электросети и ремонт должны проводить квалифицированные электрики.
Электрическое подключение производится к клеммным колодкам в электрошкафу сзади станка.
Указания по технике безопасности
Станок 1М63. 01 должен быть надежно подключен к цеховому заземляющему устройству (контуру).
01 должен быть надежно подключен к цеховому заземляющему устройству (контуру).
Электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка, которая может оказаться под напряжением в результате пробоя изоляции, не должно превышать 0,1 Ом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ работать с открытыми клеммной коробкой и шкафом управления!
В шкафу управления установлено предохранительное светосигнальное устройство, показывающее наличие напряжения между выходными клеммами вводного автоматического выключателя и нейтральным проводом.
Блокировочные устройства электрооборудования станка 1М63.01
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления.
При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя, который отключает электрооборудование станка от сети.
При открывании кожуха сменных шестерен срабатывает микропереключатель,отключая электродвигатель главного привода.
Путевой выключательсмонтирован в шкафу управления, микропереключатель — на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты электрики.
Инструкция по первоначальному пуску станка 1М63.01
При первоначальном пуске станка 1М63.01 необходимо путем внешнего осмотра проверить надеж¬ность заземления и качество монтажа электрооборудования. После осмотра отключить на клеммных наборах в шкафу управления провода питания всех электродвигателей и при помощи вводного автоматического выключателя станок подключить к цеховой сети. Проверить действие всех блокировочных устройств
- Проверить при помощи органов ручного управления четкость срабатывания магнитных пускателей и реле.

- При достижении четкой работы всех электроаппаратов, расположенных в шкафу управления, подсоединить ранее отключенные провода к клеммным наборам.
- Поочередным включением электродвигателей главного привода, быстрых перемещений суппорта проверить правильность направле¬ния их вращения .
- Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.
Рекомендации по обслуживанию электрооборудования станка 1М63.01.
Необходимо периодически проверять состояние пусковой и релейной аппаратуры станка 1М63.01. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику). При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
- Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
- При технических осмотрах проверяется состояние вводных проводов обмотки статора, произво¬дится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом.
- Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
- При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников.
- Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
- Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином.
 Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5.
Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5. - Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
- При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов. Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным маслом.
ВНИМАНИЕ! Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем!
Токарно-винторезный станок 1М63: характеристики, паспорт
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов.
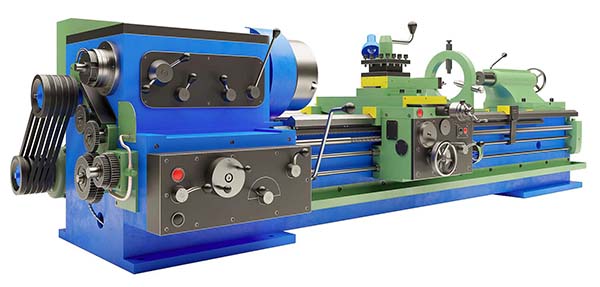
Токарно-винторезный станок 1М63
Содержание
Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства. Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали.
 Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол. - Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.
Гитара токарного станка 1М63
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм.;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.

Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте.
 Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей. - Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный.
 Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы. - При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
Приобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Электрооборудование и кинематическая схема
Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте. Основной мотор может работать от сети 50 Гц или 60 Гц. Электрическая схема указывает на то, что мотор имеет мощность 13 кВт.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.
Электрическая схема станка 1М63
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.
1М63 токарный станок: технические характеристики
Производителем токарного станка 1М63 был Рязанский станкостроительный завод РС3. Первую модель выпустили в 1949 году. Затем начали выпускать более совершенные варианты первой. Станок 1М63 был одной из них.
Содержание:
- 1 Технические характеристики токарно-винторезного станка
- 2 Область применения
- 3 Маркировка моделей
- 4 Модификационные модели
- 5 Конструктивные особенности
- 5.1 Люнет
- 5.2 Суппорт
- 5.3 Сменные зубчатые колеса
- 5.4 Задняя бабка
- 5.
 5 Охлаждающая система
5 Охлаждающая система - 5.6 Фартук
- 5.7 Электрооборудование
- 5.8 Блок скоростей и подач агрегата
- 6 Установочный чертеж
- 7 Тонкости использования оборудования
- 8 Схема электрическая принципиальная
- 9 Преимущества агрегата
Технические характеристики токарно-винторезного станка
Первые станки были созданы специалистами Рязанского завода. Своими техническими характеристиками станок получил популярность и его начали использовать многие предприятия.
Высота центров станка 1М63 составляет — 315 мм. Работать на нём можно с деталями длиной до сто сорока сантиметров. Шпиндель токарного станка вращается от 10 до 1250 оборотов в минуту на прямом ходе, а на обратном до 1800 оборотов в минуту.
В станке имеется сквозное отверстие диаметр, которого составляет семь сантиметров. В резцовую головку можно поместить четыре токарных инструмента за один раз.
Область применения
1М63 предназначен для токарных и винторезных работ по металлам цветного или черного цвета. Например, на станке растачивают цилиндрические, конические отверстия, обрабатывают торцевые поверхности, сверлят, обтачивают наружные и фасонные поверхности.
Например, на станке растачивают цилиндрические, конические отверстия, обрабатывают торцевые поверхности, сверлят, обтачивают наружные и фасонные поверхности.
Быстрота вращений шпинделя, а также мощность в 15 кВт позволяет станку совершать данного рода работу.
Читайте также: что такое центр для токарного станка
Маркировка моделей
Маркируется модель по буквам и цифрам, каждая из которых имеет особое обозначение.
- цифра 1 показывает, что станок относится к токарным изделиям;
- «М» говорит о том, какого поколения станок;
- 6 показывает, что станок — металлорежущий;
- 3 обозначает правильный радиус обрабатывания болванки.
Вот таким образом, маркируется токарный станок 1М63.
Модификационные модели
Со временем один станок заменяет другой. 1М63 в свое время послужил заменой стандартной модели (токарный станок 163).
1М63 отличается от предыдущих версий своей безопасностью, повышенной скоростью обработки резьбы, повышенной мощность привода. В модификационных моделях используются свои обозначения. Вот некоторые из них:
В модификационных моделях используются свои обозначения. Вот некоторые из них:
- Б показывает быстроту станка.
- К означает, что на приборе есть копировальная оснастка.
- П говорит о точности установки.
1М63БГ, 1М63М, 1М63Н — некоторые из основных модифицированных моделей станка, который рассматривается в данной статье.
Конструктивные особенности
Характеристик множество, но среди них важными являются:
- Максимальный вес болванки составляет три с половиной тонн.Мощность — 15к Вт.
- Масса оборудования составляет пять тысяч семьсот пятьдесят килограмм.
- Диаметр отверстия в шпинделе — сто пять миллиметров.
Люнет
Люнет — одно из станочных приспособлений. Он служит основной опорой на станке. Бывают с опорами качения — роликовые люнеты, скольжения — кулачковые. Люнеты влияют на точность обработки. Их можно увеличивать, уменьшать, поворачивать.
Суппорт
Суппорт — узел для крепления или перемещения инструмента в станках. Перемещать можно вручную и автоматически. Их различают:
Перемещать можно вручную и автоматически. Их различают:
- По виду обработки — токарные.
- По расположению на станке — верхние, передние.
- По направлению — продольные, поперечные.
- По типу резцедержателя — резцовые.
Суппорты используют в автомобилях, велосипедах.
Сменные зубчатые колеса
Сменные зубчатые колеса входят в механизм, который называется «гитара». Гитара предназначается в станке для изменения передаточного отношения расчетной кинематической цели. В станках использую гитары с одной, двумя либо тремя сменными зубчатыми колесами.
Задняя бабка
Бабка задняя — узел с конусным отверстием для установки центра, который поддерживает заготовку, используется для закрепления инструмента для обработки детали по оси с обратной стороны.
Охлаждающая система
Охлаждающая система подает в зону резания охлаждающую жидкость, которая улучшает качество обрабатываемой поверхности и обеспечивает повышение стойкости режущего элемента. Жидкость подается по обычной системе трубопроводов.
Жидкость подается по обычной системе трубопроводов.
Фартук
Фартук — узел металлорежущего агрегата, внутри которого механизм, который преобразует вращательное движение ходового вала, ходового винта в поступательное перемещение суппорта.
Электрооборудование
Электрооборудование станков необходимо, чтобы приводить механизмы в движение, автоматически управлять агрегатами, контролировать состояния механизмов и проводить техническую диагностику.
Блок скоростей и подач агрегата
Блок скоростей и подач агрегата расположен в левой лицевой стороне станины. Все скорости регулируются по принципу ступенчатой работы коробки.
За счёт блока скоростей и подач агрегата оператор надежно контролирует и регулирует работу во время выполнения, выданных ему задач.
Установочный чертеж
Тонкости использования оборудования
Перед тем, как начать пользоваться агрегатом надо изучить инструкцию по эксплуатации, технику безопасности. Прежде всего необходимо смонтировать и подключить аппарат.
Прежде всего необходимо смонтировать и подключить аппарат.
Рабочее место, должно быть подготовлено к эксплуатации. Для запуска надо нажать по кнопке на блоке подач. Фрикцион должен быть выключенным.
При появлении неисправностей надо сразу же нести аппарат в ремонт и ни в коем случае не использовать в поломанном состоянии.
Схема электрическая принципиальная
Преимущества агрегата
От остальных моделей данный агрегат отличается своими преимуществами:
- Повышенная мощность основного привода.
- Увеличенная скорость обработки резьбы.
- Применение легированной стали в шестернях.
- Повышенная безопасность использования.
- Расширенный диаметр проема в шпинделе.
Поделиться в социальных сетях
1М63Н (1М63, РМЦ 3000) Станок токарно-винторезный
НАЗНАЧЕНИЕ: Предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
ОСОБЕННОСТИ:
- Жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2-х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- Частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- Коробка подач обладает высокой жесткостью кинематической цепи, имеет 2 электромагнитные муфты дистанционного переключения подач без остановки станка;
- Все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.

| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 3000 |
| Максимальный диаметр обработки над станиной, мм. | 630 |
| Максимальный диаметр обработки над суппортом, мм. | 380 |
| Максимальный диаметр обработки в выемке станины, мм. | 900 |
| Наибольшая длинна обрабатываемой заготовки над выемкой станины, мм. | 450 |
| Диаметр циллиндрического отверстия в шпинделе, мм. | 105 |
| Конец шпинделя | 11М (по DIN) |
| Количество скоростей вращения шпинделя | 22 |
| Диапазон частот вращения шпинделя, об./мин. | 10 — 1250 |
Диапазон продольной подачи, мм. /об. /об. | 0,06 — 1,4 |
| Диапазон поперечной подачи, мм./об. | 0,024 — 0,518 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 1 — 224 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,25 — 56 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 28 — 0,25 |
| Шаг нарезаемой питчевой резьбы (число ступеней), питч | 112 — 0,5 |
| Скорость быстрого продольного перемещения суппорта, м/мин. | 5,2 |
| Скорость быстрого поперечного перемещения суппорта, м/мин. | 2 |
| Класс точности | Н |
| Мощность привода главного движения, кВт | 15 |
| Напряжение питания, В | 380 |
Габаритные размеры (LxBxH), мм. | 5250х1780х1550 |
| Масса, кг. | 5750 |
| Технические параметры | |
| Расстояние между центрами, мм | 3000 |
| Максимальный диаметр обработки над станиной, мм | 630 |
| Класс точности | Н |
| Мощность, кВт | 15 |
| Напряжение питания, В | 380 |
 org/PropertyValue»>
org/PropertyValue»>Ваше имя:
Ваш отзыв
Внимание: HTML не поддерживается! Используйте обычный текст!
Рейтинг
Плохо
Хорошо
» Универсальный токарно-винторезный станок 1М63 (1Н63, ДИП300)
» Универсальный токарно-винторезный станок 1М63 (1Н63, ДИП300)
Универсальный токарно-винторезный станок 1М63 (1Н63, ДИП300)
Токарно–винторезный станок 1М63Н (1М63, 1Н63) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов. Особенности конструкции жесткость, виброустойчивость и температурная стабильность конструкции Токарно–винторезного станка 1М63Н…
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов. Особенности конструкции жесткость, виброустойчивость и температурная стабильность конструкции Токарно–винторезного станка 1М63Н…
- Характеристики
- Описание
- Комплектация
| Наименование параметра | Значение |
|---|---|
| Максимальный диаметр обработки над станиной | 630мм |
| Максимальный диаметр обработки над суппортом | 350мм |
| Макимальный диаметр обработки при снятом ГАП | 900мм |
| Высота центров | 315мм |
| Диаметры заготовок при обработки с установленным люнетом | 20…350мм |
| Расстояние между центрами | 1500/3000/5000мм |
| Максимальный вес обрабатываемой заготовки | 3500кг |
| Мощность главного двигателя | 15кВт |
| Частота прямого/ обратного вращения шпинделя | 10. ..1250/18…1800 об/мин ..1250/18…1800 об/мин |
| Диаметр отверстия в шпинделе | 80/105мм |
| Конус шпинделя | Морзе 6 |
| Количество скоростей шпинделя | 22 |
| Количество подач продольных/ поперечных/ резцовых салазок | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок (1-й ряд) | 0,06…1,0/0,024…0,37/0,019…0,31 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок (2-й ряд) | 0.084…1,4/0,034…0,518/0,027…0,434 |
| Пределы/ количество шагов метрических резьб | 1-224/ 47мм |
| Пределы/ количество шагов дюймовых резьб | 28-0,25/ 31 ниток/дюйм |
| Пределы/ количество шагов модульных резьб | 0,25-56/ 37 модуль |
| Пределы/ количество шагов питчевых резьб | 112-0,5/ 30 питч диаметр. |
| Ход пиноли задней бабки | 220мм |
| Габариты станка (РМЦ 3000мм) | 5240/1780/1550vv |
| Вес станка (РМЦ 3000) | 5 750кг |
Токарно–винторезный станок 1М63Н (1М63, 1Н63) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
- жесткость, виброустойчивость и температурная стабильность конструкции Токарно–винторезного станка 1М63Н (1М63, 1Н63) позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше, чем прямоого, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
- все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.

Станок производится на Рязанском Станкостроительном Заводе уже более 50 лет, зарекомендовал себя как один из надежнейших станков своего класса, популярность станка развита на территории всего мира, не говоря уже о пост советском пространстве.
Наша компания может предложить как восстановленные станки после капитального и среднего ремонта, так и поставку новых станков от завода-изготовителя.
Стандартная комплектация:
Дополнительная комплектация:
Присоединяйтесь:
Мы принимаем:
Вся информация на сайте – собственность компании ООО «БАЗИСМАШ». Публикация информации с сайта www.bazismash.ru без разрешения запрещена. Все права защищены.
Информация на сайте www.bazismash.ru не является публичной офертой. Указанные цены предварительно уточняйте у менеджеров компании.
Цены в пунктах выдачи заказов и розничных магазинах компании ООО «БАЗИСМАШ» могут отличаться от указанных на сайте.
Рязань 1M63 27-дюймовый сверхмощный ручной токарный станок Techspex
Follow @Techspex
Не совсем то, что вы искали? Найдите машины с помощью нашего
Поиск моделей токарных станков
Токарный центр Модель
Модели токарных центров
|
Дистрибьюторы токарных центров
| 27-дюймовый ручной токарный станок для тяжелых условий эксплуатации | ||
| Тип машины: | Универсальный | |
| Направление шпинделя: | Горизонтальный | |
| Тип операции: | Руководство | |
| ПЕРЕДНЯЯ БАБКА | |||
| Размер патрона (дюймы) | Стандартный: Опция: | Макс. Качели: 27.560 | |
| Диаметр поворота | Максимум: 27.560 | ||
| Длина обточки (дюймы) | Максимум: Доп Макс: | ||
| Бар Производительность (дюйм.) | Станд.: | ||
| Задняя бабка: Стандарт (дюймы) | Ход: 9.400 Перьевой центр: МТ#6 | ||
.jpg) 000
000 000
000ОДИН ШПИНДЕЛЬ | |||
# основных шпинделей: | |||
| Главный шпиндель: | об/мин: | HP: | |
Нос: | Отверстие: | ||
# Диапазоны скоростей: | |||
 00
00| ИНСТРУМЕНТ | |||
| Носитель основного инструмента: Руководство | |||
| # инструментов для одновременной резки: 1
| |||
| Вторичная функция фрезерования/сверления | |||
|
| ||||||||||||||||||||
ПАРТНЕРЫ КАНАЛА
Станко 1 M63 x 3000 — Франция
Цена по запросу
СВЯЗАТЬСЯ С ПРОДАВЦОМ
Последняя доступность:
неизвестный —
Проверить наличие свободных мест
Описание листинга
— Автор точки 315 мм
— Расстояние между центрами 3000 мм
— Максимальный диаметр над поперечным суппортом 350 мм
— Максимальный диаметр над станиной 630 мм
— Отверстие задней бабки 70 мм
4 конус CM 6
— Количество скоростей вращения шпинделя 22
— Скорость вращения шпинделя от 10 до 1250 об/мин
Двигатель 15 кВт
Приблизительный вес 8000 кг
— Фиксированная рамка,
Это оборудование находится в FR
Обратите внимание, что это описание могло быть переведено автоматически.
Цена по запросу
СВЯЗАТЬСЯ С ПРОДАВЦОМ
Последняя доступность:
неизвестный —
Проверить наличие свободных мест
Листинговая информация
| Производитель | Станко |
| Модель | 1 М63 х 3000 |
| Год | 0 |
| Страна | Франция |
| Состояние | Хороший |
| Основная категория | Металлообрабатывающее оборудование |
| Подкатегория | Токарный станок |
| ID | P10621030 |
Цена по запросу
СВЯЗАТЬСЯ С ПРОДАВЦОМ
Последняя доступность:
неизвестный —
Проверить наличие свободных мест
Онлайн-оценка оборудования
Откройте для себя Valorexo, первый полностью автоматизированный цифровой инструмент для оценки промышленного оборудования
Перейти к Валорексо
О продавце
| Тип клиента | Торговец машинами |
| На Китмондо с | 2021 |
| Количество объявлений | 1 |
| Страна | Франция |
| Сотрудники | 1 — 10 |
| Учредил | 2008 г. |
| Описание компании | вентиляционные машины outils |
| Последнее действие | 21 июня 2021 г. |
| Контакт | кликните сюда |
Лучшие предложения от «Токарный станок»
22
Тайммастер Супер М 350/6…
Год
1980
Расположение
США
Цена по запросу
17
Б/У 32″/45″ x 204″ MEUS…
Год
—
Расположение
США
Цена по запросу
7
Подержанный токарный станок Okuma LB 400 M
Год
2002
Расположение
Италия
Цена по запросу
24
Пореба Tpk90Ax2M Полый …
Год
1994
Расположение
США
Цена по запросу
23
Планка двигателя Meuser Miv S…
Год
1970
Расположение
США
Цена по запросу
15
Б/У 26″/31,5″ x 120″ БИ…
Год
2005
Расположение
США
Цена по запросу
12
Кураки Х6-30 Двигатель Лат…
Год
1977
Расположение
США
Цена по запросу
21
Б/У Doosan Puma 480XL, …
Год
2009
Расположение
США
Цена по запросу
Посмотреть все
| Металлорежущие станки > Токарные станки > Center Lahtes | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 04.2013
04.2013
 04.2013
04.2013 04.2013
04.2013 04.2013
04.2013 pagus.eu/
pagus.eu/Oferta — MonMaster
ПРОДАЖА ЗАПЧАСТЕЙ К ТОКАРНЫМ, ФРЕЗЕРНЫМ СТАНКАМ, ШЛИФОВАЛЬНЫМ СТАНКАМ, ДРЕЛЯМ.
Важные детали и нормали
В нашем предложении: трапециевидные и шариковые винты, тиски, шестерни, валы, зубчатые стержни, токарные патроны, электронасосы, лампы, насосы, электромуфты, диски сцепления, штифты, нормали и многие другие детали для станков:
● Токарные станки – ТУД, ТУМ, ТУК, ТУЖ, ТУКС, ТУР,ТПК,ТР, ГТО, ТС500, ТС580, С11МБ, С11С, 1М63, 1М65, 16К20, 16К40 КНА, КСФ, КОБ, 1512, 1516, 1532, 1Л532.
● Мельницы – FWA, FWF, FYA, FYC, FYD, FYJ, FWC, 6P80, 6P81, 6P82, 6T83, FSS350, FSS450, FU350, FU450, FW350, FW450 FU251, FU321.
● Шлифовальные машины – SPD, SPC, SPA, SWA, SOJ, SAB, RUP, E450, E550, E550.
● Станки буровые – WR, WRS, WRA, WKA, GRV, 2M55, 2M57, 2A550, 2A522, 2A554.
● Сверлильные станки – AD, ADP, ADS, WFA, WFM, WFS, WHC, CWCa, HWCa.
ВЫПОЛНЯЕМ ПО ПОСТАВЛЕННЫМ ОБРАЗЦАМ ИЛИ ДОКУМЕНТАЦИИ:
● ЦИЛИНДРИЧЕСКИЕ ШЕСТЕРНИ:
с прямыми, косозубыми, прямозубыми, внутренними шестернями, шестернями, ,
● ШЕСТЕРНИ:
цилиндрические шестерни с внешним и внутренним зацеплением, конические шестерни с прямыми, косыми, криволинейными зубьями, косозубые и червячные, в параллельных и угловых системах, одноступенчатые и многоступенчатые, многорядные,
● ОСИ, ВАЛЫ, ВТУЛКИ, ШПИНДЕЛИ, ВИНТЫ, ОПРАВКИ:
гладкие, фасонные, одно- и многозаходные, гайковерты, ШВП
Предложение компании МОНМАСТЕР является ответом на постоянно растущий спрос на приведение станков в соответствие с требованиями безопасности, ремонт электрических систем, выполнение новых электроустановок, ремонт механических компонентов и периодический осмотр станков. В рамках приведения станков в соответствие с минимальными требованиями техники безопасности и гигиены труда мы проводим полную процедуру приладки, которая включает в себя:
В рамках приведения станков в соответствие с минимальными требованиями техники безопасности и гигиены труда мы проводим полную процедуру приладки, которая включает в себя:
● Заполнение контрольного списка перед настройкой – список несоответствий
● Адаптация машины для соответствия минимальным требованиям по охране труда и технике безопасности
Составление контрольного списка после настройки
Заявление об адаптации
● Заявление о настройке В ходе регулировки, в зависимости от типа машины устанавливаются следующие функции безопасности.
● Главные выключатели с ключом
● Аварийные выключатели
● Дефлекторы ветра
● Периметральные ограждения
● Ограждения для тяговых болтов и роликов
● Концевые выключатели ограждений
● Галогенное освещение
● Реле безопасности
● Световые завесы
● Световые завесы нового исполнения 900охраны установка в станок В объем работ входит:
● Строительство нового шкафа управления
● Выполнение новой проводки станка
● Замена кнопок управления
● Замена концевых выключателей.
Периодические проверки станков связаны с безопасностью, а также с предотвращением непредвиденных простоев станков в будущем из-за сбоев. Объем периодического осмотра станка:
● Проверка правильной работы станка на холостом ходу, а также после нагрузки
● Проверка зазора шпинделя
● Проверка зазора салазок
● Проверка геометрической точности
● Проверка состояния гребных винтов
● Проверка системы смазки на герметичность
● Проверка герметичности гидравлической системы и ее регулировка.
Мы используем материалы Schneider, Wieland, OEM AUTOMATIC, OMRON для наладки машин и для выполнения новых электрических установок машин.
Lorem ipsum
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore et dolore. Это длинный факт.
Lorem ipsum
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore et dolore. Это длинный факт.
Это длинный факт.
Lorem ipsum
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore et dolore. Это длинный факт.
Lorem ipsum
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore et dolore. Это длинный факт.
Lorem ipsum
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore et dolore. Это длинный факт.
Lorem ipsum
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore et dolore. Это длинный факт.
цены
цены
Цены и планы
Базовый план
Appointment
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore et dolore.
10 тысяч долларов
Купить сейчас
Аварийный
Расширенный план
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore et dolore.
40 тысяч долларов
Купить сейчас
Консультации
Классический план
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore et dolore.
90 тысяч долларов
Купить сейчас
Счетчик
78%
Проект выполнен
Строительный симулятор
90%
Happy Clients
Строительный симулятор
.
Характеристики
Основные характеристики
Услуги по сборке для разработчиков
Реальная и чистая сталь
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore.
эксперт-рабочий
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut Labore.
Подробнее
Фланец ABB TZ102P10 1M63/50 2M32/20 10 шт. 2CPX010453R9999
Мы используем файлы cookie, чтобы сделать наш сайт более полезным для вас.
Узнать больше
Принять
Код продукта: 3413204
! Предзаказ
Цена и количество
* Цена действительна, пока товар есть на складе.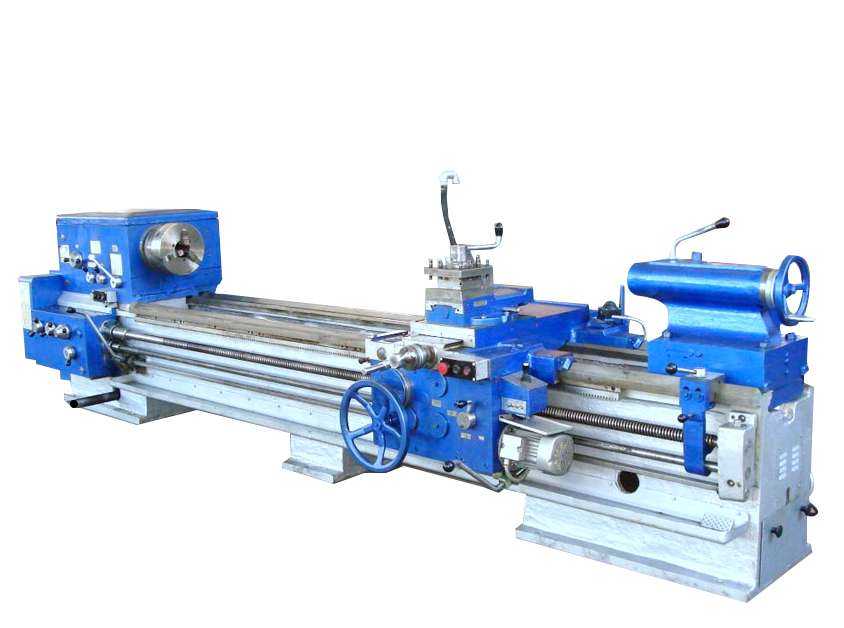 если выбранного товара в данный момент нет в наличии, наши специалисты проинформируют вас об условиях и стоимости доставки.
если выбранного товара в данный момент нет в наличии, наши специалисты проинформируют вас об условиях и стоимости доставки.
Доступность
* Наличие товара на складах Elektrika указано ниже. Если товар находится на складе поставщика, доставка на склад Elektrika может занять до 2-5 рабочих дней.
Рига (Марупе)
0
Даугавпилс
0
Валмиера
0
Вентспилс
0
Информация о продукте
* Отображаемые изображения могут не соответствовать продукту
Производитель
АББ
Идентификатор производителя
2CPX010453R9999
EAN
4011617104537
Техническая информация
Параметры продукта
Дополнительные параметры
Параметры продукта
Авторизоваться
Регистрация
Преимущества регистрации
Держите все под контролем
Просматривайте и отслеживайте все свои заказы и загружайте счета.

Персональный менеджер
Познакомьтесь с вашим личным представителем компании, с которым легко общаться.
Индивидуальные скидки и специальные цены
Получите дополнительные скидки просто за регистрацию.
Избранное
Сохраняйте наиболее часто заказываемые товары, чтобы разместить следующий заказ еще быстрее.
Преимущества регистрации
Держите все под контролем
Просматривайте и отслеживайте все свои заказы и загружайте счета.

Персональный менеджер
Познакомьтесь с вашим личным представителем компании, с которым легко общаться.
Индивидуальные скидки и специальные цены
Получите дополнительные скидки просто за регистрацию.
Избранное
Сохраняйте наиболее часто заказываемые товары, чтобы разместить следующий заказ еще быстрее.
Maskinering AS — Наш машинный парк
Ниже вы можете найти список наших машин, включая производителя и мощность.
Список машин | |||
Машина | Производитель | Год выпуска | Вместимость |
Токарный станок с ЧПУ «Quick Turn Smart 300 M» | Мазак | 2015 | ∅ 720 × 1250 мм |
Станок токарный ручной «16К40» | Станко | 2002 | ∅ 1160 × 8000 мм |
Станок токарный ручной «1М63» | Станко | 2001 | ∅ 670 × 3000 мм |
Станок токарный ручной «Коммодор» | Вейлер | ∅ 380 × 1000 мм | |
Мобильный токарный станок | Маскировка AS | 2001 | Нет ограничений по диаметру; рабочая ширина за проход от 500 до 2000 мм; Однако машины можно перемещать вперед, так что ограничений по длине/ширине реза практически нет. |
Мобильный токарный станок | Маскировка AS | 2002 | |
Мобильный токарный станок | Маскировка AS | 2004 | |
Мобильный токарный станок | Маскировка AS | 2004 | |
Мобильный токарный станок | Маскировка AS | 2010 | |
Мобильный токарный станок | Маскировка AS | 2010 | |
Мобильный фрезерный станок | Маскировка AS | 2015 | Нет ограничений по рабочей зоне, так как машину можно перемещать вперед по мере необходимости; Однако при торцевом фрезеровании существуют некоторые ограничения. — Пожалуйста свяжитесь с нами. |
Фрезерный станок с ЧПУ «BF 3200» | МТЕ | 2008 | Рабочий стол: 3200 × 1000 мм; Максимум. дальность: 3000×2000×1200 мм; грузоподъемность 11 000 кг |
Станок ручной фрезерный «6Т83Ш» | Станко | 1992 | 400 × 500 × 1200 мм |
Линейно-сверлильный станок «Ws2» | Сэр Мекканика СПА | 2010 | ∅ 41 – 400 мм |
Линейно-сверлильный станок «Ws7» | Сэр Мекканика СПА | 2012 | ∅ 400 – 1700 мм |
Слот-машина «Синхрон 200» | Сахман | 1975 | Ход: 300 мм |
Станок сверлильный «ВР2» | Ковосвит МАС | 1980 | |
Ленточнопильный станок «CF-530» | Большой камень | 1998 | ∅ 340 мм |
Ролик пластинчатый «C.  |


