2А135 технические характеристики: Вертикально-свердлильний верстат 2А135, після ремонту: продаж, ціна у Києві. Свердлильні верстати від «ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)»
Содержание
ООО Станкотрейдинг:Токарно — карусельные станки отечественные.
Станок радиально-сверлильный
мод. 2A532
Технические характеристики:(2а532)
| Максимальный диаметр сверления по стали, мм | 32 | |
| Максимальный диаметр сверления по серому чугуну, мм | 40 | |
| Крутящий момент шпинделя, Нм | 200 | |
| Осевое усилие шпинделя, Н | 8000 | |
| Мощность главного привода, кВт | 2,5 / 2,8 | |
| Осевой ход шпинделя, мм | 320 | |
| Ход вдоль рукава, мм | 665 | |
| Ход вдоль колонны, мм | 560 | |
| Поворот вокруг колонны, град. | 330 | |
Диапазон скоростей шпинделя, об. /мин. /мин. | 28 — 2120 | |
| Число скоростей шпинделя | 14 | |
| Диапазон скоростей шпинделя, мм/об. | 0,1 – 2,65 | |
| Число скоростей шпинделя | 8 | |
| Конус шпинделя | MK 4 | |
| Габаритные размеры станка (без станции управления), мм: | длина/ширина/высота | 1850/800/2500 |
| Масса станка, кг | 2100 | |
Станки радиально-сверлильные
мод. 2А554, 2А576 и 2А587
Технические характеристики:(2а532)
| Параметр | 2A554 | 2A576 | 2A587 |
| Максимальный диаметр сверления по стали | 50 | 80 | 100 |
| Максимальный диаметр сверления в чугуне | 63 | 100 | 125 |
| Максимальная нарезаемая резьба по стали | M52x5 | M80x40 | M100x4 |
| Крутящий момент на шпинделе | 750 | 1600 | 2800 |
| Осевое усилие шпинделя,Н | 20000 | 32000 | 50000 |
| Мощность главного привода | 5,5 | 7,5 (11) | 11 |
| Осевой ход шпинделя | 400 | 500 | 630 |
| Ход сверлильной головки вдоль рукава | 1225 | 2000 | 2635 |
| Ход рукава вдоль колонны | 710 | 1100 | 1500 |
Угол поворота рукава вокруг колонны(град. ) ) | 360 | 360 | 360 |
| Диапазон подач шпинделя: | (мм/об.) 0,045 — 5,0 | (мм/мин.) 2 — 1600 | (мм/мин.) 2 — 1600 |
| Число скоростей шпинделя | бесступенчатое | бесступенчатое | |
| Конус шпинделя | MK5 | ISO 50 | ISO 50 |
| Габаритные размеры станка (длина/ширина/высота), мм: | 2665/1030/3430 | 4180/1280/4125 | 4850/1830/4912 |
| Вес | 4700 | 11850 | 17150 |
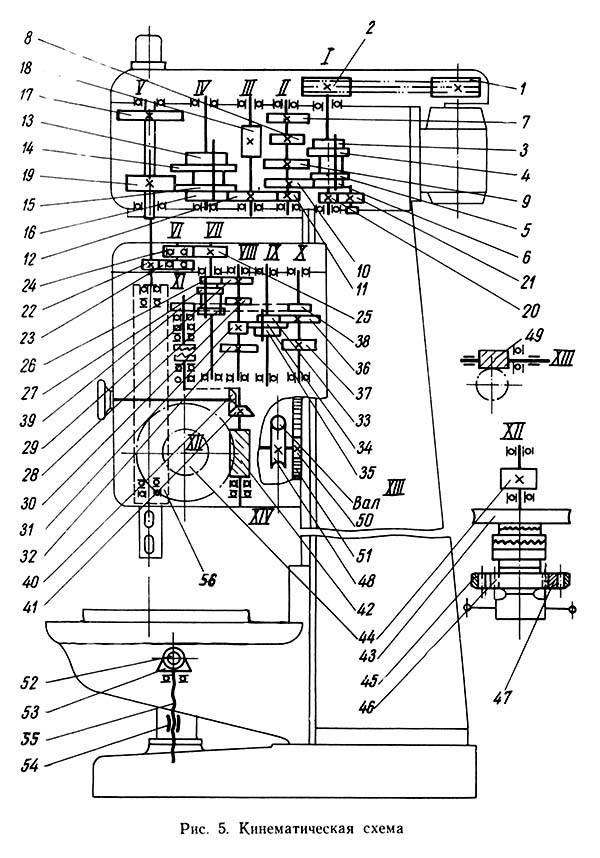
Станок вертикально–сверлильный
мод. 2А135
Станок предназначен для сверления, рассверливания, зенкерования, развёртывания отверстий, а также для нарезания резьбы метчиками.
Технические характеристики:(2А135)
| Параметр | Значение | |
| Наибольший диаметр сверления, мм | 35 | |
| Наибольший ход шпинделя, мм | 225 | |
| Вылет шпинделя, мм | 300 | |
| Наибольшее расстояние от торца шпинделя до стола, мм | 750 | |
| Конус шпинделя | Морзе № 4 | |
| Наибольшее установочное перемещение шпиндельной бабки, мм | 200 | |
| Рабочие размеры стола, мм | 450 x 500 | |
| Наибольшее вертикальное перемещение стола, мм | 325 | |
| Число скоростей шпинделей | 9 | |
| Пределы чисел оборотов шпинделя в минуту | 68 — 1100 | |
| Число подач | 11 | |
Пределы подач шпинделя, мм/об. | 0,115 — 1,6 | |
| Наибольшее усилие подачи, кг | 1600 | |
| Мощность главного электродвигателя, кВт | 4,5 | |
| Габаритные размеры (длина*ширина*высота) | 810/1240/2500 | |
| Вес, кг | 1300 | |
Станок вертикально-сверлильный многошпиндельный
мод. 2Г175
Станок предназначен для сверления, рассверливания, зенкования, развертывания, нарезания резьбы.
Станок применяется в условиях единичного и серийного производства.
Технические характеристики:(2Г175)
| Параметр | Значение |
| Класс точности | Н |
| Диаметр сверления | 75 |
| Вылет шпинделя | 400 |
| Ход шпинделя | 700 |
Пределы частот вращения шпинделя(об. /мин.) /мин.) | 18 … 800 |
| Габаритные размеры станка (длина/ширина/высота, мм: | 2325/1890/3530 |
| Масса станка. кг | 4250 |
Станки настольно-сверлильные
мод. 2Д112, 2110
Технические характеристики:(2Д112, 2110)
| Параметр | 2Д112 | 2110 |
| Максимальный диаметр сверления | 12 | 10 |
| Число скоростей шпинделя | 12 | 3 |
| Частота вращения шпинделя, об./мин. | 450 — 4500 | 450 — 4500 |
| Мощность, кВт | 0,55 | 0,55 |
| Расстояние от оси шпинделя до образующей колонны, мм | 220 | 150 |
| Вертикальное перемещение, мм | 100 | 150 |
| Габаритные размеры станка (длина/ширина/высота), мм: | 780 х 440 x 870 | 330 х 630 x 680 |
Масса станка. кг кг | 140 | 85 |
SPbPU EL — Конструкторско-технологическое и инструментальное обеспечение металлообработки на сверлильных станка…
|
|
|
 Институт машиностроения, материалов и транспорта
Институт машиностроения, материалов и транспорта
 03.05
03.05
Annotation
Выпускная квалификационная работа на тему: «Конструкторско-
технологическое и инструментальное обеспечение металлообработки на
сверлильных станках на базе модели 2 А135» включает в себя: 8 3 страниц, 23
рисунка, 48 таблиц, 19 библиографических источников, 10 приложений. В
В
комплект технологической документации входят: маршрутная карта (7 листов
А4), операционные карты (27 листов А4), карты эскизов (18 листов А4), карта
контроля (3 листа А4).
Выпускная квалификационная работа состоит из трех частей:
Первая часть посвящена модернизации привода главного движения
вертикально-сверлильного станка модели 2А135. В исходных данных были
даны структурная формула привода и обрабатываемый материал. Были
рассчитаны режимы резания, построен график частот и подобран
электродвигатель. Исходя из графика частот, были выбраны зубчатые колёса с
необходимыми передаточными числами. Далее рассчитаны крутящие моменты
и мощности на валах проектируемого привода, а так же модули, ширина и
диаметры зубчатых колес. Был проведен проверочный расчет зубчатых колес
на контактную выносливость и изгиб. Подобраны шлицевые соединения с их
проверочным расчетом по напряжениям смятия. Выбраны подшипники качения
и система смазывания. На основе всего выше перечисленного, спроектирован
На основе всего выше перечисленного, спроектирован
чертеж привода главного движения вертикально-сверлильного станка 2А135 и
чертеж шпинделя. Также составлена спецификация к разработанным чертежам.
Вторая часть посвящена расчету и проектированию режущих
инструментов, а именно: призматического фасонного резца, комплекта
метчиков, червячной фрезы. Для каждого режущего инструмента подобраны и
рассчитаны необходимые конструктивные параметры и сконструированы
чертежи.
В третьей части описывается технология изготовления детали “Вал сошки
рулевого управления”, для которой были определены основные
технологические задачи, выбрана заготовка и маршрут изготовления,
спроектированы технологические операции, рассчитаны припуски и допуски на
размеры, произведено нормирование операций. Была сделана необходимая
технологическая документация: карты эскизов, операционные карты,
маршрутная карта, карта контроля.
The final qualifying work «Design-engineering and tooling of metal on the
drilling machine on the base model 2А135» includes: 83 pages, 23 drawings, 48
tables, 19 bibliographic sources, and 10 apps. The set of technological documentation
The set of technological documentation
includes: the route map (7 A4 sheets), operational maps (27 A4 sheets), sketch maps
(18 A4 sheets), and the control map (3 A4 sheets).
Final qualifying work consists of three parts:
The first part is devoted to the modernization of the drive of the main
movement of the vertical drilling machine model 2A135. In the initial data, the
structural formula of the drive and the processed material were given. Cutting
conditions were calculated, a frequency graph was built and an electric motor was
selected. On the basis of the schedule of frequencies gears with the required ratios
were selected. Further torque and power on the shafts of the designed drive, as well
as modules, width and diameter of the gears were calculated. The test calculation of
gears for contact endurance and bending was carried out. Spline connection with their
verification was selected by calculation according to voltage collapse. Rolling
Rolling
bearings and lubrication system were selected. Based on all of the above, the drawing
of the main motion drive of the vertical drilling machine 2A135 and the drawing of
the spindle were designed. Also the specification to the developed drawings was
made.
The second part is devoted to the calculation and design of cutting tools,
namely: the prismatic shaped cutter, the set of taps, the worm cutter. The necessary
design parameters and designed drawings were selected and calculated for each
cutting tool .
The third part describes the technology of manufacturing of the part “Shaft
Pitman arm steering”, which identified the main technological challenges, the chosen
procurement and manufacturing designed process steps, calculated allowances and
dimensional tolerances produced rationing transactions. The necessary technological
documentation was made: sketch maps, operational maps, the route map, the control
map.
Document access rights
|
Network |
User group |
Action | ||||
|---|---|---|---|---|---|---|
|
ILC SPbPU Local Network |
All | |||||
|
External organizations N2 |
All | |||||
|
External organizations N1 |
All | |||||
|
Internet |
Authorized users SPbPU | |||||
|
Internet |
Authorized users (not from SPbPU, N2) | |||||
|
Internet |
Authorized users (not from SPbPU, N1) | |||||
|
Internet |
Anonymous |
Table of Contents
- Реферат
- Abstract
- 1.
 Конструкторская часть выпускной квалификационной работы
Конструкторская часть выпускной квалификационной работы- 1.1 Исходные данные
- 1.2 Назначение вертикально-сверлильного станка 2А135
- 1.3. Технические характеристики станка 2А135
- 1.4. Расчет режимов резания
- 1.5. Выбор электродвигателя
- 1.6. Кинематический расчет
- 1.6.1. Определение диапазона регулирования
- 1.6.2. Построение структурной сетки и графика частот вращения
- 1.6.3. Определение числа зубьев зубчатых передач и фактических частот вращения
- 1.7. Расчет элементов привода на прочность и жесткость
- 1.7.1 Расчет крутящих моментов и мощностей на валах
- 1.7.2 Расчет параметров зубчатых колес
- 1.7.3. Определение диаметров валов
- 1.7.4. Определение осевых скоростей зубчатых колес. Условие сборных и разборных блоков колес
- 1.7.5. Расчет зубчатых передач на прочность.
- 1.7.6.
 Выбор шлицевых соединений.
Выбор шлицевых соединений. - 1.7.7. Расчет шлицевых соединений.
- 1.1.8. Выбор подшипников качения.
- 1.1.9. Расчет клиноременной передачи.
- 1.1.10. Расположение валов в пространстве.
- 1.1.11. Расчет сил, действующих в зацеплении.
- 1.1.12. Расчет радиальных нагрузок на подшипники качения.
- 1.1.13. Эпюры нагружения валов.
- 1.1.14. Расчет длины шлицевого соединения для передачи крутящего момента.
- 1.1.15. Расчет системы смазывания.
- 2. Инструментальная часть выпускной квалификационной работы
- 2.1. Проектирование призматического фасонного резца
- 2.1.1 Исходные данные
- 2.1.2 Выбор величины заднего угла α
- 2.1.3 Выбор переднего угла γ
- 2.1.4 Вычисление максимальной глубины профиля детали
- 2.1.5 Определение узловых точек профиля детали
- 2.1.6 Подбор габаритных и присоединительных размеров
- 2.
 1.7 Расчет установочных и эксплуатационных параметров
1.7 Расчет установочных и эксплуатационных параметров - 2.1.8 Расчет глубины профиля резца
- 2.1.9 Результаты расчета
- 2.1.10 Отклонения формы конических участков
- 2.1.11 Расчет корригированного радиуса в профильной плоскости
- 2.1.12 Проектирование участка под отрезной резец
- 2.1.13 Выбор материала для изготовления резца
- 2.2 Проектирование комплекта метчиков
- 2.2.1 Исходные данные
- 2.2.2 Определение номинального внутреннего ,𝑫-𝟏. и среднего ,𝑫-𝟐. диаметров резьбы
- 2.2.3 Выбор предельных отклонений диаметров резьбы гайки от номинального профиля
- 2.2.4 Вычисление предельных размеров резьбы в гайке
- 2.2.5 Определение класса точности метчика
- 2.2.6 Выбор предельных отклонений диаметров и шага резьбы чистового метчика, допуска на половину угла профиля
- 2.2.7 Вычисление предельных размеров резьбы всех метчиков комплекта, длины их режущей части
- 2.
 2.8 Вычисление диаметра метчиков по переднему торцу
2.8 Вычисление диаметра метчиков по переднему торцу - 2.2.9 Вычисление углов 𝛗 режущей части для всех метчиков комплекта
- 2.2.10 Выбор переднего 𝜸 и заднего 𝛂 углов
- 2.2.11 Выбор числа перьев метчиков
- 2.2.12 Определение падения затылка по вершинам витков режущей части
- 2.2.13 Габаритные размеры метчиков, форма и размеры конструктивных элементов
- 2.2.14. Материал метчика
- 2.3 Проектирование червячной фрезы для цилиндрических зубчатых колес
- 2.3.1 Исходные данные
- 2.3.2 Выбор основных габаритных размеров фрезы
- 2.3.3 Определение размеров исходной инструментальной рейки
- 2.3.4 Определение геометрических параметров режущей части фрезы
- 2.3.5 Расчет глубины стружечной канавки
- 2.3.6 Определение диаметра расчетного цилиндра фрезы
- 2.3.7 Выбор числа заходов и направление нарезки
- 2.3.
 8 Определение угла подъема нарезки фрезы на расчетном цилиндре
8 Определение угла подъема нарезки фрезы на расчетном цилиндре - 2.3.9 Выбор угла наклона и направление стружечных канавок
- 2.3.10 Определение шага винтовых стружечных канавок
- 2.3.11 Определение угла профиля стружечных канавок
- 2.3.12 Определение размеров профиля нарезки фрезы в нормальном сечении
- 2.3.13 Расчет размеров профиля нарезки фрезы в осевом сечении
- 2.3.14 Определение угла установки фрезы на станке
- 2.3.15 Расчет длины нарезки и общую длину фрезы
- 2.3.16 Выбор размеров шпоночного паза
- 2.3.17 Допуски и предельные отклонения параметров червячных фрез и шероховатость
- 2.3.18 Выбор материала для изготовления фрезы
- 3. Технологическая часть выпускной квалификационной работы
- 3.1 Введение
- 3.2 Анализ исходных данных для разработки технологического процесса
- 3.2.1 Определение типа производства, объема партии, параметров производственного процесса
- 3.
 2.2 Анализ чертежа детали
2.2 Анализ чертежа детали- 3.2.2.1 Функциональное назначение детали в конструкции.
- 3.2.2.2 Функциональное назначение поверхностей детали в ее конструкции.
- 3.2.2.3 Оценка соответствия норм и параметров точности поверхностей детали их функциональному назначению.
- 3.2.2.4 Оценка соответствия требований чертежа детали нормам и правилам ЕСКД.
- 3.2.3. Оценка технологичности детали с точки зрения ее производства в условиях средне-серийного типа производства.
- 3.2.4. Формулировка содержания основных технологических задач.
- 1.2.5 Определение класса детали и выбор детали прототипа. Выбор типового процесса-аналога.
- 3.2.5.1 Формулировка отличий детали прототипа.
- 3.2.5.2 Описание соответствующих изменений в структуре типового техпроцесса.
- 3.2.6 Выбор исходной заготовки и методы ее изготовления.
- 3.2.6.1 Выбор метода формообразования исходной заготовки по параметрам КИМ.

- 3.2.6.2. Окончательный выбор метода формообразования исходной заготовки по расчету технологической себестоимости чернового этапа обработки.
- 3.2.6.3. Оформление чертежа заготовки согласно требованиям ЕСТД и ЕСКД.
- 3.2.6.1 Выбор метода формообразования исходной заготовки по параметрам КИМ.
- 3.3. Проектирование технологического маршрута изготовления детали.
- 3.3.1 Этапы маршрута ее обработки. Задачи и цели их реализации.
- 3.3.2 Выбор комплектов технологических баз на этапах маршрута обработки.
- 3.3.2.1 Выбор баз на чистовом этапе обработки.
- 3.3.2.2 Выбор баз на черновом этапе обработки.
- 3.3.2.3 Описание последовательности смены баз.
- 3.3.3 Разработка структур маршрутов изготовления наиболее точных поверхностей детали.
- 3.3.3.1 Выбор этапов обработки, выбор видов обработки.
- 3.3.3.2 Определение межоперационных размеров и параметров обработки в соответствии с этапами маршрута и видами обработки.

- 3.3.3.3 Разработка маршрута изготовления наиболее точных поверхностей.
- 3.3.5 Разработка карт маршрутного технологического процесса.
- 3.4. Проектирование содержания технологических операций.
- 3.4.1 . Уточненный выбор основного технологического оборудования, универсальных и специальных зажимных приспособлений, режущего и вспомогательного инструмента, средств метрологического обеспечения для операций маршрутного технологического процесса.
- 3.4.2 Расчет и назначение по справочникам величин припусков для обработки поверхности заготовки.
- 3.4.3 Расчеты режимов резания для технологических переходов.
- 3.4.4 Нормирование режимов резания при обработке для остальных операций технологического процесса по нормативным справочникам
- 3.4.5 Расчет норм времени для операций по пункту 3.4.3.
- 3.4.6 Нормирование норм времени по нормативным справочникам для остальных операций технологического процесса.

- 3.4.7 Выбор метода размерной наладки для одной из операций, расчет наладочного размера.
- 1.4.7 Разработка содержания операций попереходно. Оформление карт операционных эскизов и текстовых технологических операционных карт. Разработка карты окончательного контроля.
- Заключение
- Список литературы
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
- Пустая страница
Usage statistics
Doepfer — A-135-3 Тонкий стереомикшер с управлением напряжением — Eurorack
- »
Евростойка
Doepfer
По запросу
€ 137,00
Цена нетто:
€ 115,13
НДС за: Германия
♡ Добавить в список желаний
Я хочу получать уведомления о наличии продуктов на указанный мной адрес электронной почты. Ваши данные будут обрабатываться в соответствии с нашей Политикой конфиденциальности.
Ваши данные будут обрабатываться в соответствии с нашей Политикой конфиденциальности.
| Производитель: | Допфер |
| Код: | DPF-135-3-ЕВРО |
| Функция: |
|
| Доступность: | По запросу Доступно по запросу.Мы можем импортировать этот продукт для вас — просто свяжитесь с нами, и мы сообщим вам примерную дату возможной отгрузки. |
| Цена по каталогу: | € 137,00 |
| В последнее время доступно: | 11.04.2022 |
Описание
Doepfer A-135-3 Тонкий стереомикшер с управлением напряжением
-135-3 представляет собой управляемый напряжением стереомикшер с четырьмя входами. За передней панелью с 8 HP доступны только восемь линейных СВУ (усилители, управляемые напряжением) и микшер на основе СВУ.
За передней панелью с 8 HP доступны только восемь линейных СВУ (усилители, управляемые напряжением) и микшер на основе СВУ.
Элементы управления, входы и функции каждого входа:
- Уровень (ручное управление усилением VCA), маленькая прорезиненная ручка (L1…L4)
- Вход управляющего напряжения с соответствующим аттенюатором (CV 1…4), для полного диапазона управления VCA требуется около 0…+5В управляющего напряжения (аттенюатор по часовой стрелке), для более высоких управляющих напряжений используется аттенюатор, аттенюаторы без ручек, только пластиковые стержни с белым маркером
- Входной сигнал левый/правый (InL 1…4 / InR 1…4)
- Входы сигналов не оснащены аттенюатором. Но VCA могут обрабатывать все сигналы до 15Vpp / -7,5…+7,5V без ограничения. В случае более высоких уровней требуется внешний аттенюатор (например, A-183-1).
Сумма левого и правого сигналов появляется на разъемах Out L и Out R. Максимальное усиление составляет около 0,5, чтобы избежать ограничения на выходах микшера (иначе выходы могут искажаться при сигналах 15Vpp на каждом входе сигнала и полном усилении) . Если требуется другое максимальное усиление (например, 1), необходимо заменить два резистора.
Если требуется другое максимальное усиление (например, 1), необходимо заменить два резистора.
Все входы и выходы связаны по постоянному току. Следовательно, модуль можно использовать для обработки как аудио, так и управляющих напряжений.
Дополнительные технические характеристики для каждого СВУ (на основе спецификаций цепей СВУ CEM3360/AS3360, используемых в модуле):
- Перекрестные помехи между двумя каналами: лучше — 80 дБ
- Затухание сигнала при 0 В CV: лучше -80 дБ
- Общее гармоническое искажение: тип. 1%
- Проход управляющего напряжения: макс. 15 мВ
Потребляемая мощность: 40 мА при +12 В и 40 мА при -12 В
Bourns 47 μH Wirewound Inductor, 2 A, 135 mΩ, specification and features
Ask Price
Datasheet 1Datasheet 2
| Part Number | SRN8040TA-470M, SRR1240-470M |
| Tolerance | ±20 % |
| Максимальная собственная резонансная частота | 12 МГц, 13 МГц |
| Размеры | 8 x 8 x 3. 7 mm, 12.5 x 12.5 x 4 mm 7 mm, 12.5 x 12.5 x 4 mm |
| Brand | Bourns |
| Inductance | 47 μH |
View Complete Specifications
Get Best Price
Top Suppliers
Campus Component Private Limited
Mukund Nagar, Pune, MaharashtraNo. 308, 3-й этаж, Палаты Акрути возле театра Лакшми Нараян, Сваргейт, Мукунд Нагар, Пуна — 411037, р-н. Пуна, Махараштра
Звоните по телефону +91-8048963381
₹ 20/ шт. . Ченнаи, Тамил Наду
Звоните по телефону +91-8043862676
₹ 20/шт. Road, Sewri West, Мумбаи — 400015, р-н. Мумбаи, Махараштра
Позвоните по номеру +91-8046077852
Запросите цену
Свяжитесь с поставщиком
Anant Enterprises
Meerut, Uttar PradeshKishan Flour Mill Campus, Railway Road, Meerut — 250002, Dist. Meerut, Uttar Pradesh
Call +91-9319309959
Ask Price
Контактный поставщик
Посмотреть больше поставщиков
Доступные варианты
Имя
. СРН8040ТА-470М
СРН8040ТА-470М
Номер деталей:
SRN8040TA-470M
. ТОЛЕРА.
Bourns 47 мкм индуктора проволоки, 2 A, 135 МОм, SRR1240-470M
Номер детали:
SRR1240-470M
. ТОЛЕСА:
± 20%
Максимум.0011 Размеры:
12,5 x 12,5 x 4 мм
Лучшая цена
Другие поставщики Bourns Индуктор с проволочной обмоткой 47 мкГн, 2 A, 135 мОм -A, комплекс Локхандвала, Андхери-Уэст, Андхери, Мумбаи — 400053, р-н. Мумбаи, Махараштра
Позвоните по телефону +91-9820199205
Запросите цену
Свяжитесь с поставщиком
Veepee Electronics
Grant Road, Mumbai, Next Maharashtra Building No. , Мумбаи — 400007, р-н. Мумбаи, Махараштра
Позвоните по телефону +91-8043866808
₹ 10/ шт.
Свяжитесь с поставщиком
Volt-Edge Electric Pvt. Ltd.
TMC Punarvasan, Thane, Махараштра Гала 5, Pokhran Road 1, Pokhran Road 1, TMC Punarvasan, Thane — 400606, Dist. Thane, Maharashtra
Call +91-7710839579
Ask Price
Contact Supplier
Prakrthi Enterprises
Uppinangady, Dakshina Kannada, Karnataka Iii-161/1,Kepulu House Hirebandady,Puttur,Dakshina Kannada, Uppinangady — 574241, Расст. Дакшина Каннада, Карнатака
Дакшина Каннада, Карнатака
Позвоните по номеру +91-9141527664
Запросите цену
Свяжитесь с поставщиком
Fulham India Private Limited
Талука Хавели, Пуна, Махараштра Обзор № 26/3, деревня Нархе, Талука Хавели 41 — 1 1 1.04 Пуна, Махараштра
Позвоните +91-9168626405
Спросить цену
Контактный поставщик
Агентства Махадешвара
Yelandur, Chamrajnagar, Karnataka Uppadyara Beedi, Murthi Complex, yelandur, hamaraararaar, hamararaarar, hamararanagar, hamararanagar, hamararanagar, hamararanagar, hamararanagar, hamararanagar, hamararanagar. Чамраджнагар, Карнатака
Позвоните по номеру +91-7019542889
Запросите цену
Свяжитесь с поставщиком
G.K Electronics
Дели Участок № 26 и 26 B, Ворота № 2, Блок B, Викас Нагар, Фаза-ii, Хастсал Западный Дели, Дели — 110059
Позвоните +91-8046031433
Спросить цену
Контактный поставщик
M/S Nitika Enterprises
Ghaziabad, Uttar Pradesh № 119, Рам Нагар Арадхана, Sahabad, Sahabad — Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Sahabad, Ghabadabad, Sahabad, Sahabad, Sahabad, Ghaziabad, whabad.
