2Г942 станок фрезерно центровальный: Обзор фрезерно-центровального станка 2Г942: описание, технические характеристики
Содержание
2Г942 станок фрезерно-центровально-обточной полуавтомат. Паспорт, схемы, характеристики, описание
2Г942 станок фрезерно-центровально-обточной. Назначение и область применения
Фрезерно-центровальный станок 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате 2Г942:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровально-обточного станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке 2Г942 за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12.2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.
 00 — 100-1000
00 — 100-1000 - 2Г942.08 — 100-2000
Характеристика оборудования
Прежде чем ознакомиться с характеристиками центровальных станков – важно разобраться с тем, для чего они предназначены. Также не помешает узнать, из каких конструктивных деталей состоят эти агрегаты (то есть с их спецификацией).
Назначение станка
Основное назначение станков этого класса может быть представлено следующим перечнем:
- Фрезерная обработка торцевых частей тел вращения (это могут быть валы или оси будущих изделий, например).
- Подготовка базовых поверхностей к последующей центровке отверстий в торцах деталей.
- На некоторых моделях станков предусмотрена возможность снятия рабочих фасок и черновая обработка базовых шеек.
Обратите внимание! На большинстве образцов этого оборудования допускается обрабатывать сразу два торца одновременно.
Указанная возможность позволяет сократить время подготовки деталей за счет того, что установка и фиксация заготовок заметно упрощается. В результате этого удается сэкономить на оснастке оборудования, упростить его обслуживание и повысить общую производительность рабочих операций.
В результате этого удается сэкономить на оснастке оборудования, упростить его обслуживание и повысить общую производительность рабочих операций.
Конкретные объекты, где допускается эксплуатация фрезерно-центровальных станков – это цеха механообработки, а также небольшие мастерские в пределах предприятия или частного хозяйства. Изделия этого типа относятся к разряду полуавтоматического оборудования, что позволяет использовать их в составе комплексов АСУ.
Спецификация
В спецификацию фрезерно-центровальных станков входят следующие обязательные узлы:
- Станина с парой направляющих, являющаяся основой станочного оборудования.
- Каретка с закрепленным на ней фрезерным и сверлильным шпинделем, попеременно перемещающимся вдоль оси обрабатываемой заготовки.
- Тиски с гидравлическим приводом, в которые заготовка помещается перед обработкой.
Помимо этого в составе станка имеется множество вспомогательных узлов, включая органы управления и обеспечения рабочих функций.
Заданный техническими требованиями порядок функционирования станочного оборудования обеспечивается попеременным использованием фрезерного и сверлильного узлов, попарно размещаемых в агрегатных головках. При их поперечном перемещении осуществляется фрезерование торцов установленной в гидроузел заготовки.
По его завершении в работу вступают сверлильные шпиндели, посредством которых подготавливаются центровочные отверстия. Параллельность рабочих плоскостей и центрирование зон сверления обеспечивается за счет того, что их обработка осуществляется после одноразовой установки детали.
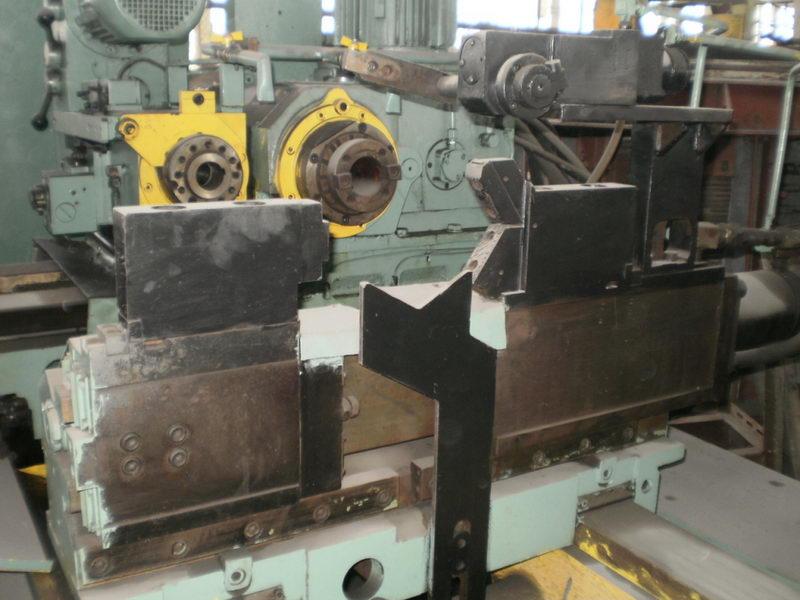
Общий вид сверлильного центровального станка 2Г942
Какой станок выбрать для домашней мастерской: преимущества и недостатки моделей
Фрезерные станки для домашних мастерских напоминают сверлильные установки, в составе которых также имеются станина и колонна с вертикально смонтированным на ней шпинделем. В отличие от заводских моделей, в них предусмотрен особый механизм перемещения стола под работающей фрезой, что позволяет обтачивать деталь в трех плоскостях.
Важно! При наличии соответствующей оснастки на бытовом оборудовании можно обрабатывать заготовки из любых материалов (не только из металла).
Перед выбором станка для домашнего пользования нужно учитывать следующие параметры:
- Высота шпинделя над рабочим столом.
- Допустимые диаметры фрезерования.
- Мощность станка.
- Удобство монтажа и подключения оборудования, а также его вес.
Правильность выбора первого из этих параметров позволяет устанавливать достаточно габаритную заготовку, а мощность станка – расширить его функциональные возможности.
Этот параметр для бытового оборудования может варьироваться в диапазоне от 150-ти до 750-ти Ватт.
Техника безопасности
При эксплуатации фрезерных станков важно соблюдать общие требования безопасности, касающиеся обращения с вращающимися частями оборудования. При этом категорически запрещается:
- Использовать одежду с не заправленными частями (длинными рукавами, например) которые могут намотаться на шпиндель.

- Работать без головного убора, надежно скрывающего пряди волос.
- Приступать к обработке деталей без защитных очков, оберегающих глаза от разлетающейся стружки.
- Начинать операции с оснасткой без рукавиц из плотной ткани
Особое внимание уделяется безопасным приемам работы с инструментом. При установке и снятия фрезы со шпинделя необходимо надевать на нее специальный кожух, надежно закрывающий режущие зубья. Закрепление хвостовика используемой оправки в шпинделе станка обязательно предполагает проверку плотности его посадки, исключающей даже малейший люфт. При фиксации фрезы и оправки следует включить коробку скоростей, что позволит избежать нежелательного проворачивания шпинделя.
В заключительной части обзора отметим, что для их безопасного удаления следует пользоваться специальной выколоткой. Перед началом этой операции рекомендуется помещать на столе деревянный лоток, обеспечивающий защиту от порчи инструмента и самого оборудования.
Особенности эксплуатации фрезерно-центровального оборудования
В процессе эксплуатации оборудования этого класса в первую очередь необходимо контролировать легкость перемещения стола посредством ручной подачи. При обнаружении каких-либо проблем (слишком тугого хода, например) потребуется ослабить стопорные фиксаторы, а затем перепроверить качество передвижения.
При обнаружении каких-либо проблем (слишком тугого хода, например) потребуется ослабить стопорные фиксаторы, а затем перепроверить качество передвижения.
В случае появления вибраций нужно застопорить станок и принять все возможные меры, позволяющие избавиться от них. Для этого необходимо внимательно исследовать состояние и надежность крепления фрезы и заготовок, а также специальных приспособлений, применяемых в различных режимах резания.
Установка и смена фрезы
Прежде чем закрепить фрезу в шпинделе работнику придется произвести следующие подготовительные операции:
- Проверить состояние и качество заточки инструмента, на котором не должно быть явных следов трещин, прижогов и крошения материала.
- Также нужно убедиться в прочности посадки зубьев в корпусе фрезы и проверить их износ после интенсивной эксплуатации оборудования.
- В ситуации, когда режущие кромки сильно затупились или немного выкрошились – инструмент потребуется заменить новым образцом.

Дополнительная информация! В процессе настройки также необходимо следить за тем, чтобы на осадочных плоскостях фрезерной оправки, а также на цанге и шпинделе не скапливались грязь и остатки обтирочной ветоши.
По завершении фиксации фрезы в шпинделе обязательна проверка уровня биений режущих кромок инструмента.
Далее потребуется настроить подачи на указанные в задании режимы, после чего можно будет установить и зафиксировать упоры механизма их автоматического отключения.
Механический цех № 1
Технологические возможности механического цеха №1 включают в себя:
- группу универсальных токарно-винторезных станков типа 16К40Ф101, РТ912, ФТ-11, 1М63 и 1М65, применяются для обработки заготовок из различных металлов и возможно производить наружное и внутреннее точение, включая точение конусов, подрезку торцев и прорезание канавок, растачивание, сверление и нарезание резьб различных конфигураций Станки типа 1М65 позволяют обрабатывать над станиной заготовки до Ø1000мм, над суппортом до Ø600 мм;
- группу токарно-винторезных станков с ЧПУ типа 16М30Ф3, применяется для выполнения по программе разнообразных токарных работ, включая обработку изделий из черных и цветных металлов прямолинейного, криволинейного, ступенчатого формата, тел вращения, точение конусов, нарезания левой и правой резьбы, а также для выполнения технологических операций различной сложности с наружными и внутренними поверхностями деталей.
 Станок имеет широкие технологические возможности обработки над станиной заготовок до Ø630 мм, над суппортом до Ø500 и длиной заготовки до 1500 мм;
Станок имеет широкие технологические возможности обработки над станиной заготовок до Ø630 мм, над суппортом до Ø500 и длиной заготовки до 1500 мм; - токарно-карусельный станок 1512 применяется для обработки разнообразных изделий из чёрных и цветных металлов и позволяет производить токарную обработку деталей диаметром до Ø1250 мм, высотой до 1000 мм, массой до 3200 кг;
- токарно-винторезный станок для вихревой нарезки винтов, который оснащён вихревой головкой, позволяющей нарезать наружную прямоугольную и трапецеидальную резьбу вихревым способом;
- группу фрезерных станков в составе, которых вертикально-фрезерные станки типа ВМ127М, FSS400M с длиной рабочей поверхности стола до 1600 мм и шириной стола до 400 мм применяется для фрезерования всевозможных деталей весом не более 1500 кг (с оснасткой) из стали, чугуна и цветных металлов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами, а также можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы произвольной ориентации, углы, рамки, а также зубчатые колеса и т.
 д.; горизонтально-фрезерные станки типа 6М83Г, FW450R с длиной рабочей поверхности стола до 1600 мм, шириной до 400 мм и максимальной нагрузкой на стол до 1500 кг применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов и других деталей из стали, чугуна, цветных металлов и пластмасс;
д.; горизонтально-фрезерные станки типа 6М83Г, FW450R с длиной рабочей поверхности стола до 1600 мм, шириной до 400 мм и максимальной нагрузкой на стол до 1500 кг применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов и других деталей из стали, чугуна, цветных металлов и пластмасс; - группу продольно-фрезерных двухстоечных (двухшпиндельных)станков типа 6605, 6605Ф1 с размерами рабочей поверхности стола 500х1600 мм применяются для обработки деталей до 1500 кг из черных и цветных металлов методом фрезерования одновременно двух плоскостей торцовыми фрезами;
- фрезерно-центровальный станок МР-75М используется для фрезерования торцевых частей тел вращения (валов, осей) с обеспечением параллельности торцов и для выполнения центровочных отверстий на этих поверхностях;
- отделочно-расточной и хонинговальный станки. Отделочно-расточной станок 2733П применяется для подрезки торцов и тонкой расточки отверстий Ø28-320 мм с наибольшими габаритными размерами, устанавливаемого изделия (длина×ширина×высота) 1000х630х750 мм и наибольшей массой заготовки 300 кг.
 Хонинговальный станок СС6054 применяется для хонингования отверстия Ø30-125 мм и длиной до 400 мм;
Хонинговальный станок СС6054 применяется для хонингования отверстия Ø30-125 мм и длиной до 400 мм; - рейкофрезерный станок КУ-258 имеющий наибольшую длину нарезаемой рейки 5100 мм и наибольший нарезаемый модуль 24;
- станок заточной для протяжек 3М601Ф1 применяется для первоначальной заточки и переточки круглых, шлицевых, плоских, шпоночных протяжек, изготовленных из инструментальных, быстрорежущих сталей и твёрдых сплавов, абразивными, эльборовыми и алмазными кругами с охлаждением и без охлаждения. На станке можно выполнять заточку круглых и шлицевых протяжек по передней поверхности, заточку плоских и шпоночных протяжек по передней и задней поверхностям, шлифование спинок зубьев всех видов протяжек и шлифование выкружек на круглых протяжках.
Назад в раздел
2Г942 станок фрезерно-центровально-обточной полуавтомат. Паспорт, схемы, характеристики, описание
2Г942 станок фрезерно-центровально-обточной. Назначение и область применения
Фрезерно-центровальный станок 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате 2Г942:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровально-обточного станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке 2Г942 за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12.2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.00 — 100-1000
- 2Г942.08 — 100-2000
Фрезерно-центровальный станок: характеристики, модели, выбор
Среди большого разнообразия моделей и марок специального режущего оборудования этот станок занимает особое место. Он отличается специфическим набором функций, ориентированных на подготовку исходного материала к дальнейшей обработке. Для более полного понимания особенностей этих изделий сначала желательно ознакомиться с их основными характеристиками. Лишь после этого можно будет переходить непосредственно к выбору фрезерно-центровального станка для домашнего пользования.
Характеристика оборудования
Прежде чем ознакомиться с характеристиками центровальных станков – важно разобраться с тем, для чего они предназначены. Также не помешает узнать, из каких конструктивных деталей состоят эти агрегаты (то есть с их спецификацией).
Назначение станка
Основное назначение станков этого класса может быть представлено следующим перечнем:
- Фрезерная обработка торцевых частей тел вращения (это могут быть валы или оси будущих изделий, например).
- Подготовка базовых поверхностей к последующей центровке отверстий в торцах деталей.
- На некоторых моделях станков предусмотрена возможность снятия рабочих фасок и черновая обработка базовых шеек.
Обратите внимание! На большинстве образцов этого оборудования допускается обрабатывать сразу два торца одновременно.
Указанная возможность позволяет сократить время подготовки деталей за счет того, что установка и фиксация заготовок заметно упрощается. В результате этого удается сэкономить на оснастке оборудования, упростить его обслуживание и повысить общую производительность рабочих операций.
В результате этого удается сэкономить на оснастке оборудования, упростить его обслуживание и повысить общую производительность рабочих операций.
Конкретные объекты, где допускается эксплуатация фрезерно-центровальных станков – это цеха механообработки, а также небольшие мастерские в пределах предприятия или частного хозяйства. Изделия этого типа относятся к разряду полуавтоматического оборудования, что позволяет использовать их в составе комплексов АСУ.
Спецификация
В спецификацию фрезерно-центровальных станков входят следующие обязательные узлы:
- Станина с парой направляющих, являющаяся основой станочного оборудования.
- Каретка с закрепленным на ней фрезерным и сверлильным шпинделем, попеременно перемещающимся вдоль оси обрабатываемой заготовки.
- Тиски с гидравлическим приводом, в которые заготовка помещается перед обработкой.
Помимо этого в составе станка имеется множество вспомогательных узлов, включая органы управления и обеспечения рабочих функций.
Заданный техническими требованиями порядок функционирования станочного оборудования обеспечивается попеременным использованием фрезерного и сверлильного узлов, попарно размещаемых в агрегатных головках. При их поперечном перемещении осуществляется фрезерование торцов установленной в гидроузел заготовки.
По его завершении в работу вступают сверлильные шпиндели, посредством которых подготавливаются центровочные отверстия. Параллельность рабочих плоскостей и центрирование зон сверления обеспечивается за счет того, что их обработка осуществляется после одноразовой установки детали.
Обзор известных моделей
Возможность синхронной обработки двух торцов заготовок является наиболее привлекательной чертой изделий этого класса. Их выбор достаточно велик, что требует предварительного ознакомления хотя бы с некоторыми из них.
Фрезерно-центровальный станок 2Г942
Станки фрезеровальные марки 2Г942 предназначаются исключительно для обработки торцевых изделий наподобие валов электродвигателей. Применяются при поточном производстве, предполагающем использование встроенных в систему автоматов-загрузчиков.
Применяются при поточном производстве, предполагающем использование встроенных в систему автоматов-загрузчиков.
Дополнительная информация. Они также могут входить в состав автоматических линий АСУ.
Основные операции, доступные к выполнению на данных полуавтоматах – это сверление центровочных отверстий с обеих сторон заготовок и их торцевание.
Фрезерно-центровальный станок МР76М
Станки этого типа по способу функционирования относят в категории металлорежущего оборудования, востребованного в мелкосерийном и массовом производстве деталей произвольной формы. Они пригодны для обработки не только плоских, но и фасонных заготовок, а также зубчатых колес, валов и шпонок. Помимо этого их можно применять при расточке тел вращения и подобных им заготовок.
Станок МР75
Эти изделия согласно паспорту применяются для проведения широкого спектра металлообрабатывающих операций, к числу которых следует отнести:
- фрезерование;
- зенкование;
- строгание и сверление.

К тому же оборудование этого класса может использоваться для черновой и чистовой обработки поверхностей.
Технические характеристики станка МР71М
Фрезерные станки этого типа традиционно применяются с целью центровки торцов. Другое функциональное назначение – двустороннее фрезерование валов различного типа. При этом оба торца изделия обрабатываются синхронно, после чего осуществляется их одновременное центрирование. Указанные операции проводятся с той целью, чтобы подготовить валы к их дальнейшей обработке.
Технические характеристики станка МР-71 приводятся ниже:
- Габариты: длина составляет 264 см при реальной ширине в 145 см и высоте в 172 см.
- Предельные размеры обрабатываемых заготовок – от 200 до 500 мм.
- Их диаметр – от 25-ти до 125-ти мм.
- Число скоростей шпинделя – 6.
Вместе с тем, частота его вращения выбирается из следующего ряда:125, 179, 497, 712 об/минуту.
Фрезерно-центровальный станок МР73
Станки марки МР-73, как и их дальнейшая разработка МР-75 по конструкции и своим параметрам практически идентичны уже рассмотренной модели МР-71. Их отличительной чертой является возможность обработки заготовок большей длины и диаметра.
Их отличительной чертой является возможность обработки заготовок большей длины и диаметра.
Обзор модели ЕМ535М
Станки марки EM535M востребованы при необходимости обработки чугунных и стальных заготовок с использованием резцов со вставками виде твердосплавных пластин. Они имеют следующие характеристики:
- Класс точности согласно ГОСТ 8-82 – Н.
- Диаметр устанавливаемой детали – 10 см, а ее длина – до 100 см.
- Габариты станины: 3200х2160х2400 мм.
- Ее суммарная масса до 8000 кг.
- Мощность двигателя – 10 киловатт.
Пределы частоты вращения шпинделя 100/2000 оборотов в минуту, а количество инструментов в магазине – 4 штуки.
Какой станок выбрать для домашней мастерской: преимущества и недостатки моделей
Фрезерные станки для домашних мастерских напоминают сверлильные установки, в составе которых также имеются станина и колонна с вертикально смонтированным на ней шпинделем. В отличие от заводских моделей, в них предусмотрен особый механизм перемещения стола под работающей фрезой, что позволяет обтачивать деталь в трех плоскостях.
Важно! При наличии соответствующей оснастки на бытовом оборудовании можно обрабатывать заготовки из любых материалов (не только из металла).
Перед выбором станка для домашнего пользования нужно учитывать следующие параметры:
- Высота шпинделя над рабочим столом.
- Допустимые диаметры фрезерования.
- Мощность станка.
- Удобство монтажа и подключения оборудования, а также его вес.
Правильность выбора первого из этих параметров позволяет устанавливать достаточно габаритную заготовку, а мощность станка – расширить его функциональные возможности.
Этот параметр для бытового оборудования может варьироваться в диапазоне от 150-ти до 750-ти Ватт.
При оценке преимуществ станков этого типа обычно исходят из единственного фактора – возможности заниматься фрезеровальными операциями в бытовых условиях. Для любителя мастерить на дому различные детали это само по себе уже подарок. За предоставляемую возможность приходится жертвовать следующими беспокойствами и неудобствами (их относят к недостаткам):
- Потребность в подходящем для работы месте.

- Необходимость прокладки специального трехфазного питания 380 Вольт.
- Значительный расход электроэнергии.
Помимо этого не следует забывать о том, что сложное в обслуживании оборудование нуждается в постоянном уходе.
Особенности эксплуатации фрезерно-центровального оборудования
В процессе эксплуатации оборудования этого класса в первую очередь необходимо контролировать легкость перемещения стола посредством ручной подачи. При обнаружении каких-либо проблем (слишком тугого хода, например) потребуется ослабить стопорные фиксаторы, а затем перепроверить качество передвижения.
В случае появления вибраций нужно застопорить станок и принять все возможные меры, позволяющие избавиться от них. Для этого необходимо внимательно исследовать состояние и надежность крепления фрезы и заготовок, а также специальных приспособлений, применяемых в различных режимах резания.
Установка и смена фрезы
Прежде чем закрепить фрезу в шпинделе работнику придется произвести следующие подготовительные операции:
- Проверить состояние и качество заточки инструмента, на котором не должно быть явных следов трещин, прижогов и крошения материала.

- Также нужно убедиться в прочности посадки зубьев в корпусе фрезы и проверить их износ после интенсивной эксплуатации оборудования.
- В ситуации, когда режущие кромки сильно затупились или немного выкрошились – инструмент потребуется заменить новым образцом.
Дополнительная информация! В процессе настройки также необходимо следить за тем, чтобы на осадочных плоскостях фрезерной оправки, а также на цанге и шпинделе не скапливались грязь и остатки обтирочной ветоши.
По завершении фиксации фрезы в шпинделе обязательна проверка уровня биений режущих кромок инструмента.
Далее потребуется настроить подачи на указанные в задании режимы, после чего можно будет установить и зафиксировать упоры механизма их автоматического отключения.
Техника безопасности
При эксплуатации фрезерных станков важно соблюдать общие требования безопасности, касающиеся обращения с вращающимися частями оборудования. При этом категорически запрещается:
- Использовать одежду с не заправленными частями (длинными рукавами, например) которые могут намотаться на шпиндель.

- Работать без головного убора, надежно скрывающего пряди волос.
- Приступать к обработке деталей без защитных очков, оберегающих глаза от разлетающейся стружки.
- Начинать операции с оснасткой без рукавиц из плотной ткани
Особое внимание уделяется безопасным приемам работы с инструментом. При установке и снятия фрезы со шпинделя необходимо надевать на нее специальный кожух, надежно закрывающий режущие зубья. Закрепление хвостовика используемой оправки в шпинделе станка обязательно предполагает проверку плотности его посадки, исключающей даже малейший люфт. При фиксации фрезы и оправки следует включить коробку скоростей, что позволит избежать нежелательного проворачивания шпинделя.
В заключительной части обзора отметим, что для их безопасного удаления следует пользоваться специальной выколоткой. Перед началом этой операции рекомендуется помещать на столе деревянный лоток, обеспечивающий защиту от порчи инструмента и самого оборудования.
vseochpu. ru
ru
Общий вид сверлильного центровального станка 2Г942
Какой станок выбрать для домашней мастерской: преимущества и недостатки моделей
Фрезерные станки для домашних мастерских напоминают сверлильные установки, в составе которых также имеются станина и колонна с вертикально смонтированным на ней шпинделем. В отличие от заводских моделей, в них предусмотрен особый механизм перемещения стола под работающей фрезой, что позволяет обтачивать деталь в трех плоскостях.
Важно! При наличии соответствующей оснастки на бытовом оборудовании можно обрабатывать заготовки из любых материалов (не только из металла).
Перед выбором станка для домашнего пользования нужно учитывать следующие параметры:
- Высота шпинделя над рабочим столом.
- Допустимые диаметры фрезерования.
- Мощность станка.
- Удобство монтажа и подключения оборудования, а также его вес.
Правильность выбора первого из этих параметров позволяет устанавливать достаточно габаритную заготовку, а мощность станка – расширить его функциональные возможности.
Этот параметр для бытового оборудования может варьироваться в диапазоне от 150-ти до 750-ти Ватт.
2Г942.00 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.00 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий. Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Пределы длины обрабатываемых деталей, мм: на полуавтоматах 2Г942.00 100-1000 Пределы диаметров устанавливаемых в тисках деталей, мм: 20-160 Диаметры применяемых центровочных сверл, мм: стандартных типа А и R 3.15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм: 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем.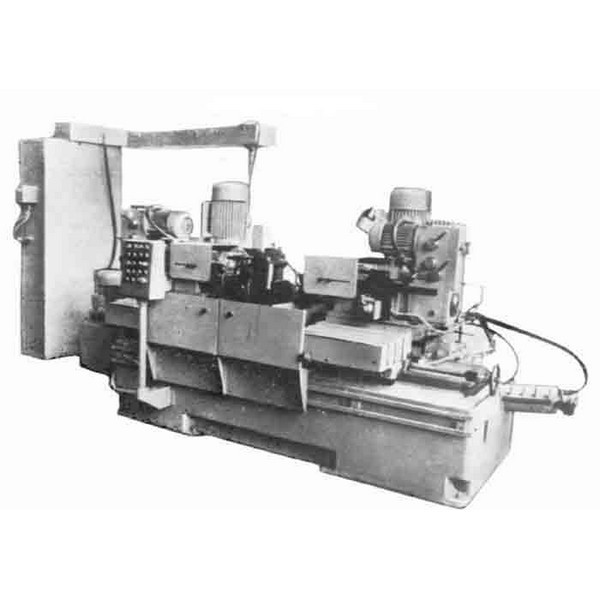 3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
Купить этот станок без посредников:
mashinform.ru
2Г942.04 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.04 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий. Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Пределы длины обрабатываемых деталей, мм: на полуавтоматах 2Г942.04 100-500 Пределы диаметров устанавливаемых в тисках деталей, мм: 20-160 Диаметры применяемых центровочных сверл, мм: стандартных типа А и R 3. 15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем. 3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем. 3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
Купить этот станок без посредников:
mashinform. ru
ru
Техника безопасности
При эксплуатации фрезерных станков важно соблюдать общие требования безопасности, касающиеся обращения с вращающимися частями оборудования. При этом категорически запрещается:
- Использовать одежду с не заправленными частями (длинными рукавами, например) которые могут намотаться на шпиндель.
- Работать без головного убора, надежно скрывающего пряди волос.
- Приступать к обработке деталей без защитных очков, оберегающих глаза от разлетающейся стружки.
- Начинать операции с оснасткой без рукавиц из плотной ткани
Особое внимание уделяется безопасным приемам работы с инструментом. При установке и снятия фрезы со шпинделя необходимо надевать на нее специальный кожух, надежно закрывающий режущие зубья. Закрепление хвостовика используемой оправки в шпинделе станка обязательно предполагает проверку плотности его посадки, исключающей даже малейший люфт. При фиксации фрезы и оправки следует включить коробку скоростей, что позволит избежать нежелательного проворачивания шпинделя.
В заключительной части обзора отметим, что для их безопасного удаления следует пользоваться специальной выколоткой. Перед началом этой операции рекомендуется помещать на столе деревянный лоток, обеспечивающий защиту от порчи инструмента и самого оборудования.
Особенности эксплуатации фрезерно-центровального оборудования
В процессе эксплуатации оборудования этого класса в первую очередь необходимо контролировать легкость перемещения стола посредством ручной подачи. При обнаружении каких-либо проблем (слишком тугого хода, например) потребуется ослабить стопорные фиксаторы, а затем перепроверить качество передвижения.
В случае появления вибраций нужно застопорить станок и принять все возможные меры, позволяющие избавиться от них. Для этого необходимо внимательно исследовать состояние и надежность крепления фрезы и заготовок, а также специальных приспособлений, применяемых в различных режимах резания.
Установка и смена фрезы
Прежде чем закрепить фрезу в шпинделе работнику придется произвести следующие подготовительные операции:
- Проверить состояние и качество заточки инструмента, на котором не должно быть явных следов трещин, прижогов и крошения материала.

- Также нужно убедиться в прочности посадки зубьев в корпусе фрезы и проверить их износ после интенсивной эксплуатации оборудования.
- В ситуации, когда режущие кромки сильно затупились или немного выкрошились – инструмент потребуется заменить новым образцом.
Дополнительная информация! В процессе настройки также необходимо следить за тем, чтобы на осадочных плоскостях фрезерной оправки, а также на цанге и шпинделе не скапливались грязь и остатки обтирочной ветоши.
По завершении фиксации фрезы в шпинделе обязательна проверка уровня биений режущих кромок инструмента.
Далее потребуется настроить подачи на указанные в задании режимы, после чего можно будет установить и зафиксировать упоры механизма их автоматического отключения.
2Г942.08 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.08 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.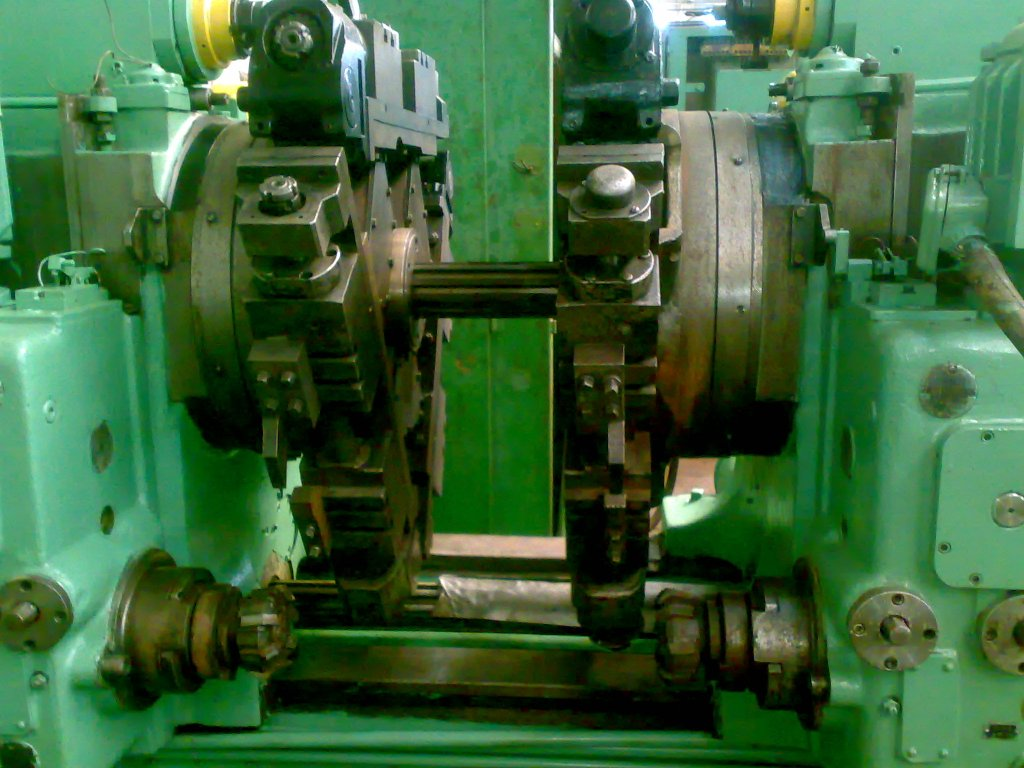 Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Пределы длины обрабатываемых деталей, мм: на полуавтоматах 2Г942.08 100-2000 Пределы диаметров устанавливаемых в тисках деталей, мм: 20-160 Диаметры применяемых центровочных сверл, мм: стандартных типа А и R 3.15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем.