6Р12 технические характеристики: Вертикально-фрезерный станок 6Т12 (6Р12) — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Фрезерный станок 6Р13: описание, паспорт, технические характеристики
Консольно-фрезерный вертикальный станок 6р13 общего назначения относится к оборудованию, которое проверено временем и до сих пор часто встречается на крупных и мелких производствах. Именно эта модель являлась прототипом многих последующих станков фрезерной группы.
Содержание:
- 1 Коротко о производителе
- 2 Назначение и область применения вертикально-фрезерного агрегата
- 3 Технические характеристики
- 4 Преимущества и недостатки
- 5 Посадочные и присоединительные базы
- 6 Общее описание
- 7 Расположение составных частей
- 8 Расположение органов управления
- 9 Схема кинематическая
- 10 Коробка подач
- 11 Схема электрическая принципиальная
- 12 Электрооборудование
- 13 Инструкция по эксплуатации, паспорт
- 14 Аналоги
Коротко о производителе
Производил данные агрегат – известный Горьковский завод фрезерного оборудования. Он открыт в 1931 году. Универсальное фрезерное оборудование серии Р начали производить на предприятии с 1972 года. По сути, это модернизированные оборудование предыдущей серии М.
Он открыт в 1931 году. Универсальное фрезерное оборудование серии Р начали производить на предприятии с 1972 года. По сути, это модернизированные оборудование предыдущей серии М.
Назначение и область применения вертикально-фрезерного агрегата
Станки 6р13 способны обрабатывать детали по сложным траекториям. Технические параметры оборудования позволяют фрезеровать горизонтально-вертикальные и наклонные поверхности.
Оборудование снабжено вертикальным пинольным шпинделем. Способен обрабатывать заготовки из стали, чугуна, цветных, а также трудно поддающихся обработке металлов. Для работы на этом агрегате используются в основном торцевые и концевые фрезы.
На станке есть возможность обрабатывать:
- вертикальные плоскости;
- горизонтальные;
- наклонные поверхности;
- пазы;
- углы;
- рамки;
- криволинейные поверхности.
На станке специально для криволинейных поверхностей имеется копировальное устройство. Область применения станка – единичное и серийное производство.
Область применения станка – единичное и серийное производство.
Технические характеристики
Основные параметры схожи с предыдущей моделью данной серии 6р12. К основным характеристикам относятся:
- расстояние от оси шпинделя до рабочей поверхности – 30-500 мм;
- до оси направляющей шпинделя – 4 см;
- перемещение вдоль вручную – 10 см;
- поперек – 32 см;
- по вертикали – 42 см;
- механическое перемещение вдоль – 1 метр;
- поперек – 30 см;
- по вертикали – 40 см.
Максимальная масса детали, которую можно обрабатывать на данном станке – до 300 кг. Шпиндель вращается с частотой до 1600 об/мин.
Преимущества и недостатки
Популярность агрегата 6р13 обоснована несколькими основными достоинствами:
- мощность двигателя подач и движения;
- возможность перемещать стол на большие расстояния;
- увеличенные габариты рабочей поверхности;
- высокий диапазон параметров по оборотам шпинедльной головки.

К недостаткам оборудования относится постоянная необходимость осматривать станок, доливать масло, проводить смазку основных элементов конструкции.
Посадочные и присоединительные базы
Общее описание
В отличие от большинства других аналогичных станков оборудование 6р13 имеет возможность прохода по криволинейной траектории. Для этого используется копир, а для подготовки и описания траектории специальный электрический датчик. На основе данного станка создано несколько модификаций, которые снабжены числовым программным управлением.
Поворотная головка снабжена специальным механизмом ручного, осевого перемещения гильзы шпинделя, с помощью которого производят обработку отверстий с углом наклона 45°. Станок обладает достаточной мощностью, чтобы при работе использовать фрезы из быстрорежущего металла.
Расположение составных частей
Основные конструктивные механизмы 6р13:
- станина;
- поворотная головка;
- коробка подач;
- коробка скоростей;
- коробка переключений;
- консоль;
- рабочая поверхность с салазками;
- электрическое оборудование.
Базовый узел станка – литая станина, на которой закреплены все части и узлы механизма. Коробка скоростей передает шпиндельной головке 18 возможных скоростей. Количество оборотов шпинделя изменяется за счет передвижения трех блоков с зубчатой конструкцией по шлицевым валам. Поворотная головка зафиксирована в стандартной кольцевой выточке и крепятся к ней 4 болтами.
Расположение органов управления
Основные управляющие органы рассматриваемого оборудования:
- различные зажимы: шпинделя, салазок, консоли, расположены на станине и на направляющих;
- кнопки запуска, импульса шпинделя, остановки, переключения подачи;
- переключатели для автоматического или ручного управления;
- механизм поворота головки;
- механизм для устройства работы в автоматическом режиме;
- маховики для выдвижения гильзы и для перемещения станка.
Схема кинематическая
Коробка подач
С использованием данного механизма происходит быстрая и стандартная подача стола, консоли и салазок.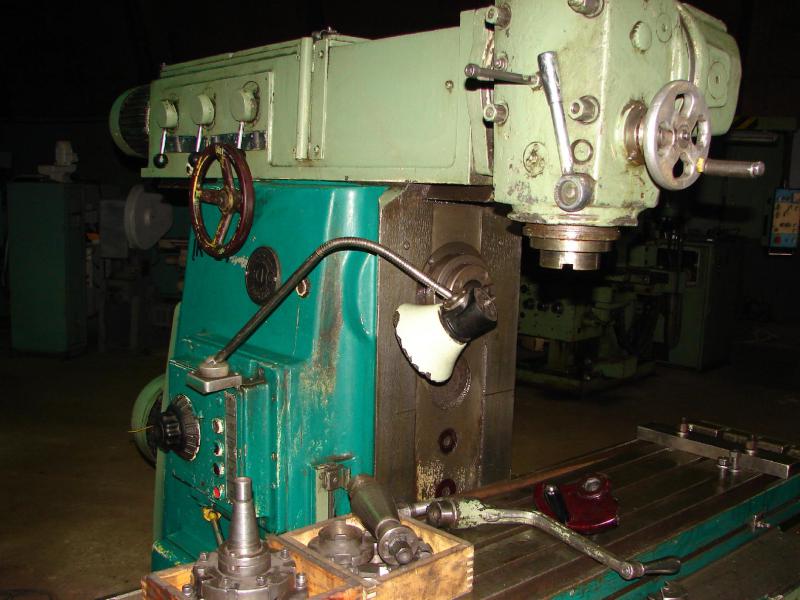 Крутящий момент от нее переходит на выходной вал через предохранительную и кулачковую муфты. В конструкции предусмотрена втулка, соединяющая кулачковую муфту и выходной вал. Ускоренное вращение минует коробку подач.
Крутящий момент от нее переходит на выходной вал через предохранительную и кулачковую муфты. В конструкции предусмотрена втулка, соединяющая кулачковую муфту и выходной вал. Ускоренное вращение минует коробку подач.
Схема электрическая принципиальная
Электрооборудование
К узлам электрооборудования 6р13 относятся следующие элементы:
- сеть питания с переменным током 380 В;
- управляющие цепи 110 и 65 В;
- для местного освещения напряжение 24 В.
Инструкция по эксплуатации, паспорт
Одной из особенностей станка 6р13 является особый механизм поворотной головки. При этом принцип работы остается классическим. Основное вращение происходит за счет поворота фрезы. Дополнительно вращение может осуществляться с помощью подачи стола с заготовкой.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт вертикально-фрезерного станка 6Р13.
Аналоги
Аналогов данного оборудования есть среди отечественных и зарубежных станков:
- FSS315, FSS350MR – Гомельское оборудование.

- 6Д12, 6К12 – станки Дмитровского завода.
- FV321M – Болгарский производитель.
- X5032, X5040 – Китайские аналоги.
Эти станки аналогичны по функциям, конструктивным особенностям, отличаются надежностью и универсальностью. Консольно-фрезерный станок 6Р13 до сих пор ценится за многофункциональность на серийных и единичных производствах.
Поделиться в социальных сетях
Вертикальные консольно — фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
- Подробности
- Категория: Фрезерные станки
Вертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Станки сходны между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р12 отличается от станка 6P13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
Быстроходные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6Р12 и 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола к повышенную мощность двигателя главного движения.
Скачать документацию
Кинематическая схема
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Графики чисел оборотов шпинделя станка, поясняющие структуру механизма, главного движения, приведены на рис. 4 и 5.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее, при включении соответствующей кулачковой муфты, к винтам продольного, поперечного н вертикального перемещения. Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Вертикальные подачи в 3 раза меньше продольных и поперечных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6Р12. 6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
Шпиндель представляет собой двухопорный вал. смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят и следующем порядке:
— выдвигается гильза шпинделя;
— демонтируется фланец 6;
— снимаются полукольца;
— с правой стороны корпуса головки вывертывается резьбовая пробка;
— через отверстие отвертыванием винта 2 расконтривается гайка 1;
— стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов При работе о течение часа избыточная внутренней поверхности инструментального конуса не должна превышать 55°С:
— замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
— полукольца устанавливаются на место и закрепляются;
— привертывается фланец 6. Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиваем масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 10), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. 11) перемещает в осевом направлении главный валик 3 с диском переключения .9.
Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Рейки попарно зацепляются с зубчатым колесом 6. Па одной из каждой пары реек крепится вилка переключения При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки и конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1. заскакивающим в паз звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 10) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным’ положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 3.
Кинематику коробки подач см. на рис. 3.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединённую шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 па торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 13) и вывертывается пробка 1.
На место пробки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на наружной поверхности гайки 18 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 15) получает движение от колоса 10 (см. рис. 12) и передает его на зубчатые колеса 7, 4, 2 и 1 (см. рис. 15). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 и зафиксировано винтом, входящим в засверловку пальца 13.
Втулка 11 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена а колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевый вал IX цепи продольного хода.
Механизм включения поперечной и вертикальной подач
Механизм включения поперечной и вертикальной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты —конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировке, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло и штифт 5 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 3 (см. рис. 17) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Стол и салазки
Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 9 (см. рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув гайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении.Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клипа I стола (рис. 22) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Электрическая схема
Скачать документацию
| Вертикально-Фрезерный станок 6Р13 предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов. Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Вертикальнл-фрезерный станок 6Р13 отличается от аналогичного станка 6Р12 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Конструктивные особенности: |

 На главное отличие модели, которая была выпущена позже, – величины диапазонов оборотов шпинделя. Сейчас Горьковский завод уже не занимается выпуском станков по ясным причинам, купить его можно для производственного или частного пользования в ООО «Станочный парк».
На главное отличие модели, которая была выпущена позже, – величины диапазонов оборотов шпинделя. Сейчас Горьковский завод уже не занимается выпуском станков по ясным причинам, купить его можно для производственного или частного пользования в ООО «Станочный парк». Его можно охарактеризовать следующим образом:
Его можно охарактеризовать следующим образом: Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
 Предусмотрена возможность выполнения работ по сложным траекториям.
Предусмотрена возможность выполнения работ по сложным траекториям.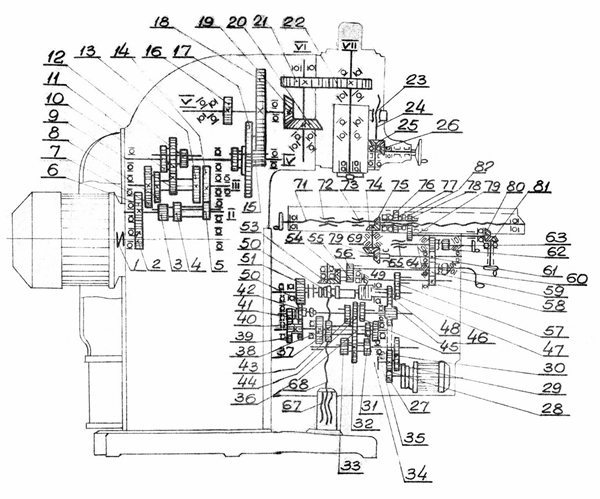
 Следует обратить внимание что:
Следует обратить внимание что: На ней смонтирована бабка с блоком скоростей и электрическим оборудованием. Бабка агрегирует со шпинделем, оснащенным устройством поворота режущего наконечника с наклоном угла не более 45 градусов. Шпиндель во время рабочего процесса находится в статичном состоянии. Стол находится прямо над головкой, оборудован подающими узлами, элементами управления электронной и механической конфигурации, а также салазками, служащими для прямого и бокового передвижения.
На ней смонтирована бабка с блоком скоростей и электрическим оборудованием. Бабка агрегирует со шпинделем, оснащенным устройством поворота режущего наконечника с наклоном угла не более 45 градусов. Шпиндель во время рабочего процесса находится в статичном состоянии. Стол находится прямо над головкой, оборудован подающими узлами, элементами управления электронной и механической конфигурации, а также салазками, служащими для прямого и бокового передвижения.
 Именно этот нюанс позволяет обрабатывать наклонные поверхности и отверстия.
Именно этот нюанс позволяет обрабатывать наклонные поверхности и отверстия.
В наличии! M5AS 010 6R12 A5Z 00000
Запросить Лопастной двигатель
Лопастные двигатели серии M5AS | Denison Hydraulics
DTA поставляет оригинальные лопастные двигатели Denison Hydraulics , комплекты картриджей и другие запасные части со склада . У нас имеется большой запас картриджей и двигателей серии M5 (размер A), совершенно новых и произведенных европейским подразделением насосов и двигателей Parker Hannifin. Свяжитесь с нами сейчас для запроса цены на лопастной двигатель M5AS 010 6R12 A5Z 00000
Это не тот двигатель, который вам нужен? Не нужно беспокоиться! Просто используйте онлайн-конфигуратор лопастного двигателя , чтобы сконфигурировать и выбрать любой другой лопастной двигатель для тяжелых или средних условий эксплуатации, отвечающий вашим требованиям. Диапазон теоретического рабочего объема лопастного двигателя Denison Hydraulics серии M5 (размер A) M5AS составляет от 6,3 мл/об до 25,0 мл/об. Общий рабочий объем однолопастного двигателя M5AS 010 6R12 A5Z 00000 составляет 10,0 мл/об. Дополнительные сведения о гидравлике и технических характеристиках см. ниже.
Общий рабочий объем однолопастного двигателя M5AS 010 6R12 A5Z 00000 составляет 10,0 мл/об. Дополнительные сведения о гидравлике и технических характеристиках см. ниже.
Подлинный лопастной двигатель Denison Hydraulics Denison M5AS от
Паркер Ханнифин
Загрузить техпаспорт лопастного двигателя Denison M5AS
Загрузить каталог запчастей Denison M5AS лопастного двигателя
Дополнительные характеристики:
- Положение портов
- Боковые порты
- Ориентация портов для жидкости
- показать схему0036
- Стандарт подключения
- ISO 1179-1 BSPP
- Опция дренажа моторного дренажа
- Внешний дренаж
- Размер дренажного соединения
- 1/4 «BSPP
- Моторный порт ‘
- 1/2″ BSPP
- Мотовой порт’
- 1/2 «. ‘B’
- 3/4″ BSPP
- Технические характеристики дополнительного лопастного двигателя
- Без опции (стандарт)
- Встроенный клапан давления
- Не включен (стандарт)
Показать больше деталей
Однолопастной двигатель M5AS с картриджем
| Серия | Размер | Заявка | Кулачковое кольцо | Рабочий объем | Крутящий момент | Поток | Давление |
|---|---|---|---|---|---|---|---|
| М5 | А | Сверхмощный | 010 | 10,0 мл/об | 0,159 Нм/бар | 60 л/мин | до 280 бар |
Закажите лопастной двигатель Denison Hydraulics: в сборе или только оригинальные детали, которые вам нужны.

В приведенной ниже таблице деталей вы можете выбрать необходимые гидравлические детали. Все детали, которые мы продаем, являются оригинальными деталями Denison Hydraulics от Parker Hannifin. Мы настоятельно рекомендуем использовать только оригинальные запасные части OEM для обеспечения бесперебойной работы и увеличения срока службы.
Части M5AS 010 6R12 A5Z 00000
| Гидросистема Denison Модель | Описание | Цена по прейскуранту | Артикул № | ||||
|---|---|---|---|---|---|---|---|
 org/Organization»> org/Organization»> | М5АС 010 6Р12 А5З 00000 | Лопастной двигатель Denison M5AS | € 1 418,00 | 054-47243-5 | |||
| КАРТР M5AS МОТОР 010 | Кулачок M5A 010 — Комплект моторного картриджа |  org/Offer»> org/Offer»>€ 582,80 | С54-39388-0 | ||||
| ПЛАСТИНА M5AS ПРЕСС ASS | M5AS Узел давления пластины порта | € 159.40 | С54-39394-0 | ||||
| ВАЛ M5AS СО ШПОНКОЙ 6 В СБОРЕ | Вал в сборе №6 (включая подшипник) | € 310,30 | С54-39399-0 | ||||
 org/IndividualProduct»> org/IndividualProduct»> | КОМПЛЕКТ M5AS УПЛОТНЕНИЯ S5 | Уплотнение класса S5 — комплект уплотнений из витона | € 76,70 | С54-39395-5 |
 org/individualProduct»>
org/individualProduct»>Лопастные двигатели Denison: подшипники, торцевые крышки и встроенные гидравлические клапаны
| Гидросистема Denison Модель | Описание | Цена по прейскуранту | Артикул № | ||||
|---|---|---|---|---|---|---|---|
| МЯЧ BEARG 20 X 47 X 20,6 DRE | Шариковый подшипник приводного вала — передняя крышка двигателя | € 147,50 | 230- -3 | ||||
 org/ProductModel»> org/ProductModel»> | КОЛПАЧОК M5AS КОНЕЦ 1Z CW ASS | Заглушка M5AS — резьба BSPP, боковые порты | € | Свяжитесь с нами | |||
 org/IndividualProduct»> org/IndividualProduct»> | НЕОБХОДИМОСТЬ МЕДВЕДЯ 13 X 19 X 12 | Игольчатый подшипник приводного вала — торцевая крышка двигателя | € 18.30 | 230- -3 | |||
 org/Organization»> org/Organization»> | КЛАПАН M5AS ОБРАТНЫЙ В СБОРЕ | M5AS Обратный клапан с торцевой крышкой — одновращательный | € 91,60 | С24-94046-0 |
 org/individualProduct»>
org/individualProduct»>Запросить этот Лопастной двигатель
Руководство по замене свечей зажигания
Руководство по замене свечей зажигания
|
 com
com jpg»>
jpg»>
|
|



Copyright 1997–2006 Стивен Маллен, -+- |
Техническая информация | TP Engineering
ПЕРЕКРЕСТНАЯ ССЫЛКА ДЛЯ T.P. ДВИГАТЕЛИ
Autolite — 4164
Champion — RA8HC
NGK — DCPR7E
Harley Davidson — 6R12
SPECIFICATIONS:
| Spark Plugs: Gap = .035 |
| Материал наконечника электрода: Резистор |
| Досягаемость: 3/4 дюйма |
| Резистор: Подавитель |
| Тип седла: Прокладка |
| Диаметр резьбы: 12 мм |
| Конфигурация наконечника: Мощность |
| Диаметр ключа: 11/16 дюйма |
TP Engineering рекомендует моторное масло SAE 20W50 на минеральной основе для всех двигателей Pro-Series. Доступен в любом дилерском центре Harley Davidson.
Доступен в любом дилерском центре Harley Davidson.
ПРИМЕЧАНИЕ: Мы не рекомендуем использовать синтетическое масло.
Масляный фильтр* (Используйте только 40-микронный фильтр — номер по каталогу H-D 63796-77A) на всех масляных насосах Classic EVO.
Если ваш двигатель оснащен нашим новым масляным насосом Smart: Smart Pump позволяет использовать фильтр на 10 или 40 микрон.
10 Micron — H-D Деталь № 63798-99 (фильтрует более мелкие частицы)
40 Micron — H-D Деталь № 63796-77A (стандартный фильтр Evo)
ПРИМЕЧАНИЕ: Всегда обеспечивайте достаточную вентиляцию при работе любого двигателя внутреннего сгорания.
ПРОЦЕДУРА ОБКАТКИ НОВОГО ДВИГАТЕЛЯ:
ВНИМАНИЕ: Это двигатель с воздушным охлаждением, для охлаждения которого используется поток воздуха. Не допускайте перегрева двигателя, подвергая его длительной работе на холостом ходу.
ПРИМЕЧАНИЕ : Если ваш двигатель работает при температуре 70 градусов по Фаренгейту или ниже, используйте SAE 10W40; в противном случае используйте моторное масло SAE 20W50 для начальной обкатки на 100 миль. Через 100 миль замените моторное масло и фильтр; используйте только моторное масло SAE 20W50 на минеральной основе. Не используйте никакие присадки или синтетические моторные масла в течение первых 5000 миль пробега.
Через 100 миль замените моторное масло и фильтр; используйте только моторное масло SAE 20W50 на минеральной основе. Не используйте никакие присадки или синтетические моторные масла в течение первых 5000 миль пробега.
Попытайтесь изменить частоту вращения двигателя в течение первых 500 миль. По возможности работайте двигателем на скорости от 1600 до 2500 об/мин. Периодические всплески скорости с последующим быстрым замедлением в этот период могут быть полезными. Ограничьте скорость двигателя до 3800 об/мин и ниже в течение первых 1000 миль. Никогда не превышайте 5500 об/мин. Через 1000 миль замените моторное масло и фильтр; используйте минеральное моторное масло 20W50.
Примечание; Некоторый расход масла является нормальным для нового двигателя. Часто проверяйте уровень масла на горячем двигателе после того, как двигатель поработает на холостом ходу в течение 30 секунд. Компания TP рекомендует моторное масло на минеральной основе SAE 20W50 для всех двигателей серии Pro.

Руководство по владельцу:
Труп для кромки: Thunderheart Инструкции по воспламенению
TP / Crane HI-4 Egnition: 89-0107.0010
Инструкции — Сборка верхнего конца
Технические характеристики — Спецификации крутящего момента двигателя
Устранение неполадок, выходящее на верхний конец. Дрофины
Мокл -симп: Процедура: Как очистить насос
:
Инструкция по установке масляного насоса Classic
Classic — Схема подключения масляного насоса
Схема подключения масляного насоса Classic
Smart — Схема подключения масляного насоса
Smart — масляный насос — инструкция по установке.
Маунт нефтяного фильтра: Диаграмма
Программные коробки рокер требуют разборки коромысла.

————————————————————- ————————————————— ———
1 — Снимите свечу зажигания и проверните двигатель, пока передний поршень не окажется в верхней точке своего хода, а оба передних гидрокомпенсатора находятся в самом нижнем положении (ВМТ — верхняя мертвая точка, сжатие).
2 — Снимите зажимы крышки толкателя и крышки подъемника в сборе, чтобы увидеть подъемники.
3 — Ослабьте контргайки с помощью (2) рожковых ключей на 3/8 и укоротите толкатели до полного ослабления.
4 — Удерживая корпус толкателя выхлопной трубы, поверните нижнюю часть против часовой стрелки, чтобы снять зазор между толкателем и коромыслом.
5 — Отметьте положение лысок и с помощью гаечного ключа, удерживая верхнюю гайку на месте, поверните нижнюю гайку толкателя 3 на полные обороты (18 граней). Теперь затяните среднюю контргайку против нижней гайки.
Теперь затяните среднюю контргайку против нижней гайки.
ПРИМЕЧАНИЕ: Перед регулировкой впускного толкателя дайте подъемнику достаточно времени для прокачки (не менее 10 минут).
ПРЕДОСТЕРЕЖЕНИЕ: Если не дать прокачать гидравлический подъемник перед вращением двигателя или регулировкой другого толкателя, это может привести к контакту клапана с клапаном и серьезному повреждению клапанного механизма. Из подъемника истекает кровь, когда толкатель можно повернуть кончиками пальцев.
6 — Повторите вышеуказанные процедуры для заднего цилиндра.
7 — Установите на место свечи зажигания, трубки толкателей и трубные хомуты.
ОБНОВЛЕНИЕ:
TP Engineering представила новые толкатели для наших двигателей конца 2009 года. Новые толкатели можно отрегулировать, используя те же процедуры, что и выше, за исключением того, что контргайки больше (7/16) и для их регулировки требуется 4 полных оборота.

