6Р81 паспорт: 6Р81 Станок консольно-фрезерный горизонтальный с поворотным столом
Содержание
Паспорт на консольно-фрезерный станок 6Р81 / Фрезерные станки / Stanok-online.ru
Рубрикатор
Разделы документации
26 октября 2016г.
Фрезерные станки
Печать документации: —
Год печати документации: 1986
Количество папок: 1
Количество страниц, листов: 62
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство по эксплуатации
Содержание: 1. Техническое описание
Назначение и область применения
Состав станка
Устройство и работа станков и их составных частей
Электрооборудование
Система смазки 2. Инструкция по эксплуатации
Указания мер безопасности
Порядок установки
Настройка и наладка станков
Регулирование станков
Особенности разборки станков
3. Паспорт
Общие сведения
Основные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке консольно-фрезерных станков
Свидетельство о консервации
Свидетельство об упаковке
Схемы и чертежи станка:
— Расположение составных частей на станке чертёж
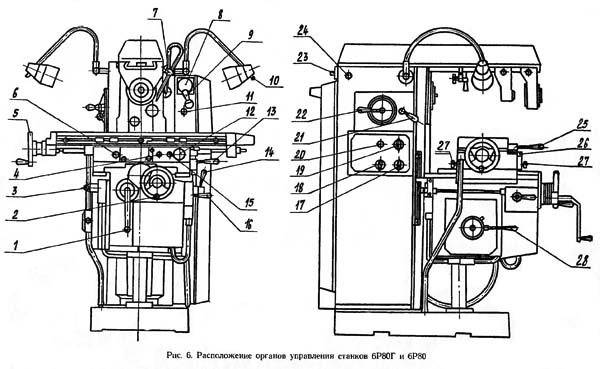
— Расположение органов управления на станке чертёж
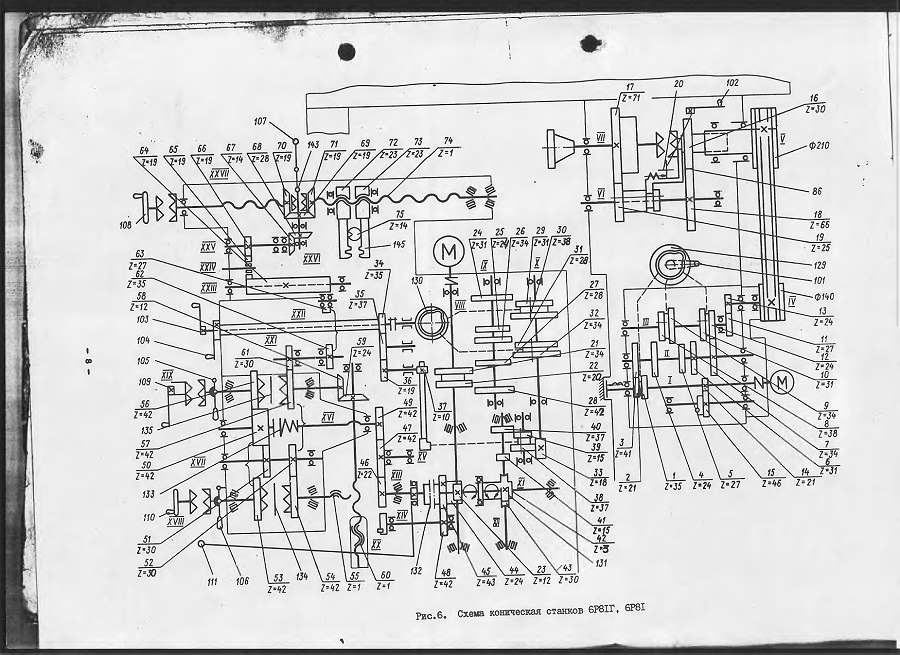
— Схема кинематическая станков
— Схема кинематическая привода шпинделя
— Привод шпинделя и коробка скоростей чертёж
— Коробка подач и редуктор чертёж
— Коробка реверса чертёж
— Консоль чертёж
— Стол чертёж
— Фрезерная головка чертёж
— Поворотная головка чертёж
— Ползун станка чертёж
— Схема принципиальная электрическая
— Схема монтажная
— Расположение электрооборудования на станках
— Схема смазки принципиальная
— Схема транспортировки
— Схема подачи и отвода охлаждающей жидкости
— Схема регулирования клиноременной передачи
— Схема регулированияклиньев стола, салазок и консоли
— Схема расположения подшипников в станках
— Схема расположения подшипников в приводе станка
— Схема расположения подшипников в ползуне и поворотной головке
— Эскиз Т-образных пазов стола чертёж
— Эскиз конца шпинделя чертёж
— Эскиз конца поворотного шпинделя чертёж
— Эскиз пазов направляющих станины чертёж
— Габарит рабочего пространства чертёж
— Установочный чертёж станка
Краткое описание станка:
Консольно-фрезерный универсальный станок модели 6Р81 предназначен к использованию в условиях индивидуального и мелкосерийного производства. На станке возможна обработка плоских и фасонных поверхностей цилиндрическими, торцовыми и концевыми фрезами. Техническая характеристика станка обеспечивает производительную обработку чёрных и цветных металлов с применением быстрорежущего и твёрдосплавного инструмента. Технологические возможности станка могут быть расширены применением делительной головки, накладного круглого стола, накладных фрезерных и долбежных головок. При подключении станка необходимо обеспечить правильное направление вращения ротора, электродвигателя механизма подачи, в противном случае не будет работать механизм подачи, и возможна поломка деталей. Ротор электродвигателя должен вращаться в направлении стрелки, нанесённой на кожухе.
Комментарии
Горизонтально-фрезерный станок 6Р81: паспорт, схемы, описание, характеристики
Сферы использования консольно-фрезерного станка
На оборудовании 6Р81 можно обрабатывать детали из стали, чугуна, цветных металлов. В оснастке используются торцевые, дисковые, цилиндрические, угловые и специальные фрезы. Благодаря особенностям конструкции и максимальной универсальности агрегат используется на небольших производствах.
Основные сферы применения:
горная металлургия;
тяжелая промышленность;
производство товаров общего назначения;
частный производственный сектор.
Возможность обрабатывать любой металл под любым углом позволяет обработать деталь используя один станок, что значительно экономит затраты при производстве.
Конструкционные особенности
Агрегат нормального класса точности с поворотным столом, которые способен перемещаться в трех направлениях. Главный шпиндель никогда не меняет положение в устройстве.
Составные части
Основой агрегата является станина. Она имеет жесткую отливку, а специальные ребра делают конструкцию более жесткой. Сверху станины расположены направляющие, по которым движется станковый хобот. К нему монтируется одна или больше серег. Отдельно монтируется емкость, куда собирается охлаждающая жидкость.
Стол агрегата выполняет быстрые передвижения по трем осям. Все рабочие движения как станка, так и механизма шпинделя выполняется от двух электродвигателей, которые способны включаться вне зависимости друг от друга.
Технические параметры шпиндельного узла:
18 различных скоростей;
шпиндель вращается с частотой до 1600 об/мин;
45 конус.
Всего ступеней подач у оборудования – 16. Станок от перегрузок защищает шариковая пара, которая при помощи муфты тормозит шпиндель. Для торможения вертикальной и поперечной механической подачи существует блокировочный механизм. Редуктор и коробка передач смонтированы в общий узел. Отдельно имеется коробка реверса.
Органы управления
Все рукоятки, переключатели, кнопки расположены на удобной высоте рядом с контролируемыми механизмами. Основные органы управления: пуск шпинделя, подачи, общий стоп. Непосредственно рядом с этими органами управления расположены:
рукоятка переключения перебора и скоростей;
для вращения хобота передвигают специальный квадрат;
кнопка «толчок шпинделя»;
рукоятка для включения продольной, вертикальной и поперечной подачи;
включатель помпы охлаждения;
винты для фиксации салазок от поворота.
Специальная изогнутая ручка служит для подъема и спуска консоли со столом. Для включения ускоренного хода в любом направлении также имеется рычаг.
Кинематическая схема
Основная задача кинематической схемы заключается в том, чтобы владелец понимал, как взаимодействуют и контактируют между собой основные элементы оборудования. Выноски включают в себя количество зубьев шестерен. Главное движение становится возможным благодаря фланцевому электрическому двигателю посредством упругой соединительной муфты. Количество оборотов способно меняться за счет передвижения трех зубчатых блоков по специальным шлицевым валам.
Подачи приводятся в действие с помощью фланцевого электрического двигателя, установленного в консоли. Благодаря двум трехвенцовым блокам и передвижному зубчатому колесу обеспечивается доступ к 18 различным подачам, которые передаются в консоль по шариковой предохранительной муфте.
Получение ускоренных перемещений становится возможным при включении фрикционов быстрого хода, который вращается благодаря промежуточным зубчатым колесам от электрического двигателя подач. Основным элементом всей конструкции станка является станина, на которой закрепляются остальные механизмы и узлы. Она жестко крепится к основанию с помощью набора штифтов.
Технические характеристики
Принцип работы прост: шпиндель берет вращение от коробки скоростей, которая подключена к основному двигателю. в агрегате предусмотрены два двигателя, с мощностью в 1.5 и 5.5 кВт. Технические характеристики обуславливают надежность и универсальность оборудования.
Габаритные показатели
Габариты рабочего стола рассматриваемого агрегата:
длина – 100с м;
ширина – 25 см;
расстояние от хобота до оси шпинделя – 14.2 см;
от стола до шпинделя – 5–37 см.
Размеры самого станка:
в длину – 148 см;
по ширине – 199 см;
высота – 163 см.
вес оборудования – 2280 кг.
Точность, продуктивность
Станок отличается высокой производительностью благодаря следующим техническим характеристикам:
число Т-образных пазов – 3;
перемещение стола по оси Х – 63 см;
перемещение вертикальное – 32 см;
поперечное – 20 см.
Перемещение стола на одно деление лимба вдоль или поперек – 0.05 мм. Одно вертикальное деление лимба – 0.025 мм. Один поворот лимба продольный или поперечный – 6 мм, вертикальный – 3 мм. Угол поворота стола ±45°.
Ограничения
На станке существуют и специальные ограничения. К ним относятся:
выключающие упоры подач;
блокировка ручной механической подачи вертикальной и поперечной;
муфта для торможения шпинделя;
шариковая пара для предохранения от перегрузки.
Пределы вертикальной рабочей подачи – 266.7 мм/мин, продольной и поперечной – 25-800 мм/мин.
Устройство станка – основные узлы и механизмы
Кинематическая схема станка 6Р82
Перечень к кинематической схеме станка 6Р82
Паспорт и схема станка 6Р82 предусматривает следующие важные конструктивные детали, узлы и механизмы:
Станина
Станина относится к фундаменту станка, на котором устанавливаются все его рабочие детали, узлы и механизмы. Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Хобот и серьги
Эти детали размещаются на станине. Хобот закрепляется и скользит по направляющим. Серьги монтируются на других направляющих, которые располагаются на хоботе. Внутри хобота расположена коробка скоростей, посредством которой передается вращение шпинделю.
Хобот с серьгами станка 6Р82
Серьги устанавливаются в специально предусмотренных для этих целей отверстиях. Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.
Для регулировки зазоров в подшипниках серьги, предусмотрена специальная гайка. Регулировка проводится с контролем по результатам температуры нагрева серьги. Измерение температуры нагрева должна производиться после обкатки станка. Время обкатки должно быть не менее одного часа, а число оборотов шпинделя устанавливается максимальным. Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Масло, которым смазываются подшипники, находится в специальных углублениях (нишах), расположенных на серьге. Масло поступает в подшипник через втулочные оконные проемы.
Коробка подач
Коробка подач 6Р82 предназначена для обеспечения перемещения всех движущихся частей и агрегатов станка.
Коробка подач станка 6Р82
Главное движение обеспечивается приводом, в состав которого входит фланцевый электрический двигатель и соединительная муфта. Электродвигатель привода подач устанавливается внутри консоли станка. Консольно-фрезерные станки 6Р82, паспорт которых предусматривает изменение скорости шпиндельного узла, могут работать на 18 фиксированных скоростях. Регулировка осуществляется посредством зубчатых колесных блоков. Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
В коробке подач предусмотрен режим быстрого перемещения. Такой режим перемещения возможен только после приведения в действие фрикциона форсированного хода. Фрикционная передача позволяет передавать вращающий момент от электродвигателя главного хода на консоль, а уже потом к винтам перемещений.
Консоль
Описание консоли дает паспорт. Конструкция консоли изготовлена в виде металлической коробчатой отливки. Она передвигается по вертикальным направляющим, которые соединены со станиной.
Внутри консоли расположены основные механизмы коробки подач. Эти механизмы предназначены для передачи движения от коробки подач к винтовым валам.
Коробка переключения скоростей
Коробка скоростей на фрезерном станке 6Р82 расположена непосредственно на станине (в хоботе) и предназначена для установки необходимого скоростного режима обработки детали. Конечным узлом коробки скоростей является ее шпиндель, который представляет собой вал, удерживающийся на трех опорах. Роль опор выполняют подшипники.
Разрез по шпинделю станка 6Р82
Шпиндель предназначен для передачи вращательного момента от силовой коробки передач, к закрепленному в нем инструменту. Вращательный момент коробка передач получает от вала электродвигателя главного хода станка, соединенных между собой соединительной муфтой.
Для перехода от одной оптимальной величины вращения шпинделя к другой нет необходимости последовательного перехода по скоростным промежуточным ступеням. Основными деталями коробки скоростей являются: рейка, рукоятка переключателя, зубчатые колеса и шестерни.
Для осмотра внутренних деталей коробки, на ней установлено смотровое окно. Переключение скоростей осуществляется рукояткой. Необходимая скорость выбирается по указателю оборотов шпинделя. С помощью коробки скоростей можно устанавливать 19 различных скоростей вращения шпинделя.
Стол и салазки
Эти конструктивные узлы предназначены для передвижения стола в продольных и поперечных плоскостях. Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.
Внешний вид фрезерного станка 6Р82
Стол и ходовой винт соединяются по торцам стола с помощью кронштейнов. Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта регулируется специальной гайкой.
Механизм разворота стола обеспечивает установку его на угол в 45° от его первоначального положения. Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Салазки выполняют функцию буферной части между консолью и столом. Они передвигаются по горизонтальным направляющим, которые расположены на консоли.
Горизонтально-фрезерный станок: запуск и эксплуатация, паспорт
Работа на станке 6Р81 не требует специальной подготовки. В оборудовании всегда должна действовать система охлаждения. Если жидкость не поступает в агрегат, то его необходимо отключить от питания, а затем проверить работу всей системы. Перед запуском станка следует проверить исправность всех систем, нормальную работу проводки, а также наличие заземления.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт универсального консольно-фрезерного горизонтального станка 6Р81.
Техника безопасности
Консольно-фрезерный станок 6Р81 является, как и прочее аналогичное оборудование источником травмоопасности. Поэтому при работе с агрегатом важно соблюдать основные правила техники безопасности:
работать в защитном костюме;
не подходить к станку в состоянии алкогольного опьянения или под воздействием наркотических веществ;
на операторе не должно быть свободной одежды, все рукава застегнуты, а волосы спрятаны под головной убор;
перед работой обязательно проверить наличие заземления и работоспособность оборудования на холостом ходу.
Эти несложные правила помогут избежать травм и вреда здоровью.
На главную
§ 77. ПАСПОРТ ФРЕЗЕРНОГО СТАНКА
Значение паспорта станка для рациональной эксплуатации
Каждый фрезерный станок, находящийся в цехе, имеет паспорт, приложенный к нему заводом-изготовителем и хранящийся в отделе главного механика завода. В заголовке паспорта фрезерного станка помещены общие сведения: инвентарный номер, тип станка (универсальный, горизонтальный, вертикальный, шпоночный, резьбофрезерный), его модель, завод-изготовитель, заводской номер, год выпуска, место установки (цех), время пуска в эксплуатацию. На первой странице паспорта приводятся основные данные станка: габарит и вес станка, расстояние оси шпинделя до стола, до хобота; размеры рабочей площади стола; наибольшее ручное и механическое перемещение стола; цена деления лимба вертикальной, поперечной и продольной подач; размеры конуса гнезда шпинделя; эскизы конца шпинделя; размеры хобота с серьгой. На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ
, допускаемые механизмами продольной, поперечной и вертикальной подач. Кроме паспорта, к каждому станку прилагается руководство по уходу и обслуживанию, которое хранится у цехового, механика или на рабочем месте. В руководстве, кроме сведений, имеющихся в паспорте, приведены рекомендации для использования станка по мощности и силовым нагрузкам, кинематика станка со спецификацией зубчатых колес и червяков (как цепи главного движения, так и цепи подач), ходовых винтов и гаек, описание конструкции станка и его узлов, возможные неполадки в работе и способы их устранения, включая регулирование механизмов, приемы наладки станка и настройки коробки скоростей и коробки подач, описание и схемы электрооборудования,рекомендации по транспортированию, распаковке станка и установке на фундамент, проверке на точность, смазке и т. п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми.
Паспорт консольно-фрезерных станков 6М82, 6М82Г и 6М12П
Кроме общих сведений о станке, в паспорте консольно-фрезерного станка второй размерной гаммы (6М82, 6М82Г и 6М12П) приведены следующие сведения об основных размерах станка.
Основные данные станков
* Габариты станка, приведенные в паспорте, характеризуют «упаковочные» или наибольшие их размеры при условии установки перемещающихся узлов в среднее положение. При расчете занимаемой станком площади необходимо к паспортному размеру длины прибавить значение паспортного продольного хода 700 мм
(в каждую сторону по 350 мм ).
Пределы использования станков по мощности и силовым нагрузкам
При высоких и средних числах оборотов шпинделя пределы использования станка ограничиваются главным образом допустимыми значениями скоростей резания для фрез и мощностью электродвигателя главного движения. Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70 — 75% мощности электродвигателя при работе на низких (4 — 5 ступенях) числах оборотов. Во всех случаях обработки, где возможна работа с твердосплавными фрезами, рекомендуется применять станок на скоростных режимах резания, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станка. Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ
, поперечной 1200 кГ и вертикальной 500 кГ . При работе на тяжелых режимах резания, как правило, использование станка ограничивается стойкостью и прочностью режущего инструмента. После того как установлен режим резания (см. главу XXVII), необходимо по паспорту проверить соответствие его данному станку по мощности и силовой нагрузке.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как определить крутящий момент при фрезеровании? 2. Чем характеризуется мощность, необходимая для фрезерования? 3. Что такое к. п. д. станка? 4. Как определить правильность выбора станка по мощности? 5. Для чего нужен паспорт станка? предыдущая страница
оглавление
следующая страница
Модификации и зарубежные модели
Существуют как Российские модификации агрегата 6Р81, так и импортные аналоги со схожими характеристиками. Отечественные станки:
6Р81Ш – широкоуниверсальный станок.
6к82ш – еще один вариант широкоуниверсального станка со специальной шпиндельной головкой, которая может поворачиваться по горизонтали и вертикали.
6Н81 – горизонтальные, вертикальные – 6Н11.
Бесконсольно-фрезерные станки имеют шпиндель, который перемещается строго вертикально.
Иностранные аналоги:
Х613А – консольно-фрезерный станок китайского производства.
Х6132 – универсальные консольно-фрезерные станки с размером 1320х320.
Как устроена поворотная головка станка?
На изображении выше представлен актуальный чертеж поворотной головки, которая используется в станке 6Т12. Ее центрируют в кольцевой выточке, расположенной в горловине станины, фиксируя 4-мя болтами, которые входят в 1-разный паз станинного фланца.
Шпиндель состоит из двухопорного вала, который интегрируется в выдвижную гильзу. Регулировка осевых люфтов сводится к необходимости подшлифовки колец 4 и 3. Устранение повышенного люфта в переднем подшипнике становится возможным за счет подтягивания гайки и подшлифовки кольца 5. От владельца требуется соблюдение правильного порядка проведения обслуживания. Чтобы избавиться от радиального люфта, величина которого составляет одну сотую миллиметра, требуется подшлифовка приблизительно на 0.12 миллиметров.
Отзывы
Все отзывы о работе консольно-фрезерного станка положительные. Особенно пользователи отмечают его надежность и долгий срок безремонтной эксплуатации. Универсальность станка также имеет немаловажное значение. Владельцы крупных производств ценят данное оборудование за высокую производительность и уменьшение затрат, поскольку на одном станке можно обработать деталь со всех сторон. Консольно-фрезерный станок производился Дмитровским заводом фрезерных станков и до сих пор используется на мелкосерийных и серийных производствах в металлургии и машиностроении.
 Паспорт
Паспорт На станке возможна обработка плоских и фасонных поверхностей цилиндрическими, торцовыми и концевыми фрезами. Техническая характеристика станка обеспечивает производительную обработку чёрных и цветных металлов с применением быстрорежущего и твёрдосплавного инструмента. Технологические возможности станка могут быть расширены применением делительной головки, накладного круглого стола, накладных фрезерных и долбежных головок. При подключении станка необходимо обеспечить правильное направление вращения ротора, электродвигателя механизма подачи, в противном случае не будет работать механизм подачи, и возможна поломка деталей. Ротор электродвигателя должен вращаться в направлении стрелки, нанесённой на кожухе.
На станке возможна обработка плоских и фасонных поверхностей цилиндрическими, торцовыми и концевыми фрезами. Техническая характеристика станка обеспечивает производительную обработку чёрных и цветных металлов с применением быстрорежущего и твёрдосплавного инструмента. Технологические возможности станка могут быть расширены применением делительной головки, накладного круглого стола, накладных фрезерных и долбежных головок. При подключении станка необходимо обеспечить правильное направление вращения ротора, электродвигателя механизма подачи, в противном случае не будет работать механизм подачи, и возможна поломка деталей. Ротор электродвигателя должен вращаться в направлении стрелки, нанесённой на кожухе.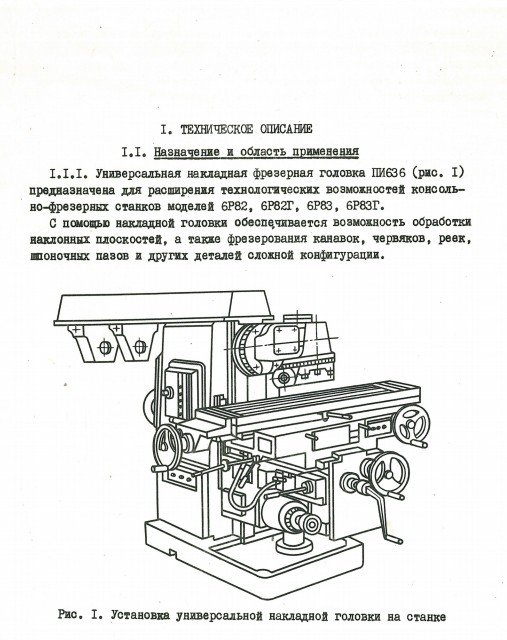 В оснастке используются торцевые, дисковые, цилиндрические, угловые и специальные фрезы. Благодаря особенностям конструкции и максимальной универсальности агрегат используется на небольших производствах.
В оснастке используются торцевые, дисковые, цилиндрические, угловые и специальные фрезы. Благодаря особенностям конструкции и максимальной универсальности агрегат используется на небольших производствах. Отдельно монтируется емкость, куда собирается охлаждающая жидкость.
Отдельно монтируется емкость, куда собирается охлаждающая жидкость.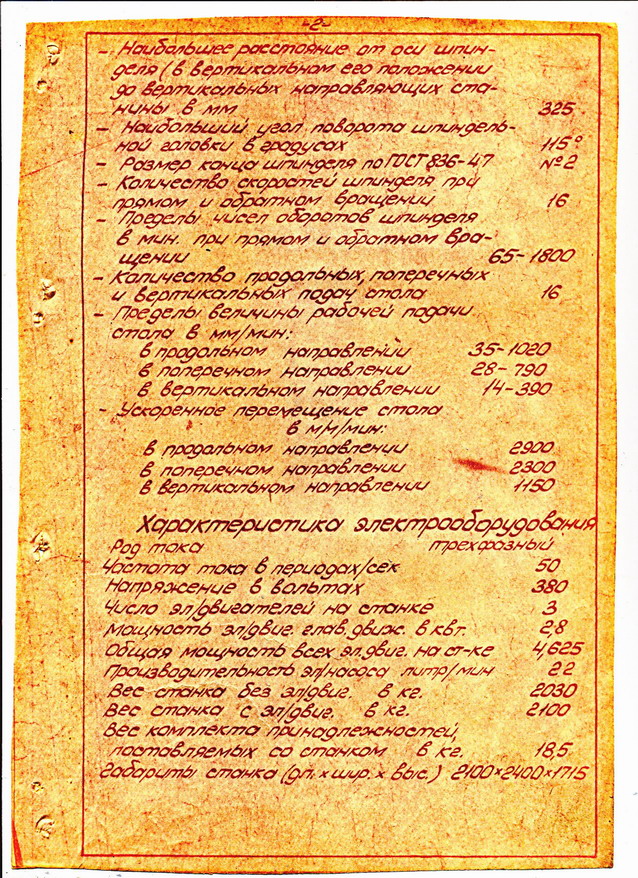
 Основным элементом всей конструкции станка является станина, на которой закрепляются остальные механизмы и узлы. Она жестко крепится к основанию с помощью набора штифтов.
Основным элементом всей конструкции станка является станина, на которой закрепляются остальные механизмы и узлы. Она жестко крепится к основанию с помощью набора штифтов.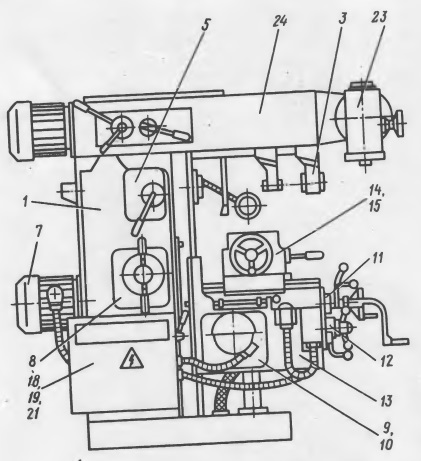
 Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами. Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.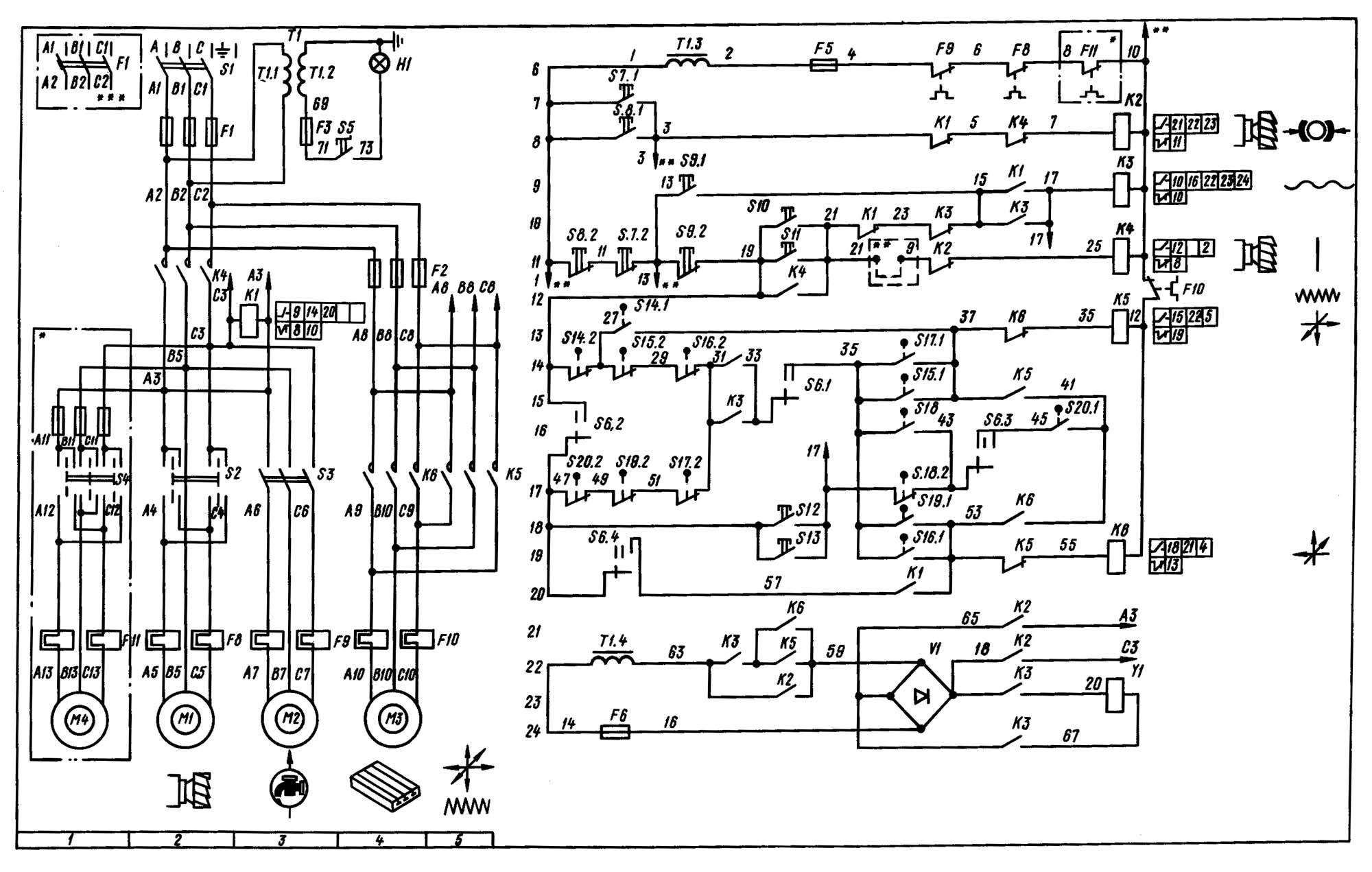 Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка. Роль опор выполняют подшипники.
Роль опор выполняют подшипники. Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.
Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола. Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
 На первой странице паспорта приводятся основные данные станка: габарит и вес станка, расстояние оси шпинделя до стола, до хобота; размеры рабочей площади стола; наибольшее ручное и механическое перемещение стола; цена деления лимба вертикальной, поперечной и продольной подач; размеры конуса гнезда шпинделя; эскизы конца шпинделя; размеры хобота с серьгой. На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ
На первой странице паспорта приводятся основные данные станка: габарит и вес станка, расстояние оси шпинделя до стола, до хобота; размеры рабочей площади стола; наибольшее ручное и механическое перемещение стола; цена деления лимба вертикальной, поперечной и продольной подач; размеры конуса гнезда шпинделя; эскизы конца шпинделя; размеры хобота с серьгой. На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ В руководстве, кроме сведений, имеющихся в паспорте, приведены рекомендации для использования станка по мощности и силовым нагрузкам, кинематика станка со спецификацией зубчатых колес и червяков (как цепи главного движения, так и цепи подач), ходовых винтов и гаек, описание конструкции станка и его узлов, возможные неполадки в работе и способы их устранения, включая регулирование механизмов, приемы наладки станка и настройки коробки скоростей и коробки подач, описание и схемы электрооборудования,рекомендации по транспортированию, распаковке станка и установке на фундамент, проверке на точность, смазке и т. п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми.
В руководстве, кроме сведений, имеющихся в паспорте, приведены рекомендации для использования станка по мощности и силовым нагрузкам, кинематика станка со спецификацией зубчатых колес и червяков (как цепи главного движения, так и цепи подач), ходовых винтов и гаек, описание конструкции станка и его узлов, возможные неполадки в работе и способы их устранения, включая регулирование механизмов, приемы наладки станка и настройки коробки скоростей и коробки подач, описание и схемы электрооборудования,рекомендации по транспортированию, распаковке станка и установке на фундамент, проверке на точность, смазке и т. п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми.
 Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ
Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ Отечественные станки:
Отечественные станки: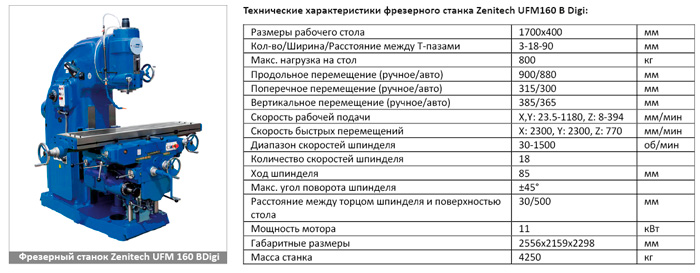 Устранение повышенного люфта в переднем подшипнике становится возможным за счет подтягивания гайки и подшлифовки кольца 5. От владельца требуется соблюдение правильного порядка проведения обслуживания. Чтобы избавиться от радиального люфта, величина которого составляет одну сотую миллиметра, требуется подшлифовка приблизительно на 0.12 миллиметров.
Устранение повышенного люфта в переднем подшипнике становится возможным за счет подтягивания гайки и подшлифовки кольца 5. От владельца требуется соблюдение правильного порядка проведения обслуживания. Чтобы избавиться от радиального люфта, величина которого составляет одну сотую миллиметра, требуется подшлифовка приблизительно на 0.12 миллиметров.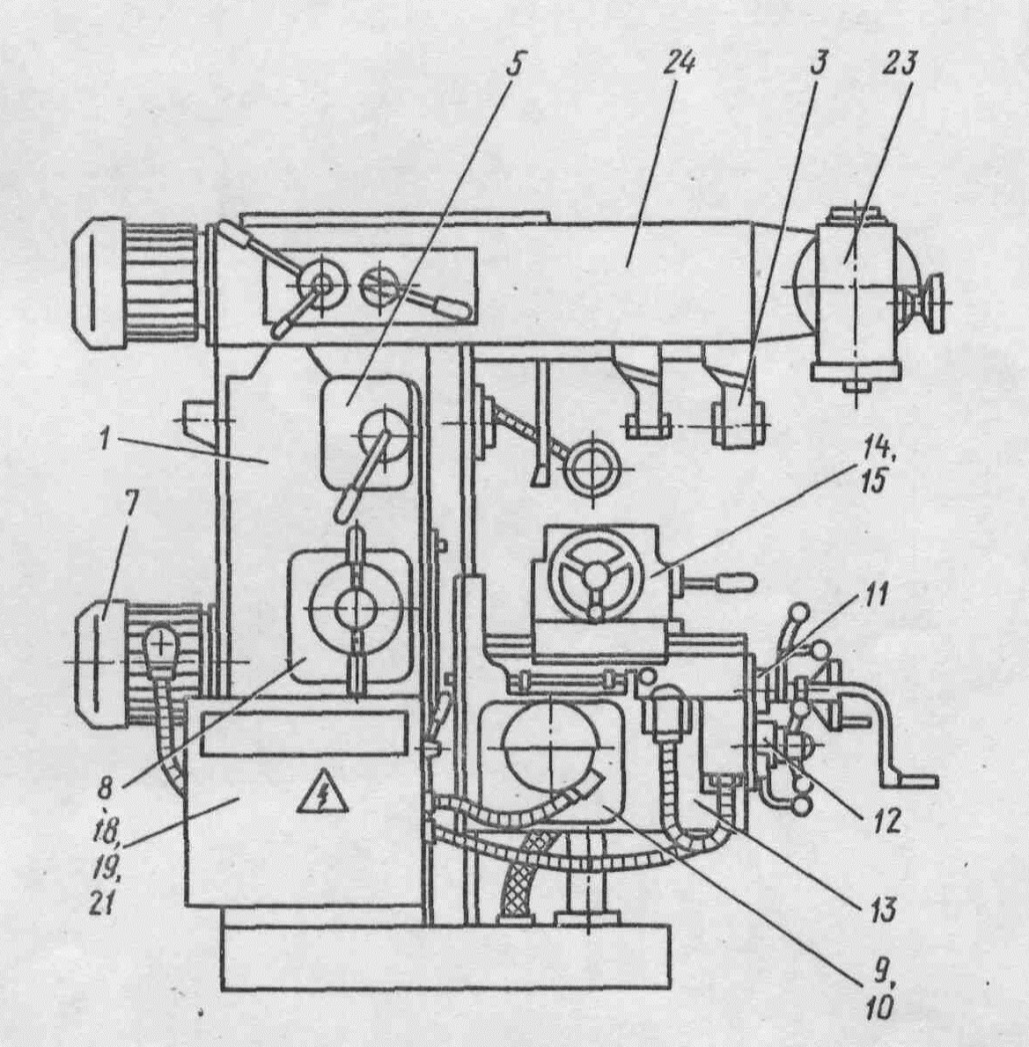 skipToContent
skipToContent