Своими руками хонинговальная головка: 👉 хонинговальная головка своими руками
Содержание
Доработка (расточка и хонингование) блока цилиндров своими руками » АвтоНоватор
Доработка блока цилиндров вам, как правило, может понадобиться лишь в двух случаях. Это если вы решили провести форсирование двигателя или пришло время ремонтировать блок цилиндров.
Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Если хонингование цилиндров в некоторых случаях можно провести своими руками при помощи ручной хонинговальной головки и электродрели, то проточка цилиндров – это долгий и специальный технологический процесс.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.
Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Хонинговка цилиндров после расточки
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.
Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.
И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров.
- Автор: Андрей
- Распечатать
Оцените статью:
(5 голосов, среднее: 3.2 из 5)
Поделитесь с друзьями!
Adblock
detector
обработка отверстий блока цилиндров двигателя, виды хонинговальных головок
Содержание
- 1 Суть процесса
- 2 Цель хонингования
- 3 Инструмент для обработки
- 4 Проведение работ
- 5 Хонингование цилиндров своими руками
Хонингование — одна из операций технологического процесса, производящая отделочную обработку внутренних цилиндрических отверстий при помощи абразивных инструментов. Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Суть процесса
Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
После нескольких двойных ходов производится разведение брусков. Для снятия равномерного припуска хонинговальная головка имеет плавающее крепление. Хонинговкой можно добиться 5−6 класса точности и 10−12 квалитета шероховатости.
Во время движения абразивных брусков происходит снятие металла в микроскопических объемах. На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
Цель хонингования
Среди причин использования хонов выделяются следующие:
- форма обработанных внутренних отверстий соответствует геометрическим параметрам;
- высокая точность размеров;
- низкая шероховатость;
- нанесение микроскопических рисок, образующих правильный рисунок.
Если отверстие гильзы двигателя не будет иметь правильную форму, то это повлечет за собой снижение компрессии и снижение рабочего ресурса поршневой группы. Растачивание не обеспечивает получение идеальной формы из-за изнашивания и отгибания резцового инструмента. Форма может иметь дефекты в виде конусности и бочкообразности.
Обработка лезвийным инструментом не позволяет добиться требуемой чистоты. Из-за чего в процессе эксплуатации идет повышенный износ компрессионных колец и, как следствие, повышенный расход топлива и масла. Канавки с остатками смазывающего материала исключают сухое трение деталей.
Канавки с остатками смазывающего материала исключают сухое трение деталей.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
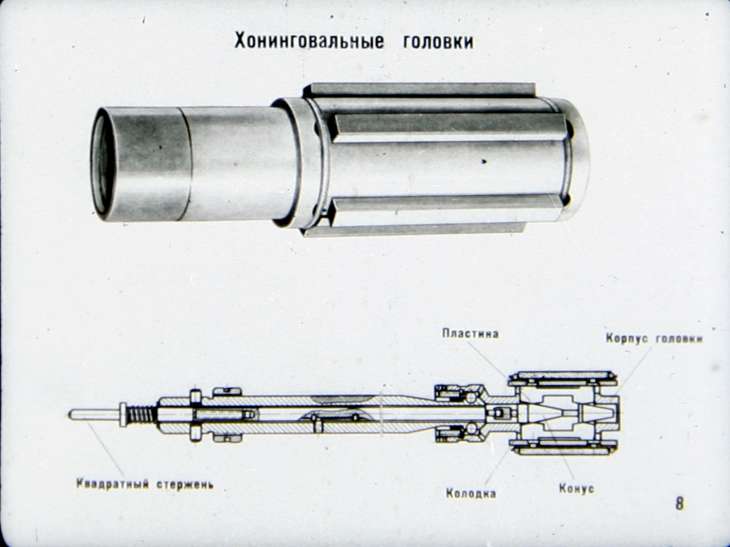
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов.
Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Проведение работ
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Рабочая поверхность брусков снимет вершины микронеровностей, оставшихся после растачивания. Такой метод называется плосковершинный или платохонингованием.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Хонингование цилиндров своими руками
Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Для обработки потребуется набор наждачной бумаги, имеющей различную зернистость. Для предварительной обработки используют крупную шкурку. А по мере сглаживания микронеровностей зернистость бумаги уменьшается.
Хонинговальная головка своими руками делается из приспособления для ручной обработки. Конструкция состоит из трех лап. Вокруг них обматывается наждачная бумага по ходу вращения.
Хонингование происходит при обильном смачивании маслом. Процесс напоминает притирание деталей абразивным порошком. Контроль размеров при отсутствии нутромера производится поршнем ремонтного размера.
Восстановленные и восстановленные хонинговальные станки
▲
Разработано
- Главная
- Продукты
- Модернизированные хонинговальные станки
/
/
Долговечность является и была главным приоритетом при разработке и производстве наших хонинговальных станков. В результате многие машины, построенные десятилетия назад, до сих пор используются в производстве с функциями, которые уже не являются «современными». Помня об этом, мы предлагаем клиентам возможность обновления или модернизации этих старых моделей машин.
В результате многие машины, построенные десятилетия назад, до сих пор используются в производстве с функциями, которые уже не являются «современными». Помня об этом, мы предлагаем клиентам возможность обновления или модернизации этих старых моделей машин.
Выбирая обновление или перестройку старой машины, мы часто можем предложить более экономичное решение для тех, кто работает с бюджетными ограничениями и более быстрой доставкой для удовлетворения требований ускоренного проекта. Стоимость может быть согласована с комбинацией механических и электрических обновлений, чтобы удовлетворить ваши требования.
Независимо от того, переоснащаете ли вы новую заготовку, стремитесь повысить производительность и качество имеющегося станка или обнаружили, что техническое обслуживание больше не представляется возможным, модернизация станка может оказаться для вас правильным решением.
Элементы хонинговального станка, которые обычно восстанавливаются:
- Механические компоненты
- Электрические элементы управления
- Гидравлические и пневматические системы
- Крепеж и оснастка
- Система фильтрации охлаждающей жидкости
Некоторые стандартные модификации, которые мы предлагаем:
Модернизация механической части хонинговального станка:
- Очистка и восстановление станины и колонны станка
- Поршневые цилиндры
- Замена направляющих стержней и втулок направляющих стержней
- Система расширения хона (серво или гидравлическая)
- Замена головки или восстановление до состояния «как новая»
- Ремонт узла привода шпинделя
- Изготовление брызговиков для сдерживания охлаждающей жидкости
- Восстановить узел кронштейна направляющей хона
- Управление ходом
Модернизация электрооборудования хонинговального станка:
- Системы расширения хонинговального сервопривода переменного тока
- Новый электрический шкаф
- Машина для замены проводов
- Программируемые блоки управления ходом
- Шпиндельные приводы с регулируемой скоростью
- Система управления ПЛК
- Консоль оператора с цветным сенсорным экраном
Гидравлические и пневматические системы хонинговального станка
- Ремонт или замена гидравлического силового агрегата
- Замена стальных труб и гибких шлангов
- Замена гидравлического возвратно-поступательного цилиндра
- Удаление устаревших пневматических компонентов, таких как цилиндр воздушного противовеса
- Замена пневматических компонентов и установка на машине
Приспособление и инструменты для хонинговального станка
Система фильтрации охлаждающей жидкости для хонинговального станка
- Система фильтрации охлаждающей жидкости модели RMP Barnes
- Комбинация магнитного барабана и тканевой фильтрации
- Встроенная холодильная установка
- Совместим с масло- или водорастворимой охлаждающей жидкостью
- Оснащен разгрузочным желобом или шлангом для хонинговального станка
Возможность восстановления хонинговального станка конкурента от Barnes:
- Gehring
- Натко
- Микроматик
- Нагель
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов.
 Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.Посетите сайт
Lapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.
Посетите сайт
Barnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и обработки отверстий. Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Посетите сайт
ISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group.
 С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.Посетите сайт
ELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки. Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Посетите сайт
aba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba. Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Посетите сайт
REFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных областей применения в г.
 Фульда (Германия).
Фульда (Германия).Посетите сайт
KEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.
Посетите сайт
Микрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования. MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.
Посетите сайт
Peter Wolters
Компания Peter Wolters, основанная в Германии в 1804 году г-ном Петером Вольтерсом, с 1936 года производит оборудование для притирки, полировки и тонкого шлифования.

В 2019 годуPrecision Surfacing Solutions приобрела подразделение по производству вафель и сервисное обслуживание фотогальванических и специальных материалов Meyer Burger.Дополнительную информацию можно найти на сайте www.precision-surface.ch
Посетите сайт
Обзор масла для хонингования
| Goodson Tools & Supplies
Важность масла для хонингования часто недооценивается при расчете стоимости работ по хонингованию цилиндров. Все видят стоимость рабочей силы, стоимость абразива и инструментов, но как насчет масла для хонингования, которое вы используете? Как это влияет?
В долларах и центах масло для хонингования составляет ничтожную долю от общей стоимости хонингования цилиндров; 1% или менее от общей стоимости процесса. Но когда дело доходит до качества работы, расхода абразива и скорости цикла хонингования, масло для хонингования имеет решающее значение.
Мы уже говорили о масле для хонингования (ознакомьтесь с нашей статьей « 3 масла для хонингования? В чем разница? » в блоге Goodson), но в этом выпуске «Технических заметок» мы остановимся немного подробнее.
Давайте начнем с того, какие проблемы может вызвать неправильное хонинговальное масло .
- Повреждение хонингованной поверхности
Слабое масло для хонингования может привести к тому, что металлическая стружка приварится к заготовке. Затем эти кусочки срезаются, что приводит к более грубой обработке поверхности, чем ожидается от используемого вами абразива. - Низкая скорость резания
Использование хонинговального масла с низкой смазывающей способностью или неправильным химическим составом приведет к тому, что хонинговальный абразив будет забиваться металлической стружкой. Это замедляет скорость резания, снижая эффективность и производительность машины и оператора. - Уменьшенный срок службы абразива
Металл, впитавшийся в абразивный материал, может привариться к обрабатываемой поверхности. Когда он отрывается от поверхности камня, он повреждает камень. - Отказ станка и оснастки
Недостаточное масло для хонингования может привести к сварке между заготовкой и башмаками оправки. Это особенно часто встречается при хонинговании мягких материалов, таких как нержавеющая сталь. Когда это произойдет, ваши хонинговальные инструменты могут выйти из строя, ваш хонинговальный станок может выйти из строя, у вас возрастут отходы и упущенная выгода.
Это особенно часто встречается при хонинговании мягких материалов, таких как нержавеющая сталь. Когда это произойдет, ваши хонинговальные инструменты могут выйти из строя, ваш хонинговальный станок может выйти из строя, у вас возрастут отходы и упущенная выгода.
Масло для хонингования служит этим важным целям в процессе хонингования.
- Уменьшает трение и нагрев при хонинговании
- Смывает металлическую стружку или металлическую стружку с поверхности заготовки, обнажая новые абразивные зерна для поддержания режущего действия
Существуют также некоторые рекомендации по использованию хонинговального масла, которые необходимо учитывать. Первый; используйте обильное количество хонинговального масла. Вы можете подумать, что экономите деньги, используя более медленный поток масла, но это не так. На самом деле, в долгосрочной перспективе вы себе дороже из-за потенциальных проблем, упомянутых ранее.
Секунда; выберите правильное хонинговальное масло для хонингуемого материала (материалов), используемого инструмента и абразива и любых известных ограничений. Некоторые ограничения, с которыми вы можете столкнуться, могут носить экологический характер, и некоторые отрасли диктуют, что можно и что нельзя включать в формулу хонинговального масла. К счастью, в большинстве мастерских можно использовать хонинговальное масло хорошего качества общего назначения, такое как прозрачное масло для хонингования Goodson ( HO-10, HO-50 ) или масло для хонингования Sunnen MB-30 .
Некоторые ограничения, с которыми вы можете столкнуться, могут носить экологический характер, и некоторые отрасли диктуют, что можно и что нельзя включать в формулу хонинговального масла. К счастью, в большинстве мастерских можно использовать хонинговальное масло хорошего качества общего назначения, такое как прозрачное масло для хонингования Goodson ( HO-10, HO-50 ) или масло для хонингования Sunnen MB-30 .
И это приводит нас к краткому описанию каждого масла для хонингования, которое вы можете приобрести у Goodson.
Goodson Clear Honing Oil (HO) — масло на минеральной основе для использования в портативных хонинговальных станках и автомобильных хонинговальных станках всех марок. Оно предназначено для смешивания с другими марками масел на минеральной основе, такими как варианты Sunnen. Один из ключевых моментов, на который мы обращали внимание при разработке этого масла для хонингования, — его прозрачность. Это может показаться не таким уж большим делом, но вы на самом деле видите, сколько мусора накапливается в баке для хона, поэтому вы можете заменить фильтры до того, как они засорятся. Это масло только для керамических абразивов. Еще одним преимуществом этого хонинговального масла является его мягкий запах.
Это масло только для керамических абразивов. Еще одним преимуществом этого хонинговального масла является его мягкий запах.
Масло Goodson Rod Honing Oil (RHO) содержит дополнительные смазочные материалы, которые делают его идеальным для хонингования под высоким давлением, например, для хонингования шатунов, штифтов и т. д. Это коричневое хонинговальное масло подходит для хонингования железа, стали, латуни, или бронза. Его также можно смешивать с другими хонинговальными маслами на минеральной основе. Мы рекомендуем использовать это хонинговальное масло для удаления глазури с цилиндров Nicasil абразивом на основе оксида алюминия.
Goodson Diamond Honing Oil (DHO) также предназначено для хонингования под высоким давлением, обычно используемого при хонинговании направляющих клапанов твердыми абразивами, такими как алмазный абразив Goodson Hyper-Finish или инструмент Sunnen Diamond Sizing Tool. Идеально подходит для хонингования бронзы, марганцевой бронзы и других бронзовых сплавов, используемых в направляющих клапанов. Как и масло для хонингования RHO , масло DHO содержит дополнительные смазывающие вещества, позволяющие ускорить хонингование без перегрева. Одно предостережение, сделайте НЕ смешивайте с охлаждающими жидкостями для хонингования на водной основе.
Идеально подходит для хонингования бронзы, марганцевой бронзы и других бронзовых сплавов, используемых в направляющих клапанов. Как и масло для хонингования RHO , масло DHO содержит дополнительные смазывающие вещества, позволяющие ускорить хонингование без перегрева. Одно предостережение, сделайте НЕ смешивайте с охлаждающими жидкостями для хонингования на водной основе.
Масло для хонингования Sunnen® MB-30 — масло для хонингования на минеральной основе, содержащее серу (высокоэффективная противосварочная добавка) и животный жир. Это универсальное хонинговальное масло, эффективное для твердой стали, нержавеющей стали, карбида, стеллита, керамики, углерода, алюминия, латуни, бронзы, мягкой стали и чугуна. Он также содержит дезактиваторы металлов для предотвращения окрашивания сплавов, содержащих медь.
Sunnen® MAN-845 Honing Oil разработано как универсальное масло для хонингования автомобильных машин. Низкая вязкость создает меньше «уноса», что облегчает очистку после завершения процесса хонингования. Это масло для хонингования изготовлено на нефтяной основе с добавками минерального масла, серы и хлора и рекомендуется для хонингования твердой стали, алюминия, латуни, бронзы, мягкой стали и чугуна.
Низкая вязкость создает меньше «уноса», что облегчает очистку после завершения процесса хонингования. Это масло для хонингования изготовлено на нефтяной основе с добавками минерального масла, серы и хлора и рекомендуется для хонингования твердой стали, алюминия, латуни, бронзы, мягкой стали и чугуна.
Концентрат хонинговального масла Sunnen® MAN-C предназначен для смешивания на месте с минеральным маслом для получения различных хонинговальных масел обычной прочности, в том числе MAN-845 или CK-50 . Вы можете сэкономить на доставке, купив минеральное масло на месте и смешав его с MAN-C по мере необходимости.
Концентрат охлаждающей жидкости для хонингования Sunnen® SCC-205 и SCC-605 подходит в качестве охлаждающей жидкости для шлифования и превосходит обычные масла для хонингования по снижению нагрева обрабатываемой детали. Эти составы НЕ содержат минеральное масло, серу или хлор.

 Крайнее верхнее 1 и нижнее 3 положения абразивных брусков устанавливают с перебегом Д2, необходимым для точной обработки отверстия. Минимальные отклонения формы получаются при перебеге, равном 0,33 длины бруска, и при длине бруска, равной 0,50-0,75 длины обрабатываемого отверстия. При каждом двойном ходе бруски оказываются в положении 2, т. е. смещаются на величину перекрытия А.
Крайнее верхнее 1 и нижнее 3 положения абразивных брусков устанавливают с перебегом Д2, необходимым для точной обработки отверстия. Минимальные отклонения формы получаются при перебеге, равном 0,33 длины бруска, и при длине бруска, равной 0,50-0,75 длины обрабатываемого отверстия. При каждом двойном ходе бруски оказываются в положении 2, т. е. смещаются на величину перекрытия А.


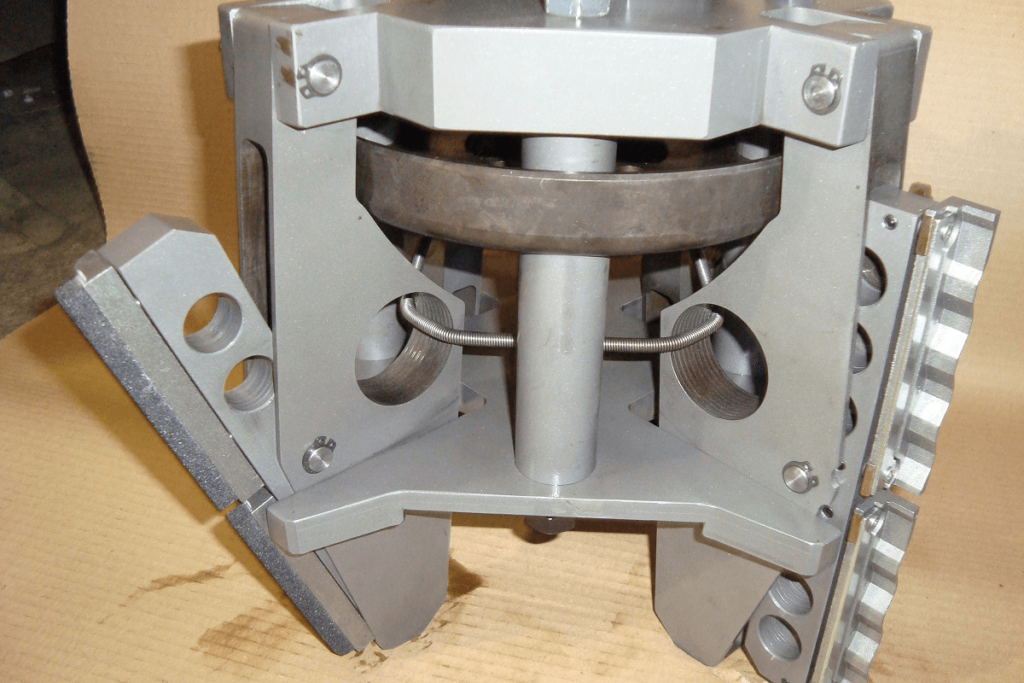
 При подъеме конусов алмазные бруски убираются внутрь корпуса хона с помощью кольцевых пружин 2. Обычно станок настраивают на определенную длину хода штока. Для быстрого снятия и установки хона предусмотрен байонетный замок.
При подъеме конусов алмазные бруски убираются внутрь корпуса хона с помощью кольцевых пружин 2. Обычно станок настраивают на определенную длину хода штока. Для быстрого снятия и установки хона предусмотрен байонетный замок.
 Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
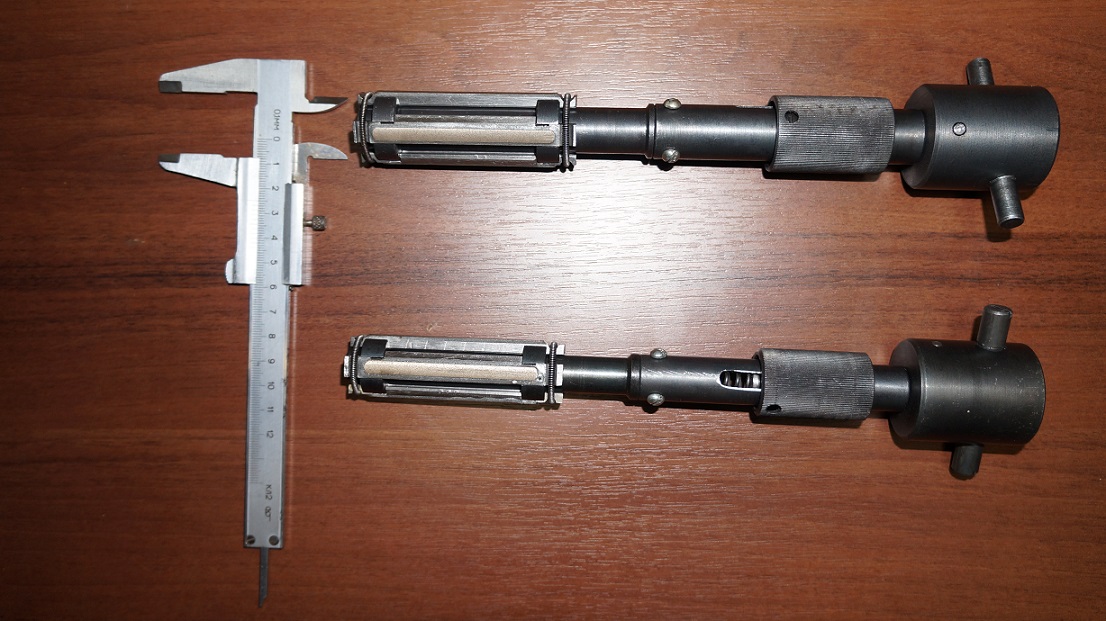 В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
 В процессе работы они стираются, поэтому конструкция обоймы предусматривает возможность их замены.
В процессе работы они стираются, поэтому конструкция обоймы предусматривает возможность их замены. Формируется он автоматически в первое время работы двигателя. Для этого с помощью платохонингования поверхностный слой сопрягаемых деталей делается рыхлым. В процессе работы он стирается, и детали надежно прилегают друг к другу. Минимальный оставшийся зазор заполняется маслом.
Формируется он автоматически в первое время работы двигателя. Для этого с помощью платохонингования поверхностный слой сопрягаемых деталей делается рыхлым. В процессе работы он стирается, и детали надежно прилегают друг к другу. Минимальный оставшийся зазор заполняется маслом. Но когда дело доходит до качества работы, расхода абразива и скорости цикла хонингования, масло для хонингования имеет решающее значение.
Но когда дело доходит до качества работы, расхода абразива и скорости цикла хонингования, масло для хонингования имеет решающее значение. Первый; используйте обильное количество хонинговального масла. Вы можете подумать, что экономите деньги, используя более медленный поток масла, но это не так. На самом деле, в долгосрочной перспективе вы себе дороже из-за потенциальных проблем, упомянутых ранее.
Первый; используйте обильное количество хонинговального масла. Вы можете подумать, что экономите деньги, используя более медленный поток масла, но это не так. На самом деле, в долгосрочной перспективе вы себе дороже из-за потенциальных проблем, упомянутых ранее. Оно предназначено для смешивания с другими марками масел на минеральной основе, такими как варианты Sunnen. Один из ключевых моментов, на который мы обращали внимание при разработке этого масла для хонингования, — его прозрачность. Это может показаться не таким уж большим делом, но вы на самом деле видите, сколько мусора накапливается в баке для хона, поэтому вы можете заменить фильтры до того, как они засорятся. Это масло только для керамических абразивов. Еще одним преимуществом этого хонинговального масла является его мягкий запах.
Оно предназначено для смешивания с другими марками масел на минеральной основе, такими как варианты Sunnen. Один из ключевых моментов, на который мы обращали внимание при разработке этого масла для хонингования, — его прозрачность. Это может показаться не таким уж большим делом, но вы на самом деле видите, сколько мусора накапливается в баке для хона, поэтому вы можете заменить фильтры до того, как они засорятся. Это масло только для керамических абразивов. Еще одним преимуществом этого хонинговального масла является его мягкий запах.
 Он также содержит дезактиваторы металлов для предотвращения окрашивания сплавов, содержащих медь.
Он также содержит дезактиваторы металлов для предотвращения окрашивания сплавов, содержащих медь.

 Используйте зажим, чтобы закрепить ручку на столе.
Используйте зажим, чтобы закрепить ручку на столе.


 Заточка топора болгаркой создает более грубую поверхность, но на ней не должно быть зазубрин и вмятин. Когда закончите, используйте немного масла или воска, чтобы защитить топор.
Заточка топора болгаркой создает более грубую поверхность, но на ней не должно быть зазубрин и вмятин. Когда закончите, используйте немного масла или воска, чтобы защитить топор. Чтобы ваш точильный камень оставался чистым, очищайте головку топора перед заточкой. Опять же, средство для удаления насекомых и смолы поможет, но немного WD-40 тоже подойдет.
Чтобы ваш точильный камень оставался чистым, очищайте головку топора перед заточкой. Опять же, средство для удаления насекомых и смолы поможет, но немного WD-40 тоже подойдет. Кроме того, старайтесь сохранять постоянный угол.
Кроме того, старайтесь сохранять постоянный угол.