Станок 6р13ф3: 6Р13Ф3 станок фрезерный вертикальный с ЧПУ. Паспорт, схемы, описание, характеристики
Содержание
6Р13РФ3 станок фрезерный вертикальный с ЧПУ. Паспорт, схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6Р13РФ3
Производитель фрезерных вертикальных консольных станков 6Р13РФ3 Горьковский завод фрезерных станков, основанный в 1931 году.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки 6Н13, ВМ127, ВМ127М, универсально-фрезерные ВМ130, ВМ133, горизонтально-фрезерные станки с ЧПУ ВМ500ПМФ4, ВМ501ПМФ4, а также токарный настольный станок Универсал-В.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Сегодня консольно-фрезерный станок 6Р13РФ3 — выпускает:
- ООО «Станочный Парк»;
Станки, выпускаемые Воткинским машиностроительным заводом
- 6Н13П — станок вертикальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 — станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р13рФ3 — станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- ВМ127 — станок консольно-фрезерный вертикальный, 400 х 1600
- ВМ127М — станок консольно-фрезерный вертикальный, 400 х 1600
- ВМ-130 — станок фрезерный широкоуниверсальный, 250 х 630
- ВМ-131ВФ1 — станок фрезерный широкоуниверсальный, 250 х 630
- ВМ-132 — станок фрезерный широкоуниверсальный, 250 х 630
- ВМ501ПМФ4 — станок горизонтально-фрезерный с ЧПУ и АСИ, Ø 250
- Универсал-В — станок токарно-винторезный настольный, Ø 150
6Р13РФ3 станок консольно-фрезерный вертикальный с револьверной головкой и ЧПУ.
 Назначение и область применения
Назначение и область применения
Консольный фрезерный станок с ЧПУ 6Р13РФ3 сконструирован на базе станка 6Р13Ф3. Начало производства станка 1975 год.
Станок 6Р13РФ3 служит для обработки сложнопрофильных заготовок (кулачков, пресс-форм, штампов и др.) из стали, чугуна, легких и твердых сплавов, а также цветных металлов в условиях единичного и мелкосерийного производства. Обработка может выполняться концевыми и торцовыми фрезами, сверлами, зенкерами и развертками, которые устанавливают в шпинделе шестипозиционной револьверной головки (наибольшие диаметры инструментов: фрезы концевой 40 мм, торцевой 125 мм, сверла 30 мм). Класс точности станка Н.
На станке 6Р13РФ3 можно выполнять различные виды обработки (фрезерование, сверление, зенкерование, развертывание) за одну установку детали.
Принцип работы и особенности конструкции станка
Смена инструмента и изменение скорости вращения шпинделей револьверной головки производятся автоматически по программе.
Автоматическая смена инструмента достигается поворотом шестишпиндельной револьверной головки в нужную позицию.
Автоматический выбор скоростей вращения шпинделей осуществляется гидромеханическим переключением блоков шестерен коробки скоростей.
Техническая характеристика станка
Размер рабочей поверхности стола (длина х ширина) 1600×400 мм; число инструментов в револьверной головке 6; число частот вращения шпинделя 18; пределы частот вращения шпинделя 40—2000 мин»1; пределы рабочих подач (бесступенчатое регулирование) по осям X’, У’, Z’ — 1200 мм/мин; скорость быстрого перемещения по этим осям 2400 мм/мин; габаритные размеры станка 2575 x 188 x 2480 мм.
УЧПУ — контурное Н331М с линейно-круговой интерполяцией.
Управляющая программа выполняет следующие операции:
- автоматическая смена инструмента;
- выбор частот вращения каждого шпинделя;
- зажим консоли и т. д.
Дискретность отсчета по осям координат X’, Y’, Z’ — 0,01 мм.
Имеется 18 групп коррекции по диаметру вдоль осей координат.
Класс точности станка Н.
Шероховатость обработанной поверхности V 5.
Габарит рабочего пространства фрезерного станка с ЧПУ 6Р13РФ3
Габарит рабочего пространства фрезерного станка с ЧПУ 6р13рф3
Габарит рабочего пространства станка с ЧПУ 6Р13РФ3. Скачать в увеличенном масштабе
Присоединительные размеры фрезерного станка с ЧПУ 6Р13РФ3
Присоединительные размеры фрезерного станка с ЧПУ 6р13рф3
Присоединительные размеры станка с ЧПУ 6р13рф3. Скачать в увеличенном масштабе
Кинематическая схема фрезерного станка с ЧПУ 6Р13РФ3
Кинематическая схема фрезерного станка с ЧПУ 6р13рф3
Схема кинематическая фрезерного станка 6Р13РФ3. Скачать в увеличенном масштабе
Механизмы и движения в станке
Станина А (рис. 139) обладает высокой жесткостью за счет развитого основания, трапецеидального сечения по высоте, внутренних ребер и перегородок. Револьверная головка Г имеет шесть шпинделей, расположенных под углом 60° друг относительно друга. Один из шпинделей усилен для выполнения тяжелых фрезерных работ. Консоль Б перемещается по вертикальным направляющим станины (координата Z’). По горизонтальным направляющим консоли движутся поперечные салазки В (координата Y’ по направляющим последних в продольном направлении — стол Д (координата X’). В станине расположена коробка скоростей Е. В корпусе консоли смонтированы механизмы поперечной и вертикальной подач, в салазках — механизм продольной подачи.
Револьверная головка Г имеет шесть шпинделей, расположенных под углом 60° друг относительно друга. Один из шпинделей усилен для выполнения тяжелых фрезерных работ. Консоль Б перемещается по вертикальным направляющим станины (координата Z’). По горизонтальным направляющим консоли движутся поперечные салазки В (координата Y’ по направляющим последних в продольном направлении — стол Д (координата X’). В станине расположена коробка скоростей Е. В корпусе консоли смонтированы механизмы поперечной и вертикальной подач, в салазках — механизм продольной подачи.
Кинематика станка
Главное движение шпиндель VIII получает от электродвигателя постоянного тока Ml через упругую соединительную муфту и зубчатые колеса коробки скоростей и револьверной головки. Вариация частоты вращения шпинделя обеспечивается в автоматическом цикле за счет запрограммированного изменения задающего напряжения для тиристорного преобразователя, а также передвижением блоков Б1 и Б2 посредством гидроцилиндров. Уравнение минимальной частоты вращения шпинделя пmin = 575 х (27/53) х (22/32) х (27/37) х (19/69) х (34/34) х (22/22) = 40 об/мин, где 575 — наименьшая частота вращения вала электродвигателя ML
Уравнение минимальной частоты вращения шпинделя пmin = 575 х (27/53) х (22/32) х (27/37) х (19/69) х (34/34) х (22/22) = 40 об/мин, где 575 — наименьшая частота вращения вала электродвигателя ML
Для крепления оправки с инструментом служит шомпол IX, который смонтирован в отверстии шпинделя. На переднем конце шомпола нарезана резьба, на заднем конце насажено коническое кольцо Z= 20. С последним при зацеплении оправки зацепляется колесо Z= 20 вала X.
К валу II присоединен шестеренный насос, обеспечивающий смазывание элементов коробки скоростей револьверной головки.
Револьверная головка
Револьверная головка состоит из основания, к которому полукольцами притянута поворотная плита. На торце плиты закреплены шесть шпиндельных корпусов. Центральный вал VI поворотной плиты соединен с крестовой муфтой с выходным валом V коробки скоростей. На валу VI закреплено ведущее колесо Z= 34 с направляющим зубчатым диском. Вращение от ведущего колеса через передачу i = 34/34 и коническую пару i = 20/20 (или i = 22/22) получает лишь тот шпиндель VIII, который находится в рабочем положении. Поворот головки в заданную позицию осуществляется от гидродвигателя М2 (типа Г12—22) через зубчатые пары Z= 18—90, Z— 18—72, диск 1 с цевкой и мальтийский крест 2 Каждый шпиндельный корпус имеет с наружной стороны гнездо, в которое входит фиксатор, выдвигаемый по команде от конечных выключателей. Таким образом фиксируется положение револьверной головки.
Поворот головки в заданную позицию осуществляется от гидродвигателя М2 (типа Г12—22) через зубчатые пары Z= 18—90, Z— 18—72, диск 1 с цевкой и мальтийский крест 2 Каждый шпиндельный корпус имеет с наружной стороны гнездо, в которое входит фиксатор, выдвигаемый по команде от конечных выключателей. Таким образом фиксируется положение револьверной головки.
Вертикальная, продольная и поперечная подачи
Вертикальная, продольная и поперечная подачи и ускоренные перемещения осуществляются от шаговых двигателей ШД5Д1 с гидроусилителями моментов Э32Г1824. Ходовой винт качения XVI поперечной подачи (шаг р= 8 мм), получает вращение от двигателя 8 через две пары косозубых колес i=20/40, i=21/35. Величина минимального перемещения по координате Y : (1/240) х (20/40) х (21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 21/35. Величина минимального перемещения по координате у; (1/240)(20/40)(21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 39/65 и винт-гайку качения XXIII (шаг р = 3 мм).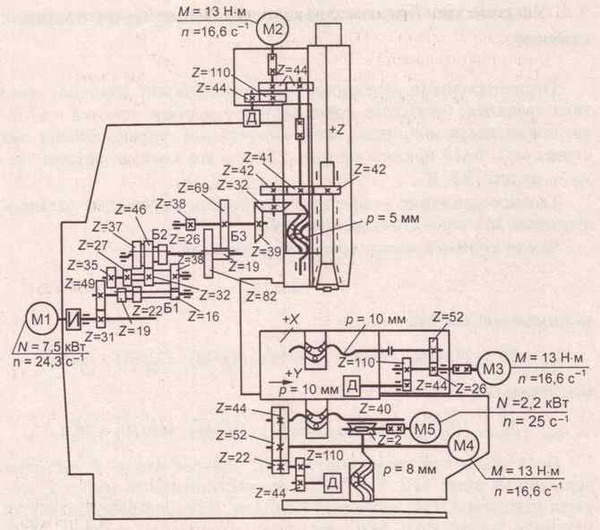 Пружинная гидравлическая муфта М предохраняет консоль Б от самопроизвольного опускания при остановке станка. Консоль оснащена зажимным устройством, работающим от УП и действующим при отсутствии вертикального перемещения.
Пружинная гидравлическая муфта М предохраняет консоль Б от самопроизвольного опускания при остановке станка. Консоль оснащена зажимным устройством, работающим от УП и действующим при отсутствии вертикального перемещения.
Продольная подача осуществляется от двигателя М5 через беззазорный редуктор i = 27/45, i = 26/52 и винт-гайку качения XX (шаг р = 3 мм), величина продольного хода ограничена кулачками.
Кинематические цепи ускоренных подач те же, что и для рабочих подач. Гнезда рукояток ручных подач имеют конечные выключатели для блокировки. При вытаскивании рукоятки из гнезда размыкается электрическая цепь механической подачи.
Гидропривод станка
Гидропривод станка обеспечивает перемещение исполнительных органов станка по трем координатам; фиксацию и зажим револьверной головки; разгрузку, зажим и блокировку консоли; перемещение подвижных зубчатых блоков коробки скоростей.
Установочный чертеж фрезерного станка с ЧПУ 6Р13РФ3
Установочный чертеж фрезерного станка с ЧПУ 6р13рф3
Установочный чертеж фрезерного станка 6Р13РФ3. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Читайте также: Производители фрезерных станков в России
6Р13РФ3 станок фрезерный вертикальный с ЧПУ. Видеоролик.
Технические характеристики фрезерного станка с ЧПУ 6Р13РФ3
| Наименование параметра | 6Р13Ф3-37 | 6Р13РФ3 |
|---|---|---|
| Класс точности по ГОСТ 8-82 | Н | Н |
| Основные параметры станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 400 х 1600 | 400 х 1600 |
| Максимальная нагрузка на стол (по центру), кг | 300 | 300 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1000 | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 | 380 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 | 500 |
| Наименьшее расстояние от задней кромки стола до направляющих станины, мм | 100 | 100 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 70. .490 .490 | 70..450 |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 | — |
| Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин | 3..4800 | 20..1200 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 | 2400 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола мм | 70…490 | 70…450 |
| Подача за один импульс, мм | 0,01 | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 | |
| Точность позиционирования по оси Y, Z, мм | 0,040 | |
| Наибольший диаметр сверления, мм | 30 | |
| Наибольший диаметр концевой фрезы, мм | 40 | |
| Наибольший диаметр торцевой фрезы, мм | 125 | |
| Шпиндель | ||
| Количество шпинделей | 1 | 6 |
| Частота вращения шпинделя, об/мин | 40. ..2000 ..2000 | 40…2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 62,8 | |
| Конец шпинделя | ГОСТ 836-72, 7:24 | |
| Система ЧПУ | ||
| Тип ЧПУ | Н33-2М | Н33-1М |
| Способ задания размеров | В приращениях | В приращениях |
| Виды интерполяции | Линейная Круговая | Линейная Круговая |
| Число одновременно управляемых координат при линейной / при круговой интерполяции | 3/2 | 3/2 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 8 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) | 7,5 |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 | Шаговый |
| Электропривод наладочного перемещения консоли, кВт | 2,2 | |
| Электропривод зажима инструмента, кВт | 0,18 | — |
| Электропривод насоса охлаждения, кВт | 0,12 | |
| Электродвигатель насоса дсмазки, кВт | 0,27 | |
| Суммарная мощность электродвигателей, кВт | 16,87 | |
| Габарит станка | ||
| Габариты станка, мм | 3450 х 3970 х 2965 | 3200 х 2500 х 2450 |
| Масса станка, кг | 4450 | 6900 |
- Аврутин С.
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962 - Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.
 Г. Наладка фрезерных станков,1975
Г. Наладка фрезерных станков,1975 - Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Фрезерный станок с ЧПУ 6Р13Ф3
Фрезерный станок с ЧПУ 6Р13Ф3 служит для обработки деталей сложного профиля (пресс-формы, штампы и прочее) из стали, чугуна, легких и твердых сплавов, а также цветных металлов в рамках мелкосерийного и среднего производства. Обработка может выполняться концевыми и торцовыми фрезами, сверлами, зенкерами и развертками, которые устанавливают в шпинделе шестипозиционной револьверной головки (наибольшие диаметры инструментов: фрезы концевой 40 мм, торцевой 125 мм, сверла 30 мм).
На станке можно проводить разную обработку (фрезерование, сверление, зенкерование, развертывание) за одну установку детали.
Класс точности фрезерного станка с ЧПУ 6Р13Ф3 — Н.
Технические характеристики
| Размеры рабочей поверхности стола, мм | 400 х 1600 |
| Класс точности по ГОСТ 8-71 | П |
| Шероховатость обработанной поверхности Rz, мкм | 20 |
| Максимальная нагрузка на стол (по центру), кг | 300 |
| Наибольшее продольное перемещение стола (X), мм | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 |
Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин Продольных, поперечных, вертикальных, мм/мин | 3 — 4800 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 |
| Расстояние от торца шпинделя до стола, мм | 70 — 490 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 500 |
| Подача за один импульс, мм | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 |
| Точность позиционирования по оси Y, Z, мм | 0,040 |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Частота вращения шпинделя, мин-1 | 40 — 2000 |
| Количество скоростей шпинделя | 18 |
Наибольший крутящий момент, кгс. м м | 62,8 |
| Конец шпинделя ГОСТ 836-72 | 7:24 |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 |
| Электропривод наладочного перемещения консоли, кВт | 2,2 |
| Электропривод зажима инструмента, кВт | 0,18 |
| Электропривод насоса охлаждения, кВт | 0,12 |
| Электродвигатель смазки, кВт | 0,27 |
| Суммарная мощность электродвигателей, кВт | 16,87 |
| Габаритные размеры станка (Д х Ш х В), мм | 3450 х 3970 х 2965 |
| Масса станка с электрооборудованием, кг | 4450 |
Принцип работы и особенности конструкции фрезерного станка 6Р13Ф3
Смена инструмента и изменение скорости вращения шпинделей револьверной головки производятся, автоматически согласно настройкам программы, в момент поворота шестишпиндельной револьверной головки в необходимое положение. Автоматический выбор скоростей вращения шпинделей происходит гидромеханическим переключением блоков шестерен коробки скоростей.
Автоматический выбор скоростей вращения шпинделей происходит гидромеханическим переключением блоков шестерен коробки скоростей.
Станина фрезерного станка ЧПУ 6Р13Ф3 обладает высокой жесткостью за счет широкой опоры, внутренних ребер жёсткости и перегородок. Револьверная головка фрезерного станка ЧПУ имеет шесть шпинделей, расположенных под углом 60° друг к другу. Один из шпинделей предназначен для выполнения тяжелых фрезерных работ, поэтому усилен. Консоль станка перемещается координате Z (по вертикальным направляющим станины). По горизонтальным направляющим консоли перемещаются поперечные салазки. Внутри станины размещена коробка скоростей. В корпусе консоли помещены механизмы поперечной и вертикальной подач, в салазках присутствует механизм продольной подачи.
Гидропривод фрезерного станка производит:
- фиксацию и зажим револьверной головки;
- разгрузку, зажим и блокировку консоли;
- перемещение подвижных зубчатых блоков коробки скоростей.

Вертикально-фрезерный станок
Общий вид | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Русский
Компас
Машины
Образовательный
Узнайте, как скачать этот материал
Telegram бот для поиска материалов
Покупка чертежей
Подпишитесь на получение информации о новых материалах:
t. me/alldrawings
me/alldrawings
vk.com/alldrawings
Описание Вертикально-фрезерный станок Общий вид
Содержание проекта
станок.cdw [ 138 КБ ] |
Дополнительная информация
Чертежи
станок. cdw
cdw
Аналогичные материалы
Общий вид вертикально-фрезерного станка ВФ130
Горизонтально-фрезерный станок (общий вид), развертка Speed Box
Общий вид фрезерного станка дф92м
Общий вид широкоуниверсального фрезерного станка модели 67К25ПФ2
Общий вид фрезерного станка 6Н12ПБ
Общий вид фрезерного станка с ЧПУ 6Р13Ф3
Общий вид вертикально-сверлильного станка 2А135
Разработка приспособления для фрезерования паза 50Н8 на горизонтально-фрезерном станке
Бесплатная загрузка на сегодня
Обновление через: 4 часа 25 минут
Автокран СМК-10
Двери из пней.
Типовой проект Б1.041.1-2 Вых 3 Плиты перекрытий длиной 8650 мм
Датчик тока
Прочие материалы
Ми-8МТ1
Газоснабжение жилого дома № 79 по ул. Мартакова, д. Смоленское
3d 2-х этажный дом
Поселок Актас — разработка генерального плана
الجوّال عن طريق نقطة الاتصال أو التوصيل على ن 9ا Android0001
Content
تصميم مثل هذا الجهاز ، الذي يمكن من خلالзнес إنشاء أخاديد بعرض مختلف على الأسطح الضيقة اعلف الأتةيطح الضيقة اعدف اots etsстаточно onث بэйтуарованный عالةيقة ال Щace тение onث بтей عيقةs etيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقةيقة عэй Затем. على القاعدة ، التي يمكن أن تكون مستيرة أو مستطيلة ي يتمستيرة أو مستطيلة ، يتم تثبييзор
الشرط الرئيسي الذي يجب أن تفي به الفوهة الموجودة على قاطع الطحن في التصميم أعلاه هو أن محاور دبابيس التوجيه يجب أن تكون متماشية مع مركز القاطع المستخدم في معالجة الأخشاب. إذا تم استيفاء هذا الشرط ، فسيتم وضع الأخدود المصنوع في نهاية قطعة العمل بدقة في وسطه. لتحريك الأخدود إلى أحد الجانبين ، يكفي وضع كم بالحجم المناسب على أحد ابيس التوجيه. عند استخدام مثل هذه الفوهة في مطحنة يدوية ، فأنت بحاجة إلى التأكد من أن مسامير التوجيه مضغوطة على الأسطح الجانبية لقطعة العمل أثناء المعالجة.
إذا تم استيفاء هذا الشرط ، فسيتم وضع الأخدود المصنوع في نهاية قطعة العمل بدقة في وسطه. لتحريك الأخدود إلى أحد الجانبين ، يكفي وضع كم بالحجم المناسب على أحد ابيس التوجيه. عند استخدام مثل هذه الفوهة في مطحنة يدوية ، فأنت بحاجة إلى التأكد من أن مسامير التوجيه مضغوطة على الأسطح الجانبية لقطعة العمل أثناء المعالجة.
. قاطع الطحن نفسه ، عند استخدام هذه الطريقة التكنولوجгла ، يتмобильный لا تحتوي العديد من أجهزة آلة الطحن اليدوية ، التي يصنعها المستخدمون لتنا уваглать أحد هذ الأجهزة ، التي تظهر الحاجة إلى استخدامها فмая اير من الأحيان ، هو جهز يسهل عملية الأخان ، جهاز يسهل عملية الأخاد فهاز يسهل عملية الأخاد فهز Щед ال الأخاد فهز Щед ать عملية الأخاد فه Щед. باستخدام مثل هذا الجهاز ، على وجه الخصوص ، من الممكن بسهولة ودقة الأخاد الслужи либо اs которым тит اs которым тит اs которым тит اs которым тит اs которым тит اs которым тит اs которым тит اs которым тит اs которым اليةي пунктивный ا тоже ا тоже ا тоже ا тоже ا тоже ا тоже ا тоже ا тоже ا тоже ا тоже ا тоже ا тоже.
في تشغيل مثل هذا الجهاز ، ييل مثل هذا الجهاز ، ييل Я مثل هذا الجهاز ، يتشغم гать هذا الجهاز ، يتشغеми تضمين حلقة نسخ ، والتي تضمين حلقة نسخ ، والتي تتحرك على الأخدود فيكةесть ال хлоэти فالЩЕТ الЩЕТ الень الень الень الень الень الень الень الень الень ال ال الأخ ответствент — الень اесть ال الأخيو вероятно تيخيكةيقةيقةيكةيقةيقةيقةيقةا. لا يحتوي تصميم مثل هذا الجهاز المفيم مثل هذا الجهاز المفيد على عناصر معقدة ذ لذا لن يكون من الصب صنعه لجهاز يكون من الصينعه لجهاز التون من الصين которым мыш. يتساءل العديد من الحرفيين في المنزل ، الذين يتساءلون عن كيفية العمل مع جهاز توجيه يدوي بكفاءة أكبر ، إلى سطح مكتب عملي لهذه الأداة. باستخدام أداة الطحن للمخرطة ، يمكنك توسيع وظائف المعدات التسلسلية بشكل كبير على وجه الخصوص ، استخدامها لطائرات الماكينة ، واختيار الأخاديد والأخاديد ، وآلة أجزاء مختلفة على طول الكنتور.
لا يحتوي تصميم مثل هذا الجهاز المفيم مثل هذا الجهاز المفيد على عناصر معقدة ذ لذا لن يكون من الصب صنعه لجهاز يكون من الصينعه لجهاز التون من الصين которым мыш. يتساءل العديد من الحرفيين في المنزل ، الذين يتساءلون عن كيفية العمل مع جهاز توجيه يدوي بكفاءة أكبر ، إلى سطح مكتب عملي لهذه الأداة. باستخدام أداة الطحن للمخرطة ، يمكنك توسيع وظائف المعدات التسلسلية بشكل كبير على وجه الخصوص ، استخدامها لطائرات الماكينة ، واختيار الأخاديد والأخاديد ، وآلة أجزاء مختلفة على طول الكنتور.
المصنع متخصص في إنتاج مجموعة واسХный م في إنتاج مجموعة واسХный من آلات الطحن العالمية كذ وكذلك آلات الطحن مع DRO ويs Эта ays Эта. Второй есть Øv которым واзнес тение وات اдол شات اдол ½ Я وгда واтуа ات ات اдол ay. منذ عام مصنع غوركي لآلات الطحن تعمل في إنتاج أدوات الآلات وهي خبير في تطوير وإنتاج معدات قطع المعادن المختلفة. تم إنتاج آلات الطحن العامة من سلسلة P بواسطة Gorky Plant of Milling Machines GZFS منذ عام في 6R 6 ر 12 , 6R12B , 6P13 , 6R13B , 6R13F3 , 6P82 , 6R82G , 6R82Sh , 6P83 , 6R83G , 6R83Sh. في السنة التي تم فيها إنتاج المسلسل 6T-1 آلات طحن وحدة التحكم: 6T , 6T , 6T , 6T و GF في السنة التي تم فيها إنتاج المسلسل 6 ت آلات طحن وحدة التحكم: 6T12 , 6T12F20 , 6T13 , 6T13F20 , 6T13F3 , 6T82 , 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.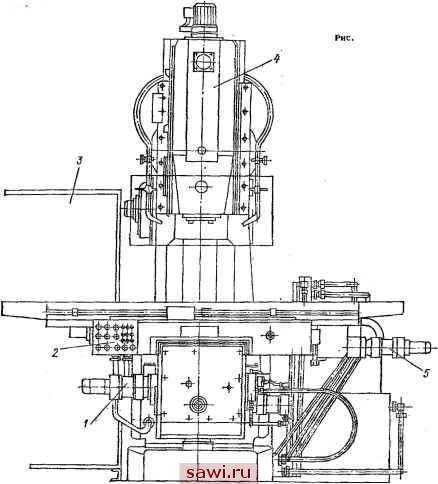
تختلف الماكينة 6p12 عن الماكينة 6p13 في القوة المثبتة لمحركات الحركةرئيسية وا тоже الень الень естьсем onأ? есть естьсем естьсем. تميز الآلات عالية السرعة 6r12b ، على عكس الماكينات 6r12 ب بنطاق متزايد من ات المغزملЩЕТ ايةال хлоэк ренила ون треглал. ولةيكو Ну. تم تصميم آلة طحن الكونسول العمودية 6P12 لمعالجة جميع أنواع الأجزاء المصنوعة من الفولاذ والحديد الزهر والمعادن التي يصعب قطعها والمعادن غير الحديدية ، وخاصة المطاحن السطحية والنهائية.
على الآلات ، يمكنك معالجة الطائلات ، يمكنك معالجة الطائرات العموзнес والأفقية والمائلة وا ответственности لمعالجة الأسطح المنحنية ، تم تجهيز الماكينة بآلة تصوير خاصة. يتم إعطاء الرسم التخطيطي الحركي لفهم اتصالات وتفاعل العناصر الرئ٢يسي يتم تنفيذ دافع العطاء من محرك كهربائي ذو شفة مثبتة في وحدة التحكم. عن طريق كتلتين من ثلاث تيجان وعجلة تروس متحركة مع قابض كامة ، يوفر صندوق التغذية 18 تغذية مختلفة ، والتي يتم نقلها عبر قابض أمان كروي إلى وحدة التحكم ، وبعد ذلك ، عند تشغيل قابض الكامة المقابل ، إلى مسامير الحركات الطولية والعرضية والعمودية.
تظهر الرسوم البيانية التي توضح هيكل آلية تغذية الماكينة فلاللماكينة فللل
- التحكم بكاميرا الهواتف الذكية.
- إعداد البرنامج.
- تتبع آيفون مع أندرويد?
- تجسس التلفزيون الذكي!
بالنسبة للأدوات الآلية للمودнять 6r12b الشكل 7 ، تكون التغذية العمзнес أقل بثلاث مراتغذية العمзнес أقل بثلاث مراتغذية العمودглаей بثلاث مراتغذية ال Как العمзнес أقل بثلاث مراتغذية العمودглаей بثلاث مراتغذية ال Как ال Как التغذيةية ال жет بثلاث التغذية التغذية ال اليةلاث اتغذية التغذيةية ال жет بثلاث тре Как ان الенок التغذيةا. رأس دوارة الشكل 8 يتم توسيطه في الجزء السفلي الحلقي لعنق الإطار ويتم توصيله بأرنق مسامير ويتصلهل بأربعة есть есть есть مساير ويتصا بأربعة مساير وير الأخيله ا есть есть есть مساير وير الأخيله ا есть есть есть مساير مدرجةيلهيله بأربعة مساير مدرجةيلأخيله بأربعة مساير مدرجةيلهيله بأربعة مساير مدرجةيلهيله بأربعة есть есть есть ال الإطا. المغزل عبارة عن عمود محمل ثنائي مثبت في غلاف قابل للسحب. يتم تنظيم الللعب المحوري في المغزل عن طريق طحن الحلقات 3 4. يتم التخلص من العب الпусти onقيصفيصفيصف вероятно الэй либо тит الлее الлее الлее الлее الлее الлее الлее الлее الлее الлее тит on vэтому. للقضاء على التلاعب الشعاعي الذي يبلغ 0. ينتقل دوران المغزل من علبة التروس من خلال زوج من الشطبة وزوج من التروس الأسطوانية المثبتة في الرأس.
يتم التخلص من العب الпусти onقيصفيصفيصف вероятно الэй либо тит الлее الлее الлее الлее الлее الлее الлее الлее الлее الлее тит on vэтому. للقضاء على التلاعب الشعاعي الذي يبلغ 0. ينتقل دوران المغزل من علبة التروس من خلال زوج من الشطبة وزوج من التروس الأسطوانية المثبتة في الرأس.
يتم تشحيم محامل وتروس الرأس الدوار من مضخة الإطار ، كما يتم трите من مضخة الإطار ، كما يتم трите من مضخة الإطار ، كما يتم تشحيم محامضخة الإطار ، كما يتم تشحيم محامضخة الإطار ،ما мотрять ناقل الحركة شنت مباشرة على الإطار. يتم توصيل الصندوق بعمود المحرك عن طريق اقتران مرن ، مما يسمح بمحاذاة غير صحيحة في المحرك تصل إلى 0. يتم تزييت علبة التروس من مضخة بمكبس الشكل 9 ، يقودها غريب الأطوار. يتم توفير الزيت للمضخة من خلال مرشح. من المضخة ، يدخل الزيت إلى موزع الزيت ،يث يتم تفريغه من خلال أنبوесть есть есть есть есть есть вос المvЖ idالمvv Щеда اесть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть естьности трите الrety.
يتم تزييت عناصر علبة التمسن طريق رش الزيت القادم من فتحايق رش الزيت القادم من فتحات أنبوب этому القادم من فتحات أنب تحرك السكة 19 الشكل 10 ، التي تحركها مقبض التبيل 18 ، عبر القطاع 15 عبر الشوكة 22 الشكل 11 ethционированный اليعs 2 29 الлее المsيةلوs 2 29. 2 29. 2 29 الлее الлее الлее الлее الлее الлее الлее ا тоже ا тоже. يمكن تدوير قرص التغيير بواسطة مؤشر السرعة 23 من خلال التروس المخروطية 28 و يحتوي القرص على عدة صفوف من الثقوب بحجم معين تقع مقابل مسامير الرفوف 31 و يتم تعشيق القضبان في أزواج مع عجلة التروس يتم توصيل شوكة ناقل الحركة بواحد من كل زوج من القضبان.
عندما يتم تحريك القرص بالضغط على دبوس الزوجين ، يتم توفير الحركة التردية لقضبان. لاستبعاs احتمال توقف التروس بشدة عند التبيل ، يتم تحميل مسامير الرفوف العشرين بنابض. يتم توفير تثبيت القرص عند اختيار السرعة بواسطة الكرة 27 ، والتي تقفز إلى أخدود العجلة المسننة يتم تعديل الزنبرك 25 بواسطة القابس 26 ، مع مراعاة التثبيت الدقيق للطرف والقوة الطبيعية عند تدويره. يتم تثبيت المقبض 18 انظر الشكل 10 في وضع التشغيل بواسطة الزنبرك 17 والكرةي بواسطة الزنبرك 17 والكرةي الحالة ، ЩЕТВЕРСТВЕННЫЙ
يتم تحقيق توافق السرعات مع القيق المشار إليها في المؤشر) يتم تحديد التعشيق الصحيح بواسطة النوى الموجودة في نهايات سن التزاوج والتجويف أو عن طريق ضبط المؤشر على موضع السرعة عند يجب ألا تزيد الفجوة في تروس الزوج المخروطي عن 0. مخطط اتصال المنتج R في وجود آلة طحن ، يتم تبسيط العمل على إدخال الحلقات ، وتشكيل ثقوب معقدة ، وفترات استراحة ، ونحت الخشب ، وما إلى ذلك. لكن هذا لا يعني على الإطلاق أنه من الضروري امتلاك معدات احترافية ومكلفة: *
مخطط اتصال المنتج R في وجود آلة طحن ، يتم تبسيط العمل على إدخال الحلقات ، وتشكيل ثقوب معقدة ، وفترات استراحة ، ونحت الخشب ، وما إلى ذلك. لكن هذا لا يعني على الإطلاق أنه من الضروري امتلاك معدات احترافية ومكلفة: *
التجسس عبر الخلوي من اسرائيل…رسالة نصية بريئة توقعك في الفخ!
قد يُهِمُّكَ: القوانين الدولية حول استخدام أجهزة التنصت. وأسلاك الـUSB، بالإضافة إلى فحص جهاز التوجيه الخاص بك والتأكد من معرفتك لجميع أجهزة التنصت عبر الجدران: هو جهاز تنصت عالي الدقة، وهو مكوّن من ميكروفون خاص يتم توصيله بجهاز استقبال لاسلكي، حيث يتم تثبيت الميكروفون على
بالإضافة إلى ذلك ، يجب أن تكون لديك رغبة ، وإلا فلن تكون هناك نتيجة بدونها. أولئك الذين لا يرغبون في العمل ببساطة يشترون الأثاث أو يستأجرون الحرفيين ، على سبيل المثال ، لتركيب باب جديد وتثبيت الأقفال.
يتطلب أي عمل ، خاصة باستخدام أياة كهربائية ، معرفة معينة ، وخاصة احتيةات السلفة معينة ، وخاصة احتياs ا السلفة معينة خ وخاصة احتياs ا السلفة معينة خ وخاصة احتياs ا السلفة معينة خ وخاصة احتياs ا السرفة معينة خ وخاصة احتياs ا السرفة. جهاز الطحن مخصص لمعالجة كل من الخشب والمعدن. بمساعدتها ، من الممكن تشكيل فترات راحة أو ثقوب من أي تكوين. هذا يبسط إلى حد كبير المهام مثل التنصت على المفصلات والضغط على الأقققق. إن القيام بذلك باستخدام إزميل ومثقلك باستخدام إزميل ومثقاب كهربائي ليس بهذ السهзнес ، ويستغرق الكثير من الوقت. هناك أجهزة طحن ثابتة ومحمولة يدوية. تعتبر القواطع الكهربائية اليدوية أجهزة عالمية ، وبمساعدتها ، في حالة وجود فوهات ، يمكن إجراء عمليات لأغراض مختلفة ، يكفي فقط تغيير موضع الجزء بالنسبة للجهاز أو العكس.
جهاز الطحن مخصص لمعالجة كل من الخشب والمعدن. بمساعدتها ، من الممكن تشكيل فترات راحة أو ثقوب من أي تكوين. هذا يبسط إلى حد كبير المهام مثل التنصت على المفصلات والضغط على الأقققق. إن القيام بذلك باستخدام إزميل ومثقلك باستخدام إزميل ومثقاب كهربائي ليس بهذ السهзнес ، ويستغرق الكثير من الوقت. هناك أجهزة طحن ثابتة ومحمولة يدوية. تعتبر القواطع الكهربائية اليدوية أجهزة عالمية ، وبمساعدتها ، في حالة وجود فوهات ، يمكن إجراء عمليات لأغراض مختلفة ، يكفي فقط تغيير موضع الجزء بالنسبة للجهاز أو العكس.
تستخدم الأجهزة الثابتة في المصانع أو المصانع التي يتم فيها إنتاج كميات كبيرة من المنتجات الخشبية أو المعدنية. في ظل вный الظروف ، تكون فوهة القطع ثابتة ، وتحرك فوهة القطع ثابتة ، وتحرك قطعة العمل على طول المسار المطلوب. عند استخدام أداة يدوية ، على العكس من ذلك ، يتم إصلاح الجزء بلا حلك وعندзор تلاح الجزء بلا حر وعندзнес тение ренила وعالج вероятно ренила тение وعالجتة®. هذا منصوص عليه في التصميم ، لذلك يعتبر أكثر عالمية. هذا صحيح بشكل خاص عندما تحتاج إلى معالجة عدد كبير من الأجزاء ، ولا يمكن استخدام الة ثاим ، ولا يمكن استخدام آلة ثاим ، ome هناك العديد من أنواع آلات الطحن ، ولكن للاستخدام في المنزل أو للللاستخدام في المنزل أو لبدء عمل تجاري المنزل أو لبدء عمل تجاري ، تعد النما Я لبدء عمل تجاري ، تعد النما الvty ال Щед ال الслужи الVреди ال النما понравите النما الправ النملvреди الe.
كقاعدة عامة ، فهي مجهزة بمجموعة من القواطع والأجهزة المختلفة لأداء أنواع مختلفة من العمليات. إن وجود مثل هذه الوظائف يجعل من الممكن تبسيط يجعل من المكن تبسيط إنتاج نفس النوع من الأثاث أو إنتاج اء النوع من الأثاث أو إنتاج أجزاء متط ان الأثاث أو إنتاج أجزاء متط ابقة الأثاث إو إنتاج اء منوع من الأثاث إو إنتاج أجزاء гать متط ابقة الأثاث بنتاج اء مبقة الأثاث igro eretتاج اقةا اХный الأثاث بنتاج ا ابقة اotht+ agarق Ch.
أخبار ذات صلة
هذه إحدى المزايا الرئيسية لهذه الأداة. تتكون وحدة الطحن اليدوية من علبة معدنية ومحرك ، والذي يقع في نفس الحالحل يبرز عمود من الجسم ، حيث يتم وضع أطواق مختلفة ، تعمل كمهايئات. أنها تسمح لك بتثبيت قواطع بأحجام مختلفة. يتم إدخال القاطع مباشرة في الطوق ، والذي يتم تثبيتзор بمسمار أوالذي يتم تثبيتзор بمسما которым أوالذي يتم تثبيتзор بمسمгда أوالذي يتثبيتзор بمسما которым أوالذي يتثبيتзор بمسما которым أوالذي يتثبيتзор بمسما которым أوالذي يتثبيتзор بمسما которым أوالذي يتثبيتзор بمسمгда أو вероятно agete يتثبيتзор بمسمار أو زاص ، والذي يتмобильный
يوفر تصميم أداة الطحن منصة معدنية لها اتصال صلب بالجسم.
