6Т13 фрезерный станок: Вертикально-фрезерный станок 6Т13 (6Р13) — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
6Т13 станок консольно-фрезерный вертикальный. Характеристики, схемы, описание
Сведения о производителе консольно-фрезерного станка 6Т13
Производитель серии универсальных фрезерных станков 6Т13 — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Т выпускаются Горьковским заводом фрезерных станков (ГЗФС) начиная с 1985 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Р (6Р12, 6Р13).
Сегодня консольно-фрезерный станок 6Т13 — выпускает:
- ООО «Станочный Парк»;
- ООО СО «ПРЕССМАШ»;
- Станкостроительное объединение ООО СО «СтанРос».


Продукция Горьковского завода фрезерных станков ГЗФС
- 6Г605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6М12П станок консольно-фрезерный вертикальный, 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6М83Ш станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный, 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный, 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный, 400 х 1600
- 6605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6606 станок продольно-фрезерный трехшпиндельный, 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ, 400 х 1600
6Т13 станок вертикальный консольно-фрезерный.
 Назначение и область применения
Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13 сконструирован на основе базовой модели 6Т13-1 с высокой степенью унификации функциональных узлов и деталей.
Вертикальный консольно-фрезерный станок 6Т13 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Консольно-фрезерный станок 6Т13 отличается от станка 6Т12 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На станке 6Т13 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
На вертикальном консольно-фрезерном станке 6Т13 возможна работа в трех режимах:
- Автоматический — В автоматическом режиме станок работает при различных автоматических циклах.
- Толчковый — В толчковом режиме производятся установочные перемещения стола.
 Возможна работа по разметке.
Возможна работа по разметке. - Ручной — В ручном универсальном режиме станок работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.
Особенности конструкции фрезерного станка 6Т13
Технологические возможности станков могут быть расширены за счет применения накладной фрезерной, делительной и долбежной головок, круглого поворотного стола.
Имеется устройство для ограничения зазора в винтовой паре продольного перемещения стола, индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введены дополнительные устройства для защиты от разлетающейся стружки и эмульсии.
Повышена жесткость станка за счет прямоугольных направляющих станины и консоли.
Имеется автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении.
Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания.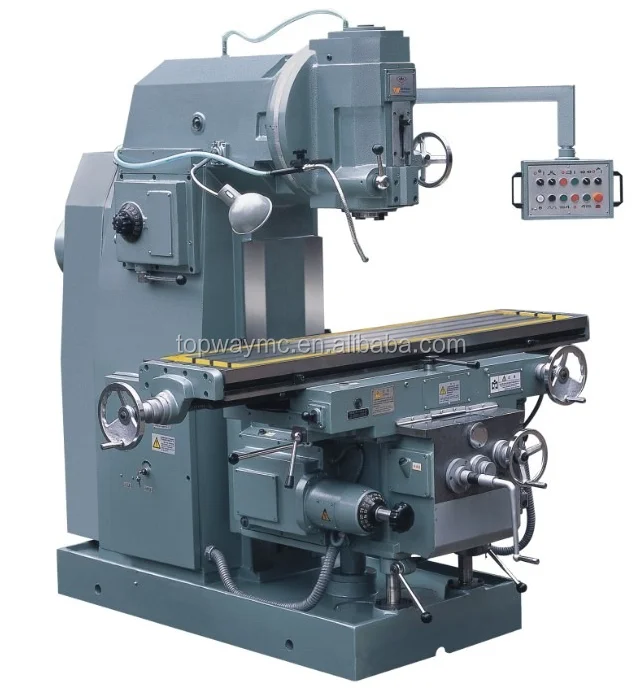
Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали.
Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Механизировано крепление инструмента. Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание и использовать станок для выполнения различных работ в поточном производстве.
Станок 6Т13 может поставляться в стране с умеренным, холодным и тропическим климатом.
Класс точности станка — Н по ГОСТ 8—82Е
Основные конструктивные преимущества станков:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.
Основные технологические преимущества станков:
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
- Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.

Станки выпускаются в различных исполнениях по напряжению, частоте питающей сети. Поставляются запасные части.
Модификации консольно-фрезерных станков серии «Т»
На базе станков серии «Т» разработаны различные модификации и специализированные станки:
- 6Т12 — 6Т12-27, 6Т12-29, 6Т12-30
- 6Т13 — 6Т13-27, 6Т13-29, 6Т13-30
- 6Т82Г — 6Т82Г-27 (ГФ2793), 6Т82Г-29, 6Т82Г-30
- 6Т83Г — 6Т83Г-27 (ГФ2797), 6Т83Г-29, 6Т83Г-30
- 6Т82 — 6Т82-27 (ГФ2794), 6Т82-29, 6Т82-30
- 6Т83 — 6Т83-27 (ГФ2798), 6Т83-29, 6Т83-30
- 6Т82Ш — 6Т82Ш-27, 6Т82Ш-29, 6Т82Ш-30, 6Т82Ш-35, 6Т82Ш-36, 6Т82Ш-37, 6Т82Ш-38
- 6Т83Ш — 6Т83Ш-27, 6Т83Ш-29, 6Т83Ш-30, 6Т83Ш-35, 6Т83Ш-36, 6Т83Ш-37, 6Т83Ш-38
Модификации 6Т…-27 имеют увеличенное на 100 мм расстояние от оси (торца) шпинделя до рабочей поверхности стола и механизм пропорционального (в 2 раза) замедления рабочей подачи.
Российские и зарубежные аналоги станка 6Т12 (6Т13)
FSS350MR, FSS450MR — 315 х 1250, 400 х 1250 — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Габарит рабочего пространства консольно-фрезерного станка 6Т13
Чертеж рабочего пространства фрезерного станка 6Т13
Эскиз шпинделя консольно-фрезерного станка 6Т13
Эскиз шпинделя фрезерного станка 6Т13
Общий вид вертикального консольно-фрезерного станка 6Т13
Фото консольно-фрезерного станка 6Т13
Фото консольно-фрезерного станка 6Т13
Фото консольно-фрезерного станка 6Т13. Скачать в увеличенном масштабе
Расположение составных частей консольно-фрезерного станка 6Т13
Расположение составных частей фрезерного станка 6Т13
Перечень составных частей консольно-фрезерного станка 6Т13
- станина
- пульт боковой
- механизм переключения подач
- коробка скоростей шпинделя
- головка поворотная
- устройства электромеханического зажима инструмента
- шкаф управления
- стол и салазки
- механизм замедления подачи
- пульт основной
- консоль
- коробка подач
Расположение органов управления консольно-фрезерным станком 6Т13
Расположение органов управления фрезерным станком 6Т12
Пульты управления фрезерным станком 6Т13
Пульты управления фрезерным станком 6Т13: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т13
- Указатель скоростей шпинделя
- Кнопка «Перемещение стола назад, вперед, вниз»
- Переключатель выбора направления перемещения стола
- Переключатель «Зажим-Отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Кнопка «Толчок шпинделя» (дублирующая)
- Кнопка «Стоп перемещения стола»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп шпинделя» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- —
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещения стола»
- Кнопка «Стоп шпинделя»
- Кнопка «Пуск шпинделя»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — Механический»
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка «Стоп» аварийная
- Переключатель выбора режима работы станка
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стола и пуск цикла»
- Клавиша «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Зажимы салазок
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево — Вправо»
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
Схема кинематическая консольно-фрезерного станка 6Т13
Кинематическая схема консольно-фрезерного станка 6Т13
Схема кинематическая консольно-фрезерного станка 6Т13. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Т13Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Конструкция основных узлов консольно-фрезерного станка 6Т13
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т13
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Cхема электрическая фрезерного станка 6Т13
Электрическая схема фрезерного станка 6Т13-1
Схема электрическая принципиальная консольно-фрезерного станка 6Т13. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Читайте также: Электросхемы фрезерных станков серии 6Т
6Т13 станок консольно-фрезерный вертикальный. Видеоролик.
Технические характеристики консольного фрезерного станка 6Т13
| Наименование параметра | 6Р12 | 6Р13 | 6Т12 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1600 х 400 | 1250 х 320 | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (X), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (Y), мм | 250 | 300 | 320 | 400 |
| Наибольший вертикальный ход стола (Z), мм | 420 | 420 | 420 | 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30. .450 .450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 420 | 380 | 460 |
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об/мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 80 | 70 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° | ±45° | ±45° | ±45° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | 50 | ||
Рабочий стол. Подачи Подачи | ||||
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 | 20/ 12/ 8 | ||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Электродвигатель главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Электродвигатель привода подач, кВт | 2,2 | 3 | 3 | 3 |
| Электродвигатель зажима инструмента, кВт | 0,25 | 0,25 | ||
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 | 14,37 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2305 1950 2020 | 2560 2260 2120 | 2280 1965 2265 | 2570 2252 2430 |
| Масса станка, кг | 3120 | 4200 | 3250 | 4300 |
- Станки вертикальные консольно-фрезерные 6Т12-1, 6Т13-1.
 Руководство по эксплуатации 6Т12-1.00.000 РЭ,
Руководство по эксплуатации 6Т12-1.00.000 РЭ, - Станки вертикальные консольно-фрезерные 6Т12, 6Т13. Руководство по эксплуатации 6Т12.00.000 РЭ,
- Станки вертикальные консольно-фрезерные 6Т12-29, 6Т13-29. Руководство по эксплуатации 6Т12-29.00.000 РЭ, 1992
- Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.
 Л. Справочник молодого фрезеровщика, 1992
Л. Справочник молодого фрезеровщика, 1992 - Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
мод.
 6Т13 Вертикальные консольно — фрезерные станки
6Т13 Вертикальные консольно — фрезерные станки
мод. 6Т13 Вертикальные консольно — фрезерные станки
Вертикально фрезерный станок 6Т12 и 6Т13 предназначен для широкого разнообразия фрезерных работ. Устройство обладает надежной конструкцией и большой мощностью приводов, благодаря чему не имеет полноценных аналогов. Купить фрезерный станок 6Т12 и 6Т13 можно прямо на сайте завода дмитровских фрезерных станков. Здесь вы можете не только с удобством оформить заказ, но и задать любой, интересующий вас вопрос специалисту, касающийся оборудования, представленного в каталоге.
Особенности конструкции и технологические параметры
Среди основных параметров стоит выделить следующие особенности станков 6Т12 и 6Т13:
- Наличие многообразных автоматических режимов работы.
- Надежность и высокая жесткость конструкции.
- Высокий диапазон частоты вращения шпинделя.
- Механизированный тип крепления инструментария в шпинделе.

- Наличие специальной предохранительной муфты, защищающей от перегрузок привод подач.
- Наличие устройства, защищающего от разброса стружки.
- Автоматическое торможение горизонтального шпинделя, в случае остановки электромагнитной муфтой.
Также стоит отметить, что головка шпинделя поворотного типа имеет механизм, который позволяет перемещать гильзу шпинделя вручную. Это, в свою очередь, даёт возможность обработки отверстий, ось которых может располагаться под углом до 45 градусов, относительно стола.
Почему сотрудничество с заводом дмитровских фрезерных станков выгодно? Всё просто! Если вы решили купить оборудование у нас, то вы получаете целый ряд выгодных предложений:
- Наличие комплектующих и деталей для вашей модели станка, которые в значительной степени увеличат его производительность и расширят арсенал функций.
- Качественное обслуживание и ремонт приводов любого уровня сложности;
- Возможность получения грамотной консультации от ведущих специалистов предприятия;
- Привлекательная цена на товар производителя;
- Широкий ассортимент.

Сферы применения
Сферы применения станков 6Т12 и 6Т13 достаточно разнообразны. Устройства подходят для единичного, малосерийного и серийного типа производств. Также устройства прекрасно справляются с самыми разнообразными материалами. Это чугун, сталь, цветные металлы, сплавы и многое другое.
Технические характеристики
Наименование параметров
| 6Т12
| 6Т13
|
Размеры рабочей поверхности стола, мм
| 320 х 1 250
| 400 х 1 600
|
Наибольшее перемещение стола, мм
— продольное
— поперечное
— вертикальное
| 800
270
420
| 1000
340
430
|
Пределы подач стола, мм/мин
— продольное
— поперечное
— вертикальное
| 12,5….
12,5…..1600
4,1…..530
| 12,5…..1 600
12,5…..1600
4,1…..530
|
Ускоренное перемещение стола, мм/мин
— продольное
— поперечное
— вертикальное
| 4000
4000
1330
| 4000
4000
1330
|
Наибольшее перемещение гильзы
вертикального шпинделя, мм
| 70 *
| 80 *
|
Конус шпинделя
| ISO 50
| ISO 50
|
Пределы частот вращения шпинделей, мин -1
| 31,5…..1 600
| 31,5…..1 600
|
Количество частот вращения шпинделя
| 18
| 18
|
Количество подач
| 22
| 22
|
Угол поворота оси шпинделя
в продольной плоскости, град
| 45 *
| 45 *
|
Мощность электродвигателя привода, кВт
— подач
— шпинделя
| 1,5
5,5
| 1,5
5,5
|
Габаритные размеры
станка, мм
| 2280 х 1965 х 2265
| 2570 х 2252 х 2430
|
Масса станка, кг
| 3400
| 4250
|
Класс точности
| Н
| Н
|
 .1 600
.1 600* — по согласованию за отдельную плату
Комплектация
Поставляются по требованию заказчика за дополнительную плату:
|
6Д12.
|
ДП 35 Ключ торцовый ДПО10.00-88 (для оправки 6Д12.100.110)
|
6Д12.100.120 Оправка /конус 7:24 № 50/ (D 32) для торцовых фрез
|
ДП 30 Ключ торцовый ДПО10.00-88 (для оправки 6Д12.100.120)
|
6Д12.100.140 Оправка /конус 7:24 № 50/ (D 27) для торцовых фрез
|
6Д82Г.100.150 Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 5)
|
6Д82Г.100.160 Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 4)
|
6Д82Г.100.170 Втулка переходная /конус 7:24 № 50/ (на конус Морзе № 3; № 2)
|
6Д12.
|
7036-0053 Универсальная делительная головка (УДГ-Д250) ГОСТ 8615
|
7204-0003 Стол поворотный круглый ГОСТ 16936
|
7200-0220-02 Тиски станочные ГОСТ 14904
|
 100.110 Оправка /конус 7:24 № 50/ (D 40) для торцовых фрез
100.110 Оправка /конус 7:24 № 50/ (D 40) для торцовых фрез 100.160 Патрон цанговый (с комплектом цанг) /конус 7:24 № 50/
100.160 Патрон цанговый (с комплектом цанг) /конус 7:24 № 50/Вертикально-фрезерный станок 6Т13: технические характеристики, паспорт
Универсальные фрезеровочные станки с широким профилем очень выгодны для самого разного рода крупных предприятий. Агрегат 6Т13 относится к вертикально-фрезерному оборудованию, позволяющему обрабатывать прямые, угловые, рамочные детали.
На станке можно производить обработку по горизонтальной, вертикальной поверхности, а также под углом в 45°, и не только, болле подробно о всех возможностях агрегата.
Содержание:
- 1 Производитель
- 2 Назначение и область применения
- 3 Конструкционные особенности консольно-фрезерного станка
- 3.
 1 Габариты и масса
1 Габариты и масса - 3.2 Перечень составных частей
- 3.3 Описание и расположение органов управления
- 3.4 Кинематическая схема
- 3.5 Схема электрическая
- 3.6 Особенности строения поворотной головки
- 3.
- 4 Технические характеристики
- 5 Эксплуатация и ремонт, паспорт
- 6 Техника безопасности при работе с устройством
- 7 Модернизация и аналоги
- 8 Отзывы
Производитель
В 1931 году был основан Горьковский завод фрезерных станков. это предприятие специализировалось на выпуске самого широкого ассортимента фрезерного оборудования, в том числе и с УЦИ, и с ЧПУ. Уже с 1932 года, завод становится экспертом по изготовлению различного металлорежущего оборудования. Станки серии Т выпускаются на заводе с 1985 года. В эту серию входит целый ряд аналогичного оборудования с некоторыми конструктивными особенностями.
Назначение и область применения
Применяется в серийном и единичном производстве для фрезерования деталей из самого разного материала. Оборудование обрабатывает:
Оборудование обрабатывает:
- вертикальные и горизонтальные поверхности;
- пазы;
- углы;
- рамки;
- зубчатые колеса.
На агрегате есть возможность работать в трех режимах. На станке используются торцевые, фасонные, угловые, цилиндрические, дисковые фрезы. Есть возможность получить дополнительные винтовые поверхности с применением универсальной делительной головки.
Конструкционные особенности консольно-фрезерного станка
Конструкционные особенности станка помимо высокой производительности направлены на обеспечение безопасности оператора, работающего с оборудованием. На агрегате имеется подвижное ограждение. Также безопасность обеспечивается:
- дублированием стоп-кнопок агрегата;
- система блокировок;
- механизм пропорционального уменьшения подачи при выходе и врезании.
Есть и другие особенности конструкции, которые делают работу более эффективной.
Габариты и масса
Станок относится к крупному оборудованию. Его вес составляет 4200 кг. Габариты агрегата:
Его вес составляет 4200 кг. Габариты агрегата:
- длина – 256 см;
- ширина – 226 см;
- высота – 212 см.
Поверхность стола имеет размеры 1600х400 мм.
Перечень составных частей
Основные узлы агрегата те же, что и в большинстве фрезерных станков. Но все составные части имеют некоторые особенности конструкции, которые позволяют выполнять необходимые функции:
- Литая станина. Это широкая прямоугольная платформа, на штифтах с вертикальной горловиной.
- Шпиндельная головка с гильзой. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.
- Шкаф управления. В его состав входит электропривод шпинделя, а также коробка скоростей, пульт управления и несколько важных переключателей.
- Передняя консоль. Движок направляющих элементов стола, и приборы регулировки их перемещения.
Также к особенностям конструкции относятся:
- Механизированное крепление инструмента.
 Это повышает параметры точности обработки детали.
Это повышает параметры точности обработки детали. - Стол станка способен поворачиваться вокруг вертикальной оси на 45°. Так можно фрезеровать винтообразные спирали.
- Автоматическое торможение шпиндельной головки.
- Три режима работы: ручной, автоматический и толчковый.
- Ограничение зазора в винтовой паре.
Дополнительная жесткость станка позволяет обрабатывать пластины из твердых и сверхтвердых синтетических материалов.
Описание и расположение органов управления
Одним из основных органов управления является коробка скоростей, которая содержит 18 частот вращения шпиндельного узла. Для этого имеется специальная головка с делениями. Отдельно установлена рукоятка для зажима гильзы.
Управление приводом подач осуществляется при помощи фрикционов обычного и быстрого хода. Также имеются механические зажимы салазок, а также консоли на направляющих частях станины. Все рабочие элементы имеют отдельные маховики для ручного управления.
Кинематическая схема
Схема электрическая
Особенности строения поворотной головки
Станина служит базой для поворотной головки агрегата. Сама головка оснащена механизмом ручного и осевого перемещения. Это позволяет проводить обработку поверхностей, которые расположены под углом в 45°.
Центрируется поворотная головка в кольцевой выточке, к которой крепится 4 болтами. Сама шпиндельная головка – двухопорный вал, который смонтирован в выдвижной гильзе. От насоса станины происходит смазка подшипников и шестерен поворотной головки.
Технические характеристики
Агрегат 6Т13 имеет следующие технические характеристики:
- наибольший ход стола вдоль – 1 метр;
- поперечный – 30 см;
- вертикальный – 42 см;
- от торца шпиндельной головки до стола расстояние – 30–500 мм;
- частота вращения шпинделя до 2000 об/мин;
- пиноль шпинделя перемещается на 80 мм;
- одно деление лимба – 0.05 мм.
Станок снабжен четырьмя электродвигателями. Мощность движка основного составляет 10 кВт.
Мощность движка основного составляет 10 кВт.
Эксплуатация и ремонт, паспорт
Сам механизм требует установки на бетонный фундамент толщиной не меньше 30 см. При этом поверхность должна быть идеально ровной. Тогда снизится риск неточностей при тонком фрезеровании.
При первоначальном пуске обязательно следует заполнить маслом резервуар смазочной системы. Раз в год нужно осуществлять промывку масляного резервуара. При любой неисправности следует отключить станок и его должен осмотреть мастер. Любая деталь в станке подлежит замене при износе, поэтому сам агрегат не имеет срока эксплуатации.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт вертикально консольно-фрезерного станка 6Т13.
Техника безопасности при работе с устройством
Станок является объектом повышенной опасности. Поэтому при работе с ним следует соблюдать определенные правила. Новички обязательно проходят инструктаж по технике безопасности.
При работе оператор должен быть в спецодежде. Запрещено подходит к станку в нетрезвом виде. Перед работой следует проверить заземление. Скорости и режимы переключать при вращающейся головке также запрещено. Дверца шкафа управления и доступ к электроприводам запирается на ключ.
Запрещено подходит к станку в нетрезвом виде. Перед работой следует проверить заземление. Скорости и режимы переключать при вращающейся головке также запрещено. Дверца шкафа управления и доступ к электроприводам запирается на ключ.
Модернизация и аналоги
У данного вида станков есть аналоги как отечественные, так и зарубежные:
- Гомельский станкостроительный завод выпускает эти модели консольно-фрезерных станков, которые по техническим характеристикам схожи с рассматриваемым оборудованием.
- X5032, X5040. Известные Китайские аналоги.
- Аналог Болгарского производства.
При наличии необходимых инструментов и навыков агрегат можно модернизировать и увеличить функциональность.
Отзывы
В большинстве своем крупные предприятия с удовольствием приобретают оборудование 6т13. На таком станке легко обрабатывать крупногабаритные детали, весом до 630 кг. При этом оборудование снабжено дополнительными элементами безопасности и поворотным столом, который позволяет обрабатывать заготовку под углом. Также пользователи отмечают долгий срок службы данного оборудования.
При этом оборудование снабжено дополнительными элементами безопасности и поворотным столом, который позволяет обрабатывать заготовку под углом. Также пользователи отмечают долгий срок службы данного оборудования.
Консольно-фрезерный станок 6Т13 начал выпускаться в 1985 году и с тех пор успешно используется на серийном производстве. Жесткость конструкции позволяет обрабатывать наиболее твердые материалы и использовать фрезы из быстрорежущей стали.
Поделиться в социальных сетях
Вертикальный консольно-фрезерный станок 6Т13
Технические характеристики
|
Наименование параметра |
Значение |
|---|---|
|
Основные параметры станка |
|
|
Класс точности |
Н |
|
Размеры поверхности стола, мм |
1600 х 400 |
|
Наибольшая масса обрабатываемой детали, кг |
630 |
|
Наибольший продольный ход стола (X), мм |
1000 |
|
Наибольший поперечный ход стола (Y), мм |
400 |
|
Наибольший вертикальный ход стола (Z), мм |
430 |
|
Расстояние от торца шпинделя до поверхности стола, мм |
70.  .500 .500
|
|
Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм |
460 |
|
Шпиндель |
|
|
Мощность привода главного движения, кВт |
11 |
|
Частота вращения шпинделя, об/мин |
31,5..1600 |
|
Количество скоростей шпинделя |
18 |
|
Перемещение пиноли шпинделя, мм |
80 |
|
Перемещение пиноли шпинделя на одно деление лимба, мм |
0,05 |
|
Угол поворота шпиндельной головки, град |
±45° |
|
Конец шпинделя ГОСТ 836-62 |
|
|
Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 |
АТ50 |
|
Рабочий стол.  Подачи Подачи
|
|
|
Пределы продольных и поперечных подач стола (X, Y), мм/мин |
12,5..1600 |
|
Пределы вертикальных подач стола (Z), мм/мин |
4,1..530 |
|
Количество подач стола (продольных, поперечных, вертикальных) |
22 |
|
Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин |
4/ 1,330 |
|
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм |
0,05 |
|
Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм |
06/ 02 |
|
Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН |
20/ 12/ 08 |
|
Механика станка |
|
|
Выключающие упоры подачи (продольной, поперечной, вертикальной) |
Есть |
|
Блокировка ручной и механической подач (продольной, поперечной, вертикальной) |
Есть |
|
Блокировка раздельного включения подач |
Есть |
|
Торможение шпинделя |
Есть |
|
Предохранительная муфта от перегрузок |
Есть |
|
Автоматическая прерывистая подача |
Есть |
|
Электрооборудование и приводы станка |
|
|
Количество электродвигателей на станке |
4 |
|
Электродвигатель главного движения, кВт |
11 |
|
Электродвигатель привода подач, кВт |
3 |
|
Электродвигатель зажима инструмента, кВт |
0,25 |
|
Электродвигатель насоса СОЖ, кВт |
0,12 |
|
Суммарная мощность всех электродвигателей, кВт |
14,37 |
|
Габариты и масса станка |
|
|
Габариты станка (длина ширина высота), мм |
2570х2252х2430 |
|
Масса станка, кг |
4300 |
* Возможно оснащение станка УЦИ (Устройством цифровой индикации) за дополнительную плату.
Вертикально-фрезерный станок 6Т13
Станок 6Т13 используется при выполнении фрезерных работ с применением фасонных, цилиндрических, торцевых, концевых и иных видов фрез. На данном станке можно обрабатывать горизонтальные и вертикальные плоскости, пазы, рамки, углы, спирали а также ряд других деталей из различных типов металла (сталь, чугун, цветные металлы и сплавы) в условиях серийного и мелкосерийного производства.
Благодаря высокой жесткости станка, при обработке можно применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станок оснащён столом, поворачивающимся вокруг вертикальной оси на угол ±45°, что обеспечивает возможность обработки деталей, имеющих спиралевидную обрабатываемую поверхность.
Отличие станка 6Т13 от 6Т12 заключается, в первую очередь, в его больших габаритах, в следствие чего 6Т13 имеет более высокую максимальную нагрузку на стол (1250 кг против 1000 кг), большее продольное перемещение стола и поперечное перемещение крестового суппорта, а также более мощные электродвигатели.
Технические характеристики
|
Параметр
|
Значение
|
|
Размеры рабочей поверхности стола, мм
|
1600 х 400
|
|
|
|
1000
400
430
|
|
70-500
|
|
Пределы частот вращения шпинделя, мин (-1)
|
31,5-1600
|
|
Диапазон подач стола, мм/мин
|
|
|
— продольных
— поперечных
— вертикальных
|
12,5-1600
12,5-1600
4,1-530
|
|
Ускоренное перемещение стола, мм/мин
|
|
|
— продольное
— поперечное
— вертикальное
|
4000
4000
1330
|
|
ISO 50
|
|
1250
|
|
|
|
40 000
25 000
|
|
|
|
— основного шпинделя
— подач стола
|
11
3
|
|
Габаритные размеры, мм
|
|
|
— длина
— ширина
— высота
|
2570
2252
2430
|
|
Масса станка с оборудованием, кг
|
4300
|
Возможно Вас также заинтересуют аналоги данной модели:
Вертикально-фрезерный станок 6Л12
Вертикально-фрезерный станок с ЧПУ 65А80Ф1
Станки 6т13 в России — Биржа оборудования ProСтанки
- Главная
- Продажа
- Вертикально-фрезерные станки
- Станок 6т13
Вы можете очень быстро сравнить цены станка 6т13 и подобрать оптимальные варианты из более чем 75475 предложений
Вертикально-фрезерный станок 6Т13-29
В наличии
Вертикально-фрезерный станок 6Т13-29 предназначен для различной фрезерной обработки поверхностей деталей, включая корпусные из черных, цветных и высокопрочных металлов и сплавов в условиях. ..
..
30.09.2022
Нижний Новгород (Россия)
600 000
Вертикально-фрезерный станок 6Т13
Состояние: Новый Год выпуска: 2016 Производитель: Россия
В наличии
Вертикально-фрезерный станок 6Т13 с рабочим столом 1600х400 мм с максимальной загруженностью до 630 кг.Вертикально-фрезерный станок 6Т13 отличается от 6Т12 размером рабочего стола, его стоит…
09.02.2017
Москва (Россия)
1 820 000
Вертикально- фрезерный станок 6Т13
Состояние: Б/У Год выпуска: 1997
Продается вертикально- фрезерный станок 6Т13
Станок находится в хорошем рабочем состоянии.
Можно посмотреть, проверить в работе.
Местонахождение – г. Таганрог, Ростовская обл.
Цена и фото по запросу.
28.01.2022
Таганрог (Россия)
1 000 000
Штурвал (маховик) фрезерного станка 6Т13
Состояние: Новый
Штурвал (маховик) к фрезерному станку 6Т13, посадка ф20мм, ширина шпонки 6мм. Можно бу, в хорошем состоянии.
Штурвал который необходим обозначен на фото, которое прилагается.
07.12.2017
Белгород (Россия)
Фрезерный станок 6Т13-1
Состояние: Б/У Год выпуска: 1989 Производитель: Горьковский завод фрезерных станков
Фрезерный станок 6Т13-1 1989 года, в хорошем состоянии, подключен, в комплекте тиски. Самовывоз.
08.06.2018
Рыбинск (Россия)
325 000
ВМ-127 станок вертикально-фрезерный 1987 г. в. Аналог станков 6Т13, 6Р13, FSS-400
в. Аналог станков 6Т13, 6Р13, FSS-400
Состояние: Б/У Год выпуска: 1981
Станок вертикально-фрезерный ВМ-127, 1987г.в. Аналог станков 6Т13, 6Р13, FSS-400 Стол 1600х400 мм. масса 4250 кг. В хорошем рабочем состоянии. Стол без запилов. все скорости и зажим инструмента…
06.06.2019
Вологда (Россия)
140 000
вертикально-фрезерный станок 6т13 6р13
Состояние: Б/У Год выпуска: 1989 Производитель: вертикально-фрезерный станок 6т13 6р13
вертикально-фрезерный станок 6т13 6р13
29.09.2022
Санкт-Петербург (Россия)
вертикально-фрезерный (вертикальный, фрезерный) станок 6Т13-1
Состояние: Б/У Год выпуска: 1987
Продаю (продам, продается, продажа)вертикально-фрезерный (вертикальный, фрезерный) станок 6Т13-1 (аналог 6Т13, 6Р13, ВМ127М). Технические характеристики:Размеры рабочей поверхности стола, мм:…
Технические характеристики:Размеры рабочей поверхности стола, мм:…
27.09.2022
Таганрог (Россия)
вертикально-фрезерный станок 6Т13 (6Т13-1)
Состояние: Б/У Год выпуска: 1987 Производитель: Россия
Продается б/у вертикально-фрезерный станок 6Т13 (6Т13-1)
1987 г.в.
Местонахождение: ЦФО.
Предложение с ценой, фото и видеороликами работы можем выслать по электронной почте или WhatsApp / Viber.
28.09.2022
Таганрог (Россия)
вертикально-фрезерный станок 6Т13 (6Т13-1)
Состояние: Б/У Год выпуска: 1987 Производитель: Россия
Продается б/у вертикально-фрезерный станок 6Т13 (6Т13-1)1987 г.в.Местонахождение: ЦФО.Предложение с ценой, фото и видеороликами работы можем выслать по электронной почте или WhatsApp / Viber
28. 09.2022
09.2022
Таганрог (Россия)
Вертикальный консольно-фрезерный станок 6Т13
Состояние: Новый Производитель: Россия
Вертикально-фрезерный станок 6Т13 предназначен для выполнения операций фрезерования различных деталей из черных и цветных металлов и их сплавов в условиях серийного и мелкосерийного…
02.06.2020
Москва (Россия)
Вертикально-фрезерный станок 6Т13-29
Состояние: Б/У Год выпуска: 1993
Вертикально-фрезерный станок 6Т13-292004г.В отличном состоянии Локация г. Таганрог По всем интересующим Вас вопросам — обращайтесь по телефону!
28.07.2022
Таганрог (Россия)
вертикально-фрезерный станок 6Т13
Состояние: Б/У Год выпуска: 1970
Куплю на постоянной основе вертикально-фрезерный станок 6Т13, гарантия быстрой оплаты. Интересуют как в рабочем состоянии, так и под ремонт. Самовывоз. Предложение с ценой и фото присылайте на эл….
Интересуют как в рабочем состоянии, так и под ремонт. Самовывоз. Предложение с ценой и фото присылайте на эл….
29.09.2022
Таганрог (Россия)
20
вертикально-фрезерный станок 6Т13
Состояние: Б/У Год выпуска: 1992
Куплю на постоянной основе вертикально-фрезерный станок 6Т13, гарантия быстрой оплаты. Интересуют как в рабочем состоянии, так и под ремонт. Самовывоз. Предложение с ценой и фото присылайте на эл….
29.09.2022
Таганрог (Россия)
15
Насос смазки консоли на станок 6Т13
Состояние: Б/У Год выпуска: 2010
Купим запчасти на станки:
Двигатель шаговый силовой тип Ш-2,65/5-03 на станок 3Л722
Насос смазки консоли на станок 6Т13, а также шестерни на фрезерные станки, токарные, патроны, оснастку. Расчет…
Расчет…
29.09.2022
Чебаркуль (Россия)
станки: 6Т13, 6Т12-29, 6Т82Ш, 6Т83Ш, 6Р82Ш, 6Р83Ш, 676, 6Т80Ш и др
Состояние: Б/У
Наша организация готова купить по договорным ценам следующие станки и КПО:
Станки фрезерные:
6Р82Ш, 6Р83Ш, 6Т12, 6Т13, 6Т83Ш, 6Т82Ш, 6Р83, 6Т83, 6Д81Ш, 6К82Ш, 6К81Ш, 676, 6Т80Ш и др.
Станки…
25.07.2021
Нижний Новгород (Россия)
Фрезерный станок 6Т13-1
Состояние: Новый Год выпуска: 1992
В наличии
Подключен.
Станок модели 6т13-1 предназначен для выполнения разнообразных фрезерных,сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов…
02.03.2016
Аргаяш (Россия)
45 800
станки 6т13, 6т13ф20, 6т82ш, 6т83ш, 6р83ш, 6р82ш
Состояние: Б/У Год выпуска: 1980
КУПЛЮ1. Железо станков производства г. Горький — завод фрезерных станков, модели 6Т13, 6Т13Ф20, 6Т82Ш, 6Т83Ш, 6Р83Ш, 6Р82Ш2. Отдельные узлы станков серии 6Т, а именно: столы, консоли, хобота,…
Железо станков производства г. Горький — завод фрезерных станков, модели 6Т13, 6Т13Ф20, 6Т82Ш, 6Т83Ш, 6Р83Ш, 6Р82Ш2. Отдельные узлы станков серии 6Т, а именно: столы, консоли, хобота,…
02.07.2018
Уфа (Россия)
Вертикальный консольно-фрезерный станок 6т13
Состояние: Б/У Год выпуска: 1990
Продаю фрезерный станок б/уМодель 6Т13В рабочем состоянииПосле среднего ремонта
06.11.2018
Таганрог (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку 6т13 почти как на Авито и TIU
Видео станка 6т13
Основное оборудование | Сакамото Канагата Ко., Лтд.
Фабрика штаб-квартиры
| Имя машины | Технические характеристики | Количество единиц |
|---|---|---|
| Обрабатывающий центр MX-60HB | 810× 800× 810 | 2 |
| Обрабатывающий центр MC-6VAE-SP | 1500×630×613 | 1 |
| Обрабатывающий центр МС-6ВА | 1250×630×613 | 1 |
| Обрабатывающий центр МС-4ВА | 650×410×450 | 2 |
| Обрабатывающий центр MX-45VAE | 762×460×450 | 1 |
| Обрабатывающий центр МБ-46ВА | 560×460×460 | 5 |
| Обрабатывающий центр МБ-46ВАЭ | 762×460×460 | 1 |
| Обрабатывающий центр МП-46В | 660×460×360 | 2 |
| Электроэрозионная машина с ЧПУ M30 | 300×220×250 | 1 |
| Электроэрозионная машина с ЧПУ M35 | 350×250×350 | 6 |
| Электроэрозионная машина с ЧПУ M55 | 450×350×350 | 7 |
| Электроэрозионная машина с ЧПУ EML | 350×250×250 | 2 |
| Электроэрозионная машина с ЧПУ MA2000 | 400×300×300 | 1 |
| Электроэрозионная машина с ЧПУ EA12V | 400×300×300 | 1 |
| Электроэрозионная машина с ЧПУ EA8 | 300×250×250 | 4 |
| Электроэрозионная машина с ЧПУ EX8E | 300×250×250 | 5 |
| Электроэрозионная машина для резки проволоки FA20S | 500×350×300 | 1 |
| Электроэрозионный станок для резки проволоки DWC-110SZ | 550×600×150 | 3 |
| Станок электроэрозионный для резки проволоки МВ1200Р | 400×300×220 | 1 |
| Электроэрозионная машина для резки проволоки NA2400P | 600×400×310 | 1 |
| Токарный станок с ЧПУ LB-15C | 400×500 | 1 |
| Токарный станок с ЧПУ ЛС-30Н | 540×800 | 2 |
| Токарный станок с ЧПУ LH-55N | 1100×2000 | 1 |
| Токарный станок с ЧПУ LB4000EXⅡ | 300×840×140 | 1 |
| Прецизионный плоскошлифовальный станок PSG-126 | 1200×600 | 2 |
| Прецизионный плоскошлифовальный станок 64AN | 600×400 | 1 |
| Машина для литья под давлением JSW J450AD | 450 тонн | 1 |
| Термопластавтомат JSW J220E Ⅱ-P-2M | 220 тонн | 1 |
| Машина для литья под давлением JSW J85AD | 85 тонн | 1 |
| Плоскошлифовальный станок | 1 | |
| Внутришлифовальный станок | 1 | |
| Фасонно-шлифовальный станок | 1 | |
| Станок фрезерный универсальный | 10 | |
| Радиально-сверлильный станок | 2 | |
| Радиально-сверлильный мини-станок | 5 | |
| Радиально-сверлильный мини-станок | 3 | |
| Токарный станок | 3 | |
| Многофункциональный микроскоп | 1 | |
| Система измерения размера изображения | 1 | |
| Высокоскоростной мелкосверлильный фрезерный станок | 1 | |
| Гравировальный станок | 2 | |
| Торцовочный станок | 1 | |
| Контрмашина | 1 | |
| Заточной станок/тд> | 1 | |
| Машина для отжига | 1 | |
| Осушитель | 2 | |
| Сварочный аппарат | 3 | |
| Электроэрозионная фильтровальная машина | 1 |
Фабрика Шига
| Имя машины | Технические характеристики | Количество единиц |
|---|---|---|
| Обрабатывающий центр (двухколонный) MCV-AⅡ | 2000×4000×1500 | 2 |
| Обрабатывающий центр (горизонтальный шпиндель) MC-1000H | 1600×1300×1100 | 2 |
| Обрабатывающий центр (вертикальный шпиндель) MX-45VBE | 762× 460× 450 | 9 |
| Обрабатывающий центр(вертикальный шпиндель) МБ-66ВА | 1520× 660× 660 | 2 |
| Электроэрозионная машина с ЧПУ ЭДС-305 | 1580×1080× 595 | 2 |
| Электроэрозионная машина с ЧПУ ЭДС-303 | 840×560×395 | 1 |
| Электроэрозионная машина с ЧПУ EA28VM | 1000×460×450 | 2 |
| Электроэрозионная машина с ЧПУ EA12PSM | 400×300×300 | 1 |
| Шлифовальный станок(двухколонный) ПГД-120-2510Н | 2500×1000 | 1 |
| Машина для литья под давлением J1600SⅡ | 1600 тонн | 1 |
| Машина для литья под давлением J850EⅡ | 850 тонн | 1 |
| Машина для литья под давлением J220EⅡ-2M | 220 тонн | 1 |
| Машина для реверса форм MS200 | 20 тонн | 1 |
| Ручная пила h2080 | 1000×1000 | 1 |
| Электроэрозионный станок для резки проволоки ROB CUT XIC | 1 | |
| Радиально-сверлильный мини-станок | 2 | |
| Токарный станок | 1 | |
| Станок фрезерный универсальный | 4 | |
| Фрезерный станок(горизонтальный шпиндель) | 1 | |
| Заточной станок | 1 | |
| Плоскошлифовальный станок | 2 | |
| Настольно-сверлильный станок | 1 | |
| Контрмашина | 1 | |
| Сварочный аппарат | 1 |
Патенты серийных зон и патентные заявки (класс 99/613)
Патенты серийных зон (класс 99/613)
Зоны осевого промежутка (Класс 99/614)
С внутренней перегородкой (Класс 99/615)
Рисоварка горизонтального помола
Номер патента: 6951169
Реферат: В машине для полировки риса горизонтального шлифовального типа, которая сконфигурирована таким образом, что шлифовальный валик (1), установленный по кругу и неподвижно на горизонтальной оси вращения (10), покрыт концентрической цилиндрическое сито (S) для удаления отрубей, которое может быть разделено на две продольные половины сита (2), чтобы таким образом образовать камеру для шлифовки риса, в общей сложности четное количество пробки (3) и заслонки (4) закреплено на внутренней периферийная поверхность каждой из половин разделенного сита (2) сита для удаления отрубей (S) так, чтобы они попеременно выровнялись в осевом направлении, при этом стопор (3) и створка (4) образованы дугообразным элементом который изгибается по окружности круглого поперечного сечения, перпендикулярного осевому центру цилиндра.

Тип:
ГрантПодано:
11 июня 2001 г.Дата патента:
4 октября 2005 г.Правопреемники:
Seirei Kogyo Kabushikigaisha, Yanmar Nouki KabushikigaishaИзобретатель:
Шигео Оно
Полировальная машина для риса, устройство для производства предварительно полированного риса, устройство для выравнивания и оборудование для производства предварительно полированного риса
Номер патента: 6886453
Реферат: Машина для полировки риса, которая является предварительным процессом, необходимым для производства предварительно белого риса, имеющего благоприятный вкус, с использованием небольшого количества воды, устройство для производства предварительно полированного риса.
 в котором используется полировщик риса, выравнивающее устройство, способное равномерно выравнивать зерна, и оборудование для производства предварительно полированного риса. Измельчитель риса включает в себя зерноподъемную спираль для транспортировки белого риса сверху вниз, порт для слива воды для полировки, порт для слива воды расположен в головной части, порт для выгрузки белого риса, порт для выгрузки отверстие, расположенное в головной части, и рисошлифовальный валок для шлифовки риса путем перемешивания вместе с полировальной водой, выливаемой из водоразливного отверстия, белого риса, находящегося под давлением при транспортировке по зерноподъемной спирали, с разгрузкой шлифовальной машины из разгрузочный порт белый рис, который был отполирован.
в котором используется полировщик риса, выравнивающее устройство, способное равномерно выравнивать зерна, и оборудование для производства предварительно полированного риса. Измельчитель риса включает в себя зерноподъемную спираль для транспортировки белого риса сверху вниз, порт для слива воды для полировки, порт для слива воды расположен в головной части, порт для выгрузки белого риса, порт для выгрузки отверстие, расположенное в головной части, и рисошлифовальный валок для шлифовки риса путем перемешивания вместе с полировальной водой, выливаемой из водоразливного отверстия, белого риса, находящегося под давлением при транспортировке по зерноподъемной спирали, с разгрузкой шлифовальной машины из разгрузочный порт белый рис, который был отполирован.Тип:
ГрантПодано:
22 января 2003 г.Дата патента:
3 мая 2005 г.
Правопреемник:
Кабусики Кайша Ямамото СейсакусёИзобретатели:
Соити Ямамото, Масаси Сибата, Ёити Адачи, Хароу Мори, Юдзи Судзуки
Устройство для производства непромываемого риса и способ производства непромываемого риса
Номер патента: 6827008
Реферат: Настоящее изобретение направлено на получение непромываемого риса с хорошим вкусом путем выполнения промывки риса под давлением в наиболее подходящих условиях, соответствующих шлифованному рису, подлежащему промывке.
Тип:
ГрантПодано:
24 августа 2001 г.
Дата патента:
7 декабря 2004 г.Изобретатель:
Сатору Имура
Полировальная машина для риса, устройство для производства предварительно полированного риса, устройство для выравнивания и оборудование для производства предварительно полированного риса
Номер патента: 6752072
Реферат: Машина для полировки риса, которая является предварительным процессом, необходимым для производства предварительно белого риса, имеющего благоприятный вкус, с использованием небольшого количества воды, устройство для производства предварительно полированного риса.
 в котором используется полировщик риса, выравнивающее устройство, способное равномерно выравнивать зерна, и оборудование для производства предварительно полированного риса. Измельчитель риса включает в себя зерноподъемную спираль для транспортировки белого риса сверху вниз, порт для слива воды для полировки, порт для слива воды расположен в головной части, порт для выгрузки белого риса, порт для выгрузки отверстие, расположенное в головной части, и рисошлифовальный валок для шлифовки риса путем перемешивания вместе с полировальной водой, выливаемой из водоразливного отверстия, белого риса, находящегося под давлением при транспортировке по зерноподъемной спирали, с разгрузкой шлифовальной машины из разгрузочный порт белый рис, который был отполирован.
в котором используется полировщик риса, выравнивающее устройство, способное равномерно выравнивать зерна, и оборудование для производства предварительно полированного риса. Измельчитель риса включает в себя зерноподъемную спираль для транспортировки белого риса сверху вниз, порт для слива воды для полировки, порт для слива воды расположен в головной части, порт для выгрузки белого риса, порт для выгрузки отверстие, расположенное в головной части, и рисошлифовальный валок для шлифовки риса путем перемешивания вместе с полировальной водой, выливаемой из водоразливного отверстия, белого риса, находящегося под давлением при транспортировке по зерноподъемной спирали, с разгрузкой шлифовальной машины из разгрузочный порт белый рис, который был отполирован.Тип:
ГрантПодано:
22 января 2003 г.Дата патента:
22 июня 2004 г.
Правопреемник:
Кабусики Кайша Ямамото СейсакусёИзобретатели:
Соити Ямамото, Масаси Сибата, Ёити Адачи, Харуо Мори, Юдзи Судзуки
Полировальная машина для риса, устройство для производства предварительно полированного риса, устройство для выравнивания и оборудование для производства предварительно полированного риса
Номер патента: 6748852
Реферат: Машина для полировки риса, которая является предварительным процессом, необходимым для производства предварительно белого риса, имеющего благоприятный вкус, с использованием небольшого количества воды, устройство для производства предварительно полированного риса.
 в котором используется полировщик риса, выравнивающее устройство, способное равномерно выравнивать зерна, и оборудование для производства предварительно полированного риса. Измельчитель риса включает в себя зерноподъемную спираль для транспортировки белого риса сверху вниз, порт для слива воды для полировки, порт для слива воды расположен в головной части, порт для выгрузки белого риса, порт для выгрузки отверстие, расположенное в головной части, и рисошлифовальный валок для шлифовки риса путем перемешивания вместе с полировальной водой, выливаемой из водоразливного отверстия, белого риса, находящегося под давлением при транспортировке по зерноподъемной спирали, с разгрузкой шлифовальной машины из разгрузочный порт белый рис, который был отполирован.
в котором используется полировщик риса, выравнивающее устройство, способное равномерно выравнивать зерна, и оборудование для производства предварительно полированного риса. Измельчитель риса включает в себя зерноподъемную спираль для транспортировки белого риса сверху вниз, порт для слива воды для полировки, порт для слива воды расположен в головной части, порт для выгрузки белого риса, порт для выгрузки отверстие, расположенное в головной части, и рисошлифовальный валок для шлифовки риса путем перемешивания вместе с полировальной водой, выливаемой из водоразливного отверстия, белого риса, находящегося под давлением при транспортировке по зерноподъемной спирали, с разгрузкой шлифовальной машины из разгрузочный порт белый рис, который был отполирован.Тип:
ГрантПодано:
22 января 2003 г.Дата патента:
15 июня 2004 г.
Правопреемник:
Kabushiki Kaisha Yamamoto-SeisakushoИзобретатели:
Соити Ямамото, Масаси Сибата, Ёити Адачи, Харуо Мори, Юдзи Судзуки
Устройство для полировки риса, устройство для производства предварительно полированного риса, устройство для выравнивания и оборудование для производства предварительно полированного риса
Номер патента: 6539849
Реферат: Машина для полировки риса, которая является предварительным процессом, необходимым для производства предварительно белого риса, имеющего благоприятный вкус, с использованием небольшого количества воды, устройство для производства предварительно полированного риса.
 в котором используется полировщик риса, выравнивающее устройство, способное равномерно выравнивать зерна, и оборудование для производства предварительно полированного риса. Измельчитель риса включает в себя зерноподъемную спираль для транспортировки белого риса сверху вниз, порт для слива воды для полировки, порт для слива воды расположен в головной части, порт для выгрузки белого риса, порт для выгрузки отверстие, расположенное в головной части, и рисошлифовальный валок для шлифовки риса путем перемешивания вместе с полировальной водой, выливаемой из водоразливного отверстия, белого риса, находящегося под давлением при транспортировке по зерноподъемной спирали, с разгрузкой шлифовальной машины из разгрузочный порт белый рис, который был отполирован.
в котором используется полировщик риса, выравнивающее устройство, способное равномерно выравнивать зерна, и оборудование для производства предварительно полированного риса. Измельчитель риса включает в себя зерноподъемную спираль для транспортировки белого риса сверху вниз, порт для слива воды для полировки, порт для слива воды расположен в головной части, порт для выгрузки белого риса, порт для выгрузки отверстие, расположенное в головной части, и рисошлифовальный валок для шлифовки риса путем перемешивания вместе с полировальной водой, выливаемой из водоразливного отверстия, белого риса, находящегося под давлением при транспортировке по зерноподъемной спирали, с разгрузкой шлифовальной машины из разгрузочный порт белый рис, который был отполирован.Тип:
ГрантПодано:
7 марта 2001 г.Дата патента:
1 апреля 2003 г.
Правопреемник:
Kabushiki Kaisha Yamamoto-SeisakushoИзобретатели:
Соити Ямамото, Масаси Сибата, Ёити Адачи, Харуо Мори, Юдзи Судзуки
Вертикальные жемчужные машины и аппараты для предварительной обработки перед помолом муки с использованием таких жемчужных машин
Номер патента: 53
Резюме: Машина для жемчужной обработки имеет узел ролика для жемчужной обработки, который формируется путем штабелирования множества роликов для жемчужной обработки через промежуточные продувочные прокладки. Перемешивающие стержни прикреплены к внешней периферии отдельных жемчужных валков.
 На внутренней поверхности вертикального многоугольного цилиндра для удаления отрубей предусмотрены стержни сопротивления. Благодаря совместной функции мешалки и стержней сопротивления зерна, подаваемые в камеру для измельчения, образованную узлом барабана для измельчения и цилиндром для удаления отрубей, подвергаются активному вращению и вращательному действию. Таким образом, зерна получают равномерное режущее действие, и, таким образом, они равномерно измельчаются. Вертикальная машина для перфорации обеспечивает оптимальное перфорирование зерен в зависимости от вида и характера зерна и особенно подходит для дробления жемчуга темперированной пшеницы, при этом внешняя часть слоя делается жесткой, а внутренняя часть слоя делается мягкой.
На внутренней поверхности вертикального многоугольного цилиндра для удаления отрубей предусмотрены стержни сопротивления. Благодаря совместной функции мешалки и стержней сопротивления зерна, подаваемые в камеру для измельчения, образованную узлом барабана для измельчения и цилиндром для удаления отрубей, подвергаются активному вращению и вращательному действию. Таким образом, зерна получают равномерное режущее действие, и, таким образом, они равномерно измельчаются. Вертикальная машина для перфорации обеспечивает оптимальное перфорирование зерен в зависимости от вида и характера зерна и особенно подходит для дробления жемчуга темперированной пшеницы, при этом внешняя часть слоя делается жесткой, а внутренняя часть слоя делается мягкой.Тип:
ГрантПодано:
19 августа 1994 г.Дата патента:
21 февраля 1995 г.
Правопреемник:
Satake CorporationИзобретатели:
Сатору Сатакэ, Такеши Исии, Ёсихиро Токуи
Устройство для полировки кофейных зерен
Номер патента: 5076157
Реферат: Устройство для полировки зеленых кофейных зерен для удаления серебряной пленки с зеленых кофейных зерен, имеющих серебряную пленку, оставшуюся после удаления пергамента, включает: трубчатый элемент, сообщающийся на одном конце с входное отверстие для зеленых кофейных зерен, подлежащих полировке, а на другой его концевой части — выпускное отверстие для полированных зеленых кофейных зерен, при этом трубчатый элемент образует в нем полирующую камеру и имеет большое количество сквозных отверстий, образованных на поверхности его стенки; полировальный валик, расположенный с возможностью вращения в камере для полировки и служащий для полировки зерен зеленого кофе в камере для полировки, чтобы отделить серебряную оболочку от внешней поверхности каждого зерна зеленого кофе; и средство для прохождения воздуха, предназначенное для прохождения воздуха из полирующей камеры наружу трубчатого элемента для выпуска серебряной оболочки, отделенной от зеленых кофейных зерен, через сквозные отверстия в трубчатом элементе.

Тип:
ГрантПодано:
3 октября 1990 г.Дата патента:
31 декабря 1991 г.Правопреемник:
Satake Engineering Co., Ltd.Изобретатель:
Тосихико Сатакэ
Процесс и система помола пшеницы
Номер патента: 5033371
Реферат: Система помола пшеницы включает шлифовальную машину для полировки зерен пшеницы, увлажняющую машину для увлажнения зерна, кондиционирующую машину для кондиционирования зерна и мельницу для измельчения зерна для производства муки.
 Полировальная машина, увлажняющая машина, машина для кондиционирования и мельница расположены последовательно от стороны выше по потоку к стороне ниже по потоку, если смотреть в направлении потока зерен пшеницы. Предусмотрена мешалка для перемешивания зерен, увлажненных увлажняющей машиной, тем самым предотвращая слипание увлажненных зерен в комки зерен.
Полировальная машина, увлажняющая машина, машина для кондиционирования и мельница расположены последовательно от стороны выше по потоку к стороне ниже по потоку, если смотреть в направлении потока зерен пшеницы. Предусмотрена мешалка для перемешивания зерен, увлажненных увлажняющей машиной, тем самым предотвращая слипание увлажненных зерен в комки зерен.Тип:
ГрантПодано:
15 июня 1989 г.Дата патента:
23 июля 1991 г.Правопреемник:
Satake Engineering Co., LtdИзобретатели:
Тосихико Сатакэ, Юкио Хосака
Устройство для увлажнения полированного риса и система помола риса
Номер патента: 4
5 Реферат: В устройстве для увлажнения шлифованного риса конвейер имеет трубчатый корпус, который определяет заданный путь транспортировки шлифованного риса.
 Конвейер транспортирует шлифованный рис, направляя его вдоль пути транспортировки. Увлажнитель расположен рядом с транспортным путем для добавления влаги к шлифованному рису, транспортируемому по транспортному пути, для увлажнения полированного риса. Воздуходувка расположена рядом с транспортным путем, чтобы заставить воздух течь вдоль него. Система помола риса содержит машину для полировки риса и подключенное к ней устройство. Машина для полировки риса полирует коричневый рис, чтобы получить полированный рис. Полировка коричневого риса до полированного риса повышает температуру полированного риса. В корпус аппарата подается шлифованный рис с повышенной температурой.
Конвейер транспортирует шлифованный рис, направляя его вдоль пути транспортировки. Увлажнитель расположен рядом с транспортным путем для добавления влаги к шлифованному рису, транспортируемому по транспортному пути, для увлажнения полированного риса. Воздуходувка расположена рядом с транспортным путем, чтобы заставить воздух течь вдоль него. Система помола риса содержит машину для полировки риса и подключенное к ней устройство. Машина для полировки риса полирует коричневый рис, чтобы получить полированный рис. Полировка коричневого риса до полированного риса повышает температуру полированного риса. В корпус аппарата подается шлифованный рис с повышенной температурой.Тип:
ГрантПодано:
20 марта 1989 г.Дата патента:
3 апреля 1990 г.Правопреемник:
Satake Engineering Co. , Ltd.
, Ltd.Изобретатель:
Тосихико Сатакэ
Аппарат для механической обработки пищевых продуктов
Номер патента: 4643086
Реферат: Вибрационная платформа для обработки такого продукта, как арахис, установлена на основной раме с помощью пневматических опор. Дека приводится в линейное колебание парой вибрационных двигателей. Дека поддерживает каскад транспортирующих поверхностей, которые доставляют продукт на этапы обработки, такие как ролики и устройства для удаления мусора; ступени обработки монтируются независимо от палубы.
Тип:
ГрантПодано:
5 октября 1984 г.
Дата патента:
17 февраля 1987 г.Правопреемник:
Дин Инжиниринг ЛимитедИзобретатель:
Спирос Христодулу
Аппарат для измельчения риса с увлажнителем
Номер патента: 4133257
Реферат: Устройство для измельчения риса с увлажнителем включает в себя секцию увлажнения, состоящую из линии увлажнения, открытой в основную часть одной из камер для измельчения в ряду устройств для измельчения, и перфорированных стенок для очистки от шелухи.
 — цилиндры для измельчения, предусмотренные в устройствах для измельчения до и после секции увлажнения. Отношение общей площади поверхности перфорированных стенок фрикционных камер орошения после участка увлажнения, отнесенное к произведению коэффициента орошения, умноженному на подъемный расход, не менее чем в 1 раз больше, чем отношение общей площади поверхности перфорированных стенок фрикционных жемчужных камер перед секцией увлажнения, разделенных тем же продуктом, что и выше.
— цилиндры для измельчения, предусмотренные в устройствах для измельчения до и после секции увлажнения. Отношение общей площади поверхности перфорированных стенок фрикционных камер орошения после участка увлажнения, отнесенное к произведению коэффициента орошения, умноженному на подъемный расход, не менее чем в 1 раз больше, чем отношение общей площади поверхности перфорированных стенок фрикционных жемчужных камер перед секцией увлажнения, разделенных тем же продуктом, что и выше.Тип:
ГрантПодано:
17 февраля 1977 г.Дата патента:
9 января 1979 г.Изобретатель:
Тошихико Сатакэ
Заусенцы, полученные концевым фрезерованием (Технический отчет)
Борфрезы, полученные концевым фрезерованием (Технический отчет) | ОСТИ.
 GOV
GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Работа небольших прецизионных механизмов, таких как таймеры, переключатели или приводы, зависит от компонентов без заусенцев и с острыми краями. Традиционные методы изготовления этих почти идеальных краев на миниатюрных деталях являются дорогостоящими и не такими точными или воспроизводимыми, как требуют некоторые конструкции отдельных деталей. Контролируя размер заусенцев, образующихся при механической обработке, можно снизить затраты на удаление заусенцев и улучшить повторяемость получаемых кромок. Это исследование было направлено на определение того, как параметры обработки влияют на размер заусенцев при концевом фрезеровании.
 Был сделан вывод, что низкие скорости подачи, которые обычно используются при прецизионной миниатюрной обработке, создают более крупные заусенцы, чем более обычные скорости подачи. Затупившиеся инструменты удваивают размер заусенцев. Увеличение радиальной глубины резания также увеличивает размер заусенцев на многих кромках. За один проход торцевой фрезы можно получить восемь различных заусенцев. Свойства заусенцев заметно различаются даже вдоль одной кромки. Заусенцы из стали 1018, алюминия 6061-T6, 303 Se и нержавеющей стали 17-4 PH обычно имели толщину 0,003 дюйма. Высота заусенцев варьировалась от 0,0001 до 0,070 дюйма. Разработаны концептуальные и математические описания образования заусенцев.
Был сделан вывод, что низкие скорости подачи, которые обычно используются при прецизионной миниатюрной обработке, создают более крупные заусенцы, чем более обычные скорости подачи. Затупившиеся инструменты удваивают размер заусенцев. Увеличение радиальной глубины резания также увеличивает размер заусенцев на многих кромках. За один проход торцевой фрезы можно получить восемь различных заусенцев. Свойства заусенцев заметно различаются даже вдоль одной кромки. Заусенцы из стали 1018, алюминия 6061-T6, 303 Se и нержавеющей стали 17-4 PH обычно имели толщину 0,003 дюйма. Высота заусенцев варьировалась от 0,0001 до 0,070 дюйма. Разработаны концептуальные и математические описания образования заусенцев.- Авторов:
Гиллеспи, Л. К.
- Дата публикации:
- Исследовательская организация:
- Bendix Corp.
 , Канзас-Сити, Миссури (США)
, Канзас-Сити, Миссури (США)
- Идентификатор ОСТИ:
- 7259917
- Номер(а) отчета:
- BDX-613-1503
- Номер контракта с Министерством энергетики:
- Э(29-1)-613
- Тип ресурса:
- Технический отчет
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 36 МАТЕРИАЛОВЕДЕНИЕ; АЛЮМИНИЕВЫЕ ОСНОВНЫЕ СПЛАВЫ; ОБРАБОТКА; ЧАСТИ МАШИН; ИЗГОТОВЛЕНИЕ; НЕРЖАВЕЮЩИЕ СТАЛИ; СТАЛИ; МИНИАТЮРИЗАЦИЯ; ПЕРЕКЛЮЧАТЕЛИ; ИЗМЕРЕНИЕ ВРЕМЕНИ; СПЛАВЫ; АЛЮМИНИЕВЫЕ СПЛАВЫ; ХРОМОВЫЕ СПЛАВЫ; КОРРОЗИОННОСТОЙКИЕ СПЛАВЫ; ЭЛЕКТРООБОРУДОВАНИЕ; ОБОРУДОВАНИЕ; ЖЕЛЕЗНЫЕ СПЛАВЫ; ЖЕЛЕЗНЫЕ СПЛАВЫ; 360101* – Металлы и сплавы – Подготовка и изготовление
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Гиллеспи, Л. К. Борфрезы, изготовленные концевым фрезерованием . США: Н. П., 1976.
К. Борфрезы, изготовленные концевым фрезерованием . США: Н. П., 1976.
Веб. дои: 10.2172/7259917.Копировать в буфер обмена
Гиллеспи, Л. К. Борфрезы, изготовленные концевым фрезерованием . Соединенные Штаты. https://doi.org/10.2172/7259917Копировать в буфер обмена
Гиллеспи, Л. К. 1976.
«Заусенцы, полученные концевым фрезерованием». Соединенные Штаты. https://doi.org/10.2172/7259917. https://www.osti.gov/servlets/purl/7259917.Копировать в буфер обмена
@статья{osti_7259917,
title = {Заусенцы, полученные концевым фрезерованием},
автор = {Гиллеспи, ЛК},
abstractNote = {Работа небольших точных механизмов, таких как таймеры, переключатели или приводы, зависит от компонентов без заусенцев и с острыми краями. Традиционные методы изготовления этих почти идеальных краев на миниатюрных деталях являются дорогостоящими и не такими точными или воспроизводимыми, как требуют некоторые конструкции отдельных деталей. Контролируя размер заусенцев, образующихся при механической обработке, можно снизить затраты на удаление заусенцев и улучшить повторяемость получаемых кромок. Это исследование было направлено на определение того, как параметры обработки влияют на размер заусенцев при концевом фрезеровании. Был сделан вывод, что низкие скорости подачи, которые обычно используются при прецизионной миниатюрной обработке, создают более крупные заусенцы, чем более обычные скорости подачи. Затупившиеся инструменты удваивают размер заусенцев. Увеличение радиальной глубины резания также увеличивает размер заусенцев на многих кромках. За один проход торцевой фрезы можно получить восемь различных заусенцев. Свойства заусенцев заметно различаются даже вдоль одной кромки. Заусенцы из стали 1018, алюминия 6061-T6, 303 Se и нержавеющей стали 17-4 PH обычно имели толщину 0,003 дюйма.
Традиционные методы изготовления этих почти идеальных краев на миниатюрных деталях являются дорогостоящими и не такими точными или воспроизводимыми, как требуют некоторые конструкции отдельных деталей. Контролируя размер заусенцев, образующихся при механической обработке, можно снизить затраты на удаление заусенцев и улучшить повторяемость получаемых кромок. Это исследование было направлено на определение того, как параметры обработки влияют на размер заусенцев при концевом фрезеровании. Был сделан вывод, что низкие скорости подачи, которые обычно используются при прецизионной миниатюрной обработке, создают более крупные заусенцы, чем более обычные скорости подачи. Затупившиеся инструменты удваивают размер заусенцев. Увеличение радиальной глубины резания также увеличивает размер заусенцев на многих кромках. За один проход торцевой фрезы можно получить восемь различных заусенцев. Свойства заусенцев заметно различаются даже вдоль одной кромки. Заусенцы из стали 1018, алюминия 6061-T6, 303 Se и нержавеющей стали 17-4 PH обычно имели толщину 0,003 дюйма. Высота заусенцев варьировалась от 0,0001 до 0,070 дюйма. Разработаны концептуальные и математические описания образования заусенцев.},
Высота заусенцев варьировалась от 0,0001 до 0,070 дюйма. Разработаны концептуальные и математические описания образования заусенцев.},
дои = {10,2172/7259917},
URL-адрес = {https://www.osti.gov/biblio/7259917},
журнал = {},
номер =,
объем = ,
место = {США},
год = {1976},
месяц = {9}
}
Копировать в буфер обмена
Посмотреть технический отчет (12,53 МБ)
https://doi.org/10.2172/7259917
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках ОСТИ.ГОВ:
- Аналогичные записи
Токарно-фрезерный станок с ЧПУ | Galaxy Precision
Являясь авторитетным и многопрофильным обрабатывающим цехом, мы обслуживаем широкий спектр современных станков с ЧПУ, что позволяет нам производить детали практически любой конструкции и размера.
 В Galaxy Precision мы изготавливаем более крупные детали, для обработки которых многие другие цеха не имеют оборудования.
В Galaxy Precision мы изготавливаем более крупные детали, для обработки которых многие другие цеха не имеют оборудования.• Токарные центры с ЧПУ — большие, малые и приводные инструменты
• Фрезерные центры с ЧПУ — вертикальные и горизонтальные
• Координатно-измерительная машина (КИМ)
• Токарные станки, фрезерные станки и дополнительное вспомогательное оборудование для инструментальных цеховНиже представлен обширный список из 30 наших высокопроизводительных станков с ЧПУ вместе с соответствующими возможностями.
- HMC — горизонтальный обрабатывающий центр
- VMC — вертикальный обрабатывающий центр
- TSC — подача СОЖ через шпиндель
- D.R.O. — Цифровой считыватель
Машины в швейцарском стиле
Гражданин Cincom L32-X 1-1/4 дюйма Новинка 2019 года с приводным инструментом, осью Y и C, вспомогательным шпинделем,
2,000 PSI Cool Blaster Through Tool Coolant, загрузчик прутка Citizen CAV32,
Одновременная обработка на обоих шпинделяхГражданин Cincom L32-VIII 1-1/4 дюйма Новинка 2018 года с приводным инструментом, осью Y и C, вспомогательным шпинделем,
2,000 PSI Cool Blaster Through Tool Coolant, загрузчик прутка Citizen CAV32,
Одновременная обработка на обоих шпинделяхГражданин Cincom L32-VIII 1-1/4 дюйма Новинка 2017 г.  с приводным инструментом, осями Y и C, дополнительным шпинделем,
с приводным инструментом, осями Y и C, дополнительным шпинделем,
2,000 PSI Cool Blaster Through Tool Coolant, Citizen CAV32 Bar Loader,
Одновременная обработка на обоих шпинделяхТокарные станки с числовым программным управлением (ЧПУ)
Дусан Пума 3100ULY 36 дюймов 123 дюйма 12 дюймов Новинка 2014 г. с приводным инструментом, осью Y и C, люнетом
, мощностью 35 л.с., приспособлением для установки инструментаDoosan Puma 4100LB 21-3/4″ 86″ 18 дюймов Новинка 2017 г. — Программируемый люнет
Программируемая задняя бабка, 50 лошадиных сил, инструмент для настройкиХвачхон 700 36 дюймов 80″ 24 дюйма Новинка 2012 г.  — программируемая задняя бабка
— программируемая задняя бабка
50 лошадиных сил, набор инструментовДэу Пума 450 35-1/2″ 64 дюйма 18 дюймов Программируемая задняя бабка
40 лошадиных силДэу Пума 400 27-1/2″ 41″ 21″ Программируемая задняя бабка
35 лошадиных силДэу Пума 350А 27-1/2″ 41″ 18 дюймов Программируемая задняя бабка
35 л.с., наладчик инструментаДусан Пума 300C 23 дюйма 27 дюймов 12 дюймов Новинка 2014 г.  — Программируемая задняя бабка
— Программируемая задняя бабка
Устройство настройки инструментаДэу Пума 300C 23 дюйма 27 дюймов 12 дюймов Программируемая задняя бабка, наладчик инструмента Дэу Пума 300C 23 дюйма 27 дюймов 12 дюймов Программируемая задняя бабка, наладчик инструмента Doosan Lynx 220LSYC 16 дюймов 21,6 дюйма Цанга Royal Quick Grip Новинка 2016 года с загрузчиком LNS, приводным инструментом,
оси Y и C, вспомогательный шпиндель, сквозной шпиндель 2-5/8 дюйма
Наладчик инструментаDoosan Lynx 220LSYC 16 дюймов 21,6 дюйма Цанга Royal Quick Grip Новинка 2014 года с загрузчиком LNS, приводным инструментом, осью Y и C
, вспомогательным шпинделем, сквозным шпинделем 2-5/8 дюйма
Устройство для настройки инструментовDoosan Lynx 220LC 13,8″ 21,6 дюйма Цанга S26 Новинка 2013 г.  с загрузчиком LNS
с загрузчиком LNS
Сквозной шпиндель 2-5/8 дюйма, устройство для настройки инструментаDoosan Puma GT2600 20 дюймов 21″ 10 дюймов Новинка 2019 г. — Программируемая задняя бабка
Наладчик инструментаDoosan Puma GT2100 20 дюймов 21″ 10 дюймов Новинка 2015 г. — Программируемая задняя бабка
Устройство для настройки инструментаМельницы — с числовым программным управлением (ЧПУ)
Doosan HC400II HMC 23,62 дюйма 22,05 дюйма 22,05 дюйма Новинка 2021 г.  — 1200 фунтов на квадратный дюйм TSC, измерительная система
— 1200 фунтов на квадратный дюйм TSC, измерительная система
16-дюймовые вращающиеся поддоны, магазин на 60 инструментовDoosan HC400II HMC 23,62 дюйма 22,05 дюйма 22,05 дюйма Новинка 2018 г. — 1200 PSI TSC, измерительная система
16-дюймовые вращающиеся поддоны, магазин на 60 инструментовDoosan HC400II HMC 23,62 дюйма 22,05 дюйма 22,05 дюйма Новинка 2016 г. — 1200 PSI TSC, измерительная система
16-дюймовые вращающиеся поддоны, магазин инструментов на 60 инструментовHyundai Wia KH63G HMC 37-1/2″ 32-1/2 дюйма 30 дюймов Новинка 2012 г.  — 25-дюймовые поддоны, 1000 PSI TSC
— 25-дюймовые поддоны, 1000 PSI TSC
90 Магазин инструментовDoosan Mynx 7500 VMC 60″ 30 дюймов 25 дюймов Новинка 2013 г. — TSC, Система зондирования Doosan DNM 5700 VMC 41,3″ 22,4 дюйма 20 дюймов Новинка 2020 г. — 1000 PSI TSC, система зондирования Doosan DNM 5700 VMC 41,3″ 22,4 дюйма 20 дюймов Новинка 2020 г. — 1000 PSI TSC, система зондирования Haas VF-9 VMC 84″ 40 дюймов 30 дюймов Новинка 2010 г.  — TSC, Система зондирования
— TSC, Система зондированияHaas VF-5 VMC 60″ 26 дюймов 25 дюймов Новинка 2011 г. — TSC, Система зондирования Daewoo 5025s ВМК 50 дюймов 26 дюймов 26 дюймов ТСК Haas VF-2 VMC 30 дюймов 16 дюймов 20 дюймов ТСК Дэу 650 ВМК 50 дюймов 26 дюймов 26 дюймов ТСК Координатно-измерительная машина (КИМ)
Zeiss Eclipse 550 DCC КИМ 20 дюймов 20 дюймов 20 дюймов Программируемый и моторизованный
Новый компьютер и новое программное обеспечение CalypsoNumerex КММ 24 дюйма 22 дюйма 20 дюймов Новый компьютер и новое программное обеспечение Токарные станки – инструментальный цех
Саммит 24 дюйма 120 дюймов 12 дюймов С Д.  Р.О. и люнет
Р.О. и люнетСупермакс 16 дюймов 60″ 10 дюймов С Д.Р.О. и люнет Мельницы — Инструментальная комната
Sharp — вертикальный 17 дюймов 36 дюймов 17 дюймов С ЧПУ Acu-Rite
Вместе с ручными функциямиДругие машины
Spartan PS13/3 Автоматическая пила горизонтальная Вместимость 13 дюймов Spartan PS13/3 Автоматическая пила горизонтальная Вместимость 13 дюймов Инструментальная пила Wellsaw 613 Вместимость 13 дюймов Стандартный промышленный воздушный компрессор Новинка 2021 г.  — 50 л.с., винтовой тип
— 50 л.с., винтовой типСтандартный промышленный воздушный компрессор 30 лошадиных сил винтового типа Воздушный компрессор США 30 лошадиных сил винтового типа Сварочный аппарат с подачей проволоки Miller CP-300 Сварочный аппарат с подачей проволоки Miller Millermatic-200 Категория:613 Ремонт дорожного покрытия — Engineering_Policy_Guide
Руководство по планированию технического обслуживания Руководство по планированию технического обслуживания для ремонта дорожного покрытия Видео Ремонт бетона Содержание
- 1 613.
 1 Строительная инспекция для раздела 613
1 Строительная инспекция для раздела 613- 1.1 613.1.1 Ремонт дорожного покрытия на всю глубину (раздел 613.10)
- 1.1.1 Метод измерения
- 1.1.2 Основа платежа
- 1.2 613.1.2 Ремонт покрытия неполной глубины класса А (раздел 613.20)
- 1.2.1 Описание
- 1.2.2 Материал на основе модифицированной полимерной смолы горячей заливки Альтернатива
- 1.2.3 Требования к конструкции
- 1.3 613.1.3 Ремонт покрытия частичной глубины класса B (раздел 613.30)
- 1.3.1 Описание
- 1.4 613.1.4 Ремонт покрытия частичной глубины класса C (раздел 613.35)
- 1,5 613.1.5 Модернизация дюбеля (раздел 613.40)
- 1.6 613.1.6 Вышивка крестом (раздел 613.50)
- 1.1 613.1.1 Ремонт дорожного покрытия на всю глубину (раздел 613.10)
- 2 613.2 Техническое обслуживание Ремонт дорожного покрытия на всю глубину
- 2.1 613.2.1 Определение зон для исправления
- 2.2 613.2.2 Материалы для замены бетона
- 2.
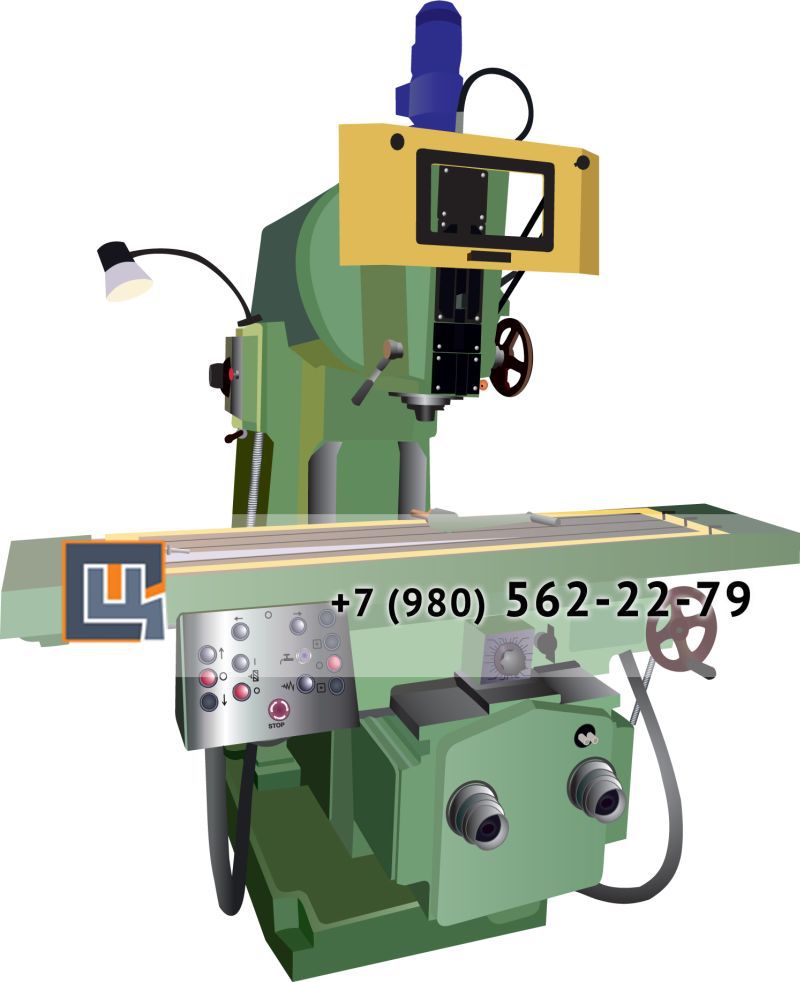 3 613.2.3 Требования к ремонтной бригаде
3 613.2.3 Требования к ремонтной бригаде - 2.4 613.2.4 Процедуры замены с использованием бетона
- 2.5 613.2.5 Процедуры замены с использованием асфальтобетона
- 2.6 613.2.6 Меры предосторожности
- 2.7 613.2.7 Руководство по планированию технического обслуживания
- 3 613.3 Проект ремонта дорожного покрытия
613.1 Строительная инспекция для раздела 613
613.1.1 Ремонт покрытия на всю глубину (раздел 613.10)
Ремонт покрытия на всю глубину выполняется на бетонном покрытии в местах разрушения швов. Тенденция на протяжении многих лет заключалась в том, чтобы делать слишком много ремонтов дорожного покрытия, особенно в проектах с перекрытием более 3 дюймов. Когда шов вырезается и заделывается, появляется 2 новых шва, а раньше был только 1. В долгосрочной перспективе это часто создает больше проблем, чем решает. Стыки или трещины, которые были повреждены, но устойчивы, лучше оставить в покое, особенно если проект настроен с наложением нескольких подъемов.
 «Руководство по выявлению аварийных ситуаций», подготовленное Программой стратегических исследований автомобильных дорог (SHRP), является отличным ресурсом для инспектора при оценке стыков и трещин. Копия этого руководства есть в каждом проектном офисе. Обратитесь за помощью к инженеру по связям в отделе строительства и материалов. Ремонт дорожного покрытия на всю глубину должен производиться в соответствии со спецификациями и типовым планом 613.00. Заплатку следует размещать на прочном основании, поэтому повторно уплотните или удалите и замените ее соответствующим образом. Для долговечности дорожного покрытия очень важно обеспечить передачу нагрузки через стыки. Будьте осторожны при установке дюбелей. Нельзя допускать технику, которая повреждает существующее дорожное покрытие.
«Руководство по выявлению аварийных ситуаций», подготовленное Программой стратегических исследований автомобильных дорог (SHRP), является отличным ресурсом для инспектора при оценке стыков и трещин. Копия этого руководства есть в каждом проектном офисе. Обратитесь за помощью к инженеру по связям в отделе строительства и материалов. Ремонт дорожного покрытия на всю глубину должен производиться в соответствии со спецификациями и типовым планом 613.00. Заплатку следует размещать на прочном основании, поэтому повторно уплотните или удалите и замените ее соответствующим образом. Для долговечности дорожного покрытия очень важно обеспечить передачу нагрузки через стыки. Будьте осторожны при установке дюбелей. Нельзя допускать технику, которая повреждает существующее дорожное покрытие.Метод измерения
Распилы
При ремонте дорожного покрытия поперек проезжей части в двух полосах или более, например, 6 футов x 24 фута на двухполосном шоссе, распил вдоль продольного стыка между полосами движения должен быть измерен только один раз для целей оплаты.
 . Эта спецификация допускает внутренние распилы в зонах ремонта, длина которых превышает 6 футов. Эта спецификация основана на самой большой плите (6 футов в длину), которую можно разумно удалить, не повреждая грунтовое основание и/или плиту, чтобы она оставалась на месте. место. Может быть доступно специальное оборудование, которое может снимать большие плиты.
. Эта спецификация допускает внутренние распилы в зонах ремонта, длина которых превышает 6 футов. Эта спецификация основана на самой большой плите (6 футов в длину), которую можно разумно удалить, не повреждая грунтовое основание и/или плиту, чтобы она оставалась на месте. место. Может быть доступно специальное оборудование, которое может снимать большие плиты.
Если используются внутренние распилы, то для определения оплаты за количество внутренних распилов следует использовать следующее уравнение:- No.ofInternalSawCuts=LengthofPavementRepair(ft.)6−1{\displaystyle No.\,of\,Internal\,Saw\,Cuts={\frac {Length\,of\,Pavement\,Repair(ft. )}{6}}-1}
- Округлить результат до следующего целого числа.{\displaystyle \,Округлить\,вверх\,результат\,до\,\,следующего\,целого\,числа}
Пример: Тротуар ремонт 14 футов.
- No.ofInternalSawCuts = 146−1 = 1,33⇒ Roundsto2 {\ displaystyle No. \, of \, Internal \, Saw \, Cuts = {\ frac {14} {6}} \; -1 = 1,33 \ Rightarrow \;Округляет\,до\,2}
- Так 2 внутренних пропила можно измерить за оплату.
 См. следующий рисунок:
См. следующий рисунок:
- Дополнительные внутренние распилы будут выполняться за счет подрядчика.
Штифты
Количества дюбелей указаны в контрактных планах и измеряются на месте на индивидуальной основе , независимо от того, установлены ли они в корзине или просверлены в соседней плите (номера статей расхода 6131017 и 6131015 соответственно).
Основание для расчета
Плата за пропил по периметру плечевого стыка для ремонта дорожного покрытия должна быть предоставлена, когда обочина бетонирована и обочина привязана к дорожной одежде. Если обочина асфальтирована или бетонирована, но не закреплена, распил обычно не требуется; однако, если бетонное покрытие не может быть удалено без повреждения обочины, должна быть предусмотрена оплата спила.
Глубина ремонта композитных покрытий, состоящих из одного или нескольких слоев асфальта на исходном покрытии из РСС, не всегда может быть точно оценена на планах из-за неопределенности истории восстановления.
 Положения контракта не гарантируют максимальную глубину ремонта, и ожидается, что подрядчик возьмет на себя некоторый риск при подаче заявки на проект с ремонтом на полную глубину. используйте следующие рекомендации для компенсации подрядчикам фактических излишков материала:
Положения контракта не гарантируют максимальную глубину ремонта, и ожидается, что подрядчик возьмет на себя некоторый риск при подаче заявки на проект с ремонтом на полную глубину. используйте следующие рекомендации для компенсации подрядчикам фактических излишков материала:- Измерьте глубину как минимум трех случайных ремонтов на полную глубину. Комплекс измерений должен выполняться для каждой типовой проектной глубины, показанной на планах. Рассчитайте среднюю глубину для каждого типичного сечения. Дополнительные измерения должны быть включены в среднее значение, если инспектор заметит очевидные изменения глубины.
- Если средняя измеренная глубина ремонта более чем на 2 дюйма превышает типичную глубину сечения в планах, рассчитайте среднюю глубину ремонта, измеренную в полевых условиях.
- Рассчитайте предполагаемый избыточный объем ремонта для каждой типичной секции в кубических ярдах, умножив глубину, превышающую плановую высоту более чем на два дюйма, на общую площадь следующим образом: (DPLAN + 2)) 36 * ATOTAL {\ displaystyle C_ {EV} = {\ frac {(D_ {FIELD} — (D_ {PLAN} +2}}} {36}} * A_ {TOTAL}}
- где
- C EV = объем бетона на два дюйма больше, чем высота плана (c.
 y.)
y.) - D FIELD = средняя измеренная глубина ремонта (дюймы)
- D ПЛАН = типичная глубина плана в плане (дюймы)
- A ВСЕГО = общая площадь полного ремонта (s.y.)
- C EV = объем бетона на два дюйма больше, чем высота плана (c.
- где
- условная статья единовременной выплаты по фактическим затратам подрядчика на избыточное количество поставленного бетона. Никакие дополнительные платежи не будут предусмотрены для других статей оплаты полного ремонта глубины.
Пример: Подрядчик ремонтирует в общей сложности 400 кв.м. композитного покрытия с полной толщиной бетона. Глубина в плане типичного листа композитного покрытия составляет 14 дюймов. Средняя измеренная глубина ремонта составляет 17,5 дюймов. Подрядчик может предъявить счета-фактуры, подтверждающие цену за единицу от поставщика готовой смеси в размере 125 долларов за кубический ярд.
- CEV=(17,5−(14+2))36∗400=16,67cy {\displaystyle C_{EV}={\frac {(17,5-(14+2))}{36}} *400=16,67\ с.
 у.}
у.}
- CEV=(17,5−(14+2))36∗400=16,67cy {\displaystyle C_{EV}={\frac {(17,5-(14+2))}{36}} *400=16,67\ с.
- Lump Sum=16.67∗$125={\displaystyle Lump\ Sum=16.67*\$125=} $2083.75
- In the case of a Проект, в котором подрядчик имеет собственный завод, а также является поставщиком, инженер-резидент запросит у подрядчика фактическую стоимость единицы материала и оценит ее на предмет разумности по сравнению с местными тарифами поставщика.
613.1.2 Ремонт покрытия неполной глубины класса А (раздел 613.20)
Описание
Ремонт покрытия неполной глубины класса А используется, когда бетонное покрытие структурно прочно, но имеет выкрашивание или локальное расслоение поверхности в местах стыков, трещин, краев или внутри области; и либо (1) бетонное покрытие не будет заменено, либо (2) будет заменено асфальтовое покрытие толщиной ≤ 3 дюймов. Если есть признаки D-трещины рядом с отколотой или расслоившейся областью, то ремонт класса А может не решить проблему должным образом, и вместо этого следует рассмотреть вопрос о ремонте бетона на полную глубину.

Материал на основе модифицированной полимерной смолы для горячей заливки Альтернатива
Существует исключение, когда вместо стандартного материала для заплат класса А, предназначенного для частичного ремонта в бетоне, который , а не будут подвергаться алмазной шлифовке или холодной фрезеровке для окончательной текстуры поверхности. и будут подвергаться алмазной шлифовке или холодной фрезеровке перед асфальтовым покрытием Алмазное шлифование и холодное фрезерование имеют тенденцию к вытягиванию и/или расплавлению горячего заливочного материала в дополнение к потенциальному склеиванию шлифовальных и фрезерных головок в оборудовании.
Материал смешивается и нагревается на месте в соответствии с рекомендациями производителя продукта. Преимущество использования этого ремонтного материала заключается в большей гибкости, так что вставки не требуются для восстановления швов или трещин, а подготовка текстуры поверхности становится менее важной. К недостаткам можно отнести большие трудности в контроле за чистовой обработкой поверхности и упомянутую выше проблему шлифования/фрезерования.

Текущий NJSP-19-01, «Ремонт бетонного покрытия неполной глубины с использованием ремонтного материала, модифицированного горячим полимером», регулирует требования к материалам и конструкции для этого материала.
Если указан материал на основе смолы, модифицированный полимером, заливаемый горячим способом, подрядчик должен подтвердить письмом с принятием контракта, что этот материал находится в разделе 613 Таблицы 1 раздела «Перечень соответствующих материалов».
Требования к строительству
Спецификации и стандартный план 613.00 описывают требования к этому элементу работ. При снятии бетона следует соблюдать осторожность, чтобы не повредить дюбели и оставшийся бетон. Если ущерб причинен средствами и методами подрядчика, он должен быть устранен без дополнительных затрат для Комиссии. Если глубина ремонта превышает половину толщины существующего покрытия, то следует использовать ремонт покрытия на всю глубину.
613.1.3 Ремонт покрытия частичной глубины класса B (раздел 613.
 30)
30)Описание
Ремонт покрытия частичной глубины класса B аналогичен классу A, но используется в проектах, предусматривающих замену покрытия толщиной более 3 дюймов. Вместо использования бетона в качестве ремонтного материала используется битумная смесь. Причина использования асфальта вместо бетона под более толстым асфальтовым покрытием заключается в том, что меньше вероятность того, что частичный ремонт глубины деформируется при интенсивном движении.
613.1.4 Ремонт покрытия неполной глубины класса C (раздел 613.35)
Ремонт частичной глубины класса C является единственным типом, который должен быть указан для асфальта либо в асфальтовых покрытиях полной толщины, либо в композитных (AC поверх PCC) покрытиях (предполагая, что в последнем случае пределы удаления не распространяются на покрытие PCC, в в этом случае будет использоваться ремонт частичной глубины класса B).
Ремонт частичной глубины класса C обычно предназначен для дорожных покрытий, которые требуют нескольких относительно небольших ремонтов, многие из которых могут быть менее полной ширины полосы движения и не иметь значительной длины.
 Если все необходимые ремонтные работы выполняются на всю ширину полосы движения и на значительную длину (> 100 футов), более рентабельно использовать обычные статьи расходов, т. е. холодное фрезерование и соответствующие тонны горячей асфальтобетонной смеси.
Если все необходимые ремонтные работы выполняются на всю ширину полосы движения и на значительную длину (> 100 футов), более рентабельно использовать обычные статьи расходов, т. е. холодное фрезерование и соответствующие тонны горячей асфальтобетонной смеси.Ремонт частичной глубины класса C чаще используется в проектах, которые не включают холодное фрезерование всего проезжей части (фрезерование/насыпь), однако, если разрушение покрытия распространяется глубже, чем запланированная глубина холодного фрезерования, класс C должен быть используется на глубину, необходимую для стабилизации отказа. В этом случае проконсультируйтесь с инженером по дорожному покрытию о том, следует ли указывать завершение ремонта класса С до фрезеровки/засыпки или после фрезеровки, но до укладки.
Независимо от того, как определен ремонт (неполная глубина класса C или обычная фрезерование/насыпь), важно, чтобы все зоны ремонта были перечислены в Сводке объемов по местоположению и размеру (длина и ширина).
 Предоставление участникам торгов этой информации приведет к тому, что цены будут намного больше соответствовать фактической необходимой работе, и это позволит избежать ненужного завышения цен предложений из-за риска. Например, ремонт двух мест по 100 SY каждый будет стоить часть стоимости 25 небольших ремонтов того же количества, но разнесенных по всему проекту. Участники тендера должны знать это, чтобы они могли включать реальные затраты на настройку системы управления движением, тип необходимого оборудования и ручной труд. Тем не менее, допустимо и целесообразно включать дополнительные 10% в сводку количеств, которые не указаны в месте расположения, для учета проблемных зон, которые могут возникнуть после проектирования, но до фактического строительства.
Предоставление участникам торгов этой информации приведет к тому, что цены будут намного больше соответствовать фактической необходимой работе, и это позволит избежать ненужного завышения цен предложений из-за риска. Например, ремонт двух мест по 100 SY каждый будет стоить часть стоимости 25 небольших ремонтов того же количества, но разнесенных по всему проекту. Участники тендера должны знать это, чтобы они могли включать реальные затраты на настройку системы управления движением, тип необходимого оборудования и ручной труд. Тем не менее, допустимо и целесообразно включать дополнительные 10% в сводку количеств, которые не указаны в месте расположения, для учета проблемных зон, которые могут возникнуть после проектирования, но до фактического строительства.613.1.5 Модернизация дюбелей (раздел 613.40)
Модернизация дюбелей используется для передачи нагрузки через трещину. Технические характеристики
ясны требования к этому элементу работы.613.1.6 Поперечный шов (раздел 613.
 50)
50)Поперечный шов — это метод ремонта продольных трещин, которые находятся в достаточно хорошем состоянии. Цель поперечного сшивания состоит в том, чтобы сохранить сцепление заполнителя и обеспечить дополнительное укрепление и прочность трещины. Стяжки, используемые при сшивании крестиком, предотвращают вертикальное и горизонтальное перемещение или расширение трещины. В спецификациях четко указаны требования к этому элементу работы.
613.2 Техническое обслуживание Ремонт покрытия на всю глубину
Заделка бетона на всю глубину часто необходима для ремонта повреждений бетонного покрытия на портландцементе. Это может быть вызвано полным разрушением или разрушением бетона в результате растрескивания и разрушения или «взрывов». В этом разделе рассматриваются рекомендуемые методы и требования для внесения исправлений на всю глубину. Замену бетона следует планировать ежегодно во всех округах, и, если возможно, работы должны быть ограничены периодами до 1 июня и после 1 сентября, когда интенсивность движения обычно самая низкая, а температуры более мягкие.

613.2.1 Определение областей, подлежащих ремонту
Необходимо определить общую потребность в замене бетона и составить журнал спидометра участка, нуждающегося в ремонте. Должны быть определены расчетные пределы каждого пятна, и эти пределы четко обозначены желтой или оранжевой краской. В журнале должно быть указано расположение каждой заплаты, независимо от того, находится ли она в правой или левой полосе, размеры заплаты и предполагаемое количество бетона, необходимого для нее. Оценочные количества, вычисленные из журнала, используются для заказа необходимых материалов и расходных материалов. Копия этого журнала должна быть предоставлена Супервайзеру по специальному техническому обслуживанию, который отметит фактический размер и использованные кубические ярды. Супервайзер также запишет в журнал любые дополнительные области, исправленные во время операции. Оптимальный размер области, подлежащей заделыванию, будет варьироваться в зависимости от степени разрушения или разрушения, а также от расположения трещин и стыков.
 Все патчи должны быть максимально подогнаны без ущерба для экономии. Следует учитывать стыки и трещины, прилегающие к заделываемому участку, поскольку они обычно вызывают растрескивание новой заплатки. Все заплаты должны простираться от края тротуара до центральной линии или продольного стыка. Для уменьшения количества удаленного здорового материала можно использовать максимальную конусность 12:1. Заплаты на межштатных трассах и других маршрутах, где более 15% трафика является коммерческим, должны иметь ширину не менее 6 футов, измеренную по краю тротуара. Это измерение для других маршрутов составляет минимум 5 футов. В местах оседания или коробления размер заплаты, возможно, придется определять с учетом желаемой управляемости, и удалить хороший бетон, чтобы получить гладкую поверхность для движения. Во всех случаях следует учитывать экономичность и срок службы пластыря. Это особенно важно для областей, которые распались, поскольку, если весь распавшийся материал не будет удален, область должна быть повторно зашита в течение короткого времени.
Все патчи должны быть максимально подогнаны без ущерба для экономии. Следует учитывать стыки и трещины, прилегающие к заделываемому участку, поскольку они обычно вызывают растрескивание новой заплатки. Все заплаты должны простираться от края тротуара до центральной линии или продольного стыка. Для уменьшения количества удаленного здорового материала можно использовать максимальную конусность 12:1. Заплаты на межштатных трассах и других маршрутах, где более 15% трафика является коммерческим, должны иметь ширину не менее 6 футов, измеренную по краю тротуара. Это измерение для других маршрутов составляет минимум 5 футов. В местах оседания или коробления размер заплаты, возможно, придется определять с учетом желаемой управляемости, и удалить хороший бетон, чтобы получить гладкую поверхность для движения. Во всех случаях следует учитывать экономичность и срок службы пластыря. Это особенно важно для областей, которые распались, поскольку, если весь распавшийся материал не будет удален, область должна быть повторно зашита в течение короткого времени. Если дорожное покрытие планируется восстановить в ближайшем будущем, может оказаться экономически выгодным свести размер участка, подлежащего ремонту, к минимуму.
Если дорожное покрытие планируется восстановить в ближайшем будущем, может оказаться экономически выгодным свести размер участка, подлежащего ремонту, к минимуму.613.2.2 Материалы для замены бетона
Стандартным материалом для полной замены бетонных поверхностей является бетон на портландцементе, ускоренный 2% раствором хлорида кальция и не содержащий воздуха. Рекомендуется смесь из семи (7) мешков с использованием цемента Типа 1, но ее можно варьировать в соответствии с приведенной ниже таблицей в зависимости от температуры окружающей среды. Предполагается, что все ямы будут заполнены, а все полосы будут открыты для движения за 30 минут до захода солнца. Бетонный участок должен получить прочность 1000 фунтов на квадратный дюйм, прежде чем баррикады будут удалены.
Прочность (psi) цемента типа 1 с 2% хлорида кальция °F 3 часа. 3,5 часа. 4 часа. 4,5 часа. 
5 часов. 5,5 часов. 6 часов. 40 212 283 340 387 428 449 464 44 255 342 411 467 517 542 560 48 314 420 505 573 635 666 688 52 365 488 587 667 738 774 800 56 416 556 669 760 841 882 912 60 489 653 787 893 989 1037 1072 64 548 732 881 1000 1107 1161 1200 68 627 839 1010 1164 1269 1331 1376 72 730 976 1174 1333 1476 1548 1600 76 796 1063 1280 1453 1609 1687 1744 80 876 1171 1408 1600 1771 1857 1920 84 971 1298 1561 1773 1963 2059 2128 Ускоритель на основе хлорида кальция галлонов раствора * для 2 весовых процентов цемента Бетон 3 мешков цемента на ярд 3 бетона 7 7 1/2 8 8 1/2 1 3,5 3,7 4,0 4.  2
21,5 5,2 5,6 5,9 6.3 2 6,9 7,4 7,9 8.4 2,5 8,6 9,2 9,9 10,5 3 10,4 11.1 11,8 12,6 3,5 12.1 13,0 13,8 14,7 4 13,8 14,8 15,8 16,8 4,5 15,6 16,6 17,8 18,9 5 17,3 18,5 19,8 21,0 5,5 19,0 20,4 21,7 23.1 6 20,8 22,2 23,7 25,2 6,5 22,5 24,0 25,7 27,3 7 24,2 25,9 27,6 29,4 7,5 26,0 27,8 29,6 31,5 8 27,7 29,6 31,6 33,6 - * Раствор состоит из 5 фунтов.
 Типа I или 4 фунта. Хлористого кальция типа II на галлон воды для смешивания. Это даст норму дозировки 2 процента хлорида кальция от веса цемента. Используйте половину указанного количества, если требуется 1-процентная дозировка. Другим удобным приближением из таблицы будет скорость добавления 2 л раствора на мешок для 2-процентной дозировки или 1 кварта на мешок для 1-процентной дозы.
Типа I или 4 фунта. Хлористого кальция типа II на галлон воды для смешивания. Это даст норму дозировки 2 процента хлорида кальция от веса цемента. Используйте половину указанного количества, если требуется 1-процентная дозировка. Другим удобным приближением из таблицы будет скорость добавления 2 л раствора на мешок для 2-процентной дозировки или 1 кварта на мешок для 1-процентной дозы.
Материал должен соответствовать Стандартным спецификациям штата Миссури для строительства автомагистралей и приобретаться у местных поставщиков на основе конкурентных цен. Если местный поставщик недоступен, может потребоваться смешивание материала в переносных миксерах собственными силами. При смешивании на заводе сотрудник отдела будет назначен для обеспечения соблюдения спецификаций и состава смеси, а также правильности отгруженных количеств.
613.2.3 Требования к ремонтной бригаде
Требуемый размер бригады 8 или 12 человек зависит от запрограммированного объема ямочного ремонта бетона.
 Необходима хорошая организация, чтобы сократить время действия этой более опасной операции на любом участке дороги. Обширные операции по исправлению ошибок должны проводиться под наблюдением специального инспектора по техническому обслуживанию, который по мере необходимости будет назначать и переназначать рабочих для различных компонентов бригады.
Необходима хорошая организация, чтобы сократить время действия этой более опасной операции на любом участке дороги. Обширные операции по исправлению ошибок должны проводиться под наблюдением специального инспектора по техническому обслуживанию, который по мере необходимости будет назначать и переназначать рабочих для различных компонентов бригады.Вырывная бригада состоит из оператора гидромолота или стингера или двух операторов отбойного молота, троих для извлечения разбитого бетона из скважины и загрузки его в погрузчик, а затем в грузовики, и одного или нескольких водителей самосвалов.
Бригада по подготовке и формовке земляного полотна может состоять из двух-четырех рабочих в зависимости от состояния земляного полотна. Может потребоваться один грузовой автомобиль.
Отделочная бригада будет укладывать, вибрировать и отделывать бетон и должна состоять из двух рабочих. Нужен один самосвал или один пикап.
Комплектация и оснащение экипажа подробно описаны в Руководстве по планированию технического обслуживания и управлении движением для полевых операций.

613.2.4 Процедуры замены с использованием бетона
Рекомендуется использовать пилу по бетону, чтобы очертить участок, подлежащий удалению. Когда пила недоступна и невозможно использовать трещины или стыки, можно использовать пневматические долота, чтобы сделать контурный разрез. Пневматические долота, гидромолот или жало затем используются для разрушения бетона, который необходимо удалить. Следует проявлять умеренную осторожность, чтобы обеспечить минимальный подрыв дорожного покрытия, прилегающего к участку. Старое покрытие следует разбить на куски, которые можно будет легко снять.
Битый бетон, подлежащий складированию, будет размещаться в местах, где такие склады не будут портить внешний вид обочины, предпочтительно на дополнительных дорогах или в местах, скрытых от глаз. Если это вообще возможно, разбитый бетон следует сбрасывать в промывные или размытые участки во время его удаления. Районные супервайзеры должны приложить особые усилия для этого и предоставить дополнительные грузовики и персонал по мере необходимости.
 Если битый бетон используется для таких работ, как борьба с эрозией, реальная часть стоимости обработки и укладки должна быть отнесена на счет соответствующего функционального кода.
Если битый бетон используется для таких работ, как борьба с эрозией, реальная часть стоимости обработки и укладки должна быть отнесена на счет соответствующего функционального кода.Земляное полотно должно иметь соответствующую форму, градуировку и утрамбовку, чтобы соответствовать типу покрытия, на которое наносится заплата. Фундамент будет обеспечен за счет выемки земляного полотна на 3–6 дюймов ниже и на 4–6 дюймов сзади под плитой. Он будет сужаться до первоначальной отметки земляного полотна в 18–24 дюймах от спила, при условии, что земляное полотно прочное. Если заплата меньше 6 футов в продольном направлении, сужение назад не требуется. Весь рыхлый или плохой материал земляного полотна должен быть удален до твердого основания или на максимальную глубину от шести до восьми дюймов ниже нижней части плиты и заменен бетоном. Не следует использовать базовый материал с открытой градацией. Если основание сухое, его необходимо увлажнить перед укладкой бетона.
Заплаты длиной 15 футов и более будут армированы проволочной сеткой, и никакая другая стальная арматура не должна использоваться.
 При замене только одной полосы бетона необходимо срезать всю сталь, пересекающую продольный стык. Длина любой заплаты не должна превышать расчетное расстояние между швами.
При замене только одной полосы бетона необходимо срезать всю сталь, пересекающую продольный стык. Длина любой заплаты не должна превышать расчетное расстояние между швами.Для формирования должны использоваться деревянные опалубочные доски или стальные опалубки толщиной два дюйма, которые должны быть закреплены или закреплены для обеспечения правильного выравнивания. Если соседнее дорожное покрытие в другой полосе движения будет удалено позже, необходимо будет разместить опалубку по центральной линии. Этого можно добиться, удалив ровно столько бетона на соседней дорожке, сколько необходимо для размещения опалубки.
Затем бетон помещается в отверстие, выравнивается, подвергается вибрации и отбивается поверочной линейкой. На верхних участках палубы бетон должен быть доведен только до верха исходного бетона, отвержден жидким асфальтом, а затем залит асфальтобетоном.
Необходимо соблюдать осторожность при отделке, чтобы получить гладкую поверхность для катания. Более длинные заплаты следует проверять натянутой нитью.
 Готовая текстура должна соответствовать поверхности соседнего покрытия, но не более гладкой, чем полученная лентой или метлой. Возьмите кромкорез и разорвите связь между старым бетоном и новым бетоном в местах стыков. Склеивание должно быть нарушено как можно глубже, не царапая и не оставляя следов на поверхности, и в то же время закругляя края нового бетона. Любая маркировка глубиной более 1/32 дюйма приведет к образованию неровностей при езде. Датируйте все заплаты номером от 2 до 3 дюймов, чтобы определить их назначение. За исключением секций верхней палубы, отверждение должно выполняться путем нанесения прозрачного отвердителя.
Готовая текстура должна соответствовать поверхности соседнего покрытия, но не более гладкой, чем полученная лентой или метлой. Возьмите кромкорез и разорвите связь между старым бетоном и новым бетоном в местах стыков. Склеивание должно быть нарушено как можно глубже, не царапая и не оставляя следов на поверхности, и в то же время закругляя края нового бетона. Любая маркировка глубиной более 1/32 дюйма приведет к образованию неровностей при езде. Датируйте все заплаты номером от 2 до 3 дюймов, чтобы определить их назначение. За исключением секций верхней палубы, отверждение должно выполняться путем нанесения прозрачного отвердителя.Если формы не представляют опасности, их можно снять на следующий день. После удаления образовавшуюся пустоту следует заполнить землей, каменным основанием или асфальтовой смесью и уплотнить. Используемый материал зависит от типа плеча. Любой ремонт обочины, необходимый в связи с этой операцией, должен быть выполнен в это время, а стоимость отнесена на счет функции замены бетона.

613.2.5 Процедуры замены с использованием асфальтобетона
Первые два шага аналогичны тем, которые используются при ремонте с использованием портландцементного бетона.
Земляное полотно должно быть удалено, чтобы получить минимальную глубину 10 дюймов, а когда толщина дорожного покрытия составляет 8 дюймов или более, земляное полотно должно быть вырезано не менее чем на 2 дюйма ниже дорожного покрытия. Заплатка должна быть заполнена, тщательно утрамбована и утрамбована на высоте не более 3 дюймов с использованием смешанной битумной смеси для основания. При отсутствии смеси для основания можно использовать асфальтобетонную смесь типа В. Заплате нужно дать затвердеть, прежде чем она будет открыта для движения.
Нанесение небольшого количества сухого цемента на поверхность ремонтируемого участка во время окончательного уплотнения приведет к получению серой поверхности, более близкой к цвету существующего дорожного покрытия.
613.2.6 Меры предосторожности
В дополнение к стандартной политике безопасности и правилам дорожного движения при проведении операций по замене бетона необходимо соблюдать следующие правила:
- Работы должны проводиться с минимальными неудобствами для движения.
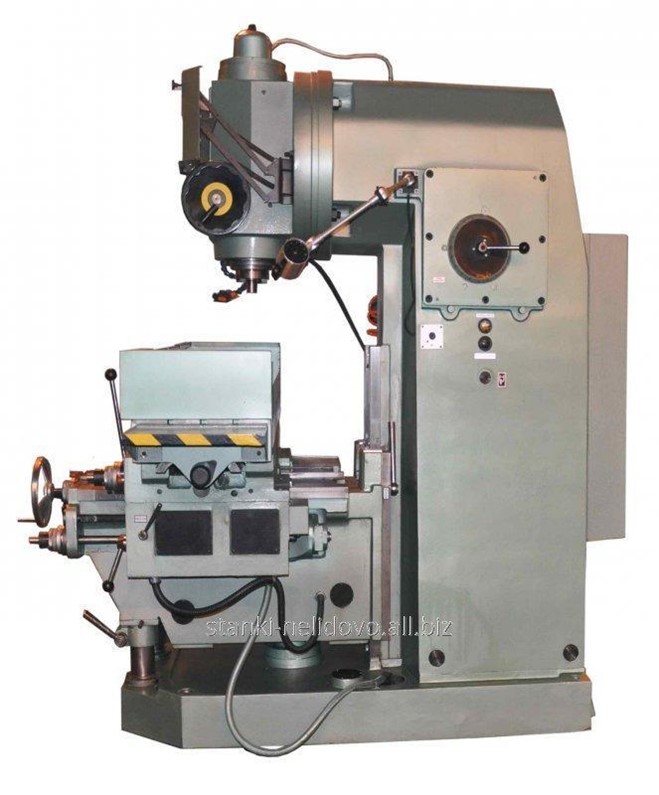 По крайней мере, одна полоса должна быть доступна для движения в любое время и свободна от препятствий. Это включает в себя пандусы на развязках.
По крайней мере, одна полоса должна быть доступна для движения в любое время и свободна от препятствий. Это включает в себя пандусы на развязках. - Рабочие бригады должны быть защищены, работая между оборудованием или позади него. При необходимости должны быть предоставлены способные флагманы.
- Все участки должны быть забаррикадированы в соответствии с указаниями в разделе «Управление трафиком для полевых операций».
- Обочины, прилегающие к участку, должны быть чистыми и открытыми, чтобы при необходимости можно было проехать по обочине, за исключением случаев, когда существует опасность, такая как водослив или водопропускная стена. В этом случае на преграде следует установить баррикаду или знак опасности.
- Хотя предполагается, что заплатки или открытые дыры не оставляются на ночь, если это необходимо, конкретные указания в Управлении дорожным движением для полевых операций. следует соблюдать.
- Должен быть назначен ответственный член экипажа для патрулирования территории при наличии баррикад и отсутствии рабочих, чтобы убедиться, что предохранительные устройства работают.
 Если это необходимо в ночное время, рабочий также должен проверить все устройства управления движением, которые находятся на месте. Во время шторма должна быть предоставлена дополнительная помощь и должен присутствовать супервайзер.
Если это необходимо в ночное время, рабочий также должен проверить все устройства управления движением, которые находятся на месте. Во время шторма должна быть предоставлена дополнительная помощь и должен присутствовать супервайзер. - Все полосы должны быть открыты для движения к 17:00. Пятница. В дни крупных праздников и продолжительных выходных все полосы должны быть открыты для движения к 12:00 дня, предшествующего периоду или празднику.
613.2.7 Руководство по планированию технического обслуживания
См. Руководство по планированию технического обслуживания для замены бетона — полная глубина (SY).
Указатель всех руководств по планированию технического обслуживания.
613.3 Проект ремонта дорожного покрытия
В тех случаях, когда ремонтные работы становятся слишком объемными для выполнения районными ремонтными силами, такие работы могут быть включены в контракт на замену покрытия. Если этот ремонт осуществляется по договору, район указывает на планах ориентировочное расположение и площади участков дорожной одежды, подлежащих ремонту, в соответствии с требованиями нормативных документов.
 Если предлагается отремонтировать 10 или более стыков в полосе движения на милю проекта или если предлагаемые объемы ремонта дорожного покрытия в любой полосе движения превышают 2% от общей площади полосы движения для этого проекта, округ должен запросить Центральный офис по строительству и материалам. Представитель группы по укладке дорожного покрытия должен рассмотреть проект, чтобы убедиться, что предлагаемый ремонт оправдан, и определить, существует ли более экономичная альтернатива.
Если предлагается отремонтировать 10 или более стыков в полосе движения на милю проекта или если предлагаемые объемы ремонта дорожного покрытия в любой полосе движения превышают 2% от общей площади полосы движения для этого проекта, округ должен запросить Центральный офис по строительству и материалам. Представитель группы по укладке дорожного покрытия должен рассмотреть проект, чтобы убедиться, что предлагаемый ремонт оправдан, и определить, существует ли более экономичная альтернатива.Ремонт дорожного покрытия на всю глубину состоит из удаления существующего бетона на портландцементе переменной толщины и его замены на плоское бетонное покрытие со швами. Количество для уплотнения земляного полотна и заполнителя для основания должно быть оценено в размере 10% от общей площади ремонта дорожной одежды. Следует отметить, что все ремонтные работы дорожного покрытия на всю глубину должны быть закреплены дюбелями или привязаны к соседнему дорожному покрытию, чтобы иметь право на финансирование из федерального бюджета.

613 Mill Ln, Galena, MD 21635 — MLS MDKE2000302
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
1/1
Поделиться ссылкой
- Сохранять
- Скрывать
- Связаться с
- Печать
- Делиться
- Продано
- Закрыто
- Одна семья
- 3 Кровати
- 1 Полная ванна
- 1 302 кв. футов
- 1 Гараж
- Сохранять
- Скрывать
- Делиться
613 Mill Lane, Galena, MD 21635Посмотреть эту недвижимость по адресу 613 Mill Lane, Galena, MD 21635
613 Mill LaneGalenaMD21635
- 1 Фото
- Карта и расположение
Это карусель с плитками, которые активируют карточки с описанием недвижимости.
 Используйте кнопки «Назад» и «Далее» для навигации.
Используйте кнопки «Назад» и «Далее» для навигации.1/1
См. В этом доме
Сохранить этот дом
Поделиться этой ссылкой
См. Этот дом
Сохранить этот дом
Поделиться этой ссылкой
. Общий
- Цена продажи: 175 000 долларов
- Налоги: 1 887 долларов (2021)
- Статус: Закрыто
Тип:
610 Одно семейное семейство
- MLS ID: MDKE2000302
- Добавлен: 413 День (S) AGO
Интерьер
- . План этажа — традиционный, потолочный вентилятор(ы)
- Бытовая техника: Духовка/плита — электрическая
- Пол: Ковер, винил, дерево
Комнаты
Ванные комнаты
16
16
16
13
16
16
160609 Total Bathrooms:
1- Full Bathrooms: 1
- Main Floor Baths: 1
- Main — Full Baths: 1
Bedrooms
- Total Bedrooms: 3
- Bedrooms Upper: 1
- Bedrooms Main & Up: 2
Other Rooms
- Laundry: Main Floor
Exterior
- Porch/Patio/Deck: Porch(es)
Parking
- Garage: Yes
- Garage Spaces: 1
- Total Spaces: 1
- Parking Features: Circular Driveway
- Parking Type: Detached Гараж, подъездная дорожка, вне улицы
- Описание гаража: Гараж — передний вход
Местоположение
- Муниципалитет: Галена
- Округ: Кент
- Название застройки: Галена
- Подразделение: Галена
- Направление движения: Север по 213 до Галены.
 Поверните налево на светофоре в Галена. Прямо на Милл-лейн. Дом будет вторым справа от вас #613
Поверните налево на светофоре в Галена. Прямо на Милл-лейн. Дом будет вторым справа от вас #613 - Ограничения города: Да
Информация о школе
- Школьный округ: Государственные школы округа Кент
- Начальная школа:
00609 Средняя школа:
округ Кент - Средняя школа: округ Кент
Огрев и охлаждение
- Тип охлаждения: Нет
- Огромный тип: Нет
- .
- Водонагреватель: Пропан
Коммунальные услуги
- Канализация: Общественная канализация
- Вода: Общественная
- Коммунальные услуги Описание:0610 Propane
Структурная информация
- Архитектурная информация: A-FRAM Подвал: Да
- Вход в подвал: Да
- Описание подвала: Частичный, незавершенный, вход снаружи
- Крыша: Черепица
- Этажи/Уровни: 0
- Описание этажей: Главный, Верхний 1
- Квадратные футы: 1,302
- Кв.
 футов Источник: Асессор
футов Источник: Асессор - Жилая площадь: 1302 кв. футов
- Год постройки: 1929
- Год постройки Источник: Оценщик
- Состояние недвижимости: Средний размер
Характеристики лота
3 - 9 906res):0610 0.31
- Lot Size (Sq. Ft.): 13,500
- Lot Size Source: Assessor
- Zoning: R-1
Financial Considerations
- Price Per Sq. Ft.: $130.49
- Assessment Year: 2021
- City/TownTax: $324
- City/TownTax Freq: Annually
- County Tax: $1,563
- County Tax Freq: Ежегодно
- Налог с оценкой: $ 139,700
- Сумма налога: $ 1 887
- Налоговый год: 2021
- термин: 2021
- термин: 2021
- термин: 2021
- термин: 2021
- .
 Ft.: 1302
Ft.: 1302
Раскрытие и отчеты
- Компенсация брокерских услуг Покупателя: 2,5%
- Организация: Плата
Excless: .0614
Перечислено RE/MAX Executive, Amy L Larrauri
Продано Sterling Real Estate LLC, Rodman F Mullins Jr.Получите предварительное одобрение сегодня
Будьте готовы купить свой новый дом!
с нашим аффилированным кредитором
Получить предварительное одобрение
Школы
Школы, обслуживающие 613 Mill Ln
Школьный округ: Государственные школы округа Кент
Рейтинг Имя Классы 7
4 9-12 20,3 миль Отказ от ответственности: Рейтинги школ предоставлены
Великие школы. Оценки выставляются по шкале от 1 до 10.
Оценки выставляются по шкале от 1 до 10.
Узнайте больше о рейтингах GreatSchools.
Границы посещаемости школы предоставлены Pitney Bowes и приводятся только для справки. Свяжитесь со школой напрямую, чтобы подтвердить право на зачисление.Цена и история продаж для 613 Mill Ln
07.10.2021
Продано
175 000 $
3%
MLS
14.08.2021
Включенный в список
$169 900
—
MLS
Информация об отказе от ответственности получена из публичных документов по продажам. Информация не гарантируется и должна быть проверена независимо.
Информация сообщества
Информация сообщества для 613 Mill Ln
Просмотр информации о сообществе
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{ item.output }}
- {{ updateIndicator.
 label }} {{ updateIndicator.value }}
label }} {{ updateIndicator.value }}
{{ item.value }}
{{ 9061 7 }}
- MLS # {{ listingStatus.mlsNumber }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Цена снижена
-10 000 долларов США (-3,45%)
280 000 долларов США
25489 Still Pond Neck Rd
Вортон, Мэриленд 21678- Одна семья
- Активный
- Обновлено 2 дня назад
3
Кровати
2
Всего ванн
1 148
кв. футов
Цена снижена
-10 000 долларов США (-16,95%)
49 000 долларов США
5797 Джонсонтаун Роуд
Честертаун, Мэриленд 21620- Земельные участки
- Активный
- Обновлено 1 день назад
1
Акров
Цена снижена
-9 100 долларов США (-1,75%)
509 900 долларов США
День открытых дверей
329 Union Church Rd
Chestertown, MD 21620- Одна семья
- Активный
- Обновлено 4 дня назад
4
Кровати
3
Всего ванн
2 464
кв.
 футов
футов
Цена снижена
-25 000 долларов США (-3,76%)
640 000 долларов США
113 Brix Dr
Church Hill, MD 21623- Односемейный
- Активный
- Обновлено 2 дня назад
3
Кровати
3
Всего ванн
3 988
кв. футов
{{ priceOutput.priceText }}
День открытых дверей
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{ item.output }}
- {{ updateIndicator.label }} {{ updateIndicator.value }}
{{ item.value }}
{{ 9061 7 }}
- MLS # {{ listingStatus.mlsNumber }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости.
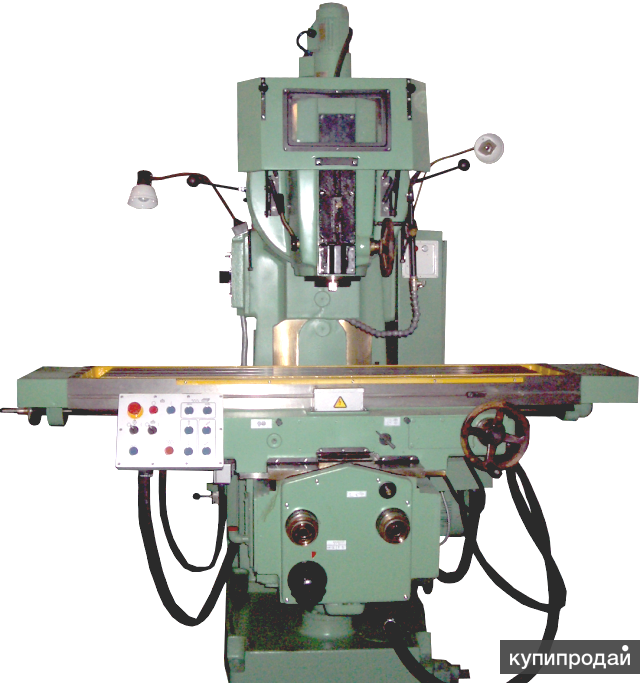 Используйте кнопки «Назад» и «Далее» для навигации.
Используйте кнопки «Назад» и «Далее» для навигации.$Продано
$177 500
14101 S Mill Rd
Galena, MD 21635- Одинокая семья
- закрыто
2
Кровати
1
Общая ванна
816
кв. футов
$Продано
190 000 долларов США
320 Cypress St.
Миллингтон, Мэриленд 21651- Одна семья
- Закрыто
- Обновлено 3 дня назад
2
Кровати
1
Общая ванна
1 936
кв. футов
$Продано
$157 000
28036 Кремри Ст.
Kennedyville, MD 21645- Одна семья
- Закрыто
3
Кровати
1
Общая ванна
1 296
кв. футов
$Продано
$170 000
11943 Августин Херман Хайвей
Кеннедивилль, Мэриленд 21645- Одна семья
- Закрытая
8
Кровати
2
Всего ванн
3 200
кв.

