Алюминиевый электрод: Сварочные электроды для алюминия – купить по выгодной цене в магазинах «Всё для сварки»
Содержание
Электроды по алюминию и особенности сварки алюминия электродами
- Особенности сварочных работ с деталями из алюминия
- Виды и методы использования электродов по алюминию
- Популярные типы электродов для сварки алюминия
- Как изготовить электроды по алюминию своими руками
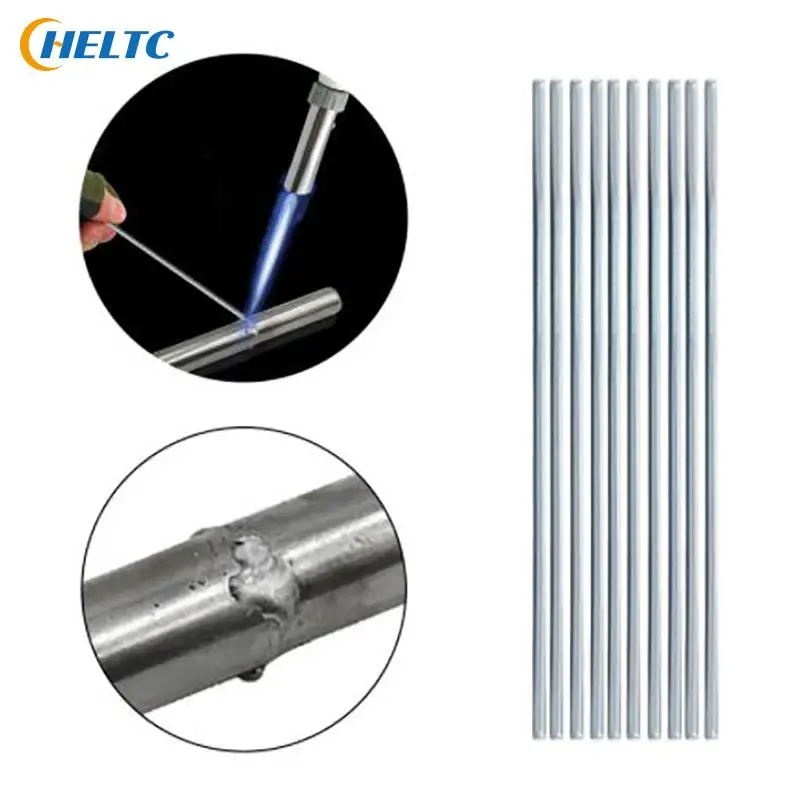
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия.
Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологии
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Плазменная сварка
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОК
Наиболее популярными моделями являются 96. 10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
Сварочные электроды ОК
Электроды марки ОЗАНА
Распространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Электроды ОЗА
Для их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Марки электродов по алюминию и их особенности
Электроды марки УАНА
Их применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Электроды ЭВЧ
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Электроды по алюминию – особенности сварки, фото, видео
- Выполнение сварки алюминия
- Способы сварки алюминия
- Виды электродов
Электроды по алюминию очень удобны в применении. С их помощью можно достаточно легко выполнять сварку деталей, изготовленных из алюминиевых сплавов. Осуществлять такие технологические операции стало возможным потому, что использование таких электродов позволяет разрушить прочную оксидную пленку, покрывающую поверхность изделий из алюминия и его сплавов.
Алюминиевые прутки для сварки
Выполнение сварки алюминия
Наличие таких электродов — не единственное условие, которое необходимо соблюсти, чтобы получить качественное сварное соединение деталей, изготовленных из этого распространенного металла. Прежде всего, чтобы варить такие изделия, необходимо тщательно очистить их поверхности от различных загрязнений и окислов, а также подготовить их кромки: придать им оптимальный профиль.
Для очистки алюминиевых деталей и удаления с их поверхности жира используются органические растворители, а в производственных условиях для этого делают щелочные ванны. Из наиболее распространенных растворителей, которые для этого применяются, можно выделить «Уайт-спирит», технический ацетон, составы «РС-1» и «РС-2». Такие растворители несложно приобрести в специализированных точках продаж.
Если есть необходимость в использовании щелочной ванны, то приготовить ее своими руками можно и в домашних условиях. Для этого необходимо смешать следующие компоненты:
- 1000 мл воды;
- 50 г кальцинированной соды;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Электроды для ручной сварки алюминия Kjellberg Finsterwalde CMA 512
Для того чтобы обработать алюминиевую деталь, полученный состав необходимо предварительно нагреть до температуры 65 градусов. Важно и время выдержки изделия из алюминия в таком растворе, которое составляет 5 минут.
Следующая операция, которую необходимо будет выполнить, — это очистка алюминия от оксидной пленки. Выполняется такая процедура при помощи специальных щеток, щетина которых состоит из тонкой (диаметр до 0,1 мм) стальной проволоки. После очистки такой щеткой поверхность алюминия необходимо еще раз обработать растворителем, чтобы обезжирить.
В предварительной подготовке нуждаются и электроды для сварки алюминия. Чтобы сварное соединение получилось более качественным, специалисты рекомендуют просушивать электроды перед использованием при температуре 200 градусов, для чего используются специальные печи. Такую просушку необходимо выполнять в течение 2 часов. После выполнения всех вышеуказанных процедур можно начинать варить алюминиевые детали, для чего может быть использован обычный инвертор.
Принцип сварки вольфрамовым электродом в среде защитного газа
Режимы для сварки выбирают следующие: постоянный ток, подключаемый с обратной полярностью, сила которого должна составлять 25–30 ампер на один миллиметр диаметра используемого электрода. Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Детали из алюминия нагревают перед сваркой для того, чтобы обеспечить хорошую проплавляемость зоны соединения и, соответственно, хорошее качество шва. Чтобы минимизировать риск коробления деталей из алюминия после сварки и избежать кристаллизационных дефектов готового соединения, необходимо обеспечить их медленное остывание после окончания процесса.
Если варить предполагается крупногабаритные детали, то их нагревают не целиком, а только те участки, которые находятся в зоне будущего сварного соединения. Когда сварка алюминиевых деталей завершена, выполняются следующие технологические операции:
- сварной шов очищается от образовавшейся корки шлака;
- не успевший остыть шов поливается горячей водой;
- выполняется обработка шва при помощи щетки с металлической щетиной.

Сварочный шов при использование электродов ОЗАНА-2
Способы сварки алюминия
Варить детали, изготовленные из алюминия и его сплавов, можно различными способами. Наиболее распространенными из них являются следующие.
Ручная сварка при помощи электрической дуги
В качестве электродов при выполнении такой сварки могут использоваться металлические или угольные стержни, которые и обеспечивают горение электрической дуги, нагрев и плавление кромок соединяемых частей. За счет введения в зону сварки алюминиевого прутка, поверхность которого покрыта специальным флюсом, обеспечивается формирование шва. При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
Автоматическая электродуговая сварка, выполняемая при помощи специального оборудования
Таким методом можно варить встык алюминиевые детали, толщина которых превышает 4 мм. Для получения соединения данным методом применяются плавящиеся электроды и ток с обратной полярностью. Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом
Сварка, осуществляемая в среде газов — гелия и аргона, которые выполняют защитную функцию
Такой технологический процесс, в котором также используется дуговой разряд, выполняется при помощи неплавящегося электрода, изготовленного из вольфрама. Благодаря использованию защитного газа дуга при такой сварке отличается исключительной стабильностью горения, поэтому применять данную технологию можно для соединения даже очень тонких деталей. Чтобы варить таким способом, могут использоваться автоматические или ручные аппараты. В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.
Сварка алюминия, при которой применяется плазменная дуга, питаемая переменным током
В аппаратах, работающих по данной технологии, применяются вольфрамовые электроды (диаметр 0,8–1,5 мм), а защита дуги обеспечивается гелием или азотом.
Виды электродов
Для сварки алюминия, а также сплавов на его основе применяется несколько видов электродов. В частности, к ним относятся следующие.
Электроды щелочно-солевой группы (ОК: 96.10, 96.20, 96.50)
Оптимальнее всего использовать такие электроды, чтобы варить сплавы, основу которых составляет алюминий, магний и марганец, а также детали из технического алюминия. Такие электроды очень критично относятся к условиям хранения по причине высокой гигроскопичности, поэтому они нуждаются в надежной защите от повышенной влажности.
Электроды ОК 96.20
Электроды по алюминию популярной торговой марки «ОЗАНА»
Существует две модификации электродов данной марки, одна из которых («ОЗАНА-1») применяется для соединения или наплавки деталей, изготовленных из сплавов марки А0-А3, а вторая («ОЗАНА-2») — для работы с марками АЛ4, АЛ9, АЛ11 и др. Отличительными характеристиками таких электродов является не только их способность обеспечивать стабильность дуги и высокое качество формируемого шва, но также то, что с их помощью можно варить как горизонтальные, так и вертикальные швы.
Отличительными характеристиками таких электродов является не только их способность обеспечивать стабильность дуги и высокое качество формируемого шва, но также то, что с их помощью можно варить как горизонтальные, так и вертикальные швы.
Электроды торговой марки «ОЗА», которые изготавливаются из алюминиевой сварочной проволоки: СвА1, СвА3, СвА5, СвА10
Такими электродами сваривают детали из чистого алюминия, а также изделия из сплава на основе алюминия с кремнием.
Электроды марки «УАНА»
Эти электроды используют для соединения деталей из сплавов алюминия, относящихся к литейной и деформируемой группе.
Электроды, изготавливаемые из вольфрама, которыми оснащают аппараты для сварки в среде защитных газов.
Несмотря на все свои преимущества, такие электроды обладают одним значительным недостатком — зажигать дугу с ними достаточно сложно.
Вольфрамовые электроды Elitech WP
Электроды для сваривания алюминия выпускаются современной промышленностью в большом ассортименте и в достаточном количестве, но их стоимость находится на высоком уровне. Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
- алюминиевую проволоку диаметром 3–4 мм порезать на куски длиной 250–350 мм;
- подготовить обмазку для электродов, в которую войдет сильно измельченный мел, смешанный с силикатным клеем;
- доведенную до пастообразного состояния смесь следует равномерным слоем (1–2 мм) нанести на подготовленную проволоку и просушить готовые электроды до полного затвердевания их обмазки.
С помощью электродов легко выполнять сварку деталей из алюминия. Значительно сэкономить на этом технологическом процессе позволит изготовление электродов своими руками.
Hobart 4043 Сварочный электрод с алюминиевой ручкой H722844-RDP
8 Вопросы и ответы
9 Ответов
Задать вопрос
Рик М
из Molalla Oregon спросил:
29 апреля 2020 г.
Как сварные швы сместились? Потолочная сварка под лодкой.
1 Ответ
Сварочный электрод Harris 26 Aluminium Stick — 1 #, подходит для сварки в любом положении.
Представлено:
Киберсварка
29 апреля 2020 г.
Ответ
Patrick
из 59231 Спроса:
24 марта 2016 г.
Как Meney Gods в пакете H722844-RDP
1 Ответ
. Пакет Hobart 4043. :
Обслуживание клиентов
28 марта 2016 г.
Ответить
Мелвин Грин
из Хьюстона Техас 77489 спросил:
31 марта 2014 г.
У меня есть AC-225-&AC/DC 225/125 LINCOLN ELECTRICOLN ELECTRICOLN ELECTRICOLN ELECTRICOLN
Будет ли ваш Harris 26 Aluminium Stick Welding Electrode-1#.
Работа с моим Mac. Мелвин Грин
1 Ответ
Сварочный электрод Harris 26 Aluminium Stick — 1# предназначен для работы только на постоянном токе сварки.
Обслуживание клиентов
31 марта 2014 г.
Ответить
tim
из High Point Norh Carolina спросил:
28 ноября 2013 г.
использовать эту 1/8-дюймовую удочку как обычную 1/8-дюймовую E6010 или мне нужно работать в той же полярности, что и мой Tig Rig
1 Ответ
Сварочный электрод Harris 26 Aluminium Stick — 1# работает на обратной полярности постоянного тока.
Представлено:
Обслуживание клиентов
3 декабря 2013 г.
Ответить
Ник
из Миссури спросил:
10 октября 2013 г.
У меня есть инверторный сварочный аппарат ST80i компании Northern Industrial Welders. Будут ли эти электроды работать с этим сварочным аппаратом? Я спрашиваю только потому, что читал, что вам нужен переменный ток для сварки палками из-за загрязняющих веществ, которые могут попасть в сварной шов.
1 Ответ
Сварочный электрод Harris 26 Aluminium Stick — 1# предназначен для работы на постоянном токе обратной полярности. (электрод положительный). Таким образом, вам понадобится сварочный аппарат, который производит сварку на постоянном токе
.
Обслуживание клиентов
14 октября 2013 г.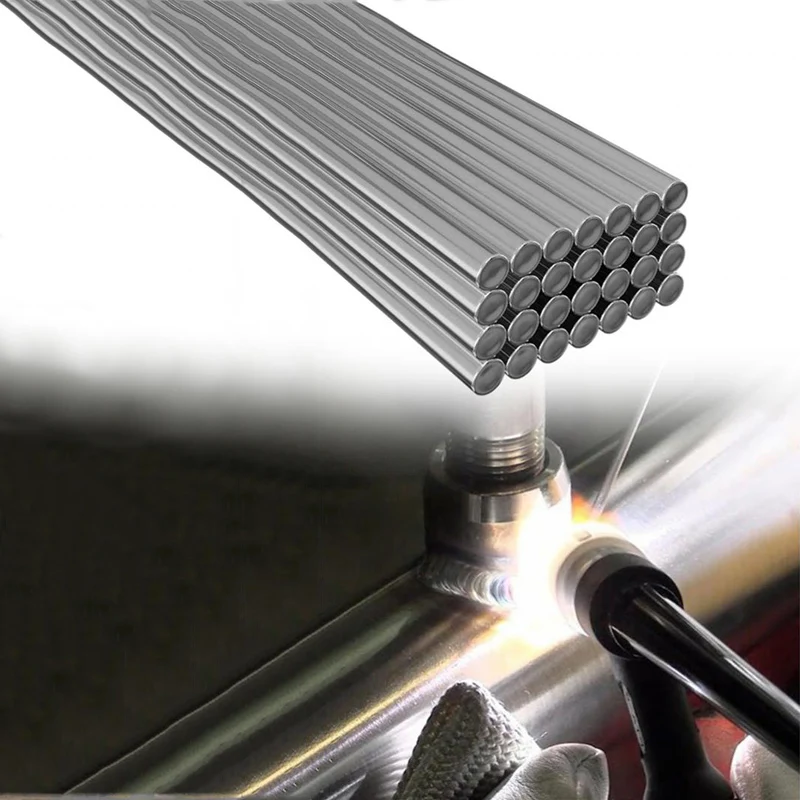
Ответить
Джонатан
из Южной Каролины спросил:
20 ноября 2012 г.
какой тип сварочного аппарата вы предлагаете использовать с этими палками
1 Ответить
3 Чтобы запустить Харрис 26 Сварочный электрод с алюминиевым стержнем — 1 #, вам понадобится сварочный аппарат, который может обеспечить мощность сварки постоянным током. Этот стержень должен работать на обратной полярности постоянного тока (электрод положительный)
Представлено:
Обслуживание клиентов
21 ноября 2012 г.
Ответить
Джонатан
из Южной Каролины спросил:
19 ноября 2012 г.
вам нужен газ, чтобы использовать это
не требуют защитного газа
Представлено:
Обслуживание клиентов
20 ноября 2012 г.
Сварочный электрод Harris 26 Aluminium Stick — 1 # не требует защитного газа
Представлено:
Обслуживание клиентов
20 ноября 2012 г.
Ответить
Vangie H.
из Сан-Антонио TX спросил:
4 сентября 2012 г.
это для всех должностей?
1 Ответ
Сварочный электрод Harris 26 Aluminium Stick — 1 #, подходит для сварки в любом положении.
Представлено:
Обслуживание клиентов
5 сентября 2012 г.
Ответить
Алюминиевый электрод | АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Наименование продукта: Алюминиевый электрод
Номер продукта: Все применимые коды продуктов American Elements, например. АЛ-М-02-ЭЛЕК
, АЛ-М-03-ЭЛЕК
, АЛ-М-04-ЭЛЕК
, AL-M-05-ELEC
Номер CAS: 7429-90-5
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements 10818
Лос-Анджелес, Калифорния
Тел.: +1 310-208-0551
Факс: +1 310-208-0351
Телефон службы экстренной помощи:
Внутренний, Северная Америка: +1 800-424-9300
Международный: +1 703-527 -3887
РАЗДЕЛ 2.
 ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с регламентом CLP.
Классификация согласно Директиве 67/548/ЕЭС или Директиве 1999/45/EC
Н/Д
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицированные иначе
Нет данных
Элементы маркировки
Маркировка в соответствии с Регламентом (ЕС) № 1272/2008
Н/ A
Пиктограммы опасности
Н/Д
Сигнальное слово
Н/Д
Формулировки опасности
Н/Д
Классификация WHMIS
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0–4)
(Система идентификации опасных материалов)
Здоровье
Пожар
Реакционная способность
0
0
0
Здоровье (острые эффекты) = 0
Плавельность = 0
Физическая опасность = 0
другие опасности
Результаты PBT и VPVB. N/A
N/A
РАЗДЕЛ 3. СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ
Вещества
Номер CAS / Название вещества:
7429-90-5 Алюминий
Идентификационный номер(а):
Номер ЕС:
2-31-072 231-072
РАЗДЕЛ 4. МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи
Общая информация
Никаких специальных мер не требуется.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытые глаза в течение нескольких минут под проточной водой. Если симптомы сохраняются, обратитесь к врачу.
При проглатывании:
Если симптомы сохраняются, обратитесь к врачу.
Информация для врача
Наиболее важные симптомы и эффекты, как немедленные, так и замедленные
Нет данных
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. ПРОТИВОПОЖАРНЫЕ МЕРЫ
Средства пожаротушения
Подходящие средства тушения
Специальный порошок для пожаров металлов. Не используйте воду.
Не используйте воду.
Неподходящие огнетушащие вещества из соображений безопасности
Вода
Особые опасности, исходящие от вещества или смеси
Если этот продукт вовлечен в пожар, могут быть высвобождены следующие вещества:
Дым оксида металла
Рекомендации для пожарных
Защитное снаряжение:
Никаких специальных мер не требуется
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Меры личной безопасности, защитное снаряжение и чрезвычайные меры
Не требуется.
Меры предосторожности для окружающей среды:
Не допускайте попадания материала в окружающую среду без официального разрешения.
Не допускайте попадания продукта в канализацию, канализационные системы или другие водотоки.
Не допускайте проникновения материала в землю или почву.
Методы и материалы для локализации и очистки:
Собрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы
См. Раздел 7 для информации о безопасном обращении
Раздел 7 для информации о безопасном обращении
См. Раздел 8 для информации о средствах индивидуальной защиты.
Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Держите контейнер плотно закрытым.
Хранить в прохладном, сухом месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения, включая любые несовместимости
Требования, которым должны соответствовать складские помещения и емкости:
Особых требований нет.
Информация о хранении в одном общем хранилище:
Не хранить вместе с кислотами.
Хранить вдали от окислителей.
Дополнительная информация об условиях хранения:
Держите контейнер плотно закрытым.
Хранить в прохладном сухом месте в хорошо закрытых контейнерах.
Конкретное конечное использование
Данные отсутствуют
РАЗДЕЛ 8.
 КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Дополнительная информация о конструкции технических систем:
Дополнительные данные отсутствуют; см. раздел 7.
Параметры контроля
Компоненты с предельными значениями, требующими контроля на рабочем месте:
7429-90-5 Алюминий (100,0%)
PEL (США) Долговременное значение: 15*; 15** мг/м 3
*Общая пыль; ** Вдыхаемая фракция
REL (США) Долговременное значение: 10* 5** мг/м 3
*Общая пыль **Вдыхаемая фракция
TLV (США) Долговременное значение: 1* мг/м 3
как Al; *в виде респирабельной фракции
EL (Канада) Долговременное значение: 1,0 мг/м 3
металлы и нерастворимые соединения, вдыхаемые
EV (Канада) Долгосрочное значение: 5 мг/м 3
алюминийсодержащие ( как алюминий)
Дополнительная информация:
Нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами.
Поддерживайте эргономически подходящую рабочую среду.
Дыхательное оборудование:
Не требуется.
Защита рук:
Не требуется.
Время проникновения через материал перчаток (в минутах)
Данные отсутствуют
Защита глаз:
Защитные очки
Защита тела:
Защитная рабочая одежда
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физических и химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Серебристый
Запах: Без запаха
Порог восприятия запаха: Нет данных.
pH: неприменимо
Точка плавления/диапазон плавления: 660,4 °C (1221 °F)
Точка/диапазон кипения: 2519 °C (4566 °F)
Температура сублимации/начало: Данные отсутствуют газ)
Нет данных.
Температура воспламенения: данные отсутствуют
Температура разложения: данные отсутствуют.
Самовоспламенение: данные отсутствуют.
Опасность взрыва: Данные отсутствуют.
Пределы взрываемости:
Нижний: Данные отсутствуют
Верхний: Данные отсутствуют
Давление пара: неприменимо
Плотность при 20 °C (68 °F): 2,7 г/см 3 (22,532 фунта/гал)
Относительный плотность
Нет данных.
Плотность пара
Н/Д
Скорость испарения
Н/Д
Растворимость в воде (H 2 O): нерастворим
Коэффициент распределения (н-октанол/вода): Нет доступных данных.
Вязкость:
Динамическая: Н/Д
Кинематика: Н/Д
Другая информация
Нет данных
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Нет данных
Химическая стабильность
Стабилен при рекомендуемых условиях хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не происходит, если используется и хранится в соответствии со спецификациями.
Возможность опасных реакций
Реагирует с сильными окислителями
Условия, которых следует избегать
Нет данных
Несовместимые материалы:
Кислоты
Окислители
Опасные продукты разложения:
Пары оксидов металлов
РАЗДЕЛ 11.
 ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Значения LD/LC50, важные для классификации:
Нет данных
Раздражение или коррозия кожи:
Может вызывать раздражение
Раздражение или коррозия глаз:
Может вызывать раздражение
Сенсибилизация:
Сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевых клеток:
Эффекты неизвестны.
Канцерогенность:
ACGIH A4: Не классифицируется как канцероген для человека: Недостаточно данных для классификации агента с точки зрения его канцерогенности для людей и/или животных.
Репродуктивная токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая токсичность системы органов-мишеней — многократное воздействие:
Эффекты неизвестны.
Специфическая токсичность для системы органов-мишеней — однократное воздействие:
Эффекты неизвестны.
Опасность при вдыхании:
Воздействие неизвестно.
От подострой до хронической токсичности:
Реестр токсических эффектов химических веществ (RTECS) содержит данные о многократных дозах токсичности
для этого вещества.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Акватоксичность:
Нет данных
Стойкость и способность к разложению
Нет данных
Способность к биоаккумуляции
Нет данных
Мобильность в почве
Нет данных
Дополнительная экологическая информация:
Не допускать попадания материала в окружающую среду без официальных разрешений.
Избегайте попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT:
н/д
vPvB:
н/д
Другие побочные эффекты
Данные отсутствуют
РАЗДЕЛ 13. СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ
Методы обработки отходов
Рекомендация
Для обеспечения надлежащей утилизации см. официальные правила.
Неочищенная упаковка:
Рекомендация:
Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН
DOT, ADN, IMDG, IATA
N/A
Собственное отгрузочное наименование ООН
DOT, ADN, IMDG, IATA
N/A
Класс(ы) опасности при транспортировке
DOT, ADR, ADN, IMDG, IATA
Class
N/A
Группа упаковки
DOT, IMDG, IATA
N/A
Опасности для окружающей среды:
N/A
Особые меры предосторожности для пользователя
N/A
Транспортировка навалом согласно Приложению II MARPOL73/78 и IBC Code
N/A
Транспорт/Дополнительная информация:
DOT
Загрязнитель морской среды (DOT):
№
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила безопасности, охраны здоровья и окружающей среды/ законодательство, относящееся к данному веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Реестре химических веществ Агентства по охране окружающей среды США.
Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL).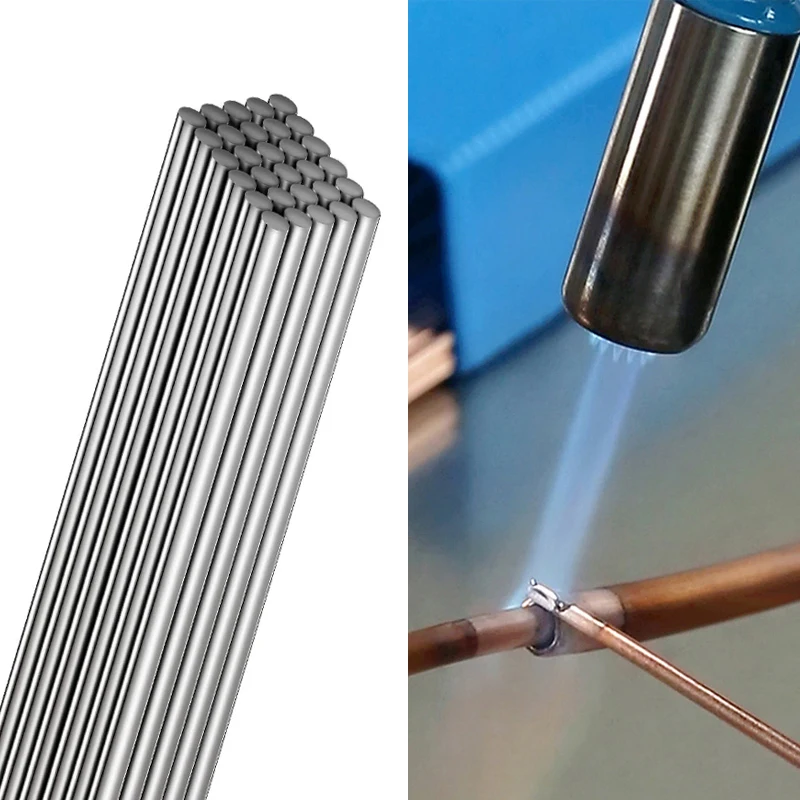
Раздел 313 SARA (списки конкретных токсичных химических веществ)
7429-90-5 Алюминий
Предложение штата Калифорния 65
Предложение 65 — Химические вещества, вызывающие рак
Вещество не указано.
Prop 65 — Токсичность развития
Вещество не указано.
Предложение 65 — Токсичность для развития у женщин
Вещество не указано.
Prop 65 — Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Только для использования технически квалифицированными лицами.
На этот продукт распространяются требования к отчетности в соответствии с разделом 313 Закона о планировании действий в чрезвычайных ситуациях и праве сообщества на информацию от 1986 г. и 40CFR372.
Прочие нормы, ограничения и запретительные нормы
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006.
Вещество не указано.
Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.