Маркировка кругов алмазных шлифовальных: Зернистость алмазных кругов и их иные параметры — РИНКОМ
Содержание
Круг алмазный шлифовальный: виды, маркировки, зернистость
Алмазный шлифовальный круг уже давно стал обыденным абразивным инструментом, доступным даже для домашних пользователей. Это стало возможным благодаря значительному удешевлению производства искусственных алмазов, которые сейчас покрывают более 90 % потребностей абразивной промышленности.
Алмазные круги обычно изготавливают из металла (стали или сплавов алюминия) и наносят на их поверхность достаточно тонкий слой абразивной смеси из бакелитовой смолы с алмазной крошкой. Такой инструмент до сих пор имеет непревзойденную твердость.
Причем единственный материал, который близок к алмазу по этому параметру — это кубический нитрид бора (эльбор, боразон). Алмазные шлифовальные круги вне конкуренции при шлифовке твердых сплавов, металлокерамических композитов, ферритов и других материалов повышенной твердости.
Виды алмазного инструмента для шлифования по ГОСТ
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.
В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.
Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
Такое изобилие конструктивных признаков должно было породить великое множество разновидностей этого инструмента. На самом деле существует немногим более двух десятков конструктивных вариантов, которые практически полностью перекрывают все потребности современного производства. Ниже показана одна из подборок с самыми распространенными корпусами.
Назначение
На работу диска влияет глубина реза (внешний диаметр), скорость вращения и плотность обрабатываемого материала. В основном используют круги среднего диаметра: 115, 125, 180 мм. Диаметр диска должен точно соответствовать размеру УШМ. Тип обвязки алмазов должен быть противоположен плотности материала. Здесь важен и тип алмазов, используемых в производстве:
В основном используют круги среднего диаметра: 115, 125, 180 мм. Диаметр диска должен точно соответствовать размеру УШМ. Тип обвязки алмазов должен быть противоположен плотности материала. Здесь важен и тип алмазов, используемых в производстве:
- монокристаллы — представляют собой отдельную структуру с непрерывной кристаллической решеткой и подходят для резки твердых материалов;
- поликристаллы — являются скоплением нескольких монокристаллов и предназначены для обработки мягких материалов.
Помимо этого, алмазные отрезные круги разделяют по классу качества: эконом, стандарт, премиум и супер. Чем выше класс, тем больше производственный ресурс инструмента.
Конструкция шлифовальных алмазных кругов
Основой алмазного шлифовального круга является корпус в виде диска или его производных, одна из поверхностей которого покрыта рабочим слоем, состоящим из связки, наполнителя и шлифовального порошка.
Материалом для корпусов служат конструкционные стали (СтЗ, Ст20 и пр.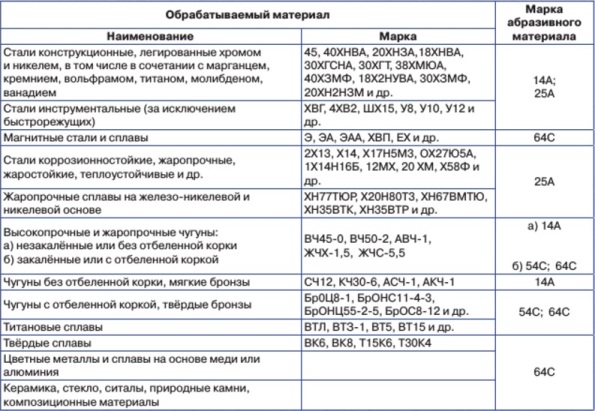 ), литейные алюминиевые сплавы (Д16 и группы АК) или комбинированные материалы с использованием полимеров. Наиболее распространенные алмазные круги имеют чашечную, дисковую и тарельчатую формы (см. рис. ниже).
), литейные алюминиевые сплавы (Д16 и группы АК) или комбинированные материалы с использованием полимеров. Наиболее распространенные алмазные круги имеют чашечную, дисковую и тарельчатую формы (см. рис. ниже).
К шпинделю оборудования корпуса крепятся посредством посадочного отверстия стандартного размера. В зависимости от модели рабочий слой может находиться как на наружных, так и на внутренних поверхностях. Особенно это относится к инструменту с корпусами в форме чашки, используемому для шлифовки и заточки режущих кромок.
ПОСМОТРЕТЬ Алмазные круги на AliExpress →
Чтобы корпус не деформировался, хорошо отводил тепло и не порождал вибрацию, алмазный круг должен использоваться с учетом его конструктивных и физических особенностей. Корпуса из алюминиевых сплавов имеют хорошую теплопроводность, ограниченную прочность, но при больших скоростях и глубинах резания склонны к вибрации.
Стальные также хорошо отводят тепло, имеют высокую механическую и виброустойчивость. Композитные лучше всех гасят вибрацию, но плохо отводят тепло и менее прочны. Существуют также гибкие алмазные шлифовальные круги, называемые в народе из-за фактуры их поверхности «черепашками».
Существуют также гибкие алмазные шлифовальные круги, называемые в народе из-за фактуры их поверхности «черепашками».
Они имеют очень тонкий абразивный слой и предназначены для шлифовки ручным инструментом твердых минеральных материалов (бетона, гранита, мрамора и т.п).
Виды алмазных дисков
Итак, одно мы уже знаем точно – для резки любого типа материала мы теперь выбираем только алмазные диски. Но какой диск выбрать среди них? Действительно, несмотря на кажущееся сходство, алмазные диски различаются по внешнему виду и функциональному назначению. Для того, чтобы при резке или шлифовке добиться наилучшего результата, и, что намного важнее, для того, чтобы не повредить само лезвие и пилу, в каждом отдельном случае необходимо использовать правильный тип диска. В промышленном строительстве выделяют три основных вида алмазных дисков:
Сегментные диски
Этот вид алмазного диска легко отличить по глубоким вырезам (или сегментам), идущим по краю лезвия. Размер и форма сегментов варьируются от диска к диску в зависимости от типа материала для резки: например, лезвия для асфальта обычно имеют более широкие U-образные бороздки, тогда как в диске для бетона эти бороздки будут намного уже. Кроме того, чем более абразивным является разрезаемый материал, тем шире должны быть прорези между сегментами – для лучшего отвода тепла и удаления отработанного шлака. Наконец, сами прорези могут быть разной формы: угловой, каплевидной или в виде замочной скважины. Так, сегментные алмазные диски с прорезями в форме замочной скважины могут быть использованы практически для любых материалов, в то время как диски с угловыми прорезями используются, как правило, только для резки мрамора и гранита.
Размер и форма сегментов варьируются от диска к диску в зависимости от типа материала для резки: например, лезвия для асфальта обычно имеют более широкие U-образные бороздки, тогда как в диске для бетона эти бороздки будут намного уже. Кроме того, чем более абразивным является разрезаемый материал, тем шире должны быть прорези между сегментами – для лучшего отвода тепла и удаления отработанного шлака. Наконец, сами прорези могут быть разной формы: угловой, каплевидной или в виде замочной скважины. Так, сегментные алмазные диски с прорезями в форме замочной скважины могут быть использованы практически для любых материалов, в то время как диски с угловыми прорезями используются, как правило, только для резки мрамора и гранита.
Сегменты – это ахиллесова пята всех подобных резаков, их главное преимущество и их же главный недостаток. С одной стороны, вырезы создают множество воздушных потоков, позволяя быстро охлаждать сердечник лезвия и линию разреза. Благодаря этому сегментные диски чаще других используются «в полях», там, где нет возможности использовать влажную резку. С другой стороны, сегменты «рвут» кромку материала, давая самый неаккуратный и грубый срез. Поэтому лучше всего сегментные алмазные диски подходят для резки бетона, кирпича, известняка и других твердых или армированных материалов – там, где имеет значение результат, а не точность, и, наоборот, использование этого типа лезвия на хрупких материалах вроде плитки обычно приводит к сколам или рваному краю разреза.
С другой стороны, сегменты «рвут» кромку материала, давая самый неаккуратный и грубый срез. Поэтому лучше всего сегментные алмазные диски подходят для резки бетона, кирпича, известняка и других твердых или армированных материалов – там, где имеет значение результат, а не точность, и, наоборот, использование этого типа лезвия на хрупких материалах вроде плитки обычно приводит к сколам или рваному краю разреза.
Плюсы: долговечность, не требует воды, работает с самыми прочными материалами.
Минусы: не подходит для хрупких материалов.
Сплошные диски
В отличие от сегментного диска, сплошной алмазный диск, как нетрудно понять из названия, представляет собой сплошное лезвие без каких бы то ни было сегментов или вырезов. Из-за их отсутствия подобные диски используются только для влажной резки: роль воздуха, очищающего и охлаждающего лезвие, в данном случае выполняет вода. Кроме того, сплошной диск, как правило, режет материал намного медленнее – но при этом обеспечивает наивысшее качество среза. Сплошной алмазный диск можно и нужно использовать там, где требуется гладкий и качественный пропил и там, где есть высокий риск сколов: при резке керамической плитки, фарфора, керамогранита или мрамора. В ручных углошлифовальных машинах чаще всего можно встретить сплошные диски диаметром от 100 до 150 мм; диски большего диаметра, как правило, используются в циркулярных и плиточных пилах.
Сплошной алмазный диск можно и нужно использовать там, где требуется гладкий и качественный пропил и там, где есть высокий риск сколов: при резке керамической плитки, фарфора, керамогранита или мрамора. В ручных углошлифовальных машинах чаще всего можно встретить сплошные диски диаметром от 100 до 150 мм; диски большего диаметра, как правило, используются в циркулярных и плиточных пилах.
Плюсы: ровный срез, отсутствие сколов.
Минусы: более медленный темп работы, подходят только для влажной резки.
Турбо
Среди всех разновидностей алмазных дисков диск «турбо» является, пожалуй, самым сбалансированным, совмещая в себе лучшие качества сегментных и сплошных лезвий. Его рабочая поверхность представляет собой сплошной обод с зубчатой кромкой, предназначенной для увеличения скорости резки при сохранении гладкости пропила; кроме того, очень часто на алмазных турбо-дисках можно заметить многочисленные отверстия, призванные охлаждать лезвие во время работы. Несмотря на то, что его сегменты в разы меньше, чем у диска первого типа, диск «турбо» отлично сохраняет свою поверхность прохладной и может быть использован как для влажных, так и для сухих работ. Говоря проще, «турбо» способен резать те материалы, на которых запнется сплошной диск (вроде бетона, кирпича или известняка), но сделает это намного быстрее, за счет выталкивающих шлак турбо-элементов, и аккуратнее, чем его сегментный собрат.
Несмотря на то, что его сегменты в разы меньше, чем у диска первого типа, диск «турбо» отлично сохраняет свою поверхность прохладной и может быть использован как для влажных, так и для сухих работ. Говоря проще, «турбо» способен резать те материалы, на которых запнется сплошной диск (вроде бетона, кирпича или известняка), но сделает это намного быстрее, за счет выталкивающих шлак турбо-элементов, и аккуратнее, чем его сегментный собрат.
Плюсы: универсальность, ровный пропил, возможность как сухой, так и влажной резки.
Минусы: не подойдет для очень плотных материалов.
Маркировки
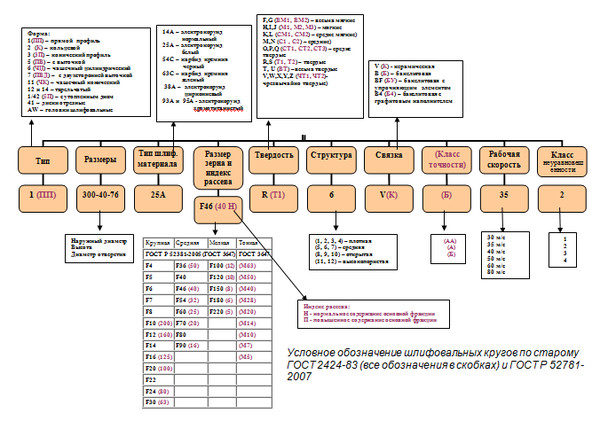
Стандартная строка маркировки алмазных кругов включает в себя две части. В первой содержится информация о конструкции и геометрических размерах изделия, а во второй — о характеристиках абразива и связки (см. рис. ниже). Помимо этого производители в соответствии со своими регламентами могут дополнять правый конец строки другими данными.
Чтобы расшифровать тип изделия, необходимо воспользоваться ГОСТ 24747-90 или таблицами с кодами и эскизами наиболее распространенных конструкций. В нашем случае это алмазный круг тарельчатый конической формы с углом 20° Ø150 мм, размером рабочего слоя 6×4 мм и посадочным отверстием Ø32 мм. Во второй части маркировки указаны следующие параметры абразивного слоя:
- D126 — номер алмазного зерна по FEPA, что соответствует диапазону 106-125 мкм или 120/140 меш.
- К75 обозначает концентрацию зерна в каратах на кубический сантиметр рабочего слоя.
- B — обозначение органической связки по FEPA.
- T — кодировка твердости связки. Регламентируется ГОСТ Р 52587-2006 (см. далее) и международными стандартами. В нашем случае круг относится к категории «весьма твердые».
В данную маркировочную строку также включено указание на условия работы (m). Кроме нее, на алмазный круг также наносятся максимально допустимые значения окружной скорости резания и частоты вращения, знак безопасности и указатель направления вращения.
Зернистость
От зернистости алмазного круга напрямую зависят его главные технологических параметры: производительность шлифовки и класс чистоты. Поэтому при подборе размера зерна важно учитывать совокупность этих характеристик. При предварительной шлифовке применяют инструмент с зернистостью D151, что сокращает количество проходов, обеспечивает высокую производительность и позволяет получить поверхности 7 класса чистоты (Ra до 1.4; Rz = 6÷8).
При чистовом шлифовании производительность не является основным критерием, поэтому в этом случае используют алмазные круги с зерном D54 и в результате получают поверхность 10 класса с Ra = 1.2 и Rz =1.0÷1.6. От размера зерна также зависит глубина резания и, соответственно, толщина припуска, снимаемая за один проход.
Рекомендуется выбирать глубину шлифования не более 1/3 нормативного размера зерна. В приведенном выше примере в первом случае эта величина будет составлять 0.05 мм , а во втором — 0.018 мм. На фото ниже — алмазное зерно размером 10÷15 мкм под электронным микроскопом при увеличении 500Х.
Концентрация алмазов (размер алмазного слоя)
Эта величина показывает пропорцию алмазных зерен в объеме рабочей части и измеряется в каратах (0.2 г) на кубический сантиметр (ct/cм³). Типовые значения этого параметра: K25 (1.1 ct/cм³), K50 (2.2 ct/cм³), K75 (3.3 ct/cм³), K100 (4.4 ct/cм³), K125 (5.5 ct/cм³) и 150 (6.6 ct/cм³), но могут выпускаться изделия с большим или меньшим значением концентрации.
Он влияет сразу несколько технических характеристик алмазного круга и оказывает значительное влияние на его стоимость. Концентрация свыше К125 характерна для инструмента с твердой связкой и небольшой высотой рабочего слоя. Кроме того, она позволяет сохранять неизменной геометрию периферии в течение всего цикла шлифования.
В целом значение этого параметра пропорционально размеру абразивного слоя: чем меньше концентрация, тем он толще и шире. Алмазные круги с низкой (до К25) концентрацией обычно имеют рабочий слой большей ширины и малую зернистость.
Неглубокая тарелка.
 Маркировка 12А220
Маркировка 12А220
По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм. В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Еще на заметку: Чем просверлить бревно или толстый брус? Конечно же винтовым сверлом
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
Связки для алмазных шлифовальных кругов
Распределение и закрепление алмазных зерен в рабочем слое осуществляется посредством связующих веществ, которые называют «связками». На практике применяют базовые связки трех типов: металлические, гальванические и органические. Для последних чаще всего используют бакелит — термореактопласт на основе фенолформальдегидных смол.
Для последних чаще всего используют бакелит — термореактопласт на основе фенолформальдегидных смол.
Бакелит имеет низкую теплопроводность, поэтому инструмент на бакелитовых связках при отсутствии подачи СОЖ работает при температурах не выше 200÷250 °C. Алмазные круги такого типа обычно применяют для чистовой шлифовки и доводки лезвий твердосплавного инструмента.
Рабочие слои на металлических связках лучше всего подходят для срезания значительных слоев припуска, предварительной шлифовки, профильной обработки, заточки твердосплавных и металлокерамических пластин. Гальваническая связка представляет собой один или несколько слоев никеля, осажденного на металлический корпус, покрытый алмазным порошком.
Инструмент такого типа используется для резки и шлифовки кремния, стекла, минералов, а также при изготовлении алмазных головок, притиров и финишной обработки матриц и пуансонов.
Основные характеристики алмазных шлифовальных дисков
Основной характеристикой ашд считается твердость. Далее принято рассматривать содержание алмазов на 1 сантиметр/куб (величина измерения — караты).
Далее принято рассматривать содержание алмазов на 1 сантиметр/куб (величина измерения — караты).
В действующем ГОСТ установлены стандартные значения для этих показателей:
- К 25 = 1.1 ct/cm 3
- K 50 = 2.2 ct/cm 3
- K 75 = 3.3 ct/cm 3
- K 100 = 4.4 ct/cm 3
- K 125 = 5.5 ct/cm 3
- K 150 = 6.6 ct/cm 3.
Примечание. Возможны отклонения концентрации как в большую, так и меньшую сторону.
Важная роль данного показателя обусловлена тем, что он в значительной степени влияет на технические характеристики и стоимость круга.
Например, изделия с небольшой высотой алмазного слоя и твердым типом связки обозначаются как К 125.
Такой параметр обеспечивает неизменность периферийного строения на протяжении всего рабочего цикла.
За равномерное распределение и фиксацию абразивного материала отвечает связывающее вещество, именуемое связкой.
В производстве принято использовать три их разновидности:
- Металлическая.
 Рабочая поверхность подходит для черновой обработки (например, заточки элементов из твердых металлов, металлокерамики, среза объемных припусков).
Рабочая поверхность подходит для черновой обработки (например, заточки элементов из твердых металлов, металлокерамики, среза объемных припусков). - Гальваническая. На металлическую основу наносится никель в один либо несколько слоев, поверх него наносится углеродный абразив. Предназначен для распиливания и шлифовки минеральных структур. Пользуется популярностью в сфере изготовления алмазных установок для бурения, а также подходит для итоговой обработки пуансонов и т. п.
- Органическая. Состав изготавливается на основании бакелита в комбинации с формальдегидными смолами. Отличается низкой теплопроводностью, поэтому широко используется при сухом методе обработки для чистовой шлифовки и полировки.
Рабочие характеристики прибора определяются также типом и шириной алмазного слоя. Абразивное вещество может наноситься на внешнюю либо внутреннюю часть шлифовального диска. Геометрия определяет объем абразива и ценовой диапазон модели.
Высота влияет на эксплуатационные свойства конструкции, а ширина обуславливает объем площади, которая контактирует с обрабатываемой поверхностью. Следовательно, от этих параметров зависит и температура нагрева.
Например, конструкции с небольшой шириной могут эксплуатироваться на повышенных оборотах, при этом обеспечивать более глубокий рез.
Большая ширина обеспечивает максимальную точность и чистоту.
Справка! В соответствии с технологичными параметрами, ширина обрабатываемой поверхности должна быть больше, чем ширина диска. Получить равномерное распределение усилия и обеспечить его самозатачиваемость возможно только при соблюдении всех технологических требований.
Показатель твердости
Обозначение твердости обычно используется только для алмазных кругов на бакелитовой основе. Сама она в маркировке обозначается буквой B, а твердость градуируется по ГОСТ Р 52587-2006 и указывается буквами от F до Z. Обычно чем ниже твердость, тем шире рабочая часть и меньше зернистость.
Такими алмазными кругами выполняют тонкую шлифовку с небольшими скоростями резания, причем во многих случаях даже без применения СОЖ. Чем больше твердость, тем выше допустимые скорости и глубины резания. При таких режимах охлаждение рабочей зоны является обязательным.
Классы точности и неуравновешенности
В маркировку шлифкругов с традиционными абразивами согласно ГОСТу должно входить обозначение классов точности и неуравновешенности (две последние позиции маркировочной строки). Для алмазных кругов указание этих параметров ГОСТом не предусмотрено.
Во-первых, это инструмент с небольшим (в отношении общего объема корпуса) слоем абразивного композита, а во-вторых, по требованиям госстандартов он изготавливается с нормируемой высокой точностью. К примеру, торцевое и радиальное биения алмазных кругов по требованиям ГОСТ 16181-82 должны соответствовать 7÷8 степеням точности.
Форма и ширина алмазного слоя
Абразивный слой алмазного круга наносится на его торцевую поверхность или периферийную часть в виде кольца или сплошного диска. Геометрические размеры рабочего слоя определяют объем алмазосодержащего композита и непосредственно влияют на стоимость изделия.
Геометрические размеры рабочего слоя определяют объем алмазосодержащего композита и непосредственно влияют на стоимость изделия.
При этом высота (толщина) имеет практическое значение только для долговечности инструмента. Ширина, напротив, является ключевым параметром. От нее напрямую зависит площадь контакта с обрабатываемой поверхностью и, как следствие, производительность и температурные режимы шлифовки.
Чем меньше ширина, тем больше допустимые скорости и глубины резания и лучше отвод отработанного абразива и металлической крошки из зоны шлифования. А чем она больше — тем выше точность и чистота шлифовки.
Ширина обрабатываемой поверхности во всех случаях должна быть больше ширины рабочего слоя, т. к. только при этих условиях можно обеспечить равномерность его выработки и самозатачивания.
Плюсы и минусы применения алмазных режущих инструментов
Алмазные диски отличаются следующими достоинствами:
- универсальностью — можно резать, полировать и шлифовать поверхность различных материалов;
- износостойкостью — при правильной эксплуатации диски не стираются годами;
- скоростью работы — алмазный диск способен выдерживать до 13900 об/мин;
- точностью — диски по камню обеспечивают высокую точность реза;
- низким уровнем шума — режущая кромка истирает поверхность материала в пыль, при этом работа осуществляется очень тихо;
- стабильностью — гарантируют одинаковую глубину реза, так как не стачиваются долгое время.

К недостаткам можно отнести невозможность выполнять криволинейные срезы и дороговизну инструмента.
Большинство проблем при работе с алмазными дисками возникают из-за неправильного подбора оборудования. Например, если диск не обладает достаточной прочностью для резки бетона, на поверхности круга могут появиться трещины, а режущая кромка быстро затупится. В некоторых случаях при слишком большой нагрузке диск может полностью разрушиться. Плюс необходимо постоянно контролировать скорость и интенсивность реза, чтобы рабочая зона не перегревалась. При отсутствии охлаждения алмазы размягчаются и истираются.
Преимущества алмазов перед обычным абразивным инструментом
Твердость алмаза намного превосходит твердость всех известных на сегодня абразивных материалов. По этому параметру с ним сопоставим только эльбор (боразон), который имеет несколько меньшую твердость, но лучшую теплопроводность.
В зарубежной технической литературе эти два вещества выделяют в отдельную категорию «суперабразивы», а у нас называют сверхтвердыми материалами (СТМ).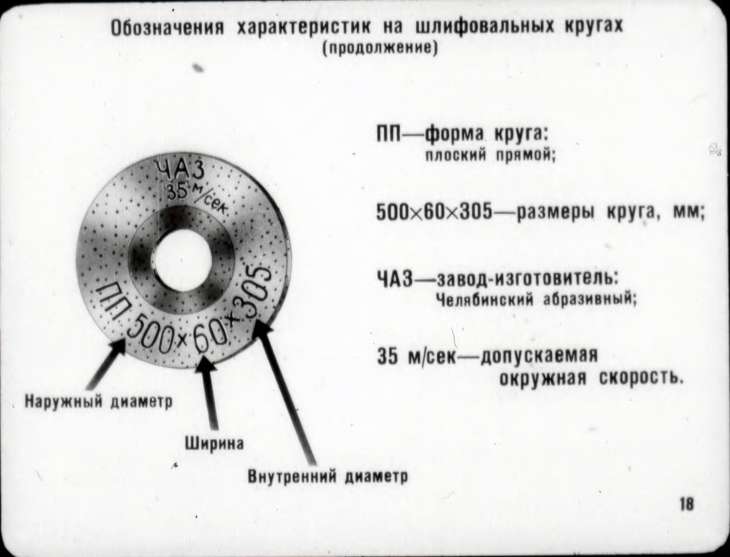 Это связано с тем, что стойкость к износу у эльборового и алмазного инструмента намного выше, чем у абразивных изделий из традиционных материалов.
Это связано с тем, что стойкость к износу у эльборового и алмазного инструмента намного выше, чем у абразивных изделий из традиционных материалов.
Главное достоинство кругов из сверхтвердых материалов — это сохранение заданной точности профиля при шлифовке специальных сталей и изделий из керамики и твердых сплавов. Поэтому алмазные круги широко применяются в инструментальных производствах для точной шлифовки осевого, прессового и измерительного инструмента.
Кроме особой точности, этот инструмент обладает очень высокой производительностью. Также с помощью таких кругов режут и обрабатывают стекло, керамику и минеральные конструкционные материалы.
Использование кругов в зависимости от зернистости
Чистота и производительность шлифовки алмазным кругом напрямую зависят от зернистости его рабочего слоя. При предварительном шлифовании, позволяющем получить 7-8 класс чистоты, применяют инструмент с зернистостью от D151 до D107. Чистовое шлифование выполняют в интервале от D91÷D54, в результате чего можно добиться 9 класса чистоты.
Для тонкого шлифования (9-10 классы) используют алмазные круги с размером зерна D46÷D30. Ниже таблица соотношения размера зерен в микронах и обозначений по разным стандартам.
Обзор популярных моделей и производителей
Основные производители алмазных кругов на территории России — это предприятия с многолетней историей, выпускавшие такой инструмент еще во времена СССР.
Старейшим предприятием этой отрасли является Петербургский абразивный , который имеет собственное производство искусственных алмазов и алмазного микропорошка. Советское происхождение также имеют такие лидеры отрасли, как Томилинский завод, Венёвский , также проходящие синтез алмазов.
Несколько новых предприятий, также производящих алмазные круги, было создано уже в современной России. Среди них ведущими являются «КристАл Лтд», «Интех Диамант» и «Ниоборит». Самыми распространенными среди алмазных кругов являются модели, которые используют при плоском шлифовании и заточке инструмента.
В первую очередь это цилиндрические и конусные плоские алмазные круги (типы корпуса 1–4 по ГОСТ 24747-90), чашечные круги 11 и 12 типов, а также специализированные изделия для заточки пильного инструмента.
У алмазных кругов толщина абразивного слоя составляет всего несколько миллиметров. Насколько они долговечны в домашних условиях, если их использовать только для заточки ножей и слесарного инструмента? Если кто-нибудь может ответить на этот вопрос, оставьте свое сообщение в комментариях.
Круг шлифовальный алмазный 5″ SD200 B для GS-26 по цене от 19040 руб
- Каталог
- Справочные материалы
- О компании
- Доставка и оплата
- Контакты
Артикул № 305341
Купить
Получить коммерческое предложение
- Описание
- Аналоги
Круг шлифовальный алмазный 5″ SD200 B для GS-26 применяется для станков GSC GS-26 для обработки различных видов свёрл. Использование такого диска даёт возможности полностью реализовать технологические возможности оборудования и содержать весь режущий инструмент в надлежащем порядке.
Тип материала алмазный
Маркировка SD200 B
Диаметр 5″
Материал затачиваемого инструмента твердого сплава
Тип инструмента 2/3/4-х зубые фрезы
Диаметр инструмента 13,1-16 мм
Круг шлифовальный алмазный 5″ SD200 B применяется в следующих станках:
- Станок заточной для цельных концевых фрез GS-26;
Особенности круга алмазный 5″ SD200 B для станков GSC GS-26:
- Шлифовальный круг имеет массивную металлическую основу, которая обеспечивает его жёсткость и позволяет исключить возможность разрушения при эксплуатации.
- Алмазное покрытие имеет стабильную геометрию, что позволяет обеспечить высокую точность обработки режущей кромки затачиваемого инструмента.
- Использование долговечных и износоустойчивых материалов для изготовления такого шлифовального диска обеспечивает длительный срок его службы.
- Изделие имеет стандартные размеры, поэтому ставится на станок без каких-либо дополнительных приспособлений.

Круг шлифовальный алмазный 3″ SD200 для GS-1, GS-3, GS-7 R, GS-8, GS-9 R, GS-10 R
15 680 ₺
Круг шлифовальный эльборовый 3″ CBN200 B для GS-6
15 680 ₺
Комплект шлифовальных алмазных кругов 3″ SD200 для SD200 A/B/C для GS-5, GS-7 L, GS-15
26 880 ₺
Круг шлифовальный алмазный 3″ SD200 B для GS-6
15 680 ₺
Круг шлифовальный эльборовый 3″ CBN200 A для GS-6
15 680 ₺
Комплект шлифовальных эльборовых кругов 3″ CBN200 для GS-18
49 280 ₺
Круг шлифовальный эльборовый 5″ CBN200 F для GS-26, GS-29 L
19 040 ₺
Комплект шлифовальных алмазных кругов 5″ SD200 для GS-26
75 040 ₺
Круг отрезной алмазный Е100 SDC 100 для GS-13
7 392 ₺
Комплект шлифовальных эльборовых кругов 3″ CBN200 для GS-7
44 800 ₺
Круг шлифовальный алмазный 5″ SD200 F для GS-26, GS-29 L
19 040 ₺
Круг шлифовальный эльборовый 5″ CBN200 для GS-21, GS-25, GS-27 R, GS-29 R, GS-34, GS-35
24 640 ₺
Круг шлифовальный эльборовый 5″ CBN200 C для GS-26
19 040 ₺
Круг шлифовальный алмазный 5″ SD200 D для GS-26
19 040 ₺
Круг шлифовальный эльборовый 5″ CBN200 D для GS-26
19 040 ₺
Комплект шлифовальных алмазных кругов 3″ SD200 для GS-6
57 120 ₺
Комплект шлифовальных алмазных кругов 3″ SD200 для GS-18
26 880 ₺
Круг шлифовальный эльборовый 3″ CBN200 для GS-1, GS-3, GS-7 R, GS-8, GS-9 R, GS-10 R
15 680 ₺
Круг шлифовальный алмазный 3″ SD400 для GS-1, GS-3, GS-7 R, GS-8, GS-9 R, GS-10 R
20 160 ₺
Алмазный заточной диск односторонний к станку SM-101
24 080 ₺
Круг шлифовальный эльборовый 3″ CBN400 для GS-1, GS-3, GS-7 R, GS-8, GS-9 R, GS-10 R
15 680 ₺
Круг шлифовальный алмазный 5″ SD200 A для GS-26
19 040 ₺
Круг шлифовальный эльборовый 5″ CBN200 A для GS-26
19 040 ₺
Круг шлифовальный алмазный 3″ SD200 A для GS-6
15 680 ₺
Комплект шлифовальных эльборовых кругов 5″ CBN200 для GS-26
75 152 ₺
Круг шлифовальный алмазный 5″ SD200 B для GS-26
19 040 ₺
Круг отрезной эльборовый Е100 CBN 100 для GS-13
7 392 ₺
Комплект шлифовальных алмазных кругов 3″ SD200 для GS-7
35 840 ₺
Комплект шлифовальных эльборовых кругов 3″ CBN200 для GS-5, GS-7 L, GS-15
33 600 ₺
Круг шлифовальный алмазный 5″ SD200 для GS-21, GS-25, GS-27 R, GS-29 R, GS-34, GS-35
24 640 ₺
Круг шлифовальный алмазный 3″ SD200 C для GS-6
15 680 ₺
Круг шлифовальный эльборовый 5″ CBN200 B для GS-26
19 040 ₺
Комплект шлифовальных эльборовых кругов 3″ CBN200 для GS-6
57 120 ₺
Круг шлифовальный алмазный 3″ SD200 F для GS-14, GS-6, GS-12, GS-19
15 680 ₺
Круг шлифовальный эльборовый 3″ CBN200 F для GS-14, GS-6, GS-12, GS-19
15 680 ₺
Круг шлифовальный алмазный 5″ SD200 C для GS-26
19 040 ₺
Алмазный заточной диск двухсторонний к станку SM-101
24 080 ₺
Круг шлифовальный эльборовый 3″ CBN200 C для GS-6
15 680 ₺
Получить подробную информацию по Круг шлифовальный алмазный 5″ SD200 B для GS-26 и купить по низкой цене Вы можете: позвонив нам по телефону +7 804 333-20-03 Бесплатно по РФ, отправив заявку на электронную почту zakaz@tmh. su либо поместив товар в «Вашу корзину» и оформив заказ.
su либо поместив товар в «Вашу корзину» и оформив заказ.
Чашечные круги — Diamond Discs Int
Одинарные шлифовальные круги
Для использования на различных бетонах, граните средней и твердости, кирпичной кладке, отделочных работах по камню и очистке поверхностей.
ДВОЙНЫЕ ШЛИФОВАЛЬНЫЕ ЧАШКИ
Малый вес и конструкция, обеспечивающая быстрое шлифование поверхности. Может использоваться на самых разных бетонах, среднем граните, кирпиче, блоках и камне.
КУПИТЬ СЕЙЧАС
КУПИТЬ СЕЙЧАС
Чашечный круг Typhoon Swirl Turbo
Чашечный круг TRH является наиболее эффективным для удаления или выравнивания бетона. Он обеспечивает более высокую скорость шлифования и больший срок службы по сравнению с одно- или двухрядными чашечными кругами. Если вы планируете шлифовать большое количество бетона, эта чашка для вас.
КУПИТЬ СЕЙЧАС
Колесо T-Seg Cup
Благодаря уникальному дизайну T-сегмента это самое агрессивное колесо на рынке сегодня! Стратегически расположенные отверстия между Т-образными сегментами обеспечивают максимальное воздушное охлаждение и хороший обзор рабочей зоны.
ДОСТУПНО БЕЗ СТУПИЦЫ
Гранитные алмазные чашечные круги
Гранитные шлифовальные чашечные круги премиум-класса имеют форму турбо, предназначенную для придания формы граниту и другим природным камням. Наш круг для сухой резки рассчитан на долгий срок службы и быстрое удаление твердого гранита.
КУПИТЬ СЕЙЧАС
КУПИТЬ СЕЙЧАС
Напайные алмазные чашечные круги
BCG — это 4-дюймовый чашечный круг, напаянный в вакууме. Он позволит вам резать и шлифовать одним и тем же инструментом. Эта новая технология обеспечивает лучший съем материала, чем любой другой спеченный продукт на рынке.
Алмазные коронки с напаянным профилем
BCG представляет собой 4-дюймовую чашечную чашку, припаянную под вакуумом.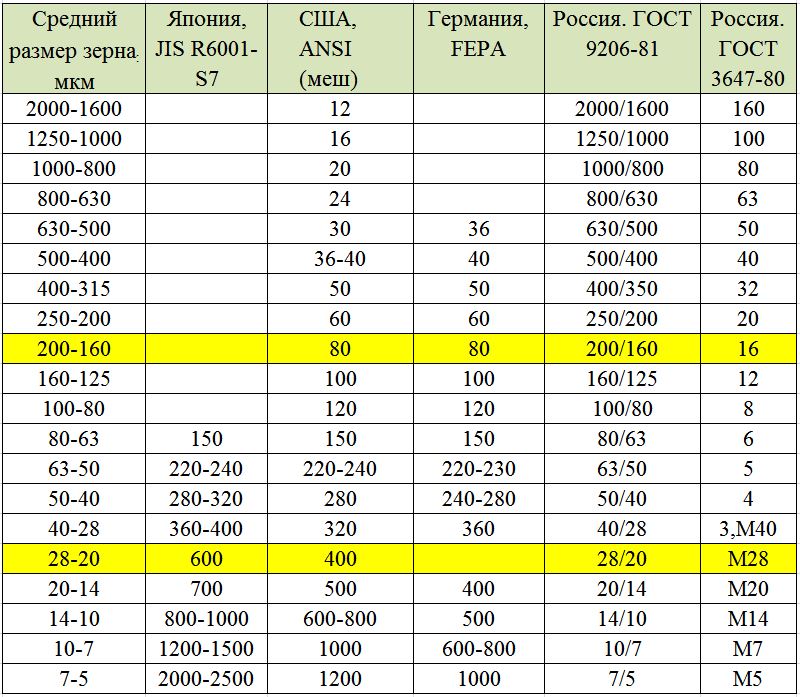 Она позволит вам резать и шлифовать одним и тем же инструментом. Эта новая технология обеспечивает лучший съем материала, чем любой другой спеченный продукт на рынке.
Она позволит вам резать и шлифовать одним и тем же инструментом. Эта новая технология обеспечивает лучший съем материала, чем любой другой спеченный продукт на рынке.
КУПИТЬ СЕЙЧАС
Сегментное алмазное чашечное колесо Typhoon
КУПИТЬ СЕЙЧАС
Алмазная чашка Typhoon PCD
КУПИТЬ СЕЙЧАС
Алмазная чашка Typhoon PCD
КУПИТЬ СЕЙЧАС
Алмазные чашечные шлифовальные круги типа S
Достигайте агрессивного шлифования и быстрого удаления материала, и это наши недавно разработанные алмазные чашечные круги.
Оставляет однородную поверхность без вихревых следов
Средняя и мелкая зернистость обеспечивает очень гладкий профиль для 1-го этапа полировки бетона систем пылеподавления
5/8 — 22 Использование резьбы с угловыми шлифовальными машинами
КУПИТЬ СЕЙЧАС
Шлифовальные круги
CBN| Инструменты D-Way
Мы используем шлифовальные круги CBN для заточки наших токарных инструментов в течение многих лет и считаем их реальным преимуществом. Колеса отбалансированы на заводе, благодаря чему наши кофемолки работают очень плавно. Шлифовальные круги имеют полную рабочую поверхность 1 1/2 дюйма, и они не нуждаются в правке, поэтому у вас не будет беспорядка с правильными кругами и вы не будете дышать пылью, связанной с правящими кругами. Они имеют гальваническое покрытие. к стальной основе из лучшего материала CBN, который можно купить за деньги. На краях также есть материал CBN. См. подробные описания и видео после списка продуктов внизу этой страницы.
Колеса отбалансированы на заводе, благодаря чему наши кофемолки работают очень плавно. Шлифовальные круги имеют полную рабочую поверхность 1 1/2 дюйма, и они не нуждаются в правке, поэтому у вас не будет беспорядка с правильными кругами и вы не будете дышать пылью, связанной с правящими кругами. Они имеют гальваническое покрытие. к стальной основе из лучшего материала CBN, который можно купить за деньги. На краях также есть материал CBN. См. подробные описания и видео после списка продуктов внизу этой страницы.
ПРИМЕЧАНИЕ. ЭТИ НАИБОЛЕЕ ПОДХОДЯТ ДЛЯ НИЗКОСКОРОСТНЫХ ШЛИФОВАЛЬНЫХ МАШИН. При использовании высокоскоростных шлифовальных машин может присутствовать небольшая вибрация.
ДОСТУПНО В ТЕЧЕНИЕ ОГРАНИЧЕННОГО ВРЕМЕНИ — 10-ДЮЙМОВЫЕ КОЛЕСА С ЗЕРНИСТЬЮ 600 И 800 (Стандартная кромка). Экономия $35!
Позвоните Джимми для информации. 360-689-4541.
Сортировать по:
Избранные товарыНовейшие товарыБестселлерыВ алфавитном порядке: от A до ZВ алфавитном порядке: от Z до AAсредн. Отзыв клиентаЦена: от низкой до высокойЦена: от высокой до низкой
Отзыв клиентаЦена: от низкой до высокойЦена: от высокой до низкой
Кубический нитрид бора [CBN] Основой шлифовальных кругов является комбинация бора и азота.
Я использую шлифовальные круги из эльборового нитрида бора для заточки своих токарных инструментов в течение года и считаю их настоящим преимуществом. Колеса отбалансированы на заводе, благодаря чему мои кофемолки работают очень плавно. Шлифовальные круги имеют торец 1 1/2 дюйма, они не нуждаются в правке, поэтому у меня нет проблем с правкой кругов, и я не вдыхаю пыль, связанную с правкой кругов. Нет воронения стали. ,так как эти шлифовальные круги очень мало нагревают инструмент.При обычной заточке еще можно дотронуться до конца инструмента.Если вы заметили на картинках шлифовальных станков, я снял щитки.Можно снять щитки с помощью эти колеса, потому что нет шансов, что они взорвутся. Когда щитки сняты, у вас будет лучший свет и нет теней от щитков при заточке инструментов. Вы все равно должны использовать защиту для глаз. Для придания формы и заточки любого из моих крупных токарных инструментов я использую зернистость 80. Они дают отличное преимущество. Круги из CBN специально разработаны для шлифования HSS.
Для придания формы и заточки любого из моих крупных токарных инструментов я использую зернистость 80. Они дают отличное преимущество. Круги из CBN специально разработаны для шлифования HSS.
Материалы CBN с гальваническим покрытием на кромках.
Отверстие в оправке Детали:
- Отверстие во всех наших шлифовальных кругах имеет размер 1 дюйм.
- Предлагаются нестандартные втулки — от 1″ до 1/2″, от 1″ до 5/8″, от 1″ до 3/4″, от 1″ до 7/8″ и от 1″ до 12 мм
- Если длина вала вашей шлифовальной машины составляет менее 2 дюймов от конца вала до внутреннего буртика, мы можем поставить вам вал с раззенковкой для установки на внутренний буртик. (см. фото выше)
Кажется, существует много путаницы в отношении допустимого использования кругов из CBN. Я хотел бы предложить свои выводы для любой помощи они могут быть.
Вы можете шлифовать все быстрорежущие станки с магнитной закалкой, в том числе механические металлы и углеродистую сталь. Как правило, если вы можете разрезать его напильником, это не затвердевший материал. Вы увидите больше искр от углеродистой стали. Я проверил карбид на своих колесах, и если вы хотите подправить свои твердосплавные инструменты, все в порядке. Небольшие искры появятся прямо там, где происходит резка. Я также проверил ручные стамески и отвертки, они хороши. Они также хорошо справятся со сверлом. У меня есть несколько механических мастерских, которые затачивают большие и маленькие сверла, на них они отлично справляются.
Как правило, если вы можете разрезать его напильником, это не затвердевший материал. Вы увидите больше искр от углеродистой стали. Я проверил карбид на своих колесах, и если вы хотите подправить свои твердосплавные инструменты, все в порядке. Небольшие искры появятся прямо там, где происходит резка. Я также проверил ручные стамески и отвертки, они хороши. Они также хорошо справятся со сверлом. У меня есть несколько механических мастерских, которые затачивают большие и маленькие сверла, на них они отлично справляются.
Я протестировал алюминий и латунь, потому что существуют приспособления и приспособления, содержащие эти материалы. Я вовремя почувствовал, какой-то контакт с колесом произойдет [не паникуйте] это может немного нагрузить колеса, но колесо не разрушено. Просто пройдитесь по этой области одним из ваших скребков, и со временем все вернется в норму. Чем грубее круг, тем меньше нагрузка, я использую зернистость около 60, и они не так склонны к нагрузке, независимо от того, что я на них тестировал.
В Интернете есть много информации о кругах из эльбора, но большая их часть связана с тяжелым промышленным использованием. Мы, токари по дереву, учимся на ходу, что касается мокрого или сухого шлифования в условиях интенсивного промышленного использования, охлаждающая жидкость необходима для охлаждения заготовки и круга, поскольку токари по дереву нам не нужно беспокоиться об этом, поэтому сухое шлифование нормально.
Как токари по дереву, мы любим мастерить разные вещи – инструменты и тому подобное. У некоторых были вопросы о формировании буровой штанги. В отожженном состоянии я бы не рекомендовал его, но как только вы его термически обработаете, все готово. Для отожженной стали я бы рекомендовал использовать ленточный шлифовальный станок с зернистостью ленты 60 или 80.
Что касается очистки, я испытал множество растворителей на колесах и не нашел ни одного, который бы на них действовал. Вы можете использовать щетку и любое чистящее средство, которое вам нравится, а затем сдуть их воздухом. По правде говоря, я чистил колеса только тогда, когда проводил некоторые тесты, для меня это один из продуктов, которые я просто использую и живу дальше.
По правде говоря, я чистил колеса только тогда, когда проводил некоторые тесты, для меня это один из продуктов, которые я просто использую и живу дальше.
Почему колеса с гальваническим покрытием? Гальванические круги наиболее эффективны среди сталей, используемых при токарной обработке дерева, в промышленности это называется свободной резкой.
Другая ситуация сложилась с новыми кофемолками WC 8”. Судя по всему, они делают их с короткими валами. Для этого есть простое решение. Просто высверлите фланцевую сторону втулки, чтобы пройти через внутреннее плечо. Если вы проверите свою кофемолку и обнаружите эту проблему, она может поставляться с высверленным отверстием.
~ написано Дэйвом Швейцером. Основатель D-Way Tools и новатор i , который создал и представил круги CBN сообществу токарных станков.
Особые примечания: Эти круги изготавливаются по индивидуальному заказу в конфигурации, подходящей для настольных шлифовальных станков.
