Амг6 гибка: Гибка алюминиевых сплавов — Алюминиевые сплавы
|
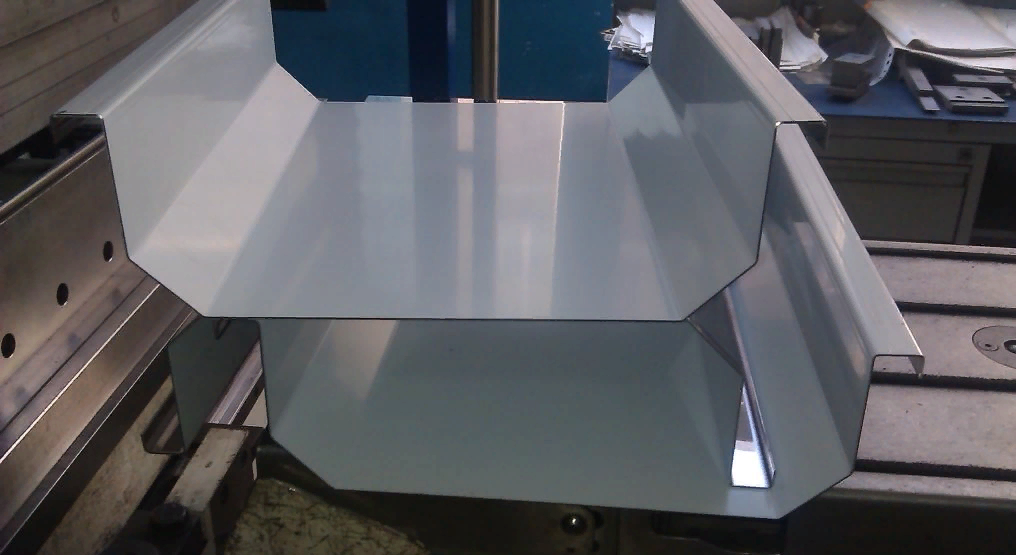
Гибка алюминиевых сплавов Категория: Алюминиевые сплавы Гибка алюминиевых сплавов Применение гнутых элементов и штампованных деталей из листа, проектирующееся при изготовлении стальных конструкций, становится необходимым при изготовлении конструкций из алюминиевых сплавов. Известно, что алюминиевые сплавы обладают повышенной деформационной способностью, поэтому сварные конструкции из них желательно выполнять с максимальным применением гнутых и гофрированных элементов с целью уменьшения количества деталей, сварных швов и объема наплавленного металла. С уменьшением объема даплавленного металла в конструкциях уменьшается коробление от сварки и, как следствие, уменьшается объем необходимой правки, снижается трудоемкость и себестоимость металлоконструкций. Холодная гибка деталей из алюминиевых сплавов является распространенной операцией и проверена на практике во многих отраслях промышленности. При конструировании и производстве гнутых деталей необходимо иметь в виду следующее: При холодной гибке прессованных профилей из сплавов АМг5В и АМгб необходимо придерживаться следующих рекомендаций: Эти радиусы можно уменьшить при условии тщательной обработки кромок листов в области гиба. Практические рекомендации по уменьшению радиусов гиба при холодной гибке листов на угол 90° следующие. Режущие кромки гильотинных ножей при резке заготовок должны быть острыми, без зазубрин и установлены с соблюдением рекомендованных зазоров между ними. Заусенцы на кромках должны быть зачищены. Желательно, чтобы сторона листа, где находились заусенцы во время гибки, находилась изнутри гиба, т. е. в зоне сжатия волокон. Рис. 1. Гнутая полоса из сплава ;АМг6 с трещинами, образовавшимися во время гибки При необходимости получения радиуса гиба, значительно меньше рекомендованного в табл. 26, следует предварительно производить закругление кромок листов под радиус, равный 0,3—0,5 толщины металла. Необработанные, без закруглений торцы листов в области гиба при малых радиусах вызывают появление сквозных трещин длиной до 50—60 мм вдоль линии гиба. На рис. 1 изображена полоса толщиной 6 мм из сплава АМгб с трещинами у кромки со стороны заусенцев, расположенных снаружи гиба. При выполнении же закругленных кромок, как рекомендовано выше, получаются качественные гнутые профили даже в ‘случае расположения линии гиба вдоль прокатки. На рис. 2 показаны гнутые профили, примененные для главных балок 5-тонного мостового электрического крана пролетом 9,015 м, изготовленные из листа толщиной 6 мм из сплава АМг6. Радиусы гиба равны 14—15 мм, изгиб удалось получить без трещин, применяя закругление кромок торцов листа в зоне гиба радиусом 2—3 мм на участке 3—4 радиусов гиба. Гнутые профили следует применять только в тех случаях, когда невозможно или нецелесообразно использовать прессованные, стоимость которых ниже. Однако отечественная промышленность почти не изготовляет прессованных профилей, диаметр описанной окружности которых превышал бы 530 мм, поэтому для деталей больших габаритов необходимо применять гнутые профили. Рис. 2. Гнутые профили с радиусом агиба 14—15 мм При изготовлении гнутых деталей небольшими партиями или при единичном производстве, когда невыгодно применять при гибке упоры, рекомендуется пользоваться для обеспечения точности и большей производительности гибки простейшими шаблонами. Рис. 3. Применение шаблонов (1) при гибке листов на прессах Реклама:Читать далее:Гофрирование
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Последнее особенно важно в металлоконструкциях из алюминиевых сплавов, где стоимость применяемого материала еще высока и поэтому применение гнутых элементов и профилей для ряда крановых конструкций крайне желательно.
Последнее особенно важно в металлоконструкциях из алюминиевых сплавов, где стоимость применяемого материала еще высока и поэтому применение гнутых элементов и профилей для ряда крановых конструкций крайне желательно.
 Изнутри гиба, т. е. со стороны пуансона, трещины отсутствуют.
Изнутри гиба, т. е. со стороны пуансона, трещины отсутствуют. Шаблоны могут быть изготовлены из тонколистового железа и позволяют получить с достаточной точностью совпадение линии гиба детали с центром матрицы и пуансона. Изготовление шаблонов для гибки не представляет затруднений.
Шаблоны могут быть изготовлены из тонколистового железа и позволяют получить с достаточной точностью совпадение линии гиба детали с центром матрицы и пуансона. Изготовление шаблонов для гибки не представляет затруднений.Исследование влияния однородности зеренной структуры на показатели пригодности к операциям листовой штамповки сплавов АМг2 и АМг6 | Носова
1. Raulea L.V., Goijaerts A.M., Govaert L.E., Baaijens F.P.T. Size effect in the processing of thin metal sheet. J. Mater. Process. Technol. 2001. Vol. 115 (1). P. 44—48.
Raulea L.V., Goijaerts A.M., Govaert L.E., Baaijens F.P.T. Size effect in the processing of thin metal sheet. J. Mater. Process. Technol. 2001. Vol. 115 (1). P. 44—48.
2. Janssen P.J.M., de Keijser Th.H., Geers M.G.D. An experimental assessment of grain size effects in the uniaxial straining of thin Al sheet with a few grains across the thickness. Mater. Sci. Eng. A. 2006. Vol. 419. P. 238—248.
3. Gau J., Principe C., Wang J. An experimental study on size effects on flow stress and formability of aluminium and brass for microforming. J. Mater. Process. Technol. 2007. Vol. 184. P. 42—46.
4. Vollertsen F., Biermann D., Hansen H.N., Jawahir I.S., Kuzman K. Size effects in manufacturing of metallic components. CIRP Annu. Manuf. Technol. 2009. Vol. 58 (2). P. 566—587.
5. Зиновьева О.С., Романова В.А. Численное исследование влияния размера зерна и условий нагружения на деформационные характеристики поликристаллического алюминиевого сплава. Соврем. пробл. науки и образования. 2013. No. 6. URL: https://www.science-education.ru/ru/article/view?id=11299 (дата обращения: 21.03.2019).
2013. No. 6. URL: https://www.science-education.ru/ru/article/view?id=11299 (дата обращения: 21.03.2019).
6. Zinov’eva O.S., Romanova V.A. Numerical research of grain size and load condition effect on deformation characteristics of polycrystalline aluminum alloy. Sovremennye problemy nauki i obrazovaniya. 2013. No. 6. URL: https://www.science-education.ru/ru/article/view?id=11299 (accessed: 21.03.2019) (In Russ).
7. Pereira M.P., Yan W., Rolfec B.F. Sliding distance, contact pressure and wear in sheet metal stamping. Wear. 2010. Vol. 268. P. 1275—1284.
8. Babu S.S.M., Berry S., Ward M., Krzyzanowski M. Numerical investigation of key stamping process parameters influencing tool life and wear. Proc. Manuf. 2018. Vol. 15. P. 427—435.
9. Китаева Д.А., Коджаспиров Г.Е., Рудаев Я.И. О самоорганизации в процессах термомеханического деформирования. Вестн. Тамбовского ун-та. Сер. Естеств. и техн. науки. Физика. 2016. Т. 21. Вып. 3. С. 1051—1054. Kitaeva D.A., Kodzhaspirov G. E., Rudaev Ya.I. On selforganization in process of thermomechanical deformation. Vestnik Tambovskogo universiteta. Ser. Estestvennye i tekhnicheskie nauki. Fizika. 2016. Vol. 21. Iss. 3. P. 1051—1054 (In Russ.).
E., Rudaev Ya.I. On selforganization in process of thermomechanical deformation. Vestnik Tambovskogo universiteta. Ser. Estestvennye i tekhnicheskie nauki. Fizika. 2016. Vol. 21. Iss. 3. P. 1051—1054 (In Russ.).
10. Китаева Д.А., Рудаев Я.И. О макрокинетике динамической сверхпластичности алюминиевых сплавов. Матем. моделирование систем и процессов. 2005. No. 13. C. 115—122. Kitaeva D.A., Rudaev Ya.I. On macrokinetics of dynamic superplasticity in aluminium alloys. Matematicheskoe modelirovanie sistem i protsessov. 2005. No. 13. P. 115—122 (In Russ.).
11. Новиков И.И. Теория термической обработки металлов: Учебник. 4-е изд., испр. и доп. М.: Металлургия, 1986. Novikov I.I. Theory of heat treatment. Moscow: Metallurgiya, 1986 (In Russ).
12. Ben Hmida R., Thibaud S., Gilbin A., Richard F. Influence of the initial grain size in single point incremental forming process for thin sheets metal and microparts: Experimental investigations. Mat. Des. 2013. Vol. 45. P. 155—165.
13. Toros S., Ozturk F. Modeling uniaxial, temperature and strain rate dependent behavior of Al—Mg alloys. Comput. Mat. Sci. 2010. Vol. 49. No. 2. P. 333—339.
Toros S., Ozturk F. Modeling uniaxial, temperature and strain rate dependent behavior of Al—Mg alloys. Comput. Mat. Sci. 2010. Vol. 49. No. 2. P. 333—339.
14. Singh M., Choubey A.K., Sasikumar C. Formability analysis of aluminium alloy by erichsen cupping test method. Mater. Today. Proc. 2017. Vol. 4. Iss. 2. Pt. A. P. 805—810.
15. Кишкина С.И., Фридляндер И.Н. Авиационные материалы. Т. 4. Алюминиевые и бериллиевые сплавы. Ч. I. Деформируемые алюминиевые сплавы и сплавы на основе бериллия. Кн. 1. Под ред. Р.Е. Шалина. Справочник в 9 т. 6-е изд., перераб. и доп. М.: ОНТИ, 1982. Kishkina S.I., Fridlyander I.N. Aviation materials. Vol. 4. Aluminum and beryllium alloys. Part 1. Work aluminium alloys and alloys based on beryllium. Book 1. Ed. R.E. Shalin. Moscow: ONTI, 1982 (In Russ.).
16. Liu Y., Wang L., Zhu B., Zhang Y. Identification of two aluminium alloys and springback behaviours in cold bending. Procedia Manuf. 2018. Vol. 15. P. 701—708.
17. Yuan W., Wan M., Wu X. Prediction of forming limit curves for 2021 aluminum alloy. Proc. Eng. 2017. Vol. 207. P. 544—549.
Prediction of forming limit curves for 2021 aluminum alloy. Proc. Eng. 2017. Vol. 207. P. 544—549.
18. Hua X., Wilkinson D.S., Jain M., Wu P., Mishra R.K. Fuel cap stamping simulation of AA5754 sheets using a microstructure based macro-micro multi-scale approach. Comput. Mater. Sci. 2015. Vol. 98. P. 354—365.
19. Мальцев М.В. Металлография промышленных цветных металлов и сплавов (с атласом макро- и микро- структур). 2-е изд., перераб. и доп. М.: Металлургия, 1970. Mal’tsev M.V. Metallography of commerce non-ferrous metals and alloys. Moscow: Metallurgiya, 1970 (In Russ.).
20. Рогельберг И.Л., Шпичинецкий Е.С. Диаграммы рекристаллизации металлов и сплавов: Справочник. М.: Металлургиздат, 1950. Rogel’berg I.L., Shpichinetskii E.S. Recristalliztion diagram of metals and alloys. Moscow: Metallurgizdat, 1950 (In Russ.).
21. Панченко Е.В., Скаков Ю.А., Кример Б.И. Лаборатория металлографии: Учеб. пос. 2-е изд., испр. и доп. М.: Металлургия, 1965. Panchenko E.V., Skakov U. A., Krimer B.I. Laboratory of metallography. Moscow: Metallurgiya, 1965 (In Russ.).
A., Krimer B.I. Laboratory of metallography. Moscow: Metallurgiya, 1965 (In Russ.).
22. Zhang J.X., Ma M., Liu W.C. Effect of initial grain size on the recrystallization and recrystallization texture of coldrolled AA 5182 aluminum alloy. Mater. Sci. Eng. A. 2017. Vol. 690. P. 233—243.
23. Романовский В.П. Справочник по холодной штамповке. 5-е изд., доп. и перераб. Л.: Машиностроение, 1971. Romanovskii V.P. Handbook on cold stamping. Leningrad: Mashinostroienie, 1971 (In Russ.).
24. Grèze R., Manach P.Y., Laurent H., Thuillier S., Menezes L.F. Influence of the temperature on residual stresses and springback effect in an aluminium alloy International. J. Mech. Sci. 2010. Vol. 52. P. 1094—1100.
25. Cheng T. Ch., Lee R. Sh. The influence of grain size and strain rate effects on formability of aluminium alloy sheet at high-speed forming. J. Mater. Process. Technol. 2018. Vol. 253. P. 134—159.
Механические испытания алюминиевых сплавов АМг6 и 5456-0 (Технический отчет)
Механические испытания алюминиевых сплавов АМг6 и 5456-0 (Технический отчет) | ОСТИ. GOV
GOV
перейти к основному содержанию
- Полная запись
- Другое связанное исследование
Это компиляция предварительной серии механических испытаний, проведенных на образцах, извлеченных из пластин толщиной 0,2 дюйма (5 мм) из отожженного сплава АМг6 и его ближайшего американского эквивалента 5456-0 при комнатной температуре. Включены данные о растяжении в плоскости по чувствительности к скорости деформации, квазистатическому поведению надрезов и свойствам после удара, а также одна попытка подавления выкрашивания путем сверления отверстия на задней поверхности.
- Авторов:
Кавахара, Вашингтон;
Тоттен, Дж.
 Дж.;
Дж.;Кореллис, Дж. С.
- Дата публикации:
- Исследовательская организация:
- Sandia National Labs., Ливермор, Калифорния (США)
- Идентификатор ОСТИ:
- 5393312
- Номер(а) отчета:
- SAND-86-8231
ВКЛ.: DE86014746
- Номер контракта с Министерством энергетики:
- AC04-76DR00789
- Тип ресурса:
- Технический отчет
- Отношение ресурсов:
- Дополнительная информация: Части этого документа неразборчивы в микрофишах.
 Оригинал доступен до исчерпания запасов
Оригинал доступен до исчерпания запасов
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 36 МАТЕРИАЛОВЕДЕНИЕ; АЛЮМИНИЕВЫЕ ОСНОВНЫЕ СПЛАВЫ; МЕХАНИЧЕСКИЕ СВОЙСТВА; МАГНИЕВЫЕ СПЛАВЫ; НЕУДАЧИ; УДАРНЫЙ ШОК; МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ; ВЫРЕЗЫ; ТАРЕЛКИ; СКОРОСТЬ ДЕФОРМАЦИИ; РАСТЯЖИТЕЛЬНЫЕ СВОЙСТВА; СПЛАВЫ; АЛЮМИНИЕВЫЕ СПЛАВЫ; ИСПЫТАНИЯ МАТЕРИАЛОВ; ТЕСТИРОВАНИЕ; 360103* – Металлы и сплавы – Механические свойства
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Кавахара В. А., Тоттен Дж. Дж. и Кореллис Дж. С. Механические испытания алюминиевых сплавов AMg6 и 5456-0 . США: Н. П., 1986.
США: Н. П., 1986.
Веб.
Копировать в буфер обмена
Кавахара, В. А., Тоттен, Дж. Дж., и Кореллис, Дж. С. Механические испытания алюминиевых сплавов AMg6 и 5456-0 . Соединенные Штаты.
Копировать в буфер обмена
Кавахара, В. А., Тоттен, Дж. Дж., и Кореллис, Дж. С. 1986.
«Механические испытания алюминиевых сплавов АМг6 и 5456-0». Соединенные Штаты.
Копировать в буфер обмена
@статья{osti_5393312,
title = {Механические испытания алюминиевых сплавов АМг6 и 5456-0},
автор = {Кавахара, В.А. и Тоттен, Дж.Дж. и Кореллис, Дж.С.},
abstractNote = {Это подборка предварительной серии механических испытаний, проведенных на образцах, извлеченных из пластин толщиной 0,2 дюйма (5 мм) из отожженного сплава AMg6 и его ближайшего американского эквивалента 5456-0 при комнатной температуре. Включены данные о растяжении в плоскости по чувствительности к скорости деформации, квазистатическому поведению надрезов и свойствам после удара, а также одна попытка подавления выкрашивания путем сверления отверстия на задней поверхности.},
Включены данные о растяжении в плоскости по чувствительности к скорости деформации, квазистатическому поведению надрезов и свойствам после удара, а также одна попытка подавления выкрашивания путем сверления отверстия на задней поверхности.},
дои = {},
URL-адрес = {https://www.osti.gov/biblio/5393312},
журнал = {},
номер =,
объем = ,
место = {США},
год = {1986},
месяц = {8}
}
Копировать в буфер обмена
Дополнительную информацию о получении полнотекстового документа см. в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых может храниться этот предмет. Имейте в виду, что многие технические отчеты не каталогизированы в WorldCat.
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Оценка эффективности режимов сопутствующей вибрационной обработки сварных соединений сплава АМг6
- title={Оценка эффективности режимов сопутствующей вибрационной обработки сварных соединений сплава АМг6},
автор={К. Е. Пономарев, И. В. Стрельников, Алексей Антонов и А. А. Бондаренко},
журнал = {Welding International},
год = {2020},
объем = {34},
страницы={34 — 39}
}- Пономарев К.Е., Стрельников И.В., Бондаренко А.А.
- Опубликовано 3 марта 2020 г.
- Материаловедение
- Welding International
РЕЗЮМЕ для размерной стабильности и массы. Режим обработки вибрации задавался по амплитуде и частоте.
 Эффективность комбинированной вибрационной обработки оценивали по уровню снижения остаточных напряжений и остаточных деформаций сварных соединений сплава АМг6. Найдена область оптимальных режимов.
Эффективность комбинированной вибрационной обработки оценивали по уровню снижения остаточных напряжений и остаточных деформаций сварных соединений сплава АМг6. Найдена область оптимальных режимов.Посмотреть на Taylor & Francis
с показателем 1-10 из 28 ссылок
Sort Byrelevancemost Lential Papersercency
Процессы сварки с помощью вибрации и их влияние на качество сварки
- M. Jose, S. S. Kumar, A. Sharma
- M. Jose, S. S. Kumar, A. Sharma
9
Материаловедение
- 2016
Вибрационная сварка (VAW) стала успешной заменой термической и послесварочной вибрационной обработки дуговых сварных швов для снижения остаточных напряжений и деформаций и, таким образом, для…
Влияние процесса вибрационной сварки на улучшение механических свойств стыковых сварных соединений
- P. Govindarao, A.
 Gopalakrishna
Gopalakrishna Материаловедение
- 2012
- С. Шейх
Материаловедение
- 2016
Материаловедение
- 2007
- Jaskirat Singh, G.
9 90 в последние несколько десятилетий. При сварке металлов, наряду с механическими вибрациями, однородное и более мелкое зерно…
Вибрация для снятия остаточного напряжения – обзор
Все процессы производства и изготовления, такие как литье, сварка, механическая обработка, формование, термообработка, пластическая деформация при гибке, прокатке или ковке, создают остаточные напряжения в…
