Гибка алюминия: Гибка листового алюминия в СПб с доставкой по России
Содержание
Гибка листового алюминия в СПб с доставкой по России
8 (804) 333-68-30Задать вопрос
- Используем мощные листогибы с ЧПУ.
- Отправляем заказы по всей России.
- Контролируем отсутствие брака.
- Соблюдаем сроки.
Рассчитать стоимость
Примеры деталей из листового алюминия с гибкой ЧПУ производства «Металл‑Кейс»
Гибка листового алюминия — как и зачем это делается?
Гибка листового алюминия — один из ключевых этапов при изготовлении объемных деталей и корпусов из плоского алюминиевого листа. На этом этапе заготовки, вырезанные из листа по координатам, принимают нужную итоговую форму в стальных «челюстях» гибочного станка.
Грани на корпусах можно делать как гибкой, так и сваркой. Но в случаях, когда выбор возможен, мы всегда рекомендуем выбирать гибку. Сварные соединения часто оказываются слабым местом конструкции — сварка нарушает изначальную структуру металла. Некомпетентный сварщик сделает такое ребро, которое придет в негодность очень скоро. Но даже и компетентный высокопрофессиональный сварщик — вряд ли приблизится по показателями прочности ребра к показателям, полученным гибкой.
Некомпетентный сварщик сделает такое ребро, которое придет в негодность очень скоро. Но даже и компетентный высокопрофессиональный сварщик — вряд ли приблизится по показателями прочности ребра к показателям, полученным гибкой.
Ведь ребра, полученные гибкой — не просто не ослабляются по сравнению с остальным металлом детали, они еще и усиливаются. Это происходит потому, что уплотненная холодной прокаткой структура металла уплотняется дополнительно по внутренней стороне гиба — там атомы и ионы алюминия, находящиеся в металлической кристаллической решеткой, оказываются еще ближе друг к другу. Практически как при ковке.
Впрочем, это касается выбора между гибкой и сваркой там, где выбор возможен — но выбор возможен не всегда. Тавровые соединения, например, гибкой никак не получить. Так что обе технологии дополняют друг друга — и в разумном производстве обе используются тогда, когда можно максимально использовать их сильные стороны и избежать проявления слабых.
В «Металл‑Кейс» мы и гнем алюминий, и варим его — в зависимости от задач клиента. При этом гибку мы делаем на станках с числовым программным управлением, что позволяет минимизировать человеческий фактор, избежать брака и добиться точного соответствия всех деталей из партии проекту.
Возможности «Металл-Кейс» по гибке нержавеющей стали
Радиус гиба — от 0,5 мм.
Толщина металла — до 6 мм.
Длина гиба — до 2000 мм.
Особенности работы с «Металл‑Кейс» по гибке листового алюминия
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Видео гибки листового алюминия в «Металл‑Кейс»
Посмотрите — так мы гнем листовой алюминий
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
Оцените качество нашей работы.
Гибка листового алюминия в Санкт‑Петербурге с доставкой по всей России
Регионы, в которых уже есть клиенты «Металл‑Кейс»:
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.
по всей России
транспортной компанией
бережно
быстро
Расчет стоимости и сроков гибки листового алюминия по вашему заказу
- Отправьте свой контактный телефон.
- Наш специалист позвонит вам, внимательно выслушает и рассчитает всё необходимое.
- С этой информацией вы сможете принять взвешенное решение — заказывать или нет.
- Давайте начнем прямо сейчас. Ведь время — деньги.
Свяжитесь с нами сейчас:
© 2011–2023 Metal-Case. Производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
- Расчет точной стоимости и сроков выполнения интересующего вас заказа.
- Информацию о похожих заказах, которые мы уже выполнили.
- Консультацию по возможностям нашего производства.
- Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
марки материала для гибки, способы, оборудования
Главная » Обработка металла » Сгибание » Как провести гибку алюминия в домашних условиях?
На чтение 5 мин
Содержание
- Особенности гибки алюминия
- Какие марки можно гнуть, а какие нет?
- Способы гибки
- Ручные методы
- Использование устройств с электрическим приводом
- Использование электромагнитного оборудования
- Классификация оборудования
- Стационарное оборудование
- Переносное оборудование
- Как изгибать детали из дюралюминия и силумина?
Алюминий часто используют для изготовления конструкций разной формы. Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
Гибка алюминия
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.

Недостатки:
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов.
 Повышенная жесткость не даёт поверхности проминаться во время ударов.
Повышенная жесткость не даёт поверхности проминаться во время ударов.
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Любая из выпускаемых марок алюминия изготавливается согласно ГОСТу.
Марки алюминия
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке.
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов. Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки. С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом. Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы. Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
Ручные приспособления
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке.
Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
Компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Как изгибать детали из дюралюминия и силумина?
( 3 оценки, среднее 3.67 из 5 )
Поделиться
Какие алюминиевые сплавы лучше всего подходят для гибки? (Вот 3)
Гибкость часто играет важную роль в определении того, какие материалы разработчик продукта может использовать в своем продукте. Хотя сгибание может показаться простым этапом обработки, не все материалы легко гнутся.
Гибкость, которая показывает, насколько легко можно согнуть материал, не сломав его, обычно ассоциируется с алюминием. Более чистые алюминиевые сплавы, такие как те, которые используются для изготовления алюминиевой фольги в быту, обладают высокой гибкостью и превосходной способностью к изгибу. Однако добавление других легирующих элементов для улучшения прочности или других свойств может повлиять на изгибаемость.
Более чистые алюминиевые сплавы, такие как те, которые используются для изготовления алюминиевой фольги в быту, обладают высокой гибкостью и превосходной способностью к изгибу. Однако добавление других легирующих элементов для улучшения прочности или других свойств может повлиять на изгибаемость.
Хотите узнать больше о гибке алюминия? В этой статье объясняется, что контролирует гибкость и какие сплавы лучше всего подходят для гибки. Итак, начнем!
Содержание
Какие факторы влияют на гибкость?
Прежде чем обсуждать алюминиевые сплавы, мы должны немного рассказать о факторах, влияющих на их гибкость. Как вы можете себе представить, такие продукты, как алюминиевая фольга, водосточные желоба, дорожные знаки и детали автомобильного кузова, изготовленные из алюминиевых сплавов, имеют разную гибкость.
Способность к изгибу различных сплавов в этих продуктах контролируется тремя факторами:
- Формуемость алюминиевого сплава
- Толщина и радиус изгиба
- Процентное удлинение
Давайте подробнее рассмотрим эти факторы!
1-й фактор – формуемость
Одноэтапный анализ формуемости NX с помощью Siemens PLM Software
Формуемость – это способность данного материала подвергаться остаточной деформации без растрескивания или разрыва в процессе формования. Постоянная деформация также известна как пластическая деформация в мире материаловедения.
Постоянная деформация также известна как пластическая деформация в мире материаловедения.
Вообще говоря, формуемость является относительным понятием, а не конкретной величиной. Например, приложенная сила, необходимая для придания формы изделию, зависит не только от прочности и пластичности материала. Это также зависит от таких факторов, как форма детали и толщина исходного материала.
Другими словами, мы можем измерить усилие формования для изготовления конкретной детали из определенного исходного материала. Однако изменение формы детали или физических свойств исходного материала изменит величину усилия, которое необходимо приложить.
Тем не менее, существуют стандартизированные тесты, такие как ASTM E2218: Стандартный метод тестирования для определения кривых формирования предельных значений. Мы можем использовать эти тесты, чтобы установить «рейтинг» по формуемости для различных листов сплава. Мы можем использовать их, чтобы узнать, какие сплавы имеют лучшую базовую формуемость.
2-й фактор — толщина и радиус изгиба
Программное обеспечение для гибки PowerBend Параметр EHRT от EHRT Maschinenbau GmbH
Если вы работали с обычной алюминиевой фольгой, вы знаете, что ее легко сгибать. Однако если бы вам пришлось согнуть лист алюминия, который в тысячу раз толще алюминиевой фольги, это было бы намного сложнее! Это связано с тем, что чем толще материал, тем труднее его согнуть.
Вы также можете согнуть алюминиевый желоб голыми руками. Но если вы попытаетесь согнуть его под острым углом, не сломав, вам придется нелегко! Изгиб металла с малым радиусом изгиба может привести к разрыву или растрескиванию.
Fabricator предлагает некоторые ключевые таблицы и общие правила, которые помогают понять пределы гибкости для определенных алюминиевых сплавов. Вы можете использовать их для определения минимально допустимого радиуса изгиба для алюминиевого листа определенной толщины.
3-й фактор — удлинение в процентах
Деформация плакированного алюминиевого листа, полученная методом прямого литья в кокиль — Научный показатель на ResearchGate.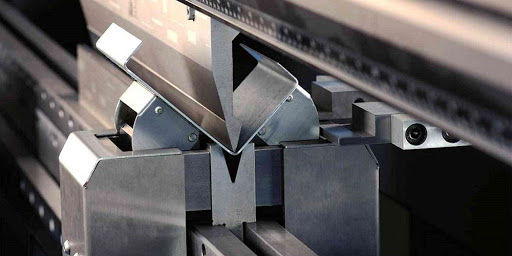 [по состоянию на 5 августа 2021 г.]
[по состоянию на 5 августа 2021 г.]
Процентное удлинение представляет собой способность материала пластически деформироваться при растяжении. Это также известно как пластическая деформация или пятно, нанесенное за пределами предела текучести материала.
Более пластичные алюминиевые сплавы могут испытывать более значительную пластическую деформацию при небольшом увеличении приложенного напряжения. Это приводит к лучшей общей гибкости алюминия.
Как и другие свойства, процентное удлинение варьируется для каждого сплава. Взгляните на кривую напряжения-деформации выше. Вы увидите, что отожженный алюминиевый сплав 3003 (обозначенный как AA3003-O) имеет очень высокий процент удлинения (процент деформации), примерно 35%. Он имеет очень высокую гибкость по сравнению с другими сплавами.
3 лучших алюминиевых сплава для гибки
Для получения различных алюминиевых сплавов с алюминием можно сочетать многочисленные легирующие добавки. В системе их наименования используются четыре цифры, причем первая цифра представляет их химический состав. Мы объясняем это в нашей статье об обозначениях и состояниях алюминиевых сплавов.
В системе их наименования используются четыре цифры, причем первая цифра представляет их химический состав. Мы объясняем это в нашей статье об обозначениях и состояниях алюминиевых сплавов.
Вообще говоря, алюминиевые сплавы серий 1XXX, 3XXX и 5XXX демонстрируют лучшую изгибаемость, чем другие алюминиевые сплавы. Некоторые сплавы серии 6XXX также довольно гибкие.
Однако различные свойства, предлагаемые каждым из них, могут сделать одни из них более желанными, чем другие. Например, алюминий серии 1XXX обычно имеет плохие механические свойства и не подходит для конструкционных применений.
Теперь давайте обсудим, какие сплавы обладают наилучшей гибкостью и когда их следует использовать.
#1 – Алюминиевый сплав 3003
Этот сплав в основном легирован марганцем и является одним из наиболее часто используемых алюминиевых сплавов для гибки. Он обладает превосходными свойствами формуемости и не требует тепла для гибки или формования.
Компании часто изготавливают желоба, кровлю, сайдинг, химическое оборудование и резервуары для хранения из алюминия 3003.
#2 – Алюминиевый сплав 5052
С магнием в качестве основного легирующего элемента AA5052 демонстрирует характеристики прочности от умеренной до высокой. В то же время он сохраняет хорошую гибкость, и конструкторы могут использовать его для более интенсивных применений, чем AA3003. Коррозионная стойкость этого сплава также превосходна в морской воде, что означает, что он отлично подходит для применения в морском оборудовании.
Производители часто производят гидравлические трубы, дорожные и аппаратные знаки, медицинское оборудование, морское оборудование и электронику (шасси и корпуса).
#3 – Алюминиевый сплав 6061
Вы обнаружите, что это чрезвычайно распространенный сплав в вашей повседневной жизни. Несмотря на то, что он не так сгибаем или формуем, как два вышеуказанных сплава, он является самым прочным среди всех трех. Он содержит магний и кремний в качестве легирующих элементов, и вы можете дополнительно повысить его прочность с помощью термической обработки.
Сплав 6061 часто называют «конструкционным алюминием», потому что он широко используется в конструкционных (строительных) приложениях. Тем не менее, благодаря своим выдающимся свойствам, он также используется в контейнерах для пищевых продуктов и напитков, лестницах, деталях самолетов и автомобилей, аквалангах, велосипедных рамах и многом другом.
Почему важны эти 3 сплава?
Несмотря на разные свойства, эти сплавы являются прекрасным примером способности к изгибу алюминиевых сплавов. Они демонстрируют, что, несмотря на то, что некоторые алюминиевые сплавы обладают лучшей формуемостью и процентным удлинением для заданного радиуса изгиба и толщины, каждый из них служит уникальной цели и имеет широкий спектр применений.
Несмотря на несколько меньшую гибкость, прочность сплава 6061 делает его одним из наиболее широко используемых алюминиевых сплавов. Точно так же сплав 3003 имеет множество применений в приложениях, требующих превосходной гибкости. Между тем, сплав 5052 широко используется благодаря своему балансу с точки зрения гибкости и прочности.
Если вы хотите узнать больше о применении алюминия, ознакомьтесь с нашими сервисными страницами для алюминиевых профилей и качественного алюминиевого проката.
Как согнуть алюминий 6061-T6
Вопрос: У нас возникли проблемы с изгибом алюминия 6061-T6 без образования трещин, и я хотел бы узнать, не могли бы вы дать нам несколько советов?
Ответ: Алюминий 6061-T6 закален и известен тем, что его трудно согнуть. С точки зрения гибки всегда лучше сгибать эти детали в отожженном состоянии, а затем закалять их до нужного состояния. В любом случае это идеал, но реальность такова, что многие детали поступают на листогибочный пресс в далеко не идеальном состоянии. Увы, это жизнь оператора листогибочного пресса.
Алюминий T6 подвергается дисперсионному твердению, что представляет собой форму искусственного старения, при котором частицы внутри металла равномерно распределяются по всей структуре зерна металла. Как только частицы диспергируются, они препятствуют дальнейшему смещению зерна, тем самым упрочняя металл.
Для создания этих осадков алюминий нагревают с помощью обработки раствором при высоких температурах и в течение заданного времени, а затем закаливают для быстрого охлаждения. Этот тип закалки обычно проводят в вакууме инертной атмосферы при температуре от 900 и 1150 градусов по Фаренгейту. Процесс может занять до четырех часов, в зависимости от характеристик материала.
Общие рекомендации по гибке алюминия
При гибке алюминия знайте, что чем меньше внутренний радиус изгиба, тем больше вероятность того, что в детали появится трещина. Также знайте, что для достижения наилучших результатов и уменьшения количества трещин на внешней стороне изгиба линия изгиба должна проходить поперек волокон материала или по диагонали, когда и где это возможно.
В идеале разработчики деталей должны знать, что когда речь идет об алюминиевых сплавах, 3003 и 5052 будут гнуться, а 6061 – нет. Это, конечно, обобщение, так как существуют способы формирования сплава 6061.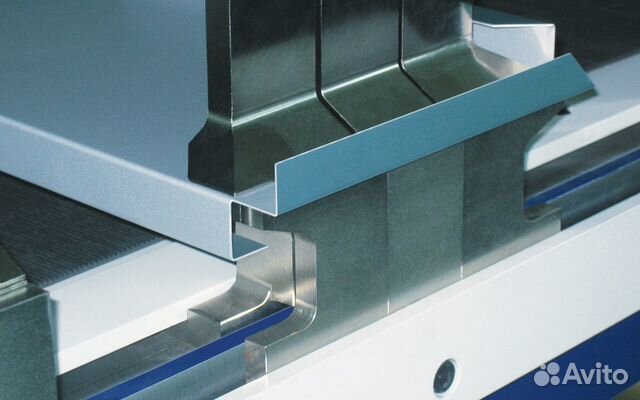 Способность алюминиевой серии к изгибу имеет тенденцию к снижению по мере продвижения вниз по списку состояний, от отожженного до T4 и T6. Изгиб этих закаленных сплавов не является невозможным, но очень трудным и, скорее всего, потребует больших радиусов изгиба, чтобы избежать растрескивания на внешней стороне изгиба. Если вы не будете осторожны, вы можете полностью сломать линию сгиба.
Способность алюминиевой серии к изгибу имеет тенденцию к снижению по мере продвижения вниз по списку состояний, от отожженного до T4 и T6. Изгиб этих закаленных сплавов не является невозможным, но очень трудным и, скорее всего, потребует больших радиусов изгиба, чтобы избежать растрескивания на внешней стороне изгиба. Если вы не будете осторожны, вы можете полностью сломать линию сгиба.
Правильный угол штампа для гибки алюминия
Как и при формовании воздухом любого другого материала, при формовании алюминия вы выбираете подходящую ширину штампа в зависимости от толщины материала и отношения радиуса к толщине.
Если вы просмотрите каталог инструментов, вы, вероятно, обнаружите, что количество вариантов ширины матрицы довольно велико: от 0 до 0,5 дюйма, и каждая из них обычно вырезается под углом от 88 до 90 градусов. Для ширины матрицы от 0,5 до 1 дюйма у вас меньше вариантов, и включенный угол матрицы увеличивается с 9от 0 до 88 и 85. Между 1 и 2 дюймами ваши варианты ширины снова уменьшаются, а включенный угол матрицы сокращается еще больше, с 78 до 73 и даже меньше (см. Рисунок 1 ).
Рисунок 1 ).
Почему для гибки воздухом используются разные углы штампа? Чем больше ширина матрицы, тем большую величину пружинения вы получите. Таким образом, включенный угол матрицы соответственно уменьшается, чтобы проталкивать материал вокруг носика пуансона, помогая уменьшить пружинение. Это перегибает материал. Когда давление сбрасывается, материал пружинит под нужным углом.
В какой-то момент матрица становится слишком узкой, и пуансон не имеет необходимого зазора для изгиба. Допускание дна пуансона может быть вариантом, но не для вашего 6061-T6 толщиной 0,25 дюйма, который, как известно, трудно формовать.
Несмотря на это, для других материалов и толщин материала доведение пуансона до дна может быть способом «заставить его работать». Пуансон опускается в положение «меньше толщины материала» в матрице. Опустив таким образом пуансон и матрицу и применив дополнительный вес, вы сможете достичь желаемого угла плюс пружинение, хотя и с резко увеличенным усилием формования.
Другая (и, как правило, лучшая) стратегия заключается в воздушной гибке с помощью штампа с облегчением (см. , рис. 2 ). Этот тип штампа обеспечивает зазор, необходимый для более глубокого проникновения пуансона в пространство штампа. Углы облегченной матрицы могут быть очень узкими, в некоторых случаях до 60 градусов.
Тем не менее, если вы хотите избежать растрескивания, соблюдайте минимальный радиус изгиба для 6061-T6 толщиной 0,25 дюйма, который довольно велик (см. рис. 3), и избегайте сгибания острых углов. Допустим, вы получили распечатку, в которой говорится, что вам нужно согнуть деталь под внешним углом 100 градусов, а внутренний угол составляет всего 80 градусов. Когда вы сгибаете 6061-T6 толщиной 0,25 дюйма, растрескивание может произойти при изгибе под внешним углом всего 86 градусов. Скорее всего, вы никогда не доживете до 90 градусов, а тем более до внешнего угла 100 градусов.
Нагревающийся алюминий
За 40 с лишним лет работы в торговле я согнул довольно много алюминия 6061-T6. Я избежал растрескивания благодаря большому радиусу относительно толщины материала. Иногда я выполнял сгибание в три шага: сгибание на 2 градуса перед центральной линией сгиба, сгибание на 2 градуса позади сгиба, а затем сгибание на 86 градусов в центре.
Я избежал растрескивания благодаря большому радиусу относительно толщины материала. Иногда я выполнял сгибание в три шага: сгибание на 2 градуса перед центральной линией сгиба, сгибание на 2 градуса позади сгиба, а затем сгибание на 86 градусов в центре.
Я также нагрел деталь. Раньше меня учили «грязному» способу размягчения алюминия, и это один из лучших трюков, которые я знаю. Он заключается в нагреве детали кислородно-ацетиленовой горелкой следующим образом:
- Отрегулируйте ацетиленовую горелку и нанесите сажу на место изгиба.
- Переверните O2 и установите кончик бутона розы на обычное пламя.
- Равномерно нагревайте деталь, пока не исчезнет черный нагар.
Это должно привести к отжигу 6061-T6 (или другого «T») в материал T-0. Это делает алюминий настолько гибким, насколько это возможно.
Обратите внимание, что алюминий не меняет цвет при нагревании, поэтому обжечься становится реальной проблемой.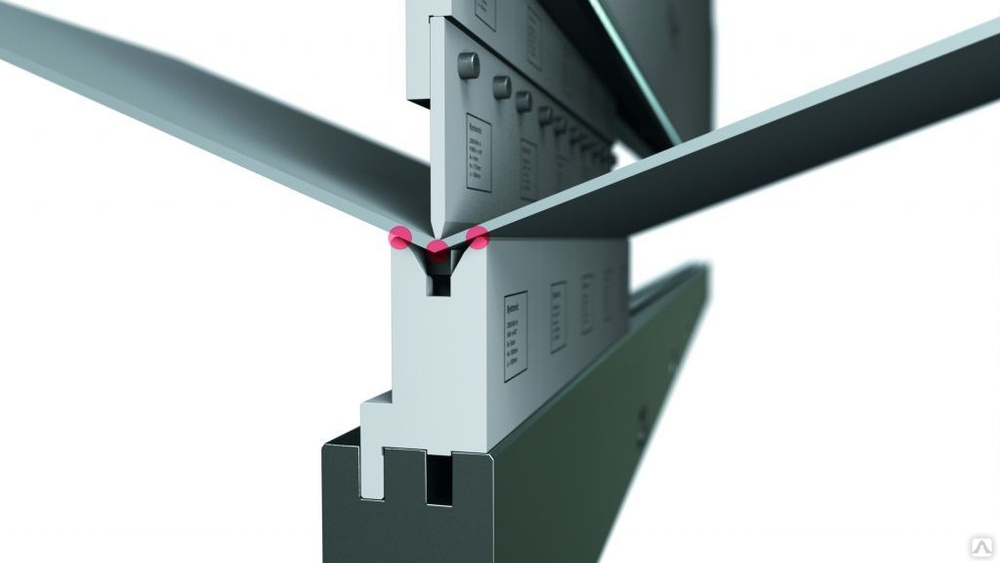 Кроме того, когда алюминий поступает с завода, он образует покрытие, оксид алюминия, при охлаждении. Завод оставляет это состояние поверхности в покое, потому что это естественное покрытие, которое защищает алюминий от элементов во время транспортировки и хранения.
Кроме того, когда алюминий поступает с завода, он образует покрытие, оксид алюминия, при охлаждении. Завод оставляет это состояние поверхности в покое, потому что это естественное покрытие, которое защищает алюминий от элементов во время транспортировки и хранения.
Защитное покрытие создает еще одну проблему для тех, кто занимается самоотжигом материала: оксид алюминия плавится при более высокой температуре, чем алюминий в оболочке. Вы должны быть предельно осторожны, так как алюминий расплавится изнутри. Вы можете проделать дыру в материале до того, как увидите какие-либо видимые признаки плавления.
Стандартная температура для формовки составляет около 500 градусов по Фаренгейту. Знайте, что если вы нагреваете материалы до такой степени, чтобы их можно было согнуть, вы можете изменить состояние основного материала, и в этом случае вам потребуется его повторный отпуск.
Изгиб острый
Рассмотрим сложную работу. Допустим, вы сгибаете алюминий 6061-T6 толщиной 0,25 дюйма под внешним углом 100 градусов (внутренний угол 80 градусов). Чтобы упростить задачу, начните с материала 6061 в мягком состоянии T-0. Вы, вероятно, изогнули бы воздух, используя 3,0-дюймовый. отверстие штампа с рельефным профилем. Опять же, эта форма дает пуансону необходимый зазор и требует гораздо меньшего веса, чем потребовалось бы для дна.
Чтобы упростить задачу, начните с материала 6061 в мягком состоянии T-0. Вы, вероятно, изогнули бы воздух, используя 3,0-дюймовый. отверстие штампа с рельефным профилем. Опять же, эта форма дает пуансону необходимый зазор и требует гораздо меньшего веса, чем потребовалось бы для дна.
Когда работа будет завершена, вы отправляете детали на закалку, возможно, фиксируя формованные компоненты, чтобы уменьшить вероятность их деформации в процессе закалки.
Подробнее 3003 Алюминий… Пожалуйста,
Для получения дополнительной информации по этому вопросу введите «Применение правила 20 процентов к алюминию 6061» в строке поиска на сайте Fabricator.com.
Формование алюминия 6061 не невозможно, но разработчики деталей должны знать, что для оператора листогибочного пресса это не идеальный материал. Хорошие операторы пресса справятся со своей задачей, но они предпочли бы другой сорт алюминия. Когда оператор увидит алюминий 5052 или, что еще лучше, алюминий 3003 на отпечатках деталей, день, вероятно, будет намного лучше.
