Аппарат сварочный инверторный характеристики: Сварочный инвертор – виды, характеристики, правила выбора
Содержание
АО «Лаборатория электроники»
Презентация: КОРД 1-250
Сварочный инвертор КОРД 1-250 предназначен для ручной дуговой сварки в непрерывном и импульсном режиме на постоянном токе покрытым электродом диаметром от 1 до 7 мм, а также для использования в качестве источника тока при аргонодуговой сварке. Сварочный аппарат обладает превосходными сварочными характеристиками.
Приобрести в нашем интернет-магазине
Особенности сварочного аппарата КОРД 1 -250
- Встроенное устройство ограничения напряжения холостого хода
- Высокое выходное напряжение, позволяющее работать со сварочными кабелями до 300 метров
- Полное отсутствие пульсаций сварочного тока, что уменьшает эффект «обжатия дуги» и способствует лучшему расплавлению обмазки электрода
- Беспроводной пульт дистанционного управления
- Непрерывный и импульсный режим работы
- Регулировка крутизны наклона вольтамперной характеристики (жесткость дуги) для сварки электродами с основным, целлюлозным или рутиловым покрытием и для компенсации сопротивления сварочного кабеля
- Режим «горячий старт», облегчающий возбуждение дуги
- Режим «форсаж дуги», увеличивающий сварочный ток в момент, близкий к прилипанию электрода
- Режим «антистик», выключающий сварочный ток при прилипании электрода
- Цифровой индикатор тока сварки и напряжения дуги
- Защита от перегрева и перекоса фаз.


При огромном разнообразии существующего на ранке сварочного оборудования для ручной дуговой сварки возникла необходимость в разработке еще одного сварочного источника, обладающего особенными характеристиками, требующимися при проведении ремонтных работ на объектах в энергетике, атомной промышленности, газо- и водоснабжении, при ремонте крупногабаритных конструкций.
Особенностью проведения ремонтных сварочных работ в подземных коммуникациях, на высотных конструкциях, в стесненных и опасных условиях, а также при высокой влажности является невозможность подведения напряжения 380В к месту сварки. Поэтому возникает необходимость в использовании длинных сварочных кабелей и обязательном применении блока снижения напряжения (БСН) холостого хода. Однако большое падение напряжения на сварочных кабелях требует применения источников с высоким выходным напряжением или значительного увеличения сечения сварочного кабеля. Как правило, выходное напряжение подавляющего числа сварочных аппаратов лишь незначительно превышает (а на максимальных режимах часто даже и не достигает) значение UД=20+0,04Iсв, необходимое для стабильного горения дуги. Поэтому для сварки на расстоянии до сотен метров от сварочного источника требуется или использование дорогостоящих и тяжелых сварочных кабелей большого сечения, или применение сварочного аппарата с номинальным током сварки, значительно превышающим требуемый рабочий ток. Как правило, сварочные аппараты с выходным током свыше 300А не имеют в своем составе БСН и его необходимо приобретать дополнительно. Все это увеличивает стоимость сварочного оборудования для проведения ремонтных работ в 2 и более раза.
Поэтому для сварки на расстоянии до сотен метров от сварочного источника требуется или использование дорогостоящих и тяжелых сварочных кабелей большого сечения, или применение сварочного аппарата с номинальным током сварки, значительно превышающим требуемый рабочий ток. Как правило, сварочные аппараты с выходным током свыше 300А не имеют в своем составе БСН и его необходимо приобретать дополнительно. Все это увеличивает стоимость сварочного оборудования для проведения ремонтных работ в 2 и более раза.
Основным преимуществом сварочного аппарата «Корд 1-250» является высокое выходное напряжение 52В при номинальном выходном токе 250А, что позволяет использовать его для сварки на кабелях длиной до нескольких сотен метров. В таблице 2 приведена зависимость максимального тока дуги от сечения и длины сварочного кабеля (при номинальном напряжении питания 380В). Кроме того, высокое выходное напряжение позволяет эффективно вести резку металла.
Серьезной проблемой, при применении длинных сварочных кабелей, является использование пульта дистанционного управления для регулирования тока сварки. Применение проводного пульта, как правило, затруднено из-за сложности его удлинения до необходимых размеров и возможности его повреждения и «запутывания». Сварочный аппарат «Корд 1-250» комплектуется беспроводным пультом дистанционного управления, работающим на частоте 433МГц и позволяющим регулировать ток сварки на расстоянии до 400 метров при прямой видимости и до 100 метров в условиях зданий.
Применение проводного пульта, как правило, затруднено из-за сложности его удлинения до необходимых размеров и возможности его повреждения и «запутывания». Сварочный аппарат «Корд 1-250» комплектуется беспроводным пультом дистанционного управления, работающим на частоте 433МГц и позволяющим регулировать ток сварки на расстоянии до 400 метров при прямой видимости и до 100 метров в условиях зданий.
Большинство ремонтных работ производятся от передвижных электростанций, обладающих большим уровнем пульсации выходного напряжения при резком изменении нагрузки, что характерно для сварочных работ, когда нагрузка практически мгновенно изменяется от нуля до максимума. Применение сварочного аппарата «Корд 1-250» позволит обеспечить стабильные характеристики сварочной дуги в диапазоне питающих напряжений от -20% до +15% от номинального значения. Источник работоспособен при снижении напряжения питания до -40%, что приведет к снижению выходного напряжения до 30В, что, в свою очередь, достаточно для проведения сварки на токе 250А на стандартных коротких сварочных кабелях. Силовая элементная база применена на напряжение 1200В, что позволяет сохранять работоспособность сварочного аппарата при бросках входного напряжения более чем на 15%, однако встроенный контроллер автоматически выключит аппарат для предотвращения выхода его из строя.
Силовая элементная база применена на напряжение 1200В, что позволяет сохранять работоспособность сварочного аппарата при бросках входного напряжения более чем на 15%, однако встроенный контроллер автоматически выключит аппарат для предотвращения выхода его из строя.
Особенностью ремонтных работ является необходимость сварки любых типов соединений из металлов различных толщин и марок в различных пространственных положениях. Это все требует применения универсального сварочного аппарата, позволяющего работать с любыми электродами и имеющего широкий диапазон регулировок выходных параметров. Сварочный аппарат «Корд 1-250» имеет диапазон регулировки тока сварки от 1 до 250А и регулировку наклона вольт-амперной характеристики о 0,4 до 2В/А, что позволяет использовать электроды с основным, целлюлозным или рутиловым покрытием толщиной от 1 до 7мм. Импульсный режим позволяет регулировать время импульса и паузы от 0,02 до 2,5 секунд, а ток паузы от 1 до 100% от тока импульса, что позволяет подобрать оптимальный режим сварки для любого соединения из металла толщиной от 0,5мм, а также значительно облегчить сварку швов в вертикальном и потолочном положении.
Сварочный аппарат «Корд 1-250» имеет встроенные сервисные функции:
- «горячий старт» обеспечивает повышение тока дуги на 30% в течение 1 секунды после касания электродом изделия для облегчения зажигания дуги
- «форсаж дуги» повышает ток дуги на 50% в условиях, близких к замыканию электрода о поверхность изделия, что предотвращает «залипание»
- «антистик» отключает сварочный ток через 1 секунду после замыкания электрода на изделие, что позволяет безопасно оторвать залипший электрод
- «снижение напряжения холостого хода» обеспечивает выключение сварочного аппарата через 1 секунду после окончания сварки, что снижает напряжение холостого хода до значения не более 10В.
Применение этих функций позволяет повысить качество сварки или снизить требования к квалификации сварщика при сварке ответственных соединений.
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 1В/А
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 2В/А
Воль-амперная характеристика сварочного аппарата при изменении уставки тока, наклон 0,4В/А
Воль-амперная характеристика сварочного аппарата при уставке 150А и 200А и при изменении наклона ВАХ от вертикальной до 0,4В/А.
Технические характеристики
| Параметр | Значение |
| Напряжение питания первичной трехфазной сети | 380В +20% -15% |
| Максимальная потребляемая мощность, КВт | 14 |
| Номинальный выходной ток, А | 250 |
| Ток короткого замыкания, А | 320 |
| ПН при номинальном токе, % | 60 |
| ПН при токе 200А, % | 100 |
| Диапазон регулировки выходного тока, А | 1 . . . 250 |
| Напряжение холостого хода, В | 80±5 |
| Максимальное выходное напряжение при токе 250А, В | 52 |
| Выходное напряжение при ограничения холостого хода, В | <10 |
| Наклон выходной вольтамперной характеристики, В/А | 0,4…2 |
| Вид выходной характеристики при аргонодуговой сварке | штыковая |
| Параметры импульсного режима | |
| Отношение тока паузы к току импульса | от 1:1 до 1:100 |
| Время импульса, с | от 0,02 до 2,5 |
| Время паузы, с | от 0,02 до 2,5 |
| Коэффициент полезного действия (при 200А) | > 0,9 |
| Температура окружающей среды, ° С | -40…+45 |
| Габаритные размеры, мм | 180х220х400 |
| Вес, кг | 13 |
Аттестат НАКС для работы на объектах КО, ПТО, ГО, НГДО, ОХНВП
Таблица 2. Зависимость максимального тока дуги от сечения и длины сварочного кабеля
Зависимость максимального тока дуги от сечения и длины сварочного кабеля
|
Сечение кабеля, мм2
Длина кабеля, м
| 16 | 25 | 35 | 50 |
| 50-100 | 180 | 230 | 250 | 250 |
| 100-150 | 130 | 180 | 225 | 250 |
| 150-200 | 100 | 150 | 190 | 230 |
| 200-250 | 85 | 125 | 160 | 200 |
| 250-300 | 75 | 110 | 140 | 180 |
Беспроводной пульт дистанционного управления сварочным аппаратом КОРД 1-250
Беспроводной пульт дистанционного управления сварочным аппаратом КОРД 1-250 предназначен для установки значения сварочного тока на сварочном инверторе.
Основные характеристики
- Пульт состоит из двух блоков (передатчик и приёмник)
- Гарантированная дальность действия 100 м
- 2 регулятора для установки двух значений сварочного тока от 0 до 250А
- Переключатель, для быстрого выбора одного из двух предустановленных значений
- Светодиодная индикация работы
- Магнитное основание для крепления пульта к металлическим деталям
- Металлический корпус
Конструктивно пульт состоит из двух блоков: приемник (изображен на рисунке снизу) и передатчик (изображен на рисунке сверху).
Приёмник подключается к сварочному инвертору. На лицевую панель выведены два светодиодных индикатора: «Питание», означающий наличие питания на приёмном блоке и «Приём», сигнализирующий изменение сварочного тока.
Передатчик предназначен для установки или корректировки значения сварочного тока электросварщиком во время работы. На передатчике установлены два аналоговых регулятора тока, переключатель и светодиодный индикатор. Каждым регулятором задаётся значение сварочного тока в пределах от 0 до 250 А. Переключатель предназначен для выбора регулятора, которым устанавливается значение тока во время работы. «0» соответствует левому регулятору, «1» – правому. Индикатор «Передача» означает изменение сварочного тока регулятором или переключателем.
Каждым регулятором задаётся значение сварочного тока в пределах от 0 до 250 А. Переключатель предназначен для выбора регулятора, которым устанавливается значение тока во время работы. «0» соответствует левому регулятору, «1» – правому. Индикатор «Передача» означает изменение сварочного тока регулятором или переключателем.
Для установки сварочного тока беспроводным дистанционным пультом необходимо:
- Подключить приёмный блок к сварочному инвертору (допускается подключение во время работы инвертора).
- Выбрать переключателем регулятор тока.
- Установить значение сварочного тока, согласно шкале, нанесенной на лицевую панель.
- При необходимости, выбрать переключателем другой регулятор и установить новое значение тока, аналогично п. 3.
Для задания значение сварочного тока, установленного первым регулятором, достаточно выбрать его переключателем. Таким образом, обеспечивается быстрое переключение между двумя предустановленными значениями тока.
Характеристики инверторных сварочных аппаратов
0
Опубликовано: 14.06.2017
Сварка – это самый эффективный инструмент для соединения металлических элементов. Используя для сварки деталей инверторное оборудование, можно создавать прочные конструкции из металлических заготовок, как в производственных, так и в бытовых условиях. Для выполнения сварочных работ в небольших мастерских целесообразнее всего использовать именно агрегаты инверторного типа, например, сварочные аппараты модели вд 306, характеристики которых идеально для этого подходят.
Оглавление:
Разновидности оборудования
- Трансформаторы
- Выпрямители
- Инверторы
Благодаря небольшим габаритам, удобству эксплуатации, многофункциональности, эффективной работе, продолжительному сроку эксплуатации основная масса пользователей предпочитает приборы инверторного типа.
И это еще не все достоинства инверторов.
Особенности работы инверторной сварки
Каждая отдельная модель инструмента отличается своими техническими показателями, которые необходимо знать для того, чтобы правильно подобрать наиболее оптимальный вариант инструмента.
Главное отличие инверторного оборудования заключается в его мобильности: инструмент можно свободно передвигать, переносить на новое рабочее место, даже поднимать на необходимую высоту, а также использовать для работы на труднодоступных участках.
- HotStart – горячий старт
- ArkForce – форсирование сварной дуги
- AntiStick – анти залипание
Недостатки инверторного оборудования:
- ограниченная длина кабеля – 2,5 метра;
- температурный диапазон определяется моделью инверторного устройства;
- необходима постоянная чистка внутренней схемы инструмента;
- дорогостоящее оборудование;
- некоторые модели инверторов запрещается использовать для сварки в зимний период.

Инверторные аппараты получили такое обширное применение также благодаря разнообразию доступных технических параметров, которые предоставляют возможность эффективно и качественно соединять любые конструкции, выполненные из разных металлов и их сплавов. Характеристики сварочных инверторов зависят от типа сварки, характерного для конкретной модели инструмента:
- Автомат
- Полуавтомат
- Дуговая ручная сварка
Как подобрать инвертор для эксплуатации в домашних условиях
- Если работы, связанные со сваркой металлических конструкций, не слишком объемные и продолжительные, к примеру, сварочный аппарат нужен всего лишь для соединения заготовок из углеродистой стали, толщина которых до 5 мм, можно спокойно покупать недорогой инвертор.
- Если предполагается достаточно большой объем, продолжительные по времени сварочные работы, необходимо будет сваривать элементы конструкций разной толщины, из разных металлов, их сплавов, тогда рекомендуется обращать внимание на более мощные дорогие инструменты, обладающие широким функционалом (AC/DC, MMA/TIG, большой диапазон рабочего тока и прочие показатели).

По желанию покупателя при выборе сварки можно дополнительно обратить внимание на наличие функций: горячий старт, анти залипание электродной проволоки, форсирование сварочной дуги, прочих функций, облегчающих эксплуатацию оборудования.
Сергей Одинцов
tweet
Как выбрать сварочный аппарат: лучшие характеристики начального уровня
Выбор сварочного аппарата (SMAW) не сложен, но есть несколько моментов, которые следует учитывать, чтобы гарантировать, что вы получите лучший аппарат для ваших нужд.
Содержание
- Что такое хороший сварочный аппарат начального уровня?
- Что выбрать: блок питания переменного или постоянного тока?
- Что выбрать: инверторный или трансформаторный сварочный аппарат?
- Сколько силы тока вам нужно?
- Вам нужен блок питания с двойным напряжением, 120 В или 240 В?
- Какое напряжение холостого хода (OCV) достаточно для электродуговой сварки?
- Какой рабочий цикл достаточен для сварочного аппарата?
- Портативные сварочные аппараты
- Какой уровень качества сборки вам нужен?
- Другие особенности, на которые следует обратить внимание
- Каковы наиболее распространенные ошибки при выборе сварочного аппарата?
Имейте в виду, что эта статья посвящена специальным аппаратам для сварки электродом, а не TIG или многоцелевым аппаратам, которые также могут выполнять сварку электродом.
Кто такой хороший сварочный аппарат начального уровня?
Во-первых, давайте рассмотрим наилучшее сочетание характеристик, которыми должен обладать сварщик для эффективной сварки самых распространенных работ. Но также и для того, чтобы быть готовым к будущему по мере роста ваших навыков.
Лучший сварочный аппарат начального уровня для большинства людей будет иметь следующие характеристики: он использует инверторную технологию для создания постоянного сварочного тока, имеет силу тока не менее 140 А, напряжение холостого хода 75 В, рабочий цикл 35%, и подключается к розетке 240В.
Теперь давайте подробно рассмотрим каждую из этих характеристик.
Что выбрать: блок питания переменного или постоянного тока?
В целом, сварочный аппарат постоянного тока является лучшим выбором. Сварка на постоянном токе безопаснее и проще, вы можете использовать все типы сварочных электродов, и вы получите наилучшие общие результаты. Однако, если вы часто свариваете намагниченные металлы, лучшим выбором будет сварочный аппарат переменного тока.
Однако, если вы часто свариваете намагниченные металлы, лучшим выбором будет сварочный аппарат переменного тока.
Хорошая причина для выбора сварочного аппарата постоянного тока (DC) заключается в том, что поражение электрическим током от постоянного тока не так вредно, как от переменного тока (AC).
Поражение электрическим током от сварочного тока маловероятно, если соблюдать надлежащие меры предосторожности, поскольку напряжение низкое. Конечно, если вы не будете осторожны, например, используя мокрые сварочные перчатки, риск возрастает.
Сварочный аппарат на постоянном токе создает более плавную дугу, чем на переменном токе. Дугу легче зажечь и поддерживать с меньшим риском прилипания, что упрощает сварку. Это делает сварочный аппарат постоянного тока более подходящим для новичков, потому что сварка электродами (SMAW) — не самый простой процесс, требующий времени и усилий для изучения.
Кроме того, все электроды для стержневой сварки используют постоянный ток, но некоторые не поддерживают переменный ток. Хорошим примером являются целлюлозные электроды, которые в своем обозначении заканчиваются на «0», например, популярный E6010. Их флюсовое покрытие не содержит химических элементов, необходимых переменному току для поддержания стабильной дуги.
Хорошим примером являются целлюлозные электроды, которые в своем обозначении заканчиваются на «0», например, популярный E6010. Их флюсовое покрытие не содержит химических элементов, необходимых переменному току для поддержания стабильной дуги.
Наконец, электроды, поддерживающие как переменный, так и постоянный ток, всегда дают лучшие результаты сварки при использовании постоянного тока. Меньше разбрызгивания, меньше пористости, валик выглядит красивее, а с постоянным током можно сваривать более тонкие металлы с меньшей деформацией.
Единственным исключением, когда вы можете предпочесть сварочный аппарат переменного тока, является сварка намагниченных металлов. В таком случае магнитные поля мешают желаемому пути дуги. Это вмешательство называется дуговым разрядом. Результаты могут варьироваться от разрывов сварки до серьезных дефектов.
Наконец, некоторые аппараты для электродуговой сварки сочетают в себе как постоянный, так и переменный ток, но они часто довольно дороги.
Что выбрать: инверторный или трансформаторный сварочный аппарат?
Сварочный аппарат с инвертором — лучший сварочный аппарат. Они оснащены современными функциями, которые делают сварку проще и безопаснее, обеспечивают более высокий электрический КПД и являются более портативными. Однако, если вам нужен самый экономичный сварочный аппарат или вы свариваете в суровых условиях, вам больше подойдет сварочный аппарат-трансформер.
Инверторные сварочные аппараты
Инверторный сварочный аппарат постоянного тока
Сварке электродом не так просто научиться, и инверторные аппараты могут помочь вам сварить с меньшим количеством проблем. Преимущество инверторов заключается в том, что они могут включать множество полезных функций, упрощающих сварку, таких как:
- Горячий старт облегчает зажигание дуги, предотвращая прилипание сварочного стержня к основному металлу. Горячий старт также позволяет избежать непровара в начале валика.

- Сила дуги предотвращает залипание стержня при сварке.
- Антипригарный останавливает ток, когда стержень прилипает к основному металлу.
- Новые инверторные сварочные аппараты поставляются с синергетической функцией . Вы вводите тип и размер стержня, а также материал и толщину основного металла. После этого сварщик обеспечивает нужную силу тока.
У Weldpundit есть более подробная статья о горячем старте, форсировании дуги и антиприлипании.
Сварочные инверторные аппараты также могут поставляться с функцией, называемой устройством снижения напряжения (VRD). VRD обеспечивает большую безопасность от поражения электрическим током за счет снижения напряжения между электродом и заготовкой перед началом сварки.
Еще одним преимуществом инверторных сварочных аппаратов является более высокая энергоэффективность. Это означает, что они лучше используют потребляемую электроэнергию:
- Машина может генерировать более высокую силу тока.
 Это важно, если у вас есть только розетки на 120 В.
Это важно, если у вас есть только розетки на 120 В. - Счета за электричество будут дешевле, если вы будете часто сваривать.
Инверторные сварочные аппараты не нуждаются в крупных электрических деталях. В результате они меньше и легче, чем трансформеры. Это облегчает их перемещение, но вы должны обращаться с ними осторожно, чтобы избежать неисправностей.
Сварочные аппараты с трансформатором
Сварочный аппарат со старым трансформатором переменного тока
Сварочные аппараты с трансформаторным электродом используют старую и простую технологию без чувствительных электронных деталей. Благодаря своей конструкции они служат намного дольше, а детали на случай ремонта у них дешевле.
Инверторные сварочные аппараты имеют дорогие детали. В зависимости от поврежденной части ремонт инвертора может быть бесполезным. В результате трансформаторы в целом более рентабельны.
Кроме того, их долговечность делает трансформаторы более подходящими для суровых условий.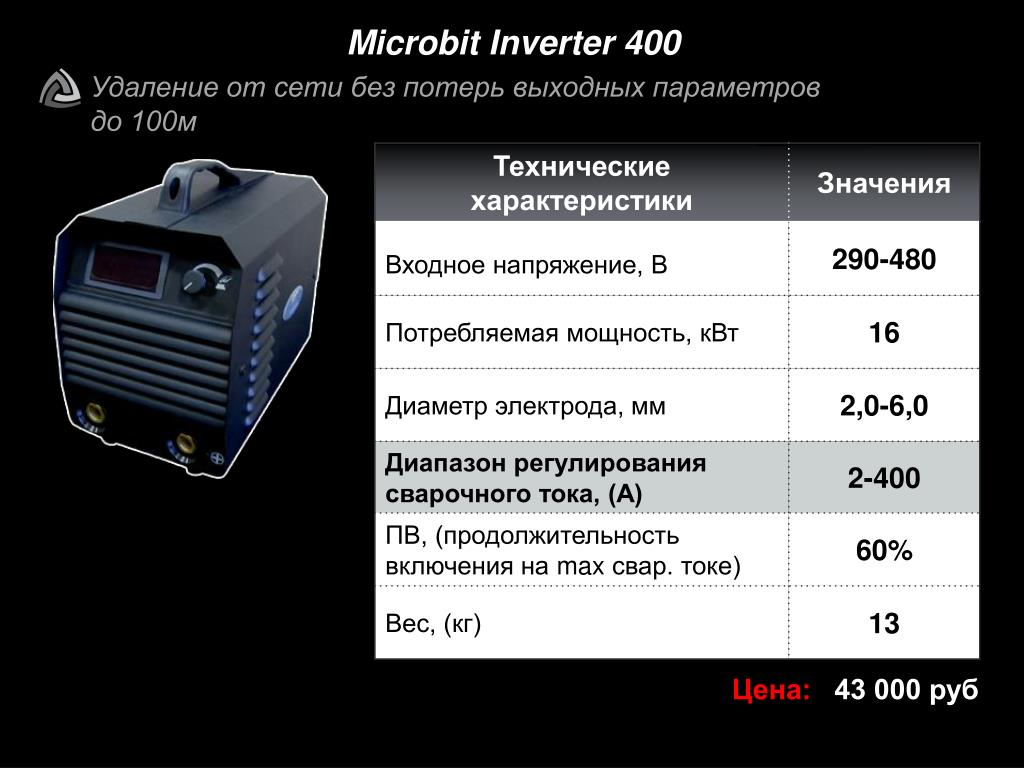 Например, частая сварка в условиях жары, пыли или повышенной влажности.
Например, частая сварка в условиях жары, пыли или повышенной влажности.
Короче говоря, инверторный сварочный аппарат — это то, что нужно сегодня (2020 г.). Они достаточно надежны и доступны по цене, а их преимущества более значительны.
Сколько силы тока вам нужно?
Первый вопрос, который я получаю, когда кто-то хочет купить сварочный аппарат, это какой силы тока (А) достаточно.
Сварочный аппарат мощностью 140 А будет достаточно для выполнения большинства работ. С такой силой тока и подходящим электродом вы можете легко сваривать мягкую сталь толщиной до 3/16 дюймов (4,8 мм). При подготовке шва и многократных проходах нет верхнего предела толщины металла.
Доступный по цене сварочный аппарат на 140 А предлагает хорошую производительность для большинства сварочных проектов, улучшения дома или фермы, ремонта и легкой профессиональной работы. Для большинства работ требуется 80-130А.
Одним из преимуществ сварки электродом является то, что для работы с толстыми металлами не требуется высокая сила тока. Вам нужна достаточная сила тока, чтобы эффективно сжечь каждый стержень, который вы хотите использовать.
Вам нужна достаточная сила тока, чтобы эффективно сжечь каждый стержень, который вы хотите использовать.
Если вы создаете соединения с одним или двумя V-образными канавками, вы можете сваривать детали любой толщины за несколько проходов. Просто это займет больше времени.
Таблица различных типов и диаметров электродов, которые может прожигать сварочный аппарат на 140 А, показана ниже.
| Stick electrode | 1/16″ 1.6mm | 5/64″ 2.0mm | 3/32″ 2.4mm | 1/8″ 3.2mm |
|---|---|---|---|---|
| E6011 | – | – | 60-90 | 75-130 |
| E6013 | 25-50 | 40-70 | 65-95 | 85-135 |
| E7014 | – | – | 75-105 | 100-150 |
| E7018 | – | – | 70-110 | 90-160 |
| E308L-16 | – | 25-55 | 50-85 | 70-115 |
| ENiFe-CI | – | – | 70-85 | 85-110 |
Stick welding electrodes that a 140A сварщик может использовать (DC+)
Наиболее распространенные размеры электродов: 3/32″ (2,4 мм) и 1/8″ (3,2 мм). Даже для сварки в тяжелых условиях большие размеры используются не очень часто. Как видите, их может покрыть сварщик на 140А.
Даже для сварки в тяжелых условиях большие размеры используются не очень часто. Как видите, их может покрыть сварщик на 140А.
Имейте в виду, что для большинства работ вы используете среднее значение диапазона силы тока штанги. Например, E7018 имеет диапазон 90–160 А, для большинства работ вы используете 125 А. Если вы свариваете вертикально вверх или перегреваете, вы используете еще более низкую силу тока.
Но что произойдет, если у вас есть только более толстый стержень, например, 5/32″ (4 мм) E6013 с силой тока 105-180А? Средняя сила тока этого стержня составляет 140 А, что может покрыть сварщик.
Но что, если вы хотите максимально использовать стержень 5/32″, для которого требуется 180 А? Вы можете предварительно нагреть металл до 250 °F (120 °C). Сварка предварительно нагретого металла аналогична сварке с более высокой силой тока. Таким образом, стержень 5/32″ при 140 А и предварительно нагретый металл будет похож на сварку при 180 А.
Меньшая сила тока не рекомендуется, поскольку она исключает 1/8-дюймовые стержни, за исключением случаев, когда вы уверены, что не будете их использовать.
С другой стороны, если вы будете часто сваривать толстые металлы, вам может понадобиться более мощный сварочный аппарат, чтобы уменьшить число проходов. В большинстве случаев разница в цене невелика, если единственная разница заключается в силе тока.
Вам нужен блок питания с двойным напряжением, 120 В или 240 В?
Сварочный аппарат с входным напряжением 240 В явно лучше, чем сварочный аппарат на 120 В, даже для аппаратов начального уровня. Сварочный аппарат на 240 В обеспечивает не только более высокую силу сварочного тока, но и более эффективное прожигание стержней. Однако сварочный аппарат с двойным напряжением более универсален и является лучшим выбором.
Выбор между 120 В и 240 В очень важен, и есть некоторые ловушки, которых следует избегать.
120 напряжение
Сварочные аппараты на 120 В имеют ряд преимуществ:
- Они более компактны и доступны по цене.
- Вы можете использовать их с большинством розеток, что делает их портативными, что является огромным преимуществом.
- Они также отлично подходят, если вы хотите использовать их с генератором энергии для большей мобильности.
Проблема со сварочными аппаратами на 120 В заключается в том, что не так просто достичь рекомендуемого сварочного тока 140 А.
Теоретически инверторный сварочный аппарат на 120 В с превосходной энергоэффективностью может обеспечивать рекомендуемую силу тока 140 А. Но только если в розетке 120В есть автоматический выключатель на 30А. Но большинство автоматических выключателей на 120 В в лучшем случае рассчитаны на 20 А.
С автоматическим выключателем на 20 А можно получить только около 100 А полезной силы тока. Вот почему большинство сварочных аппаратов на 120 В предлагают силу тока 90–110 А.
С током 100 А вы сможете использовать стержни диаметром до 3/32 дюйма (2,4 мм). Этой силы тока вполне достаточно, если вы занимаетесь редкими ремонтными работами и небольшими изготовлениями. Однако для более тяжелой работы это будет проблематично.
Если вы хотите заменить автоматический выключатель на 20 А на 30 А, существующие кабели, вероятно, недостаточно прочны. Вам также необходимо заменить кабели, иначе выключатель будет постоянно срабатывать.
Что еще хуже, вы рискуете перегреть кабели, что приведет к пожару. Вы можете узнать размер выключателя, который нужен вашему сварочному аппарату, прочитав руководство.
Кроме того, когда вы выходите за пределы сварочных аппаратов на 140 А, подключенных к розеткам на 120 В с выключателями на 30 А, вы не можете использовать удлинительные силовые кабели для вашего сварочного аппарата.
Еще одна вещь, о которой следует помнить, это то, что сварочный аппарат на 120 В будет предлагать не только более низкую силу тока, но и более низкое напряжение холостого хода (OCV) и дуговое напряжение.
Более низкое сварочное напряжение ограничивает количество стержней, которые вы можете использовать, и дает худшие результаты с оставшимися стержнями. Они объясняются более подробно позже.
240 напряжение
Источнику сварочного тока требуется достаточно электроэнергии не только для создания дуги, но и для поддержания ее стабильной, пока вы не закончите. Напряжение 240 В обеспечивает достаточную силу тока, но также высокое напряжение холостого хода и напряжение дуги.
Достаточное напряжение дуги поддерживает стабильность дуги и эффективно плавит все стержни. Даже если вы используете тот же стержень и силу тока, более требовательные стержни, такие как E7018 или E6011, дадут лучшие результаты со сварочным аппаратом на 240 В.
Если у вас уже есть розетка на 240 В, все просто. Типичные розетки на 240 В и их автоматические выключатели могут обеспечить мощность, достаточную для работы сварочного аппарата на 140 А.
Однофазная розетка 240 В с соответствующим выключателем и кабелями может поддерживать сварочный инвертор до 250 А.
Проблема со сварочным аппаратом на 240 В заключается в том, что если у вас нет подходящей розетки, вам придется платить электрику за ее установку. А это может стоить больших денег.
А это может стоить больших денег.
Двойное напряжение
Сварочные аппараты с двойным напряжением питания — отличный вариант. Вы можете выполнять большую часть своей работы, используя 240 В в своей мастерской, а если вы хотите сварить в другом месте, вы можете подключить его к обычной розетке 120 В.
Большинство сварочных аппаратов с двойным напряжением сваривают при 100 А при подключении к розетке 120 В, чтобы избежать несовместимости с автоматическим выключателем. Как объяснялось ранее, эта сила тока неплоха для случайных ремонтных работ и легких подделок.
Какое напряжение холостого хода (OCV) достаточно для электродуговой сварки?
Напряжение холостого хода (OCV) 75 В рекомендуется для электродуговой сварки, чтобы прожечь большинство сварочных электродов.
Напряжение холостого хода (OCV) — это напряжение между концом стержня и заготовкой перед началом сварки. OCV должен быть достаточно высоким, чтобы с легкостью начинать дугу каждой удочки.
Кроме того, чем выше OCV, тем выше напряжение дуги. Напряжение дуги важно, чтобы оно оставалось стабильным, предотвращая прилипание стержня к основному металлу и улучшая результаты сварки. Например, меньше разбрызгивания, лучшее плавление, меньше дыма и т. д.
Но высокий OCV означает повышенный риск поражения электрическим током. По этой причине современные сварочные аппараты имеют верхний предел OCV 85 В. Если вы используете безопасные методы, поражение электрическим током от этого OCV минимально.
Однако многие доступные сварочные аппараты для электродуговой сварки обеспечивают еще более низкое напряжение OCV, равное 50 В. Это напряжение снижает риск поражения электрическим током для неподготовленных любителей и делает сварочный аппарат дешевле. Но это создает огромный недостаток, вы можете использовать рутиловые стержни только для мягкой стали.
Рутиловые стержни для низкоуглеродистой стали – это стержни E6012, E6013 и E7014. Стержни E7024 также изготовлены из рутилового сплава, но такие сварочные аппараты не обеспечивают достаточную силу тока, чтобы их прожечь.
С OCV 50 В нельзя использовать обычные стержни, такие как E7016 и E7018, или целлюлозные стержни, такие как E6011, даже если сила тока достаточна. Дугу трудно запустить и поддерживать. По той же причине нельзя использовать стержни для нержавеющей стали, чугуна или наплавки.
В результате низкий OCV ограничивает вас всего несколькими стержнями для низкоуглеродистой стали. Чтобы предотвратить неприятные сюрпризы, сварочный аппарат, который вы выберете, должен предлагать OCV 75 В.
Конечно, если вы уверены, что будете использовать только рутиловые стержни, вы можете купить более доступный сварочный аппарат с низким OCV.
Если вам нужен сварочный аппарат с двойным напряжением, знайте, что упомянутое OCV относится к режиму 240 В. Если вы подключите его к розетке 120 В, он предложит более низкий OCV. Новый OCV может вызвать проблемы с основными и целлюлозными стержнями.
AdvertisementsКакого рабочего цикла достаточно для сварочного аппарата?
Рабочий цикл 35 % достаточно высок для сварочного аппарата. Вам не нужен высокий рабочий цикл, чтобы сварка стыковым швом не прерывалась, как при сварке MIG. Это еще одно преимущество дуговой сварки.
Вам не нужен высокий рабочий цикл, чтобы сварка стыковым швом не прерывалась, как при сварке MIG. Это еще одно преимущество дуговой сварки.
Рабочий цикл показывает, как долго может гореть дуга, прежде чем сварочный аппарат отключится для охлаждения. Рабочий цикл измеряется в процентах от 10-минутного периода.
При рабочем цикле 35 % сварочный аппарат будет удерживать дугу в течение 3,5 минут перед отключением. Вентилятор будет работать в течение 6,5 минут, чтобы охладить машину. После этого можно снова сваривать.
Стержень сгорает за одну минуту, затем вы останавливаетесь, чтобы посмотреть на результаты, и заменяете стержень. При этом вентилятор сварочного аппарата охлаждает его.
Кроме того, рабочий цикл относится к максимальной силе тока сварочного аппарата, но вы редко используете сварочный аппарат на полную мощность. Когда вы используете более низкую силу тока, рабочий цикл выше.
Например, сварочный аппарат на 140 А указывает, что его рабочий цикл составляет 30 %, но при сварке на 100 А рабочий цикл составляет 60 % или выше.
Портативность аппаратов для сварки электродом
Аппараты для сварки электродом уже достаточно портативны, поскольку им не нужны газовые баллоны.
Когда впервые появились инверторные сварочные аппараты, одним из их основных преимуществ были значительно уменьшенные размеры и вес. Однако в наши дни даже трансформаторные сварочные аппараты достаточно компактны и портативны.
Если вам важна портативность, вы можете найти ультрапортативные инверторные сварочные аппараты весом 5 фунтов (2,3 кг).
Какой уровень качества
сборки вам нужен?
Как правило, для начинающего сварщика лучшим вариантом будет бюджетный вариант известного производителя. Аппарат для сварки электродом – это не такая сложная машина, как аппарат для сварки MIG или TIG. Если производитель относительно известен и имеет надежную репутацию, этого более чем достаточно.
Неправильно покупать сварочный аппарат в ненадежных интернет-магазинах. Эти машины обещают силу тока 200 А+ и помещаются на ладони. Если вы измерите их амперметром, вы получите только половину силы тока.
Эти машины обещают силу тока 200 А+ и помещаются на ладони. Если вы измерите их амперметром, вы получите только половину силы тока.
Их OCV также будет слабым, что не позволит вам использовать обычные удочки. Также некоторые из них обещают, что они работают со сварочными прутьями E6010, но у них нет шансов, что они смогут это сделать.
Однако худшей особенностью является отсутствие кабеля для заземления блока питания. Это крайне опасно, так как в случае внутренней утечки тока вас наверняка ударит током.
Другие особенности, которые следует учитывать
Важным является рабочий (или заземляющий) зажим , который поставляется вместе со сварочным аппаратом. Зажим должен быть достаточно прочным, чтобы поддерживать стабильность и производительность дуги.
Многие недорогие сварочные аппараты поставляются с дешевым рабочим зажимом. Впрочем, это не большая проблема, ведь хомут легко заменить на более прочный.
Сварочные рабочие (заземляющие) зажимы
Многие сварочные аппараты поставляются с ЖК-экраном , который помогает вам точно установить силу тока. На ЖК-экране также отображаются значения горячего старта и силы дуги, если сварочный аппарат поддерживает эти функции.
На ЖК-экране также отображаются значения горячего старта и силы дуги, если сварочный аппарат поддерживает эти функции.
Наконец, во время сварки на ЖК-дисплее отображается колебание силы тока в зависимости от того, насколько стабильной может быть длина дуги.
ЖК-экран полезен, но не обязателен.
Каковы наиболее распространенные ошибки при выборе сварочного аппарата?
При выборе сварочного аппарата большинство людей совершают следующие ошибки:
- Выбор слишком низкой силы тока, что ограничивает размеры стержня, или слишком большой силы, что приводит к плате за мощность, которая никогда не будет использована.
- Выбор недорогого сварочного аппарата с низким OCV без возможности использования большинства типов стержней.
- Приобретение сварочных аппаратов у неизвестных производителей. Эти плохо спроектированные машины дают плохие результаты сварки и имеют высокий риск поражения электрическим током или возгорания.
Другие статьи Weldpundit
Можно ли сваривать дома? Основные соображения.
Источники сварочного тока Консультанты по сварочным инверторам, Источники сварочного тока, сварочные аппараты и другие системы для сварки и резки
ИСТОЧНИКИ СВАРОЧНОГО ПИТАНИЯ
Напа. Рави
Arcraft Plasma Equipments (I) Pvt Ltd.
РЕФЕРАТ
Введение в источники питания для сварки, различные типы, области применения, полезные определения, относительные преимущества и недостатки, что такое инвертор в целом, различные силовые полупроводники, используемые в инверторах, различные топологии конструкции, сварочные инверторы Arcraft и сравнение затрат.
1. ВВЕДЕНИЕ
- W пайка – это процесс соединения двух металлов. Для соединения двух металлов требуется огромное количество тепла. Это тепло создается в виде электрической дуги. Для создания этой дуги требуется источник питания.

- E ver С тех пор, как процесс сварки вошел в область машиностроения, в области источников сварочного тока постоянно происходят инновации.
- T Выбор источника сварочного тока зависит от процесса сварки.
- T здесь два типа источников сварочного тока.
1. источники питания постоянного тока.
2. источники питания постоянного напряжения. - Источник постоянного тока используется в процессах сварки MMAW и TIG.
- MMAW означает ручную дуговую сварку металлическим электродом.
- TIG означает сварку вольфрамовым электродом в среде инертного газа.
- Источник постоянного напряжения используется в процессах сварки MIG/MAG и SUBARC.
1.MIG означает сварку металлов в среде инертного газа.
2.MAG означает сварку металлов в активном газе.
3. SUBARC означает дуговую сварку под флюсом. - O Наше обсуждение будет посвящено источникам питания, которые используются в процессах сварки MMAW и TIG
- Мы можем понять, что сварку можно проводить с использованием
1. Источник питания переменного тока.
2. Источник питания постоянного тока. - Ниже приведены типы источников сварочного тока, которые можно различать по параметрам, основанным на значениях.
2. РАЗЛИЧНЫЕ ТИПЫ ИСТОЧНИКОВ СВАРОЧНОГО ПИТАНИЯ.
2.А. Источники питания переменного тока
A1.Сварочный трансформатор постоянного тока.
A2. Трансформатор сварочный переменного тока (шунтового магнитного типа).
а) Движущийся утюг
б) Подвижная катушка
2. Б. Источники питания постоянного тока.
Б. Источники питания постоянного тока.
B1.Источник сварочного тока преобразовательного типа (сварочный выпрямитель).
B2. Тиристорный сварочный выпрямитель.
B3.Источник сварочного тока на базе прерывателя.
B4. Инверторный источник сварочного тока.
3. НЕКОТОРЫЕ ПОЛЕЗНЫЕ ОПРЕДЕЛЕНИЯ
1. Коэффициент мощности: отношение активной мощности к сумме активной и реактивной мощности. Следует отметить, что это векторная сумма, а не алгебраическая сумма.
2. Входная кВА: это произведение приложенного напряжения и тока, потребляемого от входного источника питания.
3. Вход кВА, одна фаза: входное напряжение X входной ток
4. Входная мощность, кВА, три фазы: %3 X Входное напряжение X Входной ток
5.Входная мощность: %3 X входное напряжение X входной ток X коэффициент мощности
6. Выходная мощность: выходное напряжение X выходной ток
7. Выходная мощность: Входная мощность X КПД
8. Напряжение холостого хода: это напряжение на выходных клеммах источника сварочного тока, когда сварка не выполняется.
9. Напряжение нагрузки: это напряжение, доступное на выходных клеммах источника сварочного тока во время сварки, выраженное в вольтах.
10. Сварочный ток: это ток, потребляемый от источника сварочного тока, указанный в амперах.
11. Входной ток без нагрузки: это ток, потребляемый от входного источника питания, когда сварка не выполняется.
12. Скорость осаждения: это вес материала, осажденного в единицу времени, выраженный в кг/час или кг/мин, при заданном наборе условий. Это также зависит от источника питания. Он снижается из-за брызг и дыма.В типичном испытании оно увеличивается примерно на 15–20 % при использовании сварочных инверторов.
13. Скорость плавления/выгорания: это скорость, с которой электрод определенного размера плавится при заданном токе и выражается в см/мин. Он быстро увеличивается по мере увеличения тока специально для электродов малого диаметра.
4. ОБСУЖДЕНИЕ РАЗЛИЧНЫХ ТИПОВ
4.А1. Сварочный трансформатор постоянного тока.
Преимущества:
1.Очень низкие первоначальные инвестиции
2.Простой в использовании и обслуживании.
Недостатки:
1. Очень высокий ток без нагрузки.
2. Нет контроля тока. Ток фиксированный, также зависит от электрода и входного напряжения.
3. Очень неэффективно.
4. Очень низкий коэффициент мощности.
Очень низкий коэффициент мощности.
5. Из-за 1 и 2 потребляет очень большой ток от электроустановки. (см. таблицу).
6. Из-за 3 высоких эксплуатационных расходов.
7. Плохое качество сварного шва.
8.Грубая сила тока.
9.Сварка на малых токах вообще невозможна.
10. Громоздкое оборудование, поэтому занимает большую площадь.
11. Плохая переносимость.
12. Сварка TIG/аргон невозможна.
13. Сварка цветных металлов невозможна.
14. Более низкая скорость осаждения и эффективность осаждения.
4.А2. Сварочный трансформатор переменного тока (шунтового магнитного типа).
| Подвижное ядро или Движущийся утюг |
Преимущества:
1. Очень низкие первоначальные инвестиции
Очень низкие первоначальные инвестиции
2. Простота использования и обслуживания
Недостатки:
1. Очень высокий ток без нагрузки.
2. Очень неэффективно.
3.Очень низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет очень большой ток от электроустановки. (см. таблицу).
5. Из-за 3 высоких эксплуатационных расходов.
6. Плохое качество сварного шва.
7. Лучший контроль тока по сравнению с предыдущим типом, но неудовлетворительный.
8. Громоздкое оборудование, поэтому занимает большую площадь.
9. TIG/аргонная сварка невозможна.
10.Сварка на малых токах невозможна.
11. Плохая скорость осаждения и эффективность
4.В2. Тиристорный сварочный выпрямитель.
Преимущества:
1. Умеренные начальные инвестиции
Умеренные начальные инвестиции
2.Простой в использовании.
3. Умеренные навыки, необходимые для обслуживания оборудования.
Недостатки:
1. Высокий ток без нагрузки.
2. Эффективность лучше, чем в предыдущих случаях, но не высокая.
3. Низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет большой ток от электроустановки.
5. Из-за 3 высоких эксплуатационных расходов.
6. Низкая скорость управления.
7. Лучшее качество сварного шва по сравнению с предыдущими типами.
8. Лучший контроль тока по сравнению с предыдущими типами.
9. Громоздкое оборудование, следовательно, занимает большую площадь.
10. Плохая переносимость.
11. Средняя скорость осаждения и эффективность.
5. ЧТО ТАКОЕ ИНВЕРТОР?
ЧТО ТАКОЕ ИНВЕРТОР?
Инвертор, используемый в сварочном приложении, работает, как показано ниже.
- Переменный ток Линейное напряжение подается на вход сварочного оборудования.
- Он соответствующим образом отфильтрован и выпрямлен.
- Это выпрямленное напряжение фильтруется, чтобы сделать его чистым постоянным током.
- Это постоянное напряжение подается на вход коммутационного устройства через высокочастотный силовой трансформатор.
- Поскольку эта частота переключения очень высока, размер этого трансформатора становится очень маленьким по сравнению с его аналогами.
- Выход трансформатора соответственно понижен.
- Это пониженное переменное напряжение снова выпрямляется с помощью диодов с быстрым восстановлением.
- Этот выход используется для сварки.
- Используются подходящие средства контроля и методы обратной связи.
6. ХАРАКТЕРИСТИКИ СИЛОВЫХ ПОЛУПРОВОДНИКОВЫХ УСТРОЙСТВ, ИСПОЛЬЗУЕМЫХ В ИНВЕРТОРАХ
6a. Тиристоры / SCR (кремниевые выпрямители)
- Доступны устройства очень большой емкости, которые очень прочны.
- Очень низкая рабочая частота, которая находится в пределах звукового диапазона.
- Привод ворот прост и эффективен.
- Отсюда большие размеры и вес оборудования.
- Так как рабочая частота попадает в звуковой диапазон, сварка очень шумная.
- Так как коммутация принудительная, большое и большее количество компонентов.
- Скорость регулирования тока низкая, поэтому очень низкий сварочный ток невозможен.
- Большие начальные импульсные токи.
- Сильное разбрызгивание и дым. Плохое качество сварки.
- Большой внутренний нагрев из-за большого циркулирующего тока.

6б. BJT (транзисторы с биполярным переходом)
- Все вышеперечисленные недостатки устранены, но требует громоздкого и неэффективного базового привода, который сложен и не подходит для больших мощностей.
- Мощные транзисторы чрезвычайно дороги.
- Поскольку технология IGBT и MOSFET совершенствуется, для этих устройств в сварочном применении нет места.
6с. МОП-транзисторы (полупроводниковые полевые транзисторы на основе оксидов металлов)
- В данном устройстве основание заменено на ворота.
Привод ворот прост и чрезвычайно эффективен.
Очень высокая скорость переключения, и, следовательно, размеры трансформатора становятся небольшими.
Возможна работа до 100 кГц. - При больших рабочих циклах и более высоких мощностях размер сердечника трансформатора должен быть выбран соответствующим образом, чтобы соответствовать соответствующему размеру медного проводника.

- Устройства большой емкости не пользуются популярностью из-за их стоимости и доступности.
- Следовательно, используется в источниках питания малой и средней мощности.
6д. БТИЗ (биполярные транзисторы с изолированным затвором).
- Это комбинация BJT и MOSFET.
- Очень простой и эффективный привод ворот.
- Устройства большой емкости доступны по разумной цене.
- Сокращает время сборки и обслуживания.
Возможна работа значительно выше звукового диапазона и, следовательно, бесшумная работа. - Доступно только устройство для источников питания большой мощности. Потери мощности сравнимы с полевыми МОП-транзисторами при малой мощности и меньше при средней и большей мощности.
- Таким образом, можно применять концепции проектирования строительных блоков.

7. КОНСТРУКТИВНЫЕ ТОПОЛОГИИ.
а. Резонансные источники питания.
б. Источник питания ШИМ. (широтно-импульсная модуляция)7.а. Резонансные источники питания несут недостаток большой циркулирующий ток, громоздкие габариты из-за коммутационных цепей. Следовательно, они менее эффективны. Они предлагают меньшую полосу пропускания управления и, следовательно, большие изменения тока невозможны. Они производят меньше электромагнитных помех. Следовательно, они относятся к старому поколению сварочных аппаратов. Они используются на очень высоких частотах, обычно от 400 кГц до 1000 кГц, в области связи, где электромагнитные помехи вызывают серьезную озабоченность.
7.б. ШИМ-источники питания — это выбор дня, поскольку они обеспечивают крупное и быстрое управление. Проблема электромагнитных помех соответствующим образом уменьшается с помощью фильтров.
Они обеспечивают широкий контроль тока, обычно от 3 до 400 А, что является очень широким диапазоном. Они предоставляют прекрасную возможность включить больше функций. Скорость коррекции исключительно выгодна для контроля скачков тока, что необходимо при сварке TIG. Метод ШИМ обеспечивает плавное регулирование тока короткого замыкания, очень хорошую способность повторного зажигания дуги. И, следовательно, это новейший и лучший выбор для сварки.
7. ЧЕМ ОБОРУДОВАНИЕ САМОЛЕТА ЛУЧШЕ ДРУГОГО?
1. Предназначен для более широких колебаний входного напряжения.
2.Рассчитан на более широкие колебания температуры окружающей среды.
3. Защита от пониженного напряжения, перенапряжения, однофазного включения и перегрева.
4. Предоставляется столько функций, сколько требуется по выбору клиента.
5. Всплеск тока отсутствует, запускается от установленного значения тока.
6.Очень большое количество моделей на выбор.
7.Проверено на качество.
8. Оригинальный дизайн и простота обслуживания.
9. Обученный персонал для оказания услуг на пороге вашего дома.
10.Очень малое время простоя, так как все запасные части легко доступны.
11. За счет высокой рабочей частоты инвертора очень низкая пульсация, благодаря чему сварочный ток ровный и стабильный. Получается отличное качество сварки.
12. Равномерный сварной шов, низкий уровень разбрызгивания и меньшее выделение дыма.
13.Очень высокая скорость осаждения и эффективность.
14. Новейшая технология ШИМ с использованием IGBT.

СРАВНЕНИЕ
- Допустим, используется электрод для дуговой сварки диаметром 4 мм
- Требуется сварочный ток 160 А при напряжении около 24 В
- Выходная мощность = 160 A X 24 В = 3840 Вт или 3,840 кВт
- Входное напряжение составляет 230 В переменного тока в случае однофазного источника питания и 415 В переменного тока в случае трехфазного источника питания.
 При сравнении в реальных измерениях входное напряжение и выходное напряжение должны быть точно измерены.
При сравнении в реальных измерениях входное напряжение и выходное напряжение должны быть точно измерены.
| Параметр
| Сварочный трансформатор
| Сварочный выпрямитель
| Сварочный инвертор
|
| Ток холостого хода | от 4 до 5 А | от 4 до 5 А | от 0,3 до 0,5 А |
| Коэффициент мощности без нагрузки | 0,2 | 0,2 | 0,99 |
| Питание без нагрузки | от 400 до 500 Вт | от 400 до 500 Вт | от 50 до 100 Вт |
| Выходная мощность | 3,84 кВт | 3,84 кВт | 3,84 кВт |
| Эффективность | 0,6 | 0,6 | 0,9 |
| Входная мощность | 6,4 кВт | 6,4 кВт | 4,27 кВт |
| Входной коэффициент мощности | от 0,5 до 0,6 | 0,6 | 0,95 |
| Вход кВА | 12,8–10,66 при 230В, 1ф | 10,66 на 415В, 3 фазы | 4,5 на 415В, 3 фазы |
| Входной ток | от 55 А до 46 А | 14,8 А | 6,3 А |
| Потребляемая мощность в течение 8 часов в день | 51,2 кВтч | 51,2 кВтч | 34,16 кВтч |
| Потребляемая мощность за 250 дней в году | 12 800 кВтч | 12 800 кВтч | 8540 кВтч |
| Стоимость электроэнергии @ 5 рупий за кВтч | 64 000 рупий | 64 000 рупий | 42 700 рупий |
| Превышение стоимости по сравнению с инвертором | 21 300 рупий | 21 300 рупий | — |
| Превышение входного тока от источника питания | 48 А | 8,5 А | — |
| Экономия эксплуатационных расходов, как указано выше
| —
| —
| 21 300 рупий
|
| Экономия входного тока
| —
| —
| 8,5–48 А
|
| Экономия установленной мощности
| —
| —
| 6,1 кВА до 11,0 кВА
|
Следовательно, существует экономия в размере 21 300 рупий в год, если машина используется в течение одного года в течение 250 дней по 8 часов в день, то есть 2000 часов в год.
